Embed Size (px)
Citation preview

Corrosion Science 50 (2008) 3221–3226
Contents lists available at ScienceDirect
Corrosion Science
journal homepage: www.elsevier .com/locate /corsc i
Pitting corrosion of spray formed Al–Li–Mg alloys
K.L. Moore a,*, J.M. Sykes a, S.C. Hogg b, P.S. Grant a
a Department of Materials, Parks Road, Oxford OX1 3PH, UKb IPTME, Loughborough University, Loughborough LE11 3TU, UK
a r t i c l e i n f o
Article history:Received 18 June 2008Accepted 15 August 2008Available online 22 August 2008
Keywords:A. AluminiumB. PolarisationB. SEMC. Pitting corrosion
0010-938X/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.corsci.2008.08.012
* Corresponding author. Tel.: +44 1865 273766; faxE-mail address: [email protected] (K
a b s t r a c t
The pitting corrosion behaviour of two new spray formed alloys, designated OX24 and OX27, has beencompared with spray formed AA7034 and more corrosion resistant AA5083 by polarisation tests. Thenew alloys have been designed for use in the aerospace industry where good corrosion resistance andspecific mechanical properties are required. OX24 and AA5083 had good corrosion resistance; OX27 pit-ted immediately showing poor corrosion resistance. However, both OX24 and OX27 show better corro-sion resistance than AA7034. Scanning electron microscopy showed that corrosion was associated withintermetallic particles, except in OX24 where initiation appeared not to be associated with the Zr-richintermetallics.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Aluminium alloys are used extensively in the aerospace indus-try as they have an excellent combination of properties includinga high strength to weight ratio, sufficient corrosion resistanceand good thermal and electrical conductivity [1].
To achieve the required mechanical properties, extensive alloy-ing and complex heat treatments are required to obtain precipita-tion strengthening via secondary intermetallic particles. However,these strategies may also increase the risk of localised forms of cor-rosion, such as pitting [2–4].
Al–Li alloys with Li concentrations up to 2.5 wt% such asAA8090 have found use in aerospace applications by virtue of theirhigh specific modulus and strength, although their use has beensomewhat restricted by low toughness due to planar slip and a ten-dency to have poor corrosion resistance. Recently, new Al–Li vari-ants for use in extrusion, plate and other forms in large civil aircrafthave been developed with lower concentrations of Li, realisinghigh specific properties through a combination of texture strength-ening and relatively complex heat treatments [5]. Spray forming ofall Al–Li based alloys has several advantages over more conven-tional processing routes such as direct chill casting, includingmicrostructural refinement, extended alloying capacity, reductionin the levels of the embrittling elements Na and H [6] and reducedlevels of macro-segregation [7,8]. Research at Oxford Universityhas focused on producing a non-heat treatable Al–Li alloy by sprayforming [9]. As non-heat treatable alloys cannot rely on precipita-tion hardening they must be strengthened by other mechanisms ifthey are to compete with existing aerospace alloys such as the high
ll rights reserved.
: +44 1864 273789..L. Moore).
strength 7000 series age-hardening alloys. The Oxford alloys havesub-solvus or near solvus concentrations of Li and Mg for solutionstrengthening and a comparatively high concentration of Zr, up to0.4 wt%, to form a high volume fraction of Al3Zr dispersoids. Theseare effective in pinning grain boundaries during dynamic recrystal-lisation in forging or other downstream deformation processes [9].Spray forming is critical to the use of elevated Zr concentrationsotherwise Zr distributions can suffer from strong micro- andmacro-segregation: the homogeneity, rather than the volume frac-tion alone, of the dispersoid distribution developed by heat treat-ment is critical in controlling subsequent grain size duringrecrystallisation [9].
Using the combination of solid solution strengthening (Mg andLi), grain size control (high volume fraction of Al3Zr) and micro-structural refinement afforded by spray forming has led to roomtemperature properties in some alloys that exceeded AA7010-T74, as well as AA5091, which is a dispersion strengthened,mechanically alloyed 5000 series alloy [9]. A comparison of thetensile properties of the alloys is given in Table 1 showing that al-loys OX24 and OX27 have promising tensile mechanical propertiesat room temperature. As solutionising, quenching and then age-hardening is not required, the spray formed non-heat-treatable al-loys may be suitable for use as forgings, avoiding problems ofquench distortion and cracking that can be problematical in 7000series alloys that rely on such treatments, especially in complexsections [10]. Major disadvantages of spray forming are the costof inert atomisation gases such as nitrogen and that as-sprayed al-loys contain a small fraction of residual porosity of typically <1%that can be eliminated by hot working.
While earlier work has shown encouraging mechanical proper-ties for the spray formed alloys, suggesting that in certainconditions they may be competitive with 7000 series alloys in
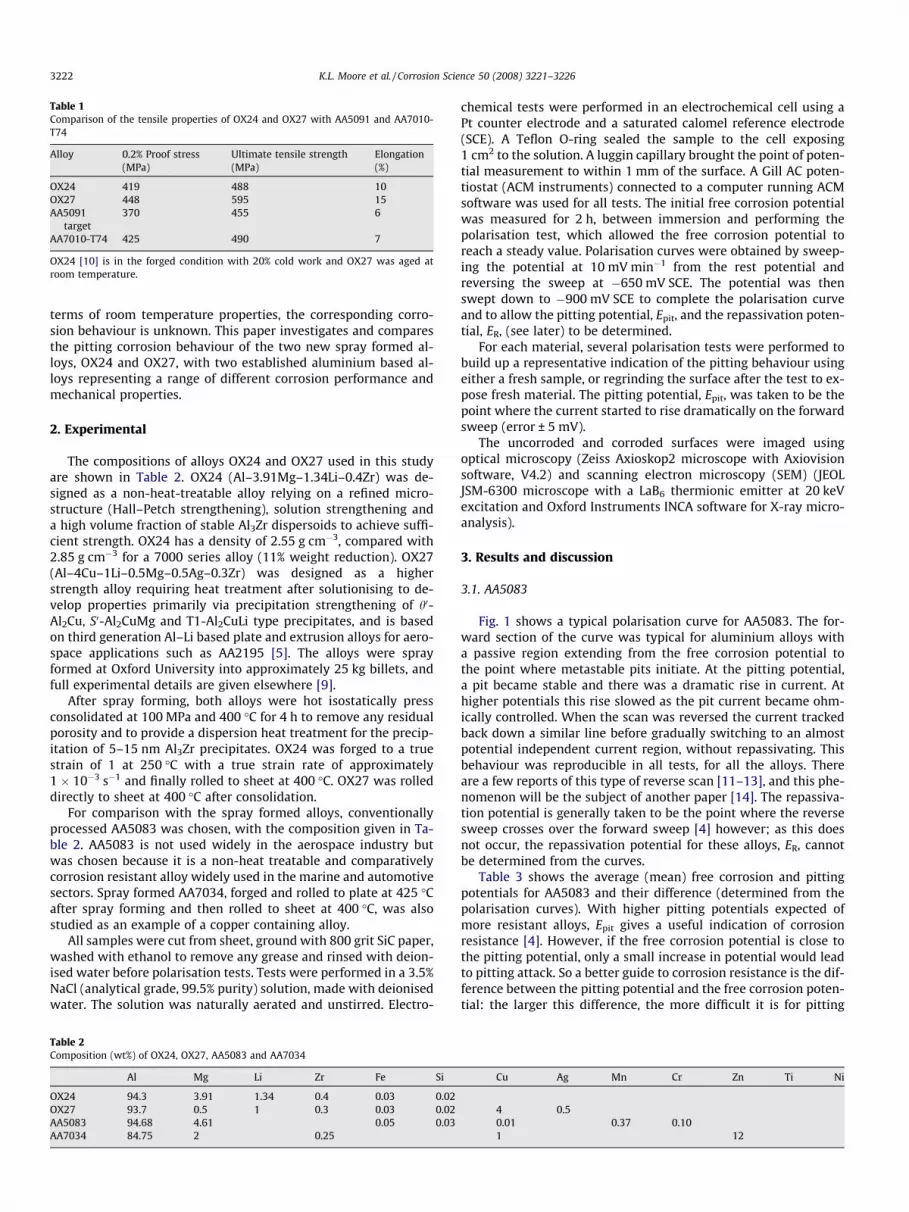
Table 1Comparison of the tensile properties of OX24 and OX27 with AA5091 and AA7010-T74
Alloy 0.2% Proof stress(MPa)
Ultimate tensile strength(MPa)
Elongation(%)
OX24 419 488 10OX27 448 595 15AA5091
target370 455 6
AA7010-T74 425 490 7
OX24 [10] is in the forged condition with 20% cold work and OX27 was aged atroom temperature.
3222 K.L. Moore et al. / Corrosion Science 50 (2008) 3221–3226
terms of room temperature properties, the corresponding corro-sion behaviour is unknown. This paper investigates and comparesthe pitting corrosion behaviour of the two new spray formed al-loys, OX24 and OX27, with two established aluminium based al-loys representing a range of different corrosion performance andmechanical properties.
2. Experimental
The compositions of alloys OX24 and OX27 used in this studyare shown in Table 2. OX24 (Al–3.91Mg–1.34Li–0.4Zr) was de-signed as a non-heat-treatable alloy relying on a refined micro-structure (Hall–Petch strengthening), solution strengthening anda high volume fraction of stable Al3Zr dispersoids to achieve suffi-cient strength. OX24 has a density of 2.55 g cm�3, compared with2.85 g cm�3 for a 7000 series alloy (11% weight reduction). OX27(Al–4Cu–1Li–0.5Mg–0.5Ag–0.3Zr) was designed as a higherstrength alloy requiring heat treatment after solutionising to de-velop properties primarily via precipitation strengthening of h0-Al2Cu, S0-Al2CuMg and T1-Al2CuLi type precipitates, and is basedon third generation Al–Li based plate and extrusion alloys for aero-space applications such as AA2195 [5]. The alloys were sprayformed at Oxford University into approximately 25 kg billets, andfull experimental details are given elsewhere [9].
After spray forming, both alloys were hot isostatically pressconsolidated at 100 MPa and 400 �C for 4 h to remove any residualporosity and to provide a dispersion heat treatment for the precip-itation of 5–15 nm Al3Zr precipitates. OX24 was forged to a truestrain of 1 at 250 �C with a true strain rate of approximately1 � 10�3 s�1 and finally rolled to sheet at 400 �C. OX27 was rolleddirectly to sheet at 400 �C after consolidation.
For comparison with the spray formed alloys, conventionallyprocessed AA5083 was chosen, with the composition given in Ta-ble 2. AA5083 is not used widely in the aerospace industry butwas chosen because it is a non-heat treatable and comparativelycorrosion resistant alloy widely used in the marine and automotivesectors. Spray formed AA7034, forged and rolled to plate at 425 �Cafter spray forming and then rolled to sheet at 400 �C, was alsostudied as an example of a copper containing alloy.
All samples were cut from sheet, ground with 800 grit SiC paper,washed with ethanol to remove any grease and rinsed with deion-ised water before polarisation tests. Tests were performed in a 3.5%NaCl (analytical grade, 99.5% purity) solution, made with deionisedwater. The solution was naturally aerated and unstirred. Electro-
Table 2Composition (wt%) of OX24, OX27, AA5083 and AA7034
Al Mg Li Zr Fe Si
OX24 94.3 3.91 1.34 0.4 0.03 0.02OX27 93.7 0.5 1 0.3 0.03 0.02AA5083 94.68 4.61 0.05 0.03AA7034 84.75 2 0.25
chemical tests were performed in an electrochemical cell using aPt counter electrode and a saturated calomel reference electrode(SCE). A Teflon O-ring sealed the sample to the cell exposing1 cm2 to the solution. A luggin capillary brought the point of poten-tial measurement to within 1 mm of the surface. A Gill AC poten-tiostat (ACM instruments) connected to a computer running ACMsoftware was used for all tests. The initial free corrosion potentialwas measured for 2 h, between immersion and performing thepolarisation test, which allowed the free corrosion potential toreach a steady value. Polarisation curves were obtained by sweep-ing the potential at 10 mV min�1 from the rest potential andreversing the sweep at �650 mV SCE. The potential was thenswept down to �900 mV SCE to complete the polarisation curveand to allow the pitting potential, Epit, and the repassivation poten-tial, ER, (see later) to be determined.
For each material, several polarisation tests were performed tobuild up a representative indication of the pitting behaviour usingeither a fresh sample, or regrinding the surface after the test to ex-pose fresh material. The pitting potential, Epit, was taken to be thepoint where the current started to rise dramatically on the forwardsweep (error ± 5 mV).
The uncorroded and corroded surfaces were imaged usingoptical microscopy (Zeiss Axioskop2 microscope with Axiovisionsoftware, V4.2) and scanning electron microscopy (SEM) (JEOLJSM-6300 microscope with a LaB6 thermionic emitter at 20 keVexcitation and Oxford Instruments INCA software for X-ray micro-analysis).
3. Results and discussion
3.1. AA5083
Fig. 1 shows a typical polarisation curve for AA5083. The for-ward section of the curve was typical for aluminium alloys witha passive region extending from the free corrosion potential tothe point where metastable pits initiate. At the pitting potential,a pit became stable and there was a dramatic rise in current. Athigher potentials this rise slowed as the pit current became ohm-ically controlled. When the scan was reversed the current trackedback down a similar line before gradually switching to an almostpotential independent current region, without repassivating. Thisbehaviour was reproducible in all tests, for all the alloys. Thereare a few reports of this type of reverse scan [11–13], and this phe-nomenon will be the subject of another paper [14]. The repassiva-tion potential is generally taken to be the point where the reversesweep crosses over the forward sweep [4] however; as this doesnot occur, the repassivation potential for these alloys, ER, cannotbe determined from the curves.
Table 3 shows the average (mean) free corrosion and pittingpotentials for AA5083 and their difference (determined from thepolarisation curves). With higher pitting potentials expected ofmore resistant alloys, Epit gives a useful indication of corrosionresistance [4]. However, if the free corrosion potential is close tothe pitting potential, only a small increase in potential would leadto pitting attack. So a better guide to corrosion resistance is the dif-ference between the pitting potential and the free corrosion poten-tial: the larger this difference, the more difficult it is for pitting
Cu Ag Mn Cr Zn Ti Ni
4 0.50.01 0.37 0.101 12
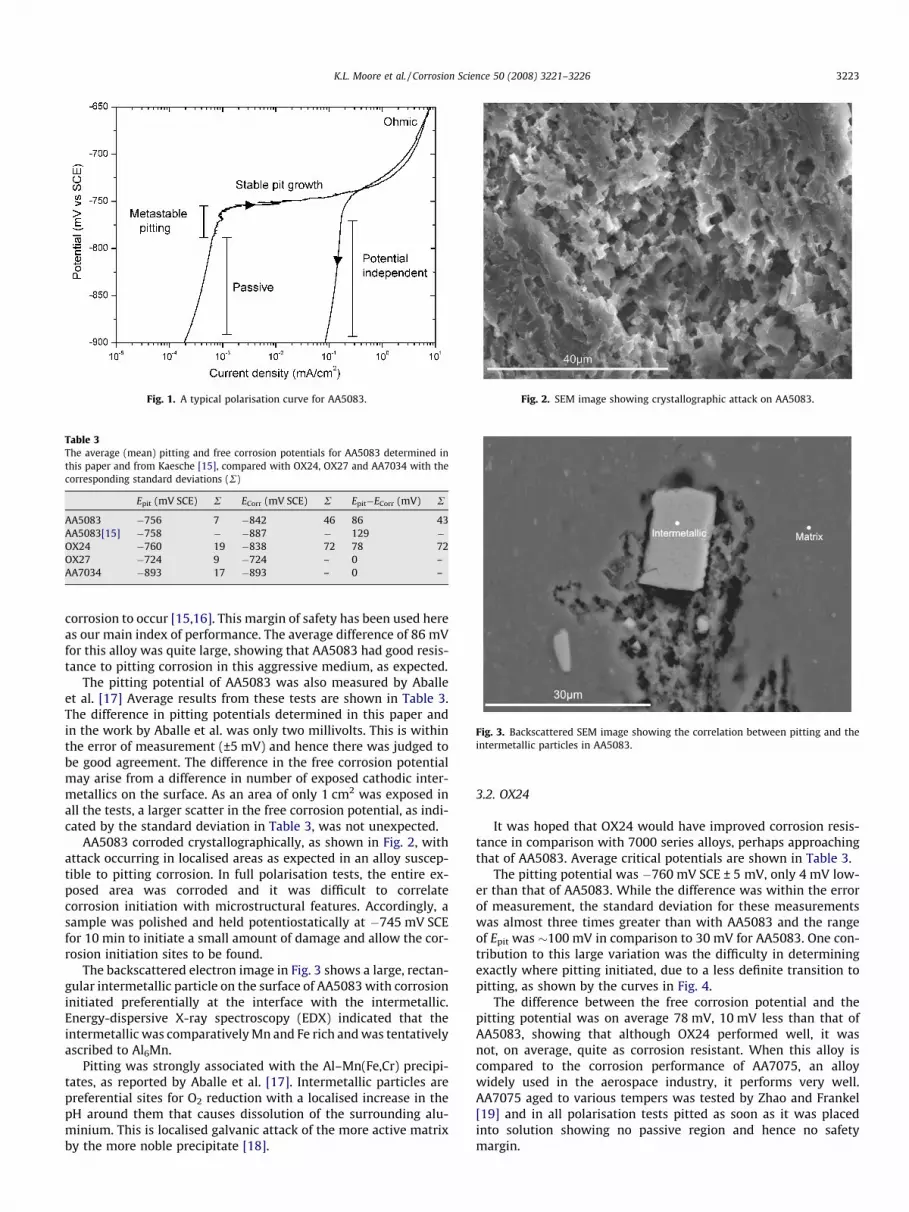
Fig. 1. A typical polarisation curve for AA5083.
Table 3The average (mean) pitting and free corrosion potentials for AA5083 determined inthis paper and from Kaesche [15], compared with OX24, OX27 and AA7034 with thecorresponding standard deviations (R)
Epit (mV SCE) R ECorr (mV SCE) R Epit�ECorr (mV) R
AA5083 �756 7 �842 46 86 43AA5083[15] �758 � �887 � 129 �OX24 �760 19 �838 72 78 72OX27 �724 9 �724 – 0 –AA7034 �893 17 �893 – 0 –
Fig. 2. SEM image showing crystallographic attack on AA5083.
Fig. 3. Backscattered SEM image showing the correlation between pitting and theintermetallic particles in AA5083.
K.L. Moore et al. / Corrosion Science 50 (2008) 3221–3226 3223
corrosion to occur [15,16]. This margin of safety has been used hereas our main index of performance. The average difference of 86 mVfor this alloy was quite large, showing that AA5083 had good resis-tance to pitting corrosion in this aggressive medium, as expected.
The pitting potential of AA5083 was also measured by Aballeet al. [17] Average results from these tests are shown in Table 3.The difference in pitting potentials determined in this paper andin the work by Aballe et al. was only two millivolts. This is withinthe error of measurement (±5 mV) and hence there was judged tobe good agreement. The difference in the free corrosion potentialmay arise from a difference in number of exposed cathodic inter-metallics on the surface. As an area of only 1 cm2 was exposed inall the tests, a larger scatter in the free corrosion potential, as indi-cated by the standard deviation in Table 3, was not unexpected.
AA5083 corroded crystallographically, as shown in Fig. 2, withattack occurring in localised areas as expected in an alloy suscep-tible to pitting corrosion. In full polarisation tests, the entire ex-posed area was corroded and it was difficult to correlatecorrosion initiation with microstructural features. Accordingly, asample was polished and held potentiostatically at �745 mV SCEfor 10 min to initiate a small amount of damage and allow the cor-rosion initiation sites to be found.
The backscattered electron image in Fig. 3 shows a large, rectan-gular intermetallic particle on the surface of AA5083 with corrosioninitiated preferentially at the interface with the intermetallic.Energy-dispersive X-ray spectroscopy (EDX) indicated that theintermetallic was comparatively Mn and Fe rich and was tentativelyascribed to Al6Mn.
Pitting was strongly associated with the Al–Mn(Fe,Cr) precipi-tates, as reported by Aballe et al. [17]. Intermetallic particles arepreferential sites for O2 reduction with a localised increase in thepH around them that causes dissolution of the surrounding alu-minium. This is localised galvanic attack of the more active matrixby the more noble precipitate [18].
3.2. OX24
It was hoped that OX24 would have improved corrosion resis-tance in comparison with 7000 series alloys, perhaps approachingthat of AA5083. Average critical potentials are shown in Table 3.
The pitting potential was �760 mV SCE ± 5 mV, only 4 mV low-er than that of AA5083. While the difference was within the errorof measurement, the standard deviation for these measurementswas almost three times greater than with AA5083 and the rangeof Epit was �100 mV in comparison to 30 mV for AA5083. One con-tribution to this large variation was the difficulty in determiningexactly where pitting initiated, due to a less definite transition topitting, as shown by the curves in Fig. 4.
The difference between the free corrosion potential and thepitting potential was on average 78 mV, 10 mV less than that ofAA5083, showing that although OX24 performed well, it wasnot, on average, quite as corrosion resistant. When this alloy iscompared to the corrosion performance of AA7075, an alloywidely used in the aerospace industry, it performs very well.AA7075 aged to various tempers was tested by Zhao and Frankel[19] and in all polarisation tests pitted as soon as it was placedinto solution showing no passive region and hence no safetymargin.
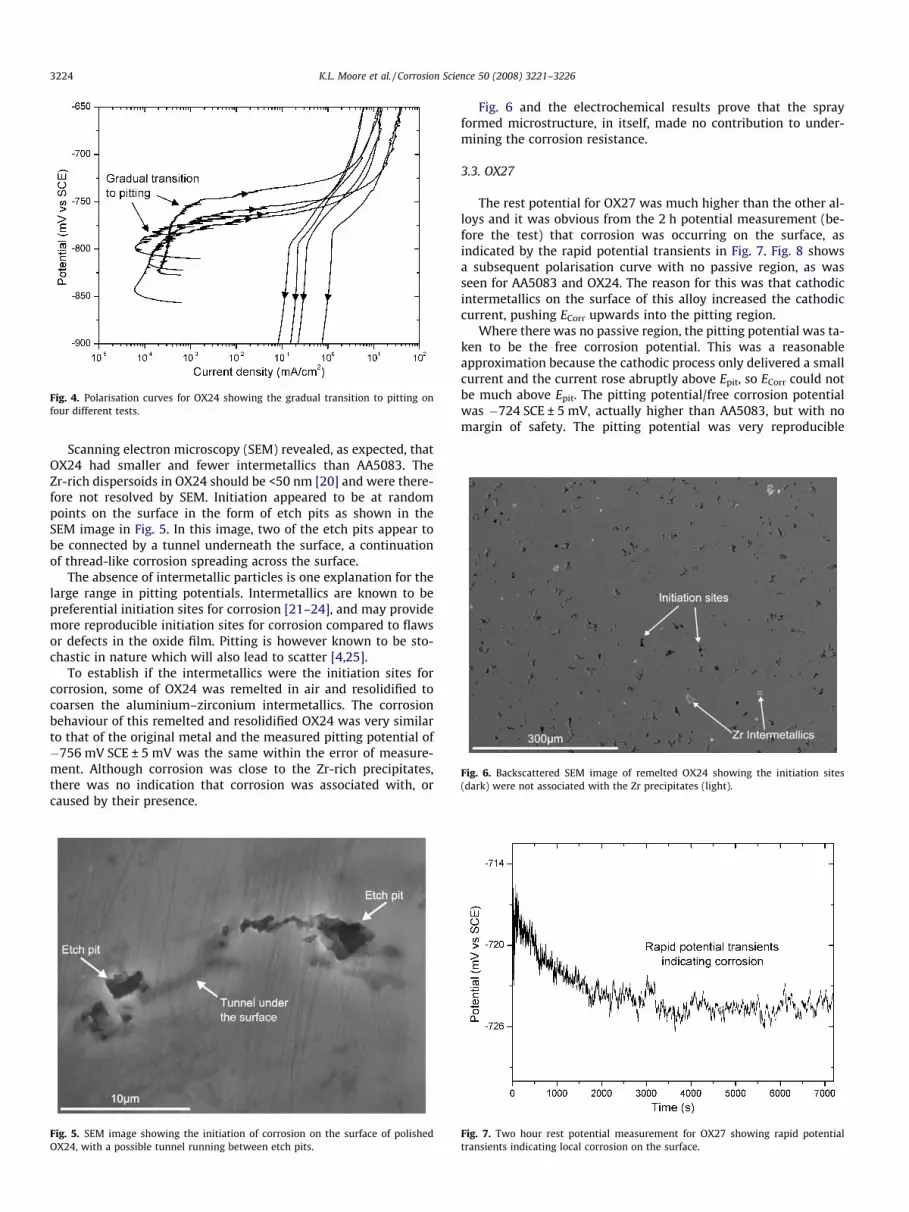
Fig. 4. Polarisation curves for OX24 showing the gradual transition to pitting onfour different tests.
Fig. 6. Backscattered SEM image of remelted OX24 showing the initiation sites(dark) were not associated with the Zr precipitates (light).
3224 K.L. Moore et al. / Corrosion Science 50 (2008) 3221–3226
Scanning electron microscopy (SEM) revealed, as expected, thatOX24 had smaller and fewer intermetallics than AA5083. TheZr-rich dispersoids in OX24 should be <50 nm [20] and were there-fore not resolved by SEM. Initiation appeared to be at randompoints on the surface in the form of etch pits as shown in theSEM image in Fig. 5. In this image, two of the etch pits appear tobe connected by a tunnel underneath the surface, a continuationof thread-like corrosion spreading across the surface.
The absence of intermetallic particles is one explanation for thelarge range in pitting potentials. Intermetallics are known to bepreferential initiation sites for corrosion [21–24], and may providemore reproducible initiation sites for corrosion compared to flawsor defects in the oxide film. Pitting is however known to be sto-chastic in nature which will also lead to scatter [4,25].
To establish if the intermetallics were the initiation sites forcorrosion, some of OX24 was remelted in air and resolidified tocoarsen the aluminium–zirconium intermetallics. The corrosionbehaviour of this remelted and resolidified OX24 was very similarto that of the original metal and the measured pitting potential of�756 mV SCE ± 5 mV was the same within the error of measure-ment. Although corrosion was close to the Zr-rich precipitates,there was no indication that corrosion was associated with, orcaused by their presence.
Fig. 5. SEM image showing the initiation of corrosion on the surface of polishedOX24, with a possible tunnel running between etch pits.
Fig. 6 and the electrochemical results prove that the sprayformed microstructure, in itself, made no contribution to under-mining the corrosion resistance.
3.3. OX27
The rest potential for OX27 was much higher than the other al-loys and it was obvious from the 2 h potential measurement (be-fore the test) that corrosion was occurring on the surface, asindicated by the rapid potential transients in Fig. 7. Fig. 8 showsa subsequent polarisation curve with no passive region, as wasseen for AA5083 and OX24. The reason for this was that cathodicintermetallics on the surface of this alloy increased the cathodiccurrent, pushing ECorr upwards into the pitting region.
Where there was no passive region, the pitting potential was ta-ken to be the free corrosion potential. This was a reasonableapproximation because the cathodic process only delivered a smallcurrent and the current rose abruptly above Epit, so ECorr could notbe much above Epit. The pitting potential/free corrosion potentialwas �724 SCE ± 5 mV, actually higher than AA5083, but with nomargin of safety. The pitting potential was very reproducible
Fig. 7. Two hour rest potential measurement for OX27 showing rapid potentialtransients indicating local corrosion on the surface.

Fig. 10. A typical polarisation curve for AA7034.
Fig. 8. A typical polarisation curve for OX27 with no evidence of a passive region.
K.L. Moore et al. / Corrosion Science 50 (2008) 3221–3226 3225
however one test, that showed an extended passive region, led to arelatively high standard deviation.
OX27 is a heat-treatable alloy and had a more homogeneous,fine scale distribution of intermetallic particles than AA5083 andOX24, explaining the improved reproducibility in comparison.
The corrosion resistance of OX27 was poor and it underwentcorrosion as soon as it was placed into solution. OX27 was likelyto contain several Cu-containing intermetallics of Al2Cu and Al2Cu-Li type, which are known to have a detrimental effect on corrosionresistance [4,20].
A sample of OX27 was studied with scanning electron micros-copy and EDX after immersion in the NaCl solution for 2 h. Corro-sion was associated with larger Cu-rich intermetallic particles,with dissolution occurring around them, as shown in Fig. 9. Corro-sion associated with Cu-rich intermetallic particles has been ob-served by other authors [20,26–28]. They state that when thematrix around the precipitate dissolves, the particle falls out leav-ing a pit where the conditions for corrosion are more favourable.This explains why particles were not seen in the pits on OX27 aftera full polarisation sweep.
The corrosion resistance of this alloy was comparatively verypoor because there was no difference between the free corrosionpotential and the pitting potential. As with the 7000 series alloys,
Fig. 9. SEM image showing matrix dissolution around the copper rich precipitatesin OX27.
it could only be used safely if provided with effective corrosionprotection.
3.4. AA7034
AA7034 has a comparatively high zinc concentration of 12 wt%,leading to high volume fraction of MgZn2 and similarly to OX27,pitting initiated as soon as the alloy was placed into solution andthere was no passive region. The pitting potential was again takento be the rest potential and was �893 mV SCE ± 5 mV with a stan-dard deviation of 17 mV. Fig. 10 shows the corrosion behaviour ofAA7034.
The free corrosion potential was much lower than the other al-loys tested, with an initial corrosion current higher than that ofOX27 implying that the cathodic intermetallic particles – espe-cially MgZn2 – were more detrimental and the corrosion resistanceis poorer than that of the other alloys tested, although scanningelectron microscopy and EDX more readily showed corrosionoccurring around the Cu-rich and Fe-rich impurity particles(Fig. 11).
AA7034 is compared with all the other alloys investigated inFig. 12 and Table 3.
Fig. 11. SEM image showing matrix dissolution around the iron rich impurityparticles in AA7034.

Fig. 12. A comparison of the polarisation curves for OX24, OX27, AA5083 andAA7034.
3226 K.L. Moore et al. / Corrosion Science 50 (2008) 3221–3226
4. Conclusions
AA5083, chosen deliberately as a non-heat treatable aluminiumalloy with good corrosion resistance, showed the greatest resis-tance to pitting in terms of the difference between the average freecorrosion potential and the average pitting potential. A muchstronger non-heat treatable spray formed Al–Li–Mg–Zr alloy(OX24) showed similar corrosion resistance to AA5083. Anothervery high strength heat treatable spray formed Al–Cu–Mg–Li–Zr–Ag alloy (OX27) showed poorer corrosion resistance. The sprayformed alloys both made use of relatively elevated Zr concentra-tions of up to 0.3 wt% to form a high volume fraction of homoge-neously distributed Al3Zr dispersoids to limit grain growth indownstream processes. These dispersoids did not undermine thealloy corrosion resistance or provide preferential nucleation sitesfor pitting, since even after re-melting and conventional castingthere was no pit initiation associated with the markedly coarsenedAl3Zr dispersoids. The overall refinement of microstructural scaleprovided by the spray forming process did not have either a bene-ficial or detrimental effect on corrosion behaviour. As expected,copper and iron (as a tramp impurity) were confirmed to be ele-ments harmful to corrosion resistance that should be avoided orminimised when improved corrosion resistance is required. Over-all, the spray formed Al–Li–Mg–Zr alloy exhibited an attractivecombination of low density, limited requirement for complex heat
treatment, good strength and excellent pitting resistance notmatched by the traditional high strength heat treatable alloys.
Acknowledgements
The authors would like to thank Professor CRM Grovenor forprovision of laboratory facilities, Sky Aluminium (AA5083) andChaiyasit Banjongprasert for help in preparing samples of the sprayformed alloys.
References
[1] L.L. Shreir, Corrosion, second ed., vol. 1, Newnes–Butterworths, London, 1976.[2] Z. Szklarska-Smialowska, Pitting Corrosion of Metals, NACE, Houston (TX),
1986.[3] D.A. Jones, Principals and Prevention of Corrosion, second ed., Prentice-Hall
International, Prentice Hall, London, 1996.[4] G.S. Frankel, J. Electrochem. Soc. 145 (6) (1998) 2186.[5] S.J. Hales, R.A. Hafley, Mater. Sci. Eng. A 257 (1) (1998) 153.[6] P.S. Grant, Prog. Mater. Sci. 39 (1995) 497.[7] K.P. Mingard, B. Cantor, I.G. Palmer, I.R. Hughes, P.W. Alexander, T.C. Willis, J.
White, Acta Mater. 48 (2000) 2435.[8] S.C. Hogg, I.G. Palmer, P.S. Grant, in: H. Jones (Ed.), Proceedings of Solidification
’07, Publ: Sheffield Uni., UK, 2007, pp. 636–640.[9] S.C. Hogg, I.G. Palmer, L.G. Thomas, P.S. Grant, Acta Mater. 55 (2007) 1885–
1894.[10] S. Hogg, I. Palmer, P. Grant, Mater. Sci. Forum 519–521 (2006) 1629.[11] M. Yasuda, F. Weinberg, D. Tromans, J. Electrochem. Soc. 137 (12) (1990)
3708.[12] S.T. Pride, J.R. Scully, J.L. Hudson, J. Electrochem. Soc. 141 (12) (1994) 3028.[13] W. Zhang, G.S. Frankel, Electrochim. Acta 48 (9) (2003) 1193.[14] K.L. Moore, J.M. Sykes, P.S. Grant, Corros. Sci., in press, doi:10.1016/
j.corsci.2008.08.027.[15] H. Kaesche, Corrosion of Metals: Physicochemical Principles and Current
Problems, Springer-Verlag, Berlin, Heidelberg, New York, 2003.[16] M.A. Smit, J.A. Hunter, J.D.B. Sharman, G.M. Scamans, J.M. Sykes, Corros. Sci. 45
(2003) 1903.[17] A. Aballe, M. Bethencourt, F.J. Botana, M. Cano, M. Marcos, Corros. Sci. 45 (1)
(2003) 161.[18] A. Barbucci, G. Cerisola, G. Bruzzone, A. Saccone, Electrochim. Acta 42 (15)
(1997) 2369.[19] Z. Zhao, G.S. Frankel, Corros. Sci. 49 (7) (2007) 3089.[20] A. Gholinia, J. Sarkar, P.J. Withers, P.B. Prangnell, Materials Science and
Technology, vol. 15, 1999, p. 605.[21] Z. Szklarska-Smialowska, Corros. Sci. 41 (9) (1999) 1743.[22] K. Kowal, J. DeLuccia, J.Y. Josefowicz, C. Laird, G.C. Farrington, J. Electrochem.
Soc. 143 (8) (1996) 2471.[23] R.M. Rynders, C.H. Paik, R. Ke, R.C. Alkire, J. Electrochem. Soc. 141 (6) (1994)
1439.[24] R. Ambat, A.J. Davenport, G.M. Scamans, A. Afseth, Corros. Sci. 48 (11) (2006)
3455.[25] T. Shilbata, T. Takeyama, Corrosion 33 (7) (1997) 243.[26] C.M. Liao, J.M. Olive, M. Gao, R.P. Wei, Corrosion 54 (6) (1998) 451.[27] C. Blanc, A. Freulon, M.C. Lafont, Y. Kihn, G. Mankowski, Corros. Sci. 48 (11)
(2006) 3838.[28] N. Birbilis, R.G. Buchheit, J. Electrochem. Soc. 152 (4) (2005) B140.





























