Embed Size (px)
Citation preview

I, 1 I 2 I 3 I 4 I s I 6 I 1 1. a �
A
Bl
C
D
E
F
L
RevNol Revision note
TIME LIMIT: 6 HOURS
TYP.
�29
FCAw 2 PLACES 9
L
1,+--��---< GMAw
� 700 (j
GMAw
•
29
,----
' I I I I L ____ _
-,-----,
I I I I I
_ , _____ _J
A
1----+-�� _J
� 219 �
SMAw ;,--- -��-�
r---< ii�� ����
30
I I ,r® rl--6�1/ -( GMAw
+------It �-i',,,0 I I
I
I I
I I I
/
45· SMAw >---+---+----t' �J
+
� ®y ',,, ___ /// 125
145
50
GMAw 9 I ')20-100 6
F[Aw �
r'--r��---<GMAw
���-----< FCAw
I 11 H--t L+-1---1 11 I 11 I 11 I 11 I 11 I 11 I L_LL __ J
c==:::t:..J..J 11 11 j : : 50
: : l
103
� 219 �
I
111-87
I
250
L1 I I 1---1
L �5o�l-103-J ITEM A
� -��---< GMAw
K
J 1
I 1
T H 1
G 1 F 1
130 E 2
D 1 C 1 8 2
� 250 _J 29J-- A 1
Date Signature! Checked
1:::lQK;_
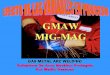
- ALL PARTS MUST BE TACKED IN PLACE BEFORE
ANY WELDING COMMENCES
- PROJECT MUST REMAIN FLAT ON ITS
BASEPLATE DURING WELDING
- ALL VERTICAL WELDING IS TO BE VERTICAL UP
- ROOT OPENING AND ROOT FACE YOUR CHOICE
- ALL SMAW WELDS E4918
100
� 203 �
LJ _ __ _ L__ __
.JO I I ='L. 103 1 �10�
ITEM C
•
153
_l
ALL DIMENSIONS IN MILLIMETRES
ALL MATERIAL MILD STEEL
ITEM I
,9 1
�·r
_J 1 c- --76---,
ITEM £
¢90
PIPE 73.0 00 x 5. 16 WALL x 30 (2 7 /2" STD. PIPE)
PIPE 60.3 OD x 3.91 WALL x 125 (2" STD. PIPE)
Pl.A TE 6 x 90¢ SHAPE
PLATE 6 x 40 x 40
HSS 50 x 50 x 6 WALL x 125 CUT AT 45·
PLATE 6 x 40 x 188
PLATE 9 x 76 x 203 MILL BEVEL ONE SIDE
PLATE 6 x 153 x 188 PLATE 6 x 153 x 203 SHAPE
PLATE 6 x 153 x 200 PLATE 6 x 219 x 250 SHAPE
Item Quantity I Description Notes
DO NOT SCALE DRAWING
1 2 3
Date Designed by Danny Blais
Checked by I Drawn by Karsten Madsen John Kroisenbrunner $E} Nov. 1, 2012
Scale 1:4
SKILLS CANADA
6
POST -SECONDARY PROJECT #4
2017 - CPS - 2a
7
Revision I Sheet 0 1/1
8
A
B
C
D
E
F
�

DET. A
Skill: 10. Welding, Paper: A3Date: 14. June. 2013Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW
Description: Aluminium-Assembly & Symbols
Drawing No:WSC2015_TP10_TW_AL_ASSEMBLY_ISO A
Rev: Page:
OR
Appd:
A
B
C
D
A
B
C
D
1 2 3 4 5 6
1 2 3 4 5 6Sign:
DescriptionsQ'tyItemsNo.AA 5052 SHEET, 140X130X31A1AA 5052 SHEET, 130X111.26X90.19X3, CUT TO SHAPE2B2AA5052 SHEET, 50.19X113.14X69.52X3 CUT TO SHAPE2C3AA5052 SHEET, 140X110X100X3 CUT TO SHAPE1D4AA5052 SHEET, 140X50X31E5AA5052 SHEET, 130X92.16X60X3 CUT TO SHAPE2F6AA5052 SHEET, 110X92.16X50X3 CUT TO SHAPE2G7AA5052 SHEET, 170.73X104.88X124.06X3 CUT TO SHAPE1H8AA5052 SHEET, 110X50X32I9AA 6061TUBE, OD 64X25X3 1J10
DET. A
Note: All Dimension in Millmetres
140 17130
17
52
1212
A
B
C C
B
F
G
G
JH
II
D
E
F
206
INSTRUCTIONS TO COMPETITORS1. WELDING PROCESS: GTAW (TIG) (141).2. WELDING POSITIONS: ALL EXCEPT VERTICAL DOWN..3. ALL THE WELDING MUST BE CARRIED OUT WITH BASE PLATE "A" IN THE FLAT POSITION.4. ALL FILLET LEG SIZES: 4.0 mm WITH TOLERANCE (+2.0 mm/-0.0 mm).5. OUTSIDE CORNER WELD RADII: 3.0mm WITH TOLERANCE (+1.0 mm/-1.0 mm).
90.19
111.2
6
130
50.19
113.1
4
69.52
130
60
92.16
2020
140
110
92.16
50
110
B
C
F
D
G
H
12
170.73
104.8
8
23.34 124.06

3.2
3.2
=I :====���1-
28-15 _0-
1_1_
5_-_-_-_-_--
1-· 251
3.21
l=so---1 .... 00���---i
.....----'-----·
\ I ' / ' /
.....__ __ ..,,.,.
3.2 ()
0
--��- TYP.
3.2 () 3 SIDE
4
3.2 ()
NOTE: 1) All welds are done with the GTAW process. 2) Project must remain flat on plates #1 and #2 during welding.
3) The tolerance of fillet weld sizes is+ 1 mm-Omm
4) The tolerence for the radius of the comer welds is 3.2mm + 1 mm5) All welds require filler metal (fusion only not permitted). -Omm
6) All vertical welds to be uphill.7) Purging not required.8) Arc washing over completed weld is not permitted9) Wire brushing or cleaning of any kind is not permitted.10) Tackweld all components together before any welding commences.
11) All dimensions in millimetres.
TIME LIMIT: 2.0 HRS.
3.2 ()
0
ITEM QTY DESCRIPTION REMARKS
1 1 PL. 3.2mm X 150mm X150mm 2 1 PL. 3.2mm X 25mm X150mm 3 1 PL. 3.2mm X 25mm X100mm 4 1 PL. 3.2mm X 100mm X162mm 5 1 PL. 3.2mm X 103.6mm X150mm SHAPE CUT 6 1 PL. 3.2mm X 25mm X150mm 7 1 PL. 3.2mm X 25mm X100mm 8 1 PL. 3.2mm X 128mm X150mm 9 1 PL. 3.2mm X 128.6mm X150mm SHAPE CUT 10 1 PIPE 050.8mm 0.D. X 3.2mm X 50mm lg *11 1 PL. 3.2mm X 045mm O.D. SHAPE CUT
* ( 1) Hole for pressure relief
t---�-------,,-;--.-----�-.....-----, L .------'-'---�-.-·
106.4------43.6=1 -------- 175-------�- 15 t--1 :�I ���-15
6-35-==============-==--:::I
PROJECT #1 CONCEPTION: DANNY BLAIS f1h'I -E3-W PROJECT DRAWN BY:BERNARD CARON ---------DRA_W_IN -G-NO-. _ __, CARBON STEELEDITED: Robbie Duncan
SCALE: 1 : 2
2017-CPS-ICS-1E

DET. A
Paper: A3Date: 14. June. 2013Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW
Description: Aluminium-Assembly & Symbols
Drawing No:WSC2015_TP10_TW_AL_ASSEMBLY_ISO E
Rev: Page:
OR
Appd:
A
B
C
D
A
B
C
D
1 2 3 4 5 6
1 2 3 4 5 6Sign:
AA 6061TUBE, OD 64X25X3 1J10AA5052 SHEET, 110X50X32I9AA5052 SHEET, 170.73X104.88X124.06X3 CUT TO SHAPE1H8AA5052 SHEET, 110X92.16X50X3 CUT TO SHAPE2G7AA5052 SHEET, 130X92.16X60X3 CUT TO SHAPE2F6AA5052 SHEET, 140X50X31E5AA5052 SHEET, 140X110X100X3 CUT TO SHAPE1D4AA5052 SHEET, 50.19X113.14X69.52X3 CUT TO SHAPE2C3AA 5052 SHEET, 130X111.26X90.19X3, CUT TO SHAPE2B2AA 5052 SHEET, 140X130X31A1
DescriptionsQ'tyItemsNo.
DET. A
Note: All Dimension in Millmetres
140 17 130
17
52
12
12
A
B
C C
B
F
G
G
JH
II
D
E
F
206
INSTRUCTIONS TO COMPETITORS1. WELDING PROCESS: GTAW (TIG) (141).2. WELDING POSITIONS: ALL EXCEPT VERTICAL DOWN..3. ALL THE WELDING MUST BE CARRIED OUT WITH BASE PLATE "A" IN THE FLAT POSITION.4. ALL FILLET LEG SIZES: 4.0 mm WITH TOLERANCE (+2.0 mm/-0.0 mm).5. OUTSIDE CORNER WELD RADII: 3.0mm WITH TOLERANCE (+1.0 mm/-1.0 mm).
90.19
111.2
6
130
50.19
113.1
4
69.52
130
60
92.16
2020
140
110 92.16
50
110
104.88
23.34
23.34
170.7
3
BC
F
DG
H
12
124.0
6

Drawing No:Date:Scale: NONE Paper: A3
Drawn / Design by: N.Peterson
Skill: WELDING
Description: Rev:
OR
A
B
C
D
E
F
1 6432 019875
109875 64321
F
E
D
C
B
A INSTRUCTIONS1. TACK WELDS CAN BE MADE IN ANY POSITION WITH ANY PROCESSIN THE MOST LOGICAL SEQUENCE FOR STRUCTURAL SQUARENESSAND JOINT ACCESS. ALL TACK WELDS ARE TO BE MADE NO LONGERTHAN 10mm AND PLACED ON THE OUTSIDE OF THE STRUCTURE ONLY.ALL WELDS ARE TO BE MADE AS INDICATED ON DRAWING.
2. ALL FILLET WELDS ARE TO BE 3mm +1mm -0mm IN LEG SIZE.
3. NO GRINDING WILL BE ALLOWED
4. NO POST CLEANING
5. GTAW (141): AWS A5.9 ER308L 100% ARGON.
1 of 2
141
141 3 Plcs.
141
141
141
141
141
1412 Plcs.
141
141 2 Plcs.
141 2 Plcs. 141
141
141 4 Plcs.
148
198.99
97.05

Drawing No:Date:Scale: NONE Paper: A3
Drawn / Design by: N.Peterson
Skill: WELDING
Description: Rev:
OR
A
B
C
D
E
F
1 6432 019875
109875 64321
F
E
D
C
B
AINSTRUCTIONS
1. TACK WELDS CAN BE MADE IN ANY POSITION WITH ANY PROCESS IN THE MOSTLOGICAL SEQUENCE FOR STRUCTURAL SQUARENESS AND JOINT ACCESS. ALLTACK WELDS ARE TO BE MADE NO LONGER THAN 10mm AND PLACED ON THEOUTSIDE OF THE STRUCTURE ONLY. ALL WELDS ARE TO BE MADE AS INDICATED ONDRAWING.
2. ALL FILLET WELDS ARE TO BE 3mm +1mm -0mm IN LEG SIZE.
3. NO GRINDING WILL BE ALLOWED
4. NO POST CLEANING
5. GTAW (141): AWS A5.9 ER308L 100% ARGON.
1 of 2
141
141 3 Plcs.
141
141
141
141
141
1412 Plcs.
141
141 2 Plcs.
141 2 Plcs. 141
141
141 4 Plcs.
148
198.99
97.05

Drawing No:Date:Scale: NONE Paper: A3
Drawn / Design by: N.Peterson
Skill: WELDING
Description: Rev:
OR
A
B
C
D
E
F
1 6432 019875
109875 64321
F
E
D
C
B
A
ITEM Title Material Quantity
A Base Plate StainlessSteel, 304
1
B Large Triangle StainlessSteel, 304
2
C Top Front Plate StainlessSteel, 304
1
D Top Back Plate StainlessSteel, 304
1
E Back Plate StainlessSteel, 304
1
F Back Side Plates StainlessSteel, 304
2
G Vertical Tube 1.5" x0.083" SS Tube or38mm x 3mm SS Tube
StainlessSteel, 304
1
H Front Angled Plate StainlessSteel, 304
1
I Front Plate StainlessSteel, 304
1
J Pipe Side Front Plate StainlessSteel, 304
1
K Horizontal Pipes 1.5" x0.083" SS Tube or38mm x 3mm SS Tube
StainlessSteel, 304
2
AB C D
E F G
H I J K
180
14575
75
75
72
R 19.05
33.9
75
135
55.95
135
55.95
5042.5 7.95
8
40 75
75
55.95
R 19.0555.95
ø 32
ø 38 75
60
106.07
33.5
75 75
75
ø 32
ø 38 72.5
C
DK
E
KFB
B
A
GI
H
JF
2 of 2