Embed Size (px)
Citation preview

Kili şekillendirmek için gerekli su içeriği ve basınca kıyasla, geleneksel seramiklerin
şekillendirilmesinde kullanılan şekillendirme yöntemlerinin dört kategorisi

Şekillendirme basıncı düşük olduğu için su oranı yüksek ve kuruma küçülmesi fazladır.
1 - Elle Şekillendirme (çömlekçi tornası)
İnsanoğlunun ilk mekanik olarak şekillendirdiği seramik çömlekçi tornası ile yapılmıştır.
Yere paralel olarak döner bir tabla üzerinde homojen hale getirilmiş yarı yaş hamurun
yerleştirilmesi daha sonrada parmak ve avuç ile şekil verilir.
Saksı, vazo vb düşük kaliteli seramiklerin üretiminde kullanılır.
Seri üretime elverişli değildir. Güzel sanatların vazgeçilmez yöntemlerindendir.
PLASTİK ŞEKİLLENDİRME

2- Tornada Kalıpla Şekillendirme
Simetrik olup , form yapısı yarım kürenin altında kalan kase, fincan, çanak, saksı gibi
formların şekillendirilebildiği mekanik bir sistemdir.
Bu sistemde formu veren iki faktörden biri alçı diğeri ise formun iç veya dış kesiti
şeklindeki metal şablondur.
Metallerdeki sıvama yöntemine benzer Bu amaçla ekstrüzyon makinesinde havası
alınmış çamur kullanılır.
Dönmekte olan alçı kalıp içine konan yarı yaş hamur üstten metal şablon ile kalıp içine
sıvanır.
Şablon ile kalıp arasında kalan boşluk şekillendirilmek istenen formun kesiti haline
gelmektedir.
Şekillendirme bitince alçı kalıp üzerine sıvanan hamur alçı ile birlikte dışarı alınır.
Alçı kalıp seramik hamurun suyunu emdiği için form hacimce küçülür ve yapışık olduğu
alçı formdan ayrılır.

Tabak Şekillendirme Tornası
Kase Torna, Seramik makinası

EKSTRÜZYON
Üniform uzun ürünler elde etmek ve daha sonra istenen boyda kesilmek üzere, kilin bir kalıp
boşluğundan geçmek üzere sıkıştırılması.
Ürünler: İçi boş tuğlalar, şekillendirilmiş kiremitler,fırın tüpleri, izolatörler, katalitik konvertör ,elektronik altlıklar,
termokupl koruyucu tüpler üretilmektedir
Sıvama ve plastik presleme gibi diğer seramik işleme yöntemleri için başlangıç kil çamuru oluşturmak içinde
kullanılmaktadır.
EKSTRÜZYON CİHAZI Ekipman, kilin karıştırılmasına yardımcı olmak ve kalıp boşluğundan çıkarmak üzere İtmek için vida tipi bir
hareket kullanır.

EKSTRÜZYONDA KULLANILAN BAĞLAYICI VE DİĞER İLAVELER
Yapılan başlıca ilave bağlayıcı olup; temel fonksiyonu ekstrüzyon esnasında her seramik
parçayı kaplayarak akışkanlık ve ekstrüzyon sonrası şekilli parçaya ham mukavemet
sağlamaktır.
Bağlayıcılar organik ve inorganik esaslı olarak iki grupta toplanır.
Organik bağlayıcılara örnek: Polivinil alkol, balmumu, termoplastik reçine, akrilik, un, nişaşta.
İnorganik bağlayıcılara örnek: Kil, bentonit, koloidal silika, etil silikat,fosfatlar.
İşlem sonunda organik bağlayıcı yanar, inorganik bağlayıcılar ise işlem sonunda yapıda kalır
ve seramiğin bileşiği haline gelir.
Seramik parçacıkları genellikle kötü akış özellikleri gösterdiğinden prosesin uygulanması için
bazı eklemeler gerekmektedir.
Az miktarlardaki diğer ilaveler ise yağlayıcılar, ıslatıcılar,dağıtıcılar, plastikleştiriciler ve köpük
oluşumunu engelleyen malzemelerdir.


Çeşitli seramiklerin ekstrüzyonunda kullanılan kimyasal bileşimler

EKSTRÜZYON İŞLEM KADEMELERİ
Toz hazırlama, şarj hesabı, karıştırma, ekstrüzyon, kurutma, pişirme ve
kalite kontrolden meydana gelmektedir.
Ekstrüzyonun dezavantajları kuruma, bağlayıcının uzaklaştırılması ve sinterleme
operasyonları sırasında ortaya çıkar.
Karışıma katılan bağlayıcı ve çözücünün kurutma prosesinde tamamının ya da
bir kısmının alınması gerekir.
Ekstürize edilen ürünlerin kurutma işlemi bu prosesin en kritik safhasıdır.
Özellikle uzun boyutlu ve küçük çaplı tüplerin kurutulması büyük hassasiyet gerektirmektedir.
Ürünlerin düzgün ve hasarsız bir şekilde kurutulması için kontrollü nem ve ısıl işleme tutulması
gerekmektedir. Aksi taktirde eğilmeler ve çatlamalar meydana gelmektedir.
Kurutma işlemi genelde ürünlerin oda sıcaklığında ve yüksek nem oranında (yaklaşık %90
nemlilik) tutulması ile başlar ve daha sonra kademe kademe nem oranının düşürülmesi ve
sıcaklığın arttırılması ile sürdürülür.
Uzun boyutlu seramik tüp veya çubukların sinterlenmesi genelde asılı şekilde
yapılmaktadır.
Böylece ürünlerin tüm yüzeyleri aynı ısıyı görerek küçülmektedirler.

ENJEKSİYON KALIPLAMA
Enjeksiyon kalıplama prosesi ; seramik bağlayıcı toz karışımlarını ısı ile yumuşatarak bir
kalıp boşluğuna zorlanarak doldurulması, burada soğutularak istenilen şekle getirilmesi
esasına dayanmaktadır.
Enjeksiyonla başarılı olarak üretilen seramik ürünlerinin bazıları şunlardır :
bujiler
iplik yönlendiricileri
elektronik parçalar
seramik maçalar
diş telleri

Bu yöntemde üretim kademeleri:
Seramik tozunun
hazırlanması ve bağlayıcı
formülasyonlarının
geliştirilmesi
Homojen bir seramik toz-organik
bağlayıcı karışımının
hazırlanması,
Enjeksiyon kalıplama ile
parçaların şekillendirilmesi,
Şekillendirilmiş parçadan bağlayıcının uzaklaştırılması
ve parçanın sinterlenmesi

PRESLEME
Presleme çeşitli işlemlerle hazırlanmış tozların bir kalıp içerisinde basınç uygulanarak
belirli bir şekli almak amacıyla sıkıştırılması şeklinde tanımlanabilir.
Karışık şekilli parça üretimine elverişli değildir.
Presleme yolu ile şekillendirmede basınç yüksek, rutubet oranı düşüktür.
Rutubet oranı düşük olduğu için kuruma küçülmesi çok düşüktür.
Bu yöntemle şekillendirilen seramiklerde çarpılma ve boyut uyumsuzluğu pek olmaz.
Boyut toleranslarının az olduğu elektrik ve elektronik seramiklerin üretiminde yaygın bir
yöntemdir.
Ateş tuğlasının %85’i, silika tuğlaların hemen hemen tamamı presleme yöntemiyle
üretilmektedir.
Yer karosu, fayans, düşük mukavemetli elektrik porselenler kuru presleme yöntemiyle
üretilirler
Yaygın olarak kullanılan iki farklı presleme yaklaşımı söz konusudur.
Tek eksenli presleme
İzostatik presleme.

PRESLEME ÖNCESİ TOZ HAZIRLAMA VE GEREKLİ İLAVELER
Presleme için üniform yükleme yapmak en önemli toz parametresidir.
Bu nedenle çoğu presleme işlemlerinde aglomere toz kullanılır.
Büyük parçacıklar küçüklere göre daha kolay akarlar.
Sonuç olarak 20 µm - 200 µ m’ lik parçacık büyüklükleri genellikle seçilebilir.
20 µ m’ den küçük parçacıklar tozun % 10’undan çoksa o zaman akışta problem
olabilir ve tozlar hem alt hem de üst prese (çekiç) yapışabilir.
Sprey kurutma veya diğer yöntemlerle malzemenin aglomerasyonu
sağlandığında mükemmel akış davranışları ortaya çıkar.
Püskürtmeli kurutucudan elde
edilen tozun morfolojisini
gösteren bir mikro yapı
görüntüsü
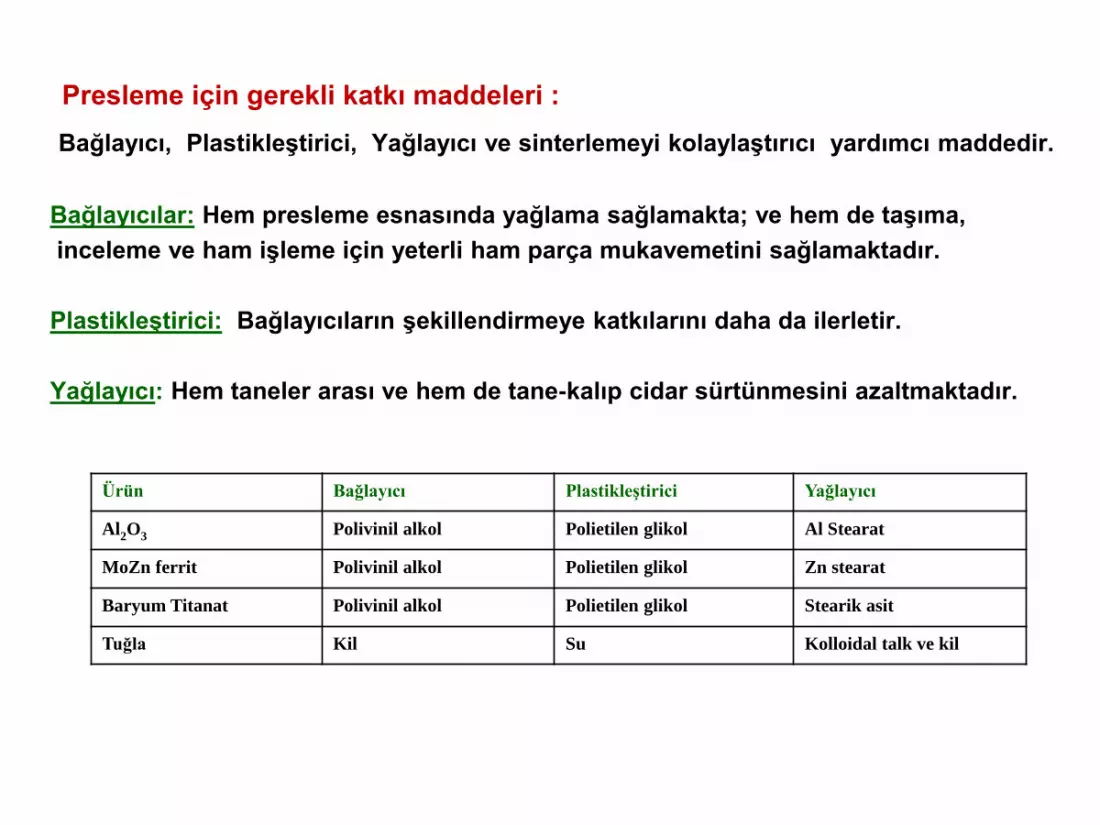
Presleme için gerekli katkı maddeleri :
Bağlayıcı, Plastikleştirici, Yağlayıcı ve sinterlemeyi kolaylaştırıcı yardımcı maddedir.
Bağlayıcılar: Hem presleme esnasında yağlama sağlamakta; ve hem de taşıma,
inceleme ve ham işleme için yeterli ham parça mukavemetini sağlamaktadır.
Plastikleştirici: Bağlayıcıların şekillendirmeye katkılarını daha da ilerletir.
Yağlayıcı: Hem taneler arası ve hem de tane-kalıp cidar sürtünmesini azaltmaktadır.
Ürün Bağlayıcı Plastikleştirici Yağlayıcı
Al2O3 Polivinil alkol Polietilen glikol Al Stearat
MoZn ferrit Polivinil alkol Polietilen glikol Zn stearat
Baryum Titanat Polivinil alkol Polietilen glikol Stearik asit
Tuğla Kil Su Kolloidal talk ve kil

TEK EKSENLİ (EKSENEL PRESLEME )
Tek eksenli presleme:
Sabit bir ıstampa yada pistondan eksenel yönde bir basınç
uygulanmasıyla sabit bir kalıp içinde tozun sıkıştırılmasından meydana
gelmektedir.
Parça – duvar ve parça – parça sürtünmeleri nedeniyle tek eksenli
Preslemede basınç dağılımı homojen değildir.
Yoğunluk basınca göre değişir.
İnce parçaların preslenmesinde dağılım farklıdır.
Basınç dağılımında yükseklik / çap ilişkisi önemlidir.
Çift tesirli preslenen numune, tek tesirliye göre hem daha homojendir hem de
daha yoğundur.
Yoğunluk farkları, ham halde, çarpılmaya ya da çatlamaya yol açabilir.
Uygun bağlayıcı veya yağlayıcı kullanılarak sürtünmeler azaltılabilir, bu da
yoğunluk farklarını azaltır.

Tek eksenli presleme, kuru ve yaş olmak üzere iki şekilde uygulanabilir.
Kuru Presleme:
Otomatik olarak yapılan preslemenin büyük bir kısmı, granüle edilmiş yada
Püskürtmeli kurutucuda kurutulmuş %0-4 arasında nem içeren toz ile
gerçekleştirilir.
Tozların sıkışması, granüllerin ezilmesiyle ve partiküllerin sıkı paketlenmeyi
sağlayacak bir biçimde mekanik olarak yeniden dağılımıyla gerçekleşir.
Kuru presleme ile üretilen ürünler arasında porselen fayanslar, kesme aletleri,
öğütme tekerlekleri, çip taşıyıcılar ve yalıtkanlar vardır.
Yaş Presleme: Yaş preslemede %10-15 arasında nem içeren bir toz kullanımı söz konusu olup; bu
tür işlem, genellikle kil içeren bileşimlerin preslenmesinde kullanılır.
Kullanılan besleme tozu, presleme sırasında plastik olarak deformasyona uğrar ve
kalıp boşluğunun şeklini alır.
Preslenmiş parçaların düşük mukavemetleri nedeniyle taşınmasındaki zorlukların
sonucu olarak otomasyona pek uygun olmayan bir yöntemdir.
Ayrıca boyutsal toleransların tutturulmasında da sorunlar yaşanabilmektedir.

Tek eksenli preslemede karşılaşılan başlıca problemler şunlardır:
Uygun olmayan yoğunluk veya parça boyutu
Kalıp aşınması
Çatlama ve
Yoğunlukta değişim.

İZOSTATİK (EŞEKSENLİ) PRESLEME Seramik tozlarını her yönde üniform bir şekilde preslemek suretiyle seramik ürünlerini
oluşturmaktadır.
İzostatik preslemenin genel avantajları :
1- Üniform basınç birleşimi bu proses de diğer yöntemlere göre boyut probleminin,
kısmen kuru preslemede uzunluk ve çap probleminin de önüne geçilmiştir.
2- Homojen dağılmış basınçtan dolayı tutarlı yoğunluklar, çekme payları ve yeniden
üretilebilirlik mevcuttur.
3- Genellikle kalıp giderlerini azaltmakta
4- Kısa süreli proseslerde, uzun kuruma zamanına ve bağlayıcı madde yanışına gerek
yoktur.
Genel sınırlamaları şöyledir :
1- Nispeten zayıf şekil ve boyut kontrolü, genellikle ham şekillendirme (preslenmiş malzemenin sinterlenmeden önce şekillendirilmesi gerekmektedir.
2- Basit şekillere uygulanması mümkündür.
Parçaların karışıklığıyla ilgili limitler sadece preslenmeden sonra yapılacak aletli işleme
kabiliyetine bağlıdır.

İzostatik Tek eksenli
preslemeyle üretilen ince cidarlı bir potanın ham yoğunluk değerleri


YAŞ – TORBALI İZOSTATİK PRESLEME
Bu proseste esnek kalıp toz ile tamamen doldurularak kapatılır.
Daha sonra içi bir sıvı ile (normalde bor yağı/su karışımı) dolu basınç kabına yerleştirilir
ve hidrostatik olarak preslenir.
Basınç tipe göre 21 ve 690 MPa arasında değişmektedir

KURU TORBALI (DRY-BAG) İZOSTATİK PRESLEME Kuru - torbalı izostatik preslemede elastik kalıp presin bir parçası halindedir
Kalıp doldurulur, toz preslenir ve preslenmiş tane kalıbı rahatsız etmeksizin
çıkarılmaktadır.
Tipik presleme basıncı 21 ila 275 Mpa arasında değişmektedir



High Pressure Sintering
High Pressure Sintering


3D CERAMİC PRİNTER





























