-
8/18/2019 6.1 Programacion CNC - Translado de Origen
1/5
INSTRUCTOR: CARLOS
-
8/18/2019 6.1 Programacion CNC - Translado de Origen
2/5
INSTRUCTOR: CARLOS
Control Numérico por Computadora > 1
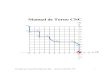
traslado de origen G54
• Permite traslados de origen siempre referidocero de referencia
ó máquina. Es decir, las
que introduzcamos en estos decalajes, es ladistancia existente
entre el cero de referenciel nuevo cero de pieza (con respecto a
todoejes).
• Se pueden tener varios ceros de pieza guarddesde la posición
G53 hasta G59. En la figu
la izquierda OM seria el cero de referencia el traslado del
origen.
-
8/18/2019 6.1 Programacion CNC - Translado de Origen
3/5
INSTRUCTOR: CARLOS
Control Numérico por Computadora >
2
traslado de origen G54
• Decalaje de origen es un método que permite al proCNC
programar una posición sin conocer su ubicac
en la mesa de la máquina.• Se puede definir hasta seis
referencias de trabajo, c
con un número de desplazamiento de trabajo difere
• Programador puede desplazar la herramienta de unreferencia a
otra con facilidad absoluta. Para lograr objetivo, se debe ejecutar
una función preparatoria
preparatoria ó comandos para el decalaje. Sistema dCNC hará
automáticamente cualquier ajuste entre lubicaciones de las
piezas.
-
8/18/2019 6.1 Programacion CNC - Translado de Origen
4/5
INSTRUCTOR: CARLOS
Control Numérico por Computadora >
3
traslado de origen G54
• La cota Z es muy importante en el mecanizado Ccoordenada Z
debe ajustarse ya que no cambia d
referencia a otra.• Se debe considerar el eje Z dentro de el
aju
compensación de trabajo en el caso donde la altucada parte es
diferente.
• Si la cota de Z cambia, se debe considerar el cacontrolar. Es
responsabilidad del operador de CNC
en cuenta variación
-
8/18/2019 6.1 Programacion CNC - Translado de Origen
5/5INSTRUCTOR: CARLOS
Control Numérico por Computadora >4 traslado de origen
G54
• Podemos configurar los diferentes desplazamienttrabajo en el
programa Swansoft dela siguiente man
• Seleccionamos en la barra de herramientas: WorSetup/ Workpiece
Clamp y guardamos la nueva pdel registro de desplazamiento