Embed Size (px)
Citation preview
SolidCAM
Vježbe iz glodanja
dipl. inž. stroj. Ivo Slade
Zagreb, prosinac 2013.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 2
SADRŽAJ:
01. Definiranje pripremka 02. Definiranje CAM obratka 03. Pokretanje SolidCAM-a 03.01 CNC Machine – numerički upravljani alatni stroj 03.02 Coordinate System – koordinatni sistem 03.03 Stock & Target model – modeli sirovca i izratka 03.04 Odabir alata – Tool 04. SolidCAM 2,5D glodanje 04.01 Čeono glodanje 04.01.01 Definiranje alata 04.01.02 Definiranje radne operacije - čeonog glodanja 04.01.03 Definiranje geometrije - čeonog glodanja 04.01.04 Definiranje dubine - Level - čeonog glodanja 04.01.05 Definiranje tehnologije - Technology - čeonog glodanja 04.02 Vježba 1 04.03 Glodanje vanjskog profila 04.03.01 Definiranje alata 04.03.02 Definiranje geometrije - glodanje vanjskog profila 04.03.03 Definiranje dubine - Level - glodanje vanjskog profila 04.03.04 Definiranje tehnologije - Technology - glodanje vanjskog profila 04.03.05 Definiranje povezivanja - Link 04.04 Vježba 2 04.05 Glodanje džepa 04.05.01 Definiranje geometrije glodanja džepa - Geometry 04.05.02 Definiranje alata 04.05.03 Definiranje dubine obrade – Levels - glodanje džepa 04.05.04 Definiranje tehnologije - Technology - glodanje džepa 04.05.05 Definiranje povezivanja - Link - glodanje džepa 04.06 Vježba 3
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 3
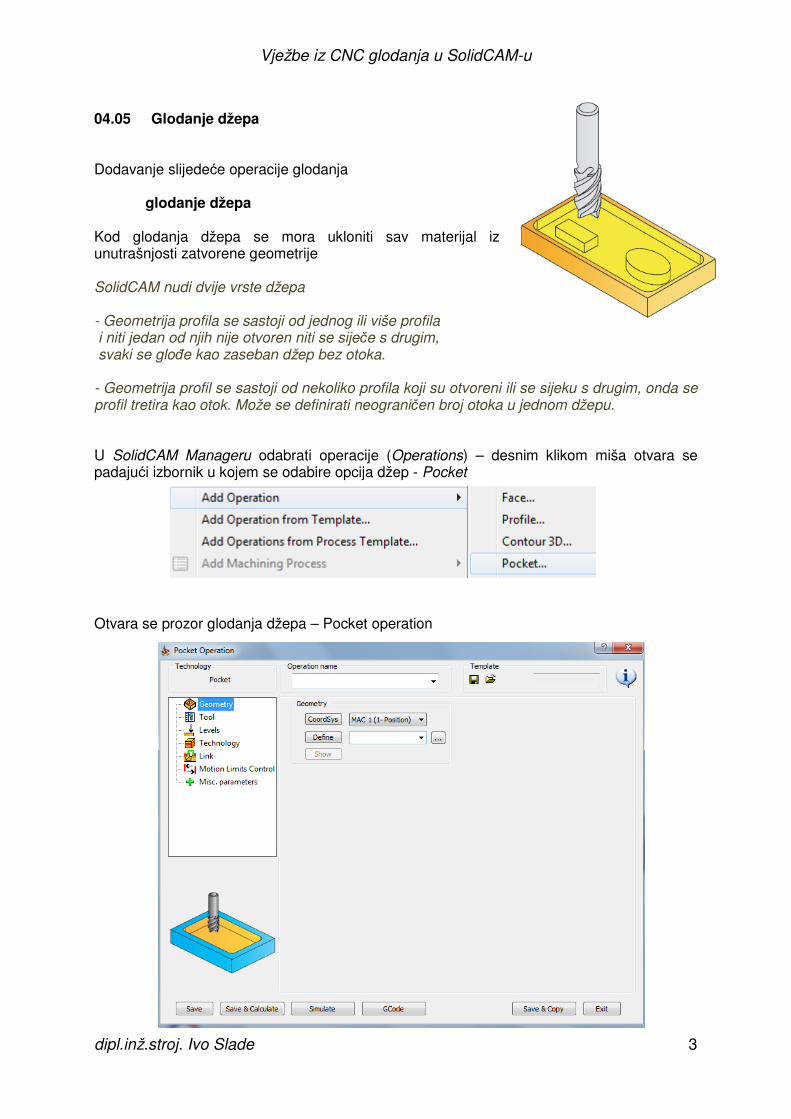
04.05 Glodanje džepa Dodavanje slijedeće operacije glodanja
glodanje džepa
Kod glodanja džepa se mora ukloniti sav materijal iz unutrašnjosti zatvorene geometrije SolidCAM nudi dvije vrste džepa - Geometrija profila se sastoji od jednog ili više profila i niti jedan od njih nije otvoren niti se siječe s drugim, svaki se glođe kao zaseban džep bez otoka. - Geometrija profil se sastoji od nekoliko profila koji su otvoreni ili se sijeku s drugim, onda se profil tretira kao otok. Može se definirati neograničen broj otoka u jednom džepu. U SolidCAM Manageru odabrati operacije (Operations) – desnim klikom miša otvara se padajući izbornik u kojem se odabire opcija džep - Pocket Otvara se prozor glodanja džepa – Pocket operation
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 4
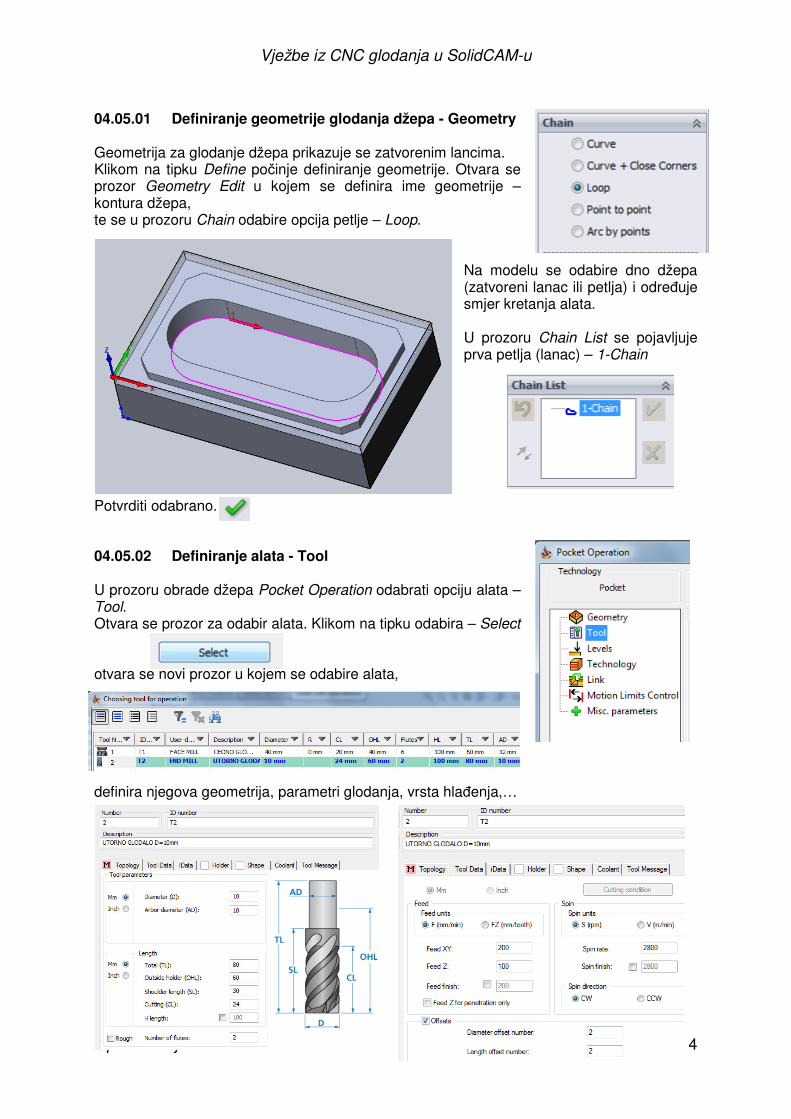
04.05.01 Definiranje geometrije glodanja džepa - Geometry Geometrija za glodanje džepa prikazuje se zatvorenim lancima. Klikom na tipku Define počinje definiranje geometrije. Otvara se prozor Geometry Edit u kojem se definira ime geometrije – kontura džepa, te se u prozoru Chain odabire opcija petlje – Loop.
Na modelu se odabire dno džepa (zatvoreni lanac ili petlja) i određuje smjer kretanja alata. U prozoru Chain List se pojavljuje prva petlja (lanac) – 1-Chain
Potvrditi odabrano. 04.05.02 Definiranje alata - Tool U prozoru obrade džepa Pocket Operation odabrati opciju alata – Tool. Otvara se prozor za odabir alata. Klikom na tipku odabira – Select otvara se novi prozor u kojem se odabire alata, definira njegova geometrija, parametri glodanja, vrsta hlađenja,…
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 5
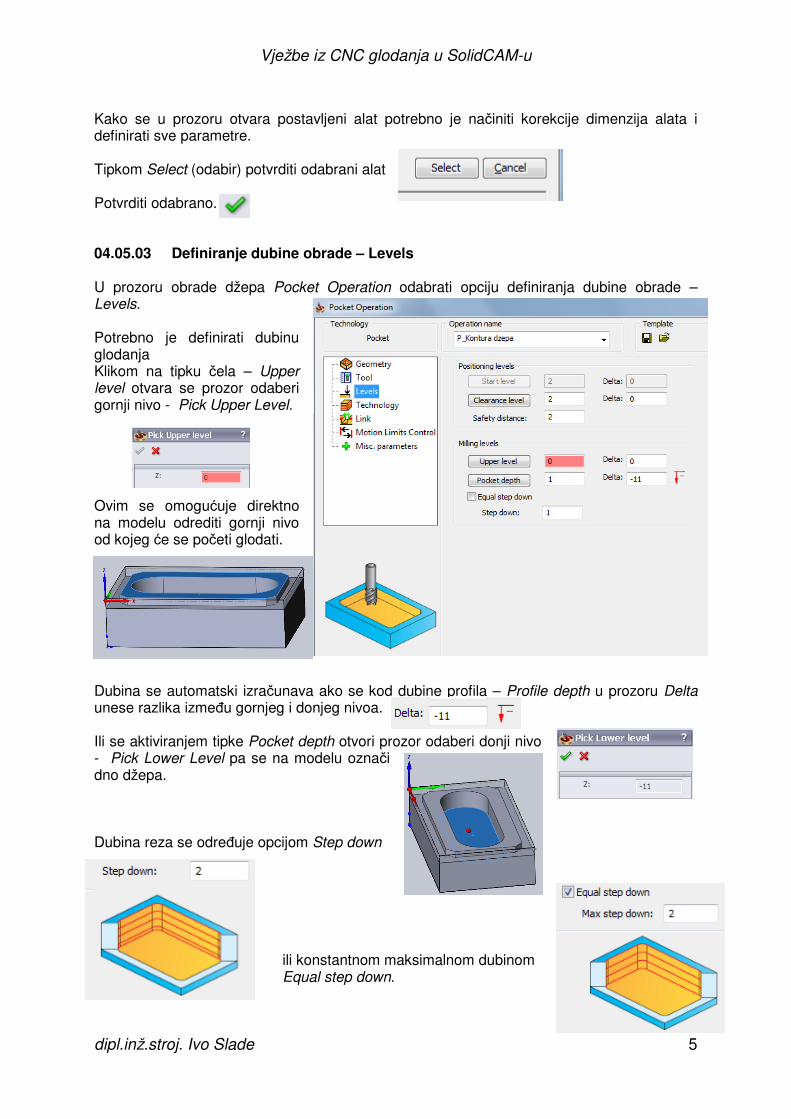
Kako se u prozoru otvara postavljeni alat potrebno je načiniti korekcije dimenzija alata i definirati sve parametre. Tipkom Select (odabir) potvrditi odabrani alat Potvrditi odabrano. 04.05.03 Definiranje dubine obrade – Levels U prozoru obrade džepa Pocket Operation odabrati opciju definiranja dubine obrade – Levels. Potrebno je definirati dubinu glodanja Klikom na tipku čela – Upper level otvara se prozor odaberi gornji nivo - Pick Upper Level. Ovim se omogućuje direktno na modelu odrediti gornji nivo od kojeg će se početi glodati. Dubina se automatski izračunava ako se kod dubine profila – Profile depth u prozoru Delta unese razlika između gornjeg i donjeg nivoa. Ili se aktiviranjem tipke Pocket depth otvori prozor odaberi donji nivo - Pick Lower Level pa se na modelu označi dno džepa. Dubina reza se određuje opcijom Step down ili konstantnom maksimalnom dubinom Equal step down.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 6
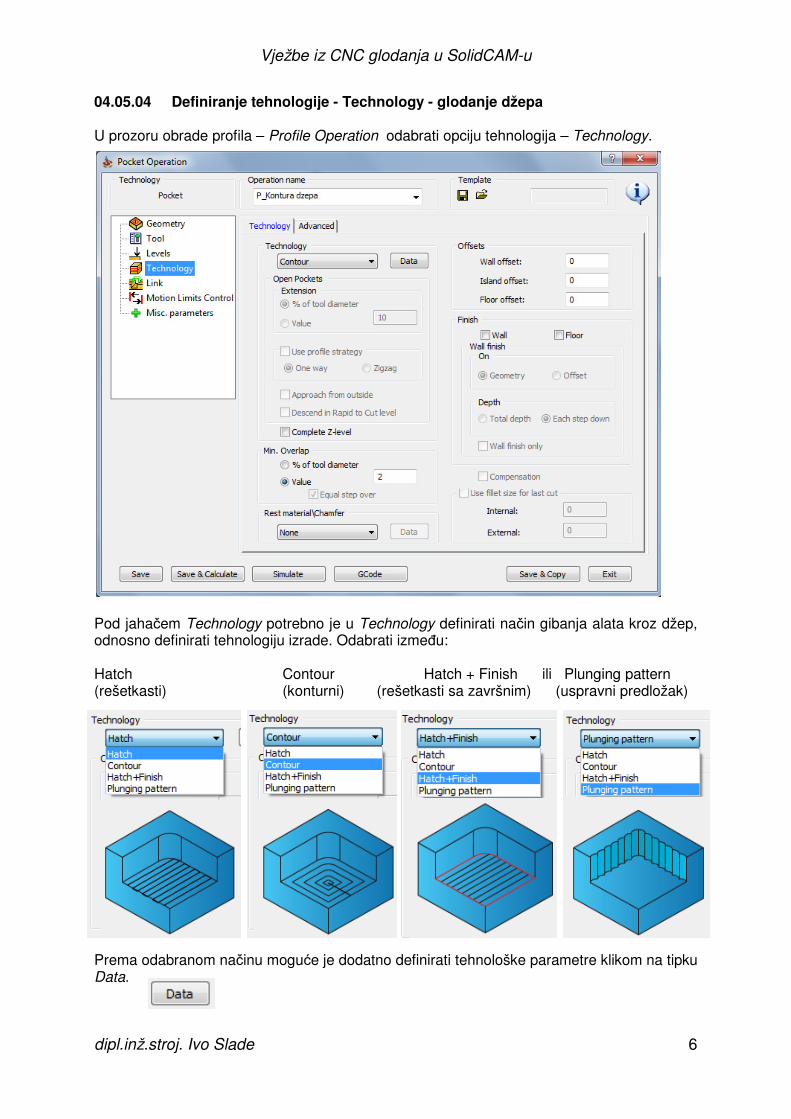
04.05.04 Definiranje tehnologije - Technology - glodanje džepa U prozoru obrade profila – Profile Operation odabrati opciju tehnologija – Technology. Pod jahačem Technology potrebno je u Technology definirati način gibanja alata kroz džep, odnosno definirati tehnologiju izrade. Odabrati između: Hatch Contour Hatch + Finish ili Plunging pattern (rešetkasti) (konturni) (rešetkasti sa završnim) (uspravni predložak) Prema odabranom načinu moguće je dodatno definirati tehnološke parametre klikom na tipku Data.

Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 7
Obrada po konturi - Contour Ako se izabere način obrade po konturi - Contour, alat se giba paralelno s konturom džepa.
Odabirom tipke Data otvara se prozor parametara konture – Contour Parameters u kojem se definira: Exit Material – opcija izlaza iz materijala koja kontrolira gibanje alata između radnih područja.
Connect Islands – opcija spajanja otoka kontrolira smjer rezanja – istosmjerno ili protusmjerno glodanje. Corner - opcija kuta definira radijus zaobljenja i način gibanja alata u kutu.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 8
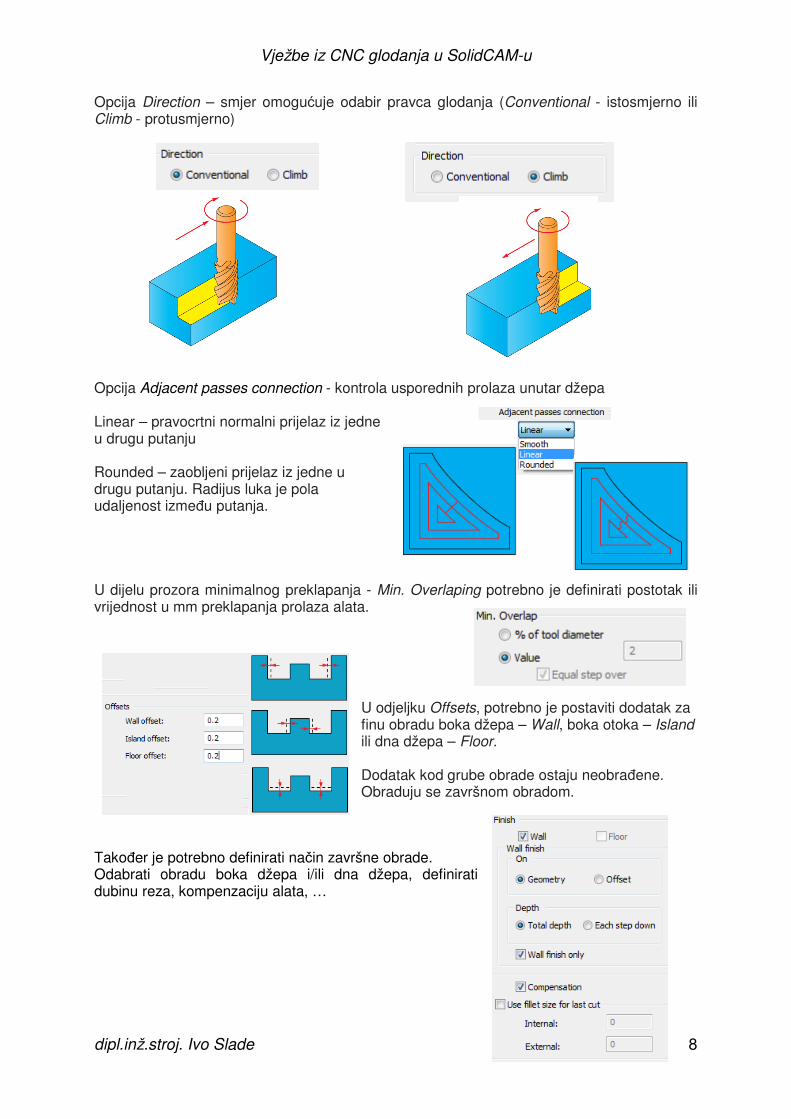
Opcija Direction – smjer omogućuje odabir pravca glodanja (Conventional - istosmjerno ili Climb - protusmjerno) Opcija Adjacent passes connection - kontrola usporednih prolaza unutar džepa Linear – pravocrtni normalni prijelaz iz jedne u drugu putanju Rounded – zaobljeni prijelaz iz jedne u drugu putanju. Radijus luka je pola udaljenost između putanja. U dijelu prozora minimalnog preklapanja - Min. Overlaping potrebno je definirati postotak ili vrijednost u mm preklapanja prolaza alata.
U odjeljku Offsets, potrebno je postaviti dodatak za finu obradu boka džepa – Wall, boka otoka – Island ili dna džepa – Floor. Dodatak kod grube obrade ostaju neobrađene. Obraduju se završnom obradom.
Također je potrebno definirati način završne obrade. Odabrati obradu boka džepa i/ili dna džepa, definirati dubinu reza, kompenzaciju alata, …
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 9
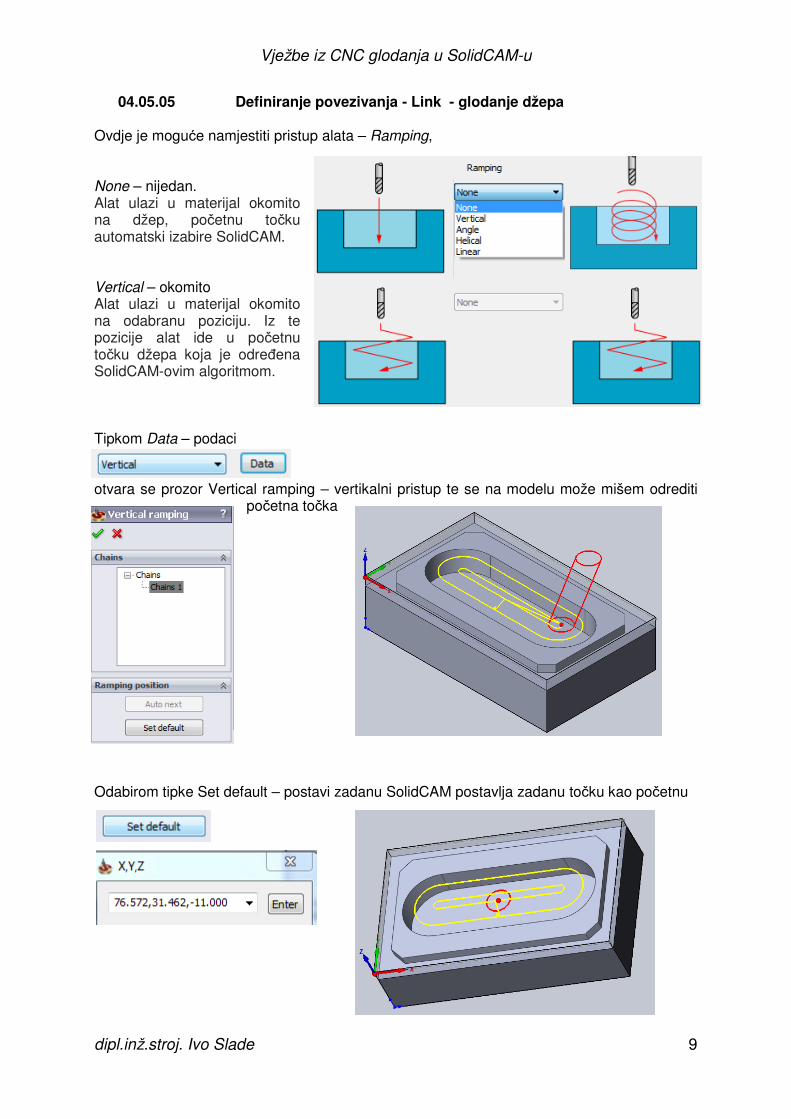
04.05.05 Definiranje povezivanja - Link - glodanje džepa Ovdje je moguće namjestiti pristup alata – Ramping, None – nijedan. Alat ulazi u materijal okomito na džep, početnu točku automatski izabire SolidCAM. Vertical – okomito Alat ulazi u materijal okomito na odabranu poziciju. Iz te pozicije alat ide u početnu točku džepa koja je određena SolidCAM-ovim algoritmom. Tipkom Data – podaci otvara se prozor Vertical ramping – vertikalni pristup te se na modelu može mišem odrediti
početna točka
Odabirom tipke Set default – postavi zadanu SolidCAM postavlja zadanu točku kao početnu
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 10
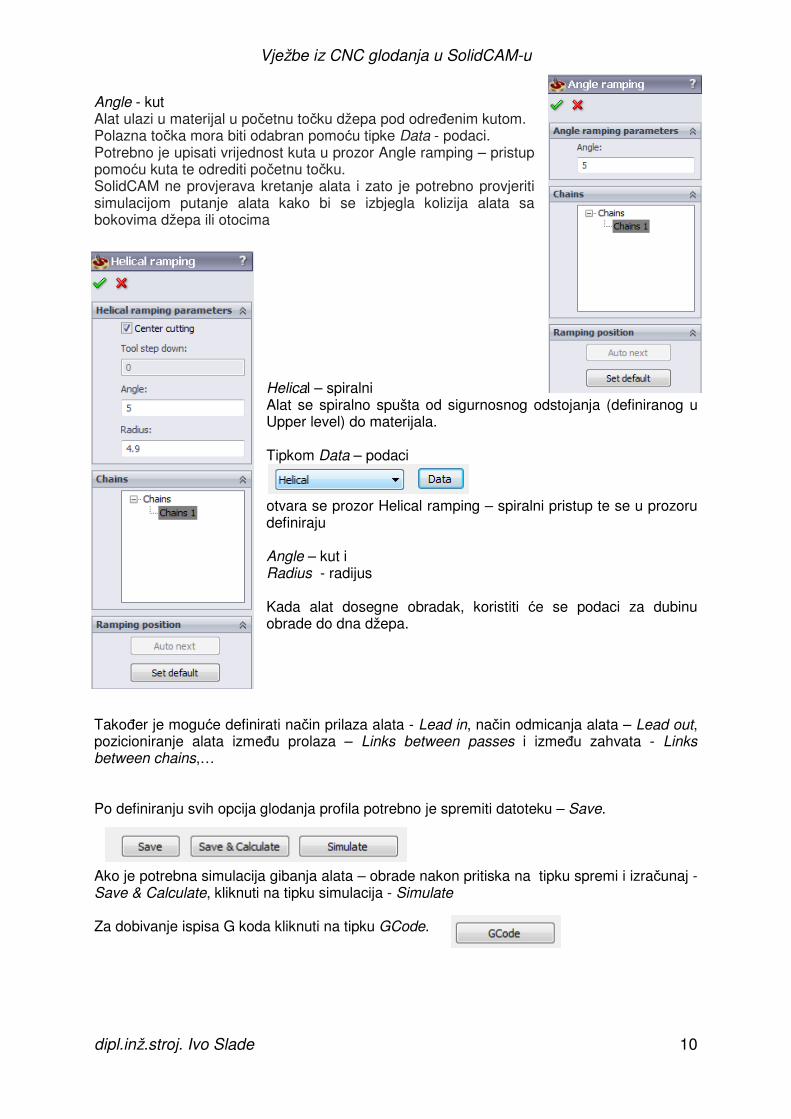
Angle - kut Alat ulazi u materijal u početnu točku džepa pod određenim kutom. Polazna točka mora biti odabran pomoću tipke Data - podaci. Potrebno je upisati vrijednost kuta u prozor Angle ramping – pristup pomoću kuta te odrediti početnu točku. SolidCAM ne provjerava kretanje alata i zato je potrebno provjeriti simulacijom putanje alata kako bi se izbjegla kolizija alata sa bokovima džepa ili otocima
Helical – spiralni Alat se spiralno spušta od sigurnosnog odstojanja (definiranog u Upper level) do materijala. Tipkom Data – podaci otvara se prozor Helical ramping – spiralni pristup te se u prozoru definiraju Angle – kut i Radius - radijus Kada alat dosegne obradak, koristiti će se podaci za dubinu obrade do dna džepa.
Također je moguće definirati način prilaza alata - Lead in, način odmicanja alata – Lead out, pozicioniranje alata između prolaza – Links between passes i između zahvata - Links between chains,… Po definiranju svih opcija glodanja profila potrebno je spremiti datoteku – Save. Ako je potrebna simulacija gibanja alata – obrade nakon pritiska na tipku spremi i izračunaj - Save & Calculate, kliknuti na tipku simulacija - Simulate Za dobivanje ispisa G koda kliknuti na tipku GCode.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 11
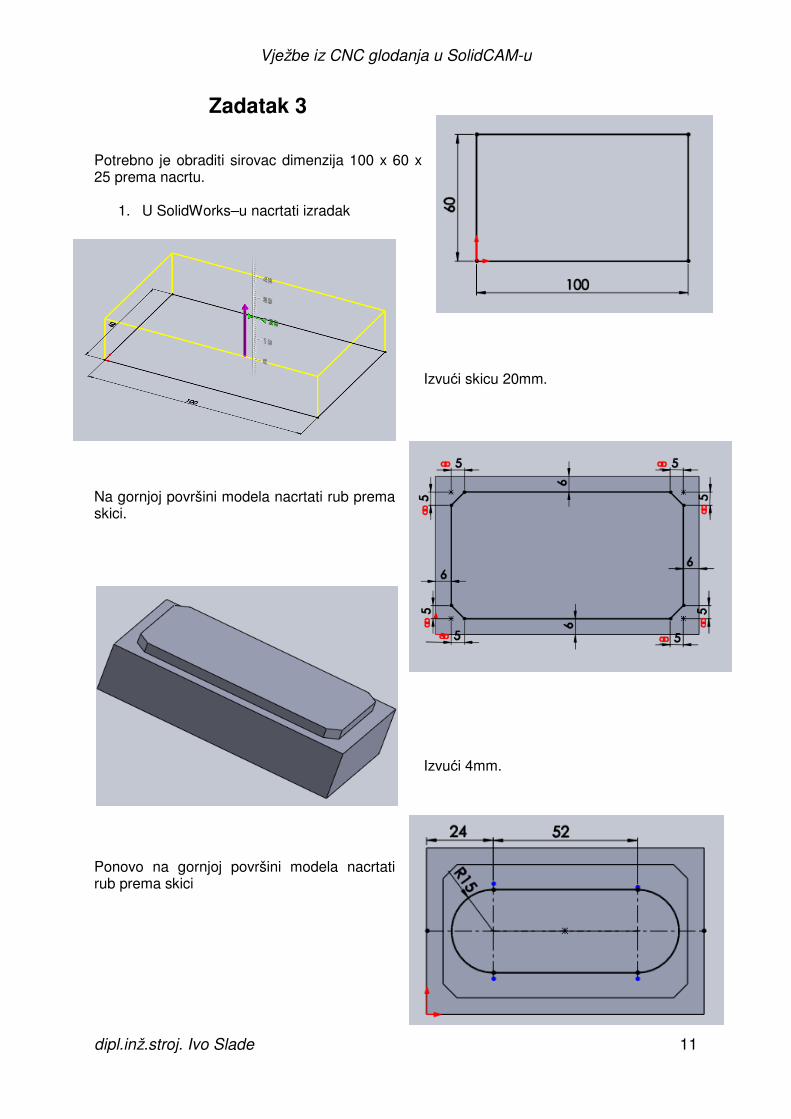
Zadatak 3 Potrebno je obraditi sirovac dimenzija 100 x 60 x 25 prema nacrtu.
1. U SolidWorks–u nacrtati izradak Izvući skicu 20mm. Na gornjoj površini modela nacrtati rub prema skici. Izvući 4mm. Ponovo na gornjoj površini modela nacrtati rub prema skici
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 12
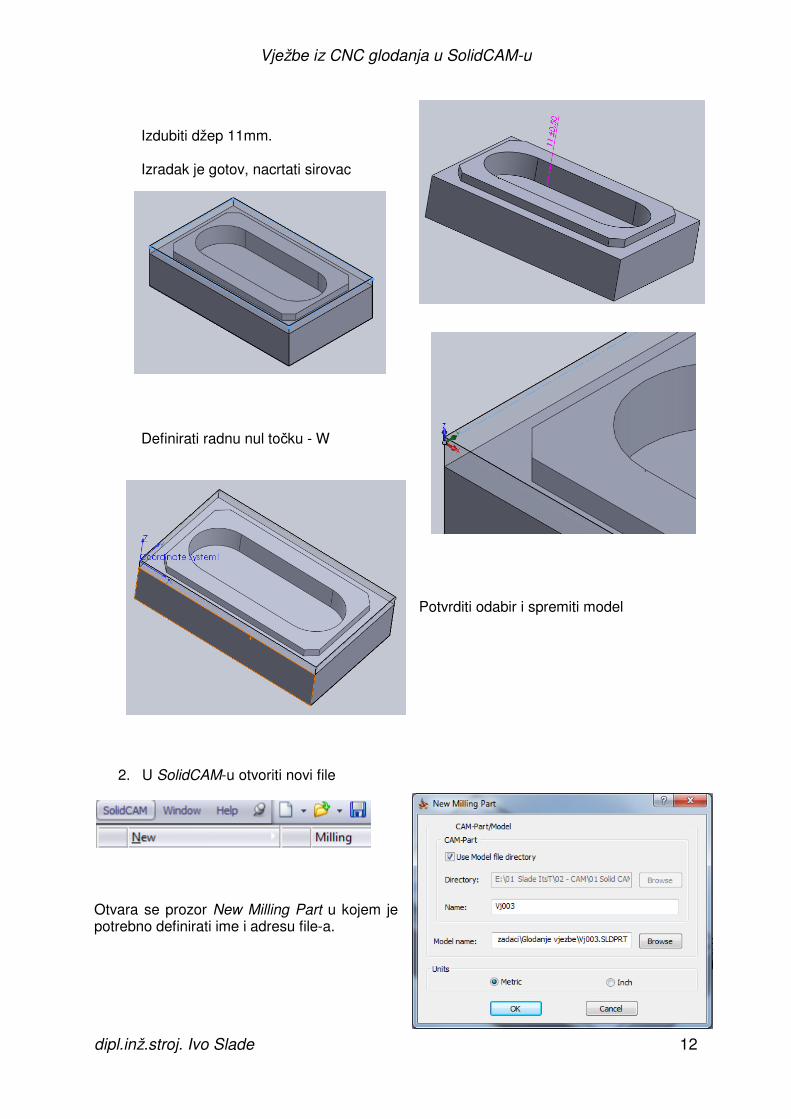
Izdubiti džep 11mm. Izradak je gotov, nacrtati sirovac Definirati radnu nul točku - W
Potvrditi odabir i spremiti model
2. U SolidCAM-u otvoriti novi file Otvara se prozor New Milling Part u kojem je potrebno definirati ime i adresu file-a.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 13
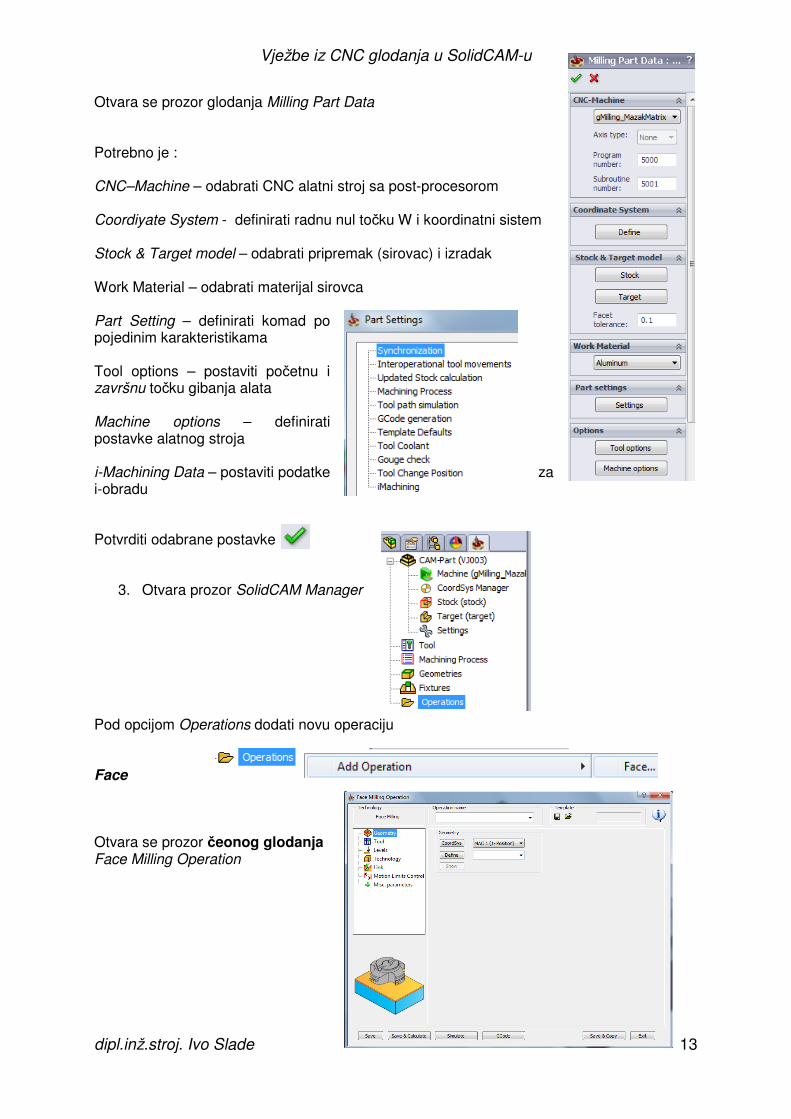
Otvara se prozor glodanja Milling Part Data Potrebno je : CNC–Machine – odabrati CNC alatni stroj sa post-procesorom Coordiyate System - definirati radnu nul točku W i koordinatni sistem Stock & Target model – odabrati pripremak (sirovac) i izradak Work Material – odabrati materijal sirovca Part Setting – definirati komad po pojedinim karakteristikama Tool options – postaviti početnu i završnu točku gibanja alata Machine options – definirati postavke alatnog stroja i-Machining Data – postaviti podatke za i-obradu Potvrditi odabrane postavke
3. Otvara prozor SolidCAM Manager
Pod opcijom Operations dodati novu operaciju Face
Otvara se prozor čeonog glodanja Face Milling Operation
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 14
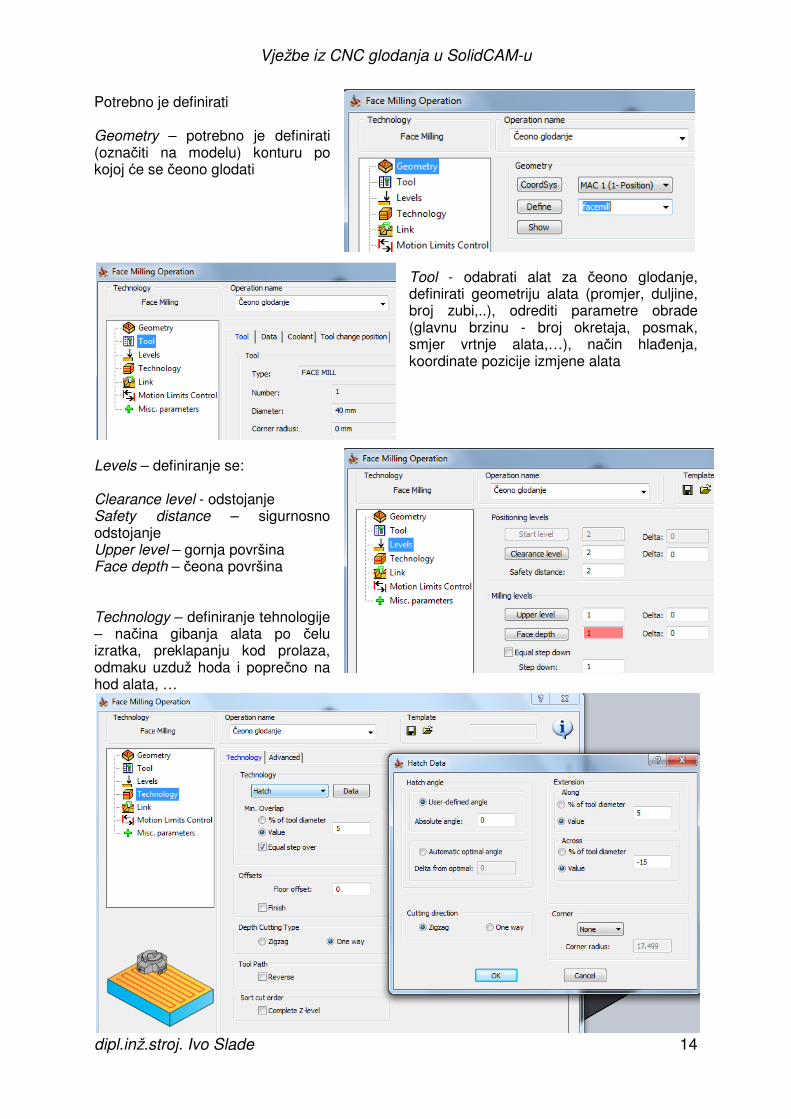
Potrebno je definirati Geometry – potrebno je definirati (označiti na modelu) konturu po kojoj će se čeono glodati
Tool - odabrati alat za čeono glodanje, definirati geometriju alata (promjer, duljine, broj zubi,..), odrediti parametre obrade (glavnu brzinu - broj okretaja, posmak, smjer vrtnje alata,…), način hlađenja, koordinate pozicije izmjene alata
Levels – definiranje se: Clearance level - odstojanje Safety distance – sigurnosno odstojanje Upper level – gornja površina Face depth – čeona površina Technology – definiranje tehnologije – načina gibanja alata po čelu izratka, preklapanju kod prolaza, odmaku uzduž hoda i poprečno na hod alata, …
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 15
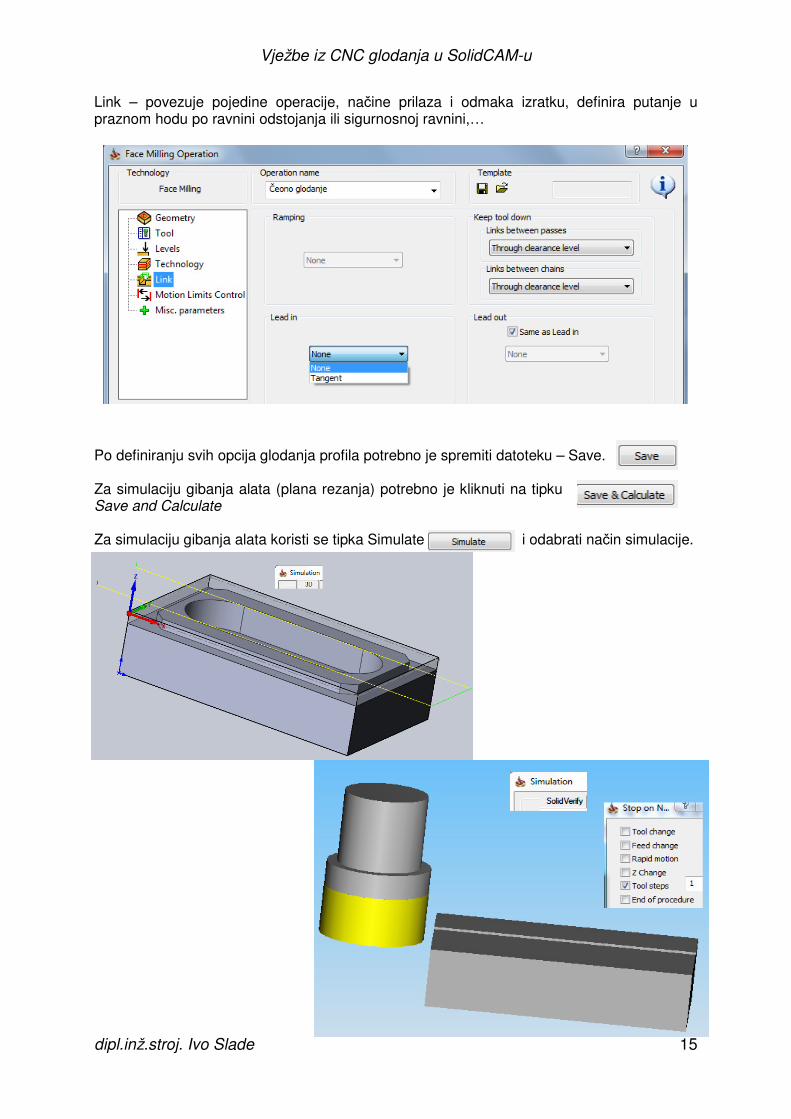
Link – povezuje pojedine operacije, načine prilaza i odmaka izratku, definira putanje u praznom hodu po ravnini odstojanja ili sigurnosnoj ravnini,… Po definiranju svih opcija glodanja profila potrebno je spremiti datoteku – Save. Za simulaciju gibanja alata (plana rezanja) potrebno je kliknuti na tipku Save and Calculate Za simulaciju gibanja alata koristi se tipka Simulate i odabrati način simulacije.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 16
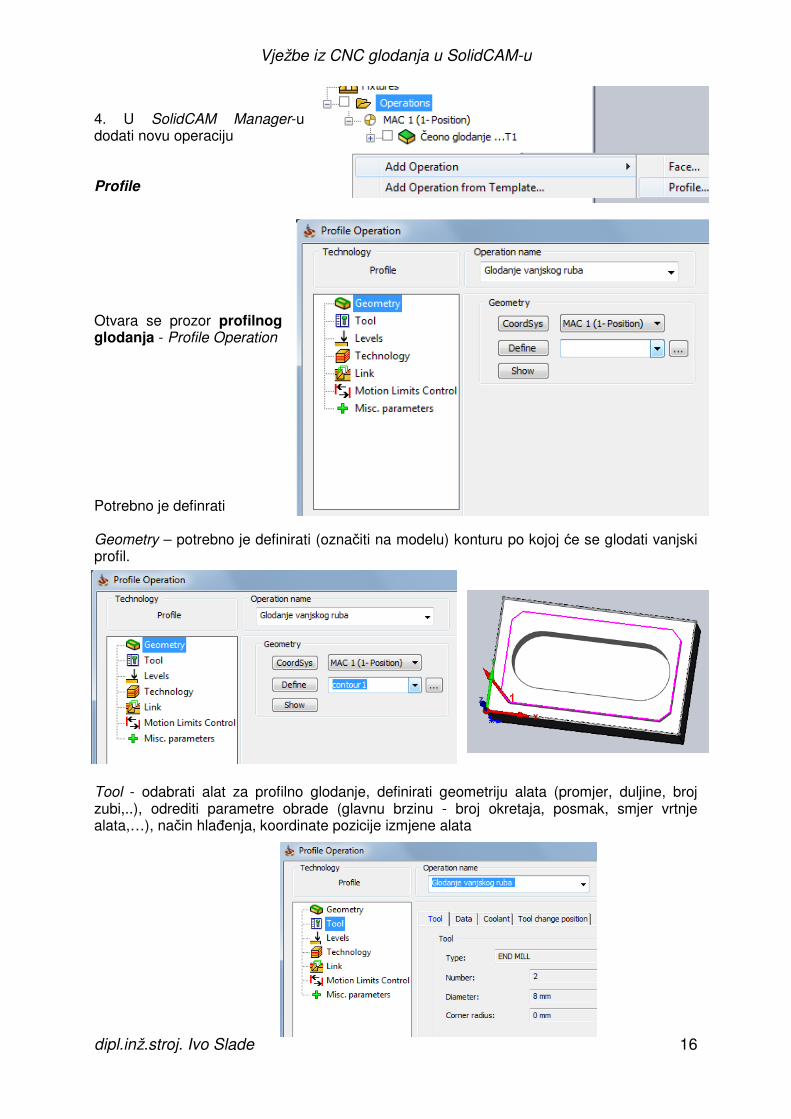
4. U SolidCAM Manager-u dodati novu operaciju Profile
Otvara se prozor profilnog glodanja - Profile Operation Potrebno je definrati Geometry – potrebno je definirati (označiti na modelu) konturu po kojoj će se glodati vanjski profil. Tool - odabrati alat za profilno glodanje, definirati geometriju alata (promjer, duljine, broj zubi,..), odrediti parametre obrade (glavnu brzinu - broj okretaja, posmak, smjer vrtnje alata,…), način hlađenja, koordinate pozicije izmjene alata
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 17
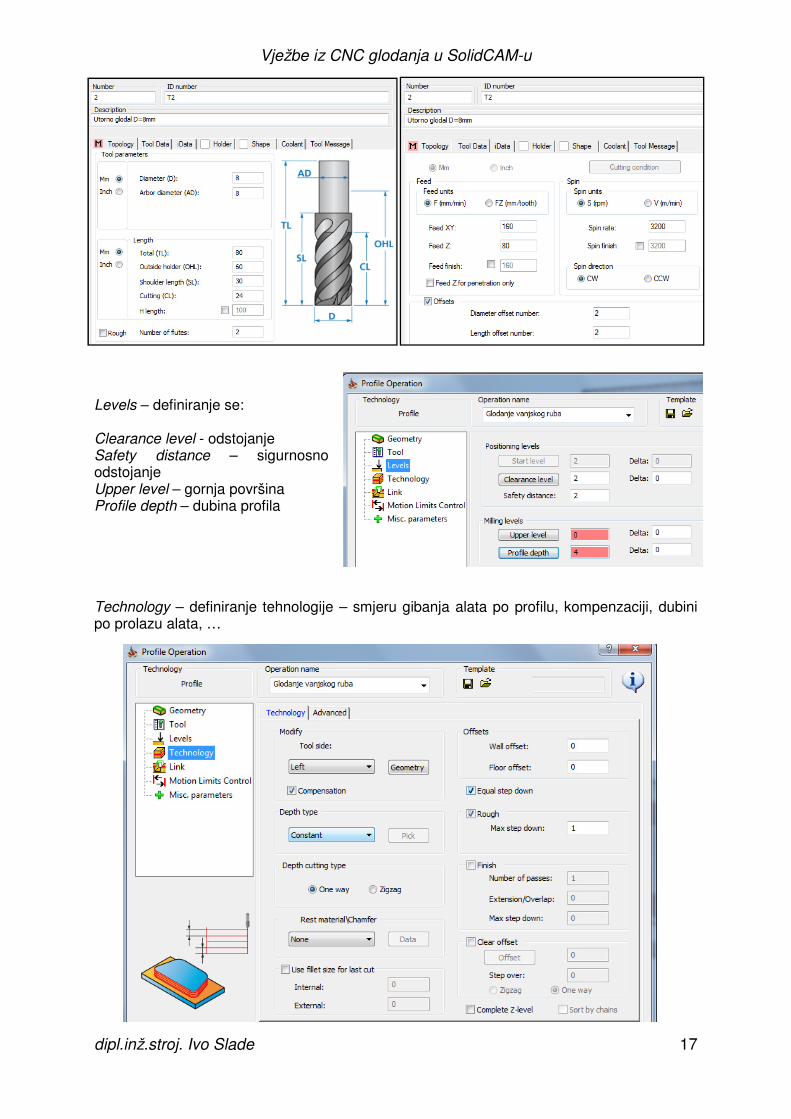
Levels – definiranje se: Clearance level - odstojanje Safety distance – sigurnosno odstojanje Upper level – gornja površina Profile depth – dubina profila Technology – definiranje tehnologije – smjeru gibanja alata po profilu, kompenzaciji, dubini po prolazu alata, …
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 18
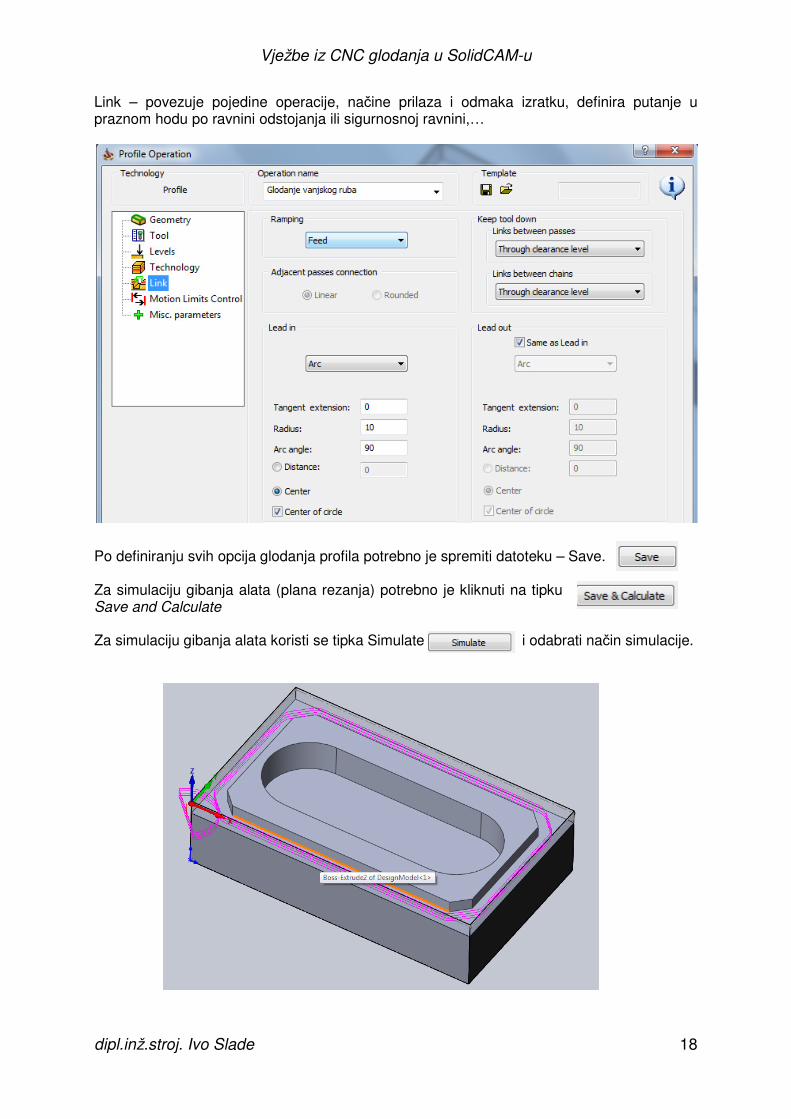
Link – povezuje pojedine operacije, načine prilaza i odmaka izratku, definira putanje u praznom hodu po ravnini odstojanja ili sigurnosnoj ravnini,… Po definiranju svih opcija glodanja profila potrebno je spremiti datoteku – Save. Za simulaciju gibanja alata (plana rezanja) potrebno je kliknuti na tipku Save and Calculate Za simulaciju gibanja alata koristi se tipka Simulate i odabrati način simulacije.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 19
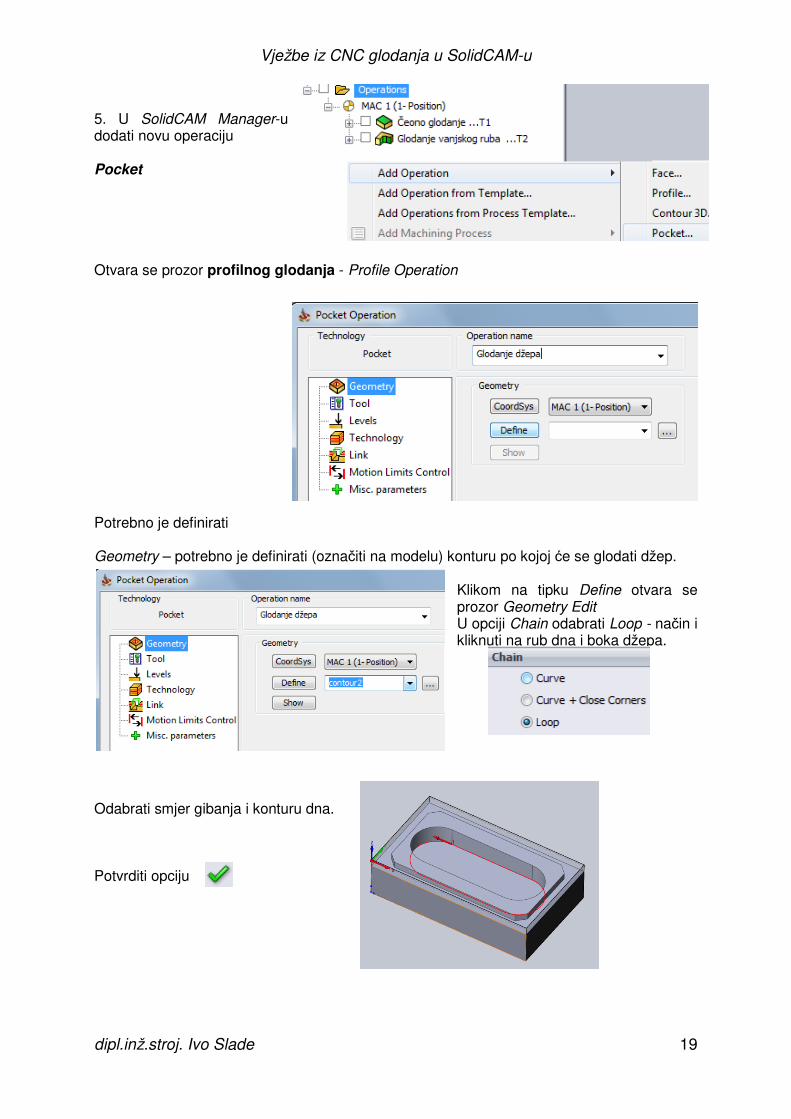
5. U SolidCAM Manager-u dodati novu operaciju Pocket
Otvara se prozor profilnog glodanja - Profile Operation Potrebno je definirati Geometry – potrebno je definirati (označiti na modelu) konturu po kojoj će se glodati džep.
Klikom na tipku Define otvara se prozor Geometry Edit U opciji Chain odabrati Loop - način i kliknuti na rub dna i boka džepa.
Odabrati smjer gibanja i konturu dna. Potvrditi opciju
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 20
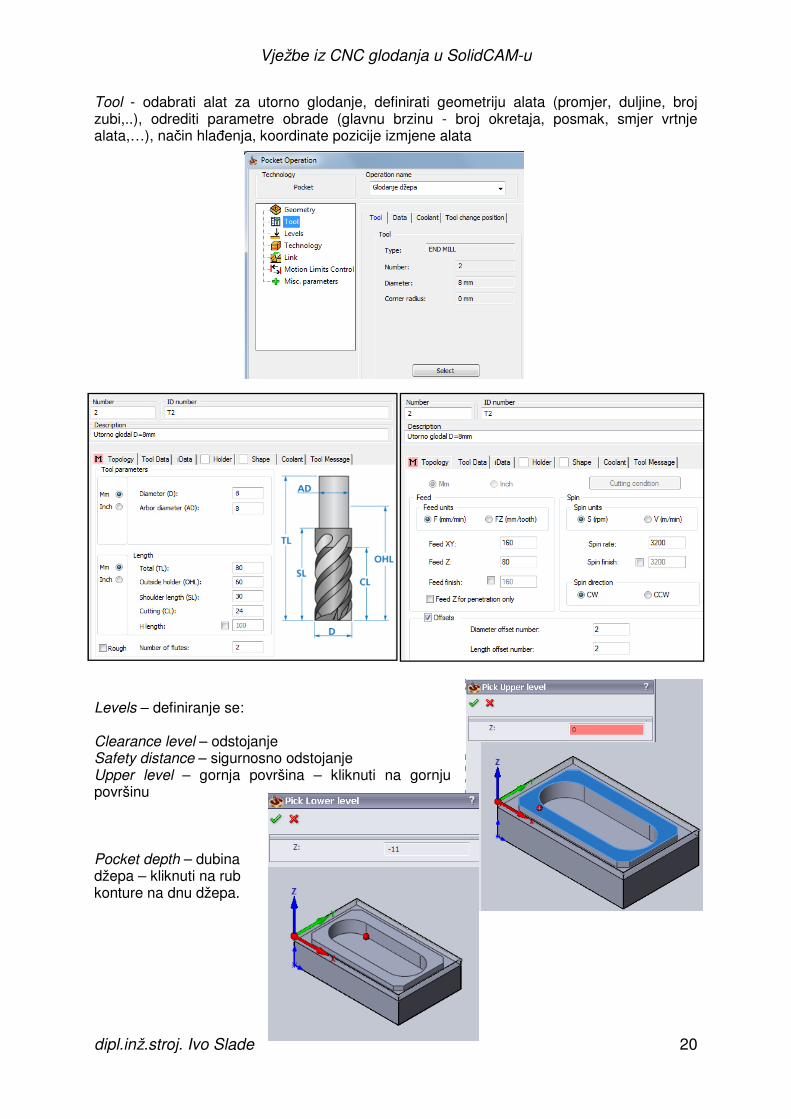
Tool - odabrati alat za utorno glodanje, definirati geometriju alata (promjer, duljine, broj zubi,..), odrediti parametre obrade (glavnu brzinu - broj okretaja, posmak, smjer vrtnje alata,…), način hlađenja, koordinate pozicije izmjene alata Levels – definiranje se: Clearance level – odstojanje Safety distance – sigurnosno odstojanje Upper level – gornja površina – kliknuti na gornju površinu Pocket depth – dubina džepa – kliknuti na rub konture na dnu džepa.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 21
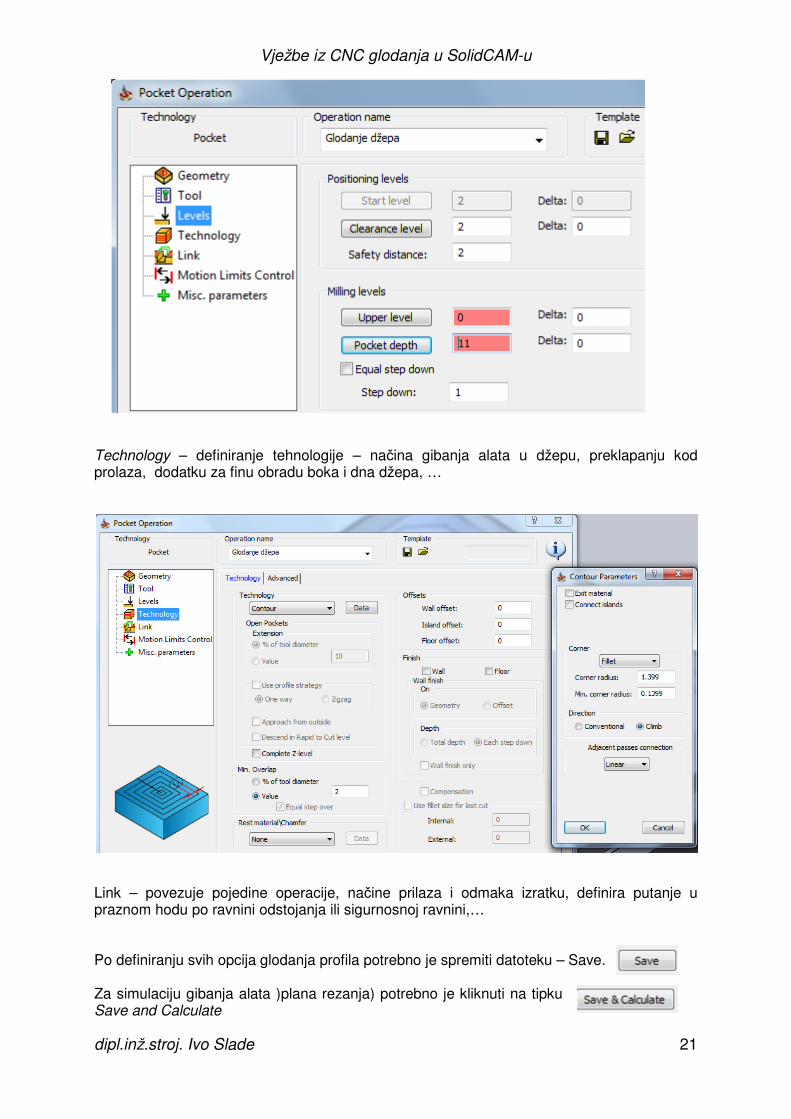
Technology – definiranje tehnologije – načina gibanja alata u džepu, preklapanju kod prolaza, dodatku za finu obradu boka i dna džepa, … Link – povezuje pojedine operacije, načine prilaza i odmaka izratku, definira putanje u praznom hodu po ravnini odstojanja ili sigurnosnoj ravnini,… Po definiranju svih opcija glodanja profila potrebno je spremiti datoteku – Save. Za simulaciju gibanja alata )plana rezanja) potrebno je kliknuti na tipku Save and Calculate
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 22
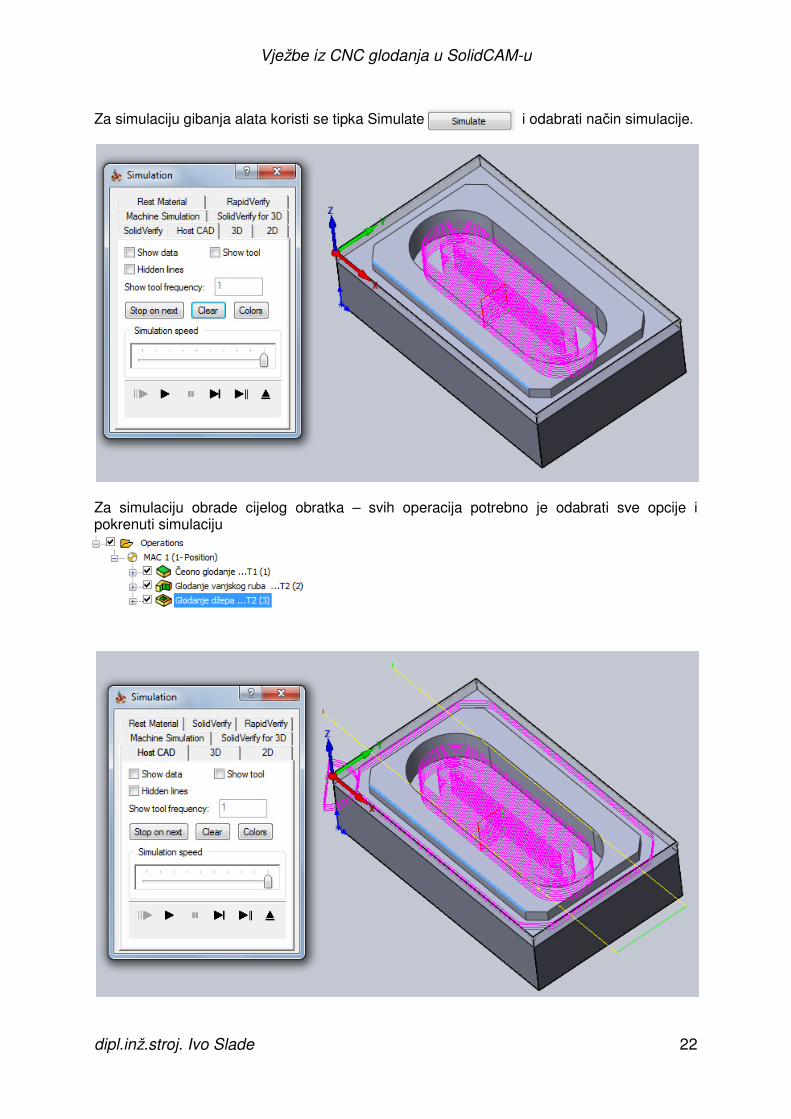
Za simulaciju gibanja alata koristi se tipka Simulate i odabrati način simulacije.
Za simulaciju obrade cijelog obratka – svih operacija potrebno je odabrati sve opcije i pokrenuti simulaciju
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 23
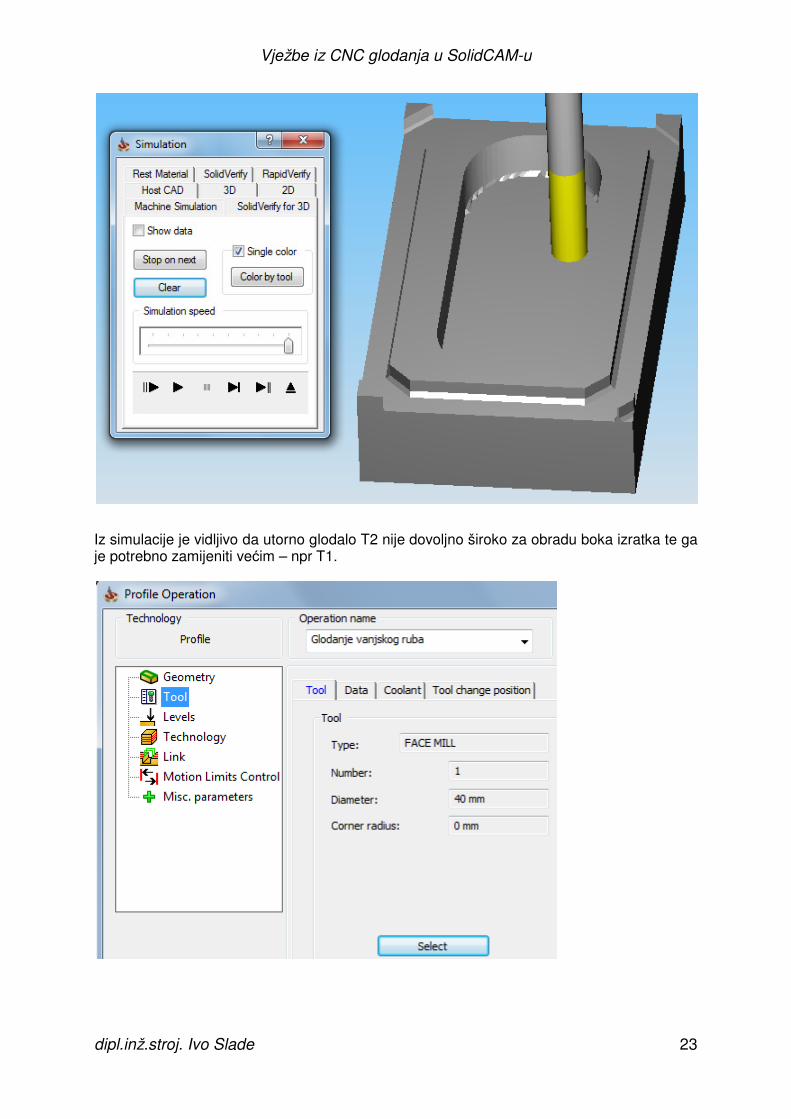
Iz simulacije je vidljivo da utorno glodalo T2 nije dovoljno široko za obradu boka izratka te ga je potrebno zamijeniti većim – npr T1.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 24
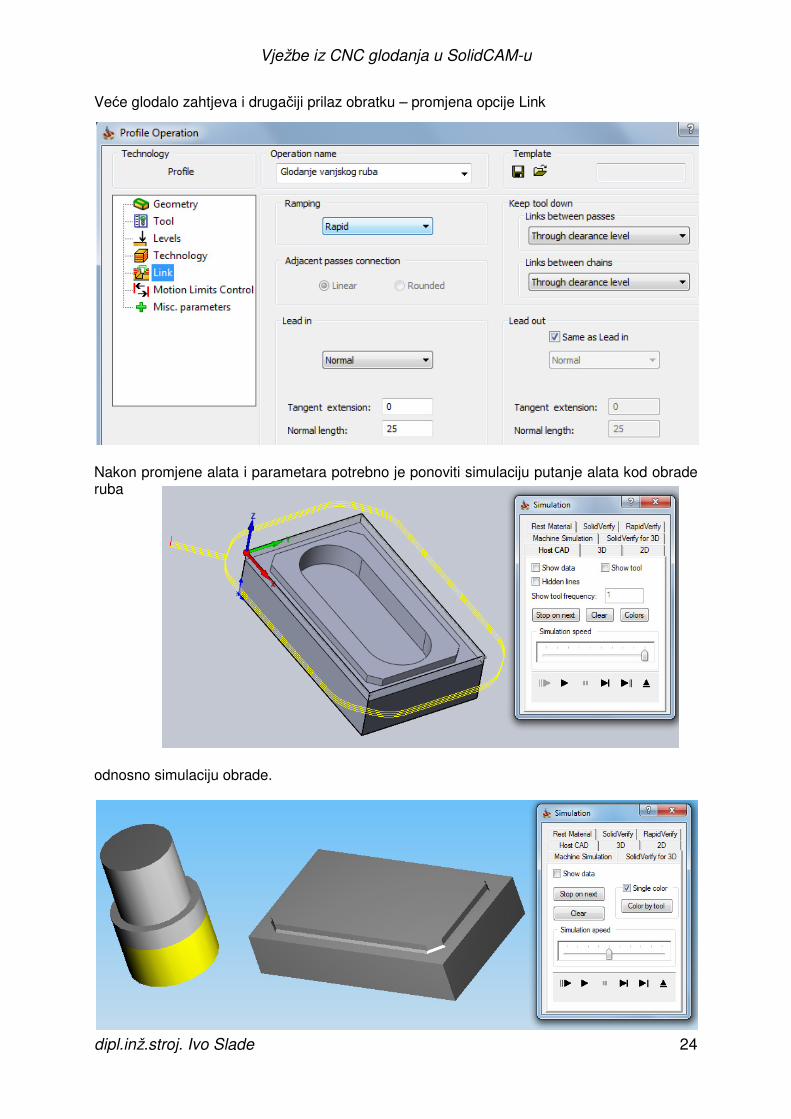
Veće glodalo zahtjeva i drugačiji prilaz obratku – promjena opcije Link Nakon promjene alata i parametara potrebno je ponoviti simulaciju putanje alata kod obrade ruba odnosno simulaciju obrade.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 25
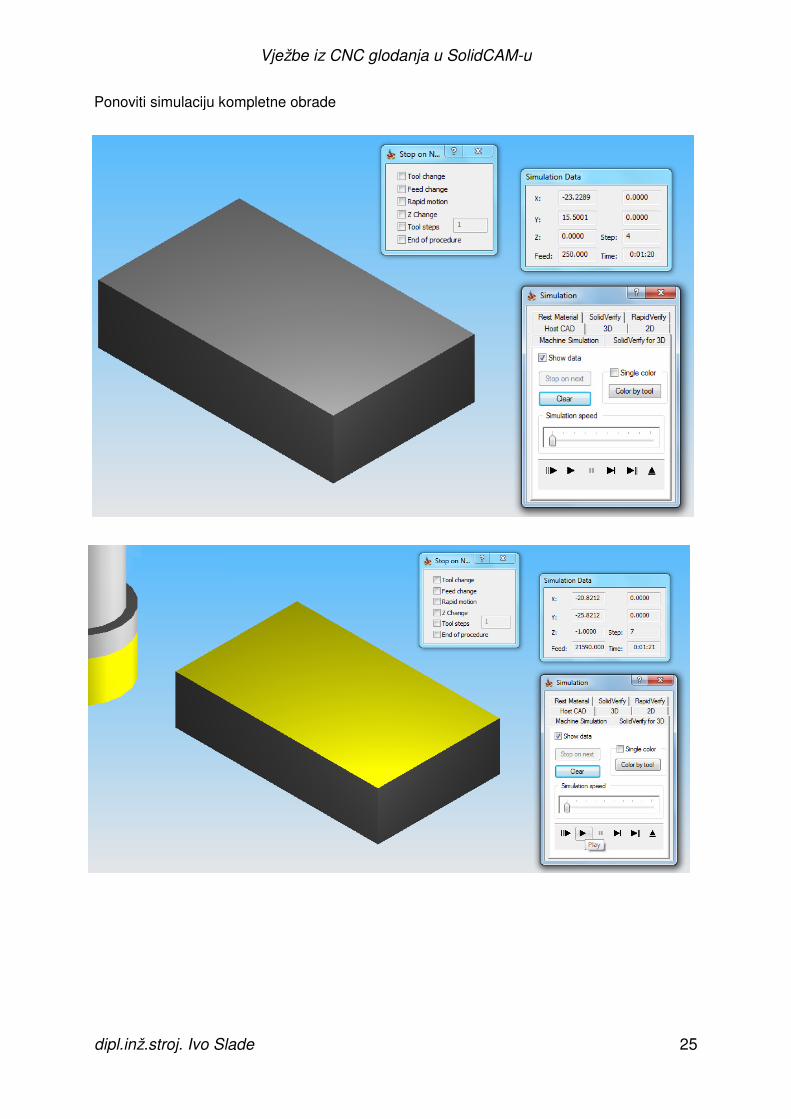
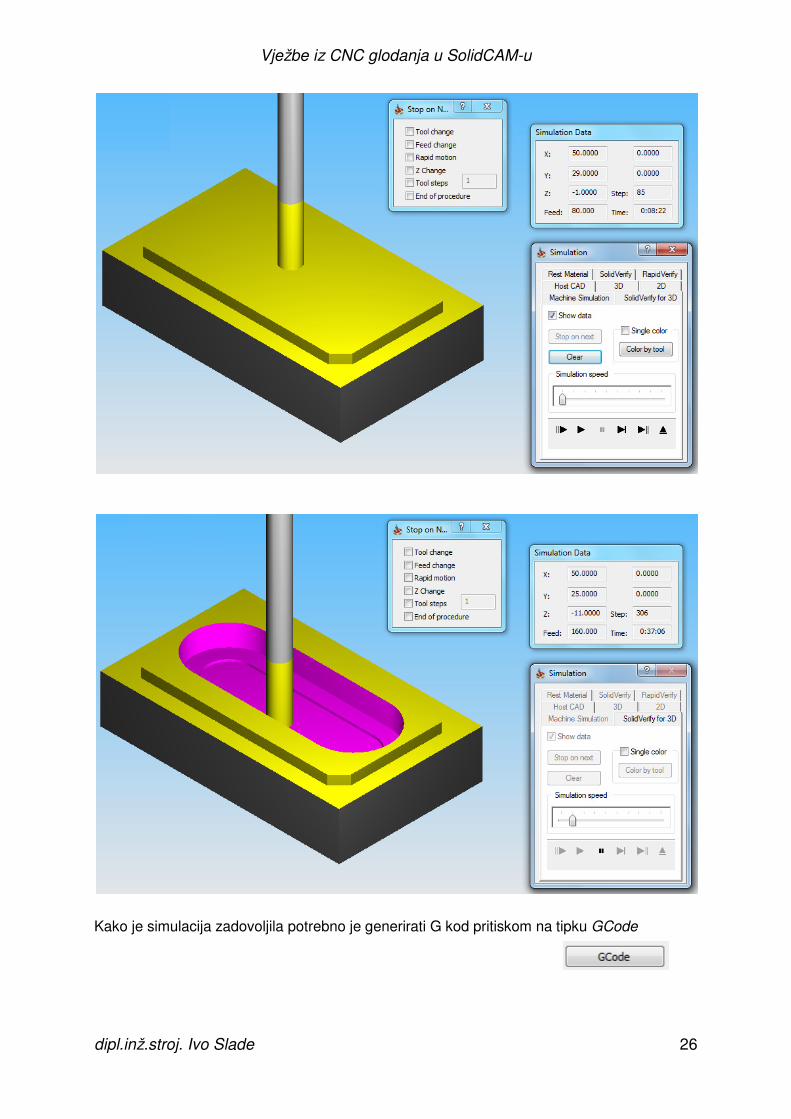
Ponoviti simulaciju kompletne obrade
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 26
Kako je simulacija zadovoljila potrebno je generirati G kod pritiskom na tipku GCode
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 27
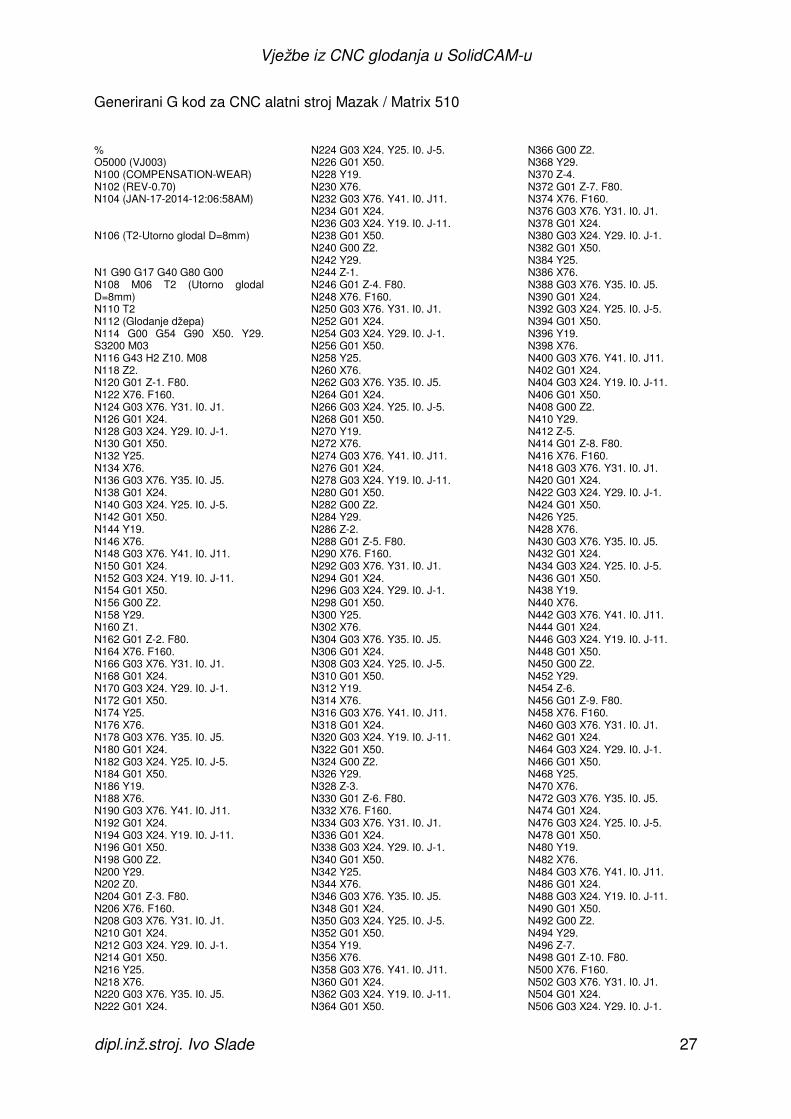
Generirani G kod za CNC alatni stroj Mazak / Matrix 510 % O5000 (VJ003) N100 (COMPENSATION-WEAR) N102 (REV-0.70) N104 (JAN-17-2014-12:06:58AM) N106 (T2-Utorno glodal D=8mm) N1 G90 G17 G40 G80 G00 N108 M06 T2 (Utorno glodal D=8mm) N110 T2 N112 (Glodanje džepa) N114 G00 G54 G90 X50. Y29. S3200 M03 N116 G43 H2 Z10. M08 N118 Z2. N120 G01 Z-1. F80. N122 X76. F160. N124 G03 X76. Y31. I0. J1. N126 G01 X24. N128 G03 X24. Y29. I0. J-1. N130 G01 X50. N132 Y25. N134 X76. N136 G03 X76. Y35. I0. J5. N138 G01 X24. N140 G03 X24. Y25. I0. J-5. N142 G01 X50. N144 Y19. N146 X76. N148 G03 X76. Y41. I0. J11. N150 G01 X24. N152 G03 X24. Y19. I0. J-11. N154 G01 X50. N156 G00 Z2. N158 Y29. N160 Z1. N162 G01 Z-2. F80. N164 X76. F160. N166 G03 X76. Y31. I0. J1. N168 G01 X24. N170 G03 X24. Y29. I0. J-1. N172 G01 X50. N174 Y25. N176 X76. N178 G03 X76. Y35. I0. J5. N180 G01 X24. N182 G03 X24. Y25. I0. J-5. N184 G01 X50. N186 Y19. N188 X76. N190 G03 X76. Y41. I0. J11. N192 G01 X24. N194 G03 X24. Y19. I0. J-11. N196 G01 X50. N198 G00 Z2. N200 Y29. N202 Z0. N204 G01 Z-3. F80. N206 X76. F160. N208 G03 X76. Y31. I0. J1. N210 G01 X24. N212 G03 X24. Y29. I0. J-1. N214 G01 X50. N216 Y25. N218 X76. N220 G03 X76. Y35. I0. J5. N222 G01 X24.
N224 G03 X24. Y25. I0. J-5. N226 G01 X50. N228 Y19. N230 X76. N232 G03 X76. Y41. I0. J11. N234 G01 X24. N236 G03 X24. Y19. I0. J-11. N238 G01 X50. N240 G00 Z2. N242 Y29. N244 Z-1. N246 G01 Z-4. F80. N248 X76. F160. N250 G03 X76. Y31. I0. J1. N252 G01 X24. N254 G03 X24. Y29. I0. J-1. N256 G01 X50. N258 Y25. N260 X76. N262 G03 X76. Y35. I0. J5. N264 G01 X24. N266 G03 X24. Y25. I0. J-5. N268 G01 X50. N270 Y19. N272 X76. N274 G03 X76. Y41. I0. J11. N276 G01 X24. N278 G03 X24. Y19. I0. J-11. N280 G01 X50. N282 G00 Z2. N284 Y29. N286 Z-2. N288 G01 Z-5. F80. N290 X76. F160. N292 G03 X76. Y31. I0. J1. N294 G01 X24. N296 G03 X24. Y29. I0. J-1. N298 G01 X50. N300 Y25. N302 X76. N304 G03 X76. Y35. I0. J5. N306 G01 X24. N308 G03 X24. Y25. I0. J-5. N310 G01 X50. N312 Y19. N314 X76. N316 G03 X76. Y41. I0. J11. N318 G01 X24. N320 G03 X24. Y19. I0. J-11. N322 G01 X50. N324 G00 Z2. N326 Y29. N328 Z-3. N330 G01 Z-6. F80. N332 X76. F160. N334 G03 X76. Y31. I0. J1. N336 G01 X24. N338 G03 X24. Y29. I0. J-1. N340 G01 X50. N342 Y25. N344 X76. N346 G03 X76. Y35. I0. J5. N348 G01 X24. N350 G03 X24. Y25. I0. J-5. N352 G01 X50. N354 Y19. N356 X76. N358 G03 X76. Y41. I0. J11. N360 G01 X24. N362 G03 X24. Y19. I0. J-11. N364 G01 X50.
N366 G00 Z2. N368 Y29. N370 Z-4. N372 G01 Z-7. F80. N374 X76. F160. N376 G03 X76. Y31. I0. J1. N378 G01 X24. N380 G03 X24. Y29. I0. J-1. N382 G01 X50. N384 Y25. N386 X76. N388 G03 X76. Y35. I0. J5. N390 G01 X24. N392 G03 X24. Y25. I0. J-5. N394 G01 X50. N396 Y19. N398 X76. N400 G03 X76. Y41. I0. J11. N402 G01 X24. N404 G03 X24. Y19. I0. J-11. N406 G01 X50. N408 G00 Z2. N410 Y29. N412 Z-5. N414 G01 Z-8. F80. N416 X76. F160. N418 G03 X76. Y31. I0. J1. N420 G01 X24. N422 G03 X24. Y29. I0. J-1. N424 G01 X50. N426 Y25. N428 X76. N430 G03 X76. Y35. I0. J5. N432 G01 X24. N434 G03 X24. Y25. I0. J-5. N436 G01 X50. N438 Y19. N440 X76. N442 G03 X76. Y41. I0. J11. N444 G01 X24. N446 G03 X24. Y19. I0. J-11. N448 G01 X50. N450 G00 Z2. N452 Y29. N454 Z-6. N456 G01 Z-9. F80. N458 X76. F160. N460 G03 X76. Y31. I0. J1. N462 G01 X24. N464 G03 X24. Y29. I0. J-1. N466 G01 X50. N468 Y25. N470 X76. N472 G03 X76. Y35. I0. J5. N474 G01 X24. N476 G03 X24. Y25. I0. J-5. N478 G01 X50. N480 Y19. N482 X76. N484 G03 X76. Y41. I0. J11. N486 G01 X24. N488 G03 X24. Y19. I0. J-11. N490 G01 X50. N492 G00 Z2. N494 Y29. N496 Z-7. N498 G01 Z-10. F80. N500 X76. F160. N502 G03 X76. Y31. I0. J1. N504 G01 X24. N506 G03 X24. Y29. I0. J-1.
Vježbe iz CNC glodanja u SolidCAM-u
dipl.inž.stroj. Ivo Slade 28
N508 G01 X50. N510 Y25. N512 X76. N514 G03 X76. Y35. I0. J5. N516 G01 X24. N518 G03 X24. Y25. I0. J-5. N520 G01 X50. N522 Y19. N524 X76. N526 G03 X76. Y41. I0. J11. N528 G01 X24. N530 G03 X24. Y19. I0. J-11. N532 G01 X50. N534 G00 Z2.
N536 Y29. N538 Z-8. N540 G01 Z-11. F80. N542 X76. F160. N544 G03 X76. Y31. I0. J1. N546 G01 X24. N548 G03 X24. Y29. I0. J-1. N550 G01 X50. N552 Y25. N554 X76. N556 G03 X76. Y35. I0. J5. N558 G01 X24. N560 G03 X24. Y25. I0. J-5. N562 G01 X50.
N564 Y19. N566 X76. N568 G03 X76. Y41. I0. J11. N570 G01 X24. N572 G03 X24. Y19. I0. J-11. N574 G01 X50. N576 G00 Z2. N578 M09 N580 M05 N582 G00 G28 G91 Z0 N584 G00 G28 G91 Y0. N586 G90 N588 M30 %





























