Embed Size (px)
Citation preview
Praktikum Teknik CorBidang Studi Mettalurgi
Abstrak
Pengecoran merupakan salah satu proses pembuatan produk yang
paling tua. Cara mengecor sendiri sudah ditemukan dari jaman dahulu
dan masih banyak digunakan hingga sekarang. Proses pengecoran
sendiri sangat mudah yaitu dengan menuangkan logam cair kedalam
sebuah cetakan kemudian ditunggu hingga mengeras kemudian
dikeluarkan dari cetakan. Hasil dari proses pengecoran ditentukan dari
cara merancang pola, cetakan, serta proses pembuatan gatting system.
Proses ini merupakan dasar dari pengecoran yang akan di lakukan pada
praktikum kali ini.
Prosedur pengecoran yang akan dipakai pada praktikum ini
adalah Sand Casting. Pola yang akan digunakan sudah ditentukan oleh
Dosen pembimbing. Sand casting sendiri diawali dengan merancang pola
yang akan digunakan sesuai dengan bentuk yang diinginkan, kemudian
dilanjutkan dengan proses pembuatan cetakan pasir, membuat gatting
system. Setelah cetakan siap digunakan proses dilanjutkan dengan
menuangkan logam cair, dan setelah logam membeku dilanjutkan
dengan proses membongkar cetakan dan melakukan inspeksi atau
pengamatan.
Dari Praktikum ini didaptkan kesimpulan bahwa proses sand
casting memerlukan perencanaan yang baik dalam membuat pola dan
cetakan agar dapat menghasilkan sebuah produk sesuai dengan yang
diinginkan. Jika terjadi kesalahan dalam merancang pola dan membuat
cetakan maka akan terjadi cacat produk seperti porositas, inklusi,
penyusutan, erosi, sirip yang akan merugikan.
1
Praktikum Teknik CorBidang Studi Mettalurgi
BAB I
PENDAHULUAN
I. 1. Latar Belakang
Banyak sekali benda di sekitar kita yang merupakan
hasil dari proses pengecoran. Sebut saja kunci Inggris,
blok mesin kendaraan bermotor, roda gigi, hingga alat-
alat dapur seperti sendok maupun garpu.
Pada masa yang akan datang tidak menutup
kemungkinan terdapat pengembangan-pengembangan dari
proses pengecoran konvensional yang banyak
diaplikasikan saat ini. Dan tidak menutup kemungkinan
akan ditemui permasalahan-permasalahan yang lebih
kompleks yang timbul sebagai akibat perkembangan teknik
pengecoran logam itu sendiri.
Problem yang utama dalam teknik pengecoran logam
banyak terkait pada perencanaan sistem riser, sistem
saluran tuang, kecepatan dan temperatur penuangan,
temperatur melting dan berat jenis logam yang akan
2
Praktikum Teknik CorBidang Studi Mettalurgi
dicor. Hal ini mengingatkan bahwa pembekuan logam cair
akan melepaskan gas-gas yang semula terkandung
didalamnya sehingga diperlukan jalan bagi gas - gas
tersebut untuk keluar, khususnya untuk cetakan pasir.
Disamping itu ukuran butir pasir, jenis bahan pengikat
serta bahan cetakan serta komposisi cetakan pasir akan
menentukan kualitas hasil pengecoran logam.
Oleh sebab itu, untuk mengaplikasikan teori-teori
dasar tentang pengecoran logam, maka dilakukan
pengecoran logam sebuah benda sederhana berbentuk
silinder yang terbuat dari aluminium dengan metode
pengecoran sand casting.
I. 2. Permasalahan
Adapun permasalahan pelaksanaan pengecoran
aluminium ini adalah yaitu:
1. Bentuk pola akan mempengaruhi hasil dari cetakan
yang akan digunakan
2. Bagaimana sistem saluran yang baik untuk
menghasilkan benda hasil coran yang baik.
I. 3. Tujuan
3
Praktikum Teknik CorBidang Studi Mettalurgi
Adapun tujuan dari Praktikum Lab Keahlian Teknik
Cor yang dilakukan adalah:
1. Mengaplikasikan teori teknik cor ke dalam kondisi
riil.
2. Mengetahui kendala - kendala yang timbul dalam
proses pengecoran logam, dalam hal ini adalah
logam aluminium.
3. Menganalisa benda hasil coran, meliputi
pemeriksaan visual dari hasil coran tanpa
menganalisa sifat - sifat mekanik.
I. 4. Batasan Masalah
Agar pembahasan tentang pengecoran yang dilakukan
ini tidak melebar, maka diberikan batasan masalah
sebagai berikut:
1. Properti aluminium cair yang digunakan dalam
praktikum dianggap standar seperti alluminium yang
digunakan di pasaran.
2. Pasir cetak yang digunakan dianggap sama, baik
bahan, kadar air, maupun kepadatannya.
4
Praktikum Teknik CorBidang Studi Mettalurgi
BAB II
DASAR TEORI
II. 1. Sifat Logam Cair
Logam cair akan selalu mencair seluruhnya pada
temperatur tinggi. Sedangkan pada temperatur yang
rendah akan membentuk inti - inti kristal yang terus
tumbuh seiring penurunan temperatur hingga mencapai
temperatur solidus dimana seluruh logam cair sudah
menjadi padat seluruhnya. Logam cair mempunyai berat
jenis yang lebih besar daripada air sehingga aliran
logam cair mempunyai kelembaman dan gaya tumbuk yang
lebih besar. Selain itu logam cair tidak menyebabkan
dinding menjadi basah, oleh karena itu kalau logam cair
mengalir di atas permukaan cetakan pasir, ia tidak
meresap ke dalam pasir, asalkan jarak antar partikel –
partikel pasir cukup kecil.
Pada proses pengecoran, aliran logam cair terutama
dipengaruhi oleh kekentalan logam cair dan kekasaran
permukaan cetakan. Pada temperatur yang lebih tinggi
kekentalan akan lebih rendah, sehingga aliran menjadi
lebih cepat dan tentunya gaya tumbuk yang dihasilkan
juga lebih besar.
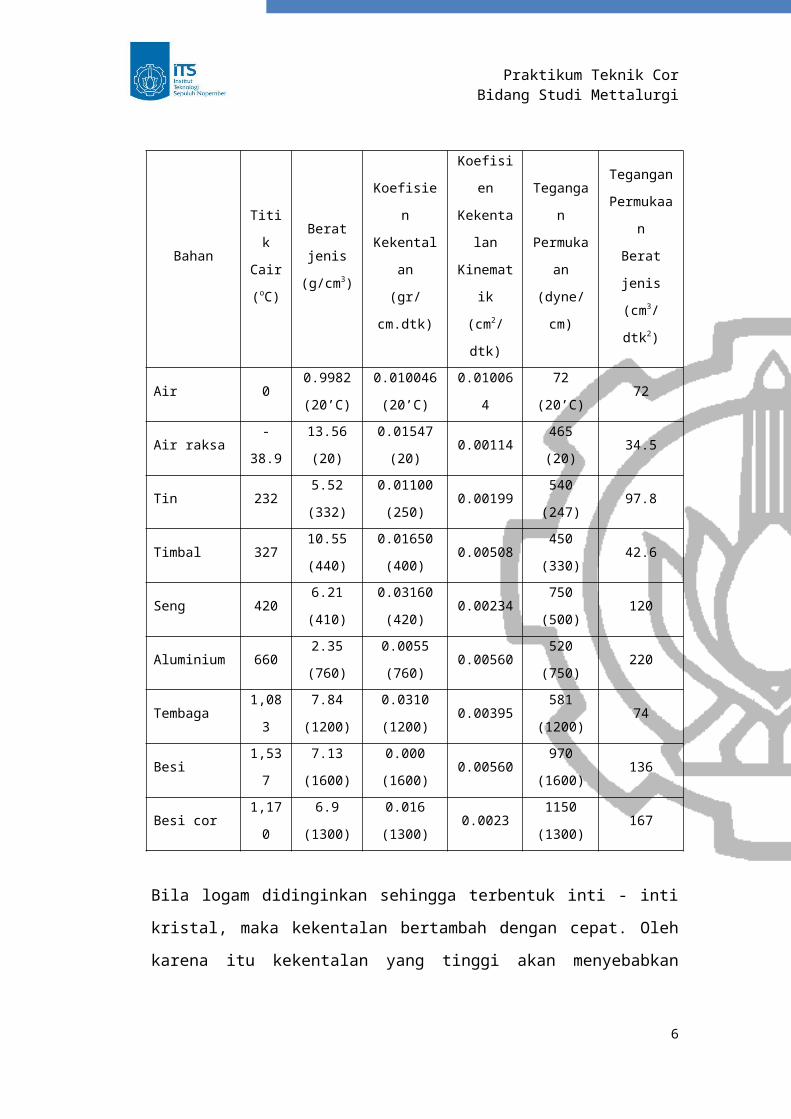
Tabel 2.1 Koefisien Permukaan dan Tegangan Permukaan.( 1 )
5
Praktikum Teknik CorBidang Studi Mettalurgi
Bahan
Titi
k
Cair
(oC)
Berat
jenis
(g/cm3)
Koefisie
n
Kekental
an
(gr/
cm.dtk)
Koefisi
en
Kekenta
lan
Kinemat
ik
(cm2/
dtk)
Teganga
n
Permuka
an
(dyne/
cm)
Tegangan
Permukaa
n
Berat
jenis
(cm3/
dtk2)
Air 00.9982
(20’C)
0.010046
(20’C)
0.01006
4
72
(20’C)72
Air raksa-
38.9
13.56
(20)
0.01547
(20)0.00114
465
(20)34.5
Tin 2325.52
(332)
0.01100
(250)0.00199
540
(247)97.8
Timbal 32710.55
(440)
0.01650
(400)0.00508
450
(330)42.6
Seng 4206.21
(410)
0.03160
(420)0.00234
750
(500)120
Aluminium 6602.35
(760)
0.0055
(760)0.00560
520
(750)220
Tembaga1,08
3
7.84
(1200)
0.0310
(1200)0.00395
581
(1200)74
Besi1,53
7
7.13
(1600)
0.000
(1600)0.00560
970
(1600)136
Besi cor1,17
0
6.9
(1300)
0.016
(1300)0.0023
1150
(1300)167
Bila logam didinginkan sehingga terbentuk inti - inti
kristal, maka kekentalan bertambah dengan cepat. Oleh
karena itu kekentalan yang tinggi akan menyebabkan
6
Praktikum Teknik CorBidang Studi Mettalurgi
logam sukar mengalir atau kehilangan sifat mampu
alirnya.
Fluiditas logam tertinggi diperoleh ketika logam
dipanaskan hingga diatas temperatur liquidus, maka logam
cair akan mengisi cetakan dengan baik. Koefisien
kekentalan beberapa jenis logam ditunjukkan pada tabel
2.1.
II. 2. Bentuk dan Ukuran dari Coran.
Dalam pengecoran bentuk dan ukuran sembarang dapat
diizinkan, tetapi pada beberapa produk dengan bentuk
rumit, dimensi dan geometri coran merupakan faktor yang
harus diperhatikan. Dalam pengecoran dapat juga dibuat
benda kerja dalam jumlah massal dengan menggunakan
metode pola tetap, biasanya terbuat dari logam
sedangkan bentuk yang rumit dapat digunakan lilin
sebagai bahan pola.
Pembuatan pola yang baik harus memenuhi syarat-
syarat berikut :
1. Diusahakan pola yang dibuat dalam bentuk yang
sederhana dan mudah dibuat.
2. Diusahakan bentuk pola mudah dibelah sehingga dapat
dibuat cetakan dengan kup dan drag terpisah.
Bentuk dan ukuran dari coran sebaiknya memenuhi
standar yang telah ditetapkan sebagai berikut :
1. Tebal Minimum
7
Praktikum Teknik CorBidang Studi Mettalurgi
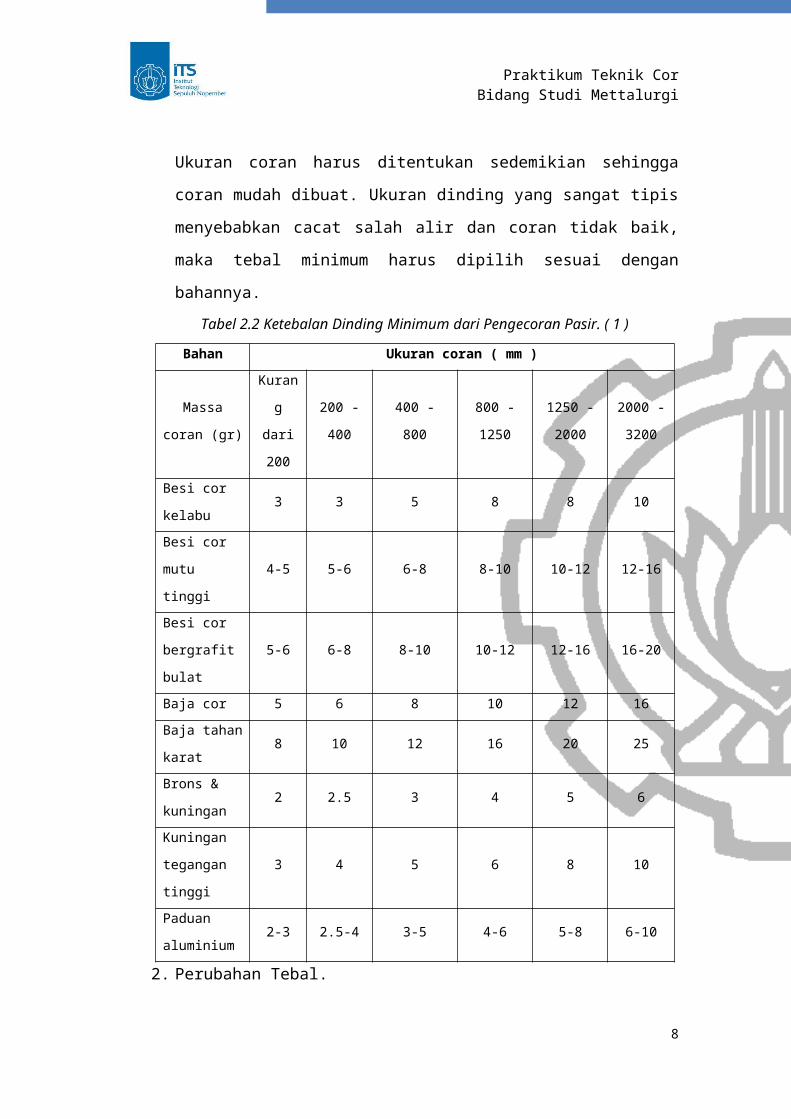
Ukuran coran harus ditentukan sedemikian sehingga
coran mudah dibuat. Ukuran dinding yang sangat tipis
menyebabkan cacat salah alir dan coran tidak baik,
maka tebal minimum harus dipilih sesuai dengan
bahannya.Tabel 2.2 Ketebalan Dinding Minimum dari Pengecoran Pasir. ( 1 )
Bahan Ukuran coran ( mm )
Massa
coran (gr)
Kuran
g
dari
200
200 -
400
400 -
800
800 -
1250
1250 -
2000
2000 -
3200
Besi cor
kelabu3 3 5 8 8 10
Besi cor
mutu
tinggi
4-5 5-6 6-8 8-10 10-12 12-16
Besi cor
bergrafit
bulat
5-6 6-8 8-10 10-12 12-16 16-20
Baja cor 5 6 8 10 12 16Baja tahan
karat8 10 12 16 20 25
Brons &
kuningan2 2.5 3 4 5 6
Kuningan
tegangan
tinggi
3 4 5 6 8 10
Paduan
aluminium2-3 2.5-4 3-5 4-6 5-8 6-10
2. Perubahan Tebal.
8
Praktikum Teknik CorBidang Studi Mettalurgi
Perbedaan tebal dinding coran diusahakan sekecil
mungkin. Namun bila bentuk coran harus memiliki
ketebalan cukup besar, maka disankan agar dibentuk
tirus.
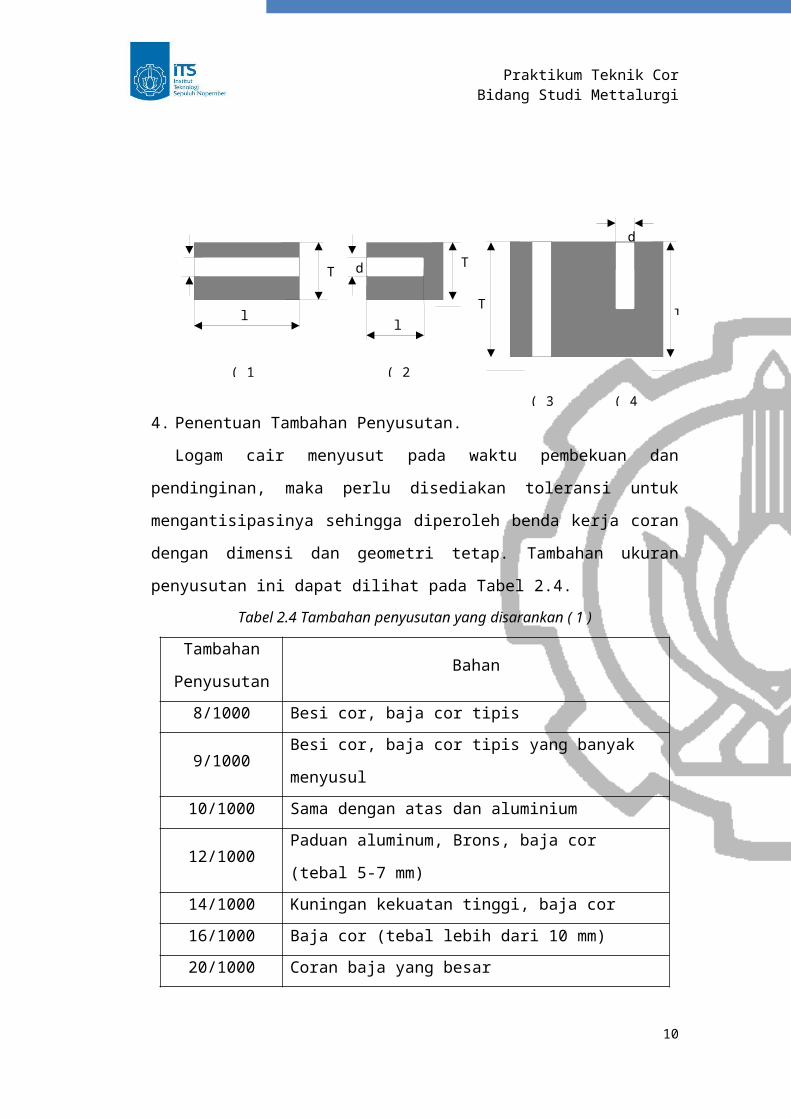
3. Lubang Berinti
Lubang berinti dari suatu coran harus memperhatikan
bentuk, ukuran dan panjangnya. Untuk lubang yang
sempit dan panjang, inti akan terpanaskan lanjut dan
terjadi fusi, maka gas dari pasir akan membentuk
rongga - rongga udara. Oleh karena itu lubang
berinti sebaiknya tidak terlalu panjang dan sempit.Tabel 2.3 Ukuran standar yang dianjurkan untuk lubang berinti. ( 1 )
Macam
Lubang
Inti
Coran Besi
Kelabu
Coran
BajaPanjang
(1) d≥t(minimum 10 mm )or d≥T /3 d≥2.t(minimum 20 mm)
or d≥T /21≤3d
(2) d≥t(minimum 10 mm )or d≥T /3 d≥2t(minimum20 mm )
or d≥T /21≤2d
(3)d≥T /2(minimum 10 mm ) d≥T(minimum 20 mm)
1 = T
(4)d≥T /2(minimum 10 mm ) d≥T(minimum 20 mm)
1≤2d
9
Praktikum Teknik CorBidang Studi Mettalurgi
4. Penentuan Tambahan Penyusutan.
Logam cair menyusut pada waktu pembekuan dan
pendinginan, maka perlu disediakan toleransi untuk
mengantisipasinya sehingga diperoleh benda kerja coran
dengan dimensi dan geometri tetap. Tambahan ukuran
penyusutan ini dapat dilihat pada Tabel 2.4.Tabel 2.4 Tambahan penyusutan yang disarankan ( 1 )
Tambahan
PenyusutanBahan
8/1000 Besi cor, baja cor tipis
9/1000Besi cor, baja cor tipis yang banyak
menyusul10/1000 Sama dengan atas dan aluminium
12/1000Paduan aluminum, Brons, baja cor
(tebal 5-7 mm)14/1000 Kuningan kekuatan tinggi, baja cor16/1000 Baja cor (tebal lebih dari 10 mm)20/1000 Coran baja yang besar
10
l l
l
d
T
T T d t
( 1 ( 2
( 3 ( 4
Praktikum Teknik CorBidang Studi Mettalurgi
25/1000 Coran baja besar dan tebal
5. Penentuan penambahan untuk proses permesinan dimana
diperlukan penyelesaian akhir dengan mesin setelah
pengecoran, harus dibuat dengan kelebihan ukuran
seperlunya. Pengerjaan ini biasa berupa pembubutan,
penggerindaan, boring dan lain lain.
II. 3. Pola Cetakan
Pola sangat diperlukan dalam pengecoran, dapat
digolongkan menjadi pola logam maupun dan pola kayu
(termasuk pola plastik). Pola logam dipergunakan agar
dapat menjaga ketelitian ukuran benda coran terutama
dalam masa produksi sehingga pola bisa lebih lama dan
produktivitas produksi lebih tinggi.
Hal pertama yang harus dilakukan pada pembuatan
pola adalah mengubah gambar perencanaan menjadi gambar
untuk pengecoran. Dalam hal ini dipertimbangkan
bagaimana membuat coran yang baik, bagaimana menurunkan
biaya pembuatan cetakan, bagaimana membuat pola yang
mudah, bagaimana menstabilkan inti – inti, dan
bagaimana cara mempermudah pembongkaran cetakan,
kemudian menetapkan arah kup dan drag, posisi permukaan
pisah, bagian yang dibuat oleh cetakan utama dan bagian
yang dibuat oleh inti. Selanjutnya menetapkan tambahan
penyusutan, tambahan untuk penyelesaian dengan mesin,
11
Praktikum Teknik CorBidang Studi Mettalurgi
kemiringan pola, dan seterusnya; dan dibuat gambar
untuk pengecoran yang kemudian diserahkan pada pembuat
pola.
II. 4. Gating System yang Vertikal
Sebenarnya banyak sekali model dari gating system
dari yang seharusnya salah satunya penuangan dengan
posisi vertikal. Biasanya gating system jenis ini
digunakan untuk step gating dan bottom gating.
II. 4. 1. Step Gating
Step gating system didesain untuk membuat aliran yang
uniform, tanpa adanya aliran turbulensi dari aliran yang
masuk kedalam rongga cetak. Prinsip dari aliran fluida
yang telah dibahas sebelumnya dapat diterapkan disini
seperti pada horizontal gating, dan akan digunakan pada
desain vertical gating system yang optimum.
Berdasarkan hukum aliran fluida, kecepatan aliran
logam cair dalam sprue secara aktual menyebabkan adanya
aliran balik (back flow). Oleh karena itu harus
direncanakan sprue dengan luas penampang yang
disesuaikan dengan dimensi benda cor dan waktu
penuangan. Berdasarkan bentuknya, sprue dibedakan
menjadi dua jenis yaitu straight sprue dan tapered sprue.
Taper sprue memiliki bentuk rumit tetapi efektif untuk
meminimalkan turbulensi aliran logam sebaliknya straight
12
Praktikum Teknik CorBidang Studi Mettalurgi
sprue mudah dibuat tetapi menyebabkan turbulensi aliran
semakin besar. Pemilihan bentuk sprue disesuaikan
dengan ketersediaan perkakas dan biaya. Bila dipilih
bentuk straight sprue, maka dibuat sprue base untuk
meminimalkan turbulensi.
II. 4. 2. Bottom Gating
Tipe lain dari vertical gating seperti yang diketahui
adalah bottom gating, dimana logam cair masuk kedalam
rongga cetak dari bawah. Desain dari bottom gating ini,
biasanya digunakan untuk besi tuang untuk mengurangi
mold and core erossion.
Desain dari bottom gate menghubungkan runner dengan
bagian bawah dari rongga cetak sehingga dapat mereduksi
turbulensi.
13
Praktikum Teknik CorBidang Studi Mettalurgi
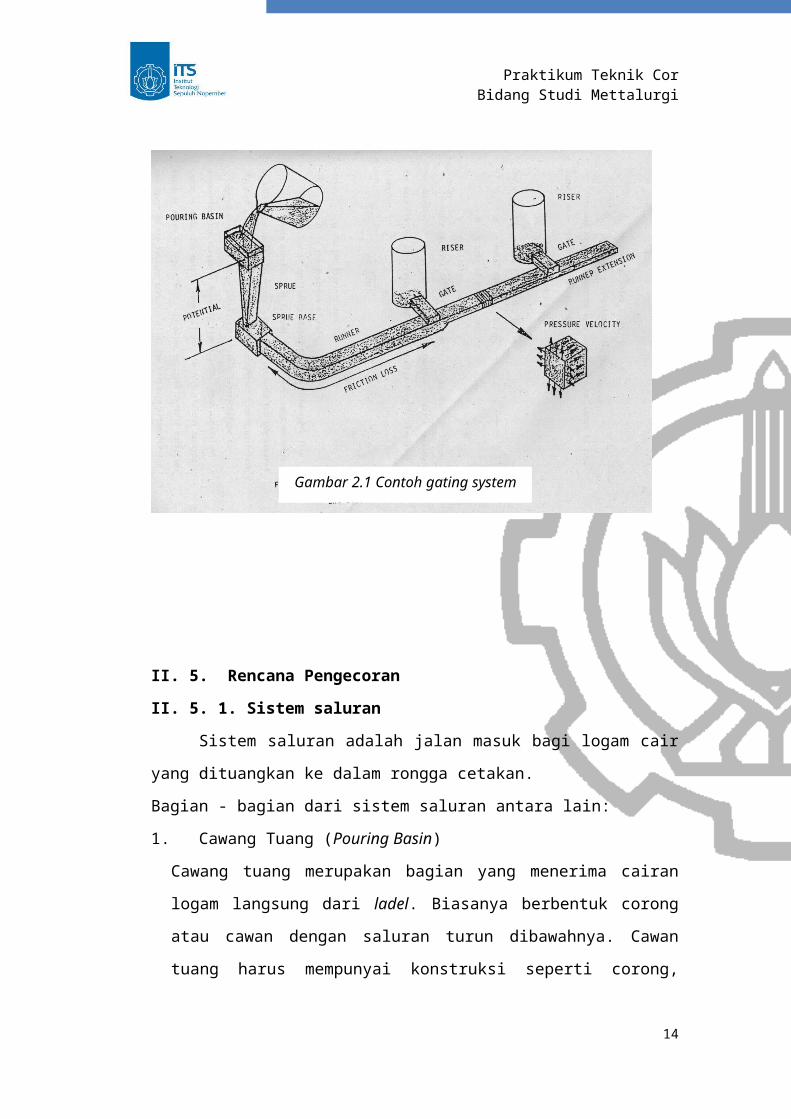
II. 5. Rencana Pengecoran
II. 5. 1. Sistem saluran
Sistem saluran adalah jalan masuk bagi logam cair
yang dituangkan ke dalam rongga cetakan.
Bagian - bagian dari sistem saluran antara lain:
1. Cawang Tuang (Pouring Basin)
Cawang tuang merupakan bagian yang menerima cairan
logam langsung dari ladel. Biasanya berbentuk corong
atau cawan dengan saluran turun dibawahnya. Cawan
tuang harus mempunyai konstruksi seperti corong,
14
Gambar 2.1 Contoh gating system
Praktikum Teknik CorBidang Studi Mettalurgi
sehingga kotoran yang terbawa pada logam cair akan
tertahan. Selain itu, cawan tuang tidak boleh terlalu
dangkal sebab dapat menimbulkan pusaran sehingga
timbul terak.
2. Saluran Turun (Sprue)
Adalah saluran masuk pertama bagi logam cair. Saluran
turun dibuat tegak lurus dengan irisan berupa
lingkaran. Irisan dapat berbentuk simetris atau tirus
kebawah.
3. Pengalir (Runner)
Adalah saluran yang membawa logam cair dari saluran
turun kebagain - bagian dari cetakan. Pengalir
biasanya mempunyai irisan seperti trapesium atau
setengah lingkaran sebab irisan yang demikian mudah
dibuat pada permukaan pemisah (parting line).
4. Saluran Masuk (Ingate)
Adalah saluran untuk mengisikan logam cair dari
saluran pengalir kedalam rongga cetakan. Saluran ini
dibuat dengan irisan yang lebih kecil daripada irisan
pengalir agar dapat mencegah kotoran masuk kedalam
rongga cetakan. Saluran ini dapat terdiri dari satu
atau lebih saluran masuk dalam sistem saluran yang
direncanakan.
II. 5. 2. Saluran Penambah (Riser)
15
Praktikum Teknik CorBidang Studi Mettalurgi
Fungsi dari saluran penambah (Riser) adalah sebagai
penampung logam cair yang akan menambah logam cair
untuk mengimbangi penyusutan dalam proses pembekuan
logam dari coran, sehingga logam cair dalam riser harus
membeku lebih lambat dari logam coran.
II. 5. 3. Perencanaan Pasir Cetak.
Untuk bisa menghasilkan suatu cetakan yang kuat
dan kokoh, pasir cetak memerlukan sifat persyaratan
sebagai berikut :
1. Mempunyai sifat mampu bentuk sehingga mudah dalam
pembuatan cetakan dengan kekuatan yang lebih baik.
2. Permeabilitas yang baik. Hasil coran akan mengalami
cacat atau kropos apabila gas - gas yang terdapat
dalam rongga cetak, tidak dapat keluar pada saat
pembekuan logam cair berlangsung. Sehingga untuk
menghindari gas - gas tersebut harus dapat
disalurkan melalui rongga - rongga diantara butiran
pasir dan keluar dari cetakan dengan bebas.
3. Distribusi besar butiran yang sesuai. Permukaan
hasil coran menjadi lebih halus kalau cetakan dibuat
dari butiran pasir yang lebih halus, akan tetapi
bila butiran halus, permeabilitas dari cetakan
menjadi turun yang mengakibatkan gas dalam rongga
cetakan terhambat keluar dan menimbulkan cacat atau
keropos.
16
Praktikum Teknik CorBidang Studi Mettalurgi
4. Tahan terhadap temperatur logam yang dituang. Butir
pasir bersentuhan dengan logam yang dituang sehingga
dapat menimbukan reaksi kimia dan fisika karena
logam cair mempunyai temperatur yang tinggi.
5. Komposisi yang cocok. Komposisi campuran antara
pasir cor dengan beberapa penambahan atau aditive
harus sesuai, agar mendapatkan cetakan yang bagus.
6. Mampu dipakai secara berulang - ulang sehingga
memenuhi syarat ekonomis.
7. Harga pasir yang murah. Agar pasir cetakan yang
digunakan cukup kuat perlu ditambahkan bahan - bahan
pengikat lain seperti halnya bentonit dan air,
sehingga butiran-butiran pasir melekat dengan baik.
Kadang kadang dalam pasir cetakan juga ditambahkan
bubuk arang, tepung, jelaga kokas agar permukan
coran menjadi lebih halus, pembongkarannya lebih
mudah dan mencegah permukaan kasar. Namun harus
tetap diperhatikan seberapa besar jumlah yang sesuai
harus diberikan agar tidak terjadi cacat pada cor
coran.
II. 5. 4. Pembuatan Inti
Inti adalah suatu bentuk dari pasir yang dipasang
pada rongga cetakan untuk mencegah pengisian logam yang
seharusnya berbentuk lubang atau rongga dalam suatu
coran.
17
Praktikum Teknik CorBidang Studi Mettalurgi
Hal hal yang perlu diperhatikan pada pembuatan inti :
1. Padatan pasir inti kedalam cetakan inti secara
merata.
2. Ukuran, kedudukan pasir inti serta diameter dan
tempat lubang angin harus diperhatikan. Perlakuan
terhadap inti yang telah dicor perlu hati - hati
agar tidak menyebabkan terjadinya deformasi atau
patah.
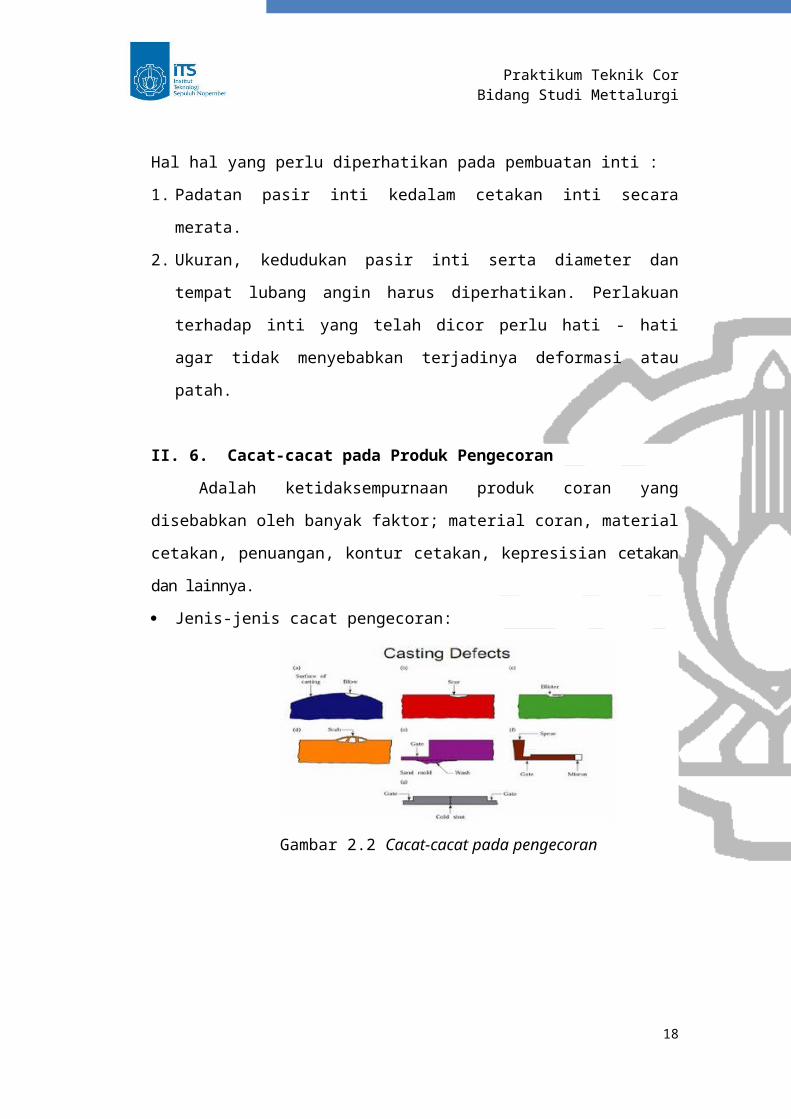
II. 6. Cacat-cacat pada Produk Pengecoran
Adalah ketidaksempurnaan produk coran yang
disebabkan oleh banyak faktor; material coran, material
cetakan, penuangan, kontur cetakan, kepresisian cetakan
dan lainnya.
Jenis-jenis cacat pengecoran:
Gambar 2.2 Cacat-cacat pada pengecoran
18
Praktikum Teknik CorBidang Studi Mettalurgi
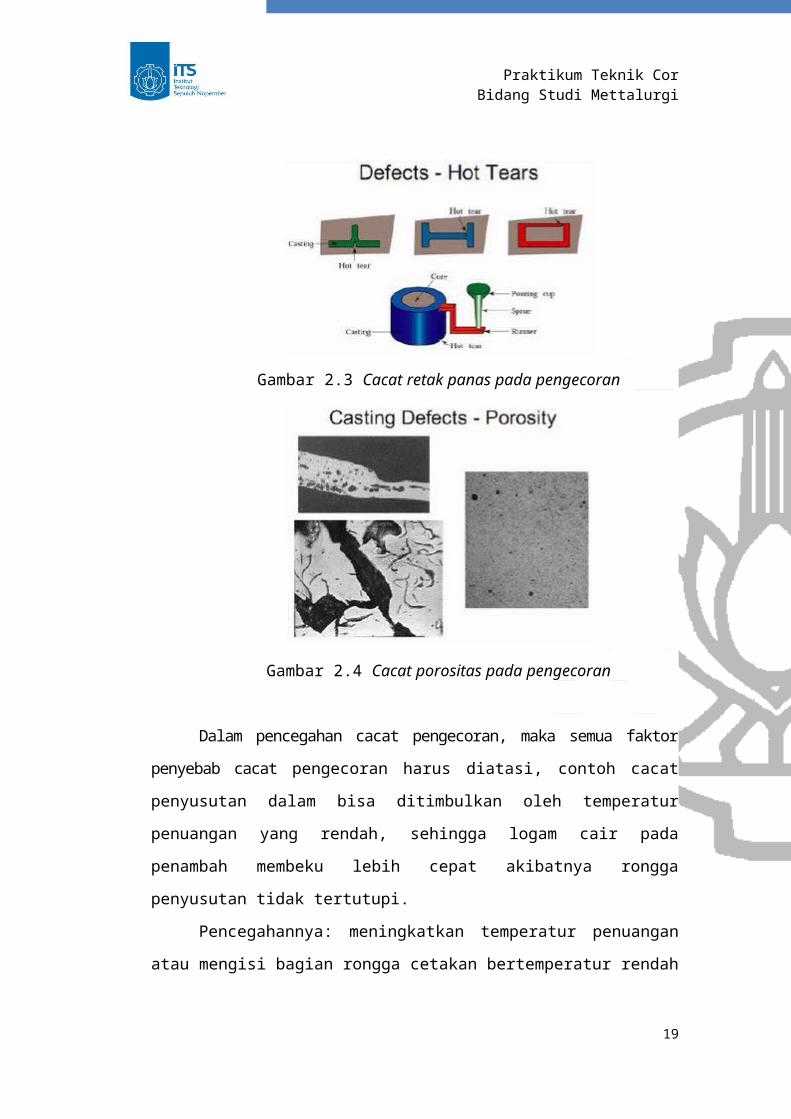
Gambar 2.3 Cacat retak panas pada pengecoran
Gambar 2.4 Cacat porositas pada pengecoran
Dalam pencegahan cacat pengecoran, maka semua faktor
penyebab cacat pengecoran harus diatasi, contoh cacat
penyusutan dalam bisa ditimbulkan oleh temperatur
penuangan yang rendah, sehingga logam cair pada
penambah membeku lebih cepat akibatnya rongga
penyusutan tidak tertutupi.
Pencegahannya: meningkatkan temperatur penuangan
atau mengisi bagian rongga cetakan bertemperatur rendah
19
Praktikum Teknik CorBidang Studi Mettalurgi
lebih dulu dan riser ditempatkan pada bagian temperatur
tinggi.
II. 7. Pemeriksaan Cacat pada Pengecoran
BAB III
PERANCANGAN DAN PERHITUNGAN
III.1. Perancangan Sistem Saluran
(gambar autocad)
III.2. Perhitungan Sistem Saluran
Langkah pertama dalam proses pengecoran adalah
merancang sistem saluran. Dalam merancang, perlu
ditentukan bentuk dan ukuran sistem saluran. Karena
sistem saluran merupakan faktor utama yang menentukan
kualitas benda hasil coran. Data - data dari coran yang
digunakan :
Material Cor :
- Jenis material logam = Alumunium (Al )
- Density () = 0.085 lb/in3
- T melt = 650o C
- T tuang = 700o C
Bentuk dan ukuran material cor :
- Total volume = 24 in3
20
Praktikum Teknik CorBidang Studi Mettalurgi
- Berat coran ( Wc ) = Density x Volume +
Berat Gating System
=
0.085 x 24 + 0.3 (0.085 x 24)
= 2.652 lb
Berikut ini langkah - langkah perencanaan sistem
saluran:
1. Menentukan tinggi efektif sprue ( H ),
H
Gambar 3.3 Tinggi efektif sprue
21
Praktikum Teknik CorBidang Studi Mettalurgi
Cor hanya berada pada daerah drag maka tinggi
efektif sprue, H = 2hc–p22c dimana
h = 4.375 in
p = 1.375 in
C = 2.75 in
H = 2x4.375x2.75−1.37522x2.75H = 4.03125 in
2. Menentukan pouring time ( t ) dari material cor
( aluminium ) :
Pouring Time :
T=f√w =0.9√2.652=1.465 detik
3. Choke Area (Ab ) dan top spure area (AT ) dari coran :
AB = Wc
d.t.c.√2gh
Dimana : c = 0,88
g = 386,4 in/sec2
AB =1712.52.41x37x0,88x√2x386,4x3,7
AB = 0.4 in2
22
Praktikum Teknik CorBidang Studi Mettalurgi
≈1 cm2 atau dengan d= 1,12 cm
Karena menggunakan model Square Tapered Sprue, maka
luas top sprue area (AT) adalah:
AT = Ab√h1b
Dimana : AB = 1 cm2
H1 = 3,7 cm
b = 2 cm
AT = 1.√3,72
AT = 1.36 cm2
Dengan diameter 1,3 cm pada hitungan dan 2 cm pada
kenyataan. Hal ini dilakukan berkaitan dengan kemudahan
pambuatan pola
Menentukan luasan runner
Dengan menggunakan perbandingan antara sprue, runner,
dan ingate area sebesar 1 : 4 : 4 untuk penuangan
tanpa tekanan, maka dapat ditentukan luasan runer
dan ingate sebagai berikut :
Asprue : Arunner : Aingate = 1 : 4 : 4 (penuangan tanpa
tekan )
Maka : Asprue = 1 cm2
Arunner = 4 x Asprue
= 4 x 1 cm2
23
Praktikum Teknik CorBidang Studi Mettalurgi
= 4 cm2
Aingate = 4 x Asprue
= 4 x 1 cm2
= 4 cm2
Pembuatan Sprue base
Enlargement depth = runner depth = 1.6 cm (setengah
diameter dari luasan runner = 2.257 cm)
Enlargement diameter = 2 x 0.5 x (1.6)= 0,4 cm. Untuk
pembuatan dibuat diameter 1.4 cm agar mudah membuat.
24
Praktikum Teknik CorBidang Studi Mettalurgi
BAB IV
PELAKSANAAN DAN HASIL PENGECORAN
IV. 1. Cara Membuat Cetakan Pasir
Untuk mendapatkan hasil cor yang baik, maka salah satu
faktor yang penting adalah proses pembuatan cetakan
pasir. Proses pembuatan cetakan yang sudah memenuhi
syarat akan menghasilkan kualitas cor yang baik.
Komposisi pasir yang dipakai adalah 10 : 1 dimana
dengan pasir 10 kali (mengisi dengan menggunakan tempat
berukuran 2 liter ) dan bentonit 1 kali dengan campuran
air 1 liter. Diaduk hingga rata dan campuran menjadi
homogen.
Setelah itu ada beberapa tahapan yang akan di lakukan
untuk membuat cetakan pasir yaitu sebagai berikut:
1. Papan cetak diletakkan pada lantai yang rata.
2. Rangka cetak diletakkan di atas permukaan tanah yang
datar, lalu diisi dengan pasir cetak hingga penuh.
3. Pola awal dan sprue base lalu dipasang secara hati-
hati sambil dipukul dengan penumbuk, hingga
tenggelam dan permukaan pola datar dengan permukaan
pasir cetak pada drag.
4. Lalu rangka cetak cup diletakkan tepat di atas rangka
drag. Pola untuk sprue dan sprue dipasang tegak lurus,
dan kemudian dikubur dengan pasir cetak. Dilakukan
25
Praktikum Teknik CorBidang Studi Mettalurgi
penumbukan secara hati-hati di sekitar posisi pola
sprue, selanjutnya rangka cup sepenuhnya ditimbuni
dengan pasir cetak. Setalah dirasa cukup padat, pola
untuk sprue diangkat secara hati-hati, setelah itu
dirapikan dengan menggunakan spatula.
5. Cetakan cup dibalik dan diletakkan di permukaan tanah
dengan hati-hati. Lalu pola kayu yang terletak di
drag dan cup diangkat secara hati-hati, kemudian
dirapikan. Pembuatan pola dari pasir ini memerlukan
waktu 2 Minggu untuk membuat cetakan pasir kering
dan keras.
6. Selanjutnya setelah cetakan mengeras adalah
pembuatan runner dan ingate pada drag. Bagian tepi dari
rongga cetak digaruk dengan spatula, lalu pola runner
dan ingate yang terbuat dari kayu lalu dipasang dengan
hati-hati. Permukaan pasir cetak kembali dirapikan
dengan spatula.
7. Pada pelaksanaan pengecoran, tidak digunakan system
riser dan ventilasi, karena dianggap benda cor cukup
sederhana dan mudah untuk dibuat.
8. Setelah rangka cup kembali dipasang di atas drag dan
rongga sprue juga ditaburi tepung, maka pembuatan
rongga cetakan telah selesai.
9. Pembuatan inti dengan campuran pasir 2 liter dan
campuran air dengan water glass 0,3 L (air 0,7 L
dan water glass 0,3 L) yang dimasukkan kedalam
26
Praktikum Teknik CorBidang Studi Mettalurgi
paralon kemudian diberi inti berupa elektroda
las.Setelah itu disemprotkan CO selama 10 menit
kemudian di keluarkan dari cetakan dan di pasangkan
kedalam pola.
IV. 2. Proses Pengecoran
IV. 3. Hasil Coran
27
Praktikum Teknik CorBidang Studi Mettalurgi
BAB V
ANALISA CACAT CORAN DAN PEMBAHASAN
Dari hasil pengecoran didapatkan ada lima cacat yang
terjadi,yaitu:
1.Cacat karena erosi
2.Cacat inklusi
3.Cacat sirip
4.Cacat penyusutan
5.Cacat porositas
V.1. Cacat Erosi
Cacat ini terjadi karena permukaan rongga cetak
tergerus oleh aliran logam cair, sehingga terjadi
ukuran atau ketepatan bentuk yang tidak sesuai. Hal ini
dikarenakan campuran pasir cetak tidak tercapai
homogenitas yang bagus sehingga cetakan pasir tidak
terbentuk suatu ikatan yang baik dan bisa terjadi erosi
oleh logam cair. Tanda-tanda terjadi erosi sudah tampak
pada saat proses pembuatan pola cetak pada cetakan
pasir. Pada saat pembuatan pola cetakan, pasir mudah
sekali ambruk.
Selain itu bisa juga terjadi dari faktor waktu
penuangan yang terlalu cepat. Dari waktu yang di
tentukan yaitu 37 detik, dalam kenyataannya waktu tuang
yang terjadi adalah 22.5 detik. Dari aliran logam cair
28
Praktikum Teknik CorBidang Studi Mettalurgi
yang terlalu cepat ini bisa menghasilkan sebuah gaya
gesek yang besar antara logam cair dan dinding cetakan,
akibatnya dinding cetakan tergerus dan terjadi erosi.
Akibat dari cacat erosi, permukaan coran menjadi
kasar dan bentuk benda tidak simetris.
V.2. Cacat Inklusi
Cacat inklusi ini disebabkan oleh benda asing yang
ikut masuk kedalam hasil coran. Cacat ini terjadi
karena hasil dari pasir yang tererosi atau benda asing
yang ikut tercampur dan terjebak di dalam logam cair
pada saat penuangan berlangsung. Dalam benda kerja
kami, cacat inklusi terjadi karena ada pasir yang ikut
masuk kedalam benda coran pada saat proses penuangan
dan akibatnya ada pasir terjebak di dalam benda hasil
coran. Pasir tersebut berasal dari pasir dinding
cetakan yang tererosi oleh aliran logam cair. Hal ini
banyak ditemui pada daerah yang menyerupai sirip dari
benda. Pada saat awal pembongkaran terdapat pasir yang
tertanam didalam hasil coran sehingga pada saat
pembersihan terjadi lubang yang bisa disebut cacat.
Selain itu pada daerah yang bersiku terjadi juga cacat
inklusi.
V.3. Cacat Sirip
29
Praktikum Teknik CorBidang Studi Mettalurgi
Cacat sirip pada permukaan pisah kup dan drag
adalah cacat yang berupa adanya logam coran yang
menyerupai lempengan yang menempel pada tepi benda
coran. Cacat ini terjadi akibat kurang rekatnya
permukaan kup dan drag cetakan. Sehinga logam cair,
pada saat dituang dapat memenuhi ruang di antara
permukaan kup dan drag, dan membentuk lapisan sirip
pada tepi benda coran.
V.4. Cacat Penyusutan
Cacat penyusutan ini terjadi karena pada saat
logam membeku akan membuat ikatan yang lebih padat. Hal
ini sudah diatasi dengan penambahan ukuran pada pola
sehingga bisa di antisipasi.
Selain itu dapat juga terjadi karena ada
penyusutan yang terjadi karena logam pengisi tidak
membeku dengan dengan merata, sehingga terjadi
cekungan. Cacat ini dapat di antisipasi dengan
pemakaian riser, tetapi pada percobaan kali ini tidak
menggunakan riser sehinga memungkinkan terjadinya cacat
penyusutan
IV.5. Cacat Porositas
30
Praktikum Teknik CorBidang Studi Mettalurgi
Cacat porositas terjadi karena adanya udara yang
terjebak dalam coran. Dalam percobaan kali ini cacat
porositas terjadi pada daerah yang berongga dimana
disitu terdapat inti.Selain itu terjadi juga beberapa
pada daerah siku.
Cacat ini bisa terjadi karena tidak adanya
ventilasi dan buruknya permeabilitas pasir sehingga udara
dan gas tidak bisa keluar dan terjebak didalam hasil
coran
31
Praktikum Teknik CorBidang Studi Mettalurgi
BAB IV
KESIMPULAN
V.1 Kesimpulan
1. Pada proses pengecoran yang dilakukan pada
praktikum ini terdapat cacat yang dapat dilihat
dengan tanpa bantuan alat bantu yaitu :
1.Cacat karena erosi
2.Cacat inklusi
3.Cacat sirip
4.Cacat penyusutan
5.Cacat porositas
2. Proses perancangan dan pembuatan cetakan merupakan
hal yang paling penting untuk diperhatikan
3. Proses pencampuran pasir, bentonit, dan air yang
tidak seimbang dan juga ditambah pencampuran yang
tidak merata menjadikan resiko kegagalan dalam
pembuatan cetakan menjadi lebih besar.
32
Praktikum Teknik CorBidang Studi Mettalurgi
DAFTAR PUSTAKA
1.Prof. Ir. Surdia, Tata, M. S Met. E dan Prof. Dr.
Chijiiwa, Kenji. (2006) Teknik Pengecoran Logam (cetakan
ke-9). PT Pradnya Paramita. Jakarta
33
Praktikum Teknik CorBidang Studi Mettalurgi
LAMPIRAN
34





























