Embed Size (px)
Citation preview
Пән бағдарламасыyның Нысантитул парағы(SYLLABUS) ПМУ ҰС Н 7.18.4/19
Қазақстан Республикасының білім және ғылыми министрлігі
С. Торайғыров атындағы Павлодар мемлекеттік университеті
Сәулет-құрылыс факультеті
«Кәсіптік оқыту және қоршаған ортаны қорғау» кафедрасы
«Конструкциялық материалдарды өңдеу практикумы II»
ПӘН БАҒДАРЛАМАСЫ (SYLLABUS)
Павлодар, 2013 ж.

Пән бағдарламасының Нысан бекіту парағы ПМУ ҰС Н 7.18.4/19
БЕКІТЕМІНСҚФ деканы______М.Қ. Кудерин20____ж. «___»______________
Құрасытырушы: _________________ аға оқытушы Тілеулесов А.К.
«Кәсіптік оқыту және қоршаған ортаны қорғау» кафедрасы
«Конструкциялық материалдарды өңдеу практикумы II»
ПӘННІҢ БАҒДАРЛАМАСЫ (Syllabus)
5В012000 «Кәсіптік оқыту» мамандығының студенттеріне арналған
Бағдарлама 20____ж. «____» _________бекітілген жұмыс бабындағы оқубағдарламасының негізінде әзірленген.
20____ж. «___»____________кафедра отырысында ұсынылған. Хаттама №_____.
Кафедра меңгерушісі ______________ Қ.Ш. Арынғазин
СҚ факультетінің оқу-әдістемелік кеңесімен мақұлданды
20____ж. «___»___________ № ____ хаттама
СҚ факультетінің оқу - әдістемелік ОӘК төрайымы _______ Г.А. Жукенова
20____ ж. «___»___________
1 Оқу пәннің паспортыПән атауы: «Конструкциялық материалдарды өңдеу практикумы II» ЖОО компонентінің пәніОқу мерзімі және кредит саны Барлығы – 3 кредитКурс: 2Семестр: 4Жалпы аудиторияда оқу сағаты – 45 сағат
Дәрістер - жоқ Тәжрибелік /семинарлық оқу сағаттары - жоқ Зертханалық – 45 сағатСӨЖ – 90 сағат оның құрамында СОӨЖ – 22,5 сағат
Жалпы көлемі - 135 сағат Бақылау формасыемтихан – 4 семестрде
ПререквизиттерОсы пәнді меңгеру үшін төмендегі пәндерді меңгеру кезінде алынған білім, икемділік
және дағды-машықтар қажет: «Физика», «Химия», «Сызу және сызба геометрия»,«Конструкциялық материалдарды өңдеу практикумы I», «Мамандыққа кіріспе».
Постреквизиттер Пәнді меңгеру кезінде алынған білім, икемділік және дағды-машықтар келесі пәндерді
меңгеруі үшін қажет: «Құрылыс конструкциялар», «Құрылыс машиналар».
2. Оқытушылар туралы мәліметАға оқытушы: Тілеулесов Асқар Кәрімжанұлы - дәріс және тәжірибелік сабақтары.«Кәсіптік оқыту және қоршаған ортаны қорғау» кафедрасы Д корпустың 212
аудиториясында орналасқан. Тел. 57-39-08.Қабылдау уақыты: жұма 12.00-ден 13.00-ге дейін, № Д-212 ауд.
2. Пән, мақсаттар мен міндеттер Пән нысаны: қазіргі конструкциялық және аспаптық материалдардың беріктік пен
тиімді пайдаланудың білім мен икемділігін қалыптастыру.Пән мақсаты: конструкциялық материалдарды өңдеу технологиялары бойынша кәсіби
білімді қалыптастыру болып табылады. Оқу бағдарламаларына сәйкес материалдарды қоласпаптармен және механикалық жолмен өңдеу бойынша студенттерге білім, еңбектік ептілік пендағдыларды қалыптастыру. Болашақ мұғалімнің жастарды политехникалық және кәсіпкеоқытудағы алғашқы дағдылықтарын қалыптастыру. Қазіргі заманға сай жоғары біліктімамандар даярлау.
Пән міндеттері: Пәнді игеруде студент конструкцияларды қол аспаптармен өңдеу жәнеқұрастыру, конструкцияларды механикалық жолмен өңдеу және құрастыру білу керек.
4. Білім, біліктілікке және құзыреттілікке койылатын талаптар:Бұл пәнді игеріп студенттер білу керек:
- ағашты және металды қол аспаптармен, механикалық өңдеу кезіндегі еңбек қауіпсіздігі менқауіпсіздік ережелерін; жұмыс орнына қойылатын талаптарды;- ағаш және металл өңдеудегі негізгі құралдардың түрлері, құрылғысы және оларды пайдалануережелерін;- ағаш және металл өңдеу тәсілдерін (қол аспаптармен және механикалық өңдеу), өндірістіктехнологиялық процестерін.
машықтану қажет:- материал қолдана білу;- құралдармен жұмыс істеу білу;- ағаш материалдарынан әртүрлі бұйымдар жасай білу;
- металдан әртүрлі бұйымдар жасай білу:игеру керек:- қолданбалы есептерді шешу;- материал түрін анықтау, одан жасалатын бұйымдарды жобалау;- әр талаптарға байланысты материалдарды таңдау және өндеукәсіби қызмет ету саласында құзыретті болу керек.
5 Тақырыптық жоспар
6. Зертханалық сабақтарының мазмұны1 тақырып: Конструкциялық материалдармен танысу. МеталдарЖоспар I Қара металдарII БолатI Қазіргі өндіріс пен техниканың негізгі материалдарының бірі - металл. Металдар
негізінен қара және түсті металдар болып екі топқа бөлінеді.Қара металдар тобына шойын мен болат жатады. Олар темір мен көміртегінің
коспасынан алынады. Адамның өмірінде темір үлкен қызмет атқарады. Ол дүние жүзінде өтекөп тараған. Табиғатта темір таза күйінде кездеспейді. Ол оттегімен қосылып, тотығады да,темір кеніне (табиғи шикізат) айна лады. Адам баласы б.з.б. 1-мыңжылдықта табиғи шикізаттантемірді көп мөлшерде айырып ала білген. Сондықтан «темір ғасыры» деген үғым пайда болған.
Темір таза күйінде кездеспейтіндіктен, ол корытпа күйінде көп пайдаланылады. Қараметалдар корытпа күйінде ғана кол-данылады. Қорытпа күрамында әр түрлі элементтеркездеседі. Кейбір химиялық элементтер темірдің қүрамында табиғи түрде кездессе,кейбіреулерін арнайы қосады. Мүндай арнайы қосы-лған химиялық элементтер темірдіңкасиеттерін өзгертеді. Аз ғана косылған кейбір химиялық элементтер темірдің катты-лығы менжоғары температураға төзімділігін арттырады.
II Темір қорытпасының ең негізгі компоненті — көміртегі. Егер темір қорытпадакөміртегі аз болса, мысалы, ол 0,04%-дан кем болса, онда ол өзінің физикалық қасиетінсақтайды, яғни жүмсак әрі иілгіш келеді. Көміртегі көбейген сайын темірдің қаттылығы артып,иілгіштігі кеми түседі.
Қapa металдың ең қөп тараған түріне болат пен шойын жатады. Құрамындағы көміртегі2%-дан аспайтын, баска табиғи немесе арнайы қосылатын қоспа элементтері (марганец,кремний, хром, натрий, молибден т.б.) бар темір қорытпасын болат деп атайды. Болат - машина
№ Тақырыптар атауы
Аудиторияда оқитын сабақсандары мен түрлері
СӨЖ
дәрістер
Тәжірибе(семинар)сабақтар
Зертханалықжәне дербессабақтар
Барлығы
ОныңқұрамындағыСОӨЖ
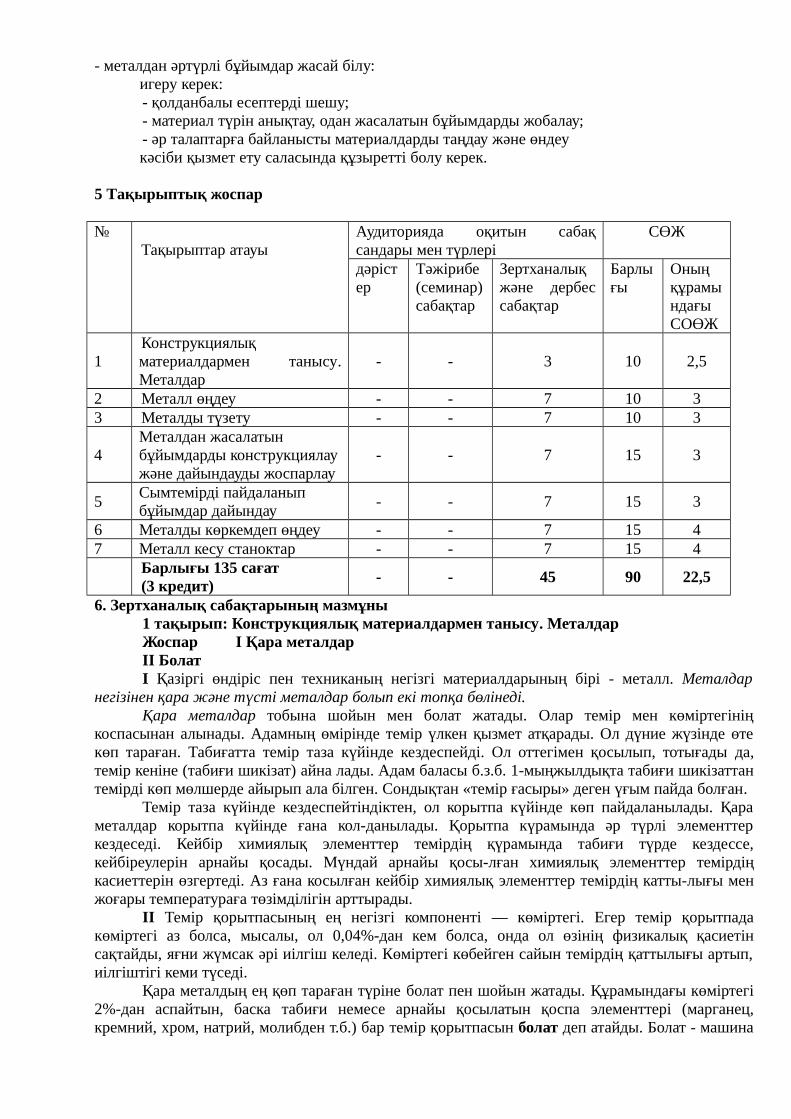
1Конструкциялықматериалдармен танысу.Металдар
- - 3 10 2,5
2 Металл өңдеу - - 7 10 33 Металды түзету - - 7 10 3
4Металдан жасалатын бұйымдарды конструкциялаужәне дайындауды жоспарлау
- - 7 15 3
5Сымтемірді пайдаланып бұйымдар дайындау
- - 7 15 3
6 Металды көркемдеп өңдеу - - 7 15 47 Металл кесу станоктар - - 7 15 4
Барлығы 135 сағат(3 кредит)
- - 45 90 22,5
жасау өнеркәсібінде қолданылатын негізгі металл. Сондықтан зауыттар болаттын көптегентүрлерін жасап шығарады: табақты, жолақты, дөңгелек (шыбық секілді), төртбұрышты, қырлыт.б.
Болат түрлеріI Құрылыс болатыII Түсті металдарI Пайдаланылуы жөнінен болат мынадай түрлерге бөлінеді:1 Құрылыс болаты. Оған қыздырып еңдеуді қажет етпейтін, жақсы пісірілетін болаттар
жатады. Ол көпірлерді, ғимараттарды, гидротехникалық құрылғыларды салуда қолданылады. 2.Конструкциялық болат. Ол көбінесе машина жасау өнеркәсібінде қолданылады.Машиналардың көптеген болшектері болаттың осы түрінен жасалады. 3. Құрал-саймандықболат. 4. Арнайы мақсаттагы болат т.б.
Құрамындағы көміртегі 2%-дан асатын темір қорытпасын шойын деп атайды. Ол 0аттыжәне морт келеді. Шойынның құрамында көміртегіден басқа табиғи немесе арнайы қосылатынқоспалар: марганец, кремний, хром, никель, күкірт, фосфор т.б. кездеседі. Шойын мортболғандыктан, ол қысым арқылы өңдеуге, пісіруге келмейді.
Шойынның құюға лайыкты қасиеттері жаксы болғандыктан, ол машина жасауөнеркәсібінде кеңінен қолданылады. Одан станоктардың табанын, қозғалтқыштардыңшығырын, жылыту радиаторларын, массасы жоғары құймалар жасайды.
Шойынды темір рудасынан қорытып алады. Жер қойнауында жатқан темір кендеріненшойынды балқыту арқылы қорытады. Республикамыздың Қостанай, Жезқазған, Теміртау,Маңғыстау өңірлерінде темір рудалары өндіріледі.
Темір кені жер бетіне жақын жатса, оны ашык карьерлерде өндіреді. Дегенмен кенкөбінесе жердің терең қабатында орналасады, оны алу үшін арнайы кеніштер дайындалады.Алынған руданы зауытқа жеткізіп, үлкен домна пештерінде одан шойын қорытады. Кендібалқытудан бұрын оны арнайы фабрикаларда қосымша қоспалардан (күкірт, топырақ т.б.)тазартады. Сөйтіп конвертор мен мартен пештерінде шойынды балқыту арқылы болат алынады.
II Түсті металдар да техника мен өнеркәсіпте кеңінен пайдаланылады. Олардыңқатарына: алюминий, мыс, мырыш, корғасын т.б. металдар жатады. Машина жасауөнеркәсібінде түсті металдар таза күйінде қолданылмайды, себебі олардың беріктігі шамалы әріолар жүмсақ келеді. Сондыктан іс жүзінде таза металдардың өр түрлі қорытпасы қолданылады.Демек түсті металдар дегенде, олардың таза күйін емес, қорытпасын түсінуіміз керек. Бұларқара металдарға карағанда біршама қымбат әрі жеңіл, үйкеліске төзімді, тоттанбайды.
Машина жасау өнеркәсібінде мыстың екі түрлі қорытпасы қолданылады. Олар - жез бенқола. Мыс пен мырыштың қорытпасын жез деп атайды. Олардың құрамындағы мырыштыңмөлшері 50%-ға дейін жетуі мүмкін. Жез өте берік болады және тоттанбайды. Сондықтанөнеркәсіпте жез кеңінен пайдаланылады. Жезден түтіктер, гильзалар, өткізгіштер, түрліаспаптар (әсіресе электр аспаптары) жасап шығарылады. Баббиттер - қалайы мен қорғасынэлементтерінің негізінде мыс, кадмий, никель, натрий т.б. элементтер қосылып корытылған,үйкеліске берік қорытпалар. Олар қысымға төзімді, оңай өңделеді. Сондықтан оларды сапалықатты заттардың бетін қаптау үшін қолданады. Баббиттер күрделі турбина, турбокомпрессорайгөлектерін жасау үшін пайдаланылады.
Металдардың қасиеттері I Металдардың қасиеттеріII Қасиеттердің сипаттамалар I Металдардың физикалық, химиялық және механикалық қасиеттері бар. Физикалық
касиеттеріне олардың түр-түсі, балқу температурасы, жылу мен электр өткізгіштігі, жылудыңәсерінен ұлғаюы т.б. жатады. Механикалық касиеттеріне олардың каттылығы, серпімділігі,беріктігі, иілгіштігі, түт-қырлығы т.б. касиеттері жатады. Металдардың химиялық касиеттерініңбірі - тоттануға қарсылығы.
II Аталған қасиеттердің кейбір сипаттамасына тоқталып өтейік.1. Балқу температурасы. Металдардың балқу температурасы деп олардың қатты
күйден сүйық күйге өту кезіндегі температурасын айтады.
2. Жылу өткізгіштік - металдардың өздерінен жылуды өткізу қасиеті. Металдарқалай тез қызса, жылу өткізгіштігі соғұрлым жоғары болады.
3. Жылудан ұлгаю қасиеті - қыздыру барысында металдардың өз көлемін өзгертуі,басқаша айтканда үлғаюы.
4 Беріктік — металдардың механикалық күштерге қарсыласуы, өздеріне түскенкүштердің әсерінен сынбауы
5 Қаттылық - металдардың өздеріне қатты заттың түсірген әсеріне қарсы төзімділігі.Металдардың қаттылығын білу үшін шағын тәжірибе жасап көруге болады. Болат пластинағакернерді қойып, оны балғамен ұрсаңдар, онда ойық пайда болады. Енді осы операциянықорғасын пластинасына жасап көріңдер. Қай металдың қатты екенін анықтаңдар.
6. Металдардың серпімділік қасиеті оларға түскен күш тоқтаған соң өздерінің алғашқықалпына келуін білдіреді.
7. Тоттануга қарсылық дегеніміз - металдардың коррозияға қарсы шыдамдылығынкөрсетуі. Металдар негізінде ылғалдың т.б. факторлардың әсерінен тоттанады.
2 тақырып: Металл өңдеуЖоспар I Металл кесуII ҚыспақI Сендер жұқа металдарды, қаңылтырды қайшымен кесіп үйрендіңдер, ал сым темірлерді
қысқашпен қидыңдар. Мектеп шеберханасында балға мен шапқыны пайдаланып, металдыңтүрлерін өңдеуді үйренесіңдер. Мұндай жүмысты металл кесу деп атайды.
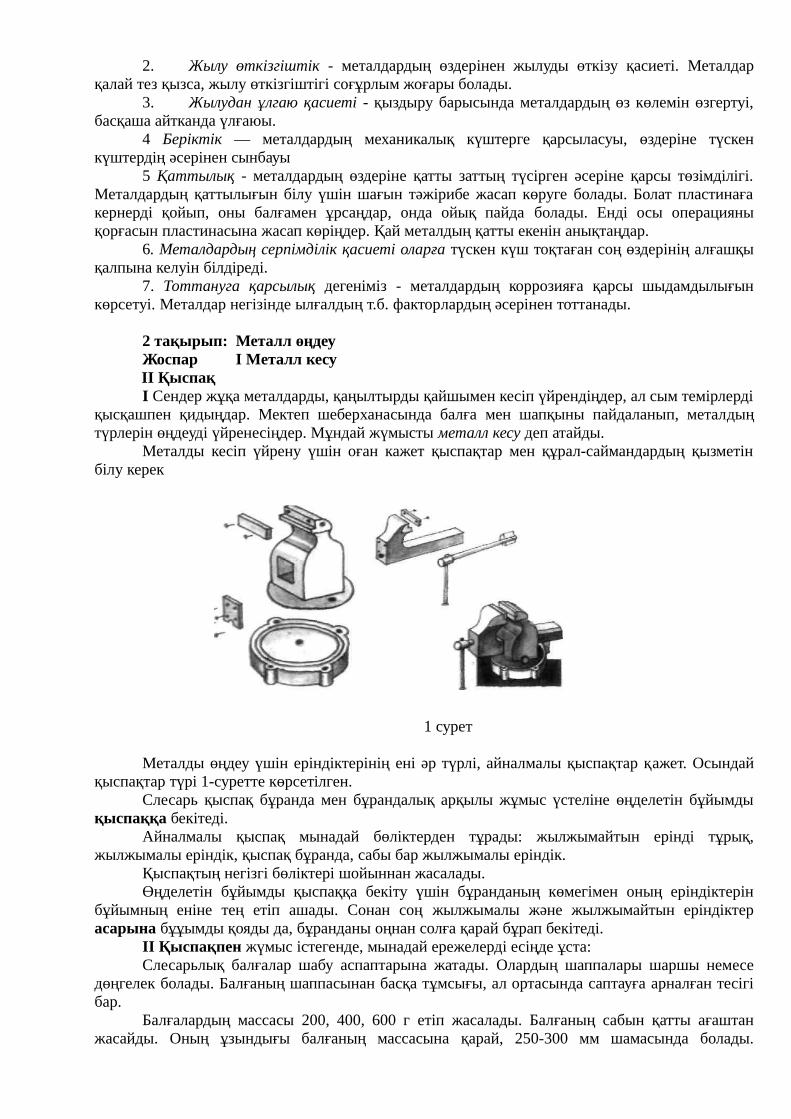
Металды кесіп үйрену үшін оған кажет қыспақтар мен құрал-саймандардың қызметінбілу керек
1 сурет
Металды өңдеу үшін еріндіктерінің ені әр түрлі, айналмалы қыспақтар қажет. Осындайқыспақтар түрі 1-суретте көрсетілген.
Слесарь қыспақ бұранда мен бұрандалық арқылы жұмыс үстеліне өңделетін бұйымдықыспаққа бекітеді.
Айналмалы қыспақ мынадай бөліктерден тұрады: жылжымайтын ерінді тұрық,жылжымалы еріндік, қыспақ бұранда, сабы бар жылжымалы еріндік.
Қыспақтың негізгі бөліктері шойыннан жасалады.Өңделетін бұйымды қыспаққа бекіту үшін бұранданың көмегімен оның еріндіктерін
бұйымның еніне тең етіп ашады. Сонан соң жылжымалы және жылжымайтын еріндіктерасарына бұұымды қояды да, бұранданы оңнан солға қарай бұрап бекітеді.
II Қыспақпен жүмыс істегенде, мынадай ережелерді есіңде ұста:Слесарьлық балғалар шабу аспаптарына жатады. Олардың шаппалары шаршы немесе
дөңгелек болады. Балғаның шаппасынан басқа тұмсығы, ал ортасында саптауға арналған тесігібар.
Балғалардың массасы 200, 400, 600 г етіп жасалады. Балғаның сабын қатты ағаштанжасайды. Оның ұзындығы балғаның массасына қарай, 250-300 мм шамасында болады.
Шабудың негізгі құралын шапқы деп атайды. Ол жұмыс бөлігінен, орта және бас бөліктердентұрады. Балға сапта берік тұруы үшін сынамен бекітіледі.
Металды шабу (кесу) әдісіI Металл кесуII Металдың бетін егеу I Болат бұйымды қыспаққа бекіткенде, оның кесілетін жері қыспақ еріндіктерінен 2-3 мм
жоғары шығып түруы керек (2-суретке қараңдар). Еріндіктерге қысылған бүйымның кесілетінжеріне шапқының жүзін қояды. Оң қолмен балғаның сабын суреттегідей етіп ұстап, шапқыныңбас жағынан балғамен соғады. Балғамен соққанда, бойыңды еңкейтпей түзу ұста, аяқтарыңдыбір-бірінен сәл алшақ қой. Сонда соғу күшті әрі тузу болады.
Бұйымды дұрыс кесу үшін және жарақат алмау үшін, оны шапқан кезде балғаға емес,шапқының жұмыс бөлігіне қара. Оның бас бөлігін екі рет ұрмай, бір ұрғанда кесетіндей етіпкүш жұмса. Соғу күші шабылатын металдың қалыңдығына байланысты. Ол қаншама қалыңболса, соғу күші соншама көп болуы қажет.
II Металдың бетін егеуМашина бөлшектерінің алғашқы дайындамаларын жасағанда, оның беті тегіс болмайды.
Сондықтан бөлшектердің бетін тазалап, белгіленген өлшемді алу үшін, егеу жұмыстарыжүргізіледі. Егеу жүмыстары станок арқылы немесе қолмен орындалады.
2-сурет
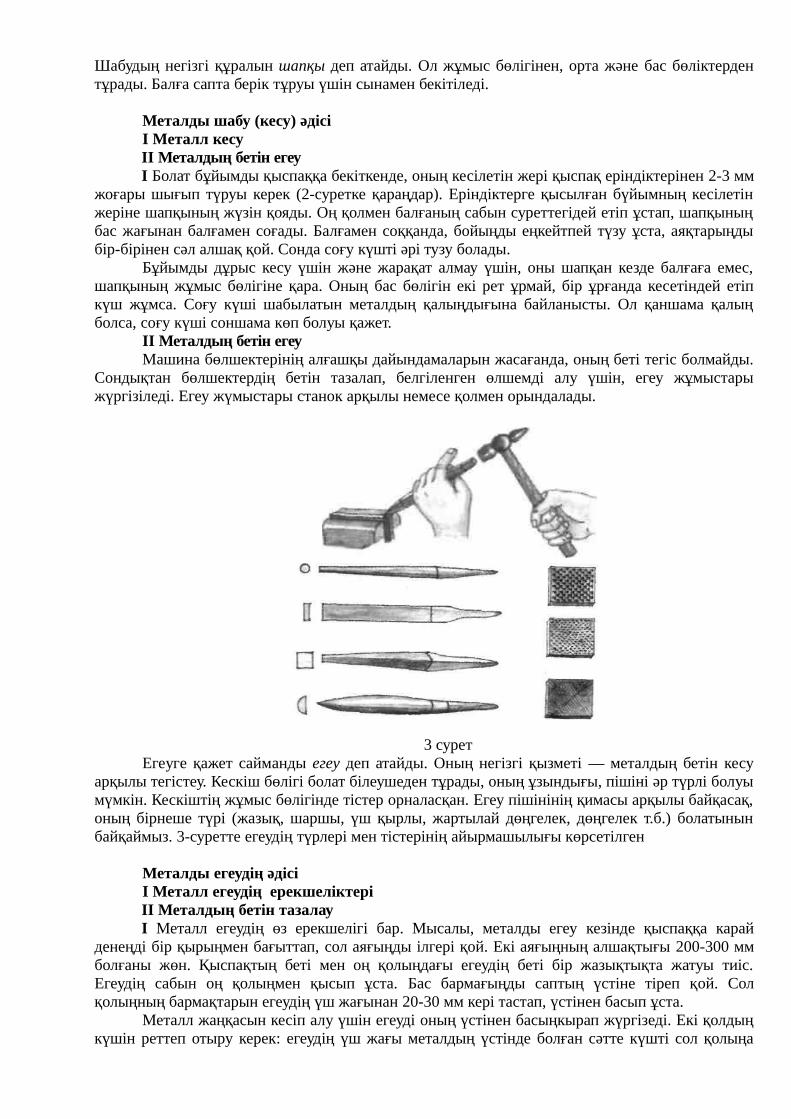
3 суретЕгеyгe қажет сайманды егеу деп атайды. Оның негізгі қызметі — металдың бетін кесу
арқылы тегістеу. Кескіш бөлігі болат білеушеден тұрады, оның ұзындығы, пішіні әр түрлі болуымүмкін. Кескіштің жұмыс бөлігінде тістер орналасқан. Егеу пішінінің қимасы арқылы байқасақ,оның бірнеше түрі (жазық, шаршы, үш қырлы, жартылай дөңгелек, дөңгелек т.б.) болатынынбайқаймыз. 3-суретте егеудің түрлері мен тістерінің айырмашылығы көрсетілген
Металды егеудің әдісіI Металл егеудің ерекшеліктеріII Металдың бетін тазалауI Металл егеудің өз ерекшелігі бар. Мысалы, металды егеу кезінде қыспаққа карай
денеңді бір қырыңмен бағыттап, сол аяғыңды ілгері қой. Екі аяғыңның алшақтығы 200-300 ммболғаны жөн. Қыспақтың беті мен оң қолыңдағы егеудің беті бір жазықтықта жатуы тиіс.Егеудің сабын оң қолыңмен қысып ұста. Бас бармағыңды саптың үстіне тіреп қой. Солқолыңның бармақтарын егеудің үш жағынан 20-30 мм кері тастап, үстінен басып ұста.
Металл жаңқасын кесіп алу үшін егеуді оның үстінен басыңкырап жүргізеді. Екі қолдыңкүшін реттеп отыру керек: егеудің үш жағы металдың үстінде болған сәтте күшті сол қолыңа
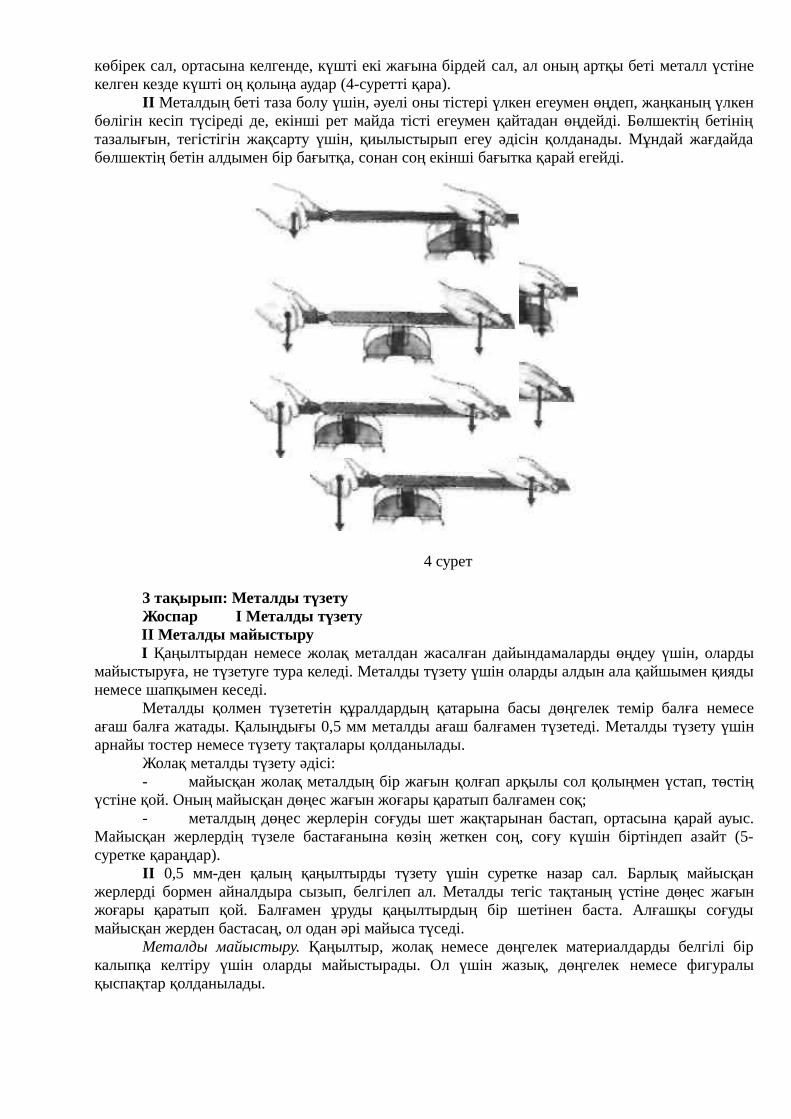
көбірек сал, ортасына келгенде, күшті екі жағына бірдей сал, ал оның артқы беті металл үстінекелген кезде күшті оң қолыңа аудар (4-суретті қара).
II Металдың беті таза болу үшін, әуелі оны тістері үлкен егеумен өңдеп, жаңканың үлкенбөлігін кесіп түсіреді де, екінші рет майда тісті егеумен қайтадан өңдейді. Бөлшектің бетініңтазалығын, тегістігін жақсарту үшін, қиылыстырып егеу әдісін қолданады. Мұндай жағдайдабөлшектің бетін алдымен бір бағытқа, сонан соң екінші бағытка қарай егейді.
4 сурет
3 тақырып: Металды түзету Жоспар I Металды түзетуII Металды майыстыру I Қаңылтырдан немесе жолақ металдан жасалған дайындамаларды өңдеу үшін, оларды
майыстыруға, не түзетуге тура келеді. Металды түзету үшін оларды алдын ала қайшымен қиядынемесе шапқымен кеседі.
Металды қолмен түзететін құралдардың қатарына басы дөңгелек темір балға немесеағаш балға жатады. Қалыңдығы 0,5 мм металды ағаш балғамен түзетеді. Металды түзету үшінарнайы тостер немесе түзету тақталары қолданылады.
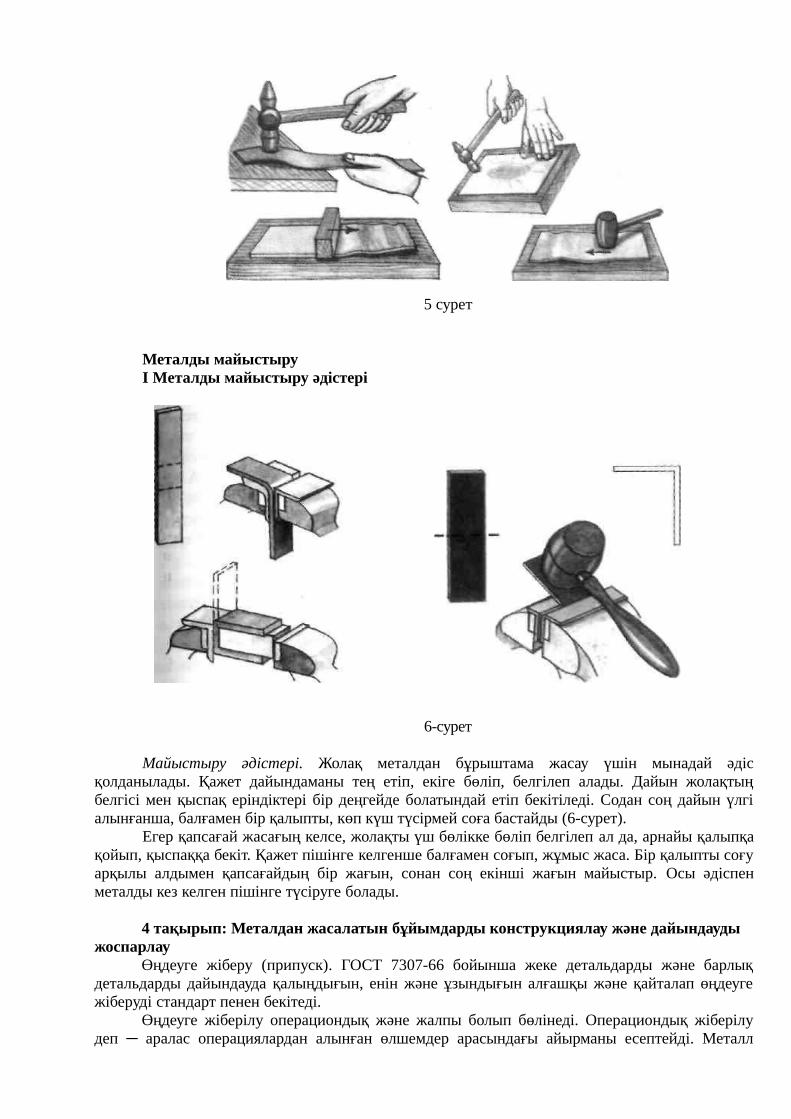
Жолақ металды түзету әдісі:- майысқан жолақ металдың бір жағын қолғап арқылы сол қолыңмен үстап, төстің
үстіне қой. Оның майысқан дөңес жағын жоғары қаратып балғамен соқ;- металдың дөңес жерлерін соғуды шет жақтарынан бастап, ортасына қарай ауыс.
Майысқан жерлердің түзеле бастағанына көзің жеткен соң, соғу күшін біртіндеп азайт (5-суретке қараңдар).
II 0,5 мм-ден қалың қаңылтырды түзету үшін суретке назар сал. Барлық майысқанжерлерді бормен айналдыра сызып, белгілеп ал. Металды тегіс тақтаның үстіне дөңес жағынжоғары қаратып қой. Балғамен ұруды қаңылтырдың бір шетінен баста. Алғашқы соғудымайысқан жерден бастасаң, ол одан әрі майыса түседі.
Металды майыстыру. Қаңылтыр, жолақ немесе дөңгелек материалдарды белгілі біркалыпқа келтіру үшін оларды майыстырады. Ол үшін жазық, дөңгелек немесе фигуралықыспақтар қолданылады.
5 сурет
Металды майыстыруI Металды майыстыру әдістері
6-сурет
Майыстыру әдістері. Жолақ металдан бұрыштама жасау үшін мынадай әдісқолданылады. Қажет дайындаманы тең етіп, екіге бөліп, белгілеп алады. Дайын жолақтыңбелгісі мен қыспақ еріндіктері бір деңгейде болатындай етіп бекітіледі. Содан соң дайын үлгіалынғанша, балғамен бір қалыпты, көп күш түсірмей соға бастайды (6-сурет).
Егер қапсағай жасағың келсе, жолақты үш бөлікке бөліп белгілеп ал да, арнайы қалыпқақойып, қыспаққа бекіт. Қажет пішінге келгенше балғамен соғып, жұмыс жаса. Бір қалыпты соғуарқылы алдымен қапсағайдың бір жағын, сонан соң екінші жағын майыстыр. Осы әдіспенметалды кез келген пішінге түсіруге болады.
4 тақырып: Металдан жасалатын бұйымдарды конструкциялау және дайындауды жоспарлау
Өңдеуге жіберу (припуск). ГОСТ 7307-66 бойынша жеке детальдарды және барлықдетальдарды дайындауда қалыңдығын, енін және ұзындығын алғашқы және қайталап өңдеугежіберуді стандарт пенен бекітеді.
Өңдеуге жіберілу операциондық және жалпы болып бөлінеді. Операциондық жіберілудеп ─ аралас операциялардан алынған өлшемдер арасындағы айырманы есептейді. Металл

өңдеуге дәлдік шегі және отырғызу жүйесін ГОСТ бөлімі реттейді. Бұл жүйеде тесіктердіңдәлдік шегі аралығы барлық отырғызу үшін тұрақты болып қалады, ал әр түрлі отырғызулардыалу үшін валдың дәлдік шегі аралығы заңы өзгереді. Бұл жүйе тесік жүйесі деп аталады.Детальдің сызба менен берілген өлшемі және формасы болуы керек. Сызбада белгіленгендеталь өлшемдері номиналь деп аталады. Дайындаманы өңдеуден өткізгеннен кейінгі алынғаннақты өлшемдерді өлшеу арқылы анықтайды. Олардың номиналь өлшемнен айырмашылығыдәлдік шегі ауытқуы аралығында болуы керек. Номиналь өлшемдерден нақты өлшемдердіңдәлдік шегі ауытқуларының шамасы шектік ауытқу делінеді. Оларды қолдана отырып,детальдің дәлдік шегі өлшемдерінің ең үлкен және ең кіші мәндерін анықтайды. Шектікөлшемдердің ең үлкен және ең кіші мәндерінің айырмасы дәлдік шегі деп аталады. Жинақтаукезінде бір деталь екіншісінің ішіне кіруі мүмкін, онда жалғасатын бөліктердің өлшемдеріжанасатын деп аталады. Детальдардың жанаспайтын өлшемдері еркін деп аталады. Жинақталукезінде детальдар қозғалатын және қозғалмайтын болып бірігуі мүмкін. Қозғалатын бірігуде бірдетальдің екіншісіне қатысты бірігудегі орын ауыстырудың белгіленген дәрежесі болу керек.Конструкциялау деп − заттың бейнесін құрастыру процесі түсініледі, оның конструкциясын көзалдымызға елестетіп, соңында жұмыс сызбалары орындалады. Конструкциялау − құрылымдау,бірдеңенің құрылымын жасау, құрастыру. Техникада конструкция деп мынадай нәрселеранықталған құрылғы айтылады: бөліктердің және элементтердің өзара орналасуы, олардыңбірігу тәсілдері және олардың өзара әсер сипаты, сондай-ақ жеке детальдар дайындалуы қажетматериал. Басқаша сөзбен айтқанда, конструкция − құрылғының және машина жұмысының,құрылғыларды құрал-сайманның және т.б. схемасы.
Жаңа конструкция жасаудың жалпы алгоритміКонструкция жасаудың жалпы қажеттігі мынадай жағдайларда туындайды:1. Қолданылып жүрген конструкцияларды жетілдіру.2. Жаңа конструкция ойлап табу.Кез келген машина, агригат, механизм өз міндетін атқара отырып, ұдайы жетілдіріп
отырады. Мысалы, өткен ғасырды 20–жылдары ауыл шаруашылығы саласында қол еңбегікеңінен қолданып келеді. Шарадан жер жырту үшін соқаны пайдаланады және оған ат, өгізжекті. Ал 50– жылдары қуатты тракторлармен көптеген ауыл шаруашылық машиналарыдүниеге келді. Осы аралықта және одан кейінгі уақытта ірі конструкцияларда бастап қарапайымжұмысшыларға дейін көптеген жаңалықтар аша бастады. Әрине, бұларды біз адамзаттың дамутарихындағы заңдылық деп қарауымыз керек.
Қолданылып жүрген конструкцияларды жетілдіруде, жаңа конструкциялар жасаудақандай факторларға сүйену керек деген сұраққа былайша жауап берген жөн.
Қолданылып жүрген конструкциялар: – конструкция тетіктері мезгілінен бұрын істен шығатын болса; – тетіктердің материалы техникалық талапқа сай болмаса;– жөндеу жұмыстар қиындай түссе;– конструкцияны қолдану немесе әрі қарай пайдалану тиімсіз болса;– адам еңбегі ауыр күйінде қалатын болса;– қоршаған ортаға зиян келтірсе және т.б. жағдайларды жетілдіру қажет.Жаңа конструкцияны ойлап табу үшін:– конструкцияның қажеттілігін дәлелдеу;– өлшемдерін анықтау және мемлекеттік стандартқа сәйкестендіру;– Жаңа конструкцияның өндіріс өнімділігі мен өнім сапасының жоғары болуын
қамтамасыз ету;– Жаңа конструкция қызметінің қауіпсіз, қоршаған ортаға зиянсыз болуын ескеру;– Жобалау мекемелерімен келісіп, жұмы сызбаларын орындау;– Зауыт жағдайында конструкцияның тәжірбиелі данасын жасату;– Жұмыс режимінде сынақтан өткізу;– Қоғамдығ пікір жинау және мамандардың ұсыныстарын берлесе талқылау;– өндірістік конструкциялар шығару және оларды жүзеге асыру;– Жаңалық авторы мемлекеттік лицензия алуға құқұқты және мемлекет тарапынан
осындай жаңалықты заңдастыру бағытында қызметтер жасалады.
Зертханалық жұмыстың жүргізу тәртібі мен әдістемесі:1. Бұйымның есептеу схемасы құрылады, ол схемада бұйым конструкциясы максималь
қысқартылған болады; 2. Детальға әсер ететін жүктеме шамасын анықтайды; 3. Детальдің қажетті өлшемдерін есептейді; 4. Бұйымның жалпы түрін сызады; 5. Жалпы түрді детальдайды, яғни әрбір детальдің формасын, өлшемін, материалын
анықтайды, детальдің дәлдік шегі өлшемдері, беттің кедір-бұдырлығы және арнайы техникалықталаптар көрсетілген жұмыс сызбасы құрастырылады;
6. тексеру есептеулері орындалады.Бұйымды жобалау процесі үш кезеңнен тұрады. Жобалаудың бірінші кезеңі − эскиздік
жобаны құрастыру. Бұл кезеңде алдын ала есептеу жүргізіледі, бұйымды дайындау тәсілдерітаңдалады, жеке түйіндер сызылады, олардың орналасуы және бұйымның жалпы компоновкасыбелгіленеді. Осы жұмыс кезінде эскиздік жобаның сызбасы деп аталатын сызба орындалады.Олар болашақ бұйым жайында жалпы елестетулер береді және техникалық жобаның сызбасынқұрастыруға арналады.
Жобаның екінші кезеңі техникалық жобаны құрастыру. Техникалық жобаның сызбасыбұйымның негізгі конструктивтік құрылғысын анықтайды және жұмыс сызбаларынқұрастыруға арналады. Онда есептеу берілгендері келтіріліп, бұйымның технико-экономикалықкӛрсеткіштері келтіріледі.
Үшінші кезең − жұмыс жобалауы, яғни детальдің жұмыс сызбаларын және жұмысжинақталу сызбаларын құрастыру. Мұнда ең соңғы рет детальдің конструктивтік формасын,детальдің өлшемдерін және дайындауға қойылатын техникалық талаптар бекітіледі. Бұйымдыконструкциялау үшін материалдың қасиеті, өңдеу, жинақтау және әдемілеу операцияларыжайында білім, детальдардың өзара бірігу тәсілдері жайында білім қажет. Жинақтау кезіндебіріктірілетін детальдар өзара жеке беттермен жанасады. Ол жанасатын деп аталады. Қалғанбеттер жанаспайтын деп аталады. Осы беттердің өлшемдері жанасатын немесе жанаспайтынөлшемдер деп аталады.
Кедір-бұдырлылық. Детальдерді конструкциялау процесі кезінде осы детальдардыңбетінің сапасына қойылатын талаптарды да анықтау қажет. Бұдан сыртқы түр ғана емес, сондай-ақ детальдардың беріктілігі, олардың тозуға қарсыласуы және т.б. нәрселер тәуелді. Жұмысшартына тәуелді және детальдардың беттерінің кейбір басқа да факторларына тәуелді кедір-бұдырлылық әр түрлі дәрежеде өңделеді. Металды кез келген өңдеу әдісінде деталь беті идеалтегіс болмайды, барлық уақытта біртегістік емес сақталып қалады, бұл гребешка деп аталады.
Бақылау сұрақтары мен зертханалық жұмысқа дайындау тапсырмалары:1. Металдан жасалатын бұйымдарды конструкциялау тәсілдері2. Металдан жасалатын бұйымдарды жоспарлау кезеңдері
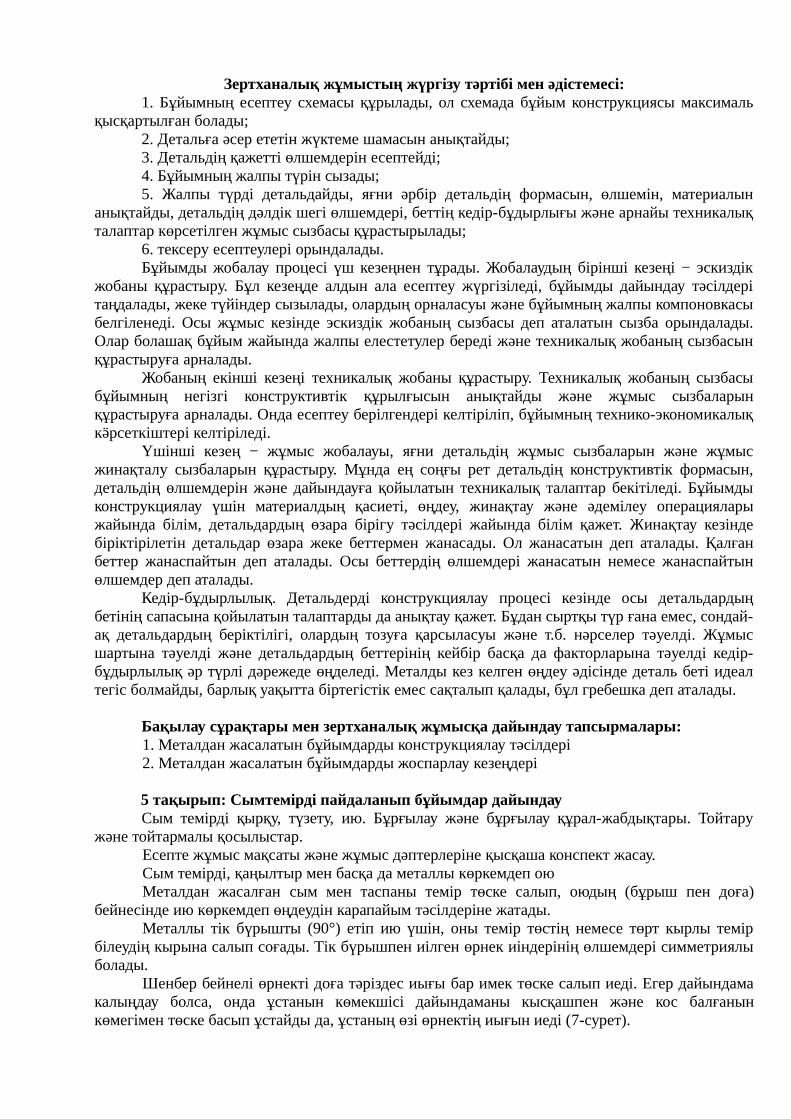
5 тақырып: Сымтемірді пайдаланып бұйымдар дайындауСым темірді қырқу, түзету, ию. Бұрғылау және бұрғылау құрал-жабдықтары. Тойтару
және тойтармалы қосылыстар.Есепте жұмыс мақсаты және жұмыс дәптерлеріне қысқаша конспект жасау. Сым темірді, қаңылтыр мен басқа да металлы көркемдеп оюМеталдан жасалған сым мен таспаны темір төске салып, оюдың (бұрыш пен доға)
бейнесінде ию көркемдеп өңдеудін карапайым тәсілдеріне жатады.Металлы тік бүрышты (90°) етіп ию үшін, оны темір төстің немесе төрт кырлы темір
білеудің кырына салып соғады. Тік бүрышпен иілген өрнек иіндерінің өлшемдері симметриялыболады.
Шенбер бейнелі өрнекті доға тәріздес иығы бар имек төске салып иеді. Егер дайындамакалыңдау болса, онда ұстанын көмекшісі дайындаманы кысқашпен және кос балғанынкөмегімен төске басып ұстайды да, ұстаның өзі өрнектің иығын иеді (7-сурет).
7-сурет
Қарапайым заттың бір бөлшегін жасау күрделі бедер салып көркемдеумен жалғасады.Қарапайым затты көркемдеу барысында ұста өзінің калауынша белгілі бір бейнеге келтіріпөрнек салады. Ал күрделі затты жасау ушін алдымен сол зат-тың үлгісін жасап, оны жұмысбіткенше үлгімен салысты-рып отырады.
Шеберлер орындалатын жұмыс пен салынатын өрнек бедерінің көлеміне немесетереңдігіне карай калыңдығы 0,4-1мм мыс, жез, алюминий канылтырларын таңдап алады.Өрнек салынатын каңылтыр қатаң болса, не жезден жа-салса, онда оны өрнек салар алдындаотқа кыздырып жасытады. Қаңылтырдың бетін суға 10% күкірт кышкылы аралас-тьірылранкоспамен тазалап, сүртіп кептіреді.
Қаңылтырдың бетіне салынатын өрнек жеңіл болса және өрнек жактаулары онша биікболмаса, бедерлеу жұмысын Қальіңдыгы 5-10 мм резеңке төсеніштің үстінде немесеқалыңдығыІ 20-30 мм етіп күм салынған төртбүрышты брезент қапшыктың үстіне койыпжүргізеді.
Сымның қасиеттері жөніндегі деректер
Бақылау сұрақтары мен зертханалық жұмысқа дайындау тапсырмалары:1. Металдан жасалатын бұйымдарды конструкциялау тәсілдері2. Металдан жасалатын бұйымдарды жоспарлау кезеңдері
6 тақырып: Металды көркемдеп өңдеу. Жұқа қаңылтырды ою өрнектеп басып, әрлендіру.Халық шеберлері темірді, күмісті, ал-тынды және олардың қоспаларын көр-кемдеп өңдеу
әдісін ерте кезден-ақ білген. Бертін келе олардың технологиясын же-тілдіріп, тамаша бүйымдар

жасаған. Мы-салы, темірді бедерлеп күю мен өрнектеу-дің озық үлгісіне Ңожа Ахмет Йасауикесенесіндегі Тайқазан, алтыннан бедерлеп жасалған Алтын адам, республикамыз-дың тарихи-өлкетану мүражайларындағы зергерлік бүйым-дар жатады. Болат темірден жасалған қару-жарақтар, те-мірден жасалған үй мүліктерін күміспен батырмалап өрнек-теу, жүкақаңылтырдың бетін бедерлеп көркемдеу жұмыста-ры - осындай еңбектің жемісі.
Халқымыз ағаш пен темір өңдейтін қолы епті адамды үста дейді. Темір өңдейтін үстаарнаулы шеберханада жұмыс істейді. Оны үстахана немесе дүкен деп атайды. Ал әсемдікбүйымдарын: білезік, жүзік, алқа, сырға т.б. жасайтын піеберді зергер деп атайды. Зергер -темір мен қүнды металлы және олардың қоспаларын көркемдеп өңдеуші. Халық үста мензергерді ісмер дейді. Ісмердің қолынан шыккан бүйымдар, туындылар халық мәдениетініңдамуына, көркем-дік талғамының жетіле түсуіне зор ықпал етеді.
8-сурет
Ісмерлер затты көркемдеу үшін, арнаулы болаттан жасал-ған шагын қүралдардыпайдаланады, олардың үшында өрнек ізін салатын өткір бедері бар. Мұндай күралды шапқыдейді. Шапқымен із салу, сызу, бедерлеу тәсілдерін орындаған. Соңғы жылдары темірдікөркемдеп, одан әсем әпіекей заттар жасау сәулет өнерінде кеңінен қолданылып жүр. Уақытөткен сайын халық шеберлері металлы көркемдеп өңдеу технологиясын жетілдіріп келеді.
Темір үсталары металдың бетіне бедерлеп өрнек салу үшін слесарьлық күралдарменқатар, шынайы бедер салатын шапқыларды да пайдаланады. Олар арнайы болаттан жасалады(42-суретті кара). Шапқының өлшемі әр түрлі. Жиі кездесетін шапқылардың ұзындығы 120-150мм, жуандығы 2-20 мм аралығында болады. Темір үсталары-на Қарағанда зергердің қүрал-саймандары кішілеу келеді. Мұндай қүралдар жұмыс істеуге де, шебердің өзімен бірге алыпжүруіне де ыңғайлы. Оларды бедерлегіш ңүрал-саймандар деп атайды.
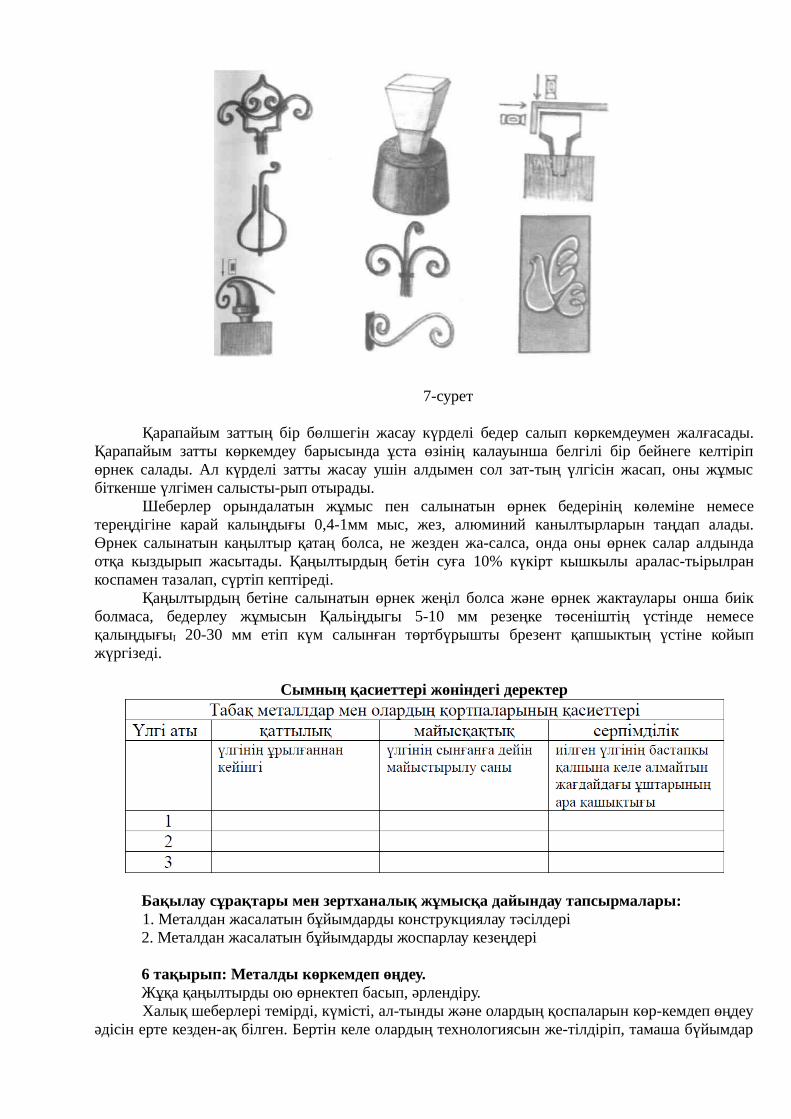
43-суретте көрсетілген бедерлегіштер темірден немесе ағащтан жасалады. Ал 8-суреттетемір бедерлеудің балғалары мен шапқылары, 9-суретте бедерленген бүйым үлгілерікөрсетілген.
Қаңылтырдың бетіне бедер салу мен сым темірді көркемдеп өңдеудің өзіндікерекшеліктері бар. Бедер салу жұмысы, негізінен, қаңылтырдың бетіне жүргізіледі. Бүйымныңбетін нуктемен, сызыкпен бедерлеу тәсілдері дәл әрі алуан турлі болып келеді. Мұнда сызықпенбедерлеу, нуктемен көлеңке беру әдістері көп қолданылады.
9 Cypeт
7 тақырып: Металл кесу станоктарМеталл кесу станогының кинематикалық сұлбасыМеталл кесу станоктары болашақ тетiк дайындамаларын, сол тетiк сызбасындағы
көрсетiлген өлшемдер дәлдiгiне, бет тазалығы талаптарына сәйкес етiп өңдеу үшiнқолданылады.
Құйма немесе қалыпталға дайындамалардың сырт пiшiнi болашақ тетiкке ұқсасболғанымен оның сыртқы, iшкi беттерiнде және жиектерiнде "әдіп"деп аталатын металл қабатыболады. Сол металл қабаты металл кескiш аспаптар жәрдемiмен сылынып алынады. Ондайқабаттар сылынғанда жоңқа түзiледi. Осындай технологиялық процестер металл кесустаноктарында орындалады.
Машина тетiктерiнiң құрылысына және материалдардың өнделу қасиеттерiнебайланысты тетiктердi өңдеу де әр түрлi металл кесу станоктарында (қазiргi кезде қолданыстастаноктың 111 түрi бар) орындалады.
Металл кесу станоктары сипаттарына қарай былай жiктеледi:— тетiктiң өңдеу дәлдiгi (дәл, дәлдiгi жоғары, дәлдiгi өте жоғары);— қолданылуы (токарьлық, фрезерлеу, бұрғылау, сүргiлеу, қашау, тiстiлi өңдеу, ажарлау,
т.б.);— конструкциясы (көлденеңiнен, тiгiнен, қиғаш, бiрайналдырықты, көпайналдырықты;— автоматтандырылу деңгейi (автоматты, жартылай автоматты, санды бағдарламалы

басқарылатын, автоматты тiзбек және т.б.);— салмағы (қалыпты 10 т-га дейiн, iрi 10—30 т, ауыр 30—100 т, ерекше ауыр 100 т-дан
жоғары).Станокты қозғалысқа келтiретiн механизмдер жиынтығын жетек деп атайды. Әрбiр
металл кесу станогын жеке электрқозғалтқыш қозғалысқа келтiредi. Электрқозғалтқышқайысты, шынжырлы немесе тiстi берiлiстер арқылы станоктың жетекшi бiлiгiн қозғалысқакелтiредi. Әрбiр станок тораптардан, тетiктерден (детальдардан) және механизмдерден тұрады.Тораптар бiр-бiрiмен қосылып, берiлiс жүйесiн құрайды.
Станоктың құрамына кiретiн тетiктер бiр-бiрiмен байланыста болады. Станоктың барлықбөлшектерi мен олардын өзара байланысын график түрiнде кескiндеудi оның кинематикалықсұлбасы деп атайды. Демек, әрбiр кинематикалық сұлба тораптардан, қосақтар мен тiзбектердентұрады. Екi тораптың жанасу арқылы қосылуын кинематикалық қосақ дейдi. Мысалы,бұрандама мен сомындыкқ (гайкалық) кинематикалық қосақтар жиьнтығын кинематикалықтiзбек деп атайды. Ал кинематикалық тiзбектер жиынтығы станоктың кинематикалық сұлбасыболып табылады.
Станоктың кинематикалық сұлбасын сызу үшін әр түрлi кинематикалық қосақтардышарпы түрде белгiлейдi. 1-сұлбада кинематикалық қосақтардың аталуы мен белгiленуiкөрсетiлген.
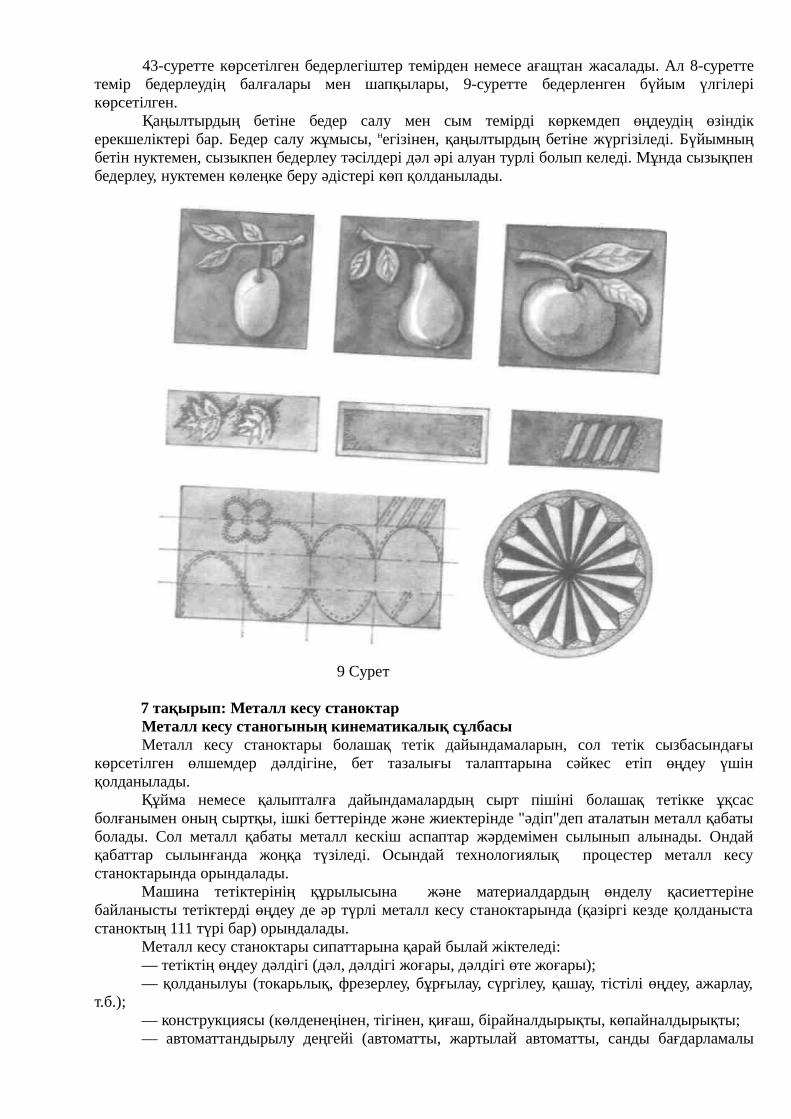
Кинематикалық сұлбаны оқып-үйрену үшiн кинематикалық қосақтардың белгiленуiнжәне жетек түрлерiн бiлген жөн. 1-суретте жетек түрлерi көрсетiлген. 10, а-суретте дербесжетек көрсетiлген ол жылдамдықтар қорабы бар станоктарда қайысты берiлiс арқылы немесеоның жәрдемiмен жұмыс iстейдi. Ернемектi электрқозғалтқыш бiлiгi мен станоктың бiріншi(қабылдау және негiзгi) бiлiгi бiр ось бойында орналасады. Мұндағы жетекшi тiстi дөңгелектiжылжымайтын етiп бекiтедi.
Бұл жетекте қайысты берiлiс қолданылмайды. Ал 10, ә, б-суретте көрсетiлгендейстаноктың электр қозғалтқышы жетектiң құраушы бөлiгi болып табылады. Қозғалтқыш бiлiгiстаноктың бiрiншi бiлiгi қызметiн қоса атқарады. Мұнда да жетекшi тiстi дөңгелектiжылжымайтын етiп бекiтедi. Жетектiң бұл түрiнде де қайысты берiлiс қолданылмайды.
Негiзгi немесе қосалқы қозғалыс жасайтын тораптарды (айналдырық, суппорт, үстел,сыргақ (ползун) және т.б.), электрқозғалтқыш арқылы қозғалысқа келтiретiн механизмдертоптамасын жетек деп атайды.
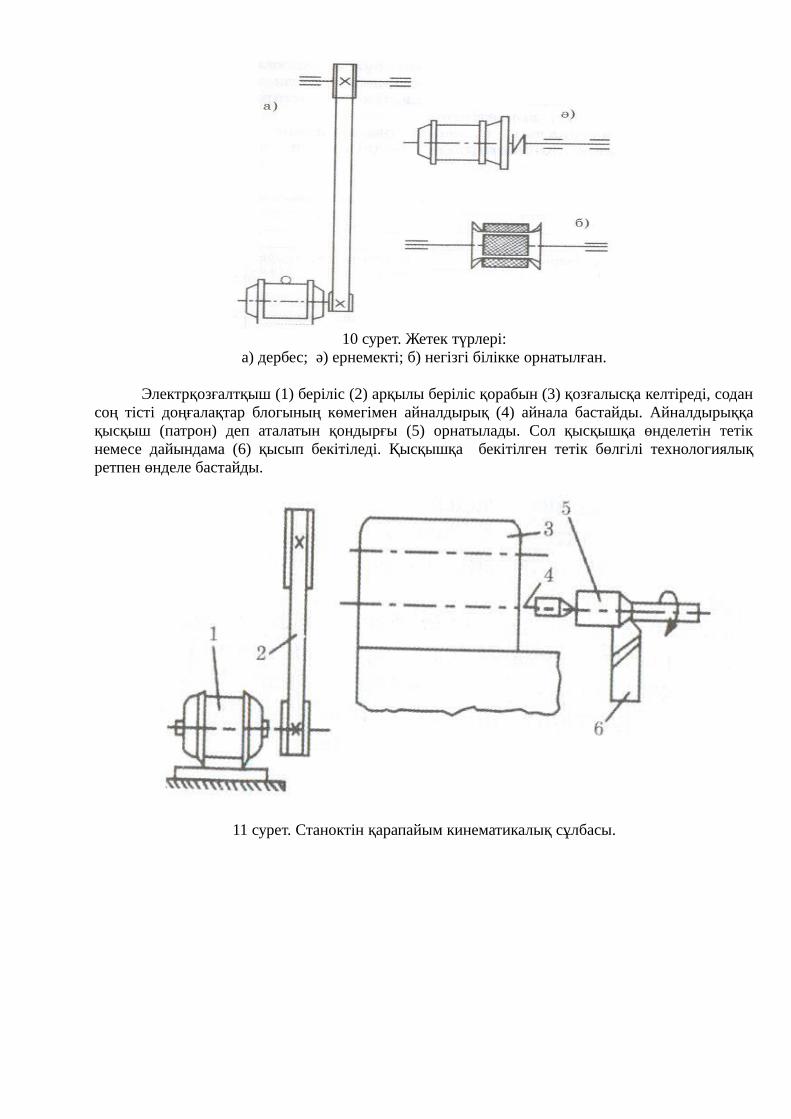
11суретте көрсетiлген негiзгi қозғалыс жетегi электрқозғалтқыштан, берiлiс шкивтерiмен қайыстардан, берiлiс қорабынан және айналдырықтан тұрады.
Станоктың бiр торабынан екiншi торабына қозғалыс беретiн механизм берiлiс механизмiдеп аталады.
10 сурет. Жетек түрлері:а) дербес; ә) ернемекті; б) негізгі білікке орнатылған.
Электрқозғалтқыш (1) берiлiс (2) арқылы берiлiс қорабын (3) қозғалысқа келтiредi, содансоң тiстi доңғалақтар блогының көмегiмен айналдырық (4) айнала бастайды. Айналдырыққақысқыш (патрон) деп аталатын қондырғы (5) орнатылады. Сол қысқышқа өнделетiн тетiкнемесе дайындама (6) қысып бекiтiледi. Қысқышқа бекiтiлген тетiк бөлгiлi технологиялықретпен өнделе бастайды.
11 сурет. Станоктін қарапайым кинематикалық сұлбасы.

12-сурет. Жылжымалы тісті блокты берілестер қорабының кинематикалық сұлбасы;1-элктроқозғалтқыш; 2-қайысты беріліс; 3-жетекші білік;4-төлке; 5-айналдырық; 6-білік;
7-муфта.
Жылжымалы тісті блогы бар берілі қорабын қолданғанда оның кинематикалықсұлбасынан (12-сурет) мыналарға назар аудару керек. Электрқозғалтқыштан (1) көптісті беріліс(2) арқылы білікке (3) орнатылған шкиф қозғалысқа келтіріледі. Z1,Z2,Z3 тісті доңғалақтарданбірі төлкенің (4) тісті доңғалақтарының Z4, Z5 немесе Z6) бірімен ілініскенде, төлке белгіліжылдамдықпен айнала бастайды (Z - тісті доңғалақтың тістерінің санын білдіреді).
Төлкенің сол жағынан Z7 тісті доңғалақ біліктің (6) тісті доңғалағымен тұрақты іліністеболады. Сол білікте (6) тісті доңғалақ Z8 орнатылған.Бұл тісті доңғалағ айналдырыққа (5)орнатылған Z10 доңғалағымен ілінесе алады.
Тісті доңғалақтар (Z6 мен Z10) аралығында жалғастырғыш (7) орналасқан, ол екіжағымен де ілінесе алады.
Осылайша тісті доңғалақ блоктарының белгілі заңдылықтары мен беріліс қатынастарынсақтай отырып, беріліс қорабының бір білігінен екінші білігіне қозғалысты ауыстыру арқылыайналдырық әр түрлі жылдамдықпен айналысқа келтіріледі.
Металдарды тесуБүтін денелерде тесік жасаудың ең тараған әдісі-бұрғымен тесу. Металдарды бұрғымен
тесу кезінде өңделетін бұйым станоктың үстеліне бекітіліп, қозғалмай тұрады. Ал бұрғыбұйымға біртіндеп еніп,жаңқа бұрғы жараларымен сыртқа шыға бастайды. Тесілетін тесіктертік және тұйық болып келеді. Тік тесілгенде бұрғы ұшы бұйымды тесіп өтеді. Оған қарағандатұйық болып келеді. Тік тесілгенде бұрғы ұшы бұйымды тесіп өтеді. Оған қарағанда тұйықтесік жасаудың технологиялық процесі күрделілек болады. Өйткені тесу нәтижесінде жаңқатүрінде салынатын металл қабатының үңгінері тек артқа қарай шығады. Бұрғы диаметрі 0,1мм,ден 80-мм-ге дейін болады. Диаметрі одан артық тесіктерді арнайы жабдықтардакескіштердің жәрдемімен кеулеужону арқылы өндейді.
Құймаларды немесе қалыптау арқылы жасалғантесіктерді таза етіп, белгілі өлшемменөңдеу үшін кеңейтіп тесу операциялары жасалады.
Тесік тесуге арналған бұрғылардың шиыршықты (спиральді), қауырсынды, тереңтесіктер жасауға арналға және центр тесіктері жасайтын түрлері болады.

Бұрғылау станоктарыБұрғылау станоктарының негізгі түрлері мынандай болады;1.Вертикаль бұғылау станоктары (13-сурет) –дара және сериалы өндірісте массасы 25 кг-
ғадейінгі даындамаларды тесуге арналған станоктардың кеңірек тараған түрі. Станоктардысипаттау үшін қаттылығы орташа болаттарды тескен кезде бұрғы диаметрінің ең үлкен шамасыалынады. ТМД-да шығарылатын станоктарының шартты бұрғы диаметрлері 6, 12, 18, 25, 35, 50,және 75 мм.
2. Радиаль бұрғылау станоктары ірі көлемді және ауыр бөлшектерді тесуге арналған.Аспаппен өнделетін тесік өсьтері айналдырықты дайындаманың тесілетін кез келген нүктесінежылжытып беттестіру арқылы анықталады.
3. Көпайналдырықты бұрғылау станоктарының бірнеше айналдырықтары болады.Өнделетін тетіктеріне қарай айналдырықтарының орналасу арақашықтығы тұрақты неиесеөзгеріп тұрады. Олрр жаппай және ірі сериалы өндірістерде қолданылады.
4. Горизонталь бұрғылау станогы терең тесіктерді (t/a>) өндеу үшін қолданылады.Мұнда дайындама айналып, бұрғы бойлықберіспен жұмыс атқарады.
13-сурет. 2А150 вертикаль 14-сурет. Родиальді бұрғылау бұрғылау станогының жалпы станогының көрінісі. көрінісі
5. Центрлеу-бұрғы станогы-центрде қысылып өнделетін тетіктердің екі шетінен таяэбекіту тесіктерін жасау үшін қолданылады.
Тік бұрғылау станоктарына қарағанда, радиальді бұрғылау станоктарыныңбұрғыбекітілген айналдырығын өңделетін қажетті нүктеге апаруға мүмкіндігі мол. Мына 14-суреттерадиальді бұрғылау станогының құрлысы көрсетілген. Іргетас тақтасына (1) айналмалыгилбзасы (3) бар, қозғалмайтын бағана (2) бекітілген. Ондағы маңдайша (траверса) (4)механизімнің (5) жәрдемімен тік бағытта қозғалып, оны қажетті биіктікте орналастырып,бекітуге болады. Жылдамдық (7) және беріс (8) қорабы бар айналдырық бастиегі (6)маңдайшаның кәлденең бағыттаушы жылжымасы арқылы қозғалады.
Айналдырыққа (9) бекітілген бұрғылау аспабы электорқозғалтқыш арқылы қозғалып, тікберіс жасайды, демек бұрғылайды немесе басқа да аспаптармен жұмыс істейді. Станоктынконсолі мен бұрғылау бастиеген бағананы айналдыра 360ОС-қа баруға болады. Радиальдібұрғылау станогының мұндай артықшылығы оның әмбебаптығын дәлелдеп, қолдану
мүмкіндігін арттырады. Ұсақ және орташа дайындамаларды немесе өнделетін тетіктердіүстелге (10) бекітіп, ал ірі, көлемді, массаы ауыр тетіктерді іргетас тақтасына қойып өндейді.
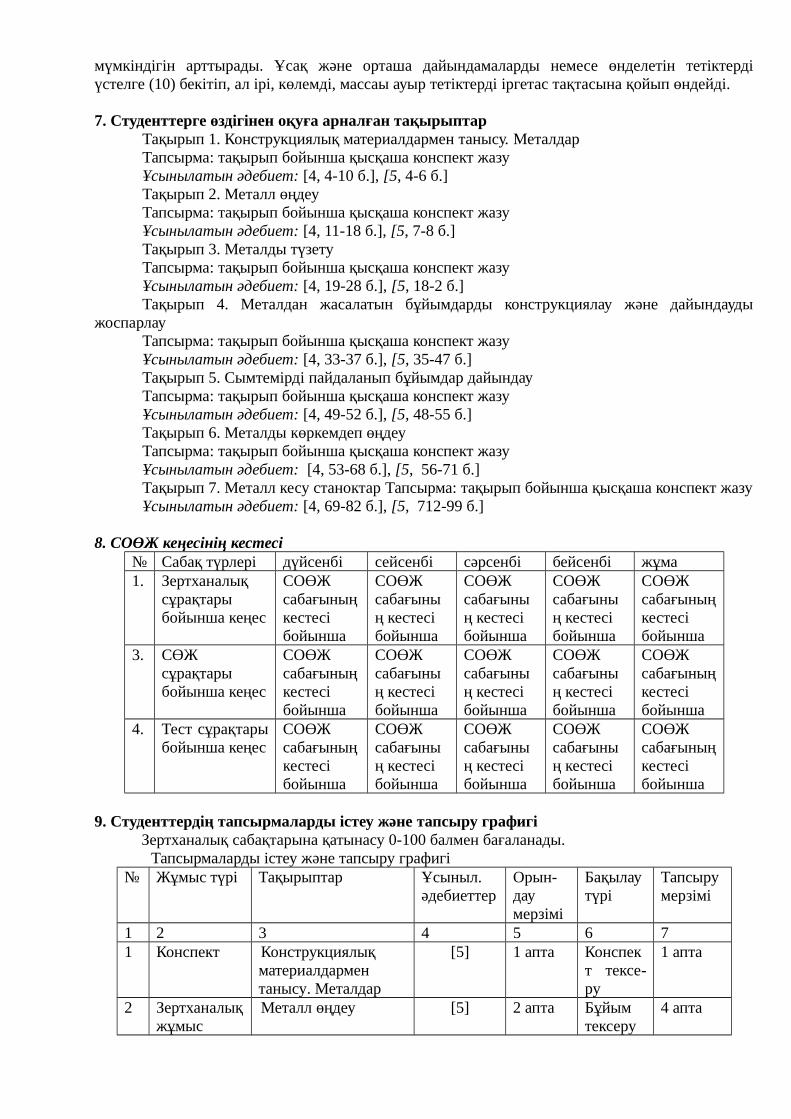
7. Студенттерге өздігінен оқуға арналған тақырыптар Тақырып 1. Конструкциялық материалдармен танысу. Металдар Тапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 4-10 б.], [5, 4-6 б.]Тақырып 2. Металл өңдеу Тапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 11-18 б.], [5, 7-8 б.]Тақырып 3. Металды түзету Тапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 19-28 б.], [5, 18-2 б.]Тақырып 4. Металдан жасалатын бұйымдарды конструкциялау және дайындауды
жоспарлауТапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 33-37 б.], [5, 35-47 б.]Тақырып 5. Сымтемірді пайдаланып бұйымдар дайындауТапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 49-52 б.], [5, 48-55 б.]Тақырып 6. Металды көркемдеп өңдеуТапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 53-68 б.], [5, 56-71 б.]Тақырып 7. Металл кесу станоктар Тапсырма: тақырып бойынша қысқаша конспект жазуҰсынылатын әдебиет: [4, 69-82 б.], [5, 712-99 б.]
8. СОӨЖ кеңесінің кестесі№ Сабақ түрлері дүйсенбі сейсенбі сәрсенбі бейсенбі жұма1. Зертханалық
сұрақтарыбойынша кеңес
СОӨЖсабағыныңкестесібойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағыныңкестесі бойынша
3. СӨЖсұрақтарыбойынша кеңес
СОӨЖ сабағыныңкестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағыныңкестесі бойынша
4. Тест сұрақтарыбойынша кеңес
СОӨЖ сабағыныңкестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағының кестесі бойынша
СОӨЖ сабағыныңкестесі бойынша
9. Студенттердің тапсырмаларды істеу және тапсыру графигіЗертханалық сабақтарына қатынасу 0-100 балмен бағаланады.
Тапсырмаларды істеу және тапсыру графигі№ Жұмыс түрі Тақырыптар Ұсыныл.
әдебиеттерОрын-даумерзімі
Бақылаутүрі
Тапсырумерзімі
1 2 3 4 5 6 71 Конспект Конструкциялық
материалдарментанысу. Металдар
[5] 1 апта Конспект тексе-ру
1 апта
2 Зертханалықжұмыс
Металл өңдеу [5] 2 апта Бұйымтексеру
4 апта
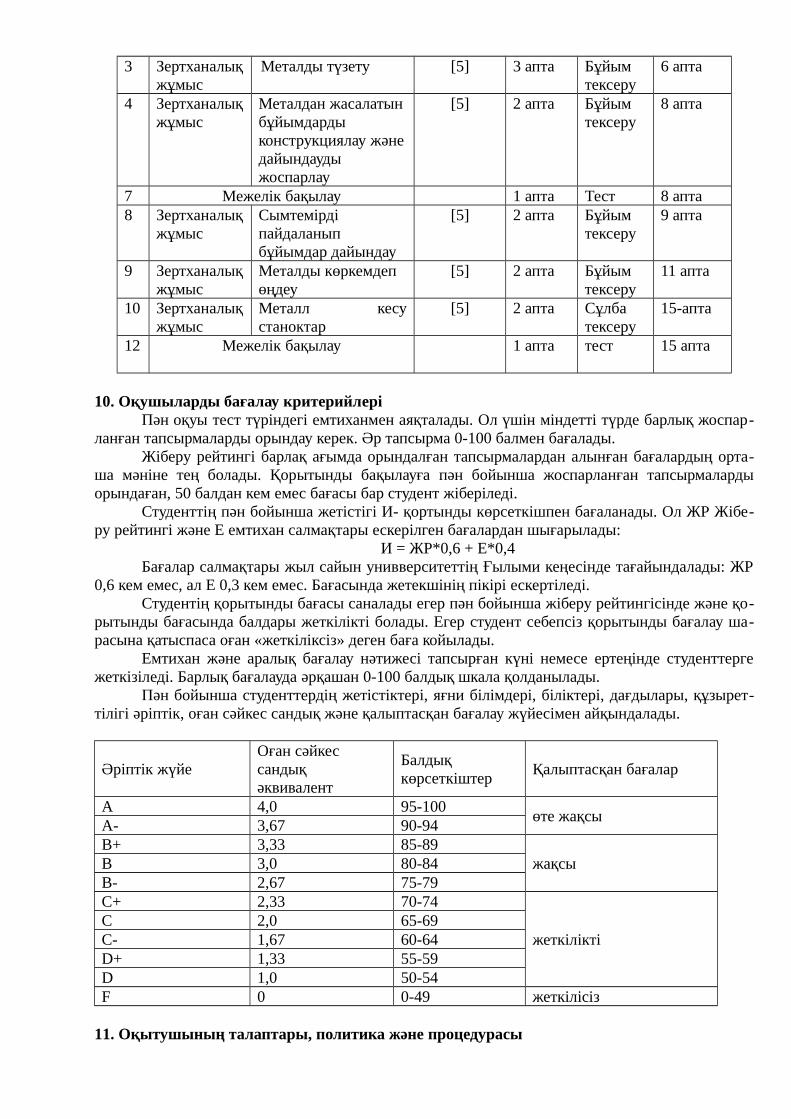
3 Зертханалықжұмыс
Металды түзету [5] 3 апта Бұйымтексеру
6 апта
4 Зертханалықжұмыс
Металдан жасалатынбұйымдарды конструкциялау жәнедайындауды жоспарлау
[5] 2 апта Бұйымтексеру
8 апта
7 Межелік бақылау 1 апта Тест 8 апта8 Зертханалық
жұмысСымтемірді пайдаланып бұйымдар дайындау
[5] 2 апта Бұйымтексеру
9 апта
9 Зертханалықжұмыс
Металды көркемдеп өңдеу
[5] 2 апта Бұйымтексеру
11 апта
10 Зертханалықжұмыс
Металл кесустаноктар
[5] 2 апта Сұлбатексеру
15-апта
12 Межелік бақылау 1 апта тест 15 апта
10. Оқушыларды бағалау критерийлері Пән оқуы тест түріндегі емтиханмен аяқталады. Ол үшін міндетті түрде барлық жоспар-
ланған тапсырмаларды орындау керек. Әр тапсырма 0-100 балмен бағалады.Жіберу рейтингі барлақ ағымда орындалған тапсырмалардан алынған бағалардың орта-
ша мәніне тең болады. Қорытынды бақылауға пән бойынша жоспарланған тапсырмалардыорындаған, 50 балдан кем емес бағасы бар студент жіберіледі.
Студенттің пән бойынша жетістігі И- қортынды көрсеткішпен бағаланады. Ол ЖР Жібе-ру рейтингі және Е емтихан салмақтары ескерілген бағалардан шығарылады:
И = ЖР*0,6 + Е*0,4Бағалар салмақтары жыл сайын унивверситеттің Ғылыми кеңесінде тағайындалады: ЖР
0,6 кем емес, ал Е 0,3 кем емес. Бағасында жетекшінің пікірі ескертіледі. Студентің қорытынды бағасы саналады егер пән бойынша жіберу рейтингісінде және қо-
рытынды бағасында балдары жеткілікті болады. Егер студент себепсіз қорытынды бағалау ша-расына қатыспаса оған «жеткіліксіз» деген баға койылады.
Емтихан және аралық бағалау нәтижесі тапсырған күні немесе ертеңінде студенттергежеткізіледі. Барлық бағалауда әрқашан 0-100 балдық шкала қолданылады.
Пән бойынша студенттердің жетістіктері, яғни білімдері, біліктері, дағдылары, құзырет-тілігі әріптік, оған сәйкес сандық және қалыптасқан бағалау жүйесімен айқындалады.
Әріптік жүйеОған сәйкессандықәквивалент
Балдықкөрсеткіштер
Қалыптасқан бағалар
A 4,0 95-100өте жақсы
A- 3,67 90-94B+ 3,33 85-89
жақсыB 3,0 80-84B- 2,67 75-79C+ 2,33 70-74
жеткіліктіC 2,0 65-69C- 1,67 60-64D+ 1,33 55-59D 1,0 50-54F 0 0-49 жеткілісіз
11. Оқытушының талаптары, политика және процедурасы
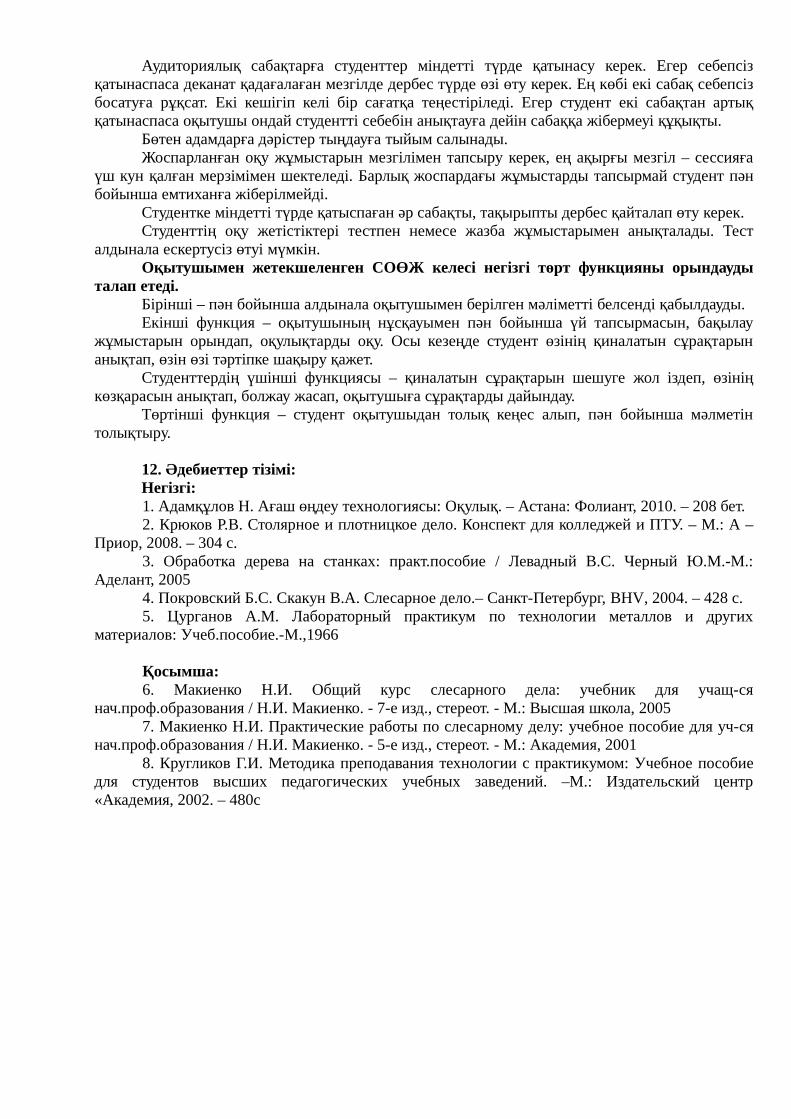
Аудиториялық сабақтарға студенттер міндетті түрде қатынасу керек. Егер себепсізқатынаспаса деканат қадағалаған мезгілде дербес түрде өзі өту керек. Ең көбі екі сабақ себепсізбосатуға рұқсат. Екі кешігіп келі бір сағатқа теңестіріледі. Егер студент екі сабақтан артыққатынаспаса оқытушы ондай студентті себебін анықтауға дейін сабаққа жібермеуі құқықты.
Бөтен адамдарға дәрістер тыңдауға тыйым салынады.Жоспарланған оқу жұмыстарын мезгілімен тапсыру керек, ең ақырғы мезгіл – сессияға
үш кун қалған мерзімімен шектеледі. Барлық жоспардағы жұмыстарды тапсырмай студент пәнбойынша емтиханға жіберілмейді.
Студентке міндетті түрде қатыспаған әр сабақты, тақырыпты дербес қайталап өту керек. Студенттің оқу жетістіктері тестпен немесе жазба жұмыстарымен анықталады. Тест
алдынала ескертусіз өтуі мүмкін. Оқытушымен жетекшеленген СОӨЖ келесі негізгі төрт функцияны орындауды
талап етеді.Бірінші – пән бойынша алдынала оқытушымен берілген мәліметті белсенді қабылдауды.Екінші функция – оқытушының нұсқауымен пән бойынша үй тапсырмасын, бақылау
жұмыстарын орындап, оқулықтарды оқу. Осы кезеңде студент өзінің қиналатын сұрақтарынанықтап, өзін өзі тәртіпке шақыру қажет.
Студенттердің үшінші функциясы – қиналатын сұрақтарын шешуге жол іздеп, өзініңкөзқарасын анықтап, болжау жасап, оқытушыға сұрақтарды дайындау.
Төртінші функция – студент оқытушыдан толық кеңес алып, пән бойынша мәлметінтолықтыру.
12. Әдебиеттер тізімі:Негізгі: 1. Адамқұлов Н. Ағаш өңдеу технологиясы: Оқулық. – Астана: Фолиант, 2010. – 208 бет.2. Крюков Р.В. Столярное и плотницкое дело. Конспект для колледжей и ПТУ. – М.: А –
Приор, 2008. – 304 с.3. Обработка дерева на станках: практ.пособие / Левадный В.С. Черный Ю.М.-М.:
Аделант, 20054. Покровский Б.С. Скакун В.А. Слесарное дело.– Санкт-Петербург, BHV, 2004. – 428 с.5. Цурганов А.М. Лабораторный практикум по технологии металлов и других
материалов: Учеб.пособие.-М.,1966
Қосымша: 6. Макиенко Н.И. Общий курс слесарного дела: учебник для учащ-ся
нач.проф.образования / Н.И. Макиенко. - 7-е изд., стереот. - М.: Высшая школа, 20057. Макиенко Н.И. Практические работы по слесарному делу: учебное пособие для уч-ся
нач.проф.образования / Н.И. Макиенко. - 5-е изд., стереот. - М.: Академия, 20018. Кругликов Г.И. Методика преподавания технологии с практикумом: Учебное пособие
для студентов высших педагогических учебных заведений. –М.: Издательский центр«Академия, 2002. – 480с
























