Embed Size (px)
Citation preview
4. TERMIČKA OBRADA
• Postupci kod kojih se dejstvom temperaturnih promena postiže
promena strukture i određenih mehaničkih osobina metala i
legura
• Postupcima termičke obrade uglavnom se podvrgavaju: čelici i
legure lakih metala
• Najčešće primenjivani postupci termičke obrade su:
- žarenje
- normalizacija
- kaljenje
- otpuštanje i poboljšanje
- obrada niskim temperaturama
- “patentiranje” čelične žice
- površinsko otvrdnjavanje
- temperovanje
- termička obrada lakih legura i dr
4. Termička obrada - kaljenje• Kaljenjem se postiže poboljšanje mehaničkih svojstava čelika
• Operaciji kaljenja podvrgavaju svi alatni čelici posle tehnološkog procesa
proizvodnje
• Kaljenje je zasnovano na zagrevanju čelika do iznad kritične t, držanju izvesno
vreme na toj temperaturi, a zatim brzom hlađenju
• Brzo hlađenja čelika pri kaljenju je neophodno, da bi se što pre prešlo
temperaturno područje oko 7000C da ne dođe do preobražaja austenita u
perlit, već da bi se dobila jedna od željenih struktura: sorbit, trustit ili martenzit
Temperatura kaljenja zavisi od sadržaja ugljenika u čeliku i iznosi
- za podeutektoidni čelik (do 0,8%C) temperatura zagrevanja pri
kaljenju je 30-500C iznad linije GOS
- za nadeutektoidne čelike (0,8-2,14%C) temperatura zagrevanja
pri kaljenju je 30-500C iznad linije SK
čelici sa manjim sadržajem ugljenika greju se na višu temperaturu i
obratno (dijagram)
Npr obični čelik za bušaća dleta sa 0,7-0,9%C zahteva temperaturu
zagrevanja od 780-8000C
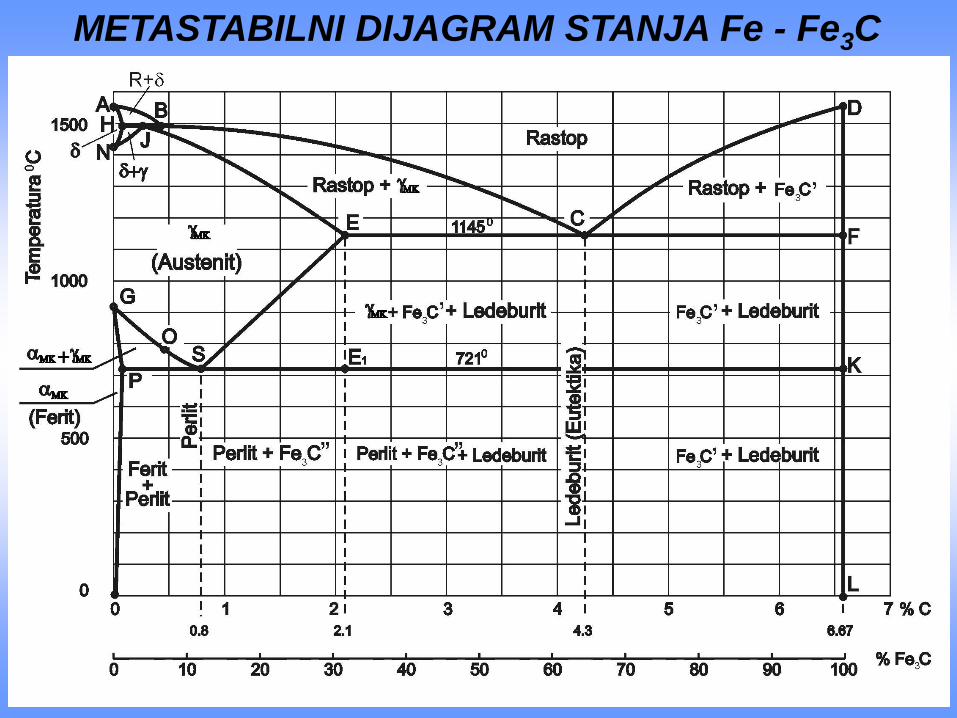
METASTABILNI DIJAGRAM STANJA Fe - Fe3C

Dijagram zagrevanja čelika u svrhu termičke obrade
1) kovanje; 2) kaljenje u ulju; 3) kaljenje u vodi; 4) normalizacija;
5) potpuno žarenje; 6) otpuštanje (nisko, srednje, visoko) i
rekristalizaciono žarenje; 7) žarenje-homogenizacija

Termička obrada – kaljenje - hlađenje
• Za hlađenje pri kaljenu biraju se različite tečnosti u zavisnosti od: potrebne
kritične brzine hlađenja, dimenzija i oblika predmeta i zahtevane dubine prokaljivosti.
• Najšire primenljivani način hlađenja je potapanje zagrejanog predmeta u tečnosti
• Rashladne tečnosti: voda, rastvori baza ili kiselina, ulja, rastopljeno Pb itd.
• Jedno od boljih rashladnih sredstava je 10%-ni rastvor NaOH u vodi
• Ugljenični - nelegirani čelici hlade se skoro uvek u hladnoj vodi (15-250C)
• Jako legirani brzorezni čelici hlade se samo u ulju ili u još blažim sredstvima, kao
što su loj, petroleum ili vazduh
Postupcima brzog hlađenja sprečavamo dobijanje perlita. Austenit je izuzetno
povoljan za prelazak u kvalitetnije strukture. Zavisno od brzine hlađenja
zagrejanog čelika sa austenitnom strukturom, nastaju strukture kaljenog čelika:
Martenzit - zasićen čvrst rasvor ugljenika u gvožđu, igličast, vrlo tvrd i
nemagnetičan. Nastaje pri brzini hlađenja 180-2000C u sekundi u vodi temperature
200C. Tvrdoća HB 6000-7000MPa podesna je za sečiva dleta
Trustit - vrlo sitnozrna smeša ferita u cementitu, nastaje raspadanjem austenita
pri brzini hlađenja 650C u sekundi. Tvrdoća HB 3500-5000MPa podesna je za
mašinske delove od kojih se traži pored znatne tvrdoće i dovoljna čvrstoća pri udaru.
Sorbit - sitnozrna smeša ferita u cementitu, nasataje raspadanjem austenita pri
brzini hlađenja ispod 300C u sekundi u zagrejanoj vodi. Tvrdoća HB 2500-3500MPa
podesna je za mašinske delove od kojih se pored površinske tvrdoće traži i žilavost

5. METALOKERAMIČKA OBRADA
• Metalurgija praha -"metalokeramika” odlikuje se time što se
oblikovanje predmeta obavlja presovanjem sprašenih metala i
legura, uz naknadno pečenje presovanih proizvoda ispod tačke
topljenja (sinterovanja)
• Krupnoća zrnaca metalnog praha kreće se u granicama 0,05-0,15mm
• U rudarstvu ima široku primenu za izradu pločica tvrdih legura za
sečiva bušaćih dleta, dijamanskih kruna za dubinsko bušenje itd
Proizvodnja predmeta od metalnih prahova odvija se u više faza:
- mešanje metalnih prahova
- presovanje
- sinterovanje i
- završna obrada odpresaka
Sinterovanje ispresovanih predmeta obavlja se u granicama 2/3 do
4/5 temperature topljenja dotičnih metala ili legura
Ona iznosi kod bronze i sličnih legura oko 600-8000C, gvožđa i nikla
oko 1000-13000C, kod volframa oko 2000-33000C.

6. ZAVARIVANJE I LEMLJENJE
6.1. ZAVARIVANJE• Zavarivanje je postupak spajanja dva ili više metala slične ili iste
vrste, na račun vezivanja njihovih atoma
• Danas je moguće, osim metala, zavarivanje i nemetala kao što su:
staklo, plastične mase, smole itd. Isti tako, moguće je spajanje
metala sa nemetalom, na primer stakla sa metalom
• Prema postupku razlikuju se sledeće vrste zavarivanja:
– Zavarivanje pritiskom - kovačko, elektrootporno, hladno
zavarivanje i dr
– Zavarivanje u stopljenom stanju - gasno-autogeno, elektro-
lučno
– Termitno zavarivanje
– Specijalni postupci zavarivanja

Zavarivanje pritiskom
• Izvodi se tako što se predmeti najpre zagreju, a zatim pritiskom spoje
• Postoji nekoliko postupaka zavarivanja pritiskom:
- kovačko zavarivanje
- zavarivanje vodenim gasom
- hladno zavarivanje pritiskom
- elektrootporno zavarivanje i dr
• Elektrootporno zavarivanje je najčešće korišćen postupak zavarivanja
pritiskom
Zagrevanje delova postiže se usled otpora prolazu indukovane struje, na
dodirnim mestima zavarivanih predmeta.
• Postoje tri vrste elektrootpornog zavarivanja:
1. dodirno - čeono
2. tačkasto
3. šavno

Elektrootporno zavarivanje
• Dodirno ili čeono zavarivanje primenjuje se za spajanje krajeva dva metalna predmeta, na
primer žice, cevi itd. Predmeti koji se zavaruju (1) spojeni su klemama (2) i dodiruju se čeono.
Indukciona struja velike jačine, dobijena transformatorom (3), prolazi kroz dodirna mesta
predmeta, pri čemu se usled nastalog otpora razvija velika toplota, kojom se predmeti na mestu
spoja stope i pod dejstvom sile F spoje
• Tačkasto zavarivanje sastoji se u tome da se spajani predmeti (1) stavljaju između elektroda
(4), kroz koje se pušta indukovana struja. Usled velikog otpora na mestima dodira spajani
predmeti se zagreju do usijanja, pa pod pritiskom elektroda (F) dolazi do difuzije i tačkastog
zavarivanja.
Primena u proizvodnji mrežaste armature, karoserija automobila, rudarskih vagoneta itd
• Šavno zavarivanje se upotrebljava za spajanje limova, pri čemu se pripremljeni delovi (1)
propuštaju između rotirajućih elektroda-točkića (4). Kroz elektrode prolazi indukovana struja
koja na mestima spoja, usled velikog otpora, zagreje predmete do usijanja, koji se zatim pod
pritiskom šavno spoje. Elektrode-točkići se izrađuju od legura bakra. Zbog intezivnog
zagrevanja elektrode se moraju neprestano hladiti.
Primena za proizvodnju rezervoara, cevi, sudova pod pritiskom itd.
a)čeono-dodirno
b)tačkasto
c)šavno
1) predmeti koji se
zavaruju;
2) kleme;
3) transformator;
4) elektrode;
Zavarivanje u stopljenom stanju
• Izvodi se tako što se predmeti koji se spajaju i dodatni materijal za
zavarivanje (žice, elektrode i dr.) zagreju na visoku temperaturu, na
kojoj dolazi do topljenja materijala i zavarivanja predmeta
• Razlikuje se više postupaka zavarivanja u stopljenom stanju od kojih
su najčešće u primeni:
a) autogeno - gasno zavarivanje i
b) elektrolučno zavarivanje
a) Autogeno – gasno zavarivanjevrši se pomoću toplote koja nastaje sagorevanjem nekog gasa: vodonika, acetilena ...
Zavarivanje acetilenom ostvarauje se sagorevanjem smeše acetilena i kiseonika, pri
čemu se razvija toplota potrebna za zavarivanje
Uređaj za autogeno zavarivanje obuhvata: bocu za acetilen (disu gas), bocu za
kiseonik, plamenik i gumena creva za dovod kiseonika i acetilena do plamenika
Za autogeno zavarivanje potrebna je metalna šipka (žica) od istog ili materijala
približnog sastava kao i predmeti koji se zavaruju. Žica (šipka) se pod dejstvom
plamena stopi i gradi šav-var. Prečnik žice za zavarivanje je 1-8mm
Tehnologija autogenog zavarivanja sastoji se u tome da se plamenik kreće uzduž
kratera šava pod određenim uglom, zavisno od debljine predmeta
Za čišćenje površina predmeta koje se vare koriste se različite vrste praškova za
zavarivanje (boraks za čelik, soda za liveno gvožđe...)
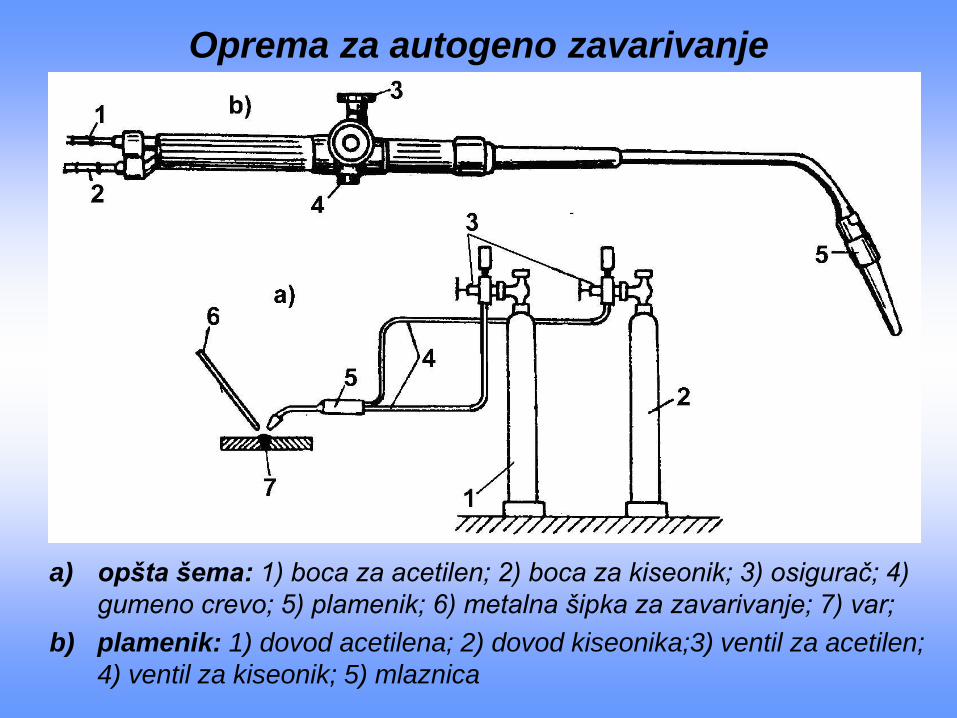
Oprema za autogeno zavarivanje
a) opšta šema: 1) boca za acetilen; 2) boca za kiseonik; 3) osigurač; 4)
gumeno crevo; 5) plamenik; 6) metalna šipka za zavarivanje; 7) var;
b) plamenik: 1) dovod acetilena; 2) dovod kiseonika;3) ventil za acetilen;
4) ventil za kiseonik; 5) mlaznica
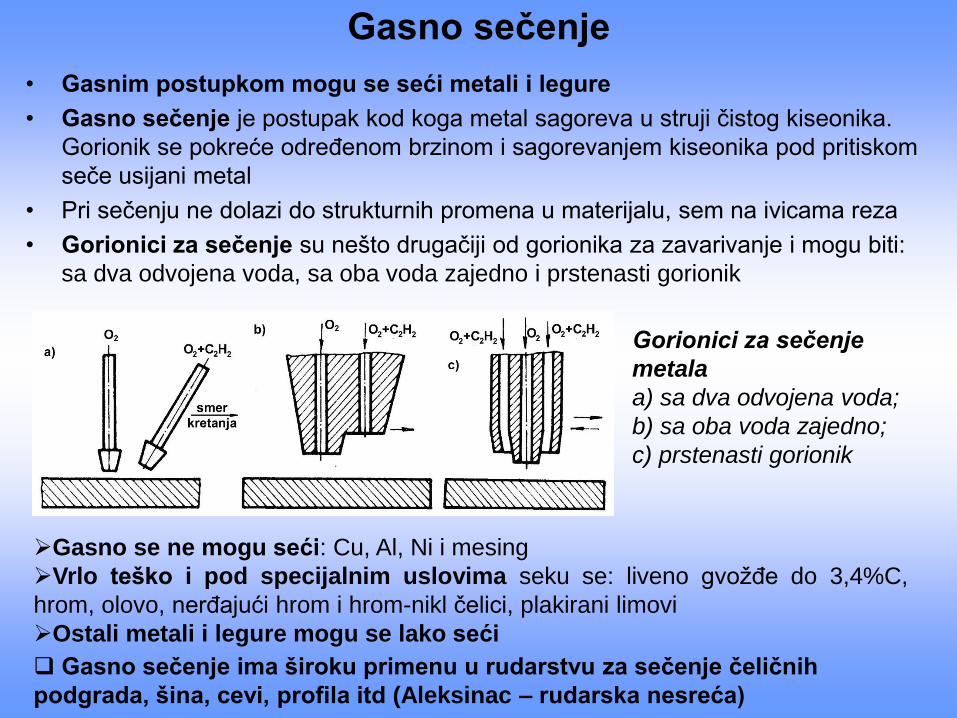
Gasno sečenje
• Gasnim postupkom mogu se seći metali i legure
• Gasno sečenje je postupak kod koga metal sagoreva u struji čistog kiseonika.
Gorionik se pokreće određenom brzinom i sagorevanjem kiseonika pod pritiskom
seče usijani metal
• Pri sečenju ne dolazi do strukturnih promena u materijalu, sem na ivicama reza
• Gorionici za sečenje su nešto drugačiji od gorionika za zavarivanje i mogu biti:
sa dva odvojena voda, sa oba voda zajedno i prstenasti gorionik
Gorionici za sečenje
metala
a) sa dva odvojena voda;
b) sa oba voda zajedno;
c) prstenasti gorionik
Gasno se ne mogu seći: Cu, Al, Ni i mesing
Vrlo teško i pod specijalnim uslovima seku se: liveno gvožđe do 3,4%C,
hrom, olovo, nerđajući hrom i hrom-nikl čelici, plakirani limovi
Ostali metali i legure mogu se lako seći
Gasno sečenje ima široku primenu u rudarstvu za sečenje čeličnih
podgrada, šina, cevi, profila itd (Aleksinac – rudarska nesreća)
b) Elektrolučno zavarivanje
• Zasniva se na toploti koju stvara električni luk između dve elektrode
• Koristi se za zavarivanje: čelika, sivih livenih gvožđa, tvrdih legura, bakra,
aluminijuma, nikla, njihovih legura i dr.
• Elektrolučno zavarivanje deli se na:
1. Ručno elektrolučno zavarivanje
2. Elektrolučno zavarivanje u atmosferi zaštitnog gasa
3. Automatsko elektrolučno zavarivanje
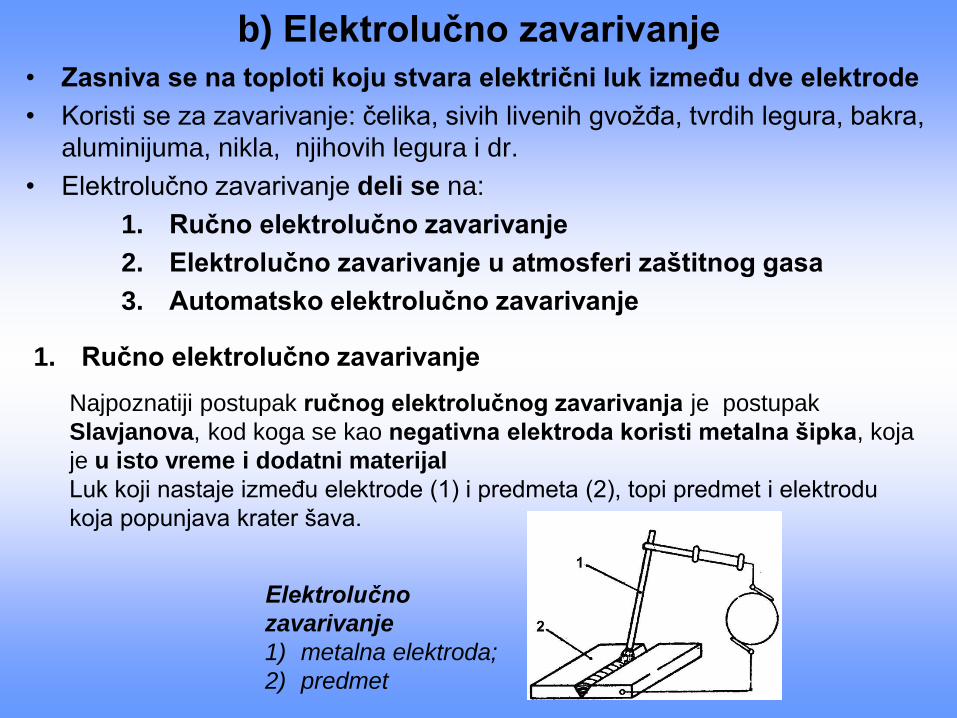
1. Ručno elektrolučno zavarivanje
Najpoznatiji postupak ručnog elektrolučnog zavarivanja je postupak
Slavjanova, kod koga se kao negativna elektroda koristi metalna šipka, koja
je u isto vreme i dodatni materijal
Luk koji nastaje između elektrode (1) i predmeta (2), topi predmet i elektrodu
koja popunjava krater šava.
Elektrolučno
zavarivanje
1) metalna elektroda;
2) predmet
2. Elektrolučno zavarivanje u atmosferi zaštitnog gasa
• Sastoji se u tome da se u zonu elektroluka dovodi zaštitni gas
(vodonik ili argon), koji štite rastopljeni metal od oksidacije i uticaja
azota iz vazduha
• Najpoznatiji postupci ovog načina zavarivanja su: zavarivanje u zaštitnoj
atmosferi vodonika – arkatom postupak i zavarivanje u zaštitnoj zoni
argona
• Ova vrsta zavarivanja upotrebljava se za zavarivanje aluminijumovih i
magnezijumovih legura, nerđajućih čelika, bakra i drugih metala i legura
3. Automatsko elektrolučno zavarivanje
• Najsavremeniji tehnološki proces zavarivanja metala
• Kod automatskog elektrolučnog zavarivanja elektroda je dugačka žica,
namotana na valjak sa kojeg se pri radu odmotava, ispravlja i topi radi
nanošenja na metal. Savremeni automati osiguravaju stalni napon struje,
što omogućava održavanje dužine luka sa tačnošću +0,2-0,3mm
• Pri elektrolučnom zavarivanju javljaju se velika termička naprezanja na
mestu vara, a nakon potpunog hlađenja zaostala naprezanja
• Usled termičkih naprezanja predmet se deformiše i menja mu se struktura
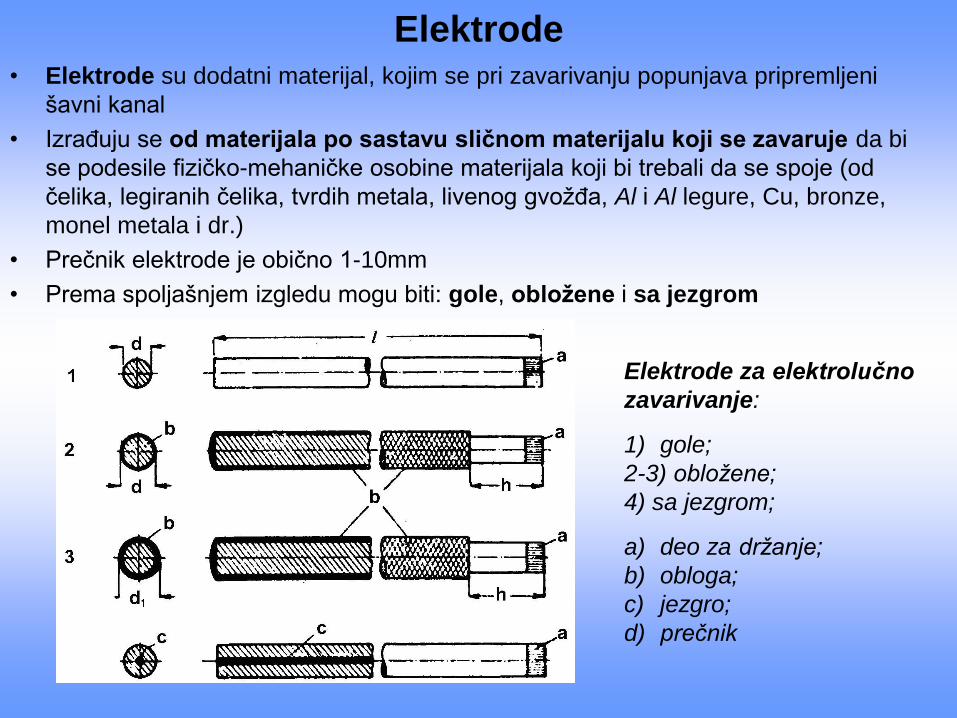
Elektrode• Elektrode su dodatni materijal, kojim se pri zavarivanju popunjava pripremljeni
šavni kanal
• Izrađuju se od materijala po sastavu sličnom materijalu koji se zavaruje da bi
se podesile fizičko-mehaničke osobine materijala koji bi trebali da se spoje (od
čelika, legiranih čelika, tvrdih metala, livenog gvožđa, Al i Al legure, Cu, bronze,
monel metala i dr.)
• Prečnik elektrode je obično 1-10mm
• Prema spoljašnjem izgledu mogu biti: gole, obložene i sa jezgrom
Elektrode za elektrolučno
zavarivanje:
1) gole;
2-3) obložene;
4) sa jezgrom;
a) deo za držanje;
b) obloga;
c) jezgro;
d) prečnik
Elektrolučno sečenje i elektrolučno navarivanje
Elektrolučno sečenje je postupak sečenja metala pod dejstvom
električnog luka. Na mestu sečenja metal sagoreva usled visoke
temperature koju stvara električni luk
• Elektrode za sečenje mogu biti ugljene ili čelične. Sečenje ugljenim
elektrodama je mnogo brže s obzirom da se može upotrebiti jača struja
• Ima široku primenu u mašinstvu za sečenje limova, profila, šina itd., u
brodogradnji za sečenje čeličnih konstrukcija brodova i dr
Elektrolučno navarivanje je postupak za dodavanje mekog ili tvrdog
metalnog sloja na površine pojedinih delova, u cilju poboljšanja
mehaničkih svojstava i otpornosti na habanje
• Pod mekim navarenim slojem podrazumeva se sloj koji se posle
navarivanja može relativno lako obraditi
• Tvrdi navareni sloj odlikuje se povećanom tvrdoćom i otpornošću
prema habanju, što je naročito interesantno za rudarstvo
Tvrdo navarene slojeve koristimo za ojačanje zuba bagera, reznih
elemenata bušilica, podsekačica i drugih kombinovanih rudarskih
mašina.

6.2. LEMLJENJE
• Lemljenje je postupak za spajanje dva metala pomoću odgovarajuće
legure s nižom tačkom topljenja, koju nazivamo lem
• Lem mora da ima moć legiranja sa dotičnim metalom
• Pri lemljenju osnovni materijal je u čvrstom stanju, a lem u rastopljenom
• S obzirom na karakteristike lema razlikuje se dve vrste lemljenja:
- Lemljenje mekim lemom
- Lemljenje tvrdim lemom
• Meki lem ima malu čvrstoću Rm=50-70MPa i temperaturu topljenja ispod 3000C.
Od mekih lemova najviše su u primeni lako topljivi lemovi od kalaja Sn i olova Pb
Koristi se uglavnom za spojeve bez velikih naprezanja u eksploataciji – ovi lemovi
daju manju nosivost
• Tvrdi lem ima visoku čvrstoću Rm=500MPa i temperaturu topljenja preko 5500C.
Od tvrdih lemova najviše su u primeni lemovi od bakra Cu, koji daju vrlo čvrste
spojeve, zatim bakarno-cinkovi srebrni, aluminijumovi i drugi lemovi (za lemljenje
crnih i obojenih metala i legura)
• Tvrdim lemljenjem se dobijaju vrlo čvrsti spojevi koji mogu izdržati veća naprezanja.
Spojevi mogu biti: na preklop, čeoni spojevi i spojevi sa zakošenjem

Vrste spojeva pri lemljenju
• U zavisnosti od načina zagrevanja postoji nekoliko vrsta lemljenja : gasno,
potapanjem, električno, indukciono lemljenje ...
• Indukciono lemljenje našlo je široku primenu u rudarstvu za lemljenje pločica
tvrdih volframkarbidskih legura monoblok i krstastih dleta
• Sastoji se u brzom zagrevanju mesta spoja induktorom. Induktor je bakarna cev sa
jednim ili više namotaja hlađena vodom
• Bakarni lem se stavlja u vidu lista između pločice tvrde legure i noža. Nakon
lemljenja nož se zatrpava u pesak radi laganog hlađenja
Vrste spojeva pri lemljenju
a) na preklop; b) čeoni spojevi;
c) sa zakošenjem
Indukciono lemljenje pločice tvrde legure
1) čelični nož; 2) pločica tvrde legure;
3) folija-list tvrdog lema
Osnovni defekti kod zalemljenog spoja su: slabo priljubljivanje, praznine i pore
Praznine u spoju smanjuju čvrstoću zalemljenog spoja (npr može doći do brzog
ispadanja pločice tvrde legure iz glave monoblok dleta).
KOROZIJA I ZAŠTITNE MERE
KOROZIJA METALA I LEGURA
• Pod korozijom (lat. corrado-nagrizati) metala i legura podrazumeva se
njihovo razaranje pod uticajem okolne sredine, koje obično počinje sa
površine usled hemijskog i elektrohemijskog dejstva
• Primeri korozije : rđanje gvožđa i čelika, razaranje podzemnih cevovoda,
rezervoara, delova mašina i dr opreme usled delovanja kiselina, baza i soli
• Prirodna težnja metala je da se jedine sa drugim supstancama i da se
odgovarajućim oslobađanjem energije preobraćaju u stanje niže energije -
to je pokretačka sila korozionih reakcija
• Korozione reakcije javljaju se između graničnih površina, koje mogu biti
između čvrste i gasovite ili između čvrste i tečne faze
OBLICI KOROZIJE Prema načinu i uzroku oštećenja razlikuju se:
- površinska-ravnomerna korozija i
- lokalna korozija
Korozija može da bude praćena i drugim oblicima napada, kao što su erozija
ili zamor materijala, što može da izazove naročito teška oštećenja
U praksi se najčešće istovremeno javlja nekoliko oblika korozije, pri čemu
je jedan oblik obično dominantan
Oblici korozije - Površinska korozija
• Odlikuje se ravnomernim napadom koji se razvija paralelno s površinom
predmeta - najrasprostranjenija vrsta korozije
• Površinska korozija nastaje uglavnom pod uticajem vode, agresivnih
gasova, soli i prašine, raspoređena po površini i ide ka dubini
• Debele, ravnomerne naslage proizvoda korozije i rđe, obično ukazuju
na ravnomernu koroziju
• Može se lako konstatovati, merenjem gubitaka mase ili smanjenjem
debljine predmeta u određenim vremenskim razmacima
Oblici korozije - Lokalna korozija
Izaziva lokalno korodivno razaranje, na jednom mestu pa čak i u jednoj tački
U lokalnu koroziju spadaju: mestimična-tačkasta korozija, selektivna korozija,
interkristalna korozija, korozija pod naprezanjem, korozija praćena erozijom i dr

Lokalna korozija -Tačkasta korozija
• Javlja se na veoma uočljivim mestima.
Takva mesta su relativno mala u odnosu
na celokupnu površinu i definišemo ih kao
tačkice
• To su u stvari šupljine relativno oštrih i
uočljivih ivica, koje se mogu razviti u
dubinu do te mere da izazovu probijanje
čeličnih ploča
Neravnomerni
Raspored
rupica
kod tačkaste
korozije
Javlja se kod metala i legura koji u građi imaju dve ili više strukturnih faza
različitog sastava – različito podložne selektivnoj koroziji
Npr Selektivna korozija čelika feritno-cementitne strukture (slika)
Pri potapanju takvog čelika u elektrolit, nejednorodni kristali će imati različite
potencijale, a pošto su ti kristali električno spojeni jedni s drugima preko mase
metala, dobiće se veliki broj galvanskih elemenata, Tamno je označen cementit (faza
sa većim potencijalom) kao katoda (+), a svetlim ferit kao anoda (-). Strelicama je
pokazan prelaz čestica anode (ferita) u rastvor.
Lokalna korozija - Selektivna korozija
čisti metali i jednofazne legure
imaju veću otpornost prema koroziji
nego višefazne legure

Lokalna korozija - Interkristalna korozija
• Vrsta selektivne korozije kod koje su
napadnute ivice zrna ili okolnog
materijala, bez posebnog napada na sama
zrna ili kristale - dovodi do slabljenja
međukristalnih veza i mehaničkih osobina
materijala
• Metali sa izraženom interkristalnom
korozijom gube svoj metalni zvuk prilikom
snažnog udarca. Ako se metal savije na
napadnutom mestu pojaviće se prskotineInterkristalna korozija
Javlja se kod opterećenih delova i može biti uzrok njihovog
prskanja - naprezanje može biti: statičko i dinamičko
Koroziju pod naprezanjem delimo na:
- naponsku koroziju i
- korozioni zamor
Lokalna korozija - Korozija pod naprezanjem

Lokalna korozija - Korozija pod naprezanjem -
Naponska korozija
• javlja se kao posledica kombinovanog dejstva
statičkog naprezanja i korozije, koje dovodi do
razaranja usled nastalih prslina u materijalu
• Prsline obično teku upravno na pravac naprezanja,
izazivajući interkristalno prskanje
• Interkristalni lom – krhki lom, ne postoji
plastična deformacija pukotina se širi duž kristalne
ravnineInterkristalni napad usled
naponske korozije koji se
razvio u lokalne prskotine
Kada prsline teku kroz same
kristale tada je prskanje
transkristalno
Transkristalni lom – žilavi lom,
prisutna je snažna deformacija u
svim koracima loma znatno iznad
granice razvlačenja
Razgranate transkristalne pukotine
nastale usled naponske korozije,
koje su tipične za razaranje
austenitnih nerđajućih čelika

Lokalna korozija - Korozija pod naprezanjem –
Korozioni zamor
• Javlja se kao posledica kombinovanog dejstva dinamičkog naprezanja i
korozije. Razaranje metala zbog zamora nastaje nakon velikog broja
ciklusa pri dovoljno velikom opterećenju
• Efekat cikličnih naprezanja intezivira koroziju i izaziva stvaranje dubokoh
zareza, koji povećavaju oštećenja nastala zamorom. Procesi korozije i
zamora se uzajamno ubrzavaju i nastavljaju sve dok ne dođe do loma
Korozioni zamor - U oba slučaja postoje mnogobrojne duboke šupljine i veoma
vidljive pukotive koje prolaze preko njih. Pukotine su normalne na pravac
naprezanja. Prisustvo velikog broja pukotina je karakteristično za ovu vrstu
korozije, zbog čega prelomna površina ima reckav izgled

Lokalna korozija - Korozija praćena erozijom• Izaziva izuzetno teška oštećenja, često lokalne prirode
• Mnogi metali su otporni na koroziju zahvaljujući zaštitnim slojevima oksida ili
naslagama produkata korozije. Uklanjanjem ovih zaštitnih slojeva erozijom, metali
korodiraju mnogo brže
• Postoji više vrsta korozije izazvane erozijom, kao što su: eroziona korozija, udarni
napad mlazom tečnosti, kavitaciona erozija i nagrizajuća korozija
• U rudarstvu korozija izazvana erozijom javlja se kod: pumpi, ventilatora,
cevovoda za hidraulični transport rude i jalovine i td
Eroziona
korozija
livenog
gvožđa –
npr elisa
brodskog
motora
Eroziona
korozija
izazvana
udarnim
napadom
na disk od
mesinga –
npr pumpe
Kavitaciona
erozija
npr – motori
sa unutr.
sagorevanjem Nagrizajuća korozija - javlja se pod
pritiskom, delovi dizalica i kranova
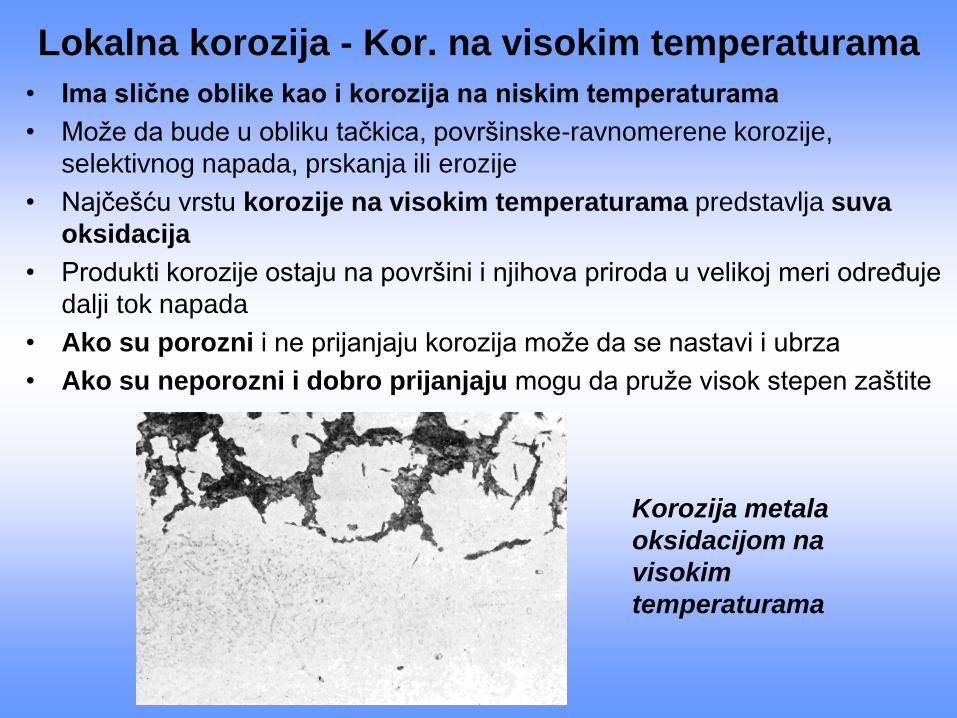
Lokalna korozija - Kor. na visokim temperaturama
• Ima slične oblike kao i korozija na niskim temperaturama
• Može da bude u obliku tačkica, površinske-ravnomerene korozije,
selektivnog napada, prskanja ili erozije
• Najčešću vrstu korozije na visokim temperaturama predstavlja suva
oksidacija
• Produkti korozije ostaju na površini i njihova priroda u velikoj meri određuje
dalji tok napada
• Ako su porozni i ne prijanjaju korozija može da se nastavi i ubrza
• Ako su neporozni i dobro prijanjaju mogu da pruže visok stepen zaštite
Korozija metala
oksidacijom na
visokim
temperaturama
VRSTE KOROZIJE• Zavisno od sredine u kojoj teče proces korozije, razlikuju se
1. hemijska korozija i
2. elektrohemijska korozija
1. Hemijska korozija
• Nastaje u prisustvu agresivnih supstanci koje nisu elektroliti - suvi
gasovi i tečnosti neelektroliti (benzin, nafta, ulje, smola i dr.). Agresivno
dejstvo gasova (O2, njegovih jedinjenja sa C, S idr) dovodi do stvaranja
hemijskih jedinjenja, najčešće oksida u vidu tanke površinske skrame,
kojom se prevlače metali (izuzetak plemeniti metali Au, Ag, Pt)
• Čvrstoća oksidne skrame je različita kod različitih metala
Čvrstoća oksidne skrame gvožđa je neznatna, porozna je i sipka, lako se
razara, zbog čega korozija gvožđa napreduje do potpunog uništenja
Kod aluminijuma, bakra, hroma i dr, oksidna skrama je dovoljno čvrsta i
gusta te prestavlja zaštitu od dalje korozije. Čvrste oksidne skrame
prestavljaju zaštitu i od elektrohemijske korozije
Čista hemijska korozija vrlo retko se javlja, jedino u slučajevima pojave
oksidacije pri obradi metala na toplo
• Atmosferska korozija prestavlja kombinovanu hemijsku i elektrohemijsku
koroziju
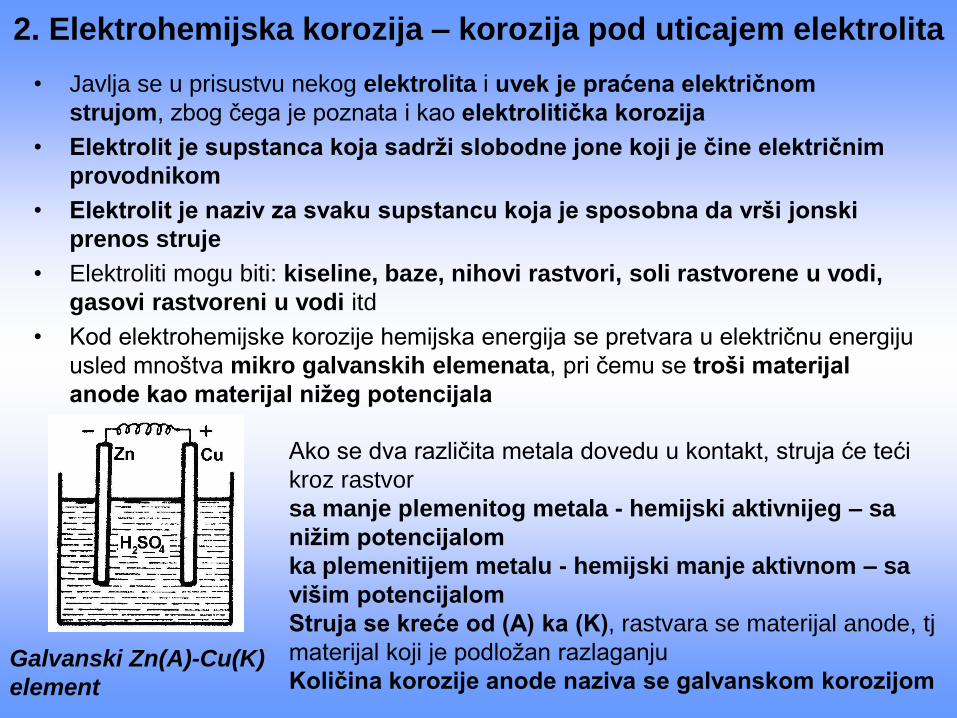
2. Elektrohemijska korozija – korozija pod uticajem elektrolita
• Javlja se u prisustvu nekog elektrolita i uvek je praćena električnom
strujom, zbog čega je poznata i kao elektrolitička korozija
• Elektrolit je supstanca koja sadrži slobodne jone koji je čine električnim
provodnikom
• Elektrolit je naziv za svaku supstancu koja je sposobna da vrši jonski
prenos struje
• Elektroliti mogu biti: kiseline, baze, nihovi rastvori, soli rastvorene u vodi,
gasovi rastvoreni u vodi itd
• Kod elektrohemijske korozije hemijska energija se pretvara u električnu energiju
usled mnoštva mikro galvanskih elemenata, pri čemu se troši materijal
anode kao materijal nižeg potencijala
Galvanski Zn(A)-Cu(K)
element
Ako se dva različita metala dovedu u kontakt, struja će teći
kroz rastvor
sa manje plemenitog metala - hemijski aktivnijeg – sa
nižim potencijalom
ka plemenitijem metalu - hemijski manje aktivnom – sa
višim potencijalom
Struja se kreće od (A) ka (K), rastvara se materijal anode, tj
materijal koji je podložan razlaganju
Količina korozije anode naziva se galvanskom korozijom
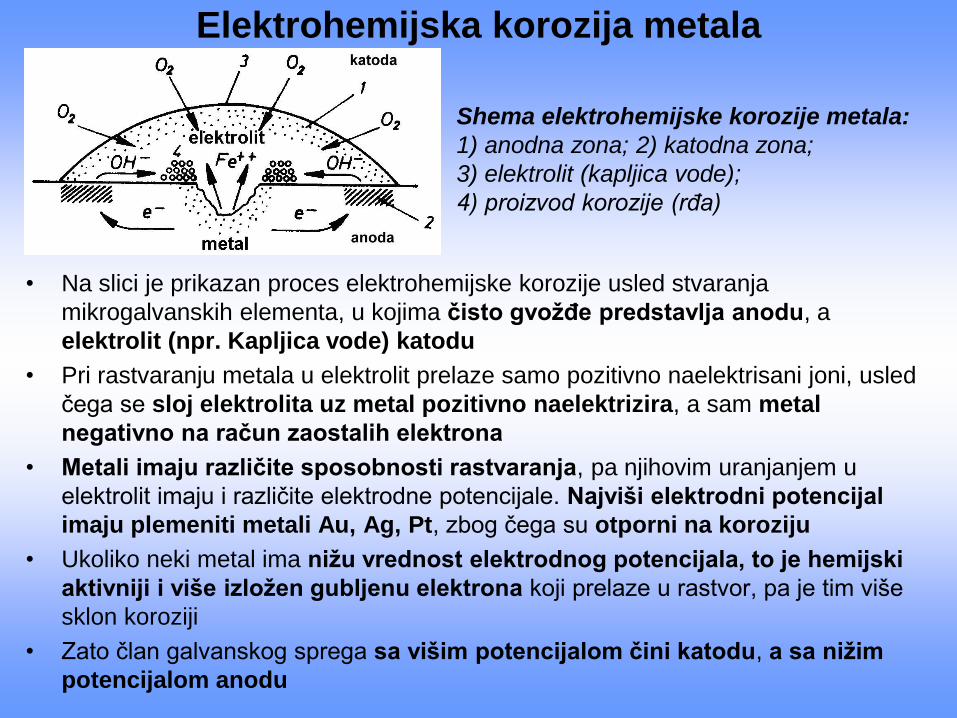
Elektrohemijska korozija metala
• Na slici je prikazan proces elektrohemijske korozije usled stvaranja
mikrogalvanskih elementa, u kojima čisto gvožđe predstavlja anodu, a
elektrolit (npr. Kapljica vode) katodu
• Pri rastvaranju metala u elektrolit prelaze samo pozitivno naelektrisani joni, usled
čega se sloj elektrolita uz metal pozitivno naelektrizira, a sam metal
negativno na račun zaostalih elektrona
• Metali imaju različite sposobnosti rastvaranja, pa njihovim uranjanjem u
elektrolit imaju i različite elektrodne potencijale. Najviši elektrodni potencijal
imaju plemeniti metali Au, Ag, Pt, zbog čega su otporni na koroziju
• Ukoliko neki metal ima nižu vrednost elektrodnog potencijala, to je hemijski
aktivniji i više izložen gubljenu elektrona koji prelaze u rastvor, pa je tim više
sklon koroziji
• Zato član galvanskog sprega sa višim potencijalom čini katodu, a sa nižim
potencijalom anodu
Shema elektrohemijske korozije metala:
1) anodna zona; 2) katodna zona;
3) elektrolit (kapljica vode);
4) proizvod korozije (rđa)
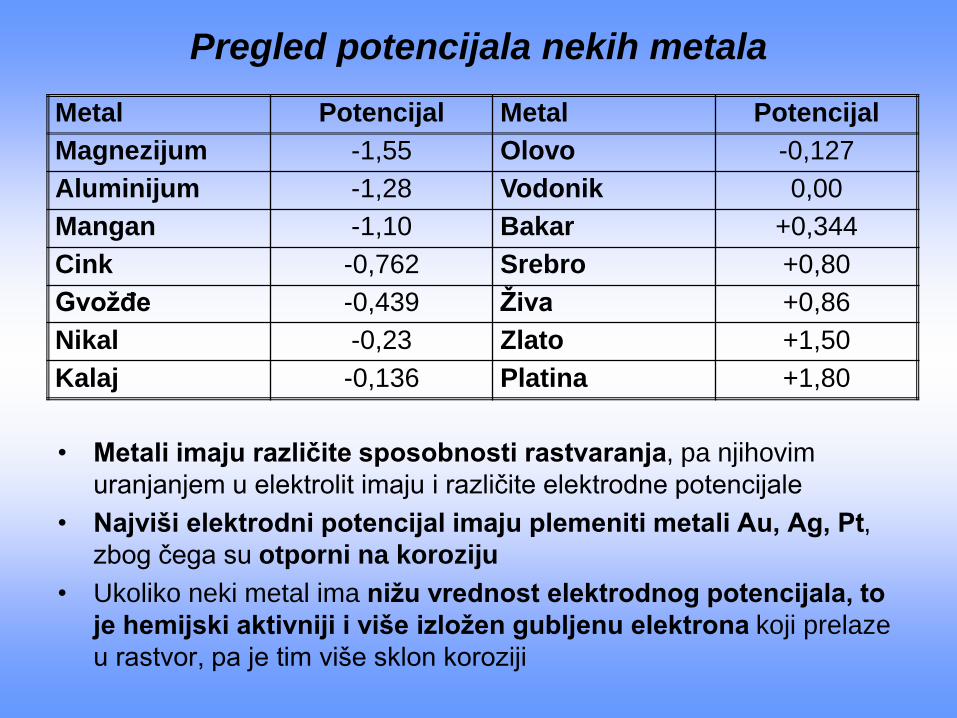
Pregled potencijala nekih metala
• Metali imaju različite sposobnosti rastvaranja, pa njihovim
uranjanjem u elektrolit imaju i različite elektrodne potencijale
• Najviši elektrodni potencijal imaju plemeniti metali Au, Ag, Pt,
zbog čega su otporni na koroziju
• Ukoliko neki metal ima nižu vrednost elektrodnog potencijala, to
je hemijski aktivniji i više izložen gubljenu elektrona koji prelaze
u rastvor, pa je tim više sklon koroziji
Metal Potencijal Metal Potencijal
Magnezijum -1,55 Olovo -0,127
Aluminijum -1,28 Vodonik 0,00
Mangan -1,10 Bakar +0,344
Cink -0,762 Srebro +0,80
Gvožđe -0,439 Živa +0,86
Nikal -0,23 Zlato +1,50
Kalaj -0,136 Platina +1,80

Elektrohemijska korozija gvožđa - rđa
Pri nastanku mikro galvanskih elemenata rastvara se materijal anode
Višak elektrona nastalih rastvaranjem metala spaja se sa kiseonikom
rastvorenim u elektrolitu, gradeći jone hidroksida OH -
O2 + 4e + 2H2O 4OH-
Sekundarna reakcija, je reakcija katjona Fe2+ koji prelaze u elektrolit i spajaju
se sa OH- jonima iz elektrolita
Na površini metala stvara hidroksid Fe koji je nerastvorljiv u vodi
Fe2+ + 2OH- = Fe(OH)2
4Fe(OH)2 + O2 + 2H2O = 4Fe(OH)3
Vremenom hidroksid gvožđa pređe u jedinjenje tipa
n Fe2O3. n H2O - u praksi poznato kao "rđa”


ZAŠTITNE MERE OD KOROZIJE
Metali i legure mogu se štititi od korozije na nekoliko načina
1. nanošenjem metalnih prevlaka
2. nanošenjem nemetalnih prevlaka
3. hemijska zaštita
4. elektrohemijska zaštita
1. Metalne prevlake
Ovakva zaštita metala je vrlo rasprostranjena i daje dobre rezultate
Metalne prevlake za zaštitu gvožđa i čelika mogu biti od: cinka,
kalaja, hroma, bakra, aluminijuma, olova itd (predstavljaju prevlaku
koja je otpornija)
Nanose se na prethodno dobro očišćene površine nekim od postojećih
postupaka
- potapanjem u rastopljen metal
- galvanskim postupkom
- difuzionim postupkom
- termomehaničkim postupkom
- rasprašivanjem metala (metalizacijom)
- eloksiranjem itd

1. Metalne prevlake - potapanje u rastopljeni metal
• Najjednostavniji postupak zaštite i sastoji se u nanošenju tankog sloja
lako topljivih metala: kalaja (kalaisanje), cinka (cinkovanje), olova itd
• Očišćeni i osušeni predmeti urone se u kotao sa rastopljenim metalom,
koji prione na površine predmeta formirajući tanak zaštitni sloj
• Na ovaj način se proizvode pocinkovani i kalaisani limovi, čelična
žica, cevi, zavrtnjevi i dr
1. Metalne prevlake - Galvanski-elektrolitički postupak
Sastoji se u nanošenju Zn, Sn, Pb, Cu, Ni, Cr i
drugih metala galvanskim putem
Postoji anodna i katodna zaštita
Anodna zaštita izvodi se metalima čiji je
potencijal u datom elektrolitu niži od potencijala
osnovnog metala
Cink i aluminijum ophode se prema gvožđu
kao anode, pa će pri rastvaranju otići u rastvor
Zbog toga Zn nalazi veliku primenu za zaštitne
prevlake gvozdenih predmeta, a aluminijum u
prahu se koristi kao zaštitni premaz
Zaštitno dejstvo prevlake od
cinka na gvozdenom limu:
1) gvozdeni lim
2) zaštitna prevlaka od Zn
3) elektrolit-vlaga

1. Metalne prevlake – Galvanski - elektrolitički postupak
Katodna zaštita izvodi se metalima čiji je potencijal u datom elektrolitu
veći od potencijala osovnog metala. Bakar, nikal i kalaj ophode se prema
gvožđu kao katode, pa ga mogu štititi samo u dovoljno debelim,
kvalitetnim prevlakama.
Galvanski postupak izvodi se tako što se predmet koji se prevlači (npr.
gvožđe) obesi kao katoda u vodeni rastvor metala, kojim se želi
prevući (npr cinka). Propuštanjem struje kroz rastvor cink se istaloži na
gvozdenom predmetu u debljini zavisno od trajanja postupka.
Koristi se za presvlačenje čeličnih limova, zavrtnjeva i dr
Elektrohemijska korozija izazvana mehaničkim
povredama zaštitne prevlake
1. Metalne prevlake - difuzija
• Difuzija – transport materije iz zone više u zonu niže energije
• Difuzni način zaštite sastoji se u difuznom obogaćenju površinskog
sloja zaštitnim metalom, pri visokim temperaturama - proces
termohemijske obrade
• U ovaj način zaštite spadaju: alitiranje, hromiranje, nitriranje, siliciranje itd
1. Metalne prevlake - Termomehanički način zaštite –
plakiranje
Sastoji se u dobijanju bimetala - dvojnih metala, putem
zajedničkog valjanja na toplo osnovnog i zaštitnog metala
Na primer, čelik se može zaštititi sa Cu, Al, tombakom itd.
1. Metalne prevlake - Eloksiranje (eloksal postupak)
Odnosi se na zaštitu aluminijuma i njegovih legura
Zaštitna prevlaka je od oksida aluminijuma i nanosi se galvanskim
putem
Zaštitna prevlaka je vrlo otporna prema koroziji, a uz to je i dobro
elektro izolaciono sredstvo

1. Metalne prevlake - Metalizovanje
• Postupak za nanošenje zaštitne metalne prevlake prskanjem
rastopljenog, lako topljivog metala (olova, kalaja, cinka itd.)
pomoću pištolja za metalizovanje
• Lako topljivi metal u obliku žice prolazi kroz pištolj, topi se i kao sitne
kapljice izbacuje na površinu koja se zaštićuje
• Prednost ovog postupka je što se može upotrebiti kod krupnih i
teških predmeta, koji se ne mogu zaštititi potapanjem, kao i za već
montirane konstrukcije
Postupak izrade metalne
prevlake metalizovanjem
1) pištolj;
2) metalni predmet;
3) kabal za
električnu struju;
4) žica od lako topljivog
materijala za rasprašivanje
2. Nemetalne prevlake i oblogeZaštita se sastoji u premazivanju površina: bojama, mastima i uljima, lakovima,
sintetičkim smolama, katranom, bitumenom, kao i emajlima
• Ulja i masti služe kao privremena zaštita gvozdenih i drugih delova za vreme
transporta i na stovarištu. U ovu svrhu služe samo mineralna ulja i masti (vazelini),
jer biljna ulja i životinjske masti oksidacijom delimično se razlažu u masne kiseline,
koje nagrizaju metalne delove
• Uljane boje služe kao stalne zaštitne prevlake, koje se nanose četkom ili
prskanjem. Osnovna prevlaka sastoji se od firnisa (prekuvanog lanenog ulja) i
materijala koji dobro pokriva (minijum, gvozdeni minijum, grafit)
Po sušenju osnovne prevlake dolazi završna prevlaka od firnisa i boje otporne
prema vremenskim uticajima (cinkova siva, cinkova bela i dr)
• Sintetičke smole našle su u novije vreme primenu kao zaštitne prevlake, npr.
melamino-formaldehidske smole i dr
• Katran - ter i bitumen pogodni su za zaštitu gvozdenih predmeta u stalnoj vlazi
(rezervoari, cevi i dr.). Obično se nanose rastvoreni u benzinu ili benzolu, tako da po
isparavanju rastvarača ostavljaju zaštitnu prevlaku
• Lakiranje proizvoda se vrlo često koristi kao mera zaštite od korozije. Nedostatak
zaštite lakiranjem je krtost laka i njegovo razaranje na višim temperaturama

3. Hemijska zaštita
• Sastoji se u tome, što se na površini metala veštački (procesima
oksidacije) stvaraju zaštitne oksidne skrame (npr. Al2O3)
• Najrasprostranjeniji način oksidiranja je potapanje metala u rastvor
azotnih soli
• Nakon oksidiranja, radi povećanja antikorozivnosti, zaštićeni delovi se
premazuju mastima ili uljima koja popunjavaju pore u oksidnoj skrami i
sprečavaju prodiranje vlage u metal

4. Elektrohemijska zaštita
Deli se na: protektornu i katodnu zaštitu
• Protektorna zaštita sastoji se u pričvršćenju protektora na zaštitnoj površini
Protektori su od metala koji ima niži potencijal od osnovnog metala
Pri ovoj zaštiti stvara se galvanski par, tj. protektor je anoda (-), a zaštićeni
materijal katoda (+). U takvim uslovima protektor će postepeno da se razara,
štiteći time osnovni metal. Nakon razaranja protektor se zamenjuje
Npr cinkovim protektorom zaštićuju se podvodni delovi brodova, bojleri itd.
Zaštita cinkovim protektorom
• Katodna zaštita primenjuje se kod podzemne elektrohemijske korozije
zakopanih gvozdenih (čeličnih) cevi, rezervoara itd
Gvozdeni predmet koristi se kao katoda, a manje plemenit predmet, npr.
cink, kao anoda. Zaštita se izvodi tako što se podzemni gvozdeni predmet
(objekt) spoji sa trakom od cinka, čime se postiže da se pri elektrohemijskom
korozivnom procesu troši cink umesto gvožđa, zbog čega se cink mora
povremeno obnavljati.