Embed Size (px)
Citation preview
1
INVESTIGATION INTO THE CHEMICAL
PROCESSING AND COLORIMETRIC
PROPERTIES OF SULPHUR DYED
CELLULOSIC TEXTILES
A thesis submitted to the University of Manchester for the
degree of Doctor of Philosophy (PhD) in the
Faculty of Engineering and Physical Sciences
2015
QURATULAIN MOHTASHIM
SCHOOL OF MATERIALS/Textiles and Paper
2
Table of Contents
Table of contents .......................................................................................................... 2
List of tables ............................................................................................................... 11
List of figures ............................................................................................................. 18
List of abbreviations ................................................................................................... 25
Abstract ...................................................................................................................... 26
Declaration ................................................................................................................. 27
Copyright statement ................................................................................................... 28
Dedication .................................................................................................................. 29
Acknowledgements .................................................................................................... 30
1. Introduction ........................................................................................................ 32
1.1. Background of the study .............................................................................. 33
1.2. Research problem ........................................................................................ 34
1.3. Research aim and objectives ....................................................................... 35
1.4. Scope and significance of the research ........................................................ 36
1.5. Proposed research ........................................................................................ 36
1.6. Research methods and analysis ................................................................... 37
1.6.1. Colorimetric, fastness and tensile properties ....................................... 37
1.6.2. Surface chemistry, topography and bulk analysis ................................ 37
1.7. References ................................................................................................... 37
2. Literature review ................................................................................................ 40
2.1. History of sulphur dyes ............................................................................... 40
2.2. Constitution of sulphur dyes ........................................................................ 40
2.3. Methods of formation .................................................................................. 41
2.4. Classification of sulphur dyes ..................................................................... 42
2.4.1. CI Sulphur dyes .................................................................................... 43
3
2.4.2. CI Leuco Sulphur dyes ......................................................................... 43
2.4.3. CI Solubilised Sulphur dyes ................................................................. 44
2.4.4. CI Condensate Sulphur dyes ................................................................ 44
2.5. General application procedure of sulphur dyes ........................................... 44
2.6. Properties of sulphur dyes ........................................................................... 45
2.6.1. Fastness to light .................................................................................... 45
2.6.2. Colour fastness ..................................................................................... 46
2.6.3. Fastness to washing .............................................................................. 46
2.6.4. Fastness to bleaching............................................................................ 46
2.6.5. Fastness to rubbing ............................................................................... 46
2.6.6. Acid tendering of sulphur dyes ............................................................ 47
2.7. Reduction of sulphur dyes ........................................................................... 47
2.7.1. Conventional reducing systems ........................................................... 47
2.7.2. Green chemistry/non-sulphide reducing systems................................. 49
2.7.3. Nitrogen (nitro process) based reduction ............................................. 58
2.7.4. Natural/organic reduction..................................................................... 58
2.7.5. Alkaline protease reduction.................................................................. 59
2.7.6. Alkaline catalase reduction .................................................................. 61
2.7.7. Alkaline pectinase reduction ................................................................ 62
2.7.8. Electrochemical reduction .................................................................... 64
2.8. Redox chemistry .......................................................................................... 65
2.9. Oxidation of sulphur dyes ........................................................................... 65
2.9.1. Hydrogen peroxide ............................................................................... 65
2.9.2. Sodium dichromate .............................................................................. 66
2.9.3. Iodates .................................................................................................. 66
2.9.4. Sodium chlorite .................................................................................... 67
2.9.5. Enzymes (Laccase)............................................................................... 67
4
2.10. Fixation additives to enhance the fastness properties .............................. 70
2.10.1. Alkylating agents .............................................................................. 70
2.10.2. Cationic fixing agents ....................................................................... 71
2.10.3. Softeners ........................................................................................... 74
2.10.4. Lanthanum triacetate ........................................................................ 74
2.10.5. Crease resist finish ............................................................................ 76
2.11. Surface chemical analysis of sulphur dyed laundered fabric ................... 76
2.12. Application of sulphur dyes on non-cellulosic fibres .............................. 78
2.12.1. Dyeing of silk ................................................................................... 78
2.12.2. Dyeing of nylon ................................................................................ 78
2.12.3. Dyeing of wool ................................................................................. 80
2.13. References ................................................................................................ 82
3. Research methodology ....................................................................................... 88
3.1. Introduction ................................................................................................. 88
3.2. Materials ...................................................................................................... 88
3.2.1. Fabric.................................................................................................... 88
3.2.2. Sulphur dyes and auxiliaries ................................................................ 88
3.3. Finishing auxiliaries .................................................................................... 89
3.3.1. Bayprotect Cl ....................................................................................... 89
3.3.2. Fixapret CP .......................................................................................... 90
3.3.3. Choline chloride ................................................................................... 90
3.3.4. Cationic fixatives ................................................................................. 91
3.4. Experimental approach ................................................................................ 93
3.4.1. Dyeing with sodium sulphide............................................................... 93
3.4.2. Dyeing with Diresul Reducing agent D ............................................... 94
3.5. Physical testing ............................................................................................ 94
3.5.1. Colour fastness to domestic laundering ............................................... 94
5
3.5.2. Colour fastness to crocking (ISO 1O5- X12:2002).............................. 96
3.5.3. Colour fastness to light (ISO 1O5- BO2) ............................................. 97
3.5.4. Tensile properties of fabrics BS EN ISO 13934/1 1999 ...................... 98
3.6. Equipment ................................................................................................... 98
3.6.1. Padder ................................................................................................... 98
3.6.2. Tenter ................................................................................................... 98
3.6.3. Dyeing machine ................................................................................... 98
3.7. Analytical testing ......................................................................................... 99
3.7.1. Scanning electron microscopy (SEM) ................................................. 99
3.7.2. Fourier transform infrared spectroscopy (FTIR)................................ 100
3.7.3. X-Ray photoelectron spectroscopy (XPS) ......................................... 101
3.7.4. Elemental bulk analysis...................................................................... 103
3.8. References ................................................................................................. 103
4. Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness
properties of sulphur dyed cotton fabric .................................................................. 105
4.1. Introduction ............................................................................................... 105
4.2. Application procedures for Bayprotect Cl on polyamide fabric ............... 108
4.3. Effects of application methods, presence/absence of electrolyte and varying
time….. ................................................................................................................. 108
4.3.1. Exhaust method of application ........................................................... 109
4.3.2. Continuous method of application ..................................................... 110
4.3.3. Results and discussion ....................................................................... 112
4.3.4. Summary ............................................................................................ 114
4.4. Effects of varying concentrations of Bayprotect Cl in the presence/absence of
sodium sulphate .................................................................................................... 114
4.4.1. Effect of the application of varying concentrations of Bayprotect Cl with
sodium sulphate on the ISO 1O5 CO9 wash fastness of the sulphur dyed cotton115
6
4.4.2. Effect of the application of varying concentrations of Bayprotect Cl
without sodium sulphate on the ISO 1O5 CO9 wash fastness of the sulphur dyed
cotton…… ........................................................................................................ 116
4.4.1. Summary ............................................................................................ 117
4.5. Effects of varying temperatures on the exhaust application of Bayprotect Cl
and sodium sulphate ............................................................................................. 118
4.5.1. Summary ............................................................................................ 121
4.6. Optimised parameters for the application of Bayprotect Cl on sulphur dyed
cotton fabric ......................................................................................................... 122
4.7. Aftertreatment of sulphur dyed cotton fabrics with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD) .................................................................. 122
4.7.1. Results and discussion ....................................................................... 126
4.8. Aftertreatment of sulphur dyed cotton fabrics with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide) ............................................................. 129
4.8.1. Results and discussion ....................................................................... 132
4.9. Mechanism ................................................................................................ 132
4.10. Surface topography of the untreated and Bayprotect Cl aftertreated
fabrics…… ........................................................................................................... 134
4.11. Effects of reducing systems on the colour strength and fastness properties of
sulphur dyed cotton fabrics .................................................................................. 137
4.12. Conclusions ............................................................................................ 139
4.13. References .............................................................................................. 139
5. Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP
and choline chloride on the fastness properties of sulphur dyed cotton fabric ........ 141
5.1. Introduction ............................................................................................... 141
5.2. Effects of sequential application of Fixapret CP and Bayprotect Cl ......... 142
5.2.1. Summary ............................................................................................ 145
5.3. Effects of sequential application of Bayprotect Cl, Fixapret CP and choline
chloride ................................................................................................................. 148
7
5.3.1. Summary ............................................................................................ 151
5.4. Application of relative proportions of Bayprotect Cl, Fixapret CP and choline
chloride ................................................................................................................. 152
5.4.1. Summary ............................................................................................ 155
5.5. Application of reduced concentrations of choline chloride with Bayprotect Cl
and Fixapret CP .................................................................................................... 156
5.5.1. Summary ............................................................................................ 160
5.6. References ................................................................................................. 163
6. Investigation into the effects of aftertreatments with Bayprotect Cl and cationic
fixatives on the fastness properties of sulphur dyed cotton fabric ........................... 164
6.1. Introduction ............................................................................................... 164
6.2. Investigation into the application of different cationic fixatives ............... 168
6.2.1. Two bath sequential application of Bayprotect Cl and cationic
fixatives….. ...................................................................................................... 168
6.2.2. Summary ............................................................................................ 170
6.3. Determining a suitable sequence for two-bath application of Tinofix ECO and
Bayprotect Cl ....................................................................................................... 171
6.3.1. Summary ............................................................................................ 174
6.4. Surface topography of Tinofix ECO aftertreated fabric ............................ 175
6.5. Conclusions ............................................................................................... 177
6.6. References ................................................................................................. 177
7. Optimisation of process parameters for sequential application of Tinofix ECO and
Bayprotect Cl on sulphur dyed cotton fabric ........................................................... 179
7.1. Background ............................................................................................... 179
7.2. Introduction to experimental ..................................................................... 180
7.3. Aftertreatment sequence ............................................................................ 181
7.4. Effect of varying concentration of Tinofix ECO ....................................... 185
8
7.5. Effect of varying concentrations of Bayprotect Cl over 5% omf Tinofix ECO at
different temperatures .......................................................................................... 186
7.6. Application of protection system with one bath-two stage process .......... 195
7.7. Application of protection system (one bath-two stage process) at varying time
intervals ................................................................................................................ 196
7.7.1. Effect of aftertreatments with Tinofix ECO and Bayprotect Cl on rubbing
and light fastness of CI Leuco Sulphur Black 1 dyed cotton fabric ................ 198
7.8. Optimised parameters for one bath-two stage application of Tinofix ECO and
Bayprotect Cl on sulphur dyed cotton fabric ....................................................... 199
7.9. Aftertreatments of sulphur dyed cotton fabrics (reduced with Diresul RAD)
with Tinofix ECO and Bayprotect Cl .................................................................. 199
7.9.1. Results and discussion ....................................................................... 203
7.10. Aftertreatments of sulphur dyed cotton fabric (reduced with sodium
sulphide) with Tinofix ECO and Bayprotect Cl ................................................... 204
7.10.1. Results and discussion .................................................................... 208
7.11. Mechanism ............................................................................................. 210
7.12. Surface topography of Tinofix ECO and Bayprotect Cl aftertreated
fabrics….. ............................................................................................................. 212
7.13. Conclusions ............................................................................................ 212
7.14. References .............................................................................................. 216
8. Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated
cotton fabrics ............................................................................................................ 218
8.1. Introduction ............................................................................................... 218
8.2. Fourier transform infrared spectroscopic analysis of the undyed cotton
fabric……. ........................................................................................................... 220
8.3. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 ......................................................................................... 222
8.4. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Bayprotect Cl ............................... 223
9
8.5. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Tinofix ECO ................................. 226
8.6. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Tinofix ECO and Bayprotect Cl ... 228
8.7. Conclusions ............................................................................................... 229
8.8. References ................................................................................................. 229
9. Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton
fabrics….. ................................................................................................................. 232
9.1. Introduction ............................................................................................... 232
9.2. Investigation into the effects of aftertreatments with Bayprotect Cl on the
surface chemistry of CI Leuco Sulphur Black 1 dyed fabric subjected to ISO 105 C06
and ISO 105 C09 washing regimes ...................................................................... 233
9.2.1. Investigation into the effects of aftertreatments with Bayprotect Cl on
surface elemental compositions of CI Leuco Sulphur Black 1 dyed fabric ..... 234
9.2.2. Investigation into the effects of aftertreatments with Bayprotect Cl on S
(2p) spectra of CI Leuco Sulphur Black 1 dyed fabric .................................... 236
9.2.3. Investigation into the effects of aftertreatments with Bayprotect Cl on C
(1s) spectra of CI Leuco Sulphur Black 1 dyed fabric ..................................... 241
9.2.4. Investigation into the effects of aftertreatments with Bayprotect Cl on N
(1s) spectra of CI Leuco Sulphur Black 1 dyed fabric ..................................... 247
9.2.5. Conclusions ........................................................................................ 251
9.3. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on surface chemistry of CI Leuco
Sulphur Black 1 dyed fabric subjected to ISO 105 C09 washing regime ............ 251
9.3.1. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on surface elemental compositions of
CI Leuco Sulphur Black 1 dyed fabric ............................................................. 254
9.3.2. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on S (2p) spectra of CI Leuco Sulphur
Black 1 dyed fabric .......................................................................................... 256
10
9.3.3. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on C (1s) spectra of CI Leuco Sulphur
Black 1 dyed fabric .......................................................................................... 264
9.3.4. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on N (1s) spectra of CI Leuco Sulphur
Black 1 dyed fabric .......................................................................................... 274
9.4. Elemental bulk analysis of CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl (one bath–two stage process) following ISO 105
C09 washing regime ............................................................................................. 281
9.5. Conclusions ............................................................................................... 282
9.6. References ................................................................................................. 283
10. Conclusions and recommendations for future work ..................................... 285
10.1. Conclusions ............................................................................................ 285
10.2. Recommendations for future work ........................................................ 287
10.3. References .............................................................................................. 288
Counted words: 71,057
11
List of Tables
Table 3.1 Dyes used ................................................................................................... 89
Table 4.1 Composition and application parameters for aftertreatments with Bayprotect
Cl on CI Leuco Sulphur Black 1 dyed cotton .......................................................... 109
Table 4.2 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl following different washing regimes ..................... 110
Table 4.3 Composition and application parameters for aftertreatments with varying
concentrations of Bayprotect Cl on CI Leuco Sulphur Black 1 dyed cotton fabric . 115
Table 4.4 Composition and application parameters for aftertreatments with Bayprotect
Cl (at varying temperatures) on CI Leuco Sulphur Black 1 dyed cotton fabric ...... 118
Table 4.5 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl and sodium sulphate at different temperatures (reduced
with Diresul RAD) ................................................................................................... 119
Table 4.6 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl and sodium sulphate at different temperatures (reduced
with sodium sulphide) .............................................................................................. 120
Table 4.7 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur Red
14 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
Diresul RAD) ........................................................................................................... 123
Table 4.8 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur Blue
7 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with Diresul
RAD) ........................................................................................................................ 123
Table 4.9 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Black 1 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
Diresul RAD) ........................................................................................................... 124
Table 4.10 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Yellow 22 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced
with Diresul RAD) ................................................................................................... 124
Table 4.11 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Green 2 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
Diresul RAD) ........................................................................................................... 125
Table 4.12 Light and crocking fastness data for sulphur dyed cotton fabrics aftertreated
with Bayprotect Cl and sodium sulphate (reduced with Diresul RAD) ................... 125
12
Table 4.13 Effects of aftertreatment with Bayprotect Cl and sodium sulphate on tensile
properties of CI Leuco Sulphur Black 1 dyed cotton fabrics ................................... 126
Table 4.14 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur Red
14 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
sodium sulphide) ...................................................................................................... 129
Table 4.15 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Blue 7 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
sodium sulphide) ...................................................................................................... 129
Table 4.16 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Black 1 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
sodium sulphide) ...................................................................................................... 130
Table 4.17 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Yellow 22 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced
with sodium sulphide) .............................................................................................. 130
Table 4.18 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco Sulphur
Green 2 dyed fabric aftertreated with Bayprotect Cl and sodium sulphate (reduced with
sodium sulphide) ...................................................................................................... 131
Table 4.19 Light and crocking fastness data for sulphur dyed cotton fabrics aftertreated
with Bayprotect Cl and sodium sulphate (reduced with sodium sulphide) .............. 131
Table 4.20 Colour strength and fastness properties of untreated sulphur dyed cotton
fabrics reduced with sodium sulphide and Diresul Reducing agent D .................... 137
Table 5.1 Composition and application parameters for sequential application of
Bayprotect Cl and Fixapret CP on CI Leuco Sulphur Black 1 dyed cotton fabric .. 143
Table 5.2 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl and Fixapret CP…
.................................................................................................................................. 143
Table 5.3 Composition and application parameters for sequential application of
Bayprotect Cl, Fixapret CP and choline chloride on CI Leuco Sulphur Black 1 dyed
cotton fabric ............................................................................................................. 149
Table 5.4 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl, Fixapret CP and
varying concentrations of choline chloride .............................................................. 150
Table 5.5 Composition and application parameters for Bayprotect Cl, Fixapret CP and
choline chloride on CI Leuco Sulphur Black 1 dyed cotton fabric .......................... 152
13
Table 5.6 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl, Fixapret CP and
choline chloride ........................................................................................................ 153
Table 5.7 Composition and application parameters for reduced concentrations of
Bayprotect Cl, Fixapret CP and choline chloride on CI Leuco Sulphur Black 1 dyed
cotton fabric ............................................................................................................. 157
Table 5.8 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric aftertreated with reduced concentrations of
Bayprotect Cl, Fixapret CP and choline chloride .................................................... 157
Table 5.9 Light and crocking fastness data for CI Leuco Sulphur Black 1 dyed cotton
fabric aftertreated with reduced concentrations of Fixapret CP, Bayprotect Cl and
choline chloride ........................................................................................................ 159
Table 5.10 Effects of aftertreatments with Fixapret CP, Bayprotect Cl and choline
chloride on tensile properties of CI Leuco Sulphur Black 1 dyed cotton fabrics .... 159
Table 6.1 Composition and application parameters for different fixatives .............. 168
Table 6.2 Compositions and application parameters for sequential application of
Bayprotect Cl and cationic fixatives on CI Leuco Sulphur Black 1 dyed cotton fabric.
.................................................................................................................................. 169
Table 6.3 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric sequentially aftertreated with Bayprotect Cl and
cationic fixatives ...................................................................................................... 169
Table 6.4 Light and crocking fastness data for CI Leuco Sulphur Black 1 dyed cotton
fabric aftertreated with Bayprotect Cl and cationic fixatives ................................... 170
Table 6.5 Composition and application parameters for sequential application of
Bayprotect Cl and Tinofix ECO on CI Leuco Sulphur Black 1(Examining the effects of
an electrolyte) ........................................................................................................... 171
Table 6.6 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric sequentially aftertreated with Bayprotect Cl and
Tinofix ECO (Examining the effects of an electrolyte) ........................................... 172
Table 6.7 Compositions and application parameters for CI Leuco Sulphur Black 1 dyed
cotton fabric sequentially aftertreated with Bayprotect Cl and Tinofix ECO (Examining
the effects of varying concentrations) ...................................................................... 172
14
Table 6.8 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI Leuco
Sulphur Black 1 dyed cotton fabric sequentially aftertreated with Tinofix ECO and
Bayprotect Cl (Examining the effects of varying concentrations) ........................... 173
Table 7.1 Aftertreatment procedures for optimisation ............................................. 183
Table 7.2 Composition and application parameters for optimisation of sequential
application of Tinofix ECO and Bayprotect Cl on CI Leuco Sulphur Black 1 dyed cotton
fabric ........................................................................................................................ 184
Table 7.3 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric reduced with Diresul RAD and aftertreated with Tinofix ECO ......... 188
Table 7.4 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric reduced with sodium sulphide and aftertreated with Tinofix ECO .... 188
Table 7.5 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 40oC for 20 minutes ........................................................ 190
Table 7.6 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1dyed
cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 60oC for 20 minutes ........................................................ 190
Table 7.7 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1dyed
cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 98oC for 20 minutes ........................................................ 191
Table 7.8 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric (reduced with sodium sulphide) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 40oC for 20 minutes ........................................................ 191
Table 7.9 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric (reduced with sodium sulphide) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 60oC for 20 minutes ........................................................ 192
Table 7.10 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabric (reduced with sodium sulphide) aftertreated with 5% omf Tinofix ECO and
x% omf Bayprotect Cl at 98oC for 20 minutes ........................................................ 192
Table 7.11 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabrics (reduced with Diresul RAD) aftertreated with with one bath–two stage
process (application of 5% TE and 5% BP at 40oC) ................................................ 195
15
Table 7.12 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
cotton fabrics (reduced with sodium sulphide) aftertreated with one bath–two stage
process (application of 5% TE and 5% BP at 40oC) ................................................ 196
Table 7.13 Colorimetric data for one bath–two stage application of Tinofix ECO and
Bayprotect Cl, at different time intervals, following ISO 1O5 CO9 washing (CI Leuco
Sulphur Black 1 dyed cotton fabric reduced with RAD) ......................................... 197
Table 7.14 Colorimetric data for one bath–two stage application of Tinofix ECO and
Bayprotect Cl, at different time intervals, following ISO 1O5 CO9 washing (CI Leuco
Sulphur Black 1 dyed cotton fabric reduced with SS) ............................................. 197
Table 7.15 Rubbing and light fastness properties of CI Leuco Sulphur Black 1 dyed
cotton fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with Diresul
RAD and sodium sulphide) ...................................................................................... 198
Table 7.16 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with RAD) ....... 200
Table 7.17 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Blue 7 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with RAD) ....... 200
Table 7.18 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Yellow 22
dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with Diresul
RAD) ........................................................................................................................ 201
Table 7.19 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Red 14 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with RAD) ....... 201
Table 7.20 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Green 2 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with RAD) ....... 201
Table 7.21 Light and crocking fastness data for sulphur dyed cotton fabrics aftertreated
with Tinofix ECO and Bayprotect Cl (reduced with Diresul RAD) ........................ 202
Table 7.22 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Red 14 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with sodium sulphide)
.................................................................................................................................. 205
Table 7.23 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Green 2 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with sodium sulphide)
.................................................................................................................................. 205
Table 7.24 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black 1 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with sodium sulphide)
.................................................................................................................................. 205
16
Table 7.25 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Blue 7 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with sodium sulphide)
.................................................................................................................................. 206
Table 7.26 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Yellow 22
dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl (reduced with sodium
sulphide) ................................................................................................................... 206
Table 7.27 Light and crocking fastness data for sulphur dyed cotton fabrics aftertreated
with Tinofix ECO and Bayprotect Cl (reduced with sodium sulphide) ................... 207
Table 7.28 Effects of different aftertreatments on tensile properties of CI Leuco Sulphur
Black 1 dyed cotton fabrics ...................................................................................... 208
Table 8.1 Compositions for CI Leuco Sulphur Black 1 dyed fabric aftertreated with
Tinofix ECO and Bayprotect Cl ............................................................................... 219
Table 8.2 Regions of the infrared spectrum for preliminary analysis [2] ................ 219
Table 8.3 Vibrational absorption assignments in the FTIR spectrum of undyed cotton
fabric ........................................................................................................................ 221
Table 8.4 Vibrational absorption assignments in the FTIR spectrum of CI Leuco
Sulphur Black 1 dyed cotton fabric .......................................................................... 223
Table 8.5 Vibrational absorption assignments in the FTIR spectrum of Bayprotect Cl
................................................................................................................................. .224
Table 8.6 Vibrational absorption assignments in the FTIR spectrum of Tinofix ECO..
.................................................................................................................................. 226
Table 8.7 Vibrational absorption assignments in the FTIR spectrum of CI Leuco
Sulphur Black 1 dyed cotton fabric aftertreated with Tinofix ECO and Bayprotect Cl.
.................................................................................................................................. 228
Table 9.1 Application of Bayprotect Cl to CI Leuco Sulphur Black 1 dyed fabric . 233
Table 9.2 Colorimetric data for CI Leuco Sulphur Black 1 dyed fabric aftertreated with
Bayprotect Cl following ISO 1O5 CO6 and ISO 1O5 CO9 washing ...................... 233
Table 9.3 XPS surface elemental composition for CI Leuco Sulphur Black 1 dyed
fabric aftertreated with Bayprotect Cl following ISO 1O5 CO6 and ISO 1O5 CO9
washing .................................................................................................................... 234
Table 9.4 Relative intensity data of the deconvoluted S (2p) spectra for CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl following ISO 1O5 CO6
and ISO 1O5 CO9 washing ...................................................................................... 237

17
Table 9.5 Relative intensity data of the deconvoluted C (1s) spectra for CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl following ISO 1O5 CO6
and ISO 1O5 CO9 washing ...................................................................................... 242
Table 9.6 Application conditions for CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl ...................................................................... 252
Table 9.7 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Tinofix ECO and Bayprotect Cl following ISO 1O5 CO9 washing
.............................................................................................................................. …252
Table 9.8 XPS surface elemental composition for CI Leuco Sulphur Black 1 dyed
fabric aftertreated with Tinofix ECO and Bayprotect Cl following ISO 1O5 CO9
washing .................................................................................................................... 253
Table 9.9 Relative intensity data of the deconvoluted S (2p) spectra for CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl following
ISO 1O5 CO9 washing ............................................................................................ 258
Table 9.10 Relative intensity data of the deconvoluted C (1s) spectra for CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl following
ISO 1O5 CO9 washing ............................................................................................ 267
Table 9.11 Elemental analysis for CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl following ISO 1O5 CO9 washing ................ 282
18
List of Figures
Figure 1.1 Share of the world dye market for cellulosic fibres, reproduced from[2]…..33
Figure 2.1 Effect of temperature on reduction potential of reducing sugar and sodium
sulphide at pH of 12 from [5] ..................................................................................... 51
Figure 2.2 Influence of glucose concentration on colour strength of CI Sulphur Black 1
at 90oC, reproduced from [16] ................................................................................... 52
Figure 2.3 Effect of caustic soda concentration on pH of the three reducing systems,
from [18] .................................................................................................................... 54
Figure 2.4 Effect of caustic soda concentration on colour yield (K/S) of the three
reducing systems, from [18] ....................................................................................... 54
Figure 2.5 Comparison of dye receptivity (K/S) in catalase and sulphide reduction
system from [29] ........................................................................................................ 62
Figure 2.6 Comparison of colour strength of cotton dyed in sulphide and pectinase
systems from [30] ....................................................................................................... 64
Figure 2.7 Effect of laccase concentration on K/S of sulphur dyes from [34] ........... 69
Figure 2.8 Colour loss of dyeings with CI Leuco Sulphur Black 1 with and without
aftertreatment from [50] ............................................................................................. 73
Figure 2.9 Effect of lanthanum triacetate on resistance of sulphur dyes against oxidation
for one LOW cycle using NOBS detergent from [54] ............................................... 75
Figure 3.1 Application of Solfix E ............................................................................. 91
Figure 3.2 Application of Tinofix ECO ..................................................................... 92
Figure 3.3 Application of Indosol E-50 ..................................................................... 92
Figure 3.4 Sulphur dyeing method for cotton using sodium sulphide ....................... 93
Figure 3.5 Sulphur dyeing method for cotton using Diresul Reducing agent D ........ 94
Figure 3.6 Schematic of image formation by SEM from [7] ................................... 100
Figure 3.7 Initial (left) and final (right) states in the photoelectric effect in XPS, from
[13] ........................................................................................................................... 102
Figure 4.1 Structures of tannin components (a) gallic acid (b) hexahydroxydiphenic
acid, reproduced from [4] ......................................................................................... 107
Figure 4.2 Aftertreatments with Bayprotect Cl (exhaust application) ..................... 109
Figure 4.3 Effect of aftertreatments with Bayprotect Cl on wash fastness of CI Leuco
Sulphur Black 1 dyed cotton fabric .......................................................................... 112
19
Figure 4.4 Effect of aftertreatment with varying concentrations of Bayprotect Cl, in the
presence of sodium sulphate, on the ISO 1O5 CO9 wash fastness of CI Leuco Sulphur
Black 1 dyed cotton fabric ....................................................................................... 116
Figure 4.5 Effect of aftertreatment with varying concentrations of Bayprotect Cl, in the
absence of sodium sulphate, on the ISO 1O5 CO9 wash fastness of CI Leuco Sulphur
Black 1 dyed cotton fabric ....................................................................................... 117
Figure 4.6 Effects of varying application temperatures for exhaust application of
Bayprotect Cl and sodium sulphate on the wash fastness of CI Leuco Sulphur Black 1
dyed cotton fabric (reduced with Diresul RAD) ...................................................... 119
Figure 4.7 Effects of varying application temperatures for exhaust application of
Bayprotect Cl and sodium sulphate on the wash fastness of CI Leuco Sulphur Black 1
dyed cotton fabric (reduced with sodium sulphide) ................................................. 120
Figure 4.8 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on fastness
to laundering (ISO 1O5 CO6) of sulphur dyed cotton fabrics (reduced with Diresul
RAD) ........................................................................................................................ 128
Figure 4.9 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on fastness
to laundering (ISO 1O5 CO9) of sulphur dyed cotton fabrics (reduced with Diresul
RAD) ........................................................................................................................ 128
Figure 4.10 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on
fastness to laundering (ISO 1O5 CO6) of sulphur dyed cotton fabrics (reduced with
sodium sulphide) ...................................................................................................... 133
Figure 4.11 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on
fastness to laundering (ISO 1O5 CO9) of sulphur dyed cotton fabrics (reduced with
sodium sulphide) ...................................................................................................... 133
Figure 4.12 SEM micrograph of unlaundered untreated sulphur dyed cotton fabric
Magnification 1000x ................................................................................................ 135
Figure 4.13 SEM micrograph of unlaundered untreated sulphur dyed cotton fabric
Magnification 5000x ................................................................................................ 135
Figure 4.14 SEM micrograph of ISO 105 CO9 laundered untreated sulphur dyed cotton
fabric Magnification 1000x ...................................................................................... 135
Figure 4.15 SEM micrograph of ISO 105 CO9 laundered untreated sulphur dyed cotton
fabric Magnification 5000x ...................................................................................... 135
Figure 4.16 SEM micrograph of unlaundered 4% omf Bayprotect Cl treated sulphur
dyed cotton fabric Magnification 1000x .................................................................. 136
20
Figure 4.17 SEM micrograph of unlaundered 4% omf Bayprotect C treated sulphur
dyed cotton fabric Magnification 5000x…………………………………………..136
Figure 4.18 SEM micrograph of ISO 105 CO9 laundered 4% omf Bayprotect Cl treated
sulphur dyed cotton fabric Magnification 1000x ..................................................... 136
Figure 4.19 SEM micrograph of ISO 105 CO9 laundered 4% omf Bayprotect Cl treated
sulphur dyed cotton fabric Magnification 5000x ..................................................... 136
Figure 5.1 Effect of aftertreatments with Bayprotect Cl and Fixapret CP on wash
fastness of CI Leuco Sulphur Black 1 dyed cotton fabric ........................................ 147
Figure 5.2 Effect of aftertreatments with Bayprotect Cl, Fixapret CP and varying
concentrations of choline chloride on wash fastness of CI Leuco Sulphur Black 1 dyed
cotton fabric ............................................................................................................. 151
Figure 5.3 Effect of aftertreatments with relative proportions of Bayprotect Cl, Fixapret
CP and choline chloride on the fastness of CI Leuco Sulphur Black 1 dyed cotton 155
Figure 5.4 Effect of aftertreatments with reduced concentrations of Bayprotect Cl,
Fixapret CP and choline chloride on the wash fastness of CI Leuco Sulphur Black 1
dyed cotton fabric ..................................................................................................... 162
Figure 6.1 Effect of aftertreatments with sequential application of Tinofix ECO and
Bayprotect Cl on wash fastness (ISO 1O5 CO9) of CI Leuco Sulphur Black 1 dyed
cotton fabric ............................................................................................................. 174
Figure 6.2 SEM micrograph of unlaundered 5% omf Tinofix ECO treated sulphur dyed
cotton fabric Magnification 1000x ........................................................................... 176
Figure 6.3 SEM micrograph of unlaundered 5% omf Tinofix ECO treated sulphur dyed
cotton fabric Magnification 5000x ........................................................................... 176
Figure 6.4 SEM micrograph of ISO 1O5 CO9 laundered, 5% omf Tinofix ECO treated
sulphur dyed cotton fabric Magnification 1000x ..................................................... 176
Figure 6.5 SEM micrograph of ISO 1O5 CO9 laundered, 5% omf Tinofix ECO treated
sulphur dyed cotton fabric Magnification 10000x ................................................... 176
Figure 7.1 Cation aftertreatment .............................................................................. 182
Figure 7.2 Tannin aftertreatment ............................................................................. 182
Figure 7.3 One bath-two stage cation/tannin aftertreatment .................................... 182
Figure 7.4 Effect of varying concentrations of Tinofix ECO on ISO 1O5 CO9 wash
fastness CI Leuco Sulphur Black 1 dyed cotton fabric ............................................ 189
21
Figure 7.5 Effect of varying concentrations and application temperatures of Bayprotect
Cl on ISO 1O5 CO9 wash fastness of CI Leuco Sulphur Black 1 dyed cotton fabric
(reduced with Diresul RAD) .................................................................................... 193
Figure 7.6 Effect of varying concentrations and application temperatures of Bayprotect
Cl on ISO 1O5 CO9 wash fastness of CI Leuco Sulphur Black 1 dyed cotton fabric
(reduced with sodium sulphide) ............................................................................... 194
Figure 7.7 Effect of aftertreatment with Tinofix ECO and Bayprotect Cl on ISO 1O5
CO9 wash fastness of sulphur dyed cotton fabrics (reduced with Diresul RAD) .... 202
Figure 7.8 Effect of aftertreatment with Tinofix ECO and Bayprotect Cl on ISO 1O5
CO9 wash fastness of sulphur dyed cotton fabrics (reduced with sodium sulphide)…207
Figure 7.9 SEM micrograph of unlaundered, 5% omf Tinofix ECO + 5% omf BP Cl
treated cotton fabric Magnification 1000x ............................................................... 214
Figure 7.10 SEM micrograph of unlaundered, 5% omf Tinofix ECO + 5% omf BP Cl
treated cotton fabric Magnification 5000x ............................................................... 214
Figure 7.11 SEM micrograph of ISO 1O5 CO9 laundered, 5% omf Tinofix ECO + 5%
omf BP Cl treated cotton fabric Magnification 1000x ............................................. 214
Figure 7.12 SEM micrograph of ISO 1O5 CO9 laundered, 5% omf Tinofix ECO + 5%
omf BP Cl treated cotton fabric Magnification 5000x ............................................. 214
Figure 7.13 Formation of complexes between dye and cation................................. 215
Figure 7.14 Formation of complexes between dye/cation and tannin ..................... 215
Figure 8.1 FTIR spectrum of undyed cotton fabric.................................................. 221
Figure 8.2 FTIR spectrum of CI Leuco Sulphur Black 1 dyed cotton fabric........... 222
Figure 8.3 FTIR spectrum of Bayprotect Cl ........................................................... 223
Figure 8.4 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric untreated and
aftertreated with Bayprotect Cl ................................................................................ 225
Figure 8.5 FTIR spectrum of Tinofix ECO .............................................................. 226
Figure 8.6 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric untreated and
aftertreated with Tinofix ECO ................................................................................. 227
Figure 8.7 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric untreated and
aftertreated with Tinofix ECO and Bayprotect Cl ................................................... 228
Figure 9.1 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 238
Figure 9.2 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric .... 238
Figure 9.3 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric .... 239
22
Figure 9.4 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (unlaundered) ...................................................................... 239
Figure 9.5 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO6 laundered) .................................................. 240
Figure 9.6 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO9 laundered) .................................................. 240
Figure 9.7 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 243
Figure 9.8 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO 1O5
CO6 laundered) ....................................................................................................... 243
Figure 9.9 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO 1O5
CO9 laundered) ........................................................................................................ 244
Figure 9.10 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (unlaundered) ...................................................................... 244
Figure 9.11 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO6 laundered) .................................................. 245
Figure 9.12 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO9 laundered) .................................................. 245
Figure 9.13 Concentration of carbon functionalities determined by curve fitting of the C
(1s) peaks from XPS spectra (fabric dyed with CI Leuco Sulphur Black 1 and
aftertreated with Bayprotect Cl) ............................................................................... 247
Figure 9.14 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 248
Figure 9.15 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO
1O5 CO6 laundered) ................................................................................................ 248
Figure 9.16 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO
1O5 CO9 laundered) ................................................................................................ 249
Figure 9.17 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (unlaundered) ...................................................................... 249
Figure 9.18 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO6 laundered) .................................................. 250
Figure 9.19 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
4% omf Bayprotect Cl (ISO 1O5 CO9 laundered) .................................................. 250
23
Figure 9.20 Wide scan XP spectra of CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl: ..................................................................... 254
Figure 9.21 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 259
Figure 9.22 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO
1O5 CO9 laundered) ................................................................................................ 259
Figure 9.23 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (unlaundered) .................................................................................................... 260
Figure 9.24 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (ISO 1O5 CO9 laundered) ................................................................................ 260
Figure 9.25 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (unlaundered) .................................................................................................... 261
Figure 9.26 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (ISO 1O5 CO9 laundered) ................................................................................ 261
Figure 9.27 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (unlaundered) ............................................................................................ 262
Figure 9.28 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (ISO 1O5 CO9 laundered) ........................................................................ 262
Figure 9.29 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (unlaundered) ............................................................................................ 263
Figure 9.30 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (ISO 1O5 CO9 laundered) ........................................................................ 263
Figure 9.31 C (1s) spectrum of undyed and unlaundered cotton fabric ................... 264
Figure 9.32 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 268
Figure 9.33 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO
1O5 CO9 laundered) ................................................................................................ 268
Figure 9.34 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (unlaundered) .................................................................................................... 269
Figure 9.35 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (ISO 1O5 CO9 laundered) ................................................................................ 269
Figure 9.36 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (unlaundered) .................................................................................................... 270
24
Figure 9.37 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (ISO 1O5 CO9 laundered) ................................................................................ 270
Figure 9.38 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (unlaundered) ............................................................................................ 271
Figure 9.39 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (ISO 1O5 CO9 laundered) ........................................................................ 271
Figure 9.40 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (unlaundered) ............................................................................................ 272
Figure 9.41 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (ISO 1O5 CO9 laundered) ........................................................................ 272
Figure 9.42 Concentration of carbon functionalities determined by curve fitting the C
(1s) peaks from XPS spectra (fabric dyed with CI Leuco Sulphur Black 1 and
aftertreated with Tinofix ECO and Bayprotect Cl) .................................................. 273
Figure 9.43 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered) ........................................................................................................... 276
Figure 9.44 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric (ISO
1O5 CO9 laundered) ................................................................................................ 276
Figure 9.45 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (unlaundered) .................................................................................................... 277
Figure 9.46 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1 (ISO 1O5 CO9 laundered) ................................................................................ 277
Figure 9.47 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (unlaundered) .................................................................................................... 278
Figure 9.48 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE2 (ISO 1O5 CO9 laundered) ................................................................................ 278
Figure 9.49 N(1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (unlaundered) ............................................................................................ 279
Figure 9.50 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
3 (ISO 1O5 CO9 laundered) ........................................................................ 279
Figure 9.51 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (unlaundered) ............................................................................................ 280
Figure 9.52 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with
TE1, BP
1 (ISO 1O5 CO9 laundered) ........................................................................ 280
25
List of abbreviations
Colour index CI
The international organisation for standardisation ISO
A color space defined by the Commission
Internationale de l'Eclairage
CIELab
X-Ray photoelectron spectroscopy XPS
Electron spectroscopy for chemical analysis ESCA
Fourier transform infrared spectroscopy FTIR
Attenuated total reflectance ATR
Scanning electron microscopy SEM
Tetraacetylethylenediamine TAED
Nonanoyloxybenzenesulphonate NOBS
Grams per square meter GSM
Ends per inch EPI
Picks per inch PPI
Dimethyldihydroxyethyleneurea DMDHEU
Relative humidity RH
Organisation for economic cooperation and development OECD
SIDS initial assessment meeting SIAM
Screening information dataset SIDS
Grey scale rating GS
On the mass of the fabric omf
Liquor to goods ratio L:R
26
Abstract
University of Manchester
Quratulain Mohtashim
Doctor of Philosophy (PhD)
Investigation into the chemical processing and colorimetric properties of sulphur
dyed cellulosic textiles
October 2015
This work documents the chemical processing, colorimetric properties and fastness
characteristics of sulphur dyed cellulosic textiles. It is well-known that cotton is the
most commonly used cellulosic fibre and the sulphur dye class is reported to have the
highest consumption among all other colorants applied to cotton. The most attractive
feature of sulphur dyes is their low cost which makes their application attractive for dark
shades including black, navy, brown and olive. They possess moderate to good fastness
which allows them to broadly satisfy the needs of industry, but with the increasing
performance demands of garment suppliers and customers, the use of these dyes is
gradually declining as they are getting replaced by other dye classes. A major reason for
their continuing unpopularity is the environmental impact that is created by the use of
the conventional reducing agent sodium sulphide, which is highly toxic for marine life
and sewerage systems. Secondly, cellulosic goods dyed with sulphur dyes are
particularly susceptible to perborate bleach-containing washing powders thus exhibiting
impaired washfastness against oxidative bleaching.
The aim of this research is to explore possible solutions for the aforementioned
problems. In order to address the environmental concerns related to dye application, a
comparative analysis for the conventional and alternative glucose-based biodegradable
reducing systems was made. The fastness properties and cross staining performance of
sulphur dyed fabric is usually characterised with the standard ISO 1O5 CO6 benchmark.
In recent times, a distinctive combination of standard detergent, a low temperature
tetraacetylethylenediamine (TAED) bleach activator has been developed which mimics
modern detergent formulation and laundering practices. This is the ISO 1O5 CO9
washing protocol, the effect of which has not been reported for sulphur dyes. The
purpose of this research is to determine the resistance of the sulphur dyes against such
formulations and crucially to identify aftertreatments to reduce the wash down of dyes
during repeated laundering cycles over the life time of a cellulosic textile material.
In order to produce dyed fabric with improved wash fastness against the aggressive ISO
1O5 CO9 washing regime, a protective system was developed involving the sequential
application of a cationic fixative and tannin-based product. The process parameters were
optimised to formulate a standard workable recipe. The optimised parameters were
evaluated for five different sulphur dyes for the colour strength (K/S), wash fastness,
light fastness and dry/wet crocking fastness of the treated fabric. The effects on surface
morphology of the untreated and treated fabrics were examined through Scanning
Electron Microscopy (SEM). In order to identify the presence of possible functional
groups produced as a result of the aftertreatments, Fourier Transform Infrared (FTIR)
and X-Ray Photoelectron Spectroscopy (XPS) techniques were utilised.
27
Declaration
No portion of the work referred to in this thesis has been submitted in support of an
application for another degree or qualification of this or any other university or other
institute of learning.
Quratulain Mohtashim
Introduction
28
Copyright statement
i. The author of this thesis (including any appendices and/or schedules to this thesis)
owns certain copyright or related rights in it (the “Copyright”) and she has given The
University of Manchester certain rights to use such Copyright, including for
administrative purposes.
ii. Copies of this thesis, either in full or in extracts and whether in hard or electronic
copy, may be made only in accordance with the Copyright, Designs and Patents Act
1988 (as amended) and regulations issued under it or, where appropriate, in accordance
with licensing agreements which the University has from time to time. This page must
form part of any such copies made.
iii. The ownership of certain Copyright, patents, designs, trademarks and other
intellectual property (the “Intellectual Property”) and any reproductions of copyright
works in the thesis, for example graphs and tables (“Reproductions”), which may be
described in this thesis, may not be owned by the author and may be owned by third
parties. Such Intellectual Property and Reproductions cannot and must not be made
available for use without the prior written permission of the owner(s) of the relevant
Intellectual Property and/or Reproductions.
iv. Further information on the conditions under which disclosure, publication and
commercialisation of this thesis, the Copyright and any Intellectual Property and/or
Reproductions described in it may take place is available in the University IP Policy
(see http://documents.manchester.ac.uk/DocuInfo.aspx?DocID=487), in any relevant
Thesis restriction declarations deposited in the University Library, The University
Library’s regulations (see http://www.manchester.ac.uk/library/aboutus/regulations) and
in The University’s policy on Presentation of Theses.

Introduction
29
This thesis is dedicated to my wonderful husband Mohtashim Shahid and my sons
Mahad Mohtashim and Ahmad Mohtashim.
Introduction
30
Acknowledgements
First of all, I am grateful to Almighty Allah for giving me strength and ability to
complete this study.
I would like to thank my supervisors Professor Franz Wortmann, Dr. Muriel Rigout and
Professor Christopher Carr for their valuable advice, guidance and encouragement during
my study. I am grateful to Professor Franz Wortmann, for his indefinite support and
boosting up my self-confidence in the final phase of my project. I would especially like to
express my sincere gratitude to Dr. Muriel Rigout for her kindness, understanding,
guidance and knowledgeable advice throughout the course of this project. I would also
like to appreciate Professor Christopher Carr, for his great help in offering a place at the
reputed, University of Manchester together with the proficient counselling and guidance
in the research work. I am also grateful to Mr. Phil Cohen, who provided guidance and
support in locating the auxiliaries, handling equipment and carrying out dyeing and
wash fastness testing. Mr. David Kenyon provided support in colorimetric data
collection in colour physics lab and Ms. Paula Crook guided on the use of FTIR
spectrometer. I cannot forget the sincere and kind efforts of Dr. Christopher Wilkins
who guided me through the use of SEM and the assistance given by Dr. John Walton for
XPS experimentations.
I would also like to thank NED University of Engineering & Technology, Pakistan, for
providing scholarship for PhD program and EPSRC (Engineering and Physical Sciences
Research Council, UK) for the financial support needed for completion of this project.
To all my friends in Mez 3, thank you for listening, offering me advice, and supporting
me through this entire process. Many thanks to Syed Naveed for helping me and my
family in the initial phase of settling in a new country. For making me smile when it
mattered the most my thanks and best wishes go to Allaa, Celina, Tahani, Kate, Ghada ,
Katie, Lizzy, Govi and Nazmul. I cannot forget the selfless help by my friends Allaa
and Abbas who helped me with the analysis softwares for FTIR and XPS.
I would like to thank my in-laws (Mushir, Almas, Aiman and Abdul Ahad in particular)
and siblings (Shagufta, Sobia, Azhar, Aamir and Saqib), who always supported me in
my decision for higher studies. In particular, I am grateful to my mother-in-law (Habiba

Introduction
31
Khanum) and parents (Altaf Siddiqui and Noor Jehan), as I would not have been able to
achieve this opportunity without their prayers.
Last but not the least, this journey would not have been possible without the support of
my family, that is my children Mahad and Ahmad and husband Mohtashim Shahid to
whom I dedicate this thesis.
To my husband, thank you for encouraging me in all of my pursuits and inspiring me to
follow my dreams. Thanks a lot for all the fun times and care through the tough times,
for making me feel comfortable by solving small issues related to everyday life. I
always knew that you believed in me and wanted the best for me. I would never be able
to thank you for whatever you have done for me. Thanks for sacrificing your work for
my higher studies and for guiding me as a person, a best friend, life partner and teacher
and for offering knowledgeable advices throughout my PhD study period.
I am especially grateful to my children, who supported me emotionally, cheered me in
times of stress and comforted me whenever I felt alone and helpless. They have always
been a great source of motivation and energy for me that pushed me to work harder.
Introduction
32
1. Introduction
Sulphur dyes are a major class of textile dyes that are applied to cellulosic textiles [1].
With the introduction of reactive dyes in the 1950’s, it was believed that these dyes
would replace a major market share of sulphur, direct and vat dyes [2]. At that time
world production for sulphur dyes was estimated at 110,000-120,000 tons per year
which was the highest production percentage of any group of dyes. In 2007, sulphur
dyes were the third-highest produced dyes in China at 8500 tons [3].
In the years between 1992 and 2000, the annual consumption of sulphur dyes for
cellulosic fibres was estimated at ca.70,000 tons [4, 5]. The level of consumption of
sulphur dyes against other dyes is clearly evident from the world consumption data
(Figure 1.1) [2] and half of the volume of all dyes produced for cellulosic fibres consists
of sulphur dyes [6].
The most attractive feature of sulphur dyes is their cost efficiency. This dye class is
relatively inexpensive when compared to other dye classes applied to cellulosic
material. They are well known for black, brown, navy, olive and green colour in
medium to heavy depths [2]. Another important reason for the popularity of this dye
class is the ease of application and the choice of availability for products like garments,
furnishings, linings and carpets [7].
The importance of sulphur dyes are realised due to the fact that they offer an economical
method of achieving dyeing of good colour strength and acceptable fastness dyeings on
cellulosic substrates [4].
Among the aforementioned colours, CI Sulphur Black 1 is one of the most popular dyes
in the world and comes in a range of forms i.e. CI Sulphur Black 1, CI Solubilised
Sulphur Black 1 and CI Leuco Sulphur Black, constituting around 10% by mass of all
dyes produced around the globe annually [8, 9].
Sulphur dyes have moderate to good fastness to light and wet treatments [2, 10, 11].
However, the main limitations associated with this class of dye are the lack of
availability of bright colours and it’s fading on exposure to laundering with detergent
and perborates/peroxides formulations. In order to meet the growing requirements of
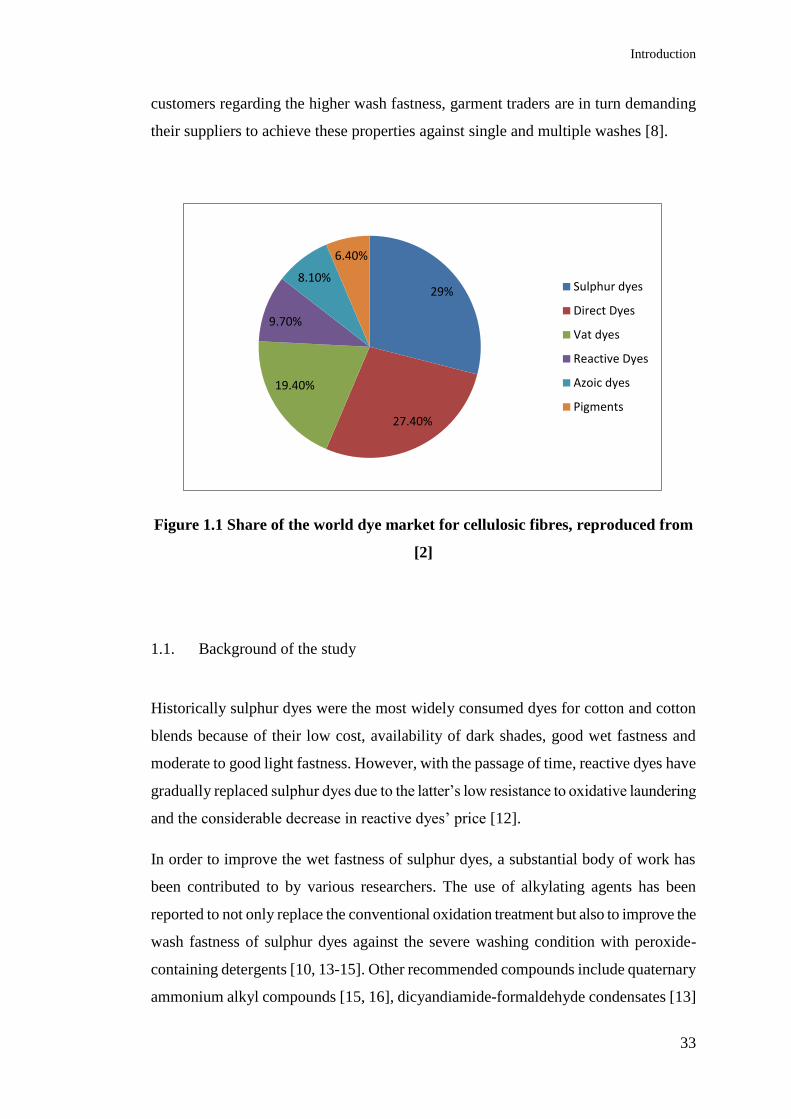
Introduction
33
customers regarding the higher wash fastness, garment traders are in turn demanding
their suppliers to achieve these properties against single and multiple washes [8].
Figure 1.1 Share of the world dye market for cellulosic fibres, reproduced from
[2]
1.1. Background of the study
Historically sulphur dyes were the most widely consumed dyes for cotton and cotton
blends because of their low cost, availability of dark shades, good wet fastness and
moderate to good light fastness. However, with the passage of time, reactive dyes have
gradually replaced sulphur dyes due to the latter’s low resistance to oxidative laundering
and the considerable decrease in reactive dyes’ price [12].
In order to improve the wet fastness of sulphur dyes, a substantial body of work has
been contributed to by various researchers. The use of alkylating agents has been
reported to not only replace the conventional oxidation treatment but also to improve the
wash fastness of sulphur dyes against the severe washing condition with peroxide-
containing detergents [10, 13-15]. Other recommended compounds include quaternary
ammonium alkyl compounds [15, 16], dicyandiamide-formaldehyde condensates [13]
29%
27.40%
19.40%
9.70%
8.10%
6.40%
Sulphur dyes
Direct Dyes
Vat dyes
Reactive Dyes
Azoic dyes
Pigments
Introduction
34
and crease resist finishing agents [10, 17, 18]. Besides that, the exhaust and continuous
application treatments with several cationic fixing agents have also been explored by
Burkinshaw [8, 13, 18-20]. Moreover, the pad application of lanthanum triacetate for
reducing the colour loss of sulphur dyed cotton during laundering has also been
explored [12]. The method substantially improved the oxidative bleaching resistance of
sulphur dyed textiles which were durable to repeated launderings [12]. However, the
resistance of sulphur dyes against the action of oxidative bleaching formulations
including bleach activators has not been taken much into consideration.
1.2. Research problem
In spite of their extensive use, surprisingly little is known about the exact structure of
sulphur dyes. The main features that make them unique are the organic intermediates
from which they are derived and the method of sulphurisation involved in their
manufacturing [2]. Sulphurisation involves various reaction such as substitution, ring
formation, reduction and oxidation for which the starting materials are relatively
common aromatic compounds [1]. In order to understand the research problem,
chemistry of the sulphur dyes must be explained first. Sulphur dyes are considered as
polymeric in nature and the sulphur containing chromophores (thiazole, thiazone or
thianthrene) are linked together by disulphide bonds pendant to their ring structures [4].
The application of the dye to cellulose involves the reduction of the dye using a
reducing agent and an alkali. The reduced form (also called thiolate form) is reconverted
into the parent insoluble form with the aid of an oxidising agent, at the end of the dyeing
process. The dyed fabric is then rinsed to remove any surface dye, soaped and finally
washed. When this fabric is exposed to subsequent laundering with bleach containing
washing powder, the disulphide bonds within the sulphur dye may get further oxidised.
This over-oxidation of the dye causes the breaking of disulphide bonds thus converting
them into water soluble dye fragments which may easily be removed from the surface of
the fabric [8, 21].
Introduction
35
1.3. Research aim and objectives
The basic aim of the research is to develop a post treatment method for sulphur dyed
fabric which influences its chemistry in a way that it makes it resistant to home
laundering processes, in particular ISO 105 CO9. The dyed and aftertreated fabric on
reaching the consumer would then only fade after a long time thus improving the level
of customer satisfaction. Additionally, the protection system developed could be applied
on two systems of sulphur dyed cotton fabric reduced with conventional and
biodegradable reductant, which would enhance its resistance to washing regimes.
In order to achieve the aforementioned aim, the following research objectives were
outlined:
Study the effects of reducing agents (sodium sulphide, glucose based Diresul
Reducing agent D) on colour yield and fastness properties of sulphur dyed fabric;
Explore the colorimetric behaviour of sulphur dyed fabric (colour profiles, K/S and
CIELab);
Investigate the influence of various protective agents - Bayprotect Cl, alternative
tannins, resins and cationic reactants/polymers;
Examine the effects of protective agents against ISO 1O5 CO6 and ISO 1O5 CO9
wash fastness;
Examine the effects of protective agents against rub fastness, wet and dry;
Examine the effects of protective agents against light fastness;
Analyse the surface chemistry of dyed, after treated and laundered samples using
XPS to determine the relative levels of oxidation of sulphur at the fibre surface and
comparing to bulk analysis to characterise oxidised and unoxidised sulphur species;
Identify the chemical composition of the untreated and treated fabric and
accumulate relative intensity data of the deconvoluted C (1s), N (1s) and S (2p)
spectra for comparison;
Study the FTIR spectra to identify the functional groups on the untreated and treated
sulphur dyed cotton fabrics;
Evaluate the effects of aftertreatments on the tensile strength of the fabric.
Introduction
36
1.4. Scope and significance of the research
With the passage of time, the developments in household laundering detergents and
their impact on cellulosic fibres have been taken into consideration. The fastness
properties and cross staining performance of sulphur dyed fabric is usually characterised
with the help of standard ISO 1O5 CO6 benchmark. In recent times, a distinctive
combination of standard detergent, a low temperature tetraacetylethylenediamine
(TAED) bleach activator has been developed which resembles to modern detergent
formulation and laundering practice, this is the ISO 1O5 CO9 washing protocol [22].
Cellulosic goods dyed with sulphur dyes are particularly affected by bleach-containing
washing powders. The purpose of bleach (such as sodium perborate) is to help remove
the stains produced by tea, coffee, fruit juice etc. and the addition of a bleach activator
(such as TAED) facilitates the low temperature removal of these stains [8].
The purpose of this research is to determine the resistance of the sulphur dyes against
such formulations and the potential of aftertreatments to reduce the washdown of dyes
during repeated laundering cycles over the life time of a cellulosic textile material.
1.5. Proposed research
Although it will be seen (chapter 2) that various cationic polymers, lanthanides and
crease resistant finishes can be used to improve the wash fastness of sulphur dyes [8, 12,
13, 19, 23], the resistance of the dyes against aggressive ISO 105 CO9 has not been
taken into consideration. This limitation in dye fixation is overcome by the introduction
of a protection system on the fabric with the sequential application of a cationic fixative
and tannin. This involves the development of a novel route with the optimised process
parameters so that the potential time, energy, and other savings associated with such a
procedure are delivered.
Introduction
37
1.6. Research methods and analysis
The following methods were employed to analyse the sulphur dyed cotton fabric against
the oxidative action of various washing systems.
1.6.1. Colorimetric, fastness and tensile properties
Colour measurement with Datacolor Spectroflash ( L*, a*, b*,c , ho values)
Fastness to washing (ISO 1O5 CO6, ISO 1O5 CO9)
Fastness to rubbing (ISO 105–X12:2002)
Fastness to light (ISO 105–BO2)
Tensile strength (BS EN ISO 13934/1 1999)
1.6.2. Surface chemistry, topography and bulk analysis
Scanning electron microscopy
X-Ray photoelectron spectroscopy
Fourier transform infrared spectroscopy
Elemental analysis
1.7. References
[1] Nguyen TA and Juang RS. Treatment of waters and wastewaters containing sulfur
dyes: A review. Chemical Engineering Journal. 2013;219:109-17.
[2] Shore J. Cellulosics dyeing. Bradford: Society of Dyers and Colourists, 1995.
[3] Shankarling G, Paul R and Thampi J. Novel dyes and commercial forms. Colourage.
1997;44(4):71-4.
Introduction
38
[4] Blackburn RS and Harvey A. Green chemistry methods in sulfur dyeing:
Application of various reducing D-sugars and analysis of the importance of optimum
redox potential. Environmental Science and Technology. 2004;38(14):4034-9.
[5] Bechtold T, Berktold F and Turcanu A. The redox behaviour of CI Sulphur Black 1 -
a basis for improved understanding of sulphur dyeing. Journal of the Society of Dyers
and Colourists. 2000;116(7-8):215-21.
[6] Wang M, Yang J and Wang H. Optimisation of the synthesis of a water-soluble
sulfur black dye. Dyes and Pigments. 2001;50(3):243-6.
[7] Parvinzadeh M. The effects of softeners on the properties of sulfur-dyed cotton
fibers. Journal of Surfactants and Detergents. 2007;10(4):219-23.
[8] Burkinshaw SM and Collins GW. Aftertreatment to reduce the washdown of leuco
sulphur dyes on cotton during repeated washing. Journal of the Society of Dyers and
Colourists. 1998;114(5-6):165-8.
[9] Zollinger H and Rys P. Fundamentals of the chemistry and application of dyes:
University Microfilms, 1993.
[10] Preston C. The dyeing of cellulosic fibres: Dyers' Company Publications Trust,
1986.
[11] Burkinshaw S. Application of dyes. The chemistry and application of dyes:
Springer; 1990. p. 237-379.
[12] Zhou W and Yang Y. Improving the resistance of sulfur dyes to oxidation.
Industrial and Engineering Chemistry Research. 2010;49(10):4720-5.
[13] Burkinshaw SM and Collins GW. Aftertreatments to improve the wash fastness of
sulphur dyeings on cotton. Dyes and Pigments. 1995;29(4):323-44.
[14] Wood WE. Sulphur dyes–1966–1976. Review of Progress in Coloration and
Related Topics. 1976;7(1):80-4.
[15] Cook CC. Aftertreatments for improving the fastness of dyes on textile fibres.
Review of Progress in Coloration and Related Topics. 1982;12(1):73-89.
Introduction
39
[16] Heid C, Holoubek K and Klein R. One hundred years of sulfur dyes. Melliand
Textilberichte International. 1973;54(12):1314-27.
[17] Venkataraman K. The chemistry of synthetic dyes: Elsevier, 1974.
[18] Burkinshaw SM and Collins GW. Pad-dry and pad-flash cure aftertreatments to
improve the wash fastness of sulphur dyeings on cotton. Dyes and Pigments.
1997;33(1):1-9.
[19] Burkinshaw SM, Chaccour FE and Gotsopoulos A. The aftertreatment of sulphur
dyes on cotton. Dyes and Pigments. 1997;34(3):227-41.
[20] Burkinshaw SM and Collins GW. Continuous dyeing with sulphur dyes: After
treatments to improve the wash fastness. Book of Papers: 1996 International Conference
& Exhibition - American Association of Textile Chemists and Colorists. 1996:296-303.
[21] Carr CM. Chemistry of the textiles industry: Springer Science and Business Media,
1995.
[22] Soliman G, Carr CM, Jones CC and Rigout M. Surface chemical analysis of the
effect of extended laundering on C. I. Sulphur Black 1 dyed cotton fabric. Dyes and
Pigments. 2013;96(1):25-30.
[23] Shekarriz S. Effects of polycarboxylic acids on untreated cotton and solubilised
sulfur dyed cotton. Journal of Progress in Color, Colorants and Coatings. 2014;7(1):1-9.
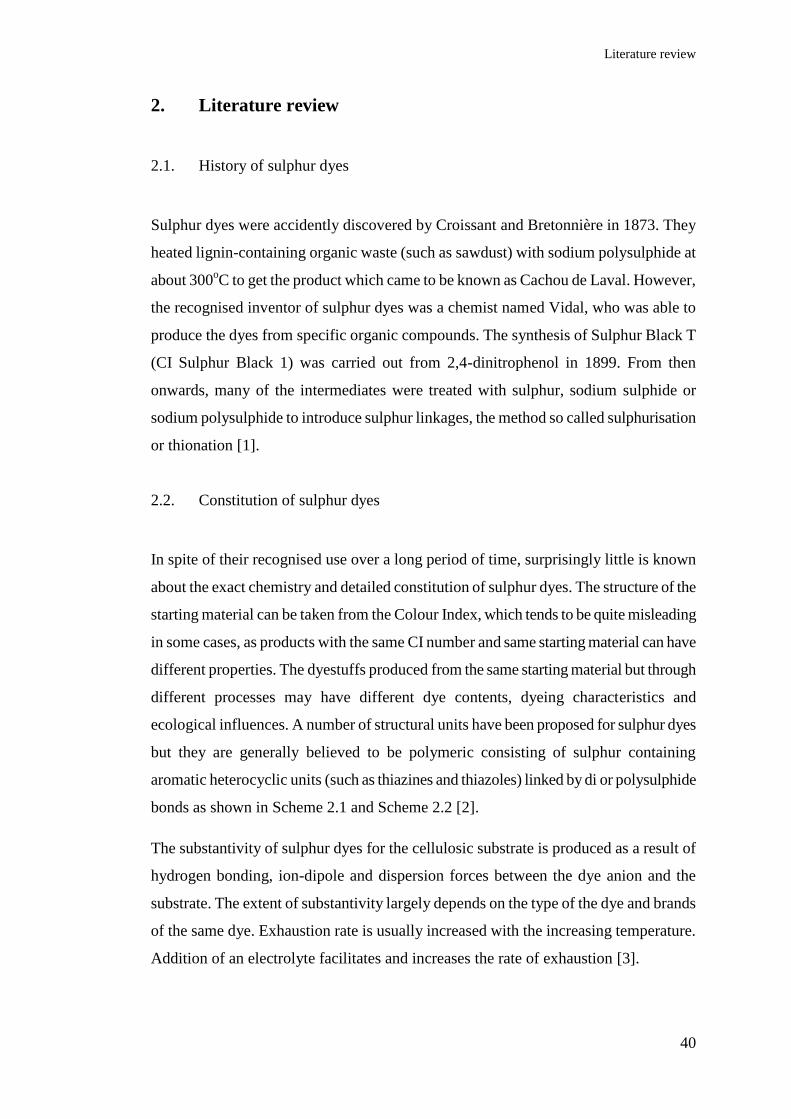
Literature review
40
2. Literature review
2.1. History of sulphur dyes
Sulphur dyes were accidently discovered by Croissant and Bretonnière in 1873. They
heated lignin-containing organic waste (such as sawdust) with sodium polysulphide at
about 300oC to get the product which came to be known as Cachou de Laval. However,
the recognised inventor of sulphur dyes was a chemist named Vidal, who was able to
produce the dyes from specific organic compounds. The synthesis of Sulphur Black T
(CI Sulphur Black 1) was carried out from 2,4-dinitrophenol in 1899. From then
onwards, many of the intermediates were treated with sulphur, sodium sulphide or
sodium polysulphide to introduce sulphur linkages, the method so called sulphurisation
or thionation [1].
2.2. Constitution of sulphur dyes
In spite of their recognised use over a long period of time, surprisingly little is known
about the exact chemistry and detailed constitution of sulphur dyes. The structure of the
starting material can be taken from the Colour Index, which tends to be quite misleading
in some cases, as products with the same CI number and same starting material can have
different properties. The dyestuffs produced from the same starting material but through
different processes may have different dye contents, dyeing characteristics and
ecological influences. A number of structural units have been proposed for sulphur dyes
but they are generally believed to be polymeric consisting of sulphur containing
aromatic heterocyclic units (such as thiazines and thiazoles) linked by di or polysulphide
bonds as shown in Scheme 2.1 and Scheme 2.2 [2].
The substantivity of sulphur dyes for the cellulosic substrate is produced as a result of
hydrogen bonding, ion-dipole and dispersion forces between the dye anion and the
substrate. The extent of substantivity largely depends on the type of the dye and brands
of the same dye. Exhaustion rate is usually increased with the increasing temperature.
Addition of an electrolyte facilitates and increases the rate of exhaustion [3].
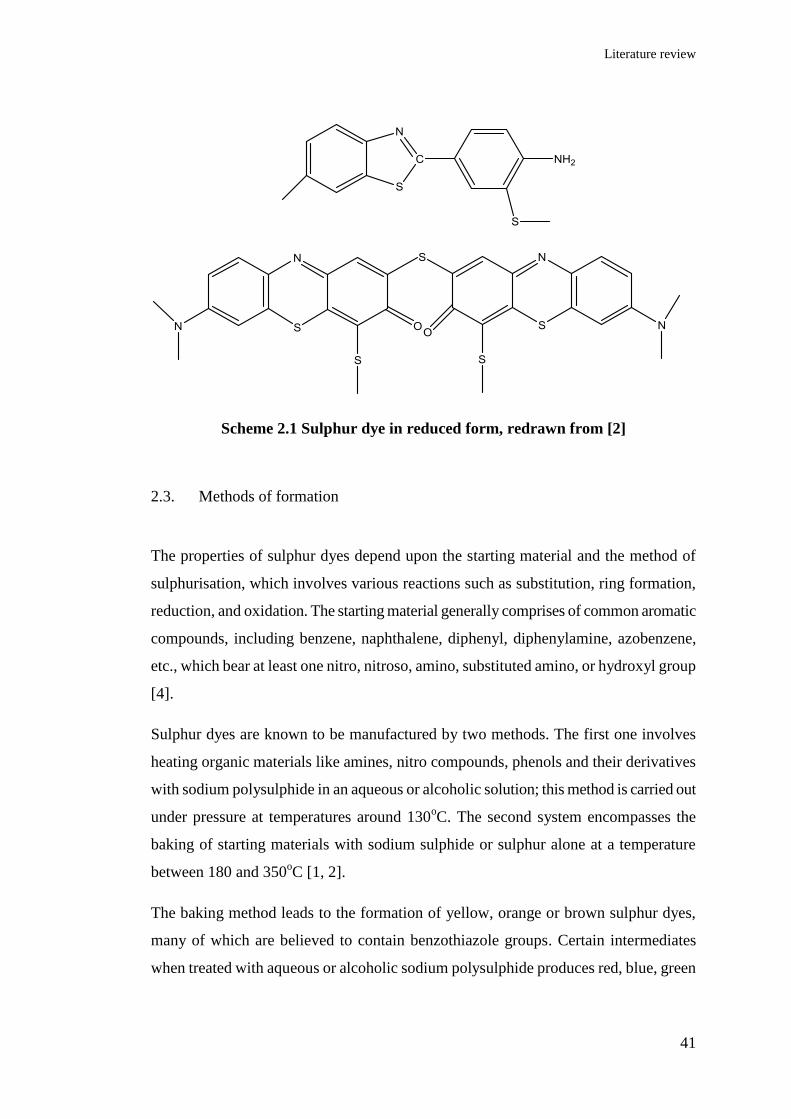
Literature review
41
Scheme 2.1 Sulphur dye in reduced form, redrawn from [2]
2.3. Methods of formation
The properties of sulphur dyes depend upon the starting material and the method of
sulphurisation, which involves various reactions such as substitution, ring formation,
reduction, and oxidation. The starting material generally comprises of common aromatic
compounds, including benzene, naphthalene, diphenyl, diphenylamine, azobenzene,
etc., which bear at least one nitro, nitroso, amino, substituted amino, or hydroxyl group
[4].
Sulphur dyes are known to be manufactured by two methods. The first one involves
heating organic materials like amines, nitro compounds, phenols and their derivatives
with sodium polysulphide in an aqueous or alcoholic solution; this method is carried out
under pressure at temperatures around 130oC. The second system encompasses the
baking of starting materials with sodium sulphide or sulphur alone at a temperature
between 180 and 350oC [1, 2].
The baking method leads to the formation of yellow, orange or brown sulphur dyes,
many of which are believed to contain benzothiazole groups. Certain intermediates
when treated with aqueous or alcoholic sodium polysulphide produces red, blue, green
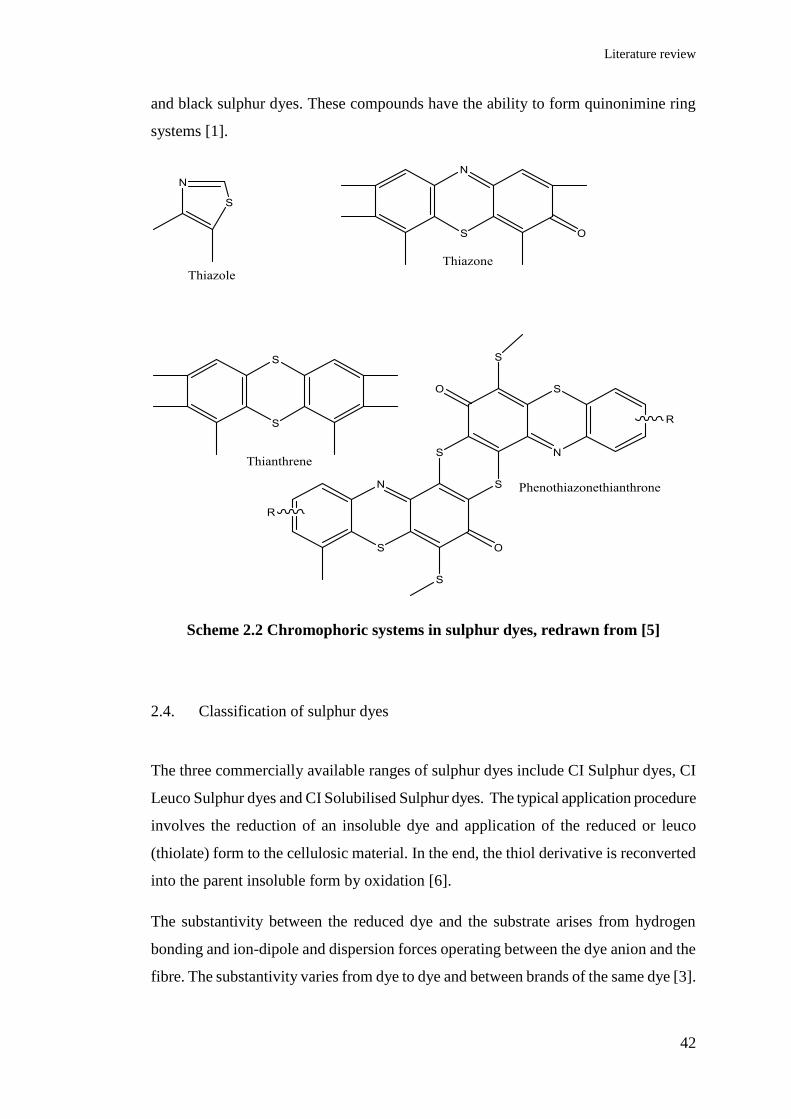
Literature review
42
and black sulphur dyes. These compounds have the ability to form quinonimine ring
systems [1].
Scheme 2.2 Chromophoric systems in sulphur dyes, redrawn from [5]
2.4. Classification of sulphur dyes
The three commercially available ranges of sulphur dyes include CI Sulphur dyes, CI
Leuco Sulphur dyes and CI Solubilised Sulphur dyes. The typical application procedure
involves the reduction of an insoluble dye and application of the reduced or leuco
(thiolate) form to the cellulosic material. In the end, the thiol derivative is reconverted
into the parent insoluble form by oxidation [6].
The substantivity between the reduced dye and the substrate arises from hydrogen
bonding and ion-dipole and dispersion forces operating between the dye anion and the
fibre. The substantivity varies from dye to dye and between brands of the same dye [3].
Literature review
43
2.4.1. CI Sulphur dyes
In discussing sulphur dyes, it is initially important to distinguish between sulphur dyes
and sulphur vat dyes. They are not separately classified in the Colour Index which
consists of a collection of dyes from a range of categories (CI Sulphur and CI Vat), the
latter bearing superior wet fastness and resistance to bleaching as compared to
traditional sulphur dyes. CI Vat Blue 42 and 43, CI Vat Red 10, CI Vat Green 7 and 20,
CI Vat Brown 96 and CI Vat Black 11 belong to the Sulphur-Vat type class, which do
not possess polysulphide links between their chromophoric systems and require some
level of caustic soda/sodium dithionite reduction [2, 7].
CI Sulphur is a water insoluble form which is the oldest among all other classes. This
dye consists of sulphur not only as an integral part of the chromophore but is also
present in attached polysulphide chains. They are first dissolved by boiling them with a
reducing agent in an alkaline medium. After that, they are subsequently oxidised to an
insoluble form on the fibre. The reducing agents most commonly used are sodium
sulphide, sodium hydrogen sulphide and soda ash. Moreover, this dye has to be cooled
down to room temperature if applied through continuous process [2, 7, 8].
2.4.2. CI Leuco Sulphur dyes
This class of dye has the same constitution as CI Sulphur (parent sulphur dye), however,
the content of the actual dye ranges from 25% to 50% when compared to the parent dye.
It is a soluble leuco form of the parent dye and consists of the parent dye and a reducing
agent such as sodium sulphide or hydrosulphide so as to facilitate its application directly
or with an addition of small amount of extra reducing agent. Since both dyes behave in a
similar way when added into a dye bath, hence this dye can easily be applied [7, 8].
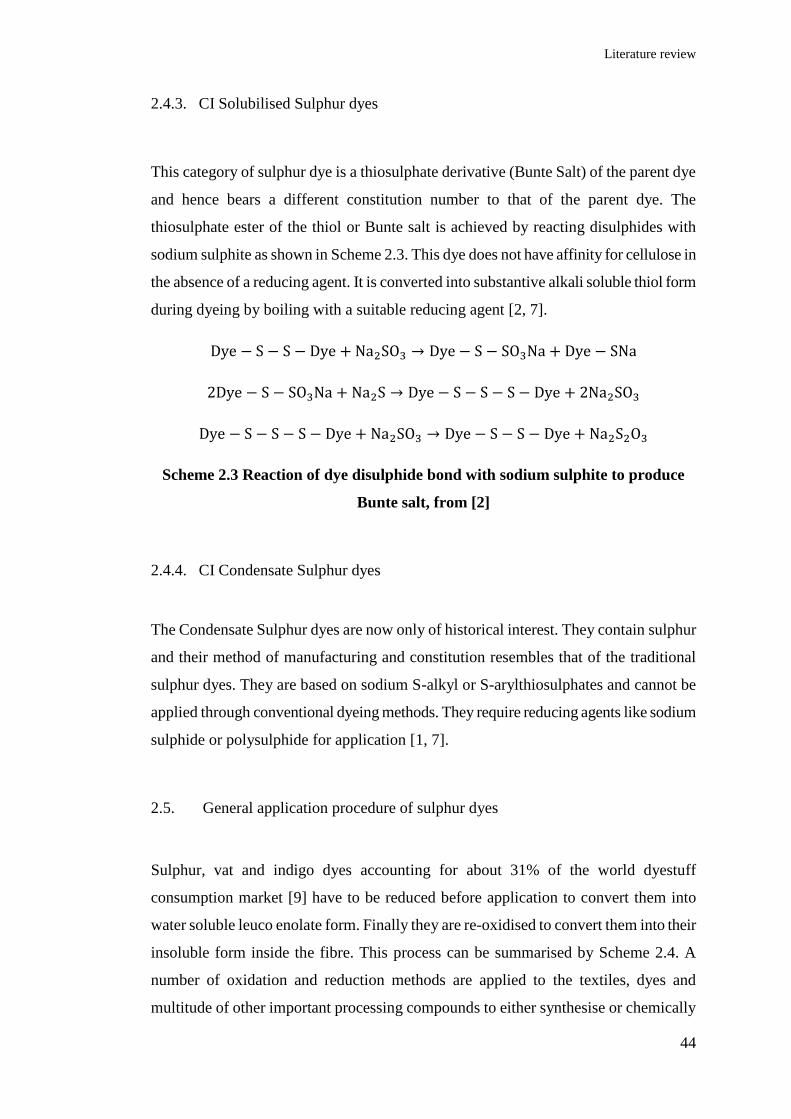
Literature review
44
2.4.3. CI Solubilised Sulphur dyes
This category of sulphur dye is a thiosulphate derivative (Bunte Salt) of the parent dye
and hence bears a different constitution number to that of the parent dye. The
thiosulphate ester of the thiol or Bunte salt is achieved by reacting disulphides with
sodium sulphite as shown in Scheme 2.3. This dye does not have affinity for cellulose in
the absence of a reducing agent. It is converted into substantive alkali soluble thiol form
during dyeing by boiling with a suitable reducing agent [2, 7].
Dye − S − S − Dye + Na2SO3 → Dye − S − SO3Na + Dye − SNa
2Dye − S − SO3Na + Na2S → Dye − S − S − S − Dye + 2Na2SO3
Dye − S − S − S − Dye + Na2SO3 → Dye − S − S − Dye + Na2S2O3
Scheme 2.3 Reaction of dye disulphide bond with sodium sulphite to produce
Bunte salt, from [2]
2.4.4. CI Condensate Sulphur dyes
The Condensate Sulphur dyes are now only of historical interest. They contain sulphur
and their method of manufacturing and constitution resembles that of the traditional
sulphur dyes. They are based on sodium S-alkyl or S-arylthiosulphates and cannot be
applied through conventional dyeing methods. They require reducing agents like sodium
sulphide or polysulphide for application [1, 7].
2.5. General application procedure of sulphur dyes
Sulphur, vat and indigo dyes accounting for about 31% of the world dyestuff
consumption market [9] have to be reduced before application to convert them into
water soluble leuco enolate form. Finally they are re-oxidised to convert them into their
insoluble form inside the fibre. This process can be summarised by Scheme 2.4. A
number of oxidation and reduction methods are applied to the textiles, dyes and
multitude of other important processing compounds to either synthesise or chemically
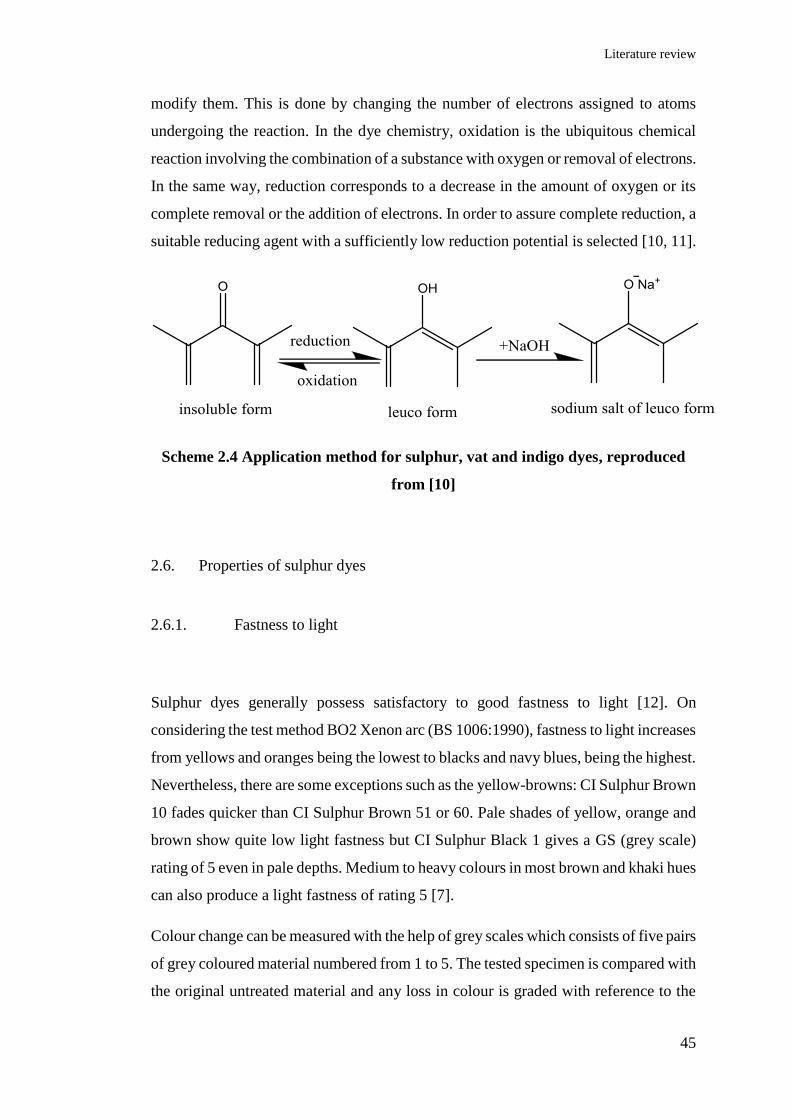
Literature review
45
modify them. This is done by changing the number of electrons assigned to atoms
undergoing the reaction. In the dye chemistry, oxidation is the ubiquitous chemical
reaction involving the combination of a substance with oxygen or removal of electrons.
In the same way, reduction corresponds to a decrease in the amount of oxygen or its
complete removal or the addition of electrons. In order to assure complete reduction, a
suitable reducing agent with a sufficiently low reduction potential is selected [10, 11].
Scheme 2.4 Application method for sulphur, vat and indigo dyes, reproduced
from [10]
2.6. Properties of sulphur dyes
2.6.1. Fastness to light
Sulphur dyes generally possess satisfactory to good fastness to light [12]. On
considering the test method BO2 Xenon arc (BS 1006:1990), fastness to light increases
from yellows and oranges being the lowest to blacks and navy blues, being the highest.
Nevertheless, there are some exceptions such as the yellow-browns: CI Sulphur Brown
10 fades quicker than CI Sulphur Brown 51 or 60. Pale shades of yellow, orange and
brown show quite low light fastness but CI Sulphur Black 1 gives a GS (grey scale)
rating of 5 even in pale depths. Medium to heavy colours in most brown and khaki hues
can also produce a light fastness of rating 5 [7].
Colour change can be measured with the help of grey scales which consists of five pairs
of grey coloured material numbered from 1 to 5. The tested specimen is compared with
the original untreated material and any loss in colour is graded with reference to the
Literature review
46
grey scale. Number 5 has two identical greys which show that there is no colour change
between the reference and the tested specimens. Number 1 shows the greatest contrast,
and number 2, 3 and 4 have intermediate contrasts.
2.6.2. Colour fastness
Colourfastness may be defined as the resistance of a material to change in any of its
colour characteristics. Fading refers to the change in colour or lightening of colour. On
the other hand, bleeding is the transfer of colour to adjacent or accompanying fibre
material, also called soiling or staining [13].
2.6.3. Fastness to washing
In general, sulphur dyes exhibit good fastness to washing tests, depending upon the
detergent formulation being used. However, they are less resistant to laundering with
detergent/perborate formulations which is a general requirement for domestic washing
powders. Even here, fastness to washing below 50oC is quite reasonable [7, 12].
2.6.4. Fastness to bleaching
Sulphur dyes exhibit poor fastness to bleaching; in particular to hypochlorite bleaching.
Likewise, they lose considerable depth when exposed to washing regimes containing
peroxide along with detergent [7].
2.6.5. Fastness to rubbing
The exact rubbing fastness ratings cannot be identified because it largely depends on the
fabric type, its preparation and dyeing process. Quality of rinsing after oxidation plays a
vital role in overall rubbing fastness ratings. The fastness to dry rubbing is normally
quite good, being 4-5 even for heavy depths. The wet rubbing for heavy depths like
black and navy tends to be in the stain ratings of 2-3 [7].
Literature review
47
In order to achieve better rub fastness properties, it is essential to wash the dyed fabric
thoroughly before the oxidation stage, and dye the fabric with the necessary amount of
sequestering agent and anti-oxidant [7].
2.6.6. Acid tendering of sulphur dyes
Sulphur dyes produce low level of sulphuric acid when exposed to humid and hot
storage conditions, leading to acid tendering of the dyed fabric. This problem may be
minimised or even removed by either a thorough rinsing of the dyed fabric before
oxidation or treating the dyed fabric with a final alkaline rinse. The use of resins and
cationic fibre protective agents has been reported to inhibit the tendering of sulphur dyes
[7].
2.7. Reduction of sulphur dyes
2.7.1. Conventional reducing systems
2.7.1.1. Sodium sulphide (Na2S)
Sulphide type reducing agents include sodium sulphide (Na2S), sodium hydrosulphide
(NaHS) and sodium polysulphide (Na2Sx) where x varies from 1 to 6. The sulphides and
hydrosulphides are available in solid as well as liquid forms but the polysulphide variety
is available as an aqueous solution. The polysulphides do not only act as a pH buffer but
also as an antioxidant [14]. The conventional method of application of sulphur dyes is
carried out by reduction with sodium sulphide. This traditional reducing agent is
available in the form of crystals and flakes. The specific class of the dye dictates the
amount of the reducing agent that needs to be used, and is usually directly proportional
to the dye weight [7].
Literature review
48
Sodium sulphide undergoes hydrolysis in water, which is shown below in Scheme 2.5:
Na2S + H2O ↔ NaHS + NaOH [14]
Scheme 2.5 Hydrolysis of sodium sulphide in water from [14]
The treatment of sodium sulphide with insoluble sulphur dye leads to the reduction of
sulphide links forming individual heteroaromatic units with thiol groups (Scheme 2.6).
Due to its toxicological and ecological issues, the replacement of this reducing agent
with environmentally friendlier systems is being preferred [15].
−S − Dye − S − S − Dye − S − S − Dye − S − S − Dye − S − +2ne̅ ↔ nS̅̅ ̅ − Dye − S ̅
Scheme 2.6 Reduction of sulphide links from [2]
2.7.1.2. Sodium hydrosulphide (NaHS)
Sodium hydrosulphide is now widely used in place of sodium sulphide; it is available in
solid as well as liquid form and in several different concentrations. It is available from
many sources, such as the manufacturers of paper and viscose fibres [7]. In particular,
the use of sodium hydrosulphide has little importance for sulphur dyeings with red,
brown, green and olives. This is because the dyes break down in the presence of sodium
hydrosulphide and exhibit the inherent drawback of poor colour yield and
reproducibility. However, the application of CI solubilised sulphur black dyes and
sodium hydrosulphides produce good results with the exhaustion mode of dyeing.
However the use of solubilised sulphur dyes tend to be more expensive than the ready-
to-use leuco sulphur dyes which already contain inbuilt sodium sulphide as the reducing
agent and is more compliant with continuous dyeing [14].
2.7.1.3. Sodium dithionite
Until recently this was the only sulphide free system for dyeing with sulphur dyes but
was not popular for commercial purpose because of lack of reproducibility and
Literature review
49
difficulty in controlling the process. The system tends to be quite useful when a mixed
system of sodium sulphide/caustic soda and sodium dithionite is used. This is preferred
in jig dyeing only. The warp dyeing of denim with traditional insoluble sulphur dyes has
used this system previously. The colour yield is however lower than that for the
sulphide system [7].
2.7.2. Green chemistry/non-sulphide reducing systems
2.7.2.1. Glucose and other alternatives
Glucose is a well-known reducing agent considered to be a biocompatible,
biodegradable, and non-toxic, naturally occurring molecule, which is being used for
reduction of sulphur dyes and bleaching of cotton [3]. It is a hexose monosaccharide
consisting of six carbon atoms, with an aldehyde bearing (–CHO) group. Five carbons
and an oxygen atom form a loop called a “pyranose ring” which is the most stable form
of six-carbon aldoses. Each carbon is linked to hydroxyl and hydrogen side groups in
this loop/ring, excluding the fifth atom which links to a 6th carbon atom outside the
ring, forming the CH2OH group. It exists in two forms (α and β) [10].
Sugar crystallises from aqueous solutions at temperatures below 50°C as α-D-glucose
monohydrate, which has the melting point of 80°C. At temperatures above 50°C but
below 115°C, the stable form is anhydrous α-glucose with the structure shown in
Scheme 2.7. Glucose experiences a complex degradation sequence in alkaline solutions
and the reducing effect of glucose is known to be connected with the degradation
intermediate. Glucose is highly sensitive to temperature and it acts as a very good
reducing agent at high temperatures. The supporting factors, which contribute to its
reducing ability, are high alkalinity and polysulphide addition [10]. The reduction of
sulphur dyes is achieved in alkaline solutions by the aldehyde group of the glucose [2].
The use of sulphur dyeing for cellulosic fibres and its advantages with respect to cost is
appreciated throughout the dyeing industry [3]. Sodium sulphide is the most common
reducing agent for sulphur dyes accounting about 90% of all sulphur dyes being reduced
by this auxiliary [16]. However, the popularity of this auxiliary is declining as a result of
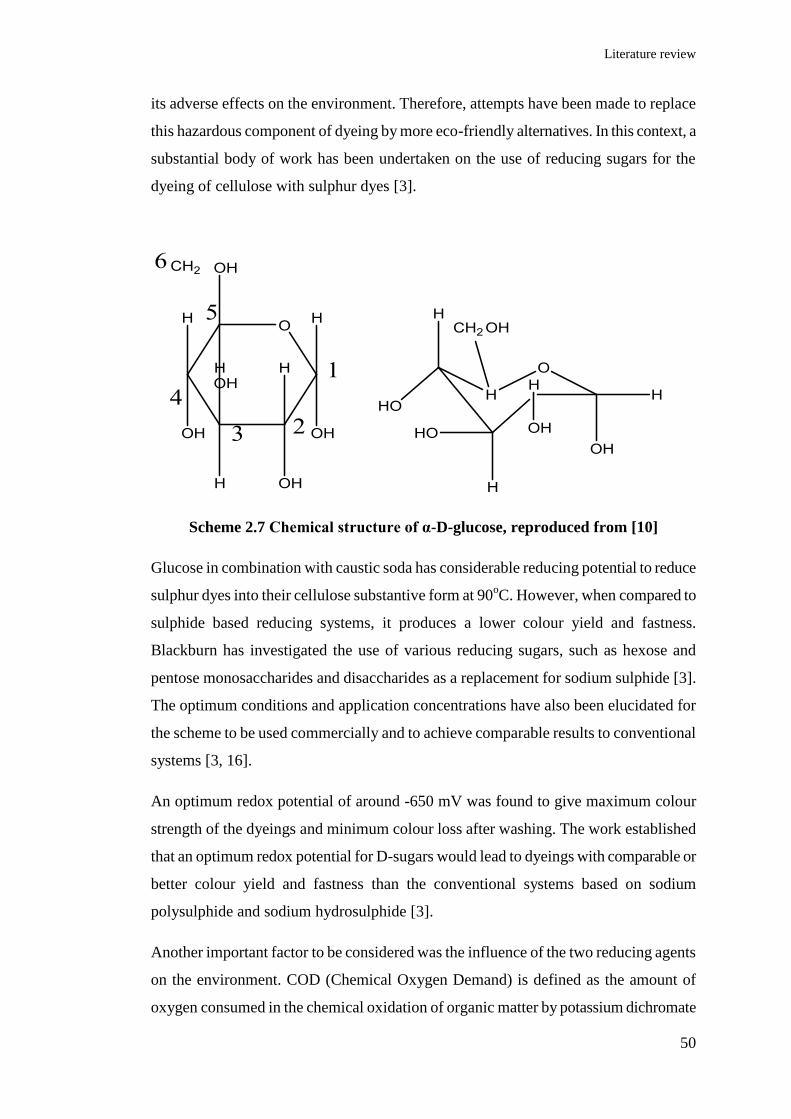
Literature review
50
its adverse effects on the environment. Therefore, attempts have been made to replace
this hazardous component of dyeing by more eco-friendly alternatives. In this context, a
substantial body of work has been undertaken on the use of reducing sugars for the
dyeing of cellulose with sulphur dyes [3].
Scheme 2.7 Chemical structure of α-D-glucose, reproduced from [10]
Glucose in combination with caustic soda has considerable reducing potential to reduce
sulphur dyes into their cellulose substantive form at 90oC. However, when compared to
sulphide based reducing systems, it produces a lower colour yield and fastness.
Blackburn has investigated the use of various reducing sugars, such as hexose and
pentose monosaccharides and disaccharides as a replacement for sodium sulphide [3].
The optimum conditions and application concentrations have also been elucidated for
the scheme to be used commercially and to achieve comparable results to conventional
systems [3, 16].
An optimum redox potential of around -650 mV was found to give maximum colour
strength of the dyeings and minimum colour loss after washing. The work established
that an optimum redox potential for D-sugars would lead to dyeings with comparable or
better colour yield and fastness than the conventional systems based on sodium
polysulphide and sodium hydrosulphide [3].
Another important factor to be considered was the influence of the two reducing agents
on the environment. COD (Chemical Oxygen Demand) is defined as the amount of
oxygen consumed in the chemical oxidation of organic matter by potassium dichromate
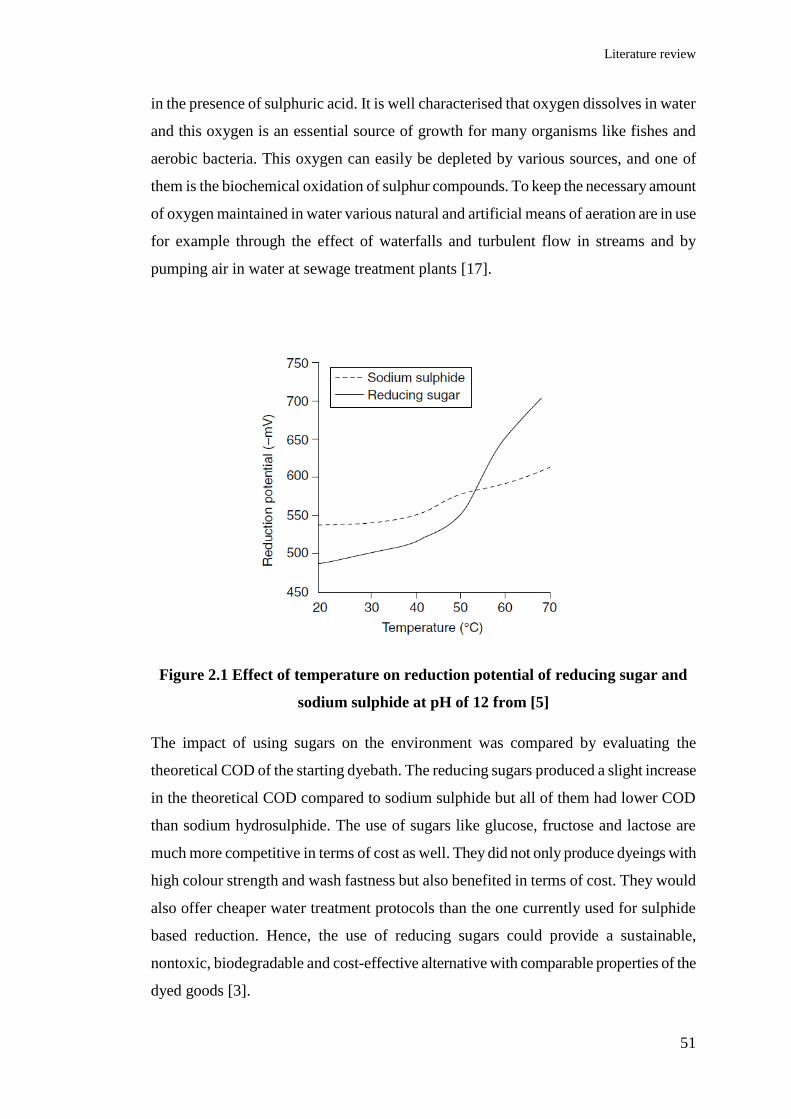
Literature review
51
in the presence of sulphuric acid. It is well characterised that oxygen dissolves in water
and this oxygen is an essential source of growth for many organisms like fishes and
aerobic bacteria. This oxygen can easily be depleted by various sources, and one of
them is the biochemical oxidation of sulphur compounds. To keep the necessary amount
of oxygen maintained in water various natural and artificial means of aeration are in use
for example through the effect of waterfalls and turbulent flow in streams and by
pumping air in water at sewage treatment plants [17].
Figure 2.1 Effect of temperature on reduction potential of reducing sugar and
sodium sulphide at pH of 12 from [5]
The impact of using sugars on the environment was compared by evaluating the
theoretical COD of the starting dyebath. The reducing sugars produced a slight increase
in the theoretical COD compared to sodium sulphide but all of them had lower COD
than sodium hydrosulphide. The use of sugars like glucose, fructose and lactose are
much more competitive in terms of cost as well. They did not only produce dyeings with
high colour strength and wash fastness but also benefited in terms of cost. They would
also offer cheaper water treatment protocols than the one currently used for sulphide
based reduction. Hence, the use of reducing sugars could provide a sustainable,
nontoxic, biodegradable and cost-effective alternative with comparable properties of the
dyed goods [3].
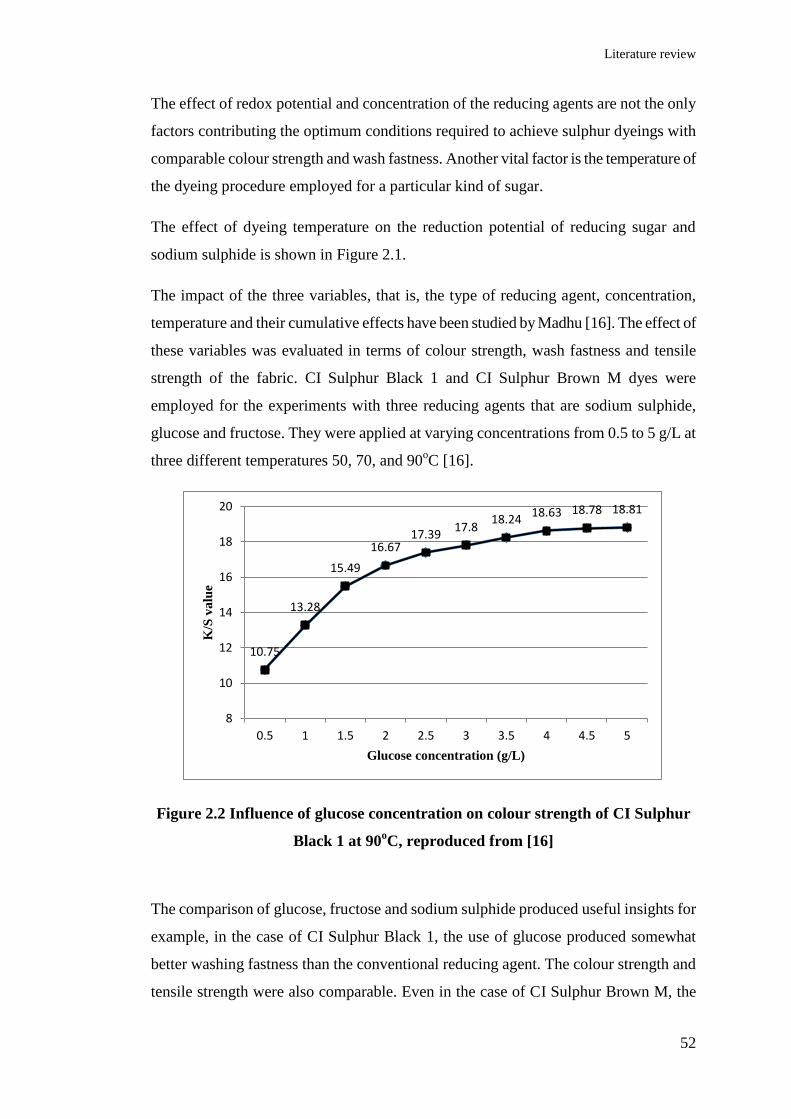
Literature review
52
The effect of redox potential and concentration of the reducing agents are not the only
factors contributing the optimum conditions required to achieve sulphur dyeings with
comparable colour strength and wash fastness. Another vital factor is the temperature of
the dyeing procedure employed for a particular kind of sugar.
The effect of dyeing temperature on the reduction potential of reducing sugar and
sodium sulphide is shown in Figure 2.1.
The impact of the three variables, that is, the type of reducing agent, concentration,
temperature and their cumulative effects have been studied by Madhu [16]. The effect of
these variables was evaluated in terms of colour strength, wash fastness and tensile
strength of the fabric. CI Sulphur Black 1 and CI Sulphur Brown M dyes were
employed for the experiments with three reducing agents that are sodium sulphide,
glucose and fructose. They were applied at varying concentrations from 0.5 to 5 g/L at
three different temperatures 50, 70, and 90oC [16].
Figure 2.2 Influence of glucose concentration on colour strength of CI Sulphur
Black 1 at 90oC, reproduced from [16]
The comparison of glucose, fructose and sodium sulphide produced useful insights for
example, in the case of CI Sulphur Black 1, the use of glucose produced somewhat
better washing fastness than the conventional reducing agent. The colour strength and
tensile strength were also comparable. Even in the case of CI Sulphur Brown M, the
10.75
13.28
15.49
16.67 17.39
17.8 18.24
18.63 18.78 18.81
8
10
12
14
16
18
20
0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
K/S
va
lue
Glucose concentration (g/L)
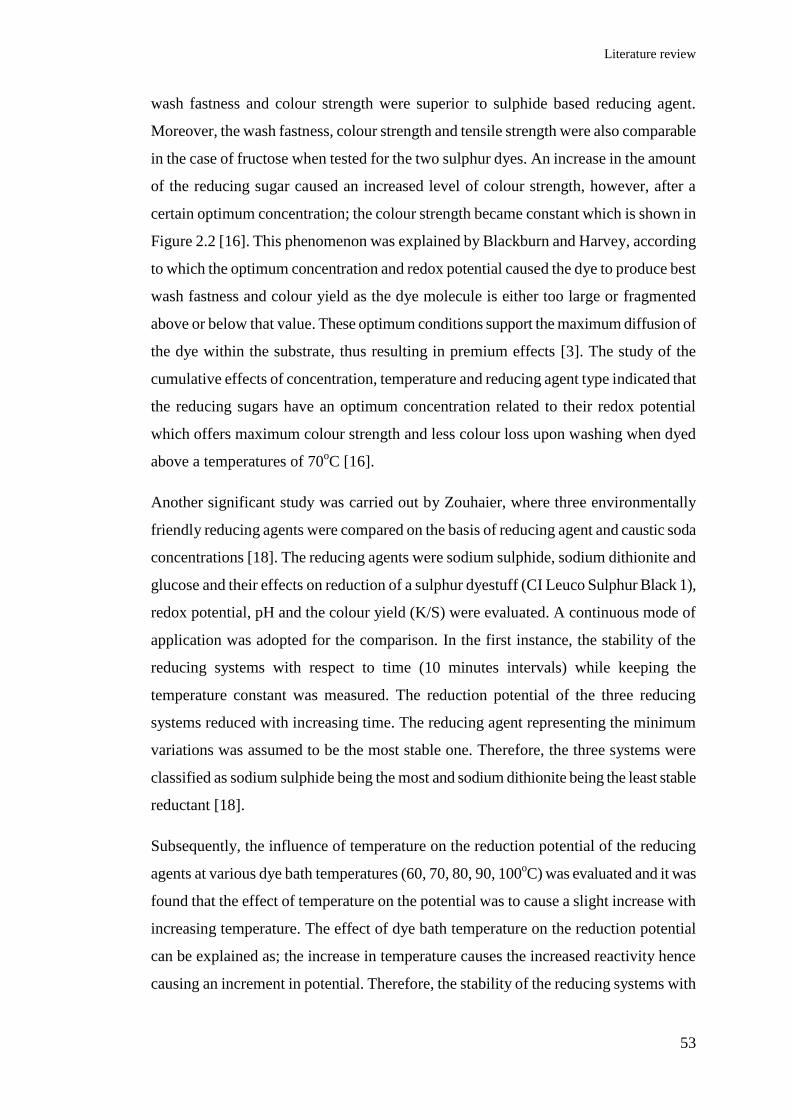
Literature review
53
wash fastness and colour strength were superior to sulphide based reducing agent.
Moreover, the wash fastness, colour strength and tensile strength were also comparable
in the case of fructose when tested for the two sulphur dyes. An increase in the amount
of the reducing sugar caused an increased level of colour strength, however, after a
certain optimum concentration; the colour strength became constant which is shown in
Figure 2.2 [16]. This phenomenon was explained by Blackburn and Harvey, according
to which the optimum concentration and redox potential caused the dye to produce best
wash fastness and colour yield as the dye molecule is either too large or fragmented
above or below that value. These optimum conditions support the maximum diffusion of
the dye within the substrate, thus resulting in premium effects [3]. The study of the
cumulative effects of concentration, temperature and reducing agent type indicated that
the reducing sugars have an optimum concentration related to their redox potential
which offers maximum colour strength and less colour loss upon washing when dyed
above a temperatures of 70oC [16].
Another significant study was carried out by Zouhaier, where three environmentally
friendly reducing agents were compared on the basis of reducing agent and caustic soda
concentrations [18]. The reducing agents were sodium sulphide, sodium dithionite and
glucose and their effects on reduction of a sulphur dyestuff (CI Leuco Sulphur Black 1),
redox potential, pH and the colour yield (K/S) were evaluated. A continuous mode of
application was adopted for the comparison. In the first instance, the stability of the
reducing systems with respect to time (10 minutes intervals) while keeping the
temperature constant was measured. The reduction potential of the three reducing
systems reduced with increasing time. The reducing agent representing the minimum
variations was assumed to be the most stable one. Therefore, the three systems were
classified as sodium sulphide being the most and sodium dithionite being the least stable
reductant [18].
Subsequently, the influence of temperature on the reduction potential of the reducing
agents at various dye bath temperatures (60, 70, 80, 90, 100oC) was evaluated and it was
found that the effect of temperature on the potential was to cause a slight increase with
increasing temperature. The effect of dye bath temperature on the reduction potential
can be explained as; the increase in temperature causes the increased reactivity hence
causing an increment in potential. Therefore, the stability of the reducing systems with
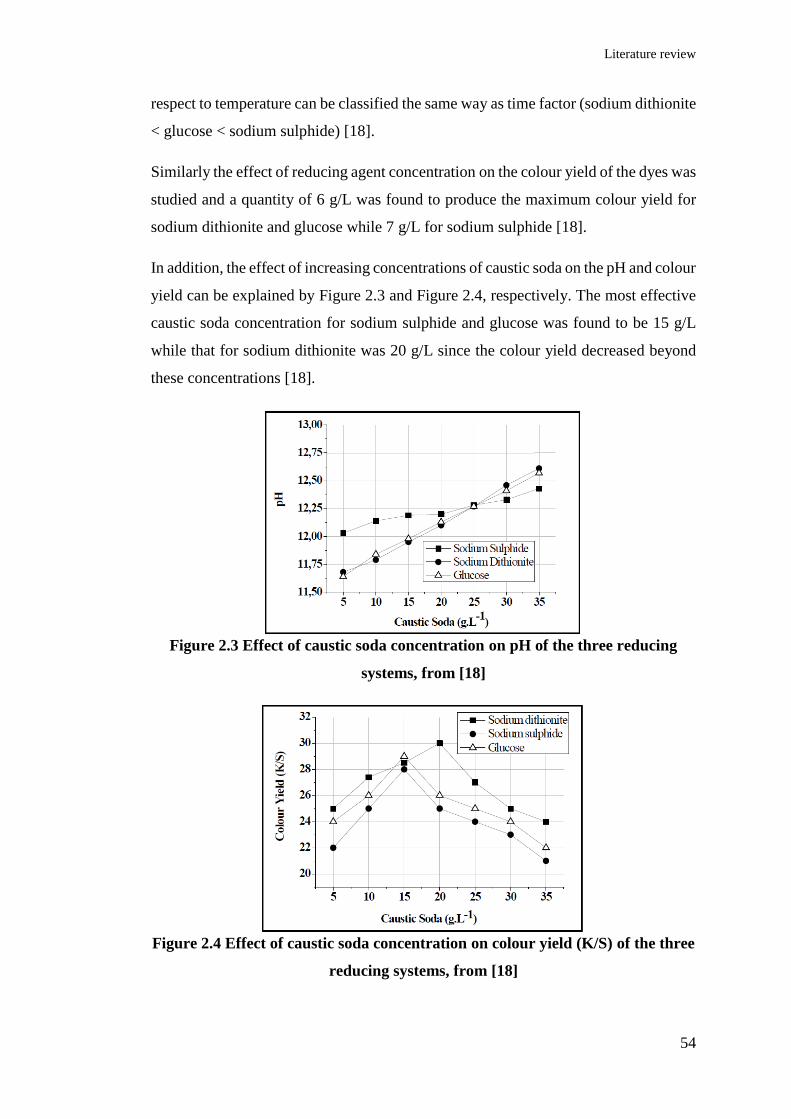
Literature review
54
respect to temperature can be classified the same way as time factor (sodium dithionite
< glucose < sodium sulphide) [18].
Similarly the effect of reducing agent concentration on the colour yield of the dyes was
studied and a quantity of 6 g/L was found to produce the maximum colour yield for
sodium dithionite and glucose while 7 g/L for sodium sulphide [18].
In addition, the effect of increasing concentrations of caustic soda on the pH and colour
yield can be explained by Figure 2.3 and Figure 2.4, respectively. The most effective
caustic soda concentration for sodium sulphide and glucose was found to be 15 g/L
while that for sodium dithionite was 20 g/L since the colour yield decreased beyond
these concentrations [18].
Figure 2.3 Effect of caustic soda concentration on pH of the three reducing
systems, from [18]
Figure 2.4 Effect of caustic soda concentration on colour yield (K/S) of the three
reducing systems, from [18]
Literature review
55
For dyeing cotton with sulphur dyes, sodium sulphide and sodium dithionite are
considered to be the most highly used and most effective reducing systems, respectively.
A comparative study has been undertaken by Baffoun, in which the two reducing agents
were compared with glucose in terms of colour yield and fastness properties. The effects
of varying concentrations of reducing agent, caustic soda and sodium carbonate on pH
and redox potential were measured [19].
The cotton fabric was dyed with CI Leuco Sulphur Black 1 using the three reducing
systems with their redox potentials being measured during dyeing in order to compare
the stability of the three reducing systems with respect to time. The redox potential of
the dye bath based on sodium sulphide was the lowest indicating that this was the most
stable reducing system while sodium dithionite was the least stable one but with the
maximum reducing power [19].
To study the effect of dyebath temperature on the reduction potential of each reducing
system, the temperature of the dyebath was varied between 85oC and 100
oC. Similarly,
the time was varied between 10 minutes and 70 minutes in order to study the effect of
time on dyebath stability of the systems. The reducing power was improved slightly as a
function of the temperature for sodium sulphide and glucose while the potential increase
was more pronounced for sodium dithionite. The temperature and time had the same
effects on the stability of the three reducing systems that is sodium sulphide being the
most and sodium dithionite least stable reducing system [19].
An increase in the concentration of the reducing agent did not significantly vary the
redox potential. However, the pH value increased with an increase in concentration of
reducing agent except for sodium dithionite where the pH increased up to a
concentration of 5 g/L, beyond which it decreased. Likewise, the colour yield improved
with an increase in reducing agent concentration to a certain value beyond which it
deteriorated. The highest colour yield was obtained at a concentration of 5 g/L for
sodium dithionite and glucose and at 6 g/L for sodium sulphide [19].
The effect of different caustic soda concentrations was also studied and demonstrated
that the redox potential remained stable at -862 mV for sodium dithionite, at -631 mV
for glucose and at -517 mV for sodium sulphide. The highest colour strength was
achieved for sodium dithionite which had the highest reducing power, followed by
glucose and then sodium sulphide. Optimum colour yield was obtained at a caustic soda
Literature review
56
concentration of 20 g/L using sodium dithionite as a reducing agent and at 15 g/L using
sodium sulphide or glucose to reduce the sulphur dye [19].
After optimising the concentrations of reducing agents and sodium hydroxide, dyeings
with different concentrations of sodium carbonate (5-50 g/L) were undertaken. It was
observed that with the increase in sodium carbonate concentration, the alkalinity of
dyeing bath increases accordingly. The pH value increases significantly for sodium
dithionite and sodium sulphide while the variation in pH for glucose was less
significant. At different sodium carbonate concentrations, the redox potential remains
stable at -852 mV for sodium dithionite, at -631 mV for glucose and at -525 mV for
sodium sulphide. The optimised concentration of sodium carbonate (15 g/L) was found
to improve colour exhaustion for the three reducing agents [19].
The optimised parameters obtained in terms of reducing agent, caustic soda and sodium
carbonate concentrations, indicated that the best colour yield was obtained using sodium
dithionite to reduce the sulphur dye. However, glucose and sodium sulphide gave
comparable colour exhaustion which was slightly better for glucose [19]. The wash
fastness values at 60oC and 90
oC of dyeings recognised with sodium dithionite were
better than those achieved with sodium sulphide or glucose as reducing agent. The
crocking and light fastness remained the same for the three reducing systems [19].
Hydrol, a by-product of the sugar industry and a molasses based material is another
product which is being used by a number of industries for the reduction of sulphur dyes.
This is yet another eco-friendly alternative available for sulphur dyes application [14].
2.7.2.2. Mercaptoethanol/ Thioglycol (2-mercaptoethanol)
2-Mercaptoethanol is an alternate substitute for environmentally friendly dyeing of
sulphur dyes, producing a sulphide-free effluent and absence of unpleasant smell
emission. It is marketed by BASF under the trade name of Molleskal SF and is suitable
for applying solubilised sulphur dyes by the exhaustion and one-bath pad-steam process
[8, 14].
The application of thioglycol with caustic soda on solubilised sulphur dyes has been
investigated for exhaust and one bath pad-steam processes, the colour yield however is
Literature review
57
lower than that achieved with sulphide dyeings. The advantage of using thioglycol is a
sulphide free and odourless effluent, but certain limitations make its use unacceptable. It
cannot be used for vat sulphur and the water-insoluble dyes do not completely dissolve
in it, the process is also more costly than other substitutions [7].
2.7.2.3. Hydroxyacetone
Similar to thioglycol, the effluent of this reducing agent is free from sulphide but it has a
characteristic odour of acetone. It can be applied to solubilised sulphur dyes, but the
colour yield is lower, the cost is higher and the product is highly flammable thus making
an overall process undesirable for industrial use [7].
2.7.2.4. Thiourea dioxide
A more environmentally friendly alternative to sodium sulphide consists of using of
thiourea dioxide. It was found out through a number of experiments that alkaline media
enhances the reducing properties of thiourea dioxide, so sodium hydroxide is added to
the dye bath. The dyeings were tested with and without Glauber’s salt (sodium
sulphate), which had little influence on the depth of shade. The dyeings of the latter
system and sodium sulphide were compared and it was established that the colour
strength and fastness properties were comparable [15]. A little change in shade was
observed in some cases. However, the dyeing produced from thiourea dioxide was
brighter in most of the cases except CI Sulphur Brown 12 and CI Sulphur Brown 14:1.
The latter dye produced deeper and bluer shade with thiourea dioxide while the former
dye produced dyeing with the diminished colour value when compared with the dyeings
produced by sodium sulphide. The dyeing with brown shades is problematic and needs
care to avoid over-reduction [15].
Thiourea dioxide was found to be less toxic than other reducing systems. The analysis
of residual liquors obtained from sulphide and thiourea dioxide indicated that there was
a considerable reduction in the quantity of oxidant required for chemical degradation of
Literature review
58
the effluent from thiourea dioxide liquor. In the case of CI Sulphur Yellow 1 and CI
Sulphur Blue 1, the permanganate and dichromate oxidation values (COD) were
reduced by half. Since there was no sodium sulphate in the dyebath, there was a
significant reduction in the sulphate ion content in the exhausted dyebath. The overall
evaluation indicated that thiourea dioxide could be a safer yet a more expensive
alternative to sulphide based dyeing of sulphur [15].
2.7.3. Nitrogen (nitro process) based reduction
A novel dyeing technique for sulphur dyes has been developed by Clariant that entails
the use of nitrogen gas for minimising the amount of reducing agent for dyeing.
Nitrogen, one of the nature’s most abundant and inert elements, is being purged into the
dyeing vessel during the process thus reducing the amount of reducing agent and overall
cost [14, 20].
2.7.4. Natural/organic reduction
The use of natural reducing agents for the reduction of sulphur dyes was tested for
shade, colour strength and fastnesses by Zahra [21]. The natural product used was the
burnt residue of plants with reducing properties. The comparison of this agent with
sodium dithionite was investigated where the latter was taken as standard. The natural
reducing agent named sheghar in Iran is the burnt ajveh plant. The plant contains some
capsules filled with liquid. On burning, the capsules burst and the inner water
evaporates. The inside substance of the capsules is dried and used for the purpose of
reduction [21].
The results of CI Sulphur Brown 10 dyed with sheghar showed good colour strength
indicating its good reducing ability. The wash fastness, light fastness and colour strength
produced by shegar were similar to those produced by sodium dithionite. On the other
hand, the rubbing fastness was half a unit inferior (on the grey scale for staining) to that
produced by the standard reducing agent [21].
The method for evaluating the dry and wet rub fastness is explained in section 3.5.2.
The rubbed samples are rated on the basis of grey scale for staining which consists of a
Literature review
59
set of five pairs of white and grey coloured material numbered from 1 to 5. Fastness
rating 5 is shown by two identical white samples (that is no staining) and rating 1 shows
a white and grey sample (that shows the maximum staining). The other numbers show
geometrical steps of contrast between white and a series of grey at 9 levels: 5, 4/5, 4,
3/4, 3, 2/3, 2, 1/2, 1. A piece of untreated, unstained, undyed cloth is compared with the
stained sample that has been in contact with the dyed sample during the rubbing test and
a numerical assessment of staining is given according to the grey scale for staining. Half
a unit inferior means that the sample rating is half a unit less than the reference sample.
2.7.5. Alkaline protease reduction
Due to the increasing environmental hazards caused by the use of sodium sulphide,
various alternatives such as glucose [3, 16, 22], hydroxyacetone [7, 23], electrochemical
reduction [24, 25] and reducing sugar have been introduced.
In order to make textile processes more eco-friendly and less toxic, the use of certain
enzymes particularly those based on oxidoreductase and hydrolase classes are gaining
much attention. The use of an alkaline protease belonging to the hydrolase class was
chosen for study which possesses a distinguishing feature of stability at high
temperature in alkaline pH and in association with chelating agents. The enzyme has got
a reducing power in alkaline medium and is commercially applied in bating of hides (i.e.
removal of hair) in the leather industry and is capable of reducing organohalogen
(AOX) content in effluents [26].
Alkaline protease has a characteristic property of cleaving bi- and polysulphide bonds
with greater ease, thus causing reduction under alkaline conditions similar to sodium
sulphide. This is because it belongs to the hydrolytic enzyme category; the hydrolytic
activity is synergised in the presence of alkali causing the splitting of molecule followed
by solubilisation similar to the reducing action of sodium sulphide for sulphur dyes.
Hence, the reduction potential, dye strength, dyebath stability and colour fastness were
evaluated for both systems [26].
Dyebath preparation, dyeing, oxidation, soaping were carried out in the same manner
for both systems, the only difference was the replacement of sodium sulphide with
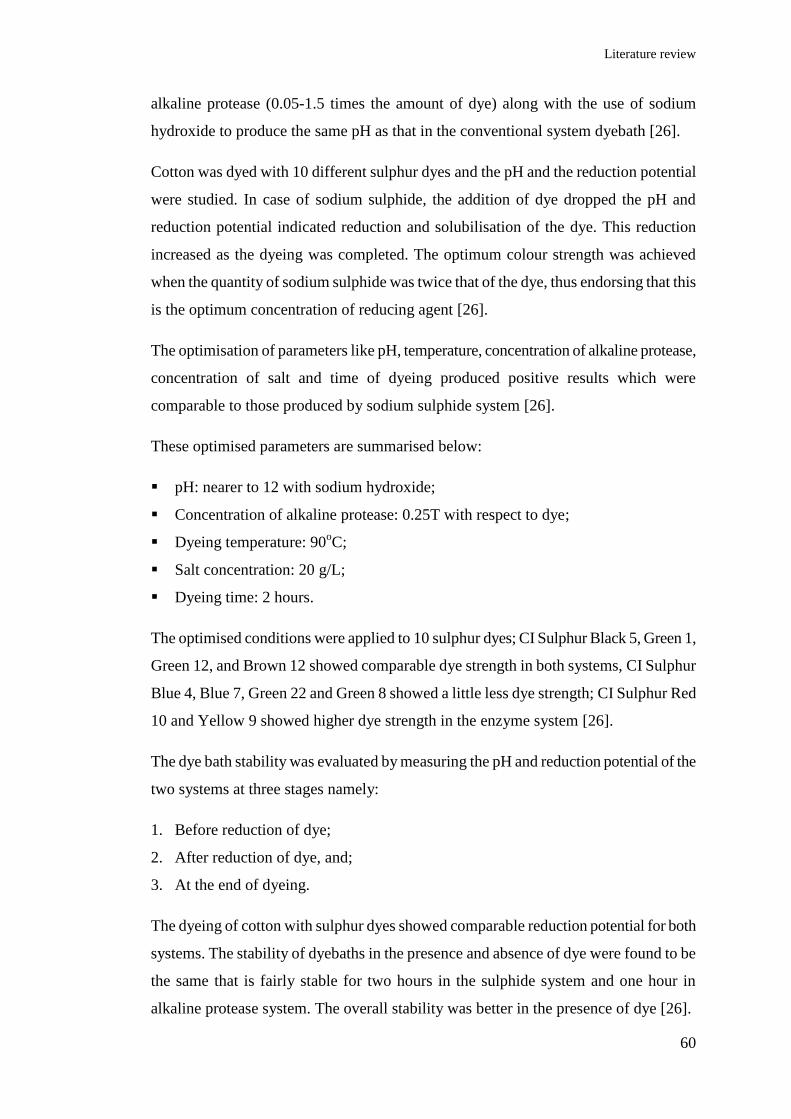
Literature review
60
alkaline protease (0.05-1.5 times the amount of dye) along with the use of sodium
hydroxide to produce the same pH as that in the conventional system dyebath [26].
Cotton was dyed with 10 different sulphur dyes and the pH and the reduction potential
were studied. In case of sodium sulphide, the addition of dye dropped the pH and
reduction potential indicated reduction and solubilisation of the dye. This reduction
increased as the dyeing was completed. The optimum colour strength was achieved
when the quantity of sodium sulphide was twice that of the dye, thus endorsing that this
is the optimum concentration of reducing agent [26].
The optimisation of parameters like pH, temperature, concentration of alkaline protease,
concentration of salt and time of dyeing produced positive results which were
comparable to those produced by sodium sulphide system [26].
These optimised parameters are summarised below:
pH: nearer to 12 with sodium hydroxide;
Concentration of alkaline protease: 0.25T with respect to dye;
Dyeing temperature: 90oC;
Salt concentration: 20 g/L;
Dyeing time: 2 hours.
The optimised conditions were applied to 10 sulphur dyes; CI Sulphur Black 5, Green 1,
Green 12, and Brown 12 showed comparable dye strength in both systems, CI Sulphur
Blue 4, Blue 7, Green 22 and Green 8 showed a little less dye strength; CI Sulphur Red
10 and Yellow 9 showed higher dye strength in the enzyme system [26].
The dye bath stability was evaluated by measuring the pH and reduction potential of the
two systems at three stages namely:
1. Before reduction of dye;
2. After reduction of dye, and;
3. At the end of dyeing.
The dyeing of cotton with sulphur dyes showed comparable reduction potential for both
systems. The stability of dyebaths in the presence and absence of dye were found to be
the same that is fairly stable for two hours in the sulphide system and one hour in
alkaline protease system. The overall stability was better in the presence of dye [26].

Literature review
61
The wash fastness of sulphur dyes with both systems was excellent and comparable. As
a result of good fastness, stability and colour strength it can be said that the alkaline
protease based system can be used as a replacement of sulphide based system [26].
2.7.6. Alkaline catalase reduction
There are certain enzymes which are found to be reducing in nature and are potentially
useful to catalyse the reduction of dyes [27, 28]. Catalase is a type of enzyme belonging
to the class of oxido-reductase and having many industrial applications such as textile
bleaching, electronics, sterilisation of liquid food products and conversion of residual
hydrogen peroxide to oxygen and water. The use of this enzyme as an alternative for
sodium sulphide has been explored and evaluated for reduction potential of the dye bath,
dye receptivity of dyed cotton (K/S), stability of the bath and fastness properties. The
dyebath was prepared with varying concentrations of the reductants (0.05-1.5 times the
amount of dye) and sodium hydroxide was used for corresponding dyebath pH (around
12). The enzymatic dyeing was done exactly the same way as followed in sodium
sulphide procedure [29].
The comparison of the reduction potential of the two systems at different stages of
dyeing indicated comparable efficiency of catalase based dyebath (reduction potential
ranging from -500 mV to -550 mV). The dye receptivity (colour strength) of the
samples reduced with catalase confirms the reduction and solubilisation of the dye with
enzyme. However, the results were not comparable to the conventional system. In order
to achieve maximum benefits from the newly introduced system, the dyeing process
parameters were optimised in terms of concentration of catalase and electrolyte, pH,
temperature and time of dyeing. The optimum parameters using alkaline catalase for
dyeing of cotton with sulphur dyes were pH (12), catalase concentration (0.5 times
weight of the dye), salt (nil), temperature (90oC) and a dyeing time (2 hours). These
optimised conditions were applied for catalase based dyeing and dye receptivity was
compared with sulphide system, as shown in Figure 2.5 [29].
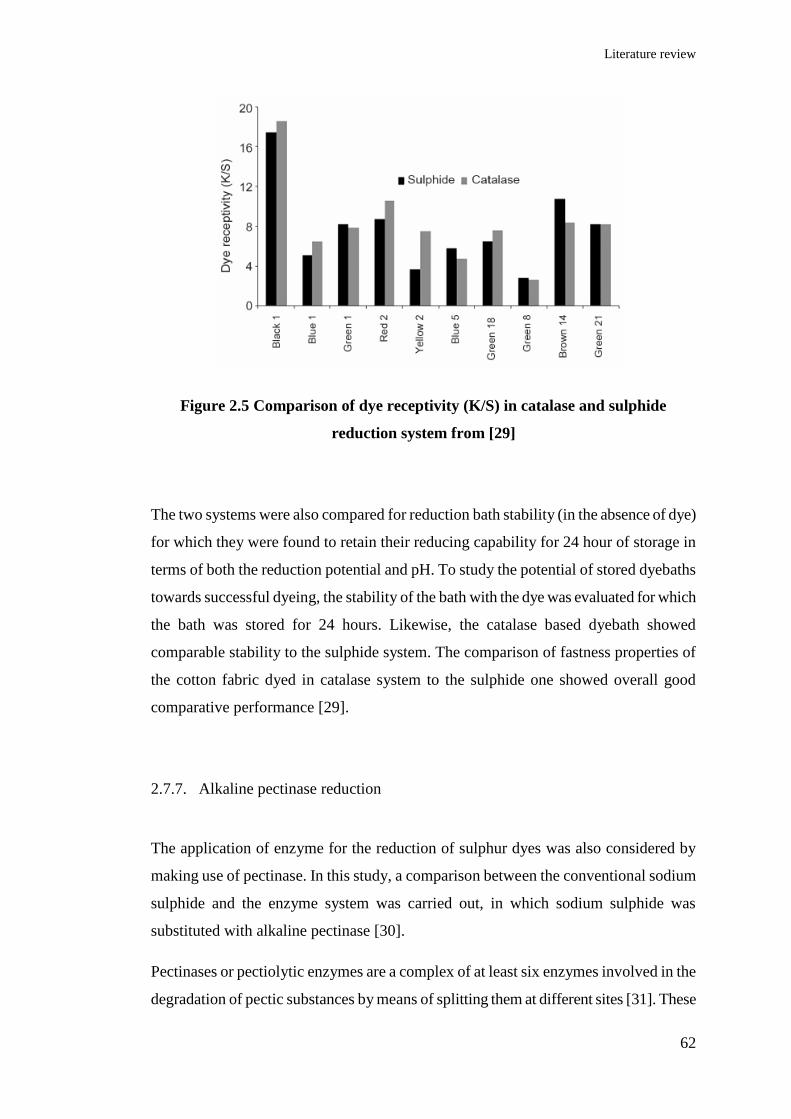
Literature review
62
Figure 2.5 Comparison of dye receptivity (K/S) in catalase and sulphide
reduction system from [29]
The two systems were also compared for reduction bath stability (in the absence of dye)
for which they were found to retain their reducing capability for 24 hour of storage in
terms of both the reduction potential and pH. To study the potential of stored dyebaths
towards successful dyeing, the stability of the bath with the dye was evaluated for which
the bath was stored for 24 hours. Likewise, the catalase based dyebath showed
comparable stability to the sulphide system. The comparison of fastness properties of
the cotton fabric dyed in catalase system to the sulphide one showed overall good
comparative performance [29].
2.7.7. Alkaline pectinase reduction
The application of enzyme for the reduction of sulphur dyes was also considered by
making use of pectinase. In this study, a comparison between the conventional sodium
sulphide and the enzyme system was carried out, in which sodium sulphide was
substituted with alkaline pectinase [30].
Pectinases or pectiolytic enzymes are a complex of at least six enzymes involved in the
degradation of pectic substances by means of splitting them at different sites [31]. These

Literature review
63
enzymes are chiefly produced in nature by saprophytes and plant pathogens that include
bacteria and fungi, for the degradation of plant cell walls. Pectinase is present in the
roots, stem, leaves and fruits of higher plants in the form of pectin methyl esterase [32].
In order to study the effect of the enzyme on the performance of the dyed fabric, the
preparation of dyebath, dyeing and oxidation were carried out in the same way as those
using the sulphide system. Sodium sulphide was replaced with pectinase (0.05-1.5 times
the amount of dye) along with sodium hydroxide for the corresponding dyebath pH. The
ability of the pectinase to reduce sulphur dyes was evaluated by preparing dyebaths with
five different sulphur dyes, namely CI Sulphur Blue 3, Black 5, Green 11, Red 10 and
Yellow 4, using sodium hydroxide and pectinase (1 T with respect to weight of dye)
followed by heating up at 90-95oC and dyeing. The colour receptivity indicated that the
application of alkaline pectinase resulted in reduction and solubilisation of sulphur dyes
[30].
The reduction potential and depth of dyeing (K/S) of dyed cotton was found to be
equivalent to those obtained in sulphide systems (Figure 2.6). However, stability of the
alkaline pectinase based reduction baths was found to be slightly inferior. The
colourfastness of the dyed cotton was also approximately equal to that of the sulphide
system. Therefore, it can be postulated that the use of enzymes can be a good
replacement to sodium sulphide which is highly toxic and can be substituted with
alkaline pectinase thus making the sulphur dyeing process increasingly more
environment friendly [30].
Literature review
64
Figure 2.6 Comparison of colour strength of cotton dyed in sulphide and
pectinase systems from [30]
2.7.8. Electrochemical reduction
An alternative route to the environmentally safe reduction of sulphur dyes has been
achieved by a direct cathodic reduction method. This was carried out by a multi-cathode
electrolyser and the redox potentials were varied as a function of charge flow. The
catholyte also acted as a dyebath for the cotton samples. The relationship between
colour yield, redox potential and charge flow was investigated and its understanding
thus facilitates the direct control of the dyeing process by the aforesaid method of
reduction [33].
It was found that the application of sulphur dyes could be achieved for exhaust as well
as continuous dyeing methods. The continuous method was undertaken in two steps,
firstly reducing the dyes cathodically then applying the dye through a pad steam (100oC,
saturated steam) method. The electrochemical reduction process could also be applied
for exhaust dyeing by direct coupling between the dyebath and electrolyser. The
application of dye by the exhaust method was investigated by Bechtold by direct
coupling of multi cathode electrolyser to a dyeing unit. The process not only enables the
piloting of dyeing conditions by the measurement of redox potential and the cell current
but also substitutes the non-regenerable reducing agents in the dyeing processes [33].
K/S
Literature review
65
Therefore, the technical application will need a careful measurement of the redox
potential which is the most important factor for the dye reduction. Moreover, the colour
depth prediction can be achieved by the charge flow applied to reduce the bath.
However, the cell efficiency and reoxidation of the dye on exposure to air needs to be
controlled and kept constant [33].
2.8. Redox chemistry
The redox behaviour and properties of CI Sulphur Black 1 was studied by Bechtold with
the aid of redox and potentiometric titration, and indicated the reduction of dyestuff at
the molecular level [33]. Fast reducing agents such as tin chloride and iron
triethanolamine were investigated and a redox potential of ca -600 mV related to the
maximum colour depth. The more negative redox potential ranging above -800 mV
produced lighter dyeings with surplus of reducing agent left in the dyebath. The study
indicated that the partially reduced dye at -600 mV had greater affinity for cellulose than
the fully reduced dye. The same parameters were also found to be equally important for
other reducing agents including glucose and sodium dithionite [33].
2.9. Oxidation of sulphur dyes
2.9.1. Hydrogen peroxide
Hydrogen peroxide acts as a very strong oxidising agent in an alkaline medium. It does
not produce harsh handle like dichromate [14]. Some leuco dyes (red-browns) are not
oxidised by peroxy compounds, on the other hand, some blues are over-oxidised. In
order to achieve brighter blues and blacks, the use of hydrogen peroxide and sodium
perborate at pH 9 and temperature around 40oC for 10-20 minutes is quite common.
Though, this reduces the wet fastness by one or more grey scale units when compared to
sodium dichromate oxidation. The reason of the impaired wet fastness may possibly be
due to the over-oxidation of the disulphide groups forming ionisable sulpho groups
caused by active peroxide. This over-oxidation increases the water solubility and

Literature review
66
decreases the wet fastness and results in staining of other goods during washing. The
usage of peroxide under slightly acidic conditions in the presence of acetic acid is
widely used for package dyeing and offers a somewhat slower rate of oxidation [2, 7].
2.9.2. Sodium dichromate
This is the preferred oxidising system as it produces sulphur dyeings with complete
oxidation of all reduced sulphur dyes by chromium (IV) compounds, good colour yield,
good fastness properties, repeatability of process and is comparatively cheaper than
other systems hence commercially attractive [14]. However, the use of this oxidising
agent is not environmentally safe and is being restricted by many water authorities. Its
use is also avoided in the case of yarn dyeing due to its adverse effects on handle and
sewability, especially for sulphur blacks. The application of dichromate produces
stiffness in dyed cotton due to the precipitation of chromium compounds, leading to an
intermittent change in tone, reduction in hydrophilicity and an increase in the solid
content of the discharged waste water [34]. In future the use of dichromate as an
oxidising agent will no more be permitted due to the increasingly strict legislations
relating to the permissible amount of chromium compounds in effluents [7].
2.9.3. Iodates
Sulphur dyes can also be oxidised with sodium or potassium iodate which can be a
substitute for dichromate. Advantages of using iodate instead of dichromate are that it
offers excellent colour and fastness reproducibility with softer handle. The drawbacks of
using iodates are high cost of the chemicals involved and iodine precipitation in washers
when used along with formic acid instead of acetic acid [8, 14].
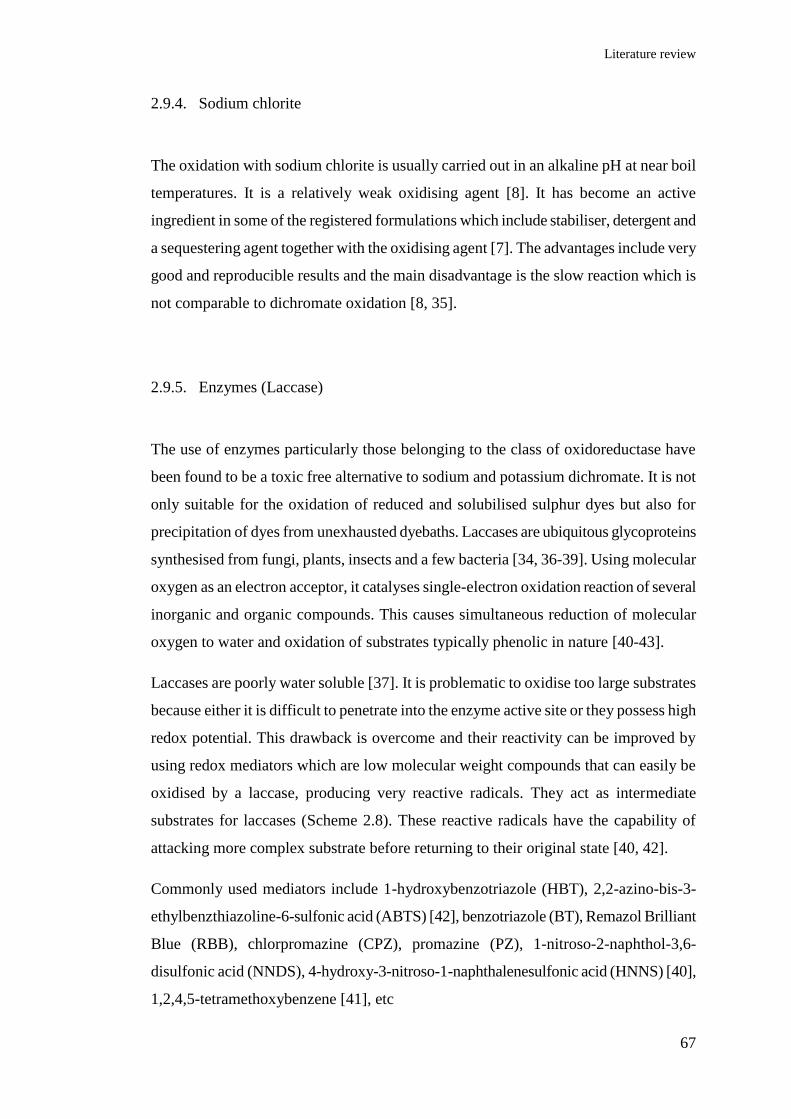
Literature review
67
2.9.4. Sodium chlorite
The oxidation with sodium chlorite is usually carried out in an alkaline pH at near boil
temperatures. It is a relatively weak oxidising agent [8]. It has become an active
ingredient in some of the registered formulations which include stabiliser, detergent and
a sequestering agent together with the oxidising agent [7]. The advantages include very
good and reproducible results and the main disadvantage is the slow reaction which is
not comparable to dichromate oxidation [8, 35].
2.9.5. Enzymes (Laccase)
The use of enzymes particularly those belonging to the class of oxidoreductase have
been found to be a toxic free alternative to sodium and potassium dichromate. It is not
only suitable for the oxidation of reduced and solubilised sulphur dyes but also for
precipitation of dyes from unexhausted dyebaths. Laccases are ubiquitous glycoproteins
synthesised from fungi, plants, insects and a few bacteria [34, 36-39]. Using molecular
oxygen as an electron acceptor, it catalyses single-electron oxidation reaction of several
inorganic and organic compounds. This causes simultaneous reduction of molecular
oxygen to water and oxidation of substrates typically phenolic in nature [40-43].
Laccases are poorly water soluble [37]. It is problematic to oxidise too large substrates
because either it is difficult to penetrate into the enzyme active site or they possess high
redox potential. This drawback is overcome and their reactivity can be improved by
using redox mediators which are low molecular weight compounds that can easily be
oxidised by a laccase, producing very reactive radicals. They act as intermediate
substrates for laccases (Scheme 2.8). These reactive radicals have the capability of
attacking more complex substrate before returning to their original state [40, 42].
Commonly used mediators include 1-hydroxybenzotriazole (HBT), 2,2-azino-bis-3-
ethylbenzthiazoline-6-sulfonic acid (ABTS) [42], benzotriazole (BT), Remazol Brilliant
Blue (RBB), chlorpromazine (CPZ), promazine (PZ), 1-nitroso-2-naphthol-3,6-
disulfonic acid (NNDS), 4-hydroxy-3-nitroso-1-naphthalenesulfonic acid (HNNS) [40],
1,2,4,5-tetramethoxybenzene [41], etc
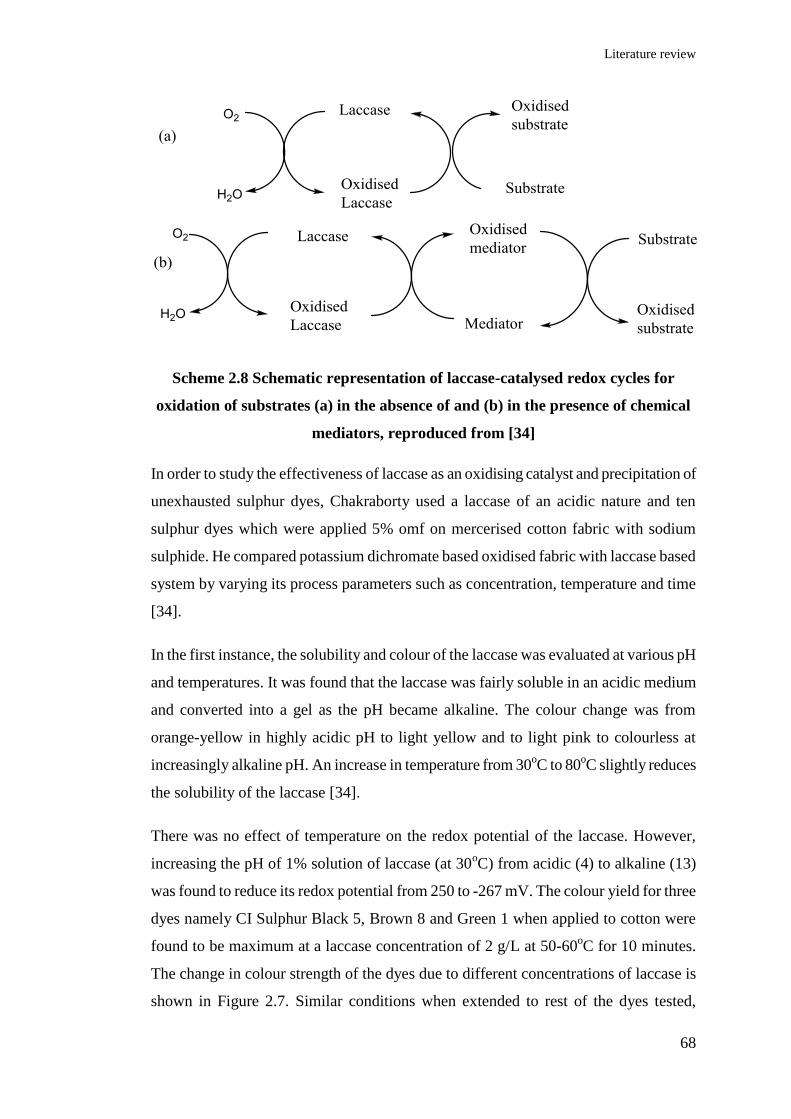
Literature review
68
Scheme 2.8 Schematic representation of laccase-catalysed redox cycles for
oxidation of substrates (a) in the absence of and (b) in the presence of chemical
mediators, reproduced from [34]
In order to study the effectiveness of laccase as an oxidising catalyst and precipitation of
unexhausted sulphur dyes, Chakraborty used a laccase of an acidic nature and ten
sulphur dyes which were applied 5% omf on mercerised cotton fabric with sodium
sulphide. He compared potassium dichromate based oxidised fabric with laccase based
system by varying its process parameters such as concentration, temperature and time
[34].
In the first instance, the solubility and colour of the laccase was evaluated at various pH
and temperatures. It was found that the laccase was fairly soluble in an acidic medium
and converted into a gel as the pH became alkaline. The colour change was from
orange-yellow in highly acidic pH to light yellow and to light pink to colourless at
increasingly alkaline pH. An increase in temperature from 30oC to 80
oC slightly reduces
the solubility of the laccase [34].
There was no effect of temperature on the redox potential of the laccase. However,
increasing the pH of 1% solution of laccase (at 30oC) from acidic (4) to alkaline (13)
was found to reduce its redox potential from 250 to -267 mV. The colour yield for three
dyes namely CI Sulphur Black 5, Brown 8 and Green 1 when applied to cotton were
found to be maximum at a laccase concentration of 2 g/L at 50-60oC for 10 minutes.
The change in colour strength of the dyes due to different concentrations of laccase is
shown in Figure 2.7. Similar conditions when extended to rest of the dyes tested,
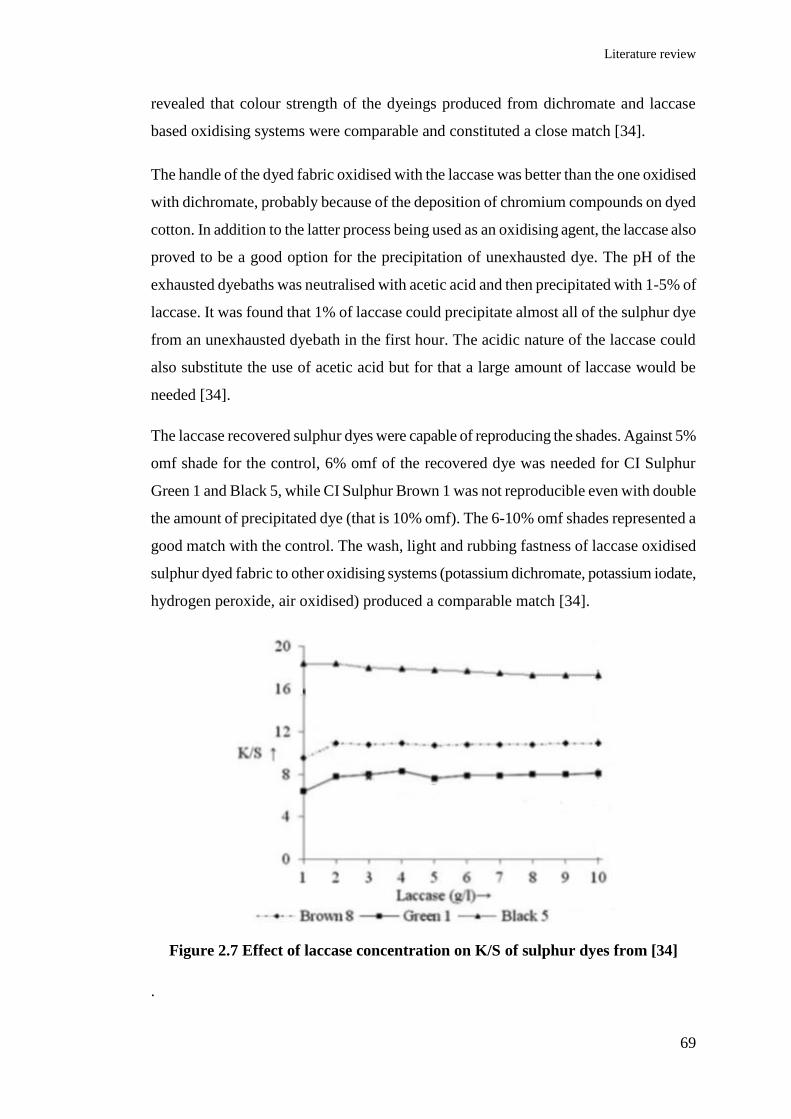
Literature review
69
revealed that colour strength of the dyeings produced from dichromate and laccase
based oxidising systems were comparable and constituted a close match [34].
The handle of the dyed fabric oxidised with the laccase was better than the one oxidised
with dichromate, probably because of the deposition of chromium compounds on dyed
cotton. In addition to the latter process being used as an oxidising agent, the laccase also
proved to be a good option for the precipitation of unexhausted dye. The pH of the
exhausted dyebaths was neutralised with acetic acid and then precipitated with 1-5% of
laccase. It was found that 1% of laccase could precipitate almost all of the sulphur dye
from an unexhausted dyebath in the first hour. The acidic nature of the laccase could
also substitute the use of acetic acid but for that a large amount of laccase would be
needed [34].
The laccase recovered sulphur dyes were capable of reproducing the shades. Against 5%
omf shade for the control, 6% omf of the recovered dye was needed for CI Sulphur
Green 1 and Black 5, while CI Sulphur Brown 1 was not reproducible even with double
the amount of precipitated dye (that is 10% omf). The 6-10% omf shades represented a
good match with the control. The wash, light and rubbing fastness of laccase oxidised
sulphur dyed fabric to other oxidising systems (potassium dichromate, potassium iodate,
hydrogen peroxide, air oxidised) produced a comparable match [34].
Figure 2.7 Effect of laccase concentration on K/S of sulphur dyes from [34]
.
Literature review
70
2.10. Fixation additives to enhance the fastness properties
The function of oxidation for sulphur dyes is usually carried out with conventional
oxidants such as sodium dichromate/acetic acid, H2O2 or sodium chlorite. The use of
compounds like isocyanates, diazonium salts, metal salts and alkylating agents could
perform the same function by removing an electron from the leuco form of the sulphur
dye, but they considered to behave as fixing agents rather than oxidising agents by
Aspland [6].
2.10.1. Alkylating agents
The fastness of sulphur dyes to severe washing conditions, especially in the presence of
peroxide based detergents, has been found to be improved by the use of alkylating
agents [44-48]. These agents are cationic, fibre substantive, reactive compounds like
polyhalogenohydrins. Under alkaline conditions, these compounds react with
nucleophilic thiolate or amino groups in the dye thus causing simultaneous alkylation
and crosslinking [6, 46].
It has been known for quite some time that the use of alkylating agents is a good
replacement for the oxidation of leuco sulphur dyes. These agents can be used in place
of conventional oxidants in leuco dyeings except those containing quinoneimine groups
bearing a marked yellow leuco colour, e.g. CI Vat Blue 43 or CI Sulphur Blue 7 for
which a mild oxidation treatment is required before alkylation for them to achieve their
true colours. Generally, the colour and wet fastness of dyeing is much improved by the
alkylation process, and this is because the thiol (-SH) groups are converted to alkylated
(-SR) groups instead of reconverting into disulphide groups, as is normally achieved as
a result of oxidation [7, 8, 14, 49, 50].
There are certain drawbacks associated with aftertreatment with alkylating agents. First,
they tend to destroy the dye chromogen if stripping is attempted for a successive
correction in shade. Secondly, they produce dyeings with potential shade change and an
inferior light fastness causing about a one point decrease on the blue wool standard scale
[7, 8, 14, 50].
Literature review
71
2.10.2. Cationic fixing agents
Cationic fixing agents are used to improve washfastness of unoxidised sulphur dyeings.
However, some work has also been done to produce better resistance against oxidative
bleaching to oxidised dyeings such as the use of quaternary ammonium alkyl
compounds [46, 47], dicyandiamide-formaldehyde condensates and crease resist
finishes [6, 44].
Significant research has been done by Burkinshaw regarding the use of cationic fixing
agents to increase the wet fastness of sulphur dyeings [6, 12, 49-52]. The author used
five cationic agents namely Matexil FC-ER and Matexil FC-PN along with three other
development products (A, B and C) to assess the impact of their application on wet
fastness on CI Sulphur Black 1, Yellow 23, Green 2 and Blue 5 of the three commercial
forms of CI Solubilised Sulphur dyes, CI Leuco Sulphur dyes and CI Sulphur dyes. The
oxidised dyeings were treated with the abovementioned fixing agents by an exhaust
method and the wash fastness was evaluated with ISO CO6/C2S test method. All five
cationic agents noticeably improved the washfastness of all 12 dyes, but the commercial
products of Matexil were found to be less effective than the development products.
However, the aftertreatments caused a slight flattening of the shade while they had little
effect on the colour strength (K/S) of the dyeings.
The author proposed several possible reasons for the improved wet fastness. Firstly, the
adsorption of these polycationic agents may have been produced as a result of the
electrostatic forces of attraction between the cationic agent and the anionic dye
molecules. As in the case of direct dyes, the polycations form a large molecular size
dye-cationic agent complex with low aqueous solubility, these cationic agents and the
sulphur dye molecules might have formed large molecular size complexes which get
locked within the fabric. Another reason may perhaps be the formation of a peripheral
layer (as syntans used for nylons) of polycations molecules which might reduce the
diffusion of the dye out of the dyed and treated fabric during laundering. Finally, this
could be due to ion-ion interactions between the carboxylic groups on the fibre and the
polycations resulting in holding the fixative and dye molecules with the fabric [6].
The work discussed latter relates to the application of polycations by exhaust application
methods. Nonetheless, Burkinshaw has also been able to produce viable results using
Literature review
72
non-exhaust/continuous techniques including pad-dry and pad-flash cure. He applied
two cationic fixing agents namely Matexil FC-PN and Fixogene CXF on oxidised
dyeings of four CI Leuco Sulphur dyes which resulted in improved fastness to the ISO
1O5 CO6/C2 wash test. It was found that the aftertreatment imparted an improvement of
1 grey scale unit for CI Leuco Sulphur Black 1 and Blue 5. Similarly, an improvement
of 1.5 units was observed for CI Leuco Sulphur Yellow 23 and Green 2 [12].
The application of three cationic fixing agents as pre-treatments to the CI Solubilised
Sulphur dyes was also investigated by Burkinshaw [51]. Pretreatment with cationic
fixing agents once gained considerable attention to improve the dyeability of cotton with
direct and reactive dyes. The cationisation or amination of cotton and other cellulosic
fibres causes the introduction of cationic sites, based on nitrogen, within the fibre. The
main objective in pre-treating the fibre is to enhance the substantivity of the anionic dye
for the cationic fibre.
Solfix E is the reactive cationic fixing agent employed for aftertreatments of direct dyes
on cellulosic fibres. It has been applied (by exhaust method) to the oxidised and leuco
derivatives of the sulphur dye in place of the oxidation stage in the dyeing process. The
effect on wash fastness of aftertreated dyeings of six CI Solubilised Sulphur dyes on
cotton was evaluated with varying concentrations of Solfix E. The aftertreated samples
were subjected to ISO 1O5 CO6/C2 wash test and exhibited significant improvements in
terms of shade change and staining of adjacent multifibre fabric. The aftertreatment
caused an increase in the colour strength of the dyed fabric but caused a slight reddening
which was persisted even after washing. Hence, the findings suggested that Solfix E
could be used to replace the traditional oxidation stage in the dyeing process yet provide
dyeings with superior wash fastness thereby reducing the time and cost of processing
[49].
Three cationic fixing agents namely Fixogene CXF (polyquaternary amine), Matexil
FC-ER (aqueous solution of high molecular-weight-resin) and DPA (development
product by ICI for which no details were provided because of commercial
confidentiality) were also applied on sulphur dyeings and subjected to repeated wash
fastness testing. This time the dyed fabrics were laundered under the Marks & Spencer
C46 wash test for which a sequence of four wash cycles simulate a series of typical
customer washes. A significant reduction in washdown was perceived for CI Leuco
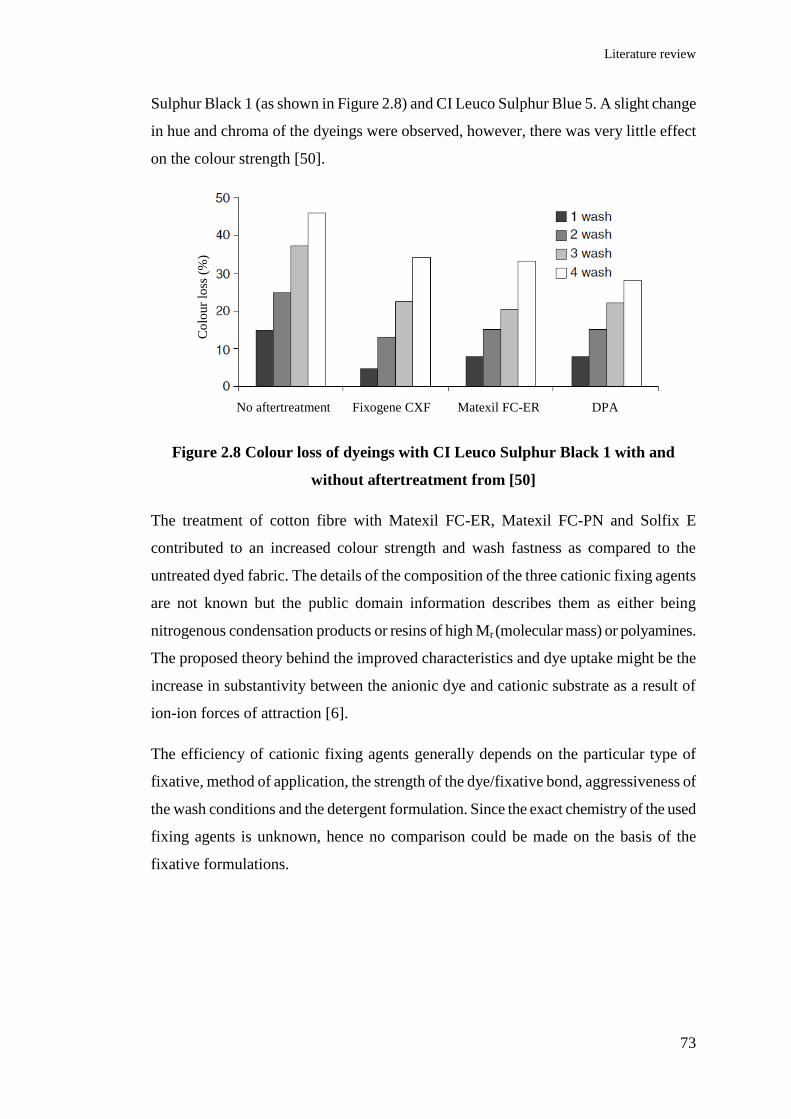
Literature review
73
Sulphur Black 1 (as shown in Figure 2.8) and CI Leuco Sulphur Blue 5. A slight change
in hue and chroma of the dyeings were observed, however, there was very little effect
on the colour strength [50].
Figure 2.8 Colour loss of dyeings with CI Leuco Sulphur Black 1 with and
without aftertreatment from [50]
The treatment of cotton fibre with Matexil FC-ER, Matexil FC-PN and Solfix E
contributed to an increased colour strength and wash fastness as compared to the
untreated dyed fabric. The details of the composition of the three cationic fixing agents
are not known but the public domain information describes them as either being
nitrogenous condensation products or resins of high Mr (molecular mass) or polyamines.
The proposed theory behind the improved characteristics and dye uptake might be the
increase in substantivity between the anionic dye and cationic substrate as a result of
ion-ion forces of attraction [6].
The efficiency of cationic fixing agents generally depends on the particular type of
fixative, method of application, the strength of the dye/fixative bond, aggressiveness of
the wash conditions and the detergent formulation. Since the exact chemistry of the used
fixing agents is unknown, hence no comparison could be made on the basis of the
fixative formulations.
No aftertreatment Fixogene CXF Matexil FC-ER DPA
Co
lour
loss
(%
)
Literature review
74
2.10.3. Softeners
Depending on the chemical nature, softeners have the property to impart smoothness,
soft handle, elasticity, hydrophilicity and soil release properties to the textile material.
The effects of various softeners including anionic, cationic, non-ionic, micro and macro
silicone softeners were evaluated on the wash fastness properties of four Sulphur dyes
namely CI Sulphur Yellow 2, CI Sulphur Black 1, CI Solubilised Sulphur Black 1 and
CI Solubilised Sulphur Blue 11 [53].
It has been observed that the lightness of all sulphur dyed fabric samples decreased
when treated with non-ionic micro and macro silicone softeners. However,
aftertreatment with cationic and anionic softeners only slightly altered the shade of the
dyed sample, with exception of CI Sulphur Yellow 2, for which the CIE a*, b*, c*
values remain unchanged. The main objective of the research was to find the impact of
softeners on the washing and light fastness of the sulphur dyeings. The washfastness and
light fastness were measured according to ISO 1O5 CO5 and Daylight ISO 1O5 BO1. It
was observed that there was no considerable change on the washfastness of aftertreated
samples, in fact aftertreatment with non-ionic softeners reduced the grey scale for fading
by half a unit for all four types of dyes. The light fastness showed more fading for
aftertreated samples after 2 days of exposure, while an extension of exposure to 7 days
produced no further change [53].
2.10.4. Lanthanum triacetate
The effect of lanthanum triacetate has been examined by Zhou to improve the anti-
oxidation and anti-aging ability of sulphur dyed fabrics [54]. The theory of oxidative
bleaching of sulphur dyes has already been discussed previously (sections 1.2 and 1.4).
While, the effect of ageing on sulphur dyeing relates to the prolong exposure of the dyed
cotton to hot and humid environment. This is because the oxidised sulphur linkages on
hydrolysis generate sulphur containing acids such as mild sulphuric acid. These acids
degrade the cellulose stored under conditions of high temperature and humidity [54].
The effect of lanthanum triacetate was examined on CI Leuco Sulphur dyed cotton
fabric. The accelerated Launder-Ometer washing method (LOW) was operated
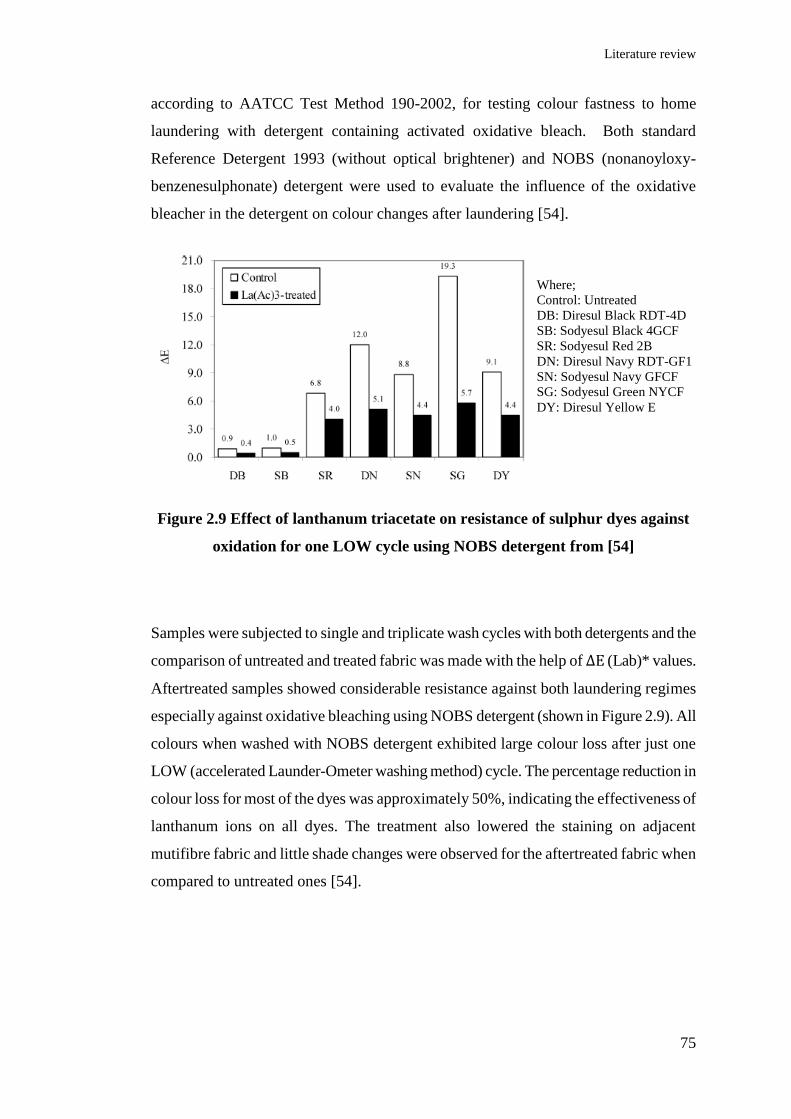
Literature review
75
according to AATCC Test Method 190-2002, for testing colour fastness to home
laundering with detergent containing activated oxidative bleach. Both standard
Reference Detergent 1993 (without optical brightener) and NOBS (nonanoyloxy-
benzenesulphonate) detergent were used to evaluate the influence of the oxidative
bleacher in the detergent on colour changes after laundering [54].
Figure 2.9 Effect of lanthanum triacetate on resistance of sulphur dyes against
oxidation for one LOW cycle using NOBS detergent from [54]
Samples were subjected to single and triplicate wash cycles with both detergents and the
comparison of untreated and treated fabric was made with the help of ∆E (Lab)* values.
Aftertreated samples showed considerable resistance against both laundering regimes
especially against oxidative bleaching using NOBS detergent (shown in Figure 2.9). All
colours when washed with NOBS detergent exhibited large colour loss after just one
LOW (accelerated Launder-Ometer washing method) cycle. The percentage reduction in
colour loss for most of the dyes was approximately 50%, indicating the effectiveness of
lanthanum ions on all dyes. The treatment also lowered the staining on adjacent
mutifibre fabric and little shade changes were observed for the aftertreated fabric when
compared to untreated ones [54].
Where;
Control: Untreated
DB: Diresul Black RDT-4D
SB: Sodyesul Black 4GCF
SR: Sodyesul Red 2B
DN: Diresul Navy RDT-GF1
SN: Sodyesul Navy GFCF
SG: Sodyesul Green NYCF
DY: Diresul Yellow E
Literature review
76
2.10.5. Crease resist finish
The effect of crease-resist finishes on sulphur dyeing is quite appreciable in terms of
improvement in wet fastness. It produces about one grey-scale unit increase in wet
treatments while the light fastness is either unaffected or slightly improved.
Nevertheless, it inclines to a redder and duller tone as compared to untreated fabric. The
durable press (DP) finishing, plays a vital role in preventing aging and improving the
resistance of sulphur dyeing against oxidative bleaching but it severely damages the
mechanical properties of the fabric, leading to a lower tensile or tear strength of the
finished goods. This alternative is limited to the applications where easy care finish is
needed [7, 54].
The effect of crease resist finish has also been explored by Burkinshaw [12]. He applied
two commercial cationic fixing agents namely Matextil FC-PN® and Fixogene CXF
®
(ICI Chemicals) and a Crease-Resist Finish KKR (Clariant) to the oxidised CI Leuco
Sulphur dyes. The crease-resist finish is usually applied by pad-dry-cure or pad-flash
cure procedures. The researcher examined the application of cationic fixing agents with
these methods and compared it with the Finish KKR. The comparison of the latter finish
with cationic fixing agent showed that a harsher handle and a decrease in chroma was
produced, and the quantity of finish utilised was much higher as compared to the
cationic polymers thus making the overall process mere costly. However, the extents of
wash fastness imparted by the finish as well as cationic polymers were equivalent [12].
2.11. Surface chemical analysis of sulphur dyed laundered fabric
The effect of various washing regimes such as ISO 1O5 CO6 (single and triplicate wash
cycles) and ISO 1O5 CO9 have been evaluated on CI Sulphur Black 1 with the help of
surface sensitive X-Ray photoelectron spectroscopy (XPS). The study involved the
exposure of cotton fabric to the aforementioned washing practices, with and without
oxidant sodium perborate and with and without abrasive steel balls. The surface
functionalities and the elemental composition was then characterised using XPS and the
durability of the sulphur dyes against the oxidative bleaching was assessed. As a result
Literature review
77
of washing the modification in the surface sulphur was related to colour strength (K/S)
and lightness of the fabric using a Datacolor Spectroflash 600 [55].
On reviewing the elemental composition (XPS atomic % of carbon, nitrogen, oxygen
and sulphur) of the washed sulphur dyed cotton fabric it was observed that the loss in
sulphur content on the surface is minimum in the case of washing without perborate in
both cases. However, a slight reduction could be seen when the fabric was exposed to a
single wash of ISO 1O5 CO6 in the presence of perborate. The loss in surface sulphur
was much more severe when the fabric was treated with ISO 1O5 CO6 triplicate wash
cycles and ISO 1O5 CO9 in the presence of perborate. However, the presence of steel
balls did not have an influential effect on the surface sulphur content [55].
The S (2p) XP spectra were also analysed to differentiate the possible presence of three
main sulphur species namely unoxidised S2+
(-S-, -S-S-), over-oxidised S6+
(−SO3−,
−S − SO2 − or − S − SO3−) and partially or intermediate oxidised S
4+. The washing
with ISO 1O5 CO6 with perborate indicated the presence of S6+
dye species, its spectral
intensity was further increased with repeated washings with perborate. There was no
apparent increase in surface oxidation with or without the inclusion of steel balls which
indicated that the abrasive action does not contribute to the formation of oxidised
sulphur dyes at the fibre surface [55].
The oxidative effect of washing without perborate was insignificant compared to
perborate based washing, but when the two washing systems were compared it was
found that XP spectrum of the dyed fabric washed with ISO 1O5 CO9 without perborate
demonstrated less oxidation than CO6. However, a pronounced loss of sulphur from the
fibre surface was observed in the case of perborate based washing regime of ISO 1O5
CO9 which lead to the understanding that the oxidation of the disulphide bonds of the
sulphur dyes causes the formation of water-soluble sulphonated short chain dye
fragments which were finally lost in the solution. The investigation of ISO 1O5 CO9 S
(2p) XP spectrum demonstrated the presence of oxidised S6+
dye species, indicating that
the surface dye had been affected by the much more aggressive TAED catalysed
perborate treatment, which in turn reduced the surface sulphur concentration. This could
perhaps be because of the loss of sulphonated dye fragments into the solution [55].
Further study of colour strength and lightness supported the aforesaid information. The
two washing systems with perborate exhibited a significant reduction in colour strength
Literature review
78
and increase in lightness especially in case of CO9 and CO6 (repeated washing).
Laundering with CO9 resulted in higher surface oxidation, concomitant decrease in
colour strength and much greater dye loss as a result of the bleaching environment
generated with the catalysed TAED/perborate procedure. On the other hand, the tests
performed without perborate presented surface oxidation to a much lower extent [55].
2.12. Application of sulphur dyes on non-cellulosic fibres
2.12.1. Dyeing of silk
Silk displays substantivity towards every dye type due to its amphoteric properties and
hydrophilic character [56, 57]. A study has been carried out by Burkinshaw where CI
Solubilised Sulphur dyes were applied at low temperature using sodium thioglycolate as
a reducing agent [58]. Moderate to deep shades with good wet fastness were achieved
on cultivated silk. The dyeing was carried out at pH 7 for 30 min at 60oC in the absence
of an electrolyte. The dyed fabric displayed good to excellent fastness to washing at
40oC (ISO 1O5 CO6/A2C); little or no fading could be seen for oxygen bleaching that is
UK-TO (ISO 1O5 CO9) test method. The dry rub fastness varied from moderate to good
while the wet rub fastness appeared to vary from poor to moderate. The mild application
conditions that are dyeing at 60oC for 30 min had only a small effect on the tensile
strength of the silk fabric [58].
2.12.2. Dyeing of nylon
Nylon 6,6 can be dyed with a variety of dye classes such as acid, mordant, direct,
reactive, disperse, vat and basic dyes. For sulphur dyes, the influence of various
application parameters such as pH, temperature, liquor ratio, type of reducing agent as
well as the mechanism of dyeing has been explored by Burkinshaw [59-62]. It was
recognised that pH of the dye bath influence the colour strength and over a pH range of
6-12, the maximum colour strength is achieved at pH 7. The temperature range of 70-
98oC had only a minor effect on colour of the dyeings whereas lower (50 and 60
oC) and
higher (110 and 120oC) temperatures resulted in colour change. The dyeing temperature
Literature review
79
had no effect on the wash fastness and staining of adjacent mutifibre while it had a
limited effect on the light fastness. The dyeings displayed poor light fastness except for
the sulphur blacks [61].
The dyeings were also evaluated on the basis of different commercial reducing systems
and oxidation treatments (H2O2, air and Diresul Oxidation Liquid BRI). The reducing
systems did not only affect the colour strength but also changed the colour of the
dyeings which may be attributed to the state of reduction of the dyes and their
subsequent oxidative condensation. The oxidising systems did not much influence the
colour strength but altered the hue. However, the type of the oxidant hardly produced
any effect on the wash fastness of the dyed fabric. The dyeings, however, displayed
good wash fastness properties for five repeated wash tests. At the end of the dyeings, the
dyed fabrics were subjected to a wash-off process using four commercial reagents
(Formosul GR, Sandoclean PC, Diresul EW and Cyclanon ECO). The washed samples
were compared with the control sample in terms of wash fastness and colorimetric
properties. The control sample was a dyed fabric which was rinsed only in running tap
water for five minutes prior to drying. The wash-off improved the extent of staining on
the mutifibre fabric but did not improve the change in colour as a result of multiple
washes. However, each one of the washing compounds varied in terms of removal of the
dye and their efficiency on different dyes. All dyeings except black displayed poor light
fastness and overall this behaviour was merely influenced by the type of reductant,
oxidation system and wash-off methods employed [62].
The presence of amino end groups (AEG) in nylon fibres imparts substantivity of the
fibre towards anionic dyes. It is known that the forces of interaction between the anionic
dyes and nylon 6,6 are produced in acidic media and are mainly caused between anionic
(typically sulphonate) groups in the dye and the protonated amino end groups in the
fibre. Hence, the adsorption of anionic dyes on nylon 6,6 is site specific [63].
However, the nature of the interaction between sulphur dye and nylon fibre has also
been studied by Burkinshaw [60]. He applied solubilised sulphur and sulphur dyes onto
four different types of nylon 6,6 fabric. It was found that the adsorption of the dye on
nylon was least dependent on the AEG content of the fibre or the nature of the extracted
polymer, since variation in both properties did not influence the colour of the dyeings.
Hence it may be postulated that the adsorption of both solubilised sulphur dyes and
Literature review
80
sulphur dyes onto nylon 6,6 is principally non-site-specific. It can further be
hypothesised that dye-fibre substantivity occurs principally through hydrogen bonding,
dispersion forces and polar Van der Waals’ forces of interaction [60].
2.12.3. Dyeing of wool
Presently, deep black and navy shades on wool are achieved with metal based dyestuff
particularly chrome dyes that represent about 20% of the total wool dye market [64].
The use of sodium dichromate in chrome dyeing is not only hazardous to the workers in
the dye house but also to the environment as a result of the dyebaths discharged into the
water streams. Therefore, the woollen products containing such harmful compounds
may become increasingly unacceptable with time [65].
Wool can be dyed with metal free reactive dyes with high wet fastness but with some
shades light fastness can be a problem. It is sometimes difficult to achieve dark navy
and black shades with reactive dyes [7]. Vat dyes have also been used on wool and wool
blends [66]. However, the literature is not enough to explain the behaviour of sulphur
dyes on wool, due to the damaging effects of highly alkaline sodium sulphide on wool
[2, 7]. The reduction potential of sulphur dyes is lower than vat dyes; hence they are
easier to be converted into their leuco form by reduction [2].
The use of sodium sulphide and sodium hydrosulphide for the reduction of sulphur dyes
have been discussed in previous sections (2.7.1.1, 2.7.1.2). The use of organic reducing
agents like glucose requires higher temperatures, higher concentrations of sodium
hydroxide to achieve sufficient level of dyestuff reduction [2, 7].
Recently, Rohm and Raas have developed a reducing system by mixing sodium
borohydride and sodium bisulphite which produces hydrosulphite. The chemical
reaction is illustrated in Scheme 2.9 [67].
NaBH4 + 8NaHSO3 → 4Na2S2O4 + NaBO2 + 6H2O
Scheme 2.9 Production of hydrosulphite by reacting sodium borohydride and
sodium bisulphite from [67]
Literature review
81
The mixture of sodium bisulphite and sodium hydroxide solution (12%), in the ratio of
4:1 is found to be useful for application of vat dyes to cotton under alkaline conditions.
This reducing system has been more efficient than hydrosulphite alone and gives
approximately 15% dyestuff savings [68]. This reducing system has also been found
useful for the reductive bleaching of wool under acidic to neutral conditions [69].
Hence, this was considered to be an alternative solution to the dyeing of wool with
sulphur dyes. The method was tested with CI Sulphur Black 1, as this is the single most
highly consumed sulphur dye.
The wool fabric was dyed in dark shades with reactive and chrome dyes, to be used as
standards for comparison. The dyes used were Lanasol Black CE and Eriochrome Black
PV (CI Mordant Black 9). It was found that the pre-chlorination of the fabrics increased
the colour yield of both the reactive and chrome dyes on the fabric [67].
Dyeing of wool with the new reducing system was carried out at 60oC for 40 minutes.
After dyeing, the wool fabric was rinsed and oxidised as usual. The following
concentrations were found to be optimum for application of sulphur dyes on wool:
Sodium bisulphite: 4-8 g/L;
Sodium borohydride solution (12% SB-S): 1-2 g/L;
Sodium hydroxide solution (38oBe/320 g/l): 3-6 g/L [67].
Satisfactory results were achieved at 2 g/L SB-S and 8 g/L sodium bisulphite, under
which the dye was maintained in the leuco form until the exhaustion phase and the
colour yield of the fabric was improved. The colour yield was further increased by
increasing the concentration of sodium hydroxide from 3 to 6 mL/L. This increased the
pH of the bath from 7.3 to 8.9 [67].
Both untreated and chlorinated wool was dyed with sulphur dyes using the above
system of reduction. The results indicated that dyeing at 70oC produced better colour
yield than 60oC, which was higher than those achieved with chrome and reactive dyes.
However, the fabric handle at 70oC was harsher than 60
oC, reflecting the expected
greater level of fibre damage at higher temperatures [67].
The wash and alkaline fastness of the samples dyed with sulphur dyes using the new
reducing system were either identical to or superior to those achieved with chrome and
reactive dyes. The dry rubbing fastness was good but the wet rubbing fastness was
Literature review
82
lower than those achieved with chrome or reactive dyes due to the inherent properties of
these classes of dye. The light fastness rating obtained with sulphur dyes was similar to
chrome dyes and better than reactive dyes. Wool fibre damage was assessed by
comparing the wet burst strength of the dyed fabrics with the undyed wool. It was
observed that the level of damage of undyed fabric was lesser than the dyed samples.
The three dyes can be classified as reactive dyed fabric being the strongest and sulphur
dyed fabric being the weakest. The sulphur dyed samples showed the highest loss in
fabric strength, probably due to the alkaline nature of the dye bath [67].
2.13. References
[1] Shore J. Colorants and auxiliaries: organic chemistry and application properties.
Bradford: Society of Dyers and Colourists, 1990.
[2] Broadbent AD. Basic principles of textile coloration. Bradford: Society of Dyers and
Colorists, 2001.
[3] Blackburn RS and Harvey A. Green chemistry methods in sulfur dyeing:
Application of various reducing D-sugars and analysis of the importance of optimum
redox potential. Environmental Science and Technology. 2004;38(14):4034-9.
[4] Nguyen TA and Juang RS. Treatment of waters and wastewaters containing sulfur
dyes: A review. Chemical Engineering Journal. 2013;219:109-17.
[5] Clark M. Handbook of textile and industrial dyeing. Cambridge: Woodhead
Publishing Limited, 2011.
[6] Burkinshaw SM and Collins GW. Aftertreatments to improve the wash fastness of
sulphur dyeings on cotton. Dyes and Pigments. 1995;29(4):323-44.
[7] Shore J. Cellulosics dyeing. Bradford: Society of Dyers and Colourists, 1995.
[8] Klein R. Sulfur dyes today and tomorrow. Journal of the Society of Dyers and
Colourists. 1982;98(4):106-13.
[9] Roessler A and Jin X. State of the art technologies and new electrochemical methods
for the reduction of vat dyes. Dyes and Pigments. 2003;59(3):223-35.
Literature review
83
[10] Bozic M, Lipus LC and Kokol V. Magnetic field effects on the redox potential of
reduction and oxidation agents. Croatica Chemica Acta. 2008(81):413-21.
[11] Aspland JR. Textile Dyeing and Coloration: American Association of Textile
Chemists and Colorists, 1997.
[12] Burkinshaw SM and Collins GW. Pad-dry and pad-flash cure aftertreatments to
improve the wash fastness of sulphur dyeings on cotton. Dyes and Pigments.
1997;33(1):1-9.
[13] Schindler WD and Hauser PJ. Chemical finishing of textiles: Woodhead Publishing
Limited, 2004.
[14] Teli M, Paul R, Landage SM and Aich A. Ecofriendly processing of sulphur and
vat dyes-An overview. Indian Journal of Fibre and Textile Research. 2001;26(1/2):101-
7.
[15] Czajkowski W and Misztal J. The use of thiourea dioxide as reducing agent in the
application of sulfur dyes. Dyes and Pigments. 1994;26(2):77-81.
[16] Madhu and Amit. Sulfur dyeing with non-sulfide reducing agents. Journal of
Textile and Apparel, Technology and Management 2012;7(4):1-13.
[17] Tan KH. Principles of soil chemistry: CRC Press, 2011.
[18] Zouhaier R, Sofiène D and Faouzi S. The use of glucose as ecological reducing
agent for sulphur dyes: Optimization of experimental conditions. European Scientific
Journal. 2014;10(18):436-46.
[19] Baffoun A, Hamdaoui M and Romdhani Z. Use of glucose as an ecofriendly
reducing sugar in the application of sulphur dyes-Comparative study with traditional
reducing agent. Indian Journal of Fibre and Textile Research. 2015;40(1):57-61.
[20] Kubanik R. Reduction in the chemical required for sulfur dyeing. International
Textile Bulletin. 1998;44(3):85-86.
[21] Motaghi Z. The comparison between a natural reducing agent and sodium
dithionite in vat, indigo and sulphur dyeing on cotton fabric. Eco-Dyeing, Finishing and
Green Chemistry. 2012;441:207-11.
Literature review
84
[22] Choudhury AKR. Textile preparation and dyeing: Science Publishers, 2006.
[23] Shamey R and Hussein T. Critical solutions in the dyeing of cotton textile
materials. Textile Progress. 2005;37(1-2):1-84.
[24] Bechtold T, Burtscher E and Turcanu A. Continuous sulfur dyeing without
reducing agents: Fully reduced Sulfur Black 1 by cathodic reduction. Textile Chemist
and Colorist. 1998;30(8):72-7.
[25] Bechtold T, Turcanu A and Schrott W. Electrochemical reduction of CI Sulphur
Black 1 - Correlation between electrochemical parameters and colour depth in exhaust
dyeing. Journal of Applied Electrochemistry. 2008;38(1):25-30.
[26] Jaruhar P and Chakraborty J. Dyeing of cotton with sulfur dyes using alkaline
protease. Textile Research Journal. 2013;83(13):1345-55.
[27] Božič M, Pricelius S, Guebitz GM and Kokol V. Enzymatic reduction of complex
redox dyes using NADH-dependent reductase from Bacillus subtilis coupled with
cofactor regeneration. Applied Microbiology and Biotechnology. 2010;85(3):563-71.
[28] Cavaco-Paulo A and Gubitz G. Textile processing with enzymes: Elsevier, 2003.
[29] Chakrabortya J and Jaruhar P. Dyeing of cotton with sulphur dyes using alkaline
catalase as reduction catalyst. Indian Journal of Fibre and Textile Research.
2014;39:303-9.
[30] Jaruhar P and Chakraborty JN. Bio-reduction of sulphur dyes with alkaline
pectinase. Journal of Chemistry and Chemical Engineering. 2013;7:930-41.
[31] Polaina J and MacCabe AP. Industrial enzymes: Springer Science and Business
Media, 2007.
[32] Nierstrasz V and Cavaco-Paulo A. Advances in textile biotechnology: Elsevier,
2010.
[33] Bechtold T, Berktold F and Turcanu A. The redox behaviour of CI Sulphur Black 1
- a basis for improved understanding of sulphur dyeing. Journal of the Society of Dyers
and Colourists. 2000;116(7-8):215-21.
Literature review
85
[34] Chakraborty J and Dhiman G. Effectiveness of laccase in the oxidation and
recovery of sulfur dyes. Textile Research Journal. 2013;83(5):441-9.
[35] Aspland J. Oxidation and fixation of reduced sulfur dyes. Textile Chemist and
Colorist. 1970;2(13).
[36] Madhavi V and Lele S. Laccase: properties and applications. BioResources.
2009;4(4):1694-717.
[37] Riva S. Laccases: blue enzymes for green chemistry. Trends in Biotechnology.
2006;24(5):219-26.
[38] Sharma KK and Kuhad RC. Laccase: enzyme revisited and function redefined.
Indian Journal of Microbiology. 2008;48(3):309-16.
[39] Xu F and Salmon S. Potential applications of oxidoreductases for the re-oxidation
of leuco vat or sulfur dyes in textile dyeing. Engineering in Life Sciences.
2008;8(3):331-7.
[40] Guevara-González RG and Torres-Pacheco I. Advances in agricultural and food
biotechnology: Research Signpost, 2006.
[41] Thurston CF. The structure and function of fungal laccases. Microbiology.
1994;140(1):19-26.
[42] Cavaco-Paulo A and Gèubitz GM. Textile processing with enzymes: CRC Press,
2003.
[43] Abadulla E, Tzanov T, Costa S, Robra K-H, Cavaco-Paulo A and Gübitz GM.
Decolorization and detoxification of textile dyes with a laccase from Trametes hirsuta.
Applied and Environmental Microbiology. 2000;66(8):3357-62.
[44] Preston C. The dyeing of cellulosic fibres: Dyers Company Publications Trust,
1986.
[45] Wood WE. Sulphur dyes–1966–1976. Review of Progress in Coloration and
Related Topics. 1976;7(1):80-4.
[46] Cook CC. Aftertreatments for improving the fastness of dyes on textile fibres.
Review of Progress in Coloration and Related Topics. 1982;12(1):73-89.
Literature review
86
[47] Heid C, Holoubek K and Klein R. One hundred years of sulfur dyes. Melliand
Textilberichte International. 1973;54(12):1314-27.
[48] Baldwinson T and Shore J. Colorants and Auxiliaries. Bradford: Society of Dyers
and Colourists, 1990.
[49] Burkinshaw SM, Chaccour FE and Gotsopoulos A. The aftertreatment of sulphur
dyes on cotton. Dyes and Pigments. 1997;34(3):227-41.
[50] Burkinshaw SM and Collins GW. Aftertreatment to reduce the washdown of leuco
sulphur dyes on cotton during repeated washing. Journal of the Society of Dyers and
Colourists. 1998;114(5-6):165-8.
[51] Burkinshaw SM and Gotsopoulos A. The pre-treatment of cotton to enhance its
dyeability—I. Sulphur dyes. Dyes and Pigments. 1996;32(4):209-28.
[52] Burkinshaw SM and Collins GW. Continuous dyeing with sulphur dyes: After
treatments to improve the wash fastness. Book of Papers: 1996 International Conference
& Exhibition - American Association of Textile Chemists and Colorists. 1996:296-303.
[53] Parvinzadeh M. The effects of softeners on the properties of sulfur-dyed cotton
fibers. Journal of Surfactants and Detergents. 2007;10(4):219-23.
[54] Zhou W and Yang Y. Improving the resistance of sulfur dyes to
oxidation. Industrial and Engineering Chemistry Research. 2010;49(10):4720-5.
[55] Soliman G, Carr CM, Jones CC and Rigout M. Surface chemical analysis of the
effect of extended laundering on CI Sulphur Black 1 dyed cotton fabric. Dyes and
Pigments. 2013;96(1):25-30.
[56] De Giorgi MR, Cerniani A, Colonna GM and Bianchi AS. Thermodynamic affinity
of acid dyes on silk. Dyes and Pigments. 1991;15(1):47-55.
[57] Blackburn R and Burkinshaw S. Aftertreatment of 1: 2 metal‐complex acid dyes on
conventional and microfibre nylon 6.6 with a commercial syntan/cation system. Part 2:
Repeated washing. Coloration Technology. 1999;115(3):102-5.
Literature review
87
[58] Burkinshaw SM and Paraskevas M. The dyeing of silk Part 1: Low temperature
application of solubilised sulphur dyes using sodium thioglycolate. Dyes and Pigments.
2010;87(3):225-33.
[59] Burkinshaw SM, Chevli SN and Marfell DJ. The dyeing of nylon 6,6 with sulphur
dyes. Dyes and Pigments. 2000;45(1):65-74.
[60] Burkinshaw SM and Lagonika K. Sulphur dyes on nylon 6,6. Part 3. Preliminary
studies of the nature of dye-fibre interaction. Dyes and Pigments. 2006;69(3):185-91.
[61] Burkinshaw SM, Lagonika K and Marfell DJ. Sulphur dyes on nylon 6,6 - part 1:
the effects of temperature and pH on dyeing. Dyes and Pigments. 2003;56(3):251-9.
[62] Burkinshaw SM, Lagonika K and Marfell DJ. Sulphur dyes on nylon 6,6 - part 2:
the effects of reductant, oxidant and wash-off. Dyes and Pigments. 2003;58(2):157-70.
[63] Burkinshaw S. Chemical principles of synthetic fibre dyeing: Springer Science and
Business Media, 1995.
[64] Lewis DM. The coloration of wool. In: Johnson NAG, Russell IM, editors.
Advances in wool technology: Woodhead Publishing; 2009. p.183-213.
[65] Johnson NA and Russell IM. Advances in wool technology: Woodhead Publishing
Limited and CRC Press, 2009.
[66] John A. Rippon, Cai JY and Smith SM. Dyeing wool with metal-free dyes – The
use of sodium borohydride for the application of vat dyes to wool: INTECH Open
Access Publisher, 2011.
[67] Cai JY, Rippon JA, McDonnell J and Parnell AE. Dyeing wool with a sulphur
black dye using a sodium borohydride/sodium bisulphite reducing system. Coloration
Technology. 2012;128(1):9-14.
[68] Schoots HP. Method for dyeing textiles. Google Patents; 2007, US5861045 A.
[69] Schoots HP and Stevens Jr LF. Methods for use in wool whitening and garment
washing. Google Patents; 2003, US6663677 B2.
Research methodology
88
3. Research methodology
3.1. Introduction
The project specifically considers the improvement of sulphur dyed cotton fabric’s
resistance to domestic laundering. In this section, an overview of the dyeing and
aftertreatments procedure, materials and methods utilised is provided.
Several experiments were conducted to establish the technical possibilities of improving
the overall fastness properties of sulphur dyed fabric in the light of literature findings,
the details of which are outlined in the following chapters. Optimal application
conditions were investigated by experimentation design. Standardised testing measures
were utilised, other methodologies were developed or replicated on the basis of previous
research work in the field.
3.2. Materials
3.2.1. Fabric
A plain woven, bleached, unmercerised, 100% cotton fabric having GSM 103 and
EPIxPPI-77x66 was used throughout the study. The fabric was generously provided by
Phoenix Calico Limited.
3.2.2. Sulphur dyes and auxiliaries
The range of sulphur dyes used during experiments was Diresul CI Leuco Sulphur dyes
manufactured by Clariant. Dyes with their CI numbers are listed below in Table 3.1.
.
Research methodology
89
Table 3.1 Dyes used
Trade name CI name
Diresul Black RDT-LS LIQ 200 Leuco Sulphur Black 1
Diresul Liquid Green RDT-N Leuco Sulphur Green 2
Diresul Liquid Blue RDT-G Leuco Sulphur Blue 7
Diresul Liquid Yellow RDT-E Leuco Sulphur Yellow 22
Diresul Liquid Red RDT-BG Leuco Sulphur Red 14
The reducing agents used were Diresul Reducing agent D which is a biodegradable
reducing agent by Clariant and the conventional sodium sulphide (Laboratory grade,
Aldrich Chemicals Ltd, UK.). The oxidation bath comprised of hydrogen peroxide and
sodium bicarbonate (Laboratory grade, Aldrich Chemicals Ltd, UK.). The fabric was
finally soaped with ALK-D (a non-ionic detergent, Clariant International Ltd.). The
ECE non-phosphate detergent, ECE phosphate detergent and tetraacetylethylenediamine
(92% active) were purchased from the Society of Dyers and Colourists (SDC),
Bradford, UK. Sodium perborate tetrahydrate (97% active, Laboratory grade, Aldrich
Chemicals Ltd, UK.) was purchased from Aldrich Chemicals Ltd., UK.
3.3. Finishing auxiliaries
In order to improve the wash fastness of sulphur dyes against domestic washing regimes
as replicated by ISO 1O5 CO6 (single and triplicate wash cycles) and ISO 1O5 CO9
(single wash) in the presence and absence of sodium perborate, the dyed fabric was post
treated with various finishing agents. A number of variations were prepared to identify
the optimal conditions, the details of which are discussed in chapter 4, 5, 6 and 7.
3.3.1. Bayprotect Cl
The application of tannin (or tannin based product) on sulphur dyed cotton fabric for
improving the wash fastness has been investigated for the first time. According to the
product information guide (received from Tanatex Chemicals, Netherlands) Bayprotect
Research methodology
90
Cl is an anionic stain-release agent for polyamide 6,6 and polyamide 6. It is a tannin
based product and acts as an anti-oxidant, providing pronounced protection against
sodium hypochlorite solutions (cleaning agents and bleaches), benzoyl peroxide (acne
cream) and other oxidative substances. It is a yellowish brown viscous liquid and can be
diluted with water at any ratio. Its general application is on polyamide and best results
are obtained on this fibre when tested against oxidative substances. It is stable to
substances causing hardness of water, dilute organic and inorganic acids but has only
limited stability to heavy metal salts and alkalis [1]. The application conditions
employed for aftertreatments with Bayprotect Cl on sulphur dyed cotton fabric are
discussed in chapter 4.
3.3.2. Fixapret CP
Sulphur dyed fabrics were aftertreated with the durable press finish Fixapret CP, based
on DMDHEU (Dimethyldihydroxyethyleneurea) in the presence of magnesium chloride
(reagent grade, Aldrich Chemicals Ltd, UK.) used as a catalyst. Sulphur dyed fabric
was padded with a wet pick-up of 70-80% in a solution containing 120 g/L of Fixapret
CP and 24g/L of magnesium chloride. The fabric was then dried at 100oC for 1 min and
cured at 150oC for 4 minutes.
3.3.3. Choline chloride
Aftertreatments with cationic reactant, choline chloride, obtained from Aldrich
Chemicals Limited were carried out by pad dry cure application. Choline chloride was
applied individually and also added in different concentrations to the liquor containing
Fixapret CP. The application method is the same as described above in section 3.3.2.
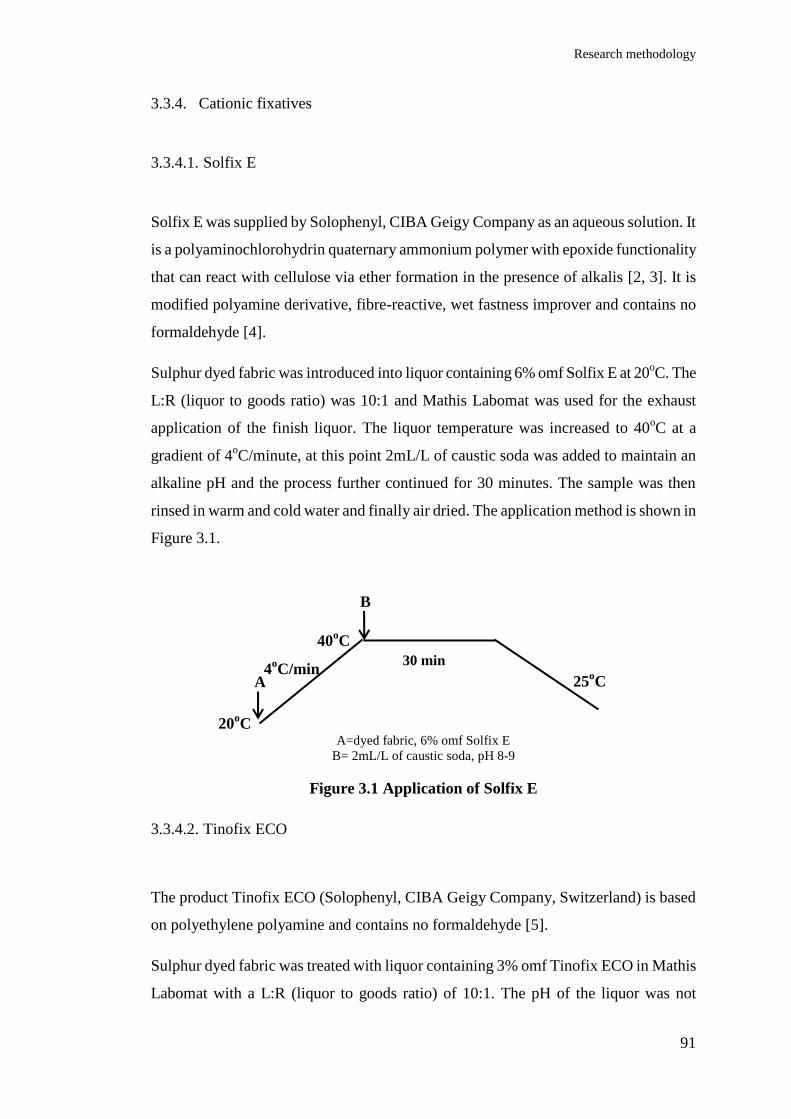
Research methodology
91
3.3.4. Cationic fixatives
3.3.4.1. Solfix E
Solfix E was supplied by Solophenyl, CIBA Geigy Company as an aqueous solution. It
is a polyaminochlorohydrin quaternary ammonium polymer with epoxide functionality
that can react with cellulose via ether formation in the presence of alkalis [2, 3]. It is
modified polyamine derivative, fibre-reactive, wet fastness improver and contains no
formaldehyde [4].
Sulphur dyed fabric was introduced into liquor containing 6% omf Solfix E at 20oC. The
L:R (liquor to goods ratio) was 10:1 and Mathis Labomat was used for the exhaust
application of the finish liquor. The liquor temperature was increased to 40oC at a
gradient of 4oC/minute, at this point 2mL/L of caustic soda was added to maintain an
alkaline pH and the process further continued for 30 minutes. The sample was then
rinsed in warm and cold water and finally air dried. The application method is shown in
Figure 3.1.
A=dyed fabric, 6% omf Solfix E
B= 2mL/L of caustic soda, pH 8-9
Figure 3.1 Application of Solfix E
3.3.4.2. Tinofix ECO
The product Tinofix ECO (Solophenyl, CIBA Geigy Company, Switzerland) is based
on polyethylene polyamine and contains no formaldehyde [5].
Sulphur dyed fabric was treated with liquor containing 3% omf Tinofix ECO in Mathis
Labomat with a L:R (liquor to goods ratio) of 10:1. The pH of the liquor was not
A
30 min
25oC
40oC
4oC/min
B
20oC
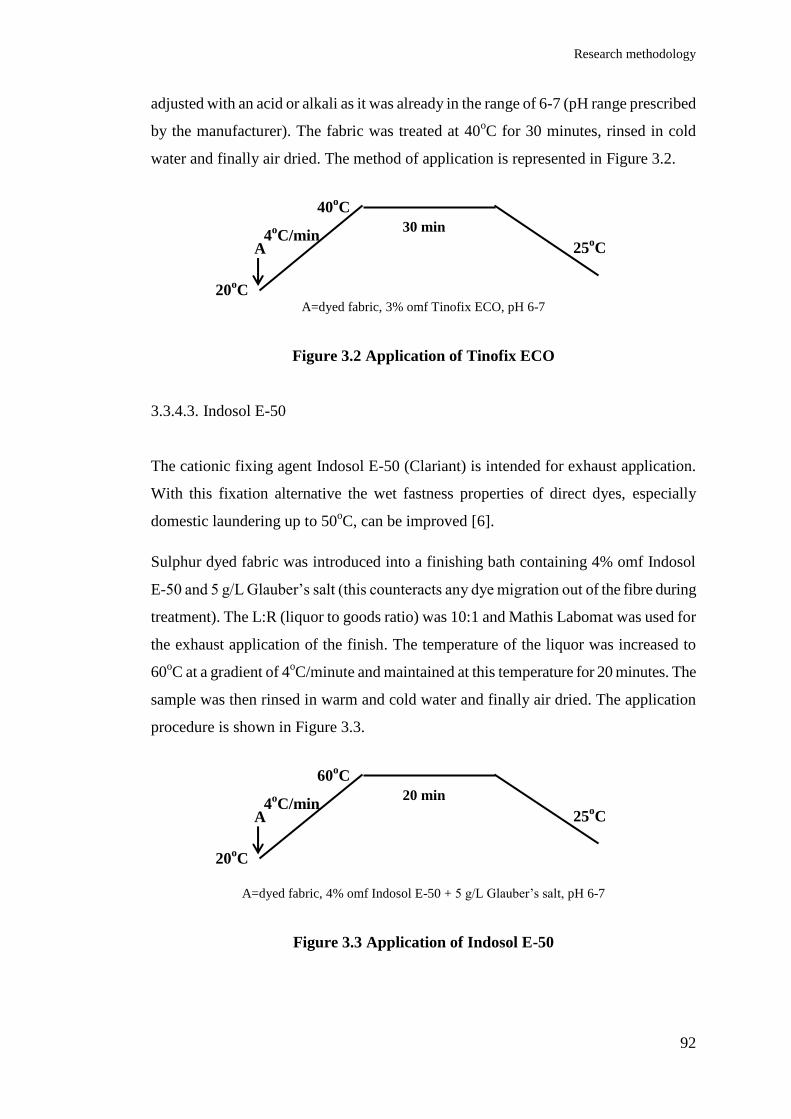
Research methodology
92
adjusted with an acid or alkali as it was already in the range of 6-7 (pH range prescribed
by the manufacturer). The fabric was treated at 40oC for 30 minutes, rinsed in cold
water and finally air dried. The method of application is represented in Figure 3.2.
A=dyed fabric, 3% omf Tinofix ECO, pH 6-7
Figure 3.2 Application of Tinofix ECO
3.3.4.3. Indosol E-50
The cationic fixing agent Indosol E-50 (Clariant) is intended for exhaust application.
With this fixation alternative the wet fastness properties of direct dyes, especially
domestic laundering up to 50oC, can be improved [6].
Sulphur dyed fabric was introduced into a finishing bath containing 4% omf Indosol
E-50 and 5 g/L Glauber’s salt (this counteracts any dye migration out of the fibre during
treatment). The L:R (liquor to goods ratio) was 10:1 and Mathis Labomat was used for
the exhaust application of the finish. The temperature of the liquor was increased to
60oC at a gradient of 4
oC/minute and maintained at this temperature for 20 minutes. The
sample was then rinsed in warm and cold water and finally air dried. The application
procedure is shown in Figure 3.3.
A=dyed fabric, 4% omf Indosol E-50 + 5 g/L Glauber’s salt, pH 6-7
Figure 3.3 Application of Indosol E-50
A
30 min
25oC
40oC
4oC/min
20oC
A
20 min
25oC
60oC
4oC/min
20oC
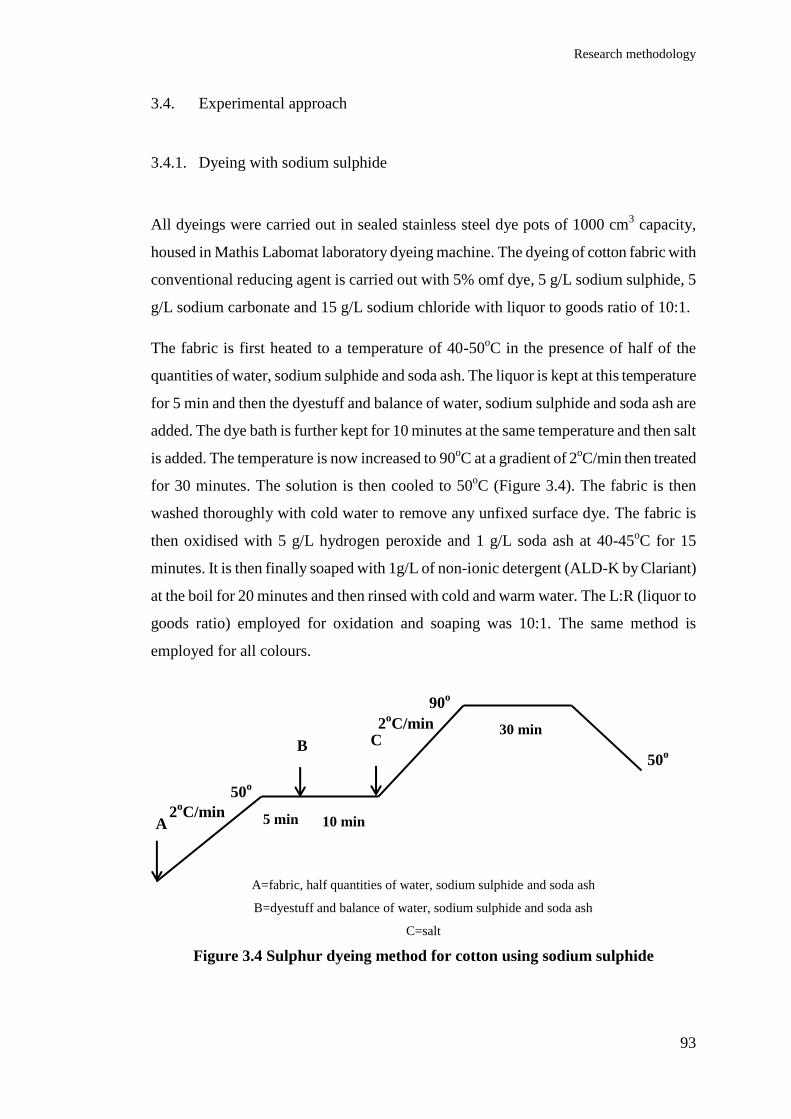
Research methodology
93
3.4. Experimental approach
3.4.1. Dyeing with sodium sulphide
All dyeings were carried out in sealed stainless steel dye pots of 1000 cm3 capacity,
housed in Mathis Labomat laboratory dyeing machine. The dyeing of cotton fabric with
conventional reducing agent is carried out with 5% omf dye, 5 g/L sodium sulphide, 5
g/L sodium carbonate and 15 g/L sodium chloride with liquor to goods ratio of 10:1.
The fabric is first heated to a temperature of 40-50oC in the presence of half of the
quantities of water, sodium sulphide and soda ash. The liquor is kept at this temperature
for 5 min and then the dyestuff and balance of water, sodium sulphide and soda ash are
added. The dye bath is further kept for 10 minutes at the same temperature and then salt
is added. The temperature is now increased to 90oC at a gradient of 2
oC/min then treated
for 30 minutes. The solution is then cooled to 50oC (Figure 3.4). The fabric is then
washed thoroughly with cold water to remove any unfixed surface dye. The fabric is
then oxidised with 5 g/L hydrogen peroxide and 1 g/L soda ash at 40-45oC for 15
minutes. It is then finally soaped with 1g/L of non-ionic detergent (ALD-K by Clariant)
at the boil for 20 minutes and then rinsed with cold and warm water. The L:R (liquor to
goods ratio) employed for oxidation and soaping was 10:1. The same method is
employed for all colours.
A=fabric, half quantities of water, sodium sulphide and soda ash
B=dyestuff and balance of water, sodium sulphide and soda ash
C=salt
Figure 3.4 Sulphur dyeing method for cotton using sodium sulphide
A
50o
10 min 5 min
90o
30 min
50o
C
B C
2oC/min
2oC/min
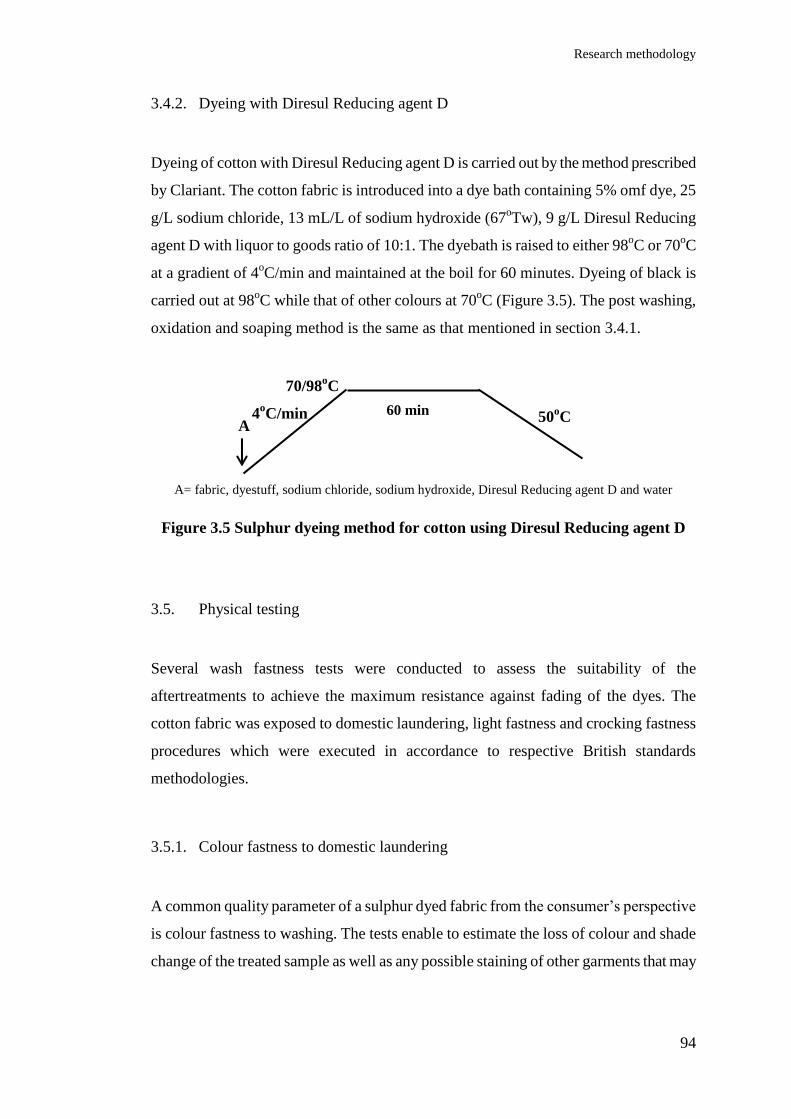
Research methodology
94
3.4.2. Dyeing with Diresul Reducing agent D
Dyeing of cotton with Diresul Reducing agent D is carried out by the method prescribed
by Clariant. The cotton fabric is introduced into a dye bath containing 5% omf dye, 25
g/L sodium chloride, 13 mL/L of sodium hydroxide (67oTw), 9 g/L Diresul Reducing
agent D with liquor to goods ratio of 10:1. The dyebath is raised to either 98oC or 70
oC
at a gradient of 4oC/min and maintained at the boil for 60 minutes. Dyeing of black is
carried out at 98oC while that of other colours at 70
oC (Figure 3.5). The post washing,
oxidation and soaping method is the same as that mentioned in section 3.4.1.
A= fabric, dyestuff, sodium chloride, sodium hydroxide, Diresul Reducing agent D and water
Figure 3.5 Sulphur dyeing method for cotton using Diresul Reducing agent D
3.5. Physical testing
Several wash fastness tests were conducted to assess the suitability of the
aftertreatments to achieve the maximum resistance against fading of the dyes. The
cotton fabric was exposed to domestic laundering, light fastness and crocking fastness
procedures which were executed in accordance to respective British standards
methodologies.
3.5.1. Colour fastness to domestic laundering
A common quality parameter of a sulphur dyed fabric from the consumer’s perspective
is colour fastness to washing. The tests enable to estimate the loss of colour and shade
change of the treated sample as well as any possible staining of other garments that may
A 60 min 50
oC
70/98oC
4oC/min
Research methodology
95
be washed with it. These tests are used to determine the performance of any dyed or
printed textile product to the common washing process using a detergent and additives.
The dyed fabric was exposed to ISO 1O5 CO6 standard washing procedures and the
more recently developed ISO 1O5 CO9 resembling the modern washing powders
formulation.
3.5.1.1. ISO 1O5-CO6
The laundering test was performed according to the methodologies employed in BS EN
ISO 1O5 CO6:2010. A specimen was cut in 10cmx4cm size and attached to a SDC
multi-fibre strip. The composite specimen and multi-fibre were placed in the wash
wheel pot containing wash liquor, with additives. The liquor consisted of 4 g/L ECE
phosphate based detergent and 1 g/L sodium perborate tetrahydrate, adjusted to pH 10.5
with sodium carbonate. The wash wheel was then run for 30 minutes at 60oC. The
specimens were then removed, rinsed and dried in still air. The same test was also
repeated without perborate. The effect of laundering on single and triplicate wash cycles
was evaluated. The triplicate wash cycles were executed in a similar way, as mentioned
above, just after each wash the sample along with a multi-fibre swatch was rinsed with
water and added into fresh liquor for the next cycle.
3.5.1.2. ISO 1O5-CO9
The dyed fabric was also washed in accordance with ISO 1O5 CO9 laundering regime.
The dyed fabric sample measuring 10cmx5cm was weighed and liquor:goods ratio of
1:100 was employed. It was introduced in a liquor containing 10 g/L ECE non-
phosphate detergent, 1.8 g/L TAED (tetraacetylethylenediamine) low temperature
bleach activator, with or without 12 g/L sodium perborate, at 25oC and raising the
temperature to 60oC at 2
oC/minute and maintaining at 60
oC for 30 minutes. The
specimens were then removed, rinsed and air dried.

Research methodology
96
3.5.1.3. Wash fastness sample evaluation
The colorimetric data of the dyed and aftertreated cotton fabrics were measured using a
Datacolor Spectroflash 600 spectrophotometer, with a 10o standard observer and D65
illuminant, and were the average of four measurements.
In order to evaluate the washdown of dyed fabrics, the samples were analysed using
colour strength (K/S) and grey scale rating (1-5, 1 being the worst and 5 best). The K/S
value indicated the shade depth on the fabric, the higher the K/S value, the deeper the
shade. The colour strength was evaluated using the Kubelka–Munk equation
(represented in Scheme 3.1).
(K
S)
λ=
(1 − Rλ )2
2Rλ
Scheme 3.1
Where K is the absorption coefficient, S is the scatter coefficient, R is the reflectance
expressed as a fractional value at wavelength of maximum absorption λ.
The % colour loss of the untreated and aftertreated dyed fabrics after laundering were
evaluated with the following equation (Scheme 3.2):
% colour loss =
K
S before washing −
K
S after washing
K
S before washing
X 100
Scheme 3.2
3.5.2. Colour fastness to crocking (ISO 1O5- X12:2002)
This test is designed to determine the resistance of the colour of textiles of all kinds to
rubbing off and staining other materials. It is applicable to textile made from all fibres in
the form of yarn or fabric whether dyed, printed or otherwise coloured.
In this study, rub fastness of the cotton fabric was performed in accordance with ISO
105-X12: 2002 standard. The crockmeter was used as the rubbing fastness tester. Prior
Research methodology
97
to testing, the crock squares and specimens were conditioned for at least 24 hours in an
atmosphere of 21±1oC and 65±2% RH. The specimen was then placed on the base of the
crockmeter resting flat and the crock square measuring 5cmx5cm covered the end of the
finger (16±0.1 mm). For the wet rub fastness, the crock squares need to be wetted at a
wet pick-up about 95-100%. The finger was lowered onto the test specimen and moved
10 complete turns in 10 seconds. The white crock squares were evaluated in comparison
to the grey scale for staining.
3.5.3. Colour fastness to light (ISO 1O5- BO2)
This method is intended for determining the resistance of the colour of textiles of all
kinds and in all forms to the action of an artificial light source representative of natural
daylight (D65).
A specimen of textiles was exposed to artificial light along with Blue Wool references
(8 reference samples). The colour fastness was assessed by comparing the change in
colour of the specimen with that of the references used. The specimen to be tested and
blue wool references were of equal size (approximately 4.5cmx1cm) and shape in order
to avoid errors in the assessment due to overrating the visual contrast between exposed
and unexposed parts. The samples and references were being pasted on the cards and
each exposed and unexposed area was not less than 10mmx8mm. The specimens and
references were arranged with a cover covering one-quarter of the total length of each
specimen and reference. They were exposed under the light and the effect of light was
followed by lifting the cover periodically and inspecting the references. When a change
in reference 3 was perceived equal to grey scale grade 4-5, the specimens were
inspected and their light fastness rated by comparing any change that occurred with the
changes that occurred in references 1, 2 and 3. The cover was again replaced in exactly
the same position and samples exposed until a change in reference 4 was perceived
equal to grey scale 4-5. At this point an additional cover was placed which overlapped
the first cover, the samples were further exposed until a change in reference 6 was
perceived equal to grey scale 4-5. All covers on references and specimens were removed
and changes in the specimens were compared with the relevant changes in the
references under suitable illumination.
Research methodology
98
3.5.4. Tensile properties of fabrics BS EN ISO 13934/1 1999
The protocol for tensile testing was adapted from BS EN ISO 13934/1:1999 for textile
strips. Tensile strength and elongation tests were performed in an Instron 3345
mechanical testing machine, using a 1 kN load cell. Test samples were cut into
300mm×50mm strips, with the warp and weft along the length. The crosshead rate used
in the test was 200 mm/min. Five replicates were analysed for each sample, and the
average values were calculated.
3.6. Equipment
3.6.1. Padder
A horizontal, vertical padder type from Werner Mathis AG at Oberhasli, Switzerland
was used for applying finishes to cotton fabric. The air pressure of the padder was set at
approximately 3 atms. for controlling fabric wet pick up at 70-80%. The padding fabric
speed was set for 1.2 m/min.
3.6.2. Tenter
A Werner Mathis AG lab dryer, at Oberhasli Switzerland was used for drying and
curing fabric samples. The oven operates by hot air circulation.
3.6.3. Dyeing machine
Mathis Labomat dyeing machine was used to dye the fabric via exhaust method.
Research methodology
99
3.7. Analytical testing
3.7.1. Scanning electron microscopy (SEM)
The technique of scanning electron microscopy (SEM) was employed to examine and
obtain the images of surface morphology of unlaundered/laundered, untreated and
aftertreated sulphur dyed cotton samples. Microscopy is the study of the fine structure
and morphology of the object with the help of a microscope, for which resolution and
contrast are the key factors to be considered. In scanning imaging microscopes some
local property of the specimen is analysed with the aid of passing a small probe over the
surface of the sample and generating some useful signals. The probe may be a sharp
point or a narrow beam of either electrons or photons while the types of the signals and
detectors are diverse [7-9].
In SEM, probe current means an electron beam focused on a specimen. When the
specimen is under analysis, probe current emits electrons containing information on the
specimen such as secondary electrons and backscattered electrons. The size of probe
current determines the number of secondary electrons and backscattered electrons
emitted [10].
The common feature of all the instruments is the detector output signal that varies with
time. It is displayed like a television image. The intensity of each pixel in the image is
controlled by the signals from the microscope. Linear size of the image divided by size
of the region scanned on the specimen (the field) is called the magnification. It can
easily be altered without affecting the other image conditions. Scanning in SEM is
digitally controlled so the position of the probe corresponds to the memory location as
shown Figure 3.6 [7-9].
3.7.1.1. SEM measurements
The observation of the surface topography of untreated and aftertreated sulphur dyed
cotton fabrics was made using a Philips XL30 Field Emission SEM. The samples were
mounted on a 2.1 cm Al specimen stub using double-sided conductive tape (silicon
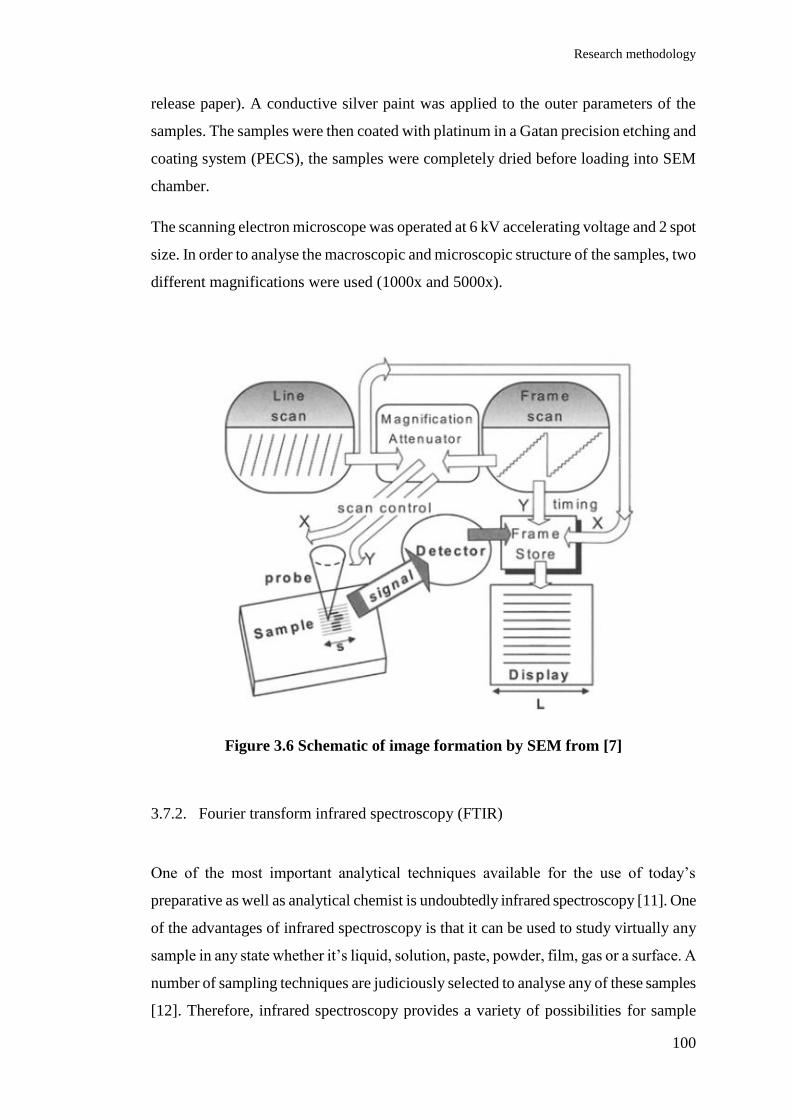
Research methodology
100
release paper). A conductive silver paint was applied to the outer parameters of the
samples. The samples were then coated with platinum in a Gatan precision etching and
coating system (PECS), the samples were completely dried before loading into SEM
chamber.
The scanning electron microscope was operated at 6 kV accelerating voltage and 2 spot
size. In order to analyse the macroscopic and microscopic structure of the samples, two
different magnifications were used (1000x and 5000x).
Figure 3.6 Schematic of image formation by SEM from [7]
3.7.2. Fourier transform infrared spectroscopy (FTIR)
One of the most important analytical techniques available for the use of today’s
preparative as well as analytical chemist is undoubtedly infrared spectroscopy [11]. One
of the advantages of infrared spectroscopy is that it can be used to study virtually any
sample in any state whether it’s liquid, solution, paste, powder, film, gas or a surface. A
number of sampling techniques are judiciously selected to analyse any of these samples
[12]. Therefore, infrared spectroscopy provides a variety of possibilities for sample
Research methodology
101
measurement and substance preparation [11]. In spite of the availability of various
spectrometers, the popularity of Fourier transform infrared spectroscopy (FTIR)
spectrometers is increasing due to speed, accuracy and sensitivity they offer [13].
FTIR spectroscopy includes the absorption, emission, reflection, or photo acoustic
spectrum obtained by Fourier transform of an optical interferogram [13]. This technique
is based on the vibrations of the atoms of a molecule. When the radiations are passed
through a sample, an infrared spectrum is generated and the fraction of incident
radiation absorbed at a particular energy can be determined. The appearance of any peak
at certain energy in the absorption spectrum corresponds to the frequency of a vibration
of a part of a sample molecule [12].
Fourier spectroscopy is a general term that refers to the analysis of any varying signal
into its constituent frequency components. Fourier transforms can be applied to a variety
of spectroscopies including Fourier transform infrared (FTIR), nuclear magnetic
resonance (NMR), and electron spin resonance (ESR) spectroscopy [13].
3.7.2.1. FTIR measurements
FTIR-ATR (Attenuated total reflectance) requires no special sample preparation. ATR
spectra of untreated and aftertreated samples were obtained by using a Nicolet 5700
FTIR for an angle of incidence of 45o with a Diamond-ATR smart orbit accessory (IR
penetration 2 µm) to provide information about the surface of the sulphur dyed cotton
samples. Before collecting the sample spectrum, the background spectrum was obtained.
All FTIR spectra were collected at a spectrum resolution of 4 cm-1
, with 64 co-added
scans over the range from 4000 to 500 cm-1
. All spectrum manipulations were carried
out using the OMNIC software (Nicolet).
3.7.3. X-Ray photoelectron spectroscopy (XPS)
X-Ray photoelectron spectroscopy (XPS) is one of the common and most powerful
techniques utilised for surface chemical analysis. It is also known as electron
spectroscopy for chemical analysis (ESCA) [13].
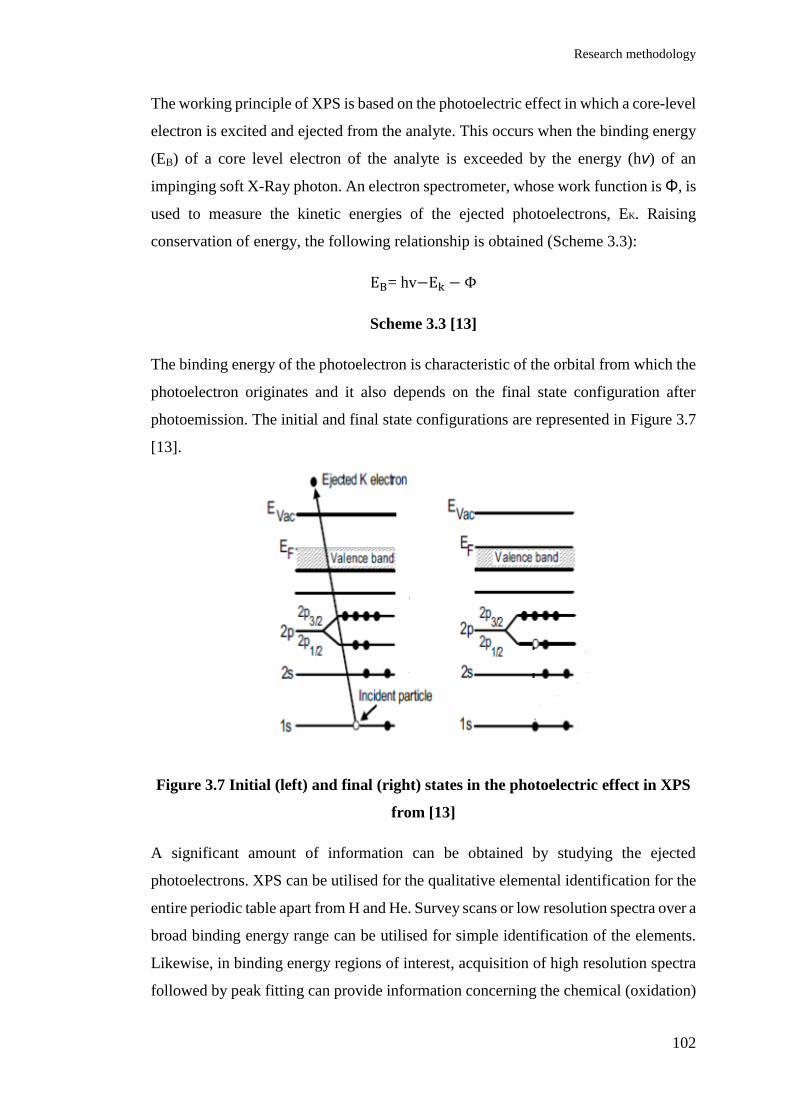
Research methodology
102
The working principle of XPS is based on the photoelectric effect in which a core-level
electron is excited and ejected from the analyte. This occurs when the binding energy
(EB) of a core level electron of the analyte is exceeded by the energy (hv) of an
impinging soft X-Ray photon. An electron spectrometer, whose work function is Φ, is
used to measure the kinetic energies of the ejected photoelectrons, EK. Raising
conservation of energy, the following relationship is obtained (Scheme 3.3):
EB= hv−Ek − Φ
Scheme 3.3 [13]
The binding energy of the photoelectron is characteristic of the orbital from which the
photoelectron originates and it also depends on the final state configuration after
photoemission. The initial and final state configurations are represented in Figure 3.7
[13].
Figure 3.7 Initial (left) and final (right) states in the photoelectric effect in XPS
from [13]
A significant amount of information can be obtained by studying the ejected
photoelectrons. XPS can be utilised for the qualitative elemental identification for the
entire periodic table apart from H and He. Survey scans or low resolution spectra over a
broad binding energy range can be utilised for simple identification of the elements.
Likewise, in binding energy regions of interest, acquisition of high resolution spectra
followed by peak fitting can provide information concerning the chemical (oxidation)
Research methodology
103
state or region of the sample. Therefore, angle-resolved XPS and XPS imaging provide
the ability to learn about spatial atomic distribution within the sample and to understand
the surface and bulk chemistry of the sample [13].
3.7.3.1. XPS measurements
XPS analysis was performed using a Kratos Axis system spectrometer. The fabric
samples (5mmx5mm) were cut from the centre of the specimen and attached to the
sample holder using a double sided tape of the same size. The samples were irradiated
with monochromatic Al Kα X-rays (1486.6 eV) with a power of 150 W. The wide scan
spectra were recorded with pass energy of 160 eV from which the surface composition
(C, O, S and N) was determined. High resolution Carbon (1s), Nitrogen (1s) and
Sulphur (2p) spectra were recorded with pass energy of 40 eV and the binding energy
(BE) values were calculated relative to Carbon (1s) photoelectron peak at 285.0 eV.
Charge compensation for the samples was achieved using a 4-7 eV beam at a flood
current of approximately 0.1 mA, with an electrically ground 90% transmission nickel
mesh screen. All samples were analysed in duplicate and data analysed using the CASA
XPS software [14].
3.7.4. Elemental bulk analysis
Elemental analysis for the carbon, hydrogen, nitrogen and sulphur were achieved by
using the Flash 2000 organic elemental analyser made by Thermo Scientific.
3.8. References
[1] Tanatex Chemicals product datasheet. Tanatex Chemicals BV, Netherlands.
[2] Kamel M, El Zawahry M, Ahmed N and Abdelghaffar F. Ultrasonic dyeing of
cationized cotton fabric with natural dye. Part 1: Cationization of cotton using Solfix E.
Ultrasonics Sonochemistry. 2009;16(2):243-9.
Research methodology
104
[3] Nassar S. Cationic pretreatment of cotton fabric for anionic dye and pigment printing
with better fastness properties. Coloration Technology. 2002;118(3):115-20.
[4] Solfix E product datasheet. Solophenyl, CIBA Geigy Company.
[5] Tinofix ECO product datasheet. Solophenyl, CIBA Geigy Company.
[6] Indosol E-50 product datasheet. Clariant International Limited.
[7] Sawyer LC, Grubb DT and Meyers GF. Specimen Preparation Methods. Polymer
Microscopy: Springer New York; 2008. p.130-247.
[8] Goldstein JI, Newbury DE, Echlin P, Joy DC, Fiori C and Lifshin E. Scanning
electron microscopy and X-Ray microanalysis. A text for biologists, materials scientists,
and geologists: Plenum Publishing Corporation, 1981.
[9] Echlin P. Handbook of sample preparation for Scanning electron microscopy and X-
Ray microanalysis: Springer, 2009.
[10] Sun-Jong L and Chan-Hong L. Analysis of probe current in scanning electron
microscopy. International Conference on Control, Automation and Systems 2008.
p.1200-3.
[11] Günzler H and Gremlich HU. IR Spectroscopy: An Introduction: Wiley, 2002.
[12] Stuart B, George B and Mclntyre P. Modern infrared spectroscopy: Wiley India
Pvt. Limited, 2008.
[13] Vij DR. Handbook of applied solid state spectroscopy: Springer, 2007.
[14] Walton J, Wincott P, Fairley N and Carrick A. Peak fitting with CasaXPS: A Casa
pocket book. 2010.
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
105
4. Investigation into the effects of aftertreatments with Bayprotect
Cl on the fastness properties of sulphur dyed cotton fabric
4.1. Introduction
The word ‘tannin’ is derived from the French word ‘tanin’ which means tanning
substance and is used for a range of natural polyphenols [1]. The word is used to
describe the process of transforming animal hides into leather by making use of plant
extracts from different parts of various plant species [2]. Tannins are naturally occurring
water soluble polyphenolic compounds of high molecular weight consisting of phenolic
hydroxyl groups which enable them to crosslink with proteins and other
macromolecules. Tannins include a large class of organic substances having different
chemical compositions and reactions [2, 3].
Tannins are present in a number of families of higher plants such as in chestnut,
oakwood and pine. Tannins are present in a number of trees and shrubs. Various parts of
the plant consist of high concentrations of tannin such as bark, wood, fruits, leaves,
roots and seed [4]. For example, they can be extracted from black mimosa bark,
quebracho wood, oak bark, chestnut wood, mangrove wood, bark of several species of
pines and firs [5].
Tannic acid and tannins are polyphenolic compounds having the capability of building
complex chemical structures [6]. From a biological point of view, tannins are the
polyphenols that belong to a class of secondary metabolites found in many higher plants
having molecular weights between 800 and 3000 Dalton (gm/mol). They can be divided
into three major groups of compounds, the commonly available condensed tannins
which are formed by proanthocyanidins, and the hydrolysable tannins, which are
comparatively less abundant and are subdivided into gallotannins and ellagitannins [7].
The condensed tannins are oligomeric while the hydrolysable tannins are reported to be
non-polymeric. As a result of the suspected lack of polymeric nature of hydrolysable
tannins, they can form complex structures and they have covalently and intimately
linked carbohydrates with their phenolic moieties, which are considered to be the part of
the tannin [5].
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
106
The polyphenolic part in the molecules of the hydrolysable tannins is represented by
gallic acid and hexahydroxydephinic acid (HHDP) as shown in Figure 4.1. They
hydrolyse and condense in the presence of acid and enzyme. Those having the HDPP
group are called ellagitannins as they produce ellagic acid upon hydrolysis while those
having only the galloyl groups are known as gallotannins [8].
A large quantity of proanthocyanidins (condensed tannins), a group of phenolic
polymers, is distributed within woody growth. They are the most abundantly available
polyphenols in plants after lignins. They are present in leaves, fruit woods, roots or bark
and play a vital role in various nutritional and ecological applications [8].
Hydrolysable tannins are best suited to offer a high degree of activity, high purity and a
low influence on colour. Moreover the unique tannic acid chemistry provides a number
of unusual properties combined in one molecule:
Strong metal complexing properties;
Complex formation with proteins, alkaloids and certain polysaccharides;
Strong affinity towards polyamides;
Strong anti-oxidizing properties [7].
Tannins form the following types of bonds with proteins (such as wool and silk):
1. The phenolic hydroxyl group of tannin forms a hydrogen bond with both the
free amino and amido groups of proteins;
2. Ionic bonds between cationic group on protein and suitable charged anionic
group on tannin;
3. Covalent bonds produced as a result of an interaction of any quinine or semi
quinone groups in the tannins and any other suitable reactive groups in the
protein or other polymer [3].
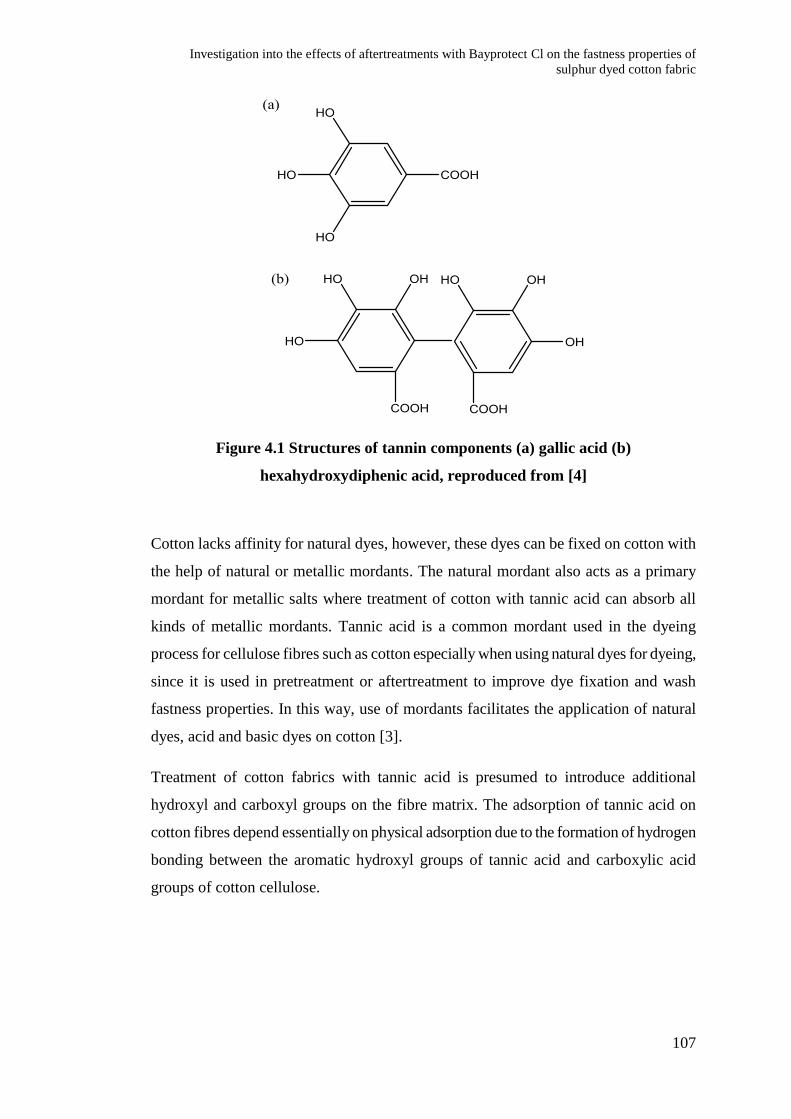
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
107
Figure 4.1 Structures of tannin components (a) gallic acid (b)
hexahydroxydiphenic acid, reproduced from [4]
Cotton lacks affinity for natural dyes, however, these dyes can be fixed on cotton with
the help of natural or metallic mordants. The natural mordant also acts as a primary
mordant for metallic salts where treatment of cotton with tannic acid can absorb all
kinds of metallic mordants. Tannic acid is a common mordant used in the dyeing
process for cellulose fibres such as cotton especially when using natural dyes for dyeing,
since it is used in pretreatment or aftertreatment to improve dye fixation and wash
fastness properties. In this way, use of mordants facilitates the application of natural
dyes, acid and basic dyes on cotton [3].
Treatment of cotton fabrics with tannic acid is presumed to introduce additional
hydroxyl and carboxyl groups on the fibre matrix. The adsorption of tannic acid on
cotton fibres depend essentially on physical adsorption due to the formation of hydrogen
bonding between the aromatic hydroxyl groups of tannic acid and carboxylic acid
groups of cotton cellulose.
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
108
4.2. Application procedures for Bayprotect Cl on polyamide fabric
According to the manufacturers (Tanatex Chemicals), Bayprotect Cl can be applied by
exhaust or continuous (pad-steam) processes in a separate step after dyeing. The pH
value of the application liquor should not go above 3.5, in order to achieve the best
results. However, the temperature control as well as the qualities used is dependent on
the type of fibre and fibre processing. It cannot be applied in a one-bath process with
metal-complex dyes. In case of continuous application, the product is recommended to
be applied by a dosing method, rather than padding as it tends to cause frosting [9].
The general exhaust application procedure recommended for polyamide fabric is as
below:
1. 3-6% Bayprotect Cl on PA 6,6;
2. 4-9% Bayprotect Cl on PA 6;
3. pH<3.5 with citric acid;
4. 20 minutes at 65-98oC;
5. Rinse warm and cold.
4.3. Effects of application methods, presence/absence of electrolyte and varying time
Some initial experiments were performed with varying time and addition of Glauber’s
salt to confirm the anti-oxidation properties of Bayprotect Cl on sulphur dyed cotton
fabric. The fabric was dyed with CI Leuco Sulphur Black 1 dye using Diresul Reducing
agent D and four replicates were taken for each sample.
The exhaust and continuous methods of post treatment were explored to examine the
influence of the said treatment on sulphur dyed cotton fabric. As recommended by the
manufacturer, the maximum concentration of 10% omf was selected with the
application conditions (AC) outlined in Table 4.1. The colorimetric data of various
application conditions and their effects on different washing conditions (WC) are
represented in Table 4.2 and Figure 4.3, respectively.
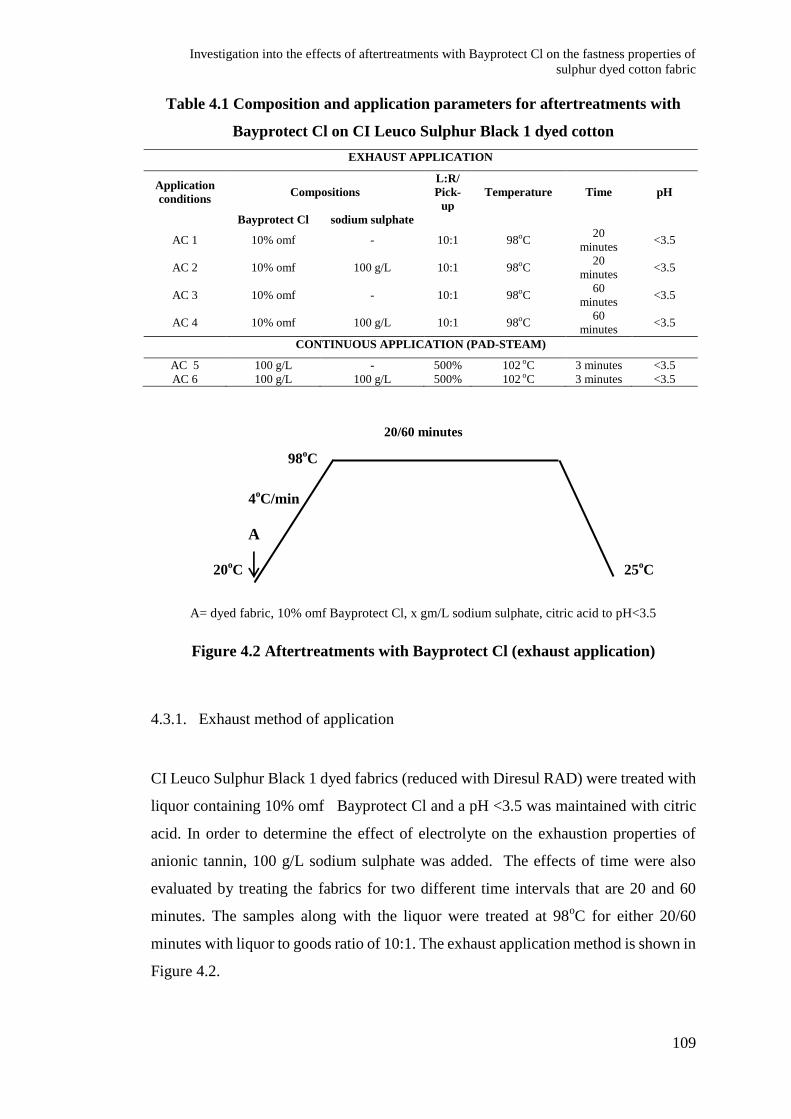
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
109
Table 4.1 Composition and application parameters for aftertreatments with
Bayprotect Cl on CI Leuco Sulphur Black 1 dyed cotton
EXHAUST APPLICATION
Application
conditions Compositions
L:R/
Pick-
up
Temperature Time
pH
Bayprotect Cl sodium sulphate
AC 1 10% omf - 10:1 98oC 20
minutes <3.5
AC 2 10% omf 100 g/L 10:1 98oC 20
minutes <3.5
AC 3 10% omf - 10:1 98oC 60
minutes <3.5
AC 4 10% omf 100 g/L 10:1 98oC 60
minutes <3.5
CONTINUOUS APPLICATION (PAD-STEAM)
AC 5 100 g/L - 500% 102 oC 3 minutes <3.5 AC 6 100 g/L 100 g/L 500% 102 oC 3 minutes <3.5
20/60 minutes
A= dyed fabric, 10% omf Bayprotect Cl, x gm/L sodium sulphate, citric acid to pH<3.5
Figure 4.2 Aftertreatments with Bayprotect Cl (exhaust application)
4.3.1. Exhaust method of application
CI Leuco Sulphur Black 1 dyed fabrics (reduced with Diresul RAD) were treated with
liquor containing 10% omf Bayprotect Cl and a pH <3.5 was maintained with citric
acid. In order to determine the effect of electrolyte on the exhaustion properties of
anionic tannin, 100 g/L sodium sulphate was added. The effects of time were also
evaluated by treating the fabrics for two different time intervals that are 20 and 60
minutes. The samples along with the liquor were treated at 98oC for either 20/60
minutes with liquor to goods ratio of 10:1. The exhaust application method is shown in
Figure 4.2.
98oC
98oC
98oC
98oC
20oC
20oC
20oC
20oC
4oC/min
4oC/min
25oC
25oC
25oC
25oC
A
A
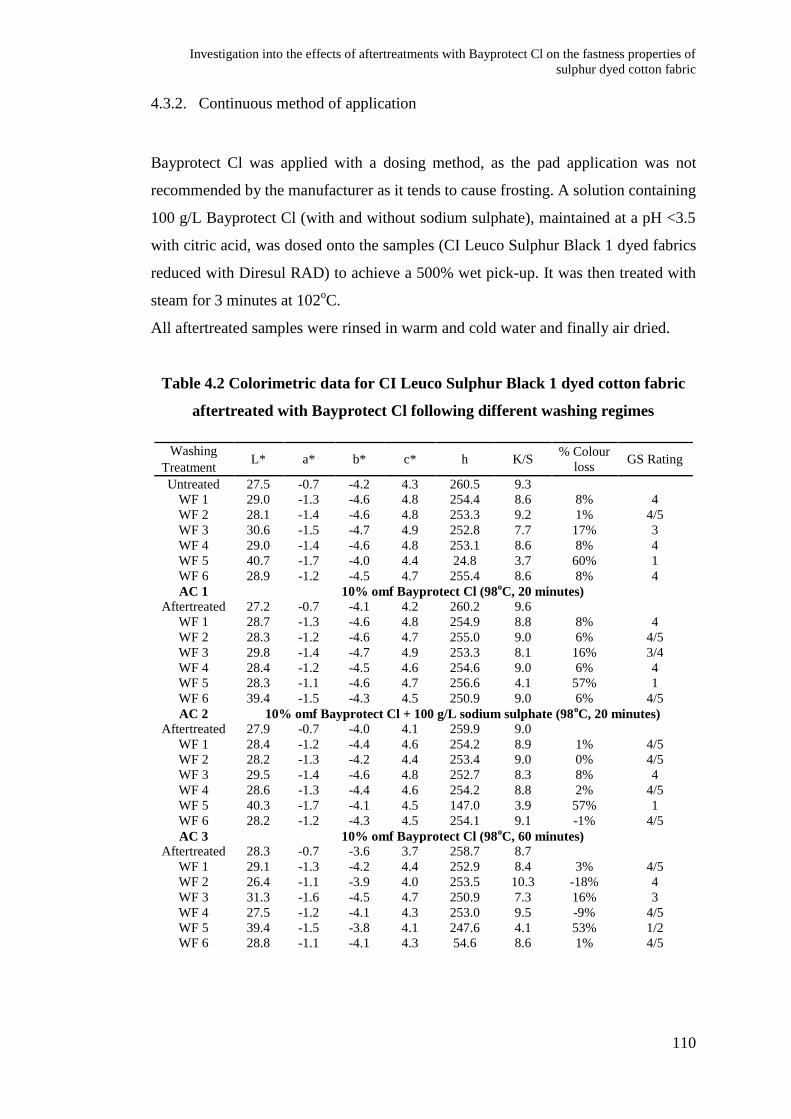
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
110
4.3.2. Continuous method of application
Bayprotect Cl was applied with a dosing method, as the pad application was not
recommended by the manufacturer as it tends to cause frosting. A solution containing
100 g/L Bayprotect Cl (with and without sodium sulphate), maintained at a pH <3.5
with citric acid, was dosed onto the samples (CI Leuco Sulphur Black 1 dyed fabrics
reduced with Diresul RAD) to achieve a 500% wet pick-up. It was then treated with
steam for 3 minutes at 102oC.
All aftertreated samples were rinsed in warm and cold water and finally air dried.
Table 4.2 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl following different washing regimes
Washing L* a* b* c* h K/S
% Colour
loss GS Rating
Treatment
Untreated 27.5 -0.7 -4.2 4.3 260.5 9.3
WF 1 29.0 -1.3 -4.6 4.8 254.4 8.6 8% 4
WF 2 28.1 -1.4 -4.6 4.8 253.3 9.2 1% 4/5
WF 3 30.6 -1.5 -4.7 4.9 252.8 7.7 17% 3
WF 4 29.0 -1.4 -4.6 4.8 253.1 8.6 8% 4
WF 5 40.7 -1.7 -4.0 4.4 24.8 3.7 60% 1
WF 6 28.9 -1.2 -4.5 4.7 255.4 8.6 8% 4
AC 1 10% omf Bayprotect Cl (98oC, 20 minutes)
Aftertreated 27.2 -0.7 -4.1 4.2 260.2 9.6
WF 1 28.7 -1.3 -4.6 4.8 254.9 8.8 8% 4
WF 2 28.3 -1.2 -4.6 4.7 255.0 9.0 6% 4/5
WF 3 29.8 -1.4 -4.7 4.9 253.3 8.1 16% 3/4
WF 4 28.4 -1.2 -4.5 4.6 254.6 9.0 6% 4
WF 5 28.3 -1.1 -4.6 4.7 256.6 4.1 57% 1
WF 6 39.4 -1.5 -4.3 4.5 250.9 9.0 6% 4/5
AC 2 10% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 27.9 -0.7 -4.0 4.1 259.9 9.0
WF 1 28.4 -1.2 -4.4 4.6 254.2 8.9 1% 4/5
WF 2 28.2 -1.3 -4.2 4.4 253.4 9.0 0% 4/5
WF 3 29.5 -1.4 -4.6 4.8 252.7 8.3 8% 4
WF 4 28.6 -1.3 -4.4 4.6 254.2 8.8 2% 4/5
WF 5 40.3 -1.7 -4.1 4.5 147.0 3.9 57% 1
WF 6 28.2 -1.2 -4.3 4.5 254.1 9.1 -1% 4/5
AC 3 10% omf Bayprotect Cl (98oC, 60 minutes)
Aftertreated 28.3 -0.7 -3.6 3.7 258.7 8.7
WF 1 29.1 -1.3 -4.2 4.4 252.9 8.4 3% 4/5
WF 2 26.4 -1.1 -3.9 4.0 253.5 10.3 -18% 4
WF 3 31.3 -1.6 -4.5 4.7 250.9 7.3 16% 3
WF 4 27.5 -1.2 -4.1 4.3 253.0 9.5 -9% 4/5
WF 5 39.4 -1.5 -3.8 4.1 247.6 4.1 53% 1/2
WF 6 28.8 -1.1 -4.1 4.3 54.6 8.6 1% 4/5
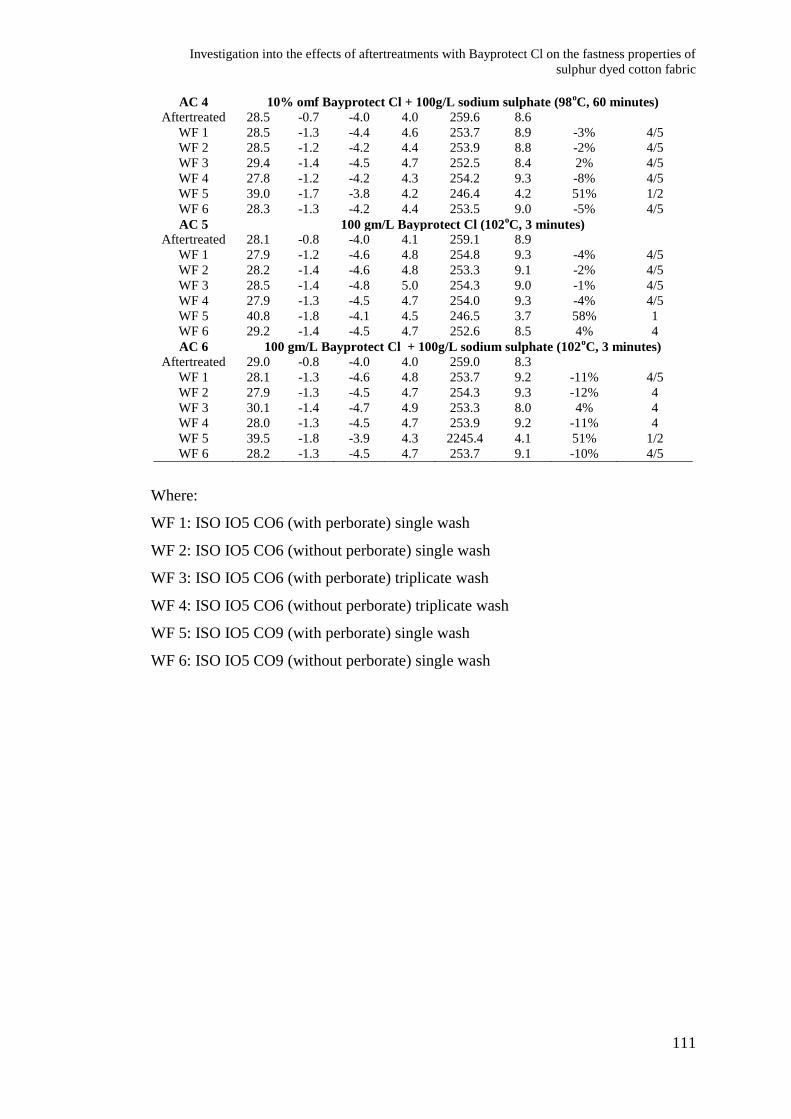
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
111
AC 4 10% omf Bayprotect Cl + 100g/L sodium sulphate (98oC, 60 minutes)
Aftertreated 28.5 -0.7 -4.0 4.0 259.6 8.6
WF 1 28.5 -1.3 -4.4 4.6 253.7 8.9 -3% 4/5
WF 2 28.5 -1.2 -4.2 4.4 253.9 8.8 -2% 4/5
WF 3 29.4 -1.4 -4.5 4.7 252.5 8.4 2% 4/5
WF 4 27.8 -1.2 -4.2 4.3 254.2 9.3 -8% 4/5
WF 5 39.0 -1.7 -3.8 4.2 246.4 4.2 51% 1/2
WF 6 28.3 -1.3 -4.2 4.4 253.5 9.0 -5% 4/5
AC 5 100 gm/L Bayprotect Cl (102oC, 3 minutes)
Aftertreated 28.1 -0.8 -4.0 4.1 259.1 8.9
WF 1 27.9 -1.2 -4.6 4.8 254.8 9.3 -4% 4/5
WF 2 28.2 -1.4 -4.6 4.8 253.3 9.1 -2% 4/5
WF 3 28.5 -1.4 -4.8 5.0 254.3 9.0 -1% 4/5
WF 4 27.9 -1.3 -4.5 4.7 254.0 9.3 -4% 4/5
WF 5 40.8 -1.8 -4.1 4.5 246.5 3.7 58% 1
WF 6 29.2 -1.4 -4.5 4.7 252.6 8.5 4% 4
AC 6 100 gm/L Bayprotect Cl + 100g/L sodium sulphate (102oC, 3 minutes)
Aftertreated 29.0 -0.8 -4.0 4.0 259.0 8.3
WF 1 28.1 -1.3 -4.6 4.8 253.7 9.2 -11% 4/5
WF 2 27.9 -1.3 -4.5 4.7 254.3 9.3 -12% 4
WF 3 30.1 -1.4 -4.7 4.9 253.3 8.0 4% 4
WF 4 28.0 -1.3 -4.5 4.7 253.9 9.2 -11% 4
WF 5 39.5 -1.8 -3.9 4.3 2245.4 4.1 51% 1/2
WF 6 28.2 -1.3 -4.5 4.7 253.7 9.1 -10% 4/5
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 2: ISO IO5 CO6 (without perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 4: ISO IO5 CO6 (without perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
WF 6: ISO IO5 CO9 (without perborate) single wash
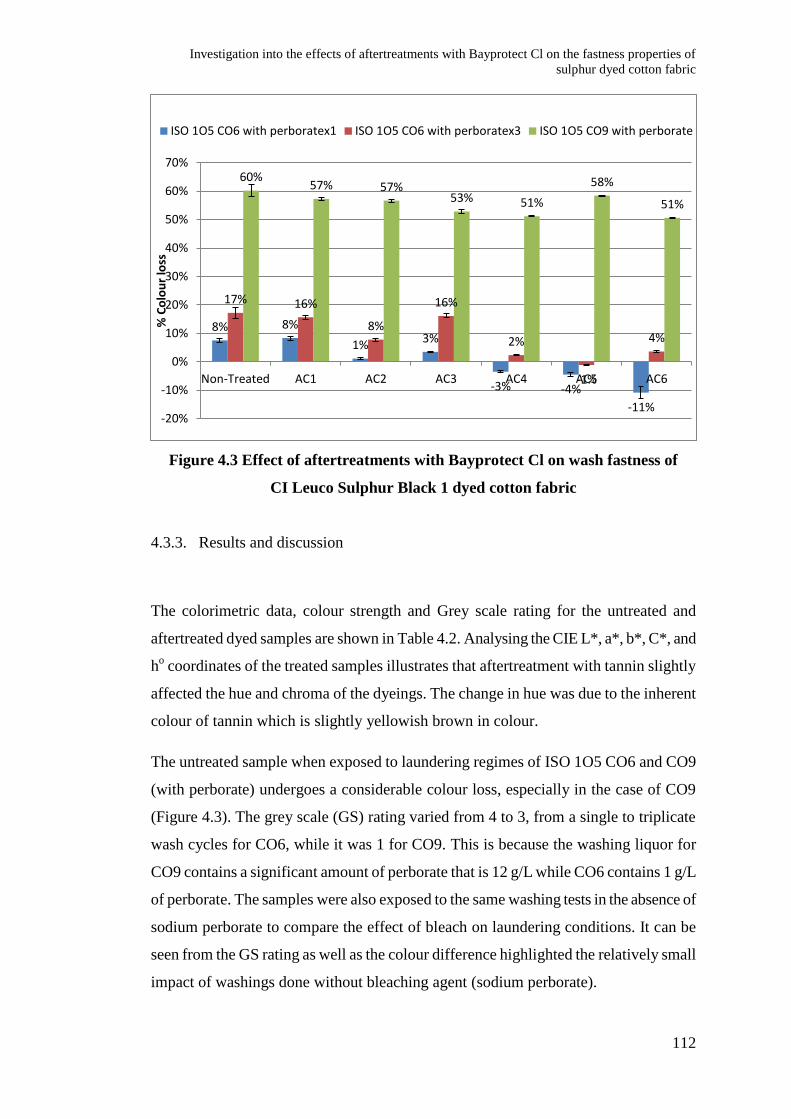
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
112
Figure 4.3 Effect of aftertreatments with Bayprotect Cl on wash fastness of
CI Leuco Sulphur Black 1 dyed cotton fabric
4.3.3. Results and discussion
The colorimetric data, colour strength and Grey scale rating for the untreated and
aftertreated dyed samples are shown in Table 4.2. Analysing the CIE L*, a*, b*, C*, and
ho coordinates of the treated samples illustrates that aftertreatment with tannin slightly
affected the hue and chroma of the dyeings. The change in hue was due to the inherent
colour of tannin which is slightly yellowish brown in colour.
The untreated sample when exposed to laundering regimes of ISO 1O5 CO6 and CO9
(with perborate) undergoes a considerable colour loss, especially in the case of CO9
(Figure 4.3). The grey scale (GS) rating varied from 4 to 3, from a single to triplicate
wash cycles for CO6, while it was 1 for CO9. This is because the washing liquor for
CO9 contains a significant amount of perborate that is 12 g/L while CO6 contains 1 g/L
of perborate. The samples were also exposed to the same washing tests in the absence of
sodium perborate to compare the effect of bleach on laundering conditions. It can be
seen from the GS rating as well as the colour difference highlighted the relatively small
impact of washings done without bleaching agent (sodium perborate).
8% 8%
1% 3%
-3% -4%
-11%
17% 16%
8%
16%
2%
-1%
4%
60% 57% 57%
53% 51%
58%
51%
-20%
-10%
0%
10%
20%
30%
40%
50%
60%
70%
Non-Treated AC1 AC2 AC3 AC4 AC5 AC6
% C
olo
ur
loss
ISO 1O5 CO6 with perboratex1 ISO 1O5 CO6 with perboratex3 ISO 1O5 CO9 with perborate
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
113
From the data it is apparent that the samples treated with sodium sulphate showed better
protecting effect of Bayprotect Cl than those without sodium sulphate as observed in
AC1 and AC2. It can be postulated that Na2SO4 would have dissociated into Na+ and
SO4−
ions in water. The negatively charged tannin ions might have been attracted into
the cellulosic fabric which was covered with positively charged sodium ions thus
facilitating the exhaustion of tannin into the fabric.
Comparison of AC 1 and AC 2, which were given the same conditions (treated at boil
for 20 minutes) except for the addition of sodium sulphate, shows that in the presence of
sodium sulphate (AC 2) there is less fading of the dyed fabric for the CO6 treatments for
both single and triplicate wash cycles. However, there is not a substantial change in case
of CO9 if the GS rating is considered, as it is “1” for both. The colour strength of the
dyed and aftertreated fabric for AC 1 is slightly increased while that for AC 2 was
reduced as compared to untreated sample. The reason for increased colour strength
could possibly be slight fibrillation of the surface, resulting in an exposure of the sub-
surface of the dyed fabric with higher content of the dye. However, the reduced colour
strength for AC 2 may possibly be due to the removal of surface dye with the finishing
liquor containing Bayprotect Cl and sodium sulphate. There is no considerable
difference in hue or chroma of the fabrics under these application conditions.
Examination of the AC 3 and AC 4 samples, for which the application duration of
aftertreatment has been increased from 20 to 60 minutes while the rest of the conditions
remained the same, it can be seen that AC 4 showed less colour loss than AC 3.
Nevertheless, when compared to AC 2 there was a slight improvement in CO9
performance which increased to a GS rating of 1-2. On the other hand, the extended
treatment had an influence on the hue and chroma of the treated sample which can be
viewed from the decreased c and h values.
Examination of the continuous pad-steam AC 5 and AC 6 samples shows that AC 5
seems to be more effective when considering CO6 treatment, as the GS rating is 4-5
even after 3 wash cycles but AC 6 showed an increased protective effect in terms of WF
5 giving a slight increase to GS rating from 1 to 1-2. However, AC 5 offers almost the
same reduction in percentage colour loss as AC 2 for WF 5. Further, slight changes in
hue and chroma of the aftertreated samples could be observed compared to the untreated
dyed fabric. As seen in Table 4.2, AC 5 and AC 6 samples tend to be greener and also
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
114
portray reduced chroma when compared to untreated sample, hence the use of exhaust
method of application was preferred over continuous method.
It can be observed that in some cases, the colour strength of the aftertreated samples is
increased after laundering resulting in negative colour loss. One reason for this
observation could possibly be the coating of aftertreated sample with the finishing agent
resulting in reduced colour strength. This aftertreated sample when exposed to
laundering caused the removal of the finish and leaving the fabric with increased colour
strength. The reason for increased colour strength after laundering could conceivably be
slight fibrillation of the surface, resulting in an exposure of the sub-surface of the dyed
and aftertreated fabric with higher content of the dye.
4.3.4. Summary
The results of the preliminary experiments indicate that the presence of sodium sulphate
is more important in the case of the exhaust process than that of the continuous process.
Aftertreatment with chemical exhaustion over 20 minutes produced better resistance to
washing with minor impact on hue and chroma while treatment for 60 minutes affects
the chroma and hue. Taking into consideration the conservation of energy, AC 2 is a
better option than AC 4 as the duration of treatment is reduced to one third. On the basis
of these observations, AC 2 with 10% omf Bayprotect Cl, 100 g/L sodium sulphate and
an exhaustion time over 20 minutes were taken as the basis for further work examining
the application of Bayprotect Cl as protective agent on cotton fabric dyed with sulphur
dyes.
4.4. Effects of varying concentrations of Bayprotect Cl in the presence/absence of
sodium sulphate
In order to determine the optimum conditions for the application of Bayprotect Cl on
sulphur dyed fabric, the samples were treated with various concentrations of tannin with
and without co-application of sodium sulphate to determine the optimum combination
capable of producing maximum resistance against oxidative bleaching.
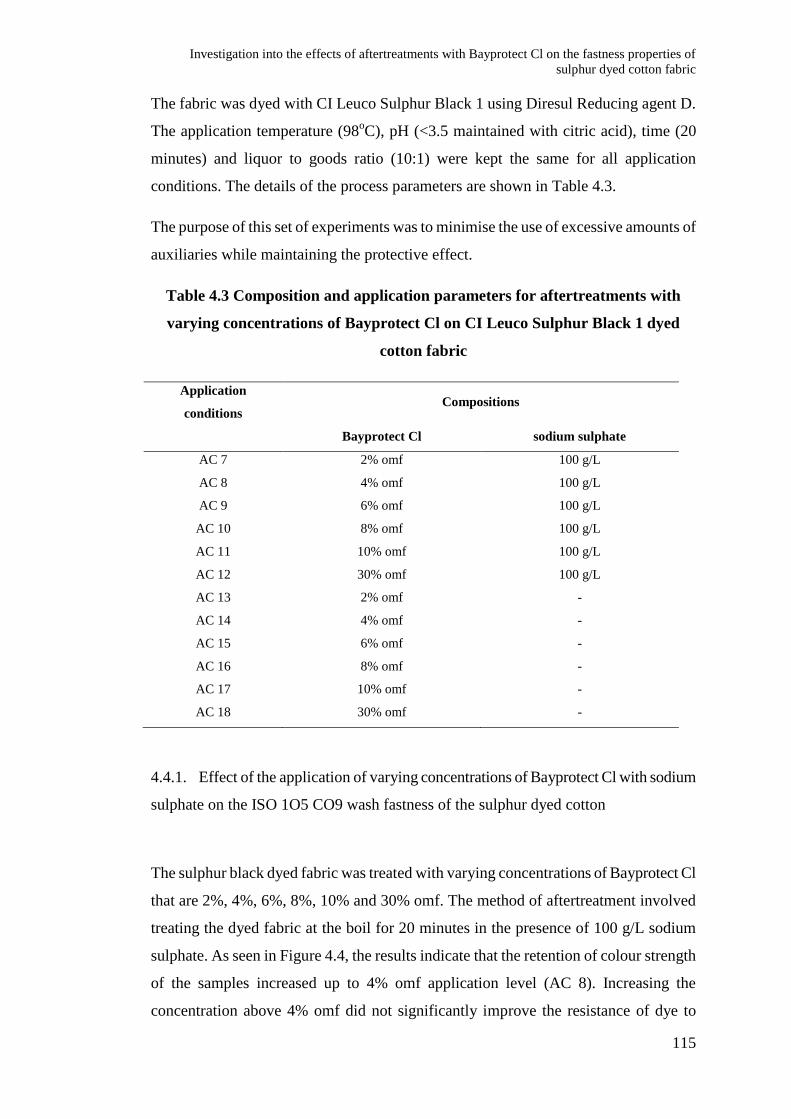
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
115
The fabric was dyed with CI Leuco Sulphur Black 1 using Diresul Reducing agent D.
The application temperature (98oC), pH (<3.5 maintained with citric acid), time (20
minutes) and liquor to goods ratio (10:1) were kept the same for all application
conditions. The details of the process parameters are shown in Table 4.3.
The purpose of this set of experiments was to minimise the use of excessive amounts of
auxiliaries while maintaining the protective effect.
Table 4.3 Composition and application parameters for aftertreatments with
varying concentrations of Bayprotect Cl on CI Leuco Sulphur Black 1 dyed
cotton fabric
Application
conditions Compositions
Bayprotect Cl sodium sulphate
AC 7 2% omf 100 g/L
AC 8 4% omf 100 g/L
AC 9 6% omf 100 g/L
AC 10 8% omf 100 g/L
AC 11 10% omf 100 g/L
AC 12 30% omf 100 g/L
AC 13 2% omf -
AC 14 4% omf -
AC 15 6% omf -
AC 16 8% omf -
AC 17 10% omf -
AC 18 30% omf -
4.4.1. Effect of the application of varying concentrations of Bayprotect Cl with sodium
sulphate on the ISO 1O5 CO9 wash fastness of the sulphur dyed cotton
The sulphur black dyed fabric was treated with varying concentrations of Bayprotect Cl
that are 2%, 4%, 6%, 8%, 10% and 30% omf. The method of aftertreatment involved
treating the dyed fabric at the boil for 20 minutes in the presence of 100 g/L sodium
sulphate. As seen in Figure 4.4, the results indicate that the retention of colour strength
of the samples increased up to 4% omf application level (AC 8). Increasing the
concentration above 4% omf did not significantly improve the resistance of dye to
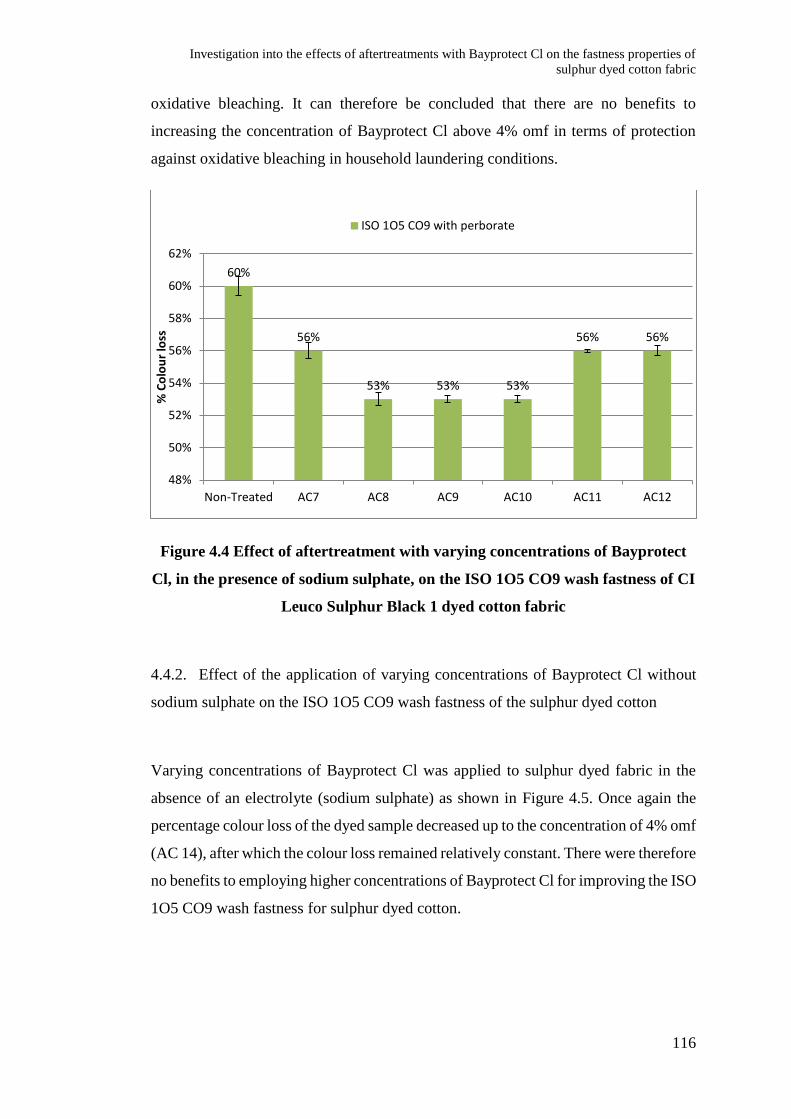
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
116
oxidative bleaching. It can therefore be concluded that there are no benefits to
increasing the concentration of Bayprotect Cl above 4% omf in terms of protection
against oxidative bleaching in household laundering conditions.
Figure 4.4 Effect of aftertreatment with varying concentrations of Bayprotect
Cl, in the presence of sodium sulphate, on the ISO 1O5 CO9 wash fastness of CI
Leuco Sulphur Black 1 dyed cotton fabric
4.4.2. Effect of the application of varying concentrations of Bayprotect Cl without
sodium sulphate on the ISO 1O5 CO9 wash fastness of the sulphur dyed cotton
Varying concentrations of Bayprotect Cl was applied to sulphur dyed fabric in the
absence of an electrolyte (sodium sulphate) as shown in Figure 4.5. Once again the
percentage colour loss of the dyed sample decreased up to the concentration of 4% omf
(AC 14), after which the colour loss remained relatively constant. There were therefore
no benefits to employing higher concentrations of Bayprotect Cl for improving the ISO
1O5 CO9 wash fastness for sulphur dyed cotton.
60%
56%
53% 53% 53%
56% 56%
48%
50%
52%
54%
56%
58%
60%
62%
Non-Treated AC7 AC8 AC9 AC10 AC11 AC12
% C
olo
ur
loss
ISO 1O5 CO9 with perborate
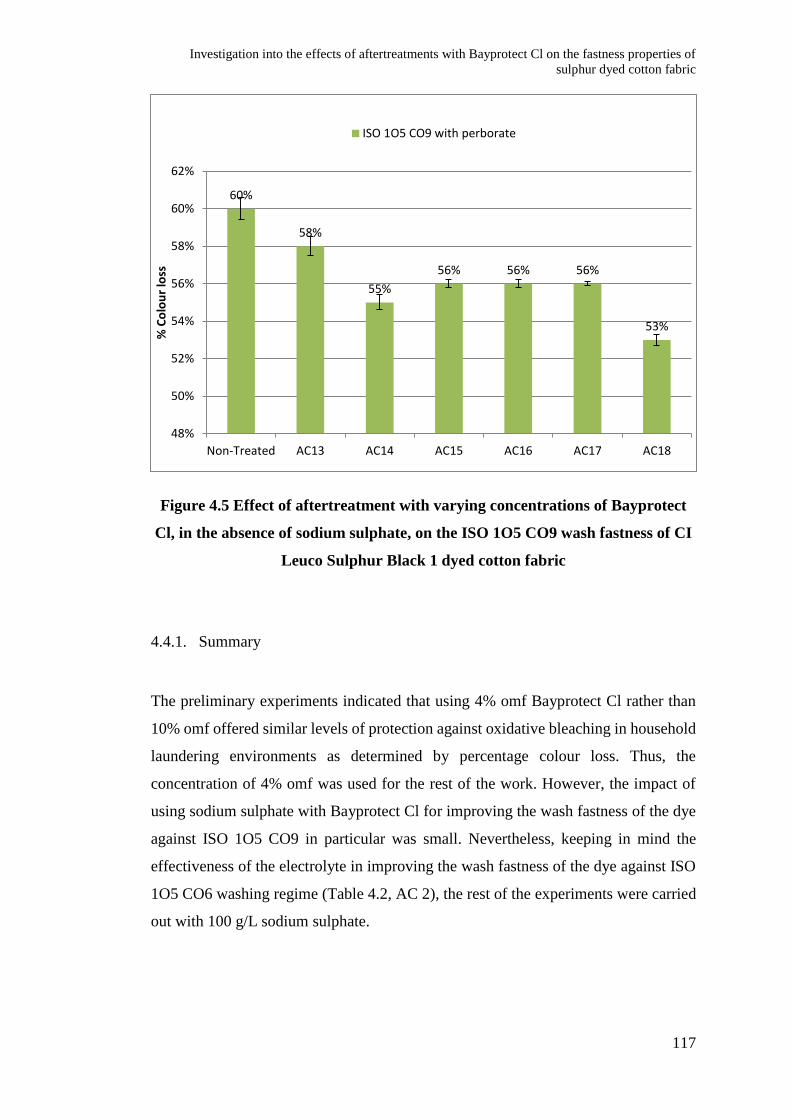
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
117
Figure 4.5 Effect of aftertreatment with varying concentrations of Bayprotect
Cl, in the absence of sodium sulphate, on the ISO 1O5 CO9 wash fastness of CI
Leuco Sulphur Black 1 dyed cotton fabric
4.4.1. Summary
The preliminary experiments indicated that using 4% omf Bayprotect Cl rather than
10% omf offered similar levels of protection against oxidative bleaching in household
laundering environments as determined by percentage colour loss. Thus, the
concentration of 4% omf was used for the rest of the work. However, the impact of
using sodium sulphate with Bayprotect Cl for improving the wash fastness of the dye
against ISO 1O5 CO9 in particular was small. Nevertheless, keeping in mind the
effectiveness of the electrolyte in improving the wash fastness of the dye against ISO
1O5 CO6 washing regime (Table 4.2, AC 2), the rest of the experiments were carried
out with 100 g/L sodium sulphate.
60%
58%
55%
56% 56% 56%
53%
48%
50%
52%
54%
56%
58%
60%
62%
Non-Treated AC13 AC14 AC15 AC16 AC17 AC18
% C
olo
ur
loss
ISO 1O5 CO9 with perborate
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
118
4.5. Effects of varying temperatures on the exhaust application of Bayprotect Cl and
sodium sulphate
Initial experiments lead to the observation that the combined application of Bayprotect
Cl and 100 g/L sodium sulphate produced an improvement in the wash fastness of
sulphur dyed cotton fabric. In order to further optimise the process, the effect of varying
application temperatures on the resistance of the colour against fading was assessed.
The compositions and the application parameters are outlined in Table 4.4.
The cotton fabric was dyed with CI Leuco Sulphur Black 1 using the biodegradable
(Diresul Reducing Agent D) and conventional (sodium sulphide) reducing systems. The
colorimetric data for the two systems are illustrated in Table 4.5 and Table 4.6,
respectively. The effects of varying application temperatures of Bayprotect Cl on
percentage colour loss of CI Leuco Sulphur Black 1 dyed cotton fabric are shown in
Figure 4.6 and Figure 4.7.
Table 4.4 Composition and application parameters for aftertreatments with
Bayprotect Cl (at varying temperatures) on CI Leuco Sulphur Black 1 dyed
cotton fabric
Exhaust application
Compositions
L:R
Temperature
Time
pH
Bayprotect Cl Sodium sulphate
AC 19 4% omf 100 g/L 10:1 40oC
20
minutes
<3.5
(citric acid)
AC 20 4% omf 100 g/L 10:1 60oC
20
minutes
<3.5
(citric acid)
AC 21 4% omf 100 g/L 10:1 80oC
20
minutes
<3.5
(citric acid)
AC 22 4% omf 100 g/L 10:1 98oC
20
minutes
<3.5
(citric acid)
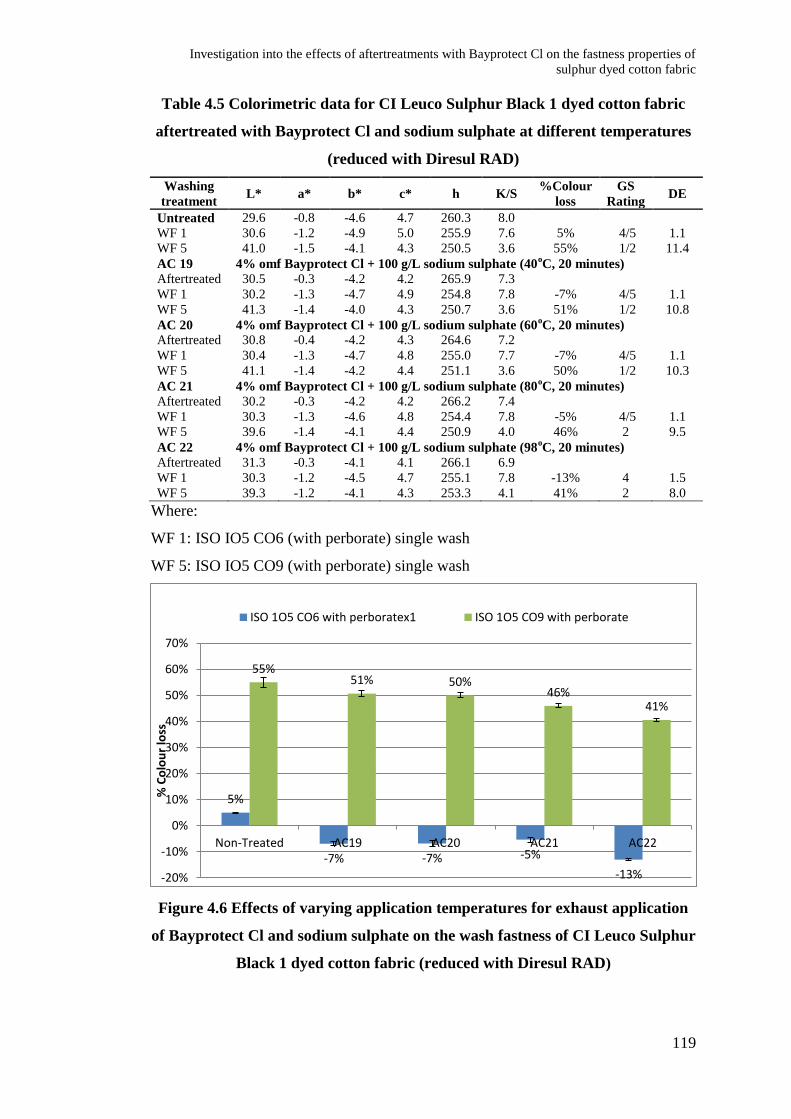
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
119
Table 4.5 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl and sodium sulphate at different temperatures
(reduced with Diresul RAD)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 29.6 -0.8 -4.6 4.7 260.3 8.0
WF 1 30.6 -1.2 -4.9 5.0 255.9 7.6 5% 4/5 1.1
WF 5 41.0 -1.5 -4.1 4.3 250.5 3.6 55% 1/2 11.4
AC 19 4% omf Bayprotect Cl + 100 g/L sodium sulphate (40oC, 20 minutes)
Aftertreated 30.5 -0.3 -4.2 4.2 265.9 7.3
WF 1 30.2 -1.3 -4.7 4.9 254.8 7.8 -7% 4/5 1.1
WF 5 41.3 -1.4 -4.0 4.3 250.7 3.6 51% 1/2 10.8
AC 20 4% omf Bayprotect Cl + 100 g/L sodium sulphate (60oC, 20 minutes)
Aftertreated 30.8 -0.4 -4.2 4.3 264.6 7.2
WF 1 30.4 -1.3 -4.7 4.8 255.0 7.7 -7% 4/5 1.1
WF 5 41.1 -1.4 -4.2 4.4 251.1 3.6 50% 1/2 10.3
AC 21 4% omf Bayprotect Cl + 100 g/L sodium sulphate (80oC, 20 minutes)
Aftertreated 30.2 -0.3 -4.2 4.2 266.2 7.4
WF 1 30.3 -1.3 -4.6 4.8 254.4 7.8 -5% 4/5 1.1
WF 5 39.6 -1.4 -4.1 4.4 250.9 4.0 46% 2 9.5
AC 22 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 31.3 -0.3 -4.1 4.1 266.1 6.9
WF 1 30.3 -1.2 -4.5 4.7 255.1 7.8 -13% 4 1.5
WF 5 39.3 -1.2 -4.1 4.3 253.3 4.1 41% 2 8.0
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Figure 4.6 Effects of varying application temperatures for exhaust application
of Bayprotect Cl and sodium sulphate on the wash fastness of CI Leuco Sulphur
Black 1 dyed cotton fabric (reduced with Diresul RAD)
5%
-7% -7% -5%
-13%
55% 51% 50%
46% 41%
-20%
-10%
0%
10%
20%
30%
40%
50%
60%
70%
Non-Treated AC19 AC20 AC21 AC22
% C
olo
ur
loss
ISO 1O5 CO6 with perboratex1 ISO 1O5 CO9 with perborate
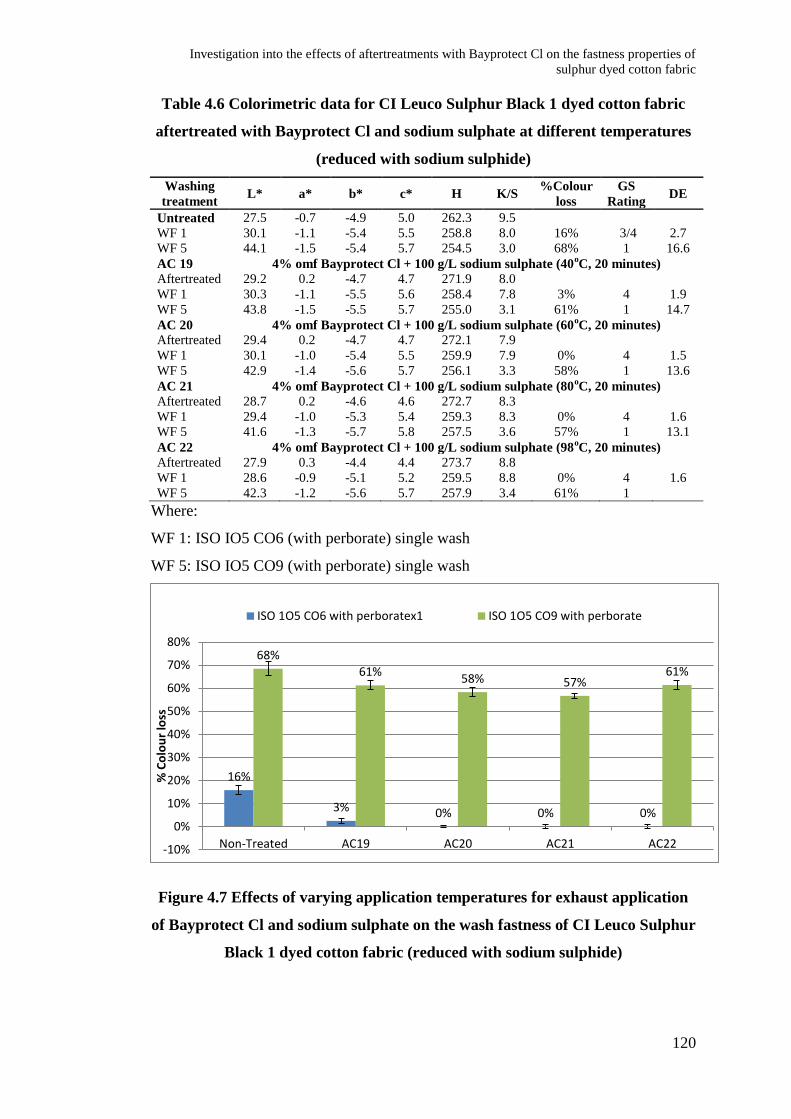
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
120
Table 4.6 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Bayprotect Cl and sodium sulphate at different temperatures
(reduced with sodium sulphide)
Washing
treatment L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 27.5 -0.7 -4.9 5.0 262.3 9.5
WF 1 30.1 -1.1 -5.4 5.5 258.8 8.0 16% 3/4 2.7
WF 5 44.1 -1.5 -5.4 5.7 254.5 3.0 68% 1 16.6
AC 19 4% omf Bayprotect Cl + 100 g/L sodium sulphate (40oC, 20 minutes)
Aftertreated 29.2 0.2 -4.7 4.7 271.9 8.0
WF 1 30.3 -1.1 -5.5 5.6 258.4 7.8 3% 4 1.9
WF 5 43.8 -1.5 -5.5 5.7 255.0 3.1 61% 1 14.7
AC 20 4% omf Bayprotect Cl + 100 g/L sodium sulphate (60oC, 20 minutes)
Aftertreated 29.4 0.2 -4.7 4.7 272.1 7.9
WF 1 30.1 -1.0 -5.4 5.5 259.9 7.9 0% 4 1.5
WF 5 42.9 -1.4 -5.6 5.7 256.1 3.3 58% 1 13.6
AC 21 4% omf Bayprotect Cl + 100 g/L sodium sulphate (80oC, 20 minutes)
Aftertreated 28.7 0.2 -4.6 4.6 272.7 8.3
WF 1 29.4 -1.0 -5.3 5.4 259.3 8.3 0% 4 1.6
WF 5 41.6 -1.3 -5.7 5.8 257.5 3.6 57% 1 13.1
AC 22 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 27.9 0.3 -4.4 4.4 273.7 8.8
WF 1 28.6 -0.9 -5.1 5.2 259.5 8.8 0% 4 1.6
WF 5 42.3 -1.2 -5.6 5.7 257.9 3.4 61% 1
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Figure 4.7 Effects of varying application temperatures for exhaust application
of Bayprotect Cl and sodium sulphate on the wash fastness of CI Leuco Sulphur
Black 1 dyed cotton fabric (reduced with sodium sulphide)
16%
3% 0% 0% 0%
68% 61%
58% 57% 61%
-10%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Non-Treated AC19 AC20 AC21 AC22
% C
olo
ur
loss
ISO 1O5 CO6 with perboratex1 ISO 1O5 CO9 with perborate
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
121
4.5.1. Summary
The colorimetric data presented in Table 4.5 and table 4.6 indicates that the protective
effect of Bayprotect Cl (in terms of percentage colour loss for ISO 1O5 CO9 washing
system) increases initially as the application temperature increases from 40oC to 60
oC.
In case of cotton fabric reduced with Diresul RAD, the colour loss of the dyed fabric is
concomitantly reduced with the increasing temperature (Figure 4.6). However, for
cotton fabric dyed with sodium sulphide, lower percentage colour loss may be achieved
when applying Bayprotect Cl at 80oC instead of at boil (98
oC). This is presumably due
to the fact that kinetic effects in the finish bath lead to increasing level of deposition of
Bayprotect Cl as the temperature increases from 40oC to 80
oC. At the boil however
dispersion rates are also increased leading to a lower level of application, as seen by a
reduction in protective effect (Figure 4.7).
This combination of kinetic and thermal effects has been well reported with direct dyes
and hence is presumed to also apply in the case of Bayprotect Cl. Generally, in exhaust
dyeing, the dyeing rate and the final exhaustion is influenced by the temperature and
chemicals such as salts and acids. Increasing temperature increases the rate of dyeing
and of dye migration. Taking an example of the application of direct dyes on cotton,
initially the exhaustion increases as the dyeing temperature increases. This is because
the increase in dyeing temperature causes the dye aggregates to breakup and more
individual molecules are available for penetration into the fibres. The exhaustion thus
increases with increasing temperature. Eventually, if there is no dye in its aggregated
form and the dyeing temperature increases further, then final exhaustion decreases with
increasing temperature [10].
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
122
4.6. Optimised parameters for the application of Bayprotect Cl on sulphur dyed
cotton fabric
According to the outcomes obtained from the investigations discussed above (sections
4.3, 4.4 and 4.5), the following parameters are achieved for improving the wash fastness
of CI Leuco Sulphur Black 1 dyed cotton fabric (reduced with Diresul Reducing agent
D) against ISO 1O5 CO6 and CO9 washing procedures:
Method of application: Exhaust;
Temperature: 80oC;
Time: 20 minutes;
Liquor to goods ratio: 10:1;
Concentration of electrolyte (sodium sulphate): 100 g/L;
Concentration of Bayprotect Cl: 4% omf;
pH (citric acid): less than 3.5.
4.7. Aftertreatment of sulphur dyed cotton fabrics with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
The aforementioned parameters (section 4.6) found to offer significant protection
against oxidative household laundering condition were adopted for the application of
Bayprotect Cl on cotton fabrics dyed with various sulphur dyes (5% omf) namely
Diresul Black RDT-LS LIQ 200 (CI Leuco Sulphur Black 1), Diresul Liquid Green
RDT-N (CI Leuco Sulphur Green 2), Diresul Liquid Blue RDT-G (CI Leuco Sulphur
Blue 7), Diresul Liquid Yellow RDT-E (CI Leuco Sulphur Yellow 22) and Diresul
Liquid Red RDT-BG (CI Leuco Sulphur Red 14). These dyes were reduced with the
biodegradable Diresul Reducing agent D (dyeing procedure discussed in section 3.4)
and the effects of the aftertreatments were evaluated for ISO 1O5 CO6 and ISO 1O5
CO9 washing (Table 4.7 to Table 4.11), crocking and light fastness (Table 4.12).
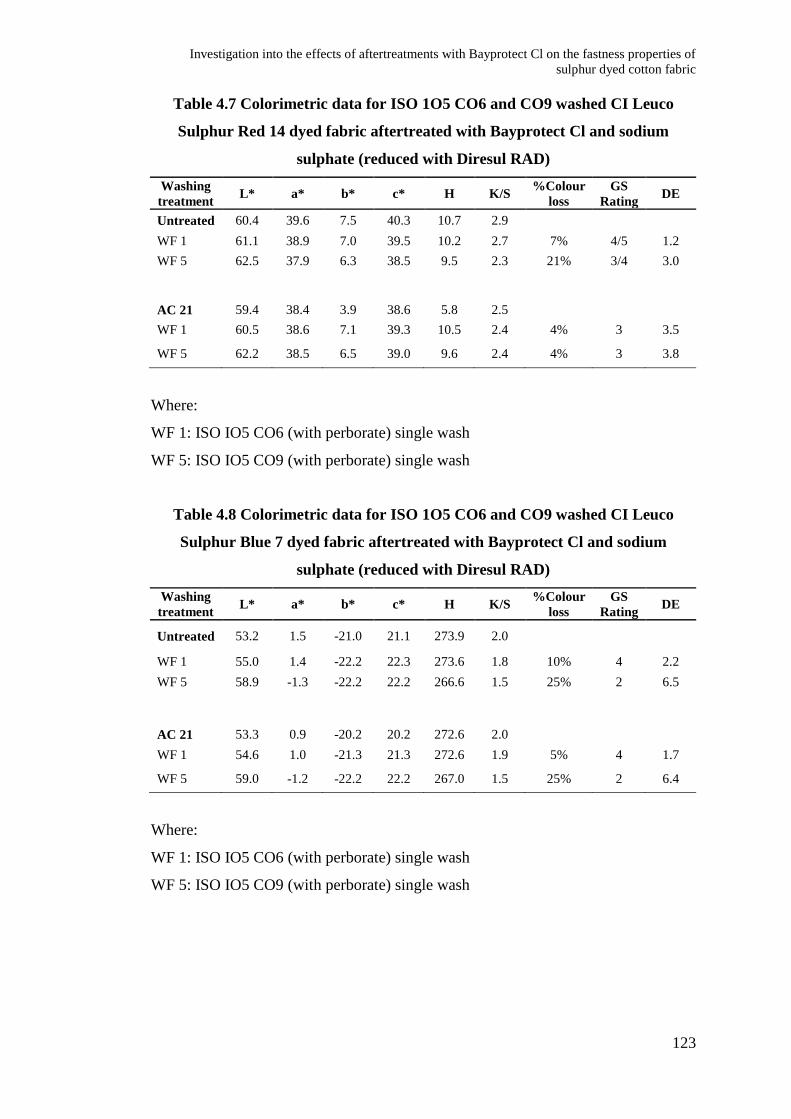
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
123
Table 4.7 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Red 14 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
Washing
treatment L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 60.4 39.6 7.5 40.3 10.7 2.9
WF 1 61.1 38.9 7.0 39.5 10.2 2.7 7% 4/5 1.2
WF 5 62.5 37.9 6.3 38.5 9.5 2.3 21% 3/4 3.0
AC 21 59.4 38.4 3.9 38.6 5.8 2.5
WF 1 60.5 38.6 7.1 39.3 10.5 2.4 4% 3 3.5
WF 5 62.2 38.5 6.5 39.0 9.6 2.4 4% 3 3.8
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 4.8 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Blue 7 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
Washing
treatment L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 53.2 1.5 -21.0 21.1 273.9 2.0
WF 1 55.0 1.4 -22.2 22.3 273.6 1.8 10% 4 2.2
WF 5 58.9 -1.3 -22.2 22.2 266.6 1.5 25% 2 6.5
AC 21 53.3 0.9 -20.2 20.2 272.6 2.0
WF 1 54.6 1.0 -21.3 21.3 272.6 1.9 5% 4 1.7
WF 5 59.0 -1.2 -22.2 22.2 267.0 1.5 25% 2 6.4
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
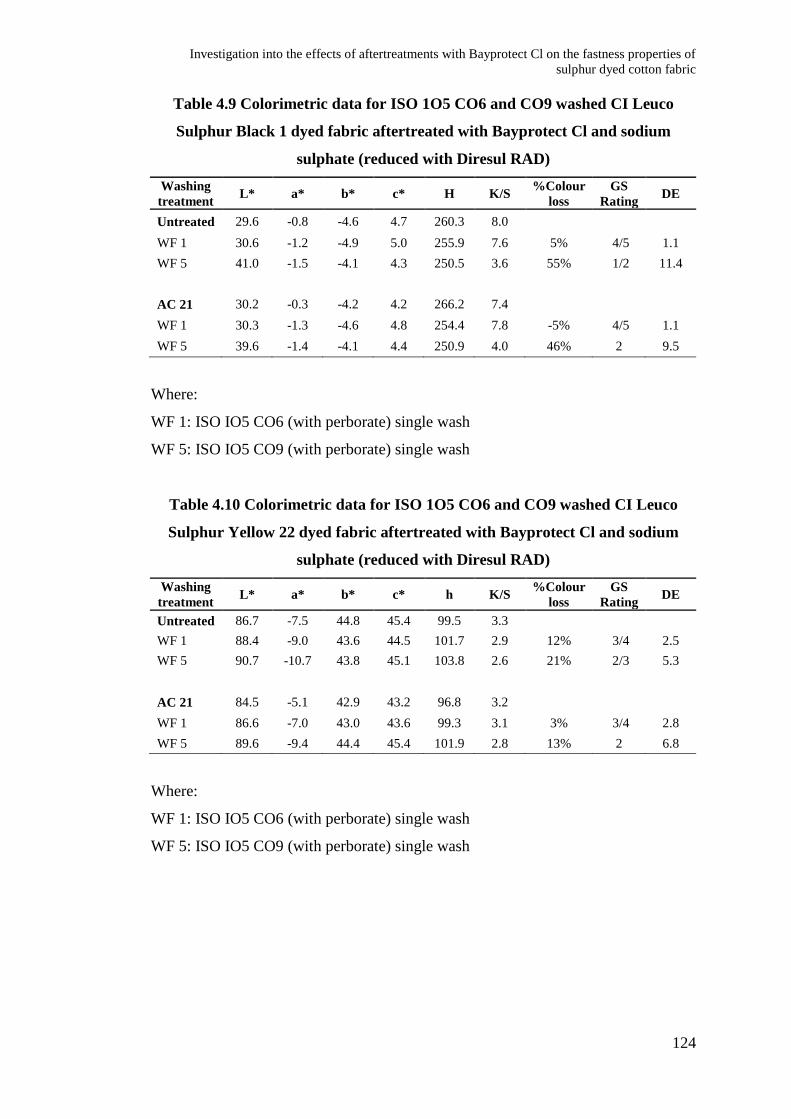
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
124
Table 4.9 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
Washing
treatment L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 29.6 -0.8 -4.6 4.7 260.3 8.0
WF 1 30.6 -1.2 -4.9 5.0 255.9 7.6 5% 4/5 1.1
WF 5 41.0 -1.5 -4.1 4.3 250.5 3.6 55% 1/2 11.4
AC 21 30.2 -0.3 -4.2 4.2 266.2 7.4
WF 1 30.3 -1.3 -4.6 4.8 254.4 7.8 -5% 4/5 1.1
WF 5 39.6 -1.4 -4.1 4.4 250.9 4.0 46% 2 9.5
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 4.10 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Yellow 22 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 86.7 -7.5 44.8 45.4 99.5 3.3
WF 1 88.4 -9.0 43.6 44.5 101.7 2.9 12% 3/4 2.5
WF 5 90.7 -10.7 43.8 45.1 103.8 2.6 21% 2/3 5.3
AC 21 84.5 -5.1 42.9 43.2 96.8 3.2
WF 1 86.6 -7.0 43.0 43.6 99.3 3.1 3% 3/4 2.8
WF 5 89.6 -9.4 44.4 45.4 101.9 2.8 13% 2 6.8
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
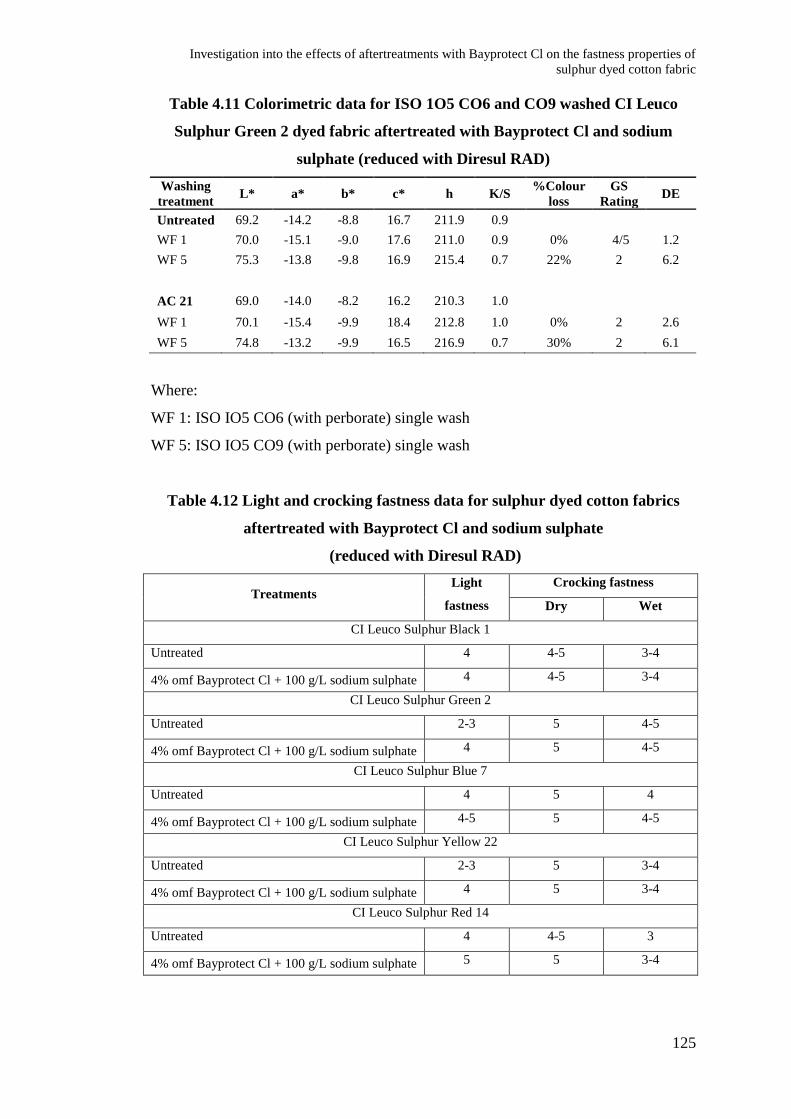
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
125
Table 4.11 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Green 2 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with Diresul RAD)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 69.2 -14.2 -8.8 16.7 211.9 0.9
WF 1 70.0 -15.1 -9.0 17.6 211.0 0.9 0% 4/5 1.2
WF 5 75.3 -13.8 -9.8 16.9 215.4 0.7 22% 2 6.2
AC 21 69.0 -14.0 -8.2 16.2 210.3 1.0
WF 1 70.1 -15.4 -9.9 18.4 212.8 1.0 0% 2 2.6
WF 5 74.8 -13.2 -9.9 16.5 216.9 0.7 30% 2 6.1
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 4.12 Light and crocking fastness data for sulphur dyed cotton fabrics
aftertreated with Bayprotect Cl and sodium sulphate
(reduced with Diresul RAD)
Treatments Light
fastness
Crocking fastness
Dry Wet
CI Leuco Sulphur Black 1
Untreated 4 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4 4-5 3-4
CI Leuco Sulphur Green 2
Untreated 2-3 5 4-5
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4 5 4-5
CI Leuco Sulphur Blue 7
Untreated 4 5 4
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4-5 5 4-5
CI Leuco Sulphur Yellow 22
Untreated 2-3 5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4 5 3-4
CI Leuco Sulphur Red 14
Untreated 4 4-5 3
4% omf Bayprotect Cl + 100 g/L sodium sulphate 5 5 3-4
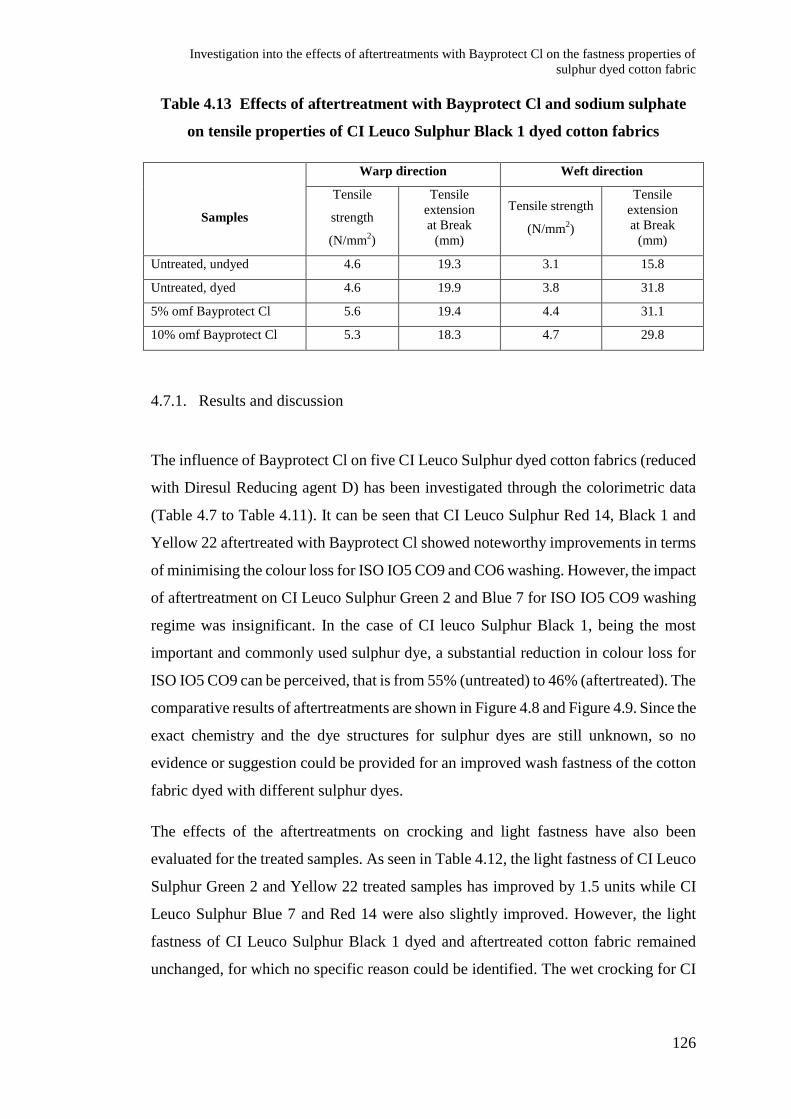
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
126
Table 4.13 Effects of aftertreatment with Bayprotect Cl and sodium sulphate
on tensile properties of CI Leuco Sulphur Black 1 dyed cotton fabrics
Samples
Warp direction Weft direction
Tensile
strength
(N/mm2)
Tensile
extension
at Break
(mm)
Tensile strength
(N/mm2)
Tensile
extension
at Break
(mm)
Untreated, undyed 4.6 19.3 3.1 15.8
Untreated, dyed 4.6 19.9 3.8 31.8
5% omf Bayprotect Cl 5.6 19.4 4.4 31.1
10% omf Bayprotect Cl 5.3 18.3 4.7 29.8
4.7.1. Results and discussion
The influence of Bayprotect Cl on five CI Leuco Sulphur dyed cotton fabrics (reduced
with Diresul Reducing agent D) has been investigated through the colorimetric data
(Table 4.7 to Table 4.11). It can be seen that CI Leuco Sulphur Red 14, Black 1 and
Yellow 22 aftertreated with Bayprotect Cl showed noteworthy improvements in terms
of minimising the colour loss for ISO IO5 CO9 and CO6 washing. However, the impact
of aftertreatment on CI Leuco Sulphur Green 2 and Blue 7 for ISO IO5 CO9 washing
regime was insignificant. In the case of CI leuco Sulphur Black 1, being the most
important and commonly used sulphur dye, a substantial reduction in colour loss for
ISO IO5 CO9 can be perceived, that is from 55% (untreated) to 46% (aftertreated). The
comparative results of aftertreatments are shown in Figure 4.8 and Figure 4.9. Since the
exact chemistry and the dye structures for sulphur dyes are still unknown, so no
evidence or suggestion could be provided for an improved wash fastness of the cotton
fabric dyed with different sulphur dyes.
The effects of the aftertreatments on crocking and light fastness have also been
evaluated for the treated samples. As seen in Table 4.12, the light fastness of CI Leuco
Sulphur Green 2 and Yellow 22 treated samples has improved by 1.5 units while CI
Leuco Sulphur Blue 7 and Red 14 were also slightly improved. However, the light
fastness of CI Leuco Sulphur Black 1 dyed and aftertreated cotton fabric remained
unchanged, for which no specific reason could be identified. The wet crocking for CI

Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
127
Leuco Sulphur Blue 7 and Red 14 has increased by half a unit, however, the treatment
did not greatly improve the dry crocking of the dyed fabrics.
The effect of aftertreatment with tannin on light fastness of sulphur dye cotton fabric
can be explained by the study done by Cristea [11]. The anti-oxidants also called
oxidation inhibitors are the organic compounds that are added to oxidisable organic
materials to inhibit auto-oxidation. Some examples of effective antioxidants include
hindered phenols, secondary aromatic amines and hindered amines. They can be broadly
classified into two classes depending upon the mechanism of function, namely radical
trapping (chain breaking) or peroxide decomposing. Gallic acid and its esters and
vegetal polyphenols can be categorised as radical trapping antioxidants while citric acid
can be cited as metal chelating antioxidant [11]. Some investigations into the effects of
aftertreatments with antioxidants on the light fastness of cotton fabric dyed with natural
dyes demonstrated some benefits. The objective of the study was to evaluate the effects
of commonly used antioxidants and UV absorbers on the light fastness of the dyed
fabrics. Aftertreatments with these reagents were found to improve the light fastness of
the dyes where gallic acid and vitamin C were the most effective of all [11]. This is
commensurate with the fact that Bayprotect Cl also belongs to a class of polyphenols
and antioxidants. It is expected to form some bonds either with the cotton substrate or
the dye which eventually leads to UV protection and an increased light fastness.
On treating CI Leuco Sulphur Black 1 dyed fabric with Bayprotect Cl, the tensile
strength of the aftertreated samples was slightly increased as listed in Table 4.13. This is
probably due to the higher physical interactions between the phenolic hydroxyl groups
of tannin based Bayprotect Cl and carboxylic acid groups of the cotton fabric.
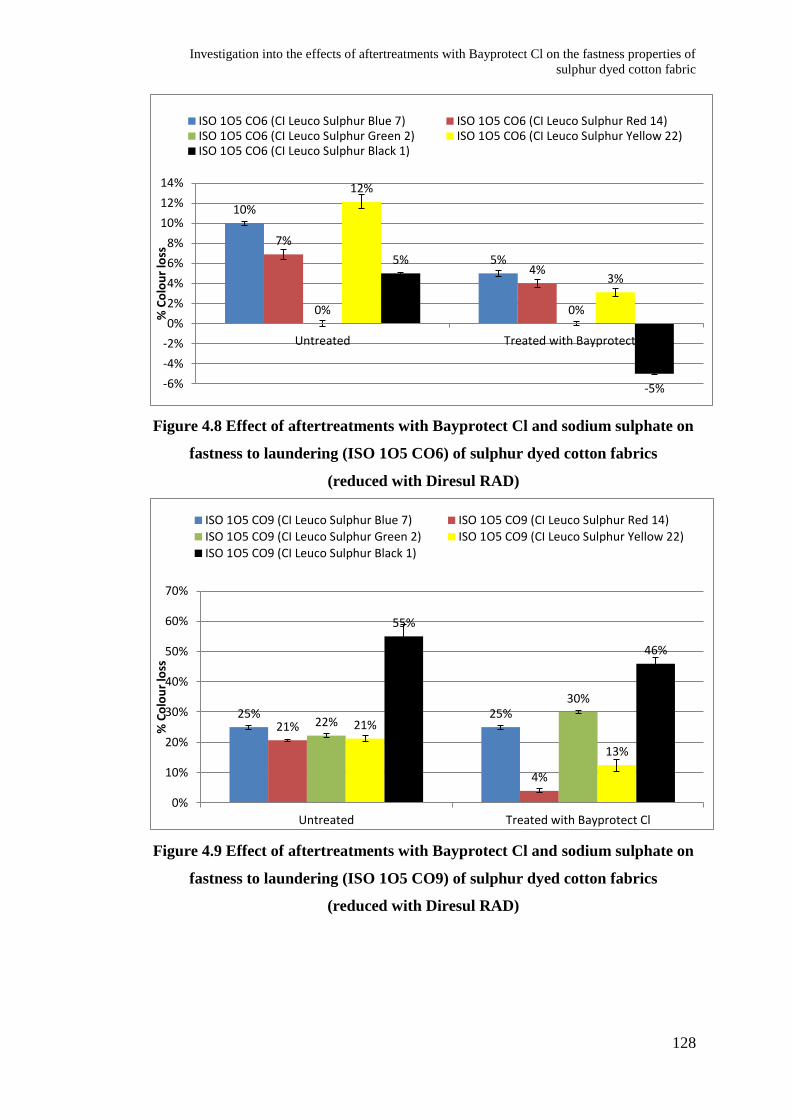
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
128
Figure 4.8 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on
fastness to laundering (ISO 1O5 CO6) of sulphur dyed cotton fabrics
(reduced with Diresul RAD)
Figure 4.9 Effect of aftertreatments with Bayprotect Cl and sodium sulphate on
fastness to laundering (ISO 1O5 CO9) of sulphur dyed cotton fabrics
(reduced with Diresul RAD)
10%
5%
7%
4%
0% 0%
12%
3%
5%
-5% -6%
-4%
-2%
0%
2%
4%
6%
8%
10%
12%
14%
Untreated Treated with Bayprotect Cl
% C
olo
ur
loss
ISO 1O5 CO6 (CI Leuco Sulphur Blue 7) ISO 1O5 CO6 (CI Leuco Sulphur Red 14)ISO 1O5 CO6 (CI Leuco Sulphur Green 2) ISO 1O5 CO6 (CI Leuco Sulphur Yellow 22)ISO 1O5 CO6 (CI Leuco Sulphur Black 1)
25% 25% 21%
4%
22%
30%
21%
13%
55%
46%
0%
10%
20%
30%
40%
50%
60%
70%
Untreated Treated with Bayprotect Cl
% C
olo
ur
loss
ISO 1O5 CO9 (CI Leuco Sulphur Blue 7) ISO 1O5 CO9 (CI Leuco Sulphur Red 14)ISO 1O5 CO9 (CI Leuco Sulphur Green 2) ISO 1O5 CO9 (CI Leuco Sulphur Yellow 22)ISO 1O5 CO9 (CI Leuco Sulphur Black 1)
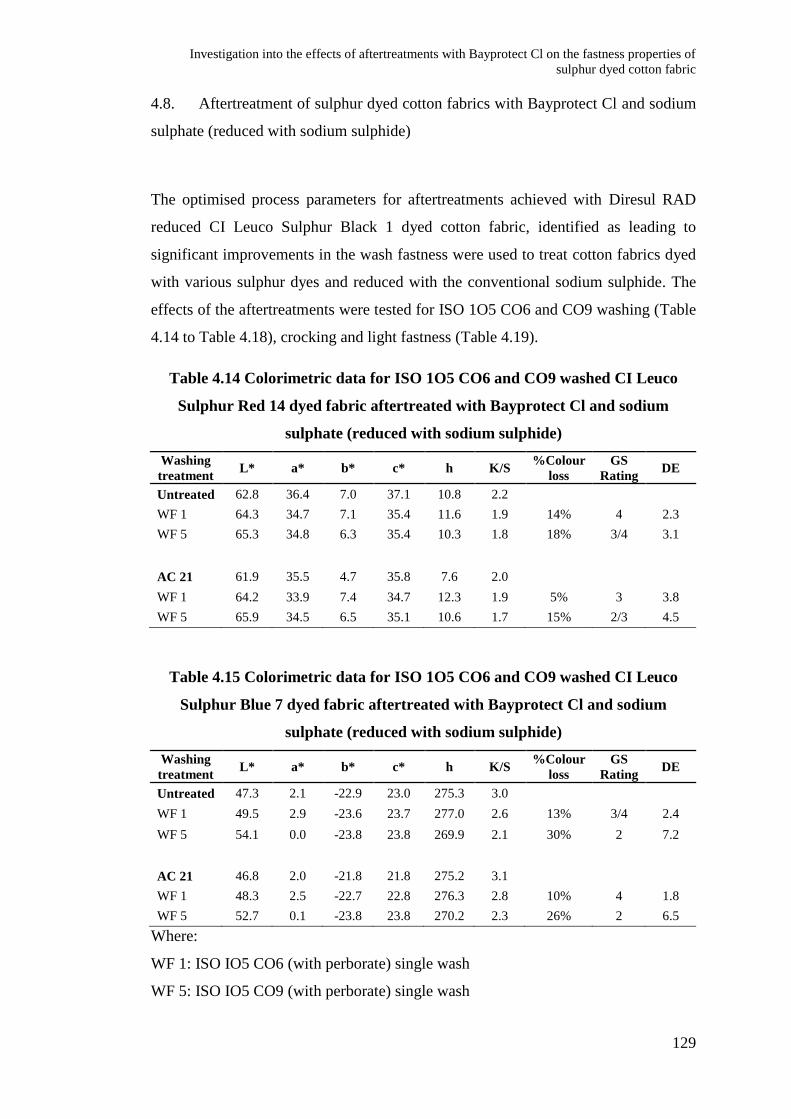
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
129
4.8. Aftertreatment of sulphur dyed cotton fabrics with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
The optimised process parameters for aftertreatments achieved with Diresul RAD
reduced CI Leuco Sulphur Black 1 dyed cotton fabric, identified as leading to
significant improvements in the wash fastness were used to treat cotton fabrics dyed
with various sulphur dyes and reduced with the conventional sodium sulphide. The
effects of the aftertreatments were tested for ISO 1O5 CO6 and CO9 washing (Table
4.14 to Table 4.18), crocking and light fastness (Table 4.19).
Table 4.14 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Red 14 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 62.8 36.4 7.0 37.1 10.8 2.2
WF 1 64.3 34.7 7.1 35.4 11.6 1.9 14% 4 2.3
WF 5 65.3 34.8 6.3 35.4 10.3 1.8 18% 3/4 3.1
AC 21 61.9 35.5 4.7 35.8 7.6 2.0
WF 1 64.2 33.9 7.4 34.7 12.3 1.9 5% 3 3.8
WF 5 65.9 34.5 6.5 35.1 10.6 1.7 15% 2/3 4.5
Table 4.15 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Blue 7 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 47.3 2.1 -22.9 23.0 275.3 3.0
WF 1 49.5 2.9 -23.6 23.7 277.0 2.6 13% 3/4 2.4
WF 5 54.1 0.0 -23.8 23.8 269.9 2.1 30% 2 7.2
AC 21 46.8 2.0 -21.8 21.8 275.2 3.1
WF 1 48.3 2.5 -22.7 22.8 276.3 2.8 10% 4 1.8
WF 5 52.7 0.1 -23.8 23.8 270.2 2.3 26% 2 6.5
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
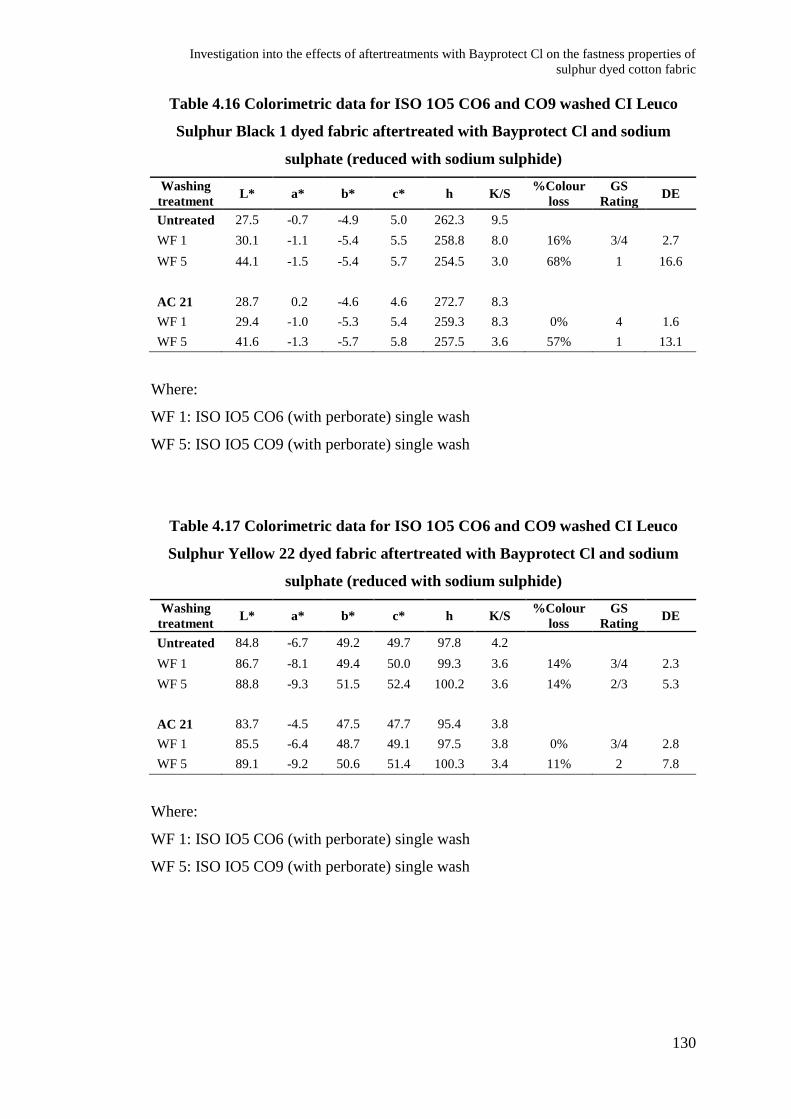
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
130
Table 4.16 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 27.5 -0.7 -4.9 5.0 262.3 9.5
WF 1 30.1 -1.1 -5.4 5.5 258.8 8.0 16% 3/4 2.7
WF 5 44.1 -1.5 -5.4 5.7 254.5 3.0 68% 1 16.6
AC 21 28.7 0.2 -4.6 4.6 272.7 8.3
WF 1 29.4 -1.0 -5.3 5.4 259.3 8.3 0% 4 1.6
WF 5 41.6 -1.3 -5.7 5.8 257.5 3.6 57% 1 13.1
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 4.17 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Yellow 22 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 84.8 -6.7 49.2 49.7 97.8 4.2
WF 1 86.7 -8.1 49.4 50.0 99.3 3.6 14% 3/4 2.3
WF 5 88.8 -9.3 51.5 52.4 100.2 3.6 14% 2/3 5.3
AC 21 83.7 -4.5 47.5 47.7 95.4 3.8
WF 1 85.5 -6.4 48.7 49.1 97.5 3.8 0% 3/4 2.8
WF 5 89.1 -9.2 50.6 51.4 100.3 3.4 11% 2 7.8
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
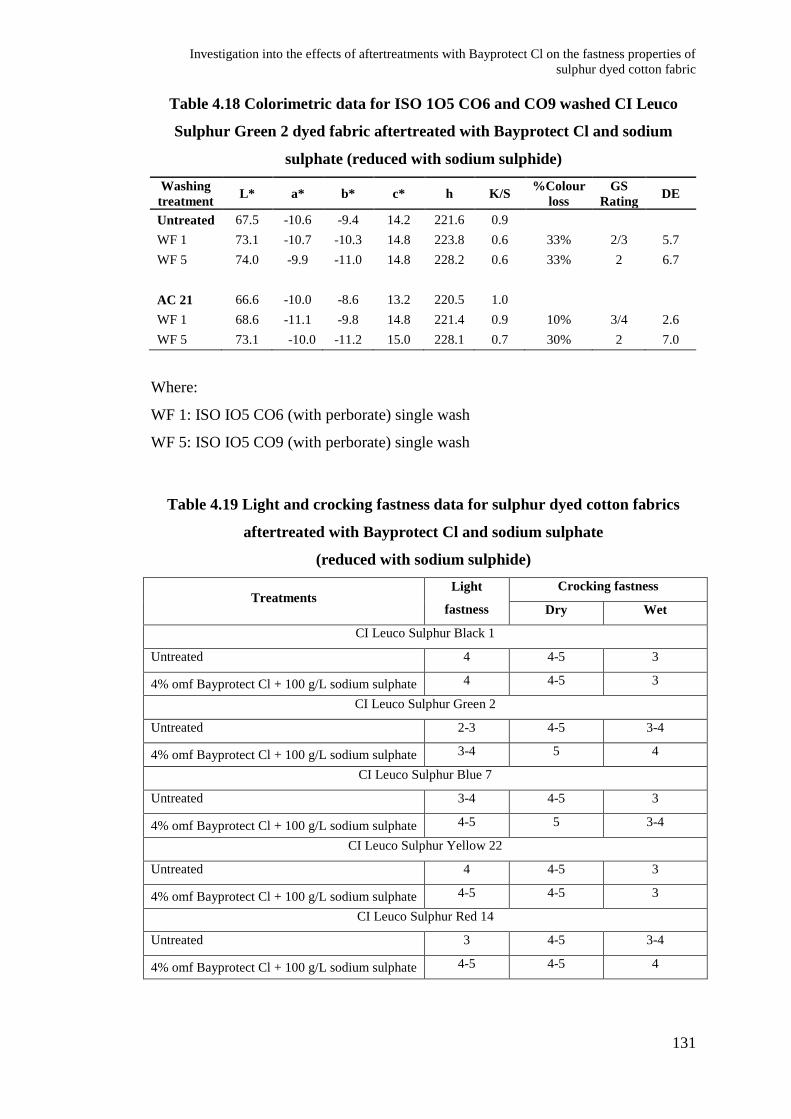
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
131
Table 4.18 Colorimetric data for ISO 1O5 CO6 and CO9 washed CI Leuco
Sulphur Green 2 dyed fabric aftertreated with Bayprotect Cl and sodium
sulphate (reduced with sodium sulphide)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 67.5 -10.6 -9.4 14.2 221.6 0.9
WF 1 73.1 -10.7 -10.3 14.8 223.8 0.6 33% 2/3 5.7
WF 5 74.0 -9.9 -11.0 14.8 228.2 0.6 33% 2 6.7
AC 21 66.6 -10.0 -8.6 13.2 220.5 1.0
WF 1 68.6 -11.1 -9.8 14.8 221.4 0.9 10% 3/4 2.6
WF 5 73.1 -10.0 -11.2 15.0 228.1 0.7 30% 2 7.0
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 4.19 Light and crocking fastness data for sulphur dyed cotton fabrics
aftertreated with Bayprotect Cl and sodium sulphate
(reduced with sodium sulphide)
Treatments Light
fastness
Crocking fastness
Dry Wet
CI Leuco Sulphur Black 1
Untreated 4 4-5 3
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4 4-5 3
CI Leuco Sulphur Green 2
Untreated 2-3 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate 3-4 5 4
CI Leuco Sulphur Blue 7
Untreated 3-4 4-5 3
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4-5 5 3-4
CI Leuco Sulphur Yellow 22
Untreated 4 4-5 3
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4-5 4-5 3
CI Leuco Sulphur Red 14
Untreated 3 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate 4-5 4-5 4
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
132
4.8.1. Results and discussion
The influence of Bayprotect Cl on the five leuco sulphur dyed cotton fabrics (reduced
with sodium sulphide) has been presented above in the form of colorimetric data (Table
4.14 to Table 4.18). It can be seen that CI Leuco Sulphur Red 14, Black 1 and Blue 7
show significant improvements in percentage colour loss for ISO IO5 CO6 and CO9
washing schemes (that are reflected in clear visual improvements). However, the impact
of aftertreatments on CI Leuco Sulphur Green 2 and Yellow 22 dyed fabrics for ISO
IO5 CO9 are small. In the case of CI Leuco Sulphur Black 1, a substantial reduction in
colour loss for ISO IO5 CO9 can be perceived, that is from 68% (untreated) to 57%
(aftertreated). The comparative results of aftertreatments are shown in Figure 4.10 and
Figure 4.11. The effects of aftertreatments on crocking and light fastness have also been
evaluated for the treated samples and as can be seen in Table 4.19, the light fastness of
treated samples has significantly improved in comparison to untreated samples for all
colours except CI Leuco Sulphur Black 1 which remained unchaged. The wet crocking
for CI Leuco Blue 7, Green 2 and Red 14 increased by half a unit, similar improvements
were seen for the dry crocking of CI Leuco Sulphur Green 2 and Blue 7.
On comparing the fastness properties of the leuco sulphur dyed fabrics reduced with the
two reducing systems, it can be concluded that the wash fastness of CI Leuco Sulphur
Black 1, Yellow 22 and Red 14 dyed fabrics (reduced with Diresul RAD) against
domestic laundering process of ISO 1O5 CO6 and ISO 1O5 CO9 can be improved by
the application of Bayprotect Cl and sodium sulphate. In the case of fabrics reduced
with sodium sulphide, significant improvements were observed for of CI Leuco Sulphur
Black 1, Blue 7 and Red 14. In general, significant improvements were observed for the
light fastness of all dyes (reduced with both the systems), while the dry and wet rub
fastness was either slightly improved (by ½ a unit) or remained unchanged.
4.9. Mechanism
The mechanism by which the wash fastness of sulphur dyed fabric is improved by
aftertreatments with tannin is probably related to the behaviour observed with the
application of tannic acid/tartar emetic (potassium antimonyl tartrate) combination and
syntans on dyed nylon fabric.
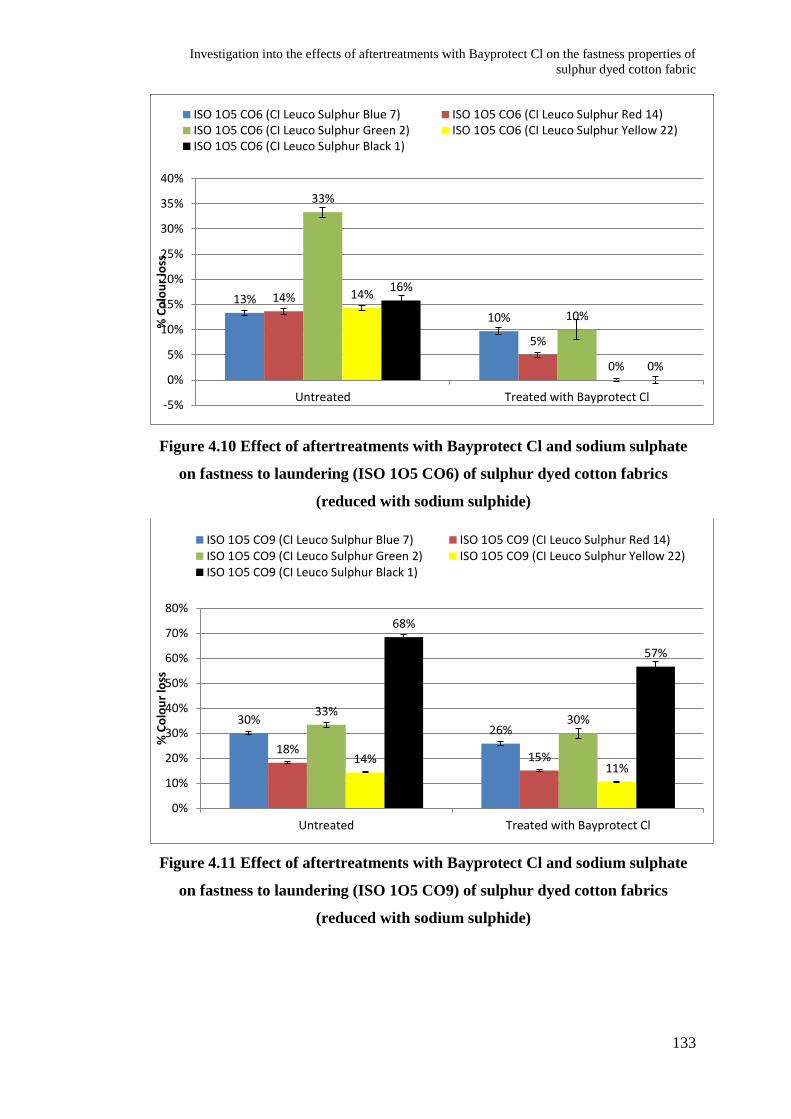
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
133
Figure 4.10 Effect of aftertreatments with Bayprotect Cl and sodium sulphate
on fastness to laundering (ISO 1O5 CO6) of sulphur dyed cotton fabrics
(reduced with sodium sulphide)
Figure 4.11 Effect of aftertreatments with Bayprotect Cl and sodium sulphate
on fastness to laundering (ISO 1O5 CO9) of sulphur dyed cotton fabrics
(reduced with sodium sulphide)
13%
10%
14%
5%
33%
10%
14%
0%
16%
0%
-5%
0%
5%
10%
15%
20%
25%
30%
35%
40%
Untreated Treated with Bayprotect Cl
% C
olo
ur
loss
ISO 1O5 CO6 (CI Leuco Sulphur Blue 7) ISO 1O5 CO6 (CI Leuco Sulphur Red 14)ISO 1O5 CO6 (CI Leuco Sulphur Green 2) ISO 1O5 CO6 (CI Leuco Sulphur Yellow 22)ISO 1O5 CO6 (CI Leuco Sulphur Black 1)
30% 26%
18% 15%
33% 30%
14% 11%
68%
57%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Untreated Treated with Bayprotect Cl
% C
olo
ur
loss
ISO 1O5 CO9 (CI Leuco Sulphur Blue 7) ISO 1O5 CO9 (CI Leuco Sulphur Red 14)ISO 1O5 CO9 (CI Leuco Sulphur Green 2) ISO 1O5 CO9 (CI Leuco Sulphur Yellow 22)ISO 1O5 CO9 (CI Leuco Sulphur Black 1)
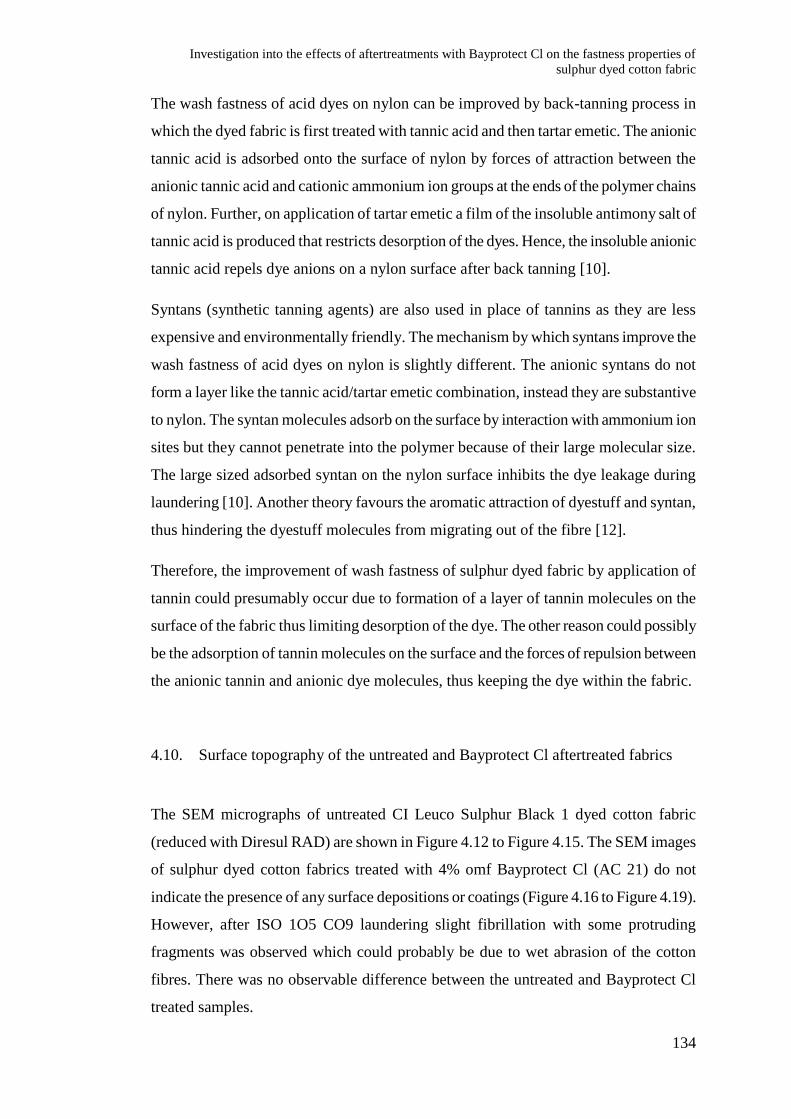
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
134
The wash fastness of acid dyes on nylon can be improved by back-tanning process in
which the dyed fabric is first treated with tannic acid and then tartar emetic. The anionic
tannic acid is adsorbed onto the surface of nylon by forces of attraction between the
anionic tannic acid and cationic ammonium ion groups at the ends of the polymer chains
of nylon. Further, on application of tartar emetic a film of the insoluble antimony salt of
tannic acid is produced that restricts desorption of the dyes. Hence, the insoluble anionic
tannic acid repels dye anions on a nylon surface after back tanning [10].
Syntans (synthetic tanning agents) are also used in place of tannins as they are less
expensive and environmentally friendly. The mechanism by which syntans improve the
wash fastness of acid dyes on nylon is slightly different. The anionic syntans do not
form a layer like the tannic acid/tartar emetic combination, instead they are substantive
to nylon. The syntan molecules adsorb on the surface by interaction with ammonium ion
sites but they cannot penetrate into the polymer because of their large molecular size.
The large sized adsorbed syntan on the nylon surface inhibits the dye leakage during
laundering [10]. Another theory favours the aromatic attraction of dyestuff and syntan,
thus hindering the dyestuff molecules from migrating out of the fibre [12].
Therefore, the improvement of wash fastness of sulphur dyed fabric by application of
tannin could presumably occur due to formation of a layer of tannin molecules on the
surface of the fabric thus limiting desorption of the dye. The other reason could possibly
be the adsorption of tannin molecules on the surface and the forces of repulsion between
the anionic tannin and anionic dye molecules, thus keeping the dye within the fabric.
4.10. Surface topography of the untreated and Bayprotect Cl aftertreated fabrics
The SEM micrographs of untreated CI Leuco Sulphur Black 1 dyed cotton fabric
(reduced with Diresul RAD) are shown in Figure 4.12 to Figure 4.15. The SEM images
of sulphur dyed cotton fabrics treated with 4% omf Bayprotect Cl (AC 21) do not
indicate the presence of any surface depositions or coatings (Figure 4.16 to Figure 4.19).
However, after ISO 1O5 CO9 laundering slight fibrillation with some protruding
fragments was observed which could probably be due to wet abrasion of the cotton
fibres. There was no observable difference between the untreated and Bayprotect Cl
treated samples.
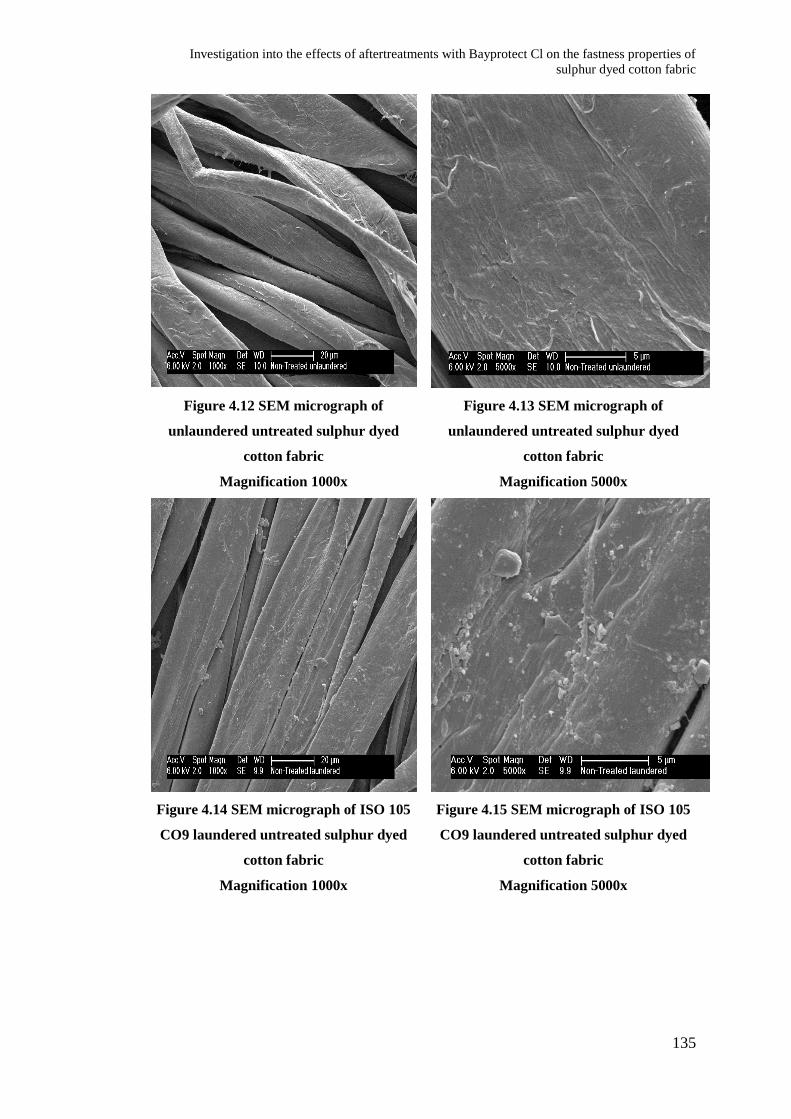
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
135
Figure 4.12 SEM micrograph of
unlaundered untreated sulphur dyed
cotton fabric
Magnification 1000x
Figure 4.13 SEM micrograph of
unlaundered untreated sulphur dyed
cotton fabric
Magnification 5000x
Figure 4.14 SEM micrograph of ISO 105
CO9 laundered untreated sulphur dyed
cotton fabric
Magnification 1000x
Figure 4.15 SEM micrograph of ISO 105
CO9 laundered untreated sulphur dyed
cotton fabric
Magnification 5000x
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
136
Figure 4.16 SEM micrograph of
unlaundered 4% omf Bayprotect Cl
treated sulphur dyed cotton fabric
Magnification 1000x
Figure 4.17 SEM micrograph of
unlaundered 4% omf Bayprotect Cl
treated sulphur dyed cotton fabric
Magnification 5000x
Figure 4.18 SEM micrograph of ISO 105
CO9 laundered 4% omf Bayprotect Cl
treated sulphur dyed cotton fabric
Magnification 1000x
Figure 4.19 SEM micrograph of ISO 105
CO9 laundered 4% omf Bayprotect Cl
treated sulphur dyed cotton fabric
Magnification 5000x
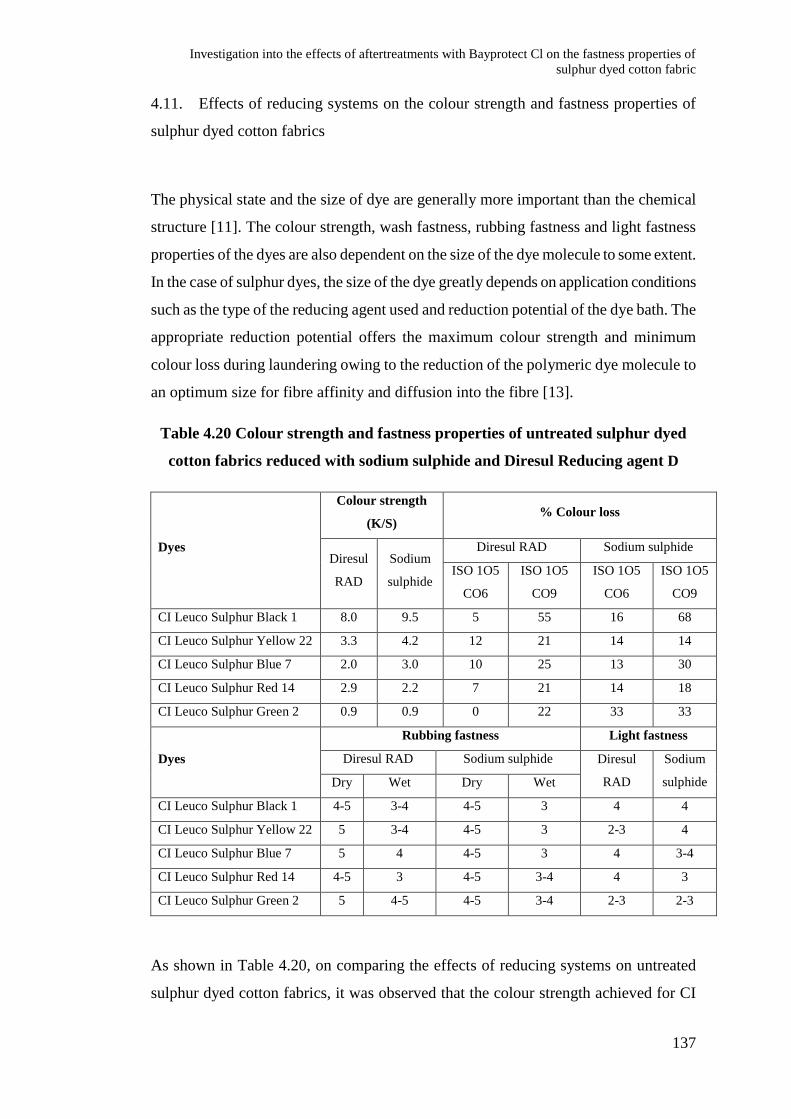
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
137
4.11. Effects of reducing systems on the colour strength and fastness properties of
sulphur dyed cotton fabrics
The physical state and the size of dye are generally more important than the chemical
structure [11]. The colour strength, wash fastness, rubbing fastness and light fastness
properties of the dyes are also dependent on the size of the dye molecule to some extent.
In the case of sulphur dyes, the size of the dye greatly depends on application conditions
such as the type of the reducing agent used and reduction potential of the dye bath. The
appropriate reduction potential offers the maximum colour strength and minimum
colour loss during laundering owing to the reduction of the polymeric dye molecule to
an optimum size for fibre affinity and diffusion into the fibre [13].
Table 4.20 Colour strength and fastness properties of untreated sulphur dyed
cotton fabrics reduced with sodium sulphide and Diresul Reducing agent D
Dyes
Colour strength
(K/S) % Colour loss
Diresul
RAD
Sodium
sulphide
Diresul RAD Sodium sulphide
ISO 1O5
CO6
ISO 1O5
CO9
ISO 1O5
CO6
ISO 1O5
CO9
CI Leuco Sulphur Black 1 8.0 9.5 5 55 16 68
CI Leuco Sulphur Yellow 22 3.3 4.2 12 21 14 14
CI Leuco Sulphur Blue 7 2.0 3.0 10 25 13 30
CI Leuco Sulphur Red 14 2.9 2.2 7 21 14 18
CI Leuco Sulphur Green 2 0.9 0.9 0 22 33 33
Dyes
Rubbing fastness Light fastness
Diresul RAD Sodium sulphide Diresul
RAD
Sodium
sulphide Dry Wet Dry Wet
CI Leuco Sulphur Black 1 4-5 3-4 4-5 3 4 4
CI Leuco Sulphur Yellow 22 5 3-4 4-5 3 2-3 4
CI Leuco Sulphur Blue 7 5 4 4-5 3 4 3-4
CI Leuco Sulphur Red 14 4-5 3 4-5 3-4 4 3
CI Leuco Sulphur Green 2 5 4-5 4-5 3-4 2-3 2-3
As shown in Table 4.20, on comparing the effects of reducing systems on untreated
sulphur dyed cotton fabrics, it was observed that the colour strength achieved for CI
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
138
Leuco Sulphur Black 1, Yellow 22 and Blue 7 dyeings reduced with sodium sulphide is
higher than Diresul RAD reduced samples. In the case of CI Leuco Sulphur Red 14,
sodium sulphide reduced fabric has lower colour strength while for CI Leuco Sulphur
Green 2 there was no change. In general, the percentage colour loss for sodium sulphide
reduced samples against ISO IO5 CO6 as well as ISO IO5 CO9 laundering systems was
higher than Diresul RAD reduced samples. Similar observations were made for dry and
wet crocking. The dry crocking for sodium sulphide reduced samples was either the
same or half unit inferior to Diresul RAD samples. Similarly, the wet crocking was also
half to 1 unit inferior to Diresul RAD samples except for CI Leuco Sulphur Red 14,
which was half unit superior. The colour strength and fastness properties of sulphur dyes
reduced with the two systems can be related to the dye molecular size. It can be
postulated that sulphur dyes reduced with sodium sulphide might have smaller
fragments than Diresul RAD reduced dyes resulting in higher colour strength and
increased colour loss during laundering. It is also expected that the small dye molecules
would have less affinity for cellulose resulting in poor rubbing fastness.
The reason for the smaller molecular size of the dye reduced with sodium sulphide
could possibly be related to the reduction potential of the reducing system. A reduction
potential of -650 mV is considered to be an optimum value for achieving the dyeings
with maximum colour strength and minimum colour loss as above and below which the
dye molecule is either too large or too fragmented for maximum adsorption and
subsequent diffusion [13]. It can be postulated that the reduction potentials of the two
systems were different from each other thus resulting in different molecular sizes of the
dye. The reduction potentials data of the two systems might prove the effect of varying
dye molecular sizes on the colour strength, wash fastness, crocking fastness and light
fastness properties.
In the case of light fastness, dyed fabric bearing more finely dispersed dye will fade
rapidly owing to the exposure of large surface area to light. In contrast fibres with large
aggregates of dye are more light fast, since a smaller surface area of the dye is exposed
to air and light [11]. However, sulphur dyes reduced with the two systems were found to
display variable performance. In this case, the light fastness of for CI Leuco Sulphur
Black 1 and Green 2 was the same for the two reducing systems. CI Leuco Sulphur Red
14 and Blue 7 reduced with sodium sulphide exhibited one and half unit lower light
fastness, respectively, while CI Leuco Sulphur Yellow 22 was 1.5 units superior to
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
139
Diresul RAD reduced sample. Hence, the light fastness of the samples dyed with the
two systems cannot be explained on the basis of the dye molecular size.
4.12. Conclusions
Aftertreatments with Bayprotect Cl on CI Leuco Sulphur Black 1 in particular and
multiple sulphur dyed cotton fabrics were shown to offer benefits in terms of
improvements of wash fastness of the dyes for both ISO IO5 CO6 and CO9 washing
procedures. Significant improvements were also observed for light and wet rub fastness
of the dyes. However, dry rub fastness was not significantly enhanced. Sequential
processing methods employed for the optimisation of parameters were useful for
achieving the best combination resulting in less processing cost and environmental
impact. SEM analyses did not demonstrate the presence of depositions or film on the
fibre surface. Hence, Bayprotect Cl was found to provide a “protective effect” against
oxidation on the sulphur dyed cotton fabric during laundering, without altering the
surface morphology of the fabric and with no noticeable effect on the tensile properties.
4.13. References
[1] Khanbabaee K and Van Ree T. Tannins: classification and definition. Natural
Product Reports. 2001;18(6):641-9.
[2] Ramakrishnan K, Selvi S and Shubha R. Tannin and its analytical techniques. Indian
Chemical Engineer. 2006;48(2):88-93.
[3] Prabhu K and Bhute AS. Plant based natural dyes and mordnats: A Review. Journal
of Natural Product & Plant Resources. 2012;2(6):649-64.
[4] Rahim AA and Kassim J. Recent development of vegetal tannins in corrosion
protection of iron and steel. Recent Patents on Materials Science. 2008;1(3):223-31.
[5] Pizzi A. Tannins: major sources, properties and applications. Monomers, polymers
and composites from renewable resources: Elsevier; 2008. p. 179-99.
Investigation into the effects of aftertreatments with Bayprotect Cl on the fastness properties of
sulphur dyed cotton fabric
140
[6] Pantoja-Castro MA and González-Rodríguez H. Study by infrared spectroscopy and
thermogravimetric analysis of tannins and tannic acid. Revista latinoamericana de
química. 2011;39(3):107-12.
[7] Textan 3 product datasheet. Ajinomoto OmniChem.
[8] Pinto B. Carbohydrates and their derivatives, including tannins, cellulose, and
related lignins. Elsevier: New York; 1999.
[9] Bayprotect Cl product datasheet. Tanatex Chemicals.
[10] Broadbent AD. Basic principles of textile coloration. Bradford: Society of Dyers
and Colorists, 2001.
[11] Cristea D and Vilarem G. Improving light fastness of natural dyes on cotton yarn.
Dyes and Pigments. 2006;70(3):238-45.
[12] Schindler WD and Hauser PJ. Chemical finishing of textiles: Woodhead Publishing
Limited, 2004.
[13] Blackburn RS and Harvey A. Green chemistry methods in sulfur dyeing:
Application of various reducing D-sugars and analysis of the importance of optimum
redox potential. Environmental Science and Technology. 2004;38(14):4034-9.

Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
141
5. Investigation into the effects of aftertreatments with Bayprotect
Cl, Fixapret CP and choline chloride on the fastness properties of
sulphur dyed cotton fabric
5.1. Introduction
One of the most important aspects of this research work was to design an aftertreatment
formulation to improve the wash down of sulphur dyeings when exposed to aggressive
washing system of ISO 1O5 CO9. This system does not only include detergent and a
high concentration of perborate bleach but also includes a bleach activator TAED,
which helps to remove stains at lower temperatures. The work done so far has produced
potential solutions to improve the resistance of sulphur dyed cotton fabric against ISO
1O5 CO6 treatments. However, the effect of ISO 1O5 CO9 washing is far more
degradative to the colour, hence a further protective system is needed to be developed
which could safeguard the dyed material from the highly oxidative environment
produced by this washing regime. For this purpose, the use of crease resist finish
Fixapret CP, cationic reactant choline chloride and their combinations with Bayprotect
Cl have been explored.
The crease resist finish plays a vital role in improving the wet fastness of sulphur dyes.
The effect of aftertreatments with the said finishing agent on light fastness is less
significant. The light fastness is either unaffected or slightly improved. On the other
hand, it severely damages the mechanical properties of the fabric, leading to a lower
tensile or tear strength finished goods with a duller tone [1, 2].
In this study, sulphur dyed fabrics were treated with the durable press finish, Fixapret
CP, which is based on DMDHEU (Dimethyldihydroxyethyleneurea) in the presence of
magnesium chloride as a catalyst. The catalyst used for the reaction in resin finishing
includes acids or latent acid agents, the latter having the ability to produce acidity on
heating. The structure of DMDHEU is shown in Scheme 5.1. The most popular catalyst
for DMDHEU reactants is magnesium chloride which tends to be neutral in aqueous
solution at all temperatures and thus offers maximum bath stability [3, 4].
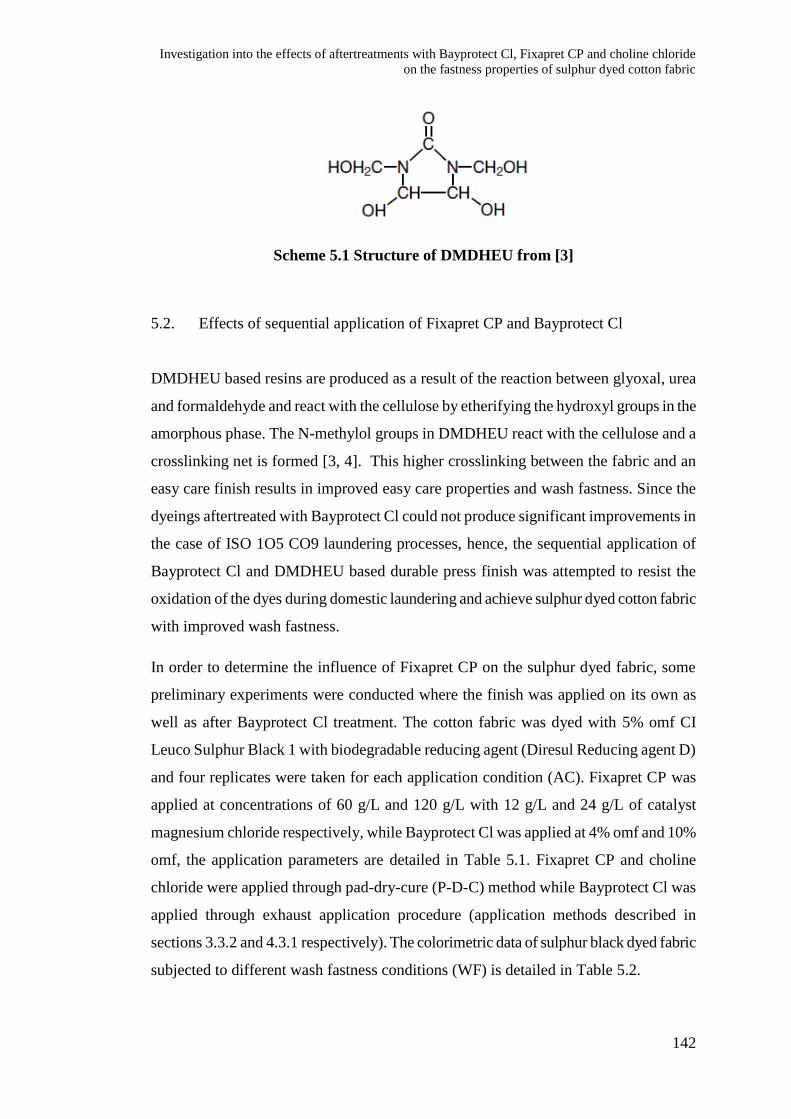
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
142
Scheme 5.1 Structure of DMDHEU from [3]
5.2. Effects of sequential application of Fixapret CP and Bayprotect Cl
DMDHEU based resins are produced as a result of the reaction between glyoxal, urea
and formaldehyde and react with the cellulose by etherifying the hydroxyl groups in the
amorphous phase. The N-methylol groups in DMDHEU react with the cellulose and a
crosslinking net is formed [3, 4]. This higher crosslinking between the fabric and an
easy care finish results in improved easy care properties and wash fastness. Since the
dyeings aftertreated with Bayprotect Cl could not produce significant improvements in
the case of ISO 1O5 CO9 laundering processes, hence, the sequential application of
Bayprotect Cl and DMDHEU based durable press finish was attempted to resist the
oxidation of the dyes during domestic laundering and achieve sulphur dyed cotton fabric
with improved wash fastness.
In order to determine the influence of Fixapret CP on the sulphur dyed fabric, some
preliminary experiments were conducted where the finish was applied on its own as
well as after Bayprotect Cl treatment. The cotton fabric was dyed with 5% omf CI
Leuco Sulphur Black 1 with biodegradable reducing agent (Diresul Reducing agent D)
and four replicates were taken for each application condition (AC). Fixapret CP was
applied at concentrations of 60 g/L and 120 g/L with 12 g/L and 24 g/L of catalyst
magnesium chloride respectively, while Bayprotect Cl was applied at 4% omf and 10%
omf, the application parameters are detailed in Table 5.1. Fixapret CP and choline
chloride were applied through pad-dry-cure (P-D-C) method while Bayprotect Cl was
applied through exhaust application procedure (application methods described in
sections 3.3.2 and 4.3.1 respectively). The colorimetric data of sulphur black dyed fabric
subjected to different wash fastness conditions (WF) is detailed in Table 5.2.
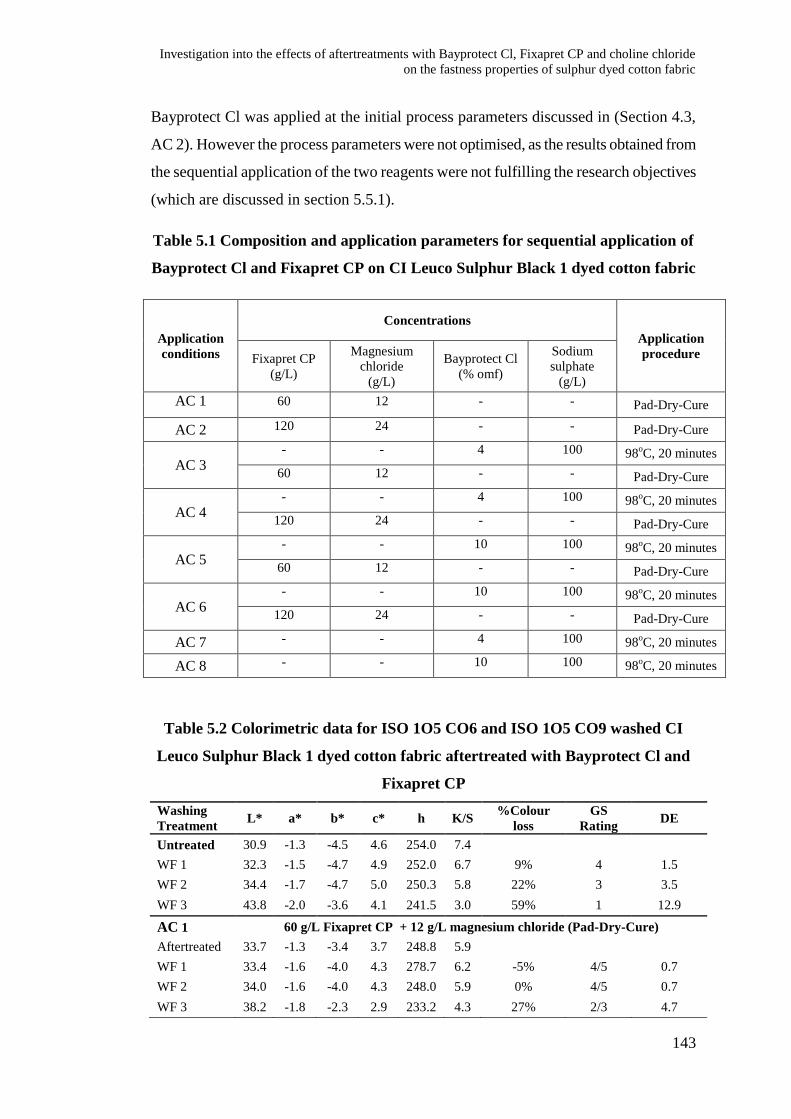
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
143
Bayprotect Cl was applied at the initial process parameters discussed in (Section 4.3,
AC 2). However the process parameters were not optimised, as the results obtained from
the sequential application of the two reagents were not fulfilling the research objectives
(which are discussed in section 5.5.1).
Table 5.1 Composition and application parameters for sequential application of
Bayprotect Cl and Fixapret CP on CI Leuco Sulphur Black 1 dyed cotton fabric
Application
conditions
Concentrations
Application
procedure Fixapret CP
(g/L)
Magnesium
chloride
(g/L)
Bayprotect Cl
(% omf)
Sodium
sulphate
(g/L)
AC 1 60 12 - - Pad-Dry-Cure
AC 2 120 24 - - Pad-Dry-Cure
AC 3 - - 4 100 98
oC, 20 minutes
60 12 - - Pad-Dry-Cure
AC 4 - - 4 100 98
oC, 20 minutes
120 24 - - Pad-Dry-Cure
AC 5 - - 10 100 98
oC, 20 minutes
60 12 - - Pad-Dry-Cure
AC 6 - - 10 100 98
oC, 20 minutes
120 24 - - Pad-Dry-Cure
AC 7 - - 4 100 98oC, 20 minutes
AC 8 - - 10 100 98oC, 20 minutes
Table 5.2 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl and
Fixapret CP
Washing
Treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 30.9 -1.3 -4.5 4.6 254.0 7.4
WF 1 32.3 -1.5 -4.7 4.9 252.0 6.7 9% 4 1.5
WF 2 34.4 -1.7 -4.7 5.0 250.3 5.8 22% 3 3.5
WF 3 43.8 -2.0 -3.6 4.1 241.5 3.0 59% 1 12.9
AC 1 60 g/L Fixapret CP + 12 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 33.7 -1.3 -3.4 3.7 248.8 5.9
WF 1 33.4 -1.6 -4.0 4.3 278.7 6.2 -5% 4/5 0.7
WF 2 34.0 -1.6 -4.0 4.3 248.0 5.9 0% 4/5 0.7
WF 3 38.2 -1.8 -2.3 2.9 233.2 4.3 27% 2/3 4.7
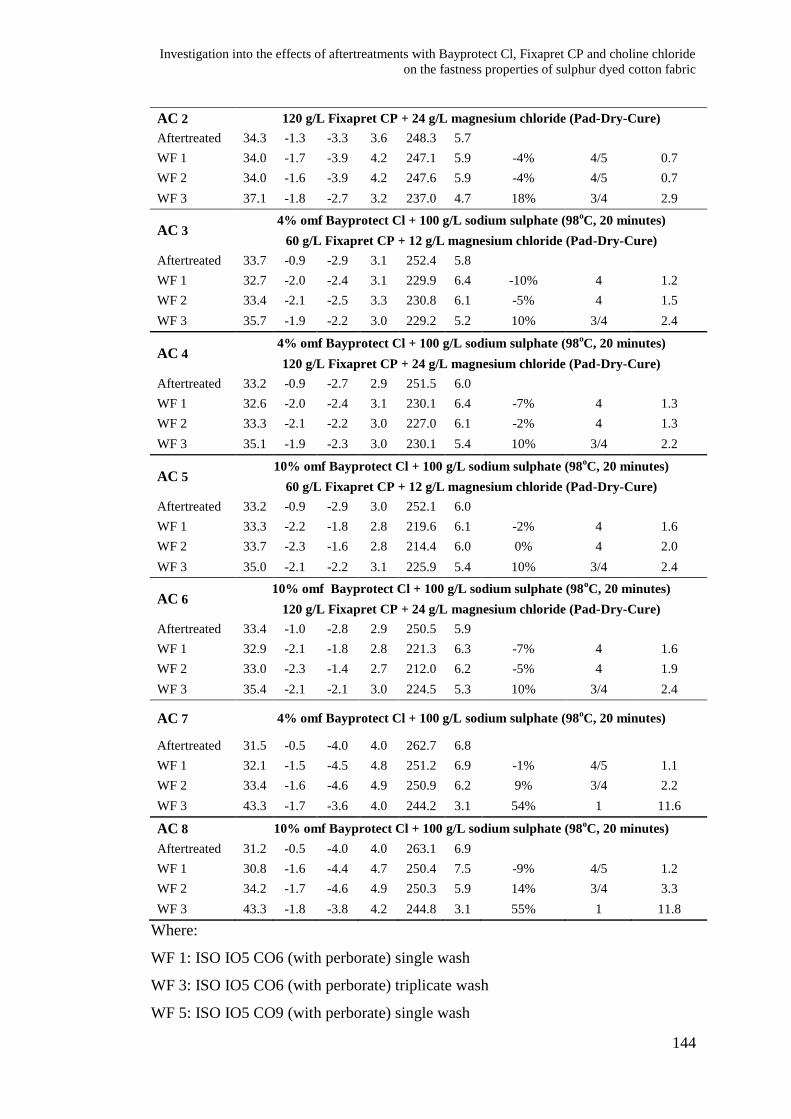
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
144
AC 2 120 g/L Fixapret CP + 24 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 34.3 -1.3 -3.3 3.6 248.3 5.7
WF 1 34.0 -1.7 -3.9 4.2 247.1 5.9 -4% 4/5 0.7
WF 2 34.0 -1.6 -3.9 4.2 247.6 5.9 -4% 4/5 0.7
WF 3 37.1 -1.8 -2.7 3.2 237.0 4.7 18% 3/4 2.9
AC 3 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
60 g/L Fixapret CP + 12 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 33.7 -0.9 -2.9 3.1 252.4 5.8
WF 1 32.7 -2.0 -2.4 3.1 229.9 6.4 -10% 4 1.2
WF 2 33.4 -2.1 -2.5 3.3 230.8 6.1 -5% 4 1.5
WF 3 35.7 -1.9 -2.2 3.0 229.2 5.2 10% 3/4 2.4
AC 4 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
120 g/L Fixapret CP + 24 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 33.2 -0.9 -2.7 2.9 251.5 6.0
WF 1 32.6 -2.0 -2.4 3.1 230.1 6.4 -7% 4 1.3
WF 2 33.3 -2.1 -2.2 3.0 227.0 6.1 -2% 4 1.3
WF 3 35.1 -1.9 -2.3 3.0 230.1 5.4 10% 3/4 2.2
AC 5 10% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
60 g/L Fixapret CP + 12 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 33.2 -0.9 -2.9 3.0 252.1 6.0
WF 1 33.3 -2.2 -1.8 2.8 219.6 6.1 -2% 4 1.6
WF 2 33.7 -2.3 -1.6 2.8 214.4 6.0 0% 4 2.0
WF 3 35.0 -2.1 -2.2 3.1 225.9 5.4 10% 3/4 2.4
AC 6 10% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
120 g/L Fixapret CP + 24 g/L magnesium chloride (Pad-Dry-Cure)
Aftertreated 33.4 -1.0 -2.8 2.9 250.5 5.9
WF 1 32.9 -2.1 -1.8 2.8 221.3 6.3 -7% 4 1.6
WF 2 33.0 -2.3 -1.4 2.7 212.0 6.2 -5% 4 1.9
WF 3 35.4 -2.1 -2.1 3.0 224.5 5.3 10% 3/4 2.4
AC 7 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 31.5 -0.5 -4.0 4.0 262.7 6.8
WF 1 32.1 -1.5 -4.5 4.8 251.2 6.9 -1% 4/5 1.1
WF 2 33.4 -1.6 -4.6 4.9 250.9 6.2 9% 3/4 2.2
WF 3 43.3 -1.7 -3.6 4.0 244.2 3.1 54% 1 11.6
AC 8 10% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 31.2 -0.5 -4.0 4.0 263.1 6.9
WF 1 30.8 -1.6 -4.4 4.7 250.4 7.5 -9% 4/5 1.2
WF 2 34.2 -1.7 -4.6 4.9 250.3 5.9 14% 3/4 3.3
WF 3 43.3 -1.8 -3.8 4.2 244.8 3.1 55% 1 11.8
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
145
5.2.1. Summary
The untreated sulphur dyed cotton fabric exhibits low resistance to bleaching (Table
5.2) and this bleach sensitivity of sulphur dyes is usually attributed to the cleavage of
some of the S-S (disulphide) bonds within the complex heterocyclic macromolecules
and loss of the chromophores [5].
The results show that the application of the crease resist finish alone produces an
appreciable improvement in resistance of sulphur dyes against oxidative bleaching,
especially ISO 1O5 CO6 washing conditions (AC 1 and AC 2). However, the wash
fastness of the dyed fabric against the more aggressive ISO 1O5 CO9 treatment tends to
be better when a combination with the tannin is used. The improved wash fastness
achieved as a result of sequential application of Fixapret CP and Bayprotect Cl may be
attributed to the formation of low aqueous solubility tannin/finishing agent complex.
Application of crease resist finish to cotton involves padding the material with a
solution containing a condensation polymer precursor and a suitable polymerisation
catalyst followed by drying and curing. As a result of heating, the polymer precursor
either reacts with hydroxyl groups in the cellulose to form crosslinks between adjacent
polymer chains, or it polymerises in the amorphous regions of the fibres [5].Crease
resist finish treatment of sulphur dyed cotton produces crosslinked cellulose fabric and
the crosslinking treatment serves to “lock” the dye in the fabric, so increasing the wash
fastness [6]. In general, compared to the reference sample, Fixapret CP crosslinked
sulphur dyed fabric exhibited improved wash fastness (less colour change) against both
(ISO 1O5 CO6 and ISO 1O5 CO9) washing regimes. However, a significant loss in
colour strength was observed which could possibly be attributed to the removal of
surface dye as a result of aftertreatment with the finish. Further, the effect on the colour
of the dyeing is to produce a duller tone fabric [1]. On comparing the laundered
samples, it is observed that the colour strength of the finished fabric is higher than
untreated sample, hence the durable press finished fabric exhibits improved wash
fastness than untreated.
Application of different concentrations of Bayprotect Cl (4% omf and 10 % omf) and
Fixapret CP (60 g/L and 120 g/L) indicate that increasing the concentration of tannin
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
146
from 4% omf to 10% omf does not yield significant changes in percentage colour loss,
hence, lower concentration of Bayprotect Cl (4% omf ) was chosen for further work.
Although the combination of 4% omf Bayprotect Cl and 120 g/L Fixapret CP (AC 4)
may best be suited for protection against ISO 1O5 CO9, the shade appears to change
more than in the case of ISO 1O5 CO6 when compared to the independent application
of Fixapret CP (Figure 5.1). As seen in Table 5.2, application of Fixapret CP (AC 1) on
sulphur dyed fabric causes the fabric to become yellower and also reduces the chroma.
When the fabric is subjected to following Bayprotect Cl (AC 3) treatment, the dyed
fabric tends to be redder and yellower and the chroma is further reduced. These changes
in shade are more noticeable in ISO 1O5 CO6 washed samples than ISO 1O5 CO9,
presumably due to different detergent formulations. Hence, the GS rating as well as DE
values for the samples aftertreated with Fixapret CP and Bayprotect Cl and laundered
under ISO 1O5 CO6 washing regime are affected (Figure 5.1). Since the crease resist
finished fabric undergoes shade changes when exposed to bleaching environment, this
change is further enhanced due to Bayprotect Cl treatment. This is presumably due to
the characteristic yellowish brown colour of the anionic tannin based product.
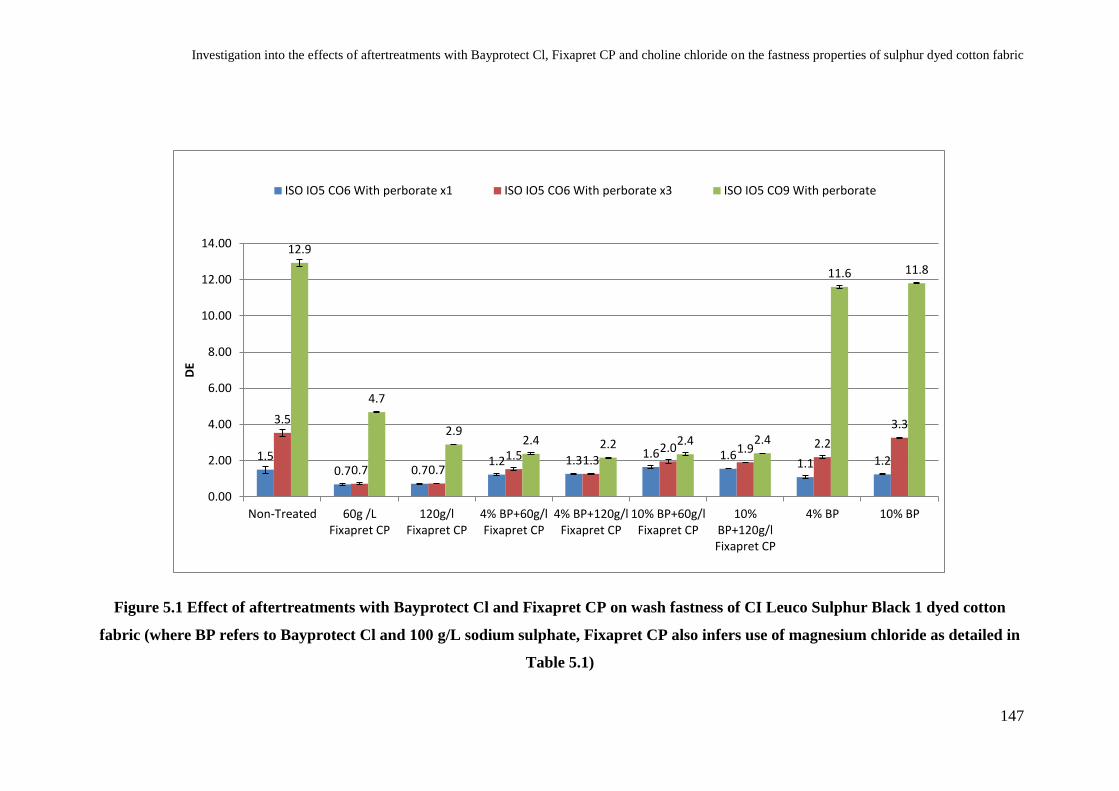
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride on the fastness properties of sulphur dyed cotton fabric
147
Figure 5.1 Effect of aftertreatments with Bayprotect Cl and Fixapret CP on wash fastness of CI Leuco Sulphur Black 1 dyed cotton
fabric (where BP refers to Bayprotect Cl and 100 g/L sodium sulphate, Fixapret CP also infers use of magnesium chloride as detailed in
Table 5.1)
1.5 0.7 0.7
1.2 1.3 1.6 1.6
1.1 1.2
3.5
0.7 0.7 1.5 1.3
2.0 1.9 2.2
3.3
12.9
4.7
2.9 2.4 2.2 2.4 2.4
11.6 11.8
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
Non-Treated 60g /LFixapret CP
120g/lFixapret CP
4% BP+60g/lFixapret CP
4% BP+120g/lFixapret CP
10% BP+60g/lFixapret CP
10%BP+120g/lFixapret CP
4% BP 10% BP
DE
ISO IO5 CO6 With perborate x1 ISO IO5 CO6 With perborate x3 ISO IO5 CO9 With perborate
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
148
5.3. Effects of sequential application of Bayprotect Cl, Fixapret CP and choline
chloride
A single finish containing crosslinker, acid catalyst and quaternary ammonium
compounds can be used for differential treatments of cotton fabric. The finished, dried
and cured fabric is partly crosslinked and cationic and partly untreated cotton. The
fabric is dyed under different pH conditions and using different dyes to produce two-
colour and contrasting tonal effects. The purpose of using a reactive additive in
crosslinking system is to produce additional properties in the crosslinked fabric other
than resiliency and shrinkage control [7].
Previous work on modification of electrical resistivity of durable press finishes showed
that cationic groups could possibly be introduced into the finished cotton by the
covalent attachment of choline along with the crosslinking agent. The combination of a
crosslinking agent and choline chloride applied through pad-dry-cure method was useful
in binding choline to the cotton fabric. This fabric was capable for higher uptake of CI
Reactive Red 2 under acidic conditions in the absence of salt. Thus CC-treated fabrics
were capable of increasing exhaustion of reactive dyes in the absence of salt and in fact
the addition of salt reduced the dye uptake. The dyeing of CC-grafted cotton fabric
under acidic conditions gave the highest colour yields and improved wash fastness [8].
In order to improve the wash fastness of sulphur dyed cotton fabric, a sequential
application of Bayprotect Cl followed by combination of Fixapret CP and choline
chloride (a cationic reactant) was also investigated. Choline chloride is a quaternary
amine salt, it dissociates in water into the corresponding positively charged quaternary
hydroxyl alkylammonium ion and the negatively charged chloride ion. According to
OECD-criteria (organisation for economic cooperation and development) it is readily
biodegradable [9]. It imparts cationic charge to cotton fabric and enhances the reactivity
of anionic dye when used in combination with resins [10].
The purpose of using choline chloride with Fixapret CP was to impart cationic charge to
the fabric so as to improve the wash fastness of the dyed fabric against both washing
regimes. While keeping the amount of Bayprotect Cl and Fixapret CP constant, three
combinations were investigated with increasing concentrations of choline chloride.
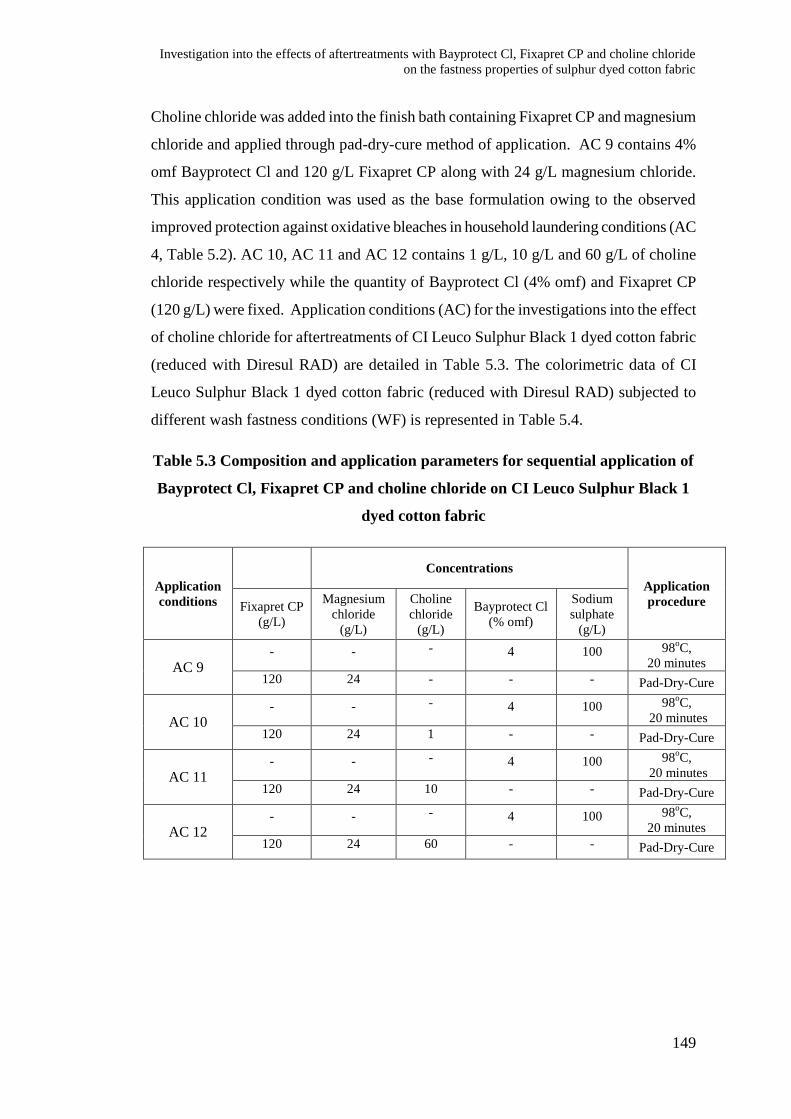
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
149
Choline chloride was added into the finish bath containing Fixapret CP and magnesium
chloride and applied through pad-dry-cure method of application. AC 9 contains 4%
omf Bayprotect Cl and 120 g/L Fixapret CP along with 24 g/L magnesium chloride.
This application condition was used as the base formulation owing to the observed
improved protection against oxidative bleaches in household laundering conditions (AC
4, Table 5.2). AC 10, AC 11 and AC 12 contains 1 g/L, 10 g/L and 60 g/L of choline
chloride respectively while the quantity of Bayprotect Cl (4% omf) and Fixapret CP
(120 g/L) were fixed. Application conditions (AC) for the investigations into the effect
of choline chloride for aftertreatments of CI Leuco Sulphur Black 1 dyed cotton fabric
(reduced with Diresul RAD) are detailed in Table 5.3. The colorimetric data of CI
Leuco Sulphur Black 1 dyed cotton fabric (reduced with Diresul RAD) subjected to
different wash fastness conditions (WF) is represented in Table 5.4.
Table 5.3 Composition and application parameters for sequential application of
Bayprotect Cl, Fixapret CP and choline chloride on CI Leuco Sulphur Black 1
dyed cotton fabric
Application
conditions
Concentrations
Application
procedure Fixapret CP
(g/L)
Magnesium
chloride
(g/L)
Choline
chloride
(g/L)
Bayprotect Cl
(% omf)
Sodium
sulphate
(g/L)
AC 9 - - - 4 100 98
oC,
20 minutes
120 24 - - - Pad-Dry-Cure
AC 10 - - - 4 100 98
oC,
20 minutes
120 24 1 - - Pad-Dry-Cure
AC 11 - - - 4 100 98
oC,
20 minutes
120 24 10 - - Pad-Dry-Cure
AC 12 - - - 4 100 98
oC,
20 minutes
120 24 60 - - Pad-Dry-Cure
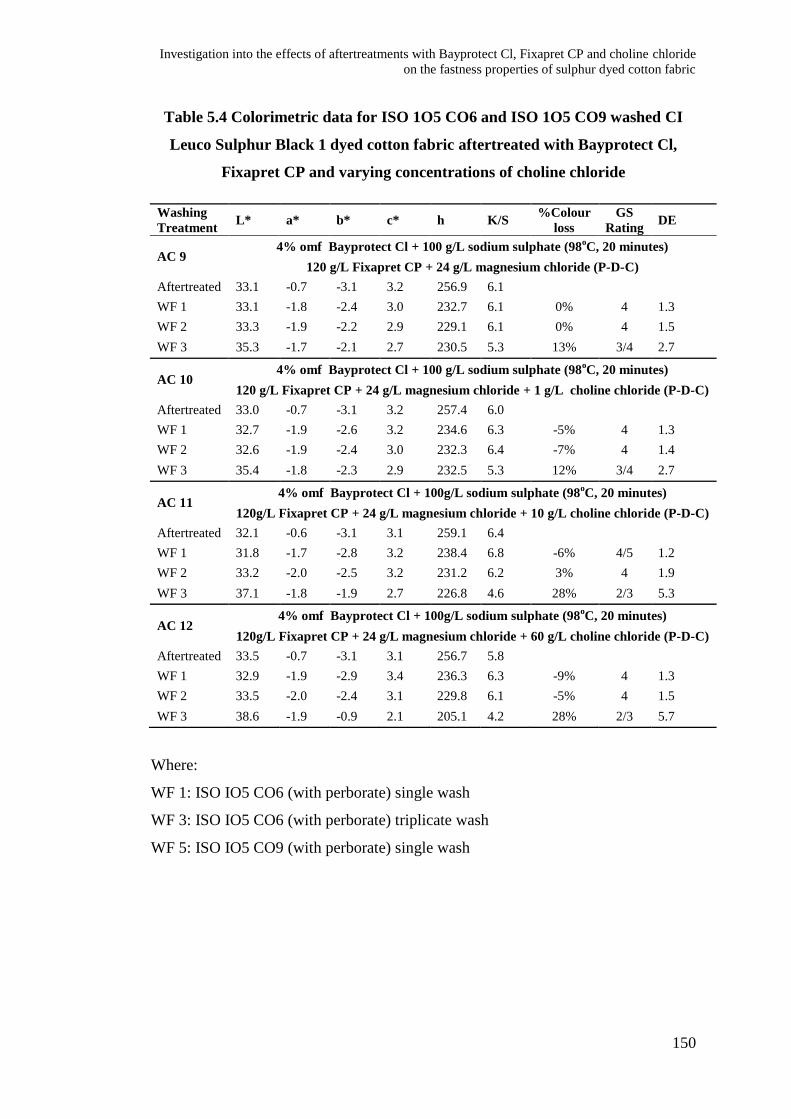
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
150
Table 5.4 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl,
Fixapret CP and varying concentrations of choline chloride
Washing
Treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 9 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
120 g/L Fixapret CP + 24 g/L magnesium chloride (P-D-C)
Aftertreated 33.1 -0.7 -3.1 3.2 256.9 6.1
WF 1 33.1 -1.8 -2.4 3.0 232.7 6.1 0% 4 1.3
WF 2 33.3 -1.9 -2.2 2.9 229.1 6.1 0% 4 1.5
WF 3 35.3 -1.7 -2.1 2.7 230.5 5.3 13% 3/4 2.7
AC 10 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
120 g/L Fixapret CP + 24 g/L magnesium chloride + 1 g/L choline chloride (P-D-C)
Aftertreated 33.0 -0.7 -3.1 3.2 257.4 6.0
WF 1 32.7 -1.9 -2.6 3.2 234.6 6.3 -5% 4 1.3
WF 2 32.6 -1.9 -2.4 3.0 232.3 6.4 -7% 4 1.4
WF 3 35.4 -1.8 -2.3 2.9 232.5 5.3 12% 3/4 2.7
AC 11 4% omf Bayprotect Cl + 100g/L sodium sulphate (98
oC, 20 minutes)
120g/L Fixapret CP + 24 g/L magnesium chloride + 10 g/L choline chloride (P-D-C)
Aftertreated 32.1 -0.6 -3.1 3.1 259.1 6.4
WF 1 31.8 -1.7 -2.8 3.2 238.4 6.8 -6% 4/5 1.2
WF 2 33.2 -2.0 -2.5 3.2 231.2 6.2 3% 4 1.9
WF 3 37.1 -1.8 -1.9 2.7 226.8 4.6 28% 2/3 5.3
AC 12 4% omf Bayprotect Cl + 100g/L sodium sulphate (98
oC, 20 minutes)
120g/L Fixapret CP + 24 g/L magnesium chloride + 60 g/L choline chloride (P-D-C)
Aftertreated 33.5 -0.7 -3.1 3.1 256.7 5.8
WF 1 32.9 -1.9 -2.9 3.4 236.3 6.3 -9% 4 1.3
WF 2 33.5 -2.0 -2.4 3.1 229.8 6.1 -5% 4 1.5
WF 3 38.6 -1.9 -0.9 2.1 205.1 4.2 28% 2/3 5.7
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
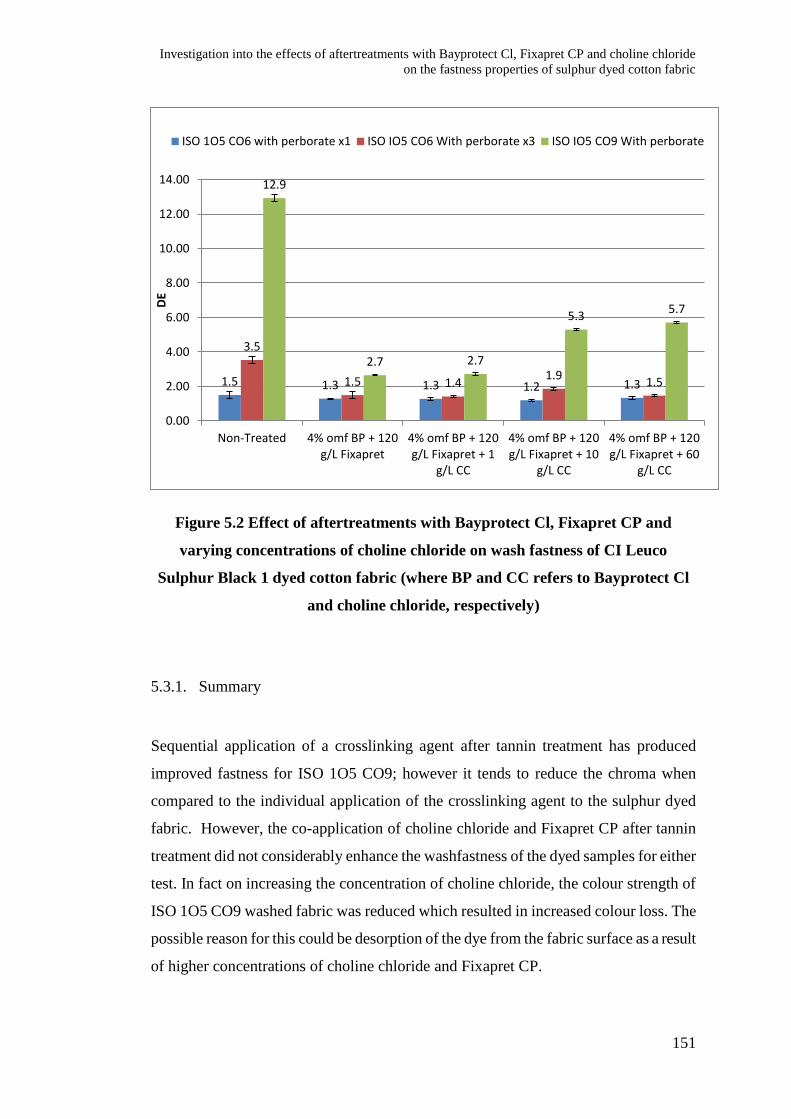
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
151
Figure 5.2 Effect of aftertreatments with Bayprotect Cl, Fixapret CP and
varying concentrations of choline chloride on wash fastness of CI Leuco
Sulphur Black 1 dyed cotton fabric (where BP and CC refers to Bayprotect Cl
and choline chloride, respectively)
5.3.1. Summary
Sequential application of a crosslinking agent after tannin treatment has produced
improved fastness for ISO 1O5 CO9; however it tends to reduce the chroma when
compared to the individual application of the crosslinking agent to the sulphur dyed
fabric. However, the co-application of choline chloride and Fixapret CP after tannin
treatment did not considerably enhance the washfastness of the dyed samples for either
test. In fact on increasing the concentration of choline chloride, the colour strength of
ISO 1O5 CO9 washed fabric was reduced which resulted in increased colour loss. The
possible reason for this could be desorption of the dye from the fabric surface as a result
of higher concentrations of choline chloride and Fixapret CP.
1.5 1.3 1.3 1.2 1.3
3.5
1.5 1.4 1.9
1.5
12.9
2.7 2.7
5.3 5.7
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
Non-Treated 4% omf BP + 120g/L Fixapret
4% omf BP + 120g/L Fixapret + 1
g/L CC
4% omf BP + 120g/L Fixapret + 10
g/L CC
4% omf BP + 120g/L Fixapret + 60
g/L CC
DE
ISO 1O5 CO6 with perborate x1 ISO IO5 CO6 With perborate x3 ISO IO5 CO9 With perborate
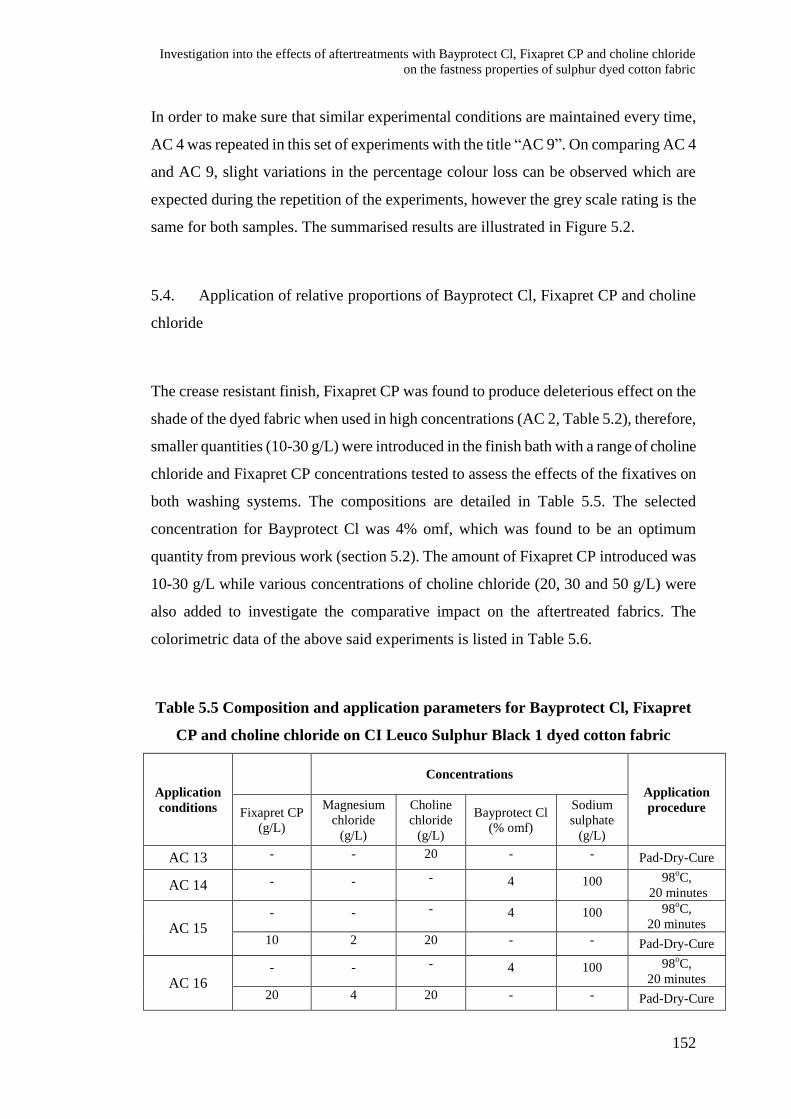
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
152
In order to make sure that similar experimental conditions are maintained every time,
AC 4 was repeated in this set of experiments with the title “AC 9”. On comparing AC 4
and AC 9, slight variations in the percentage colour loss can be observed which are
expected during the repetition of the experiments, however the grey scale rating is the
same for both samples. The summarised results are illustrated in Figure 5.2.
5.4. Application of relative proportions of Bayprotect Cl, Fixapret CP and choline
chloride
The crease resistant finish, Fixapret CP was found to produce deleterious effect on the
shade of the dyed fabric when used in high concentrations (AC 2, Table 5.2), therefore,
smaller quantities (10-30 g/L) were introduced in the finish bath with a range of choline
chloride and Fixapret CP concentrations tested to assess the effects of the fixatives on
both washing systems. The compositions are detailed in Table 5.5. The selected
concentration for Bayprotect Cl was 4% omf, which was found to be an optimum
quantity from previous work (section 5.2). The amount of Fixapret CP introduced was
10-30 g/L while various concentrations of choline chloride (20, 30 and 50 g/L) were
also added to investigate the comparative impact on the aftertreated fabrics. The
colorimetric data of the above said experiments is listed in Table 5.6.
Table 5.5 Composition and application parameters for Bayprotect Cl, Fixapret
CP and choline chloride on CI Leuco Sulphur Black 1 dyed cotton fabric
Application
conditions
Concentrations
Application
procedure Fixapret CP
(g/L)
Magnesium
chloride
(g/L)
Choline
chloride
(g/L)
Bayprotect Cl
(% omf)
Sodium
sulphate
(g/L)
AC 13 - - 20 - - Pad-Dry-Cure
AC 14 - - - 4 100 98oC,
20 minutes
AC 15 - - - 4 100 98
oC,
20 minutes
10 2 20 - - Pad-Dry-Cure
AC 16 - - - 4 100 98
oC,
20 minutes
20 4 20 - - Pad-Dry-Cure
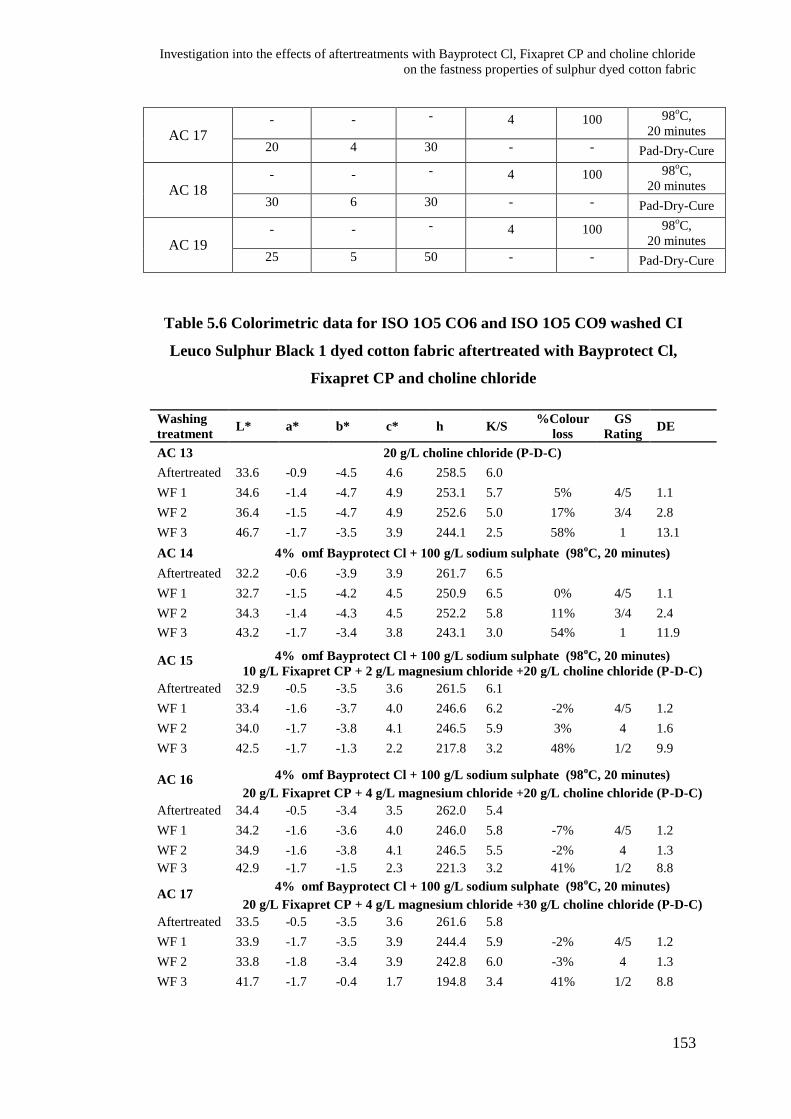
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
153
AC 17 - - - 4 100 98
oC,
20 minutes
20 4 30 - - Pad-Dry-Cure
AC 18 - - - 4 100 98
oC,
20 minutes
30 6 30 - - Pad-Dry-Cure
AC 19 - - - 4 100 98
oC,
20 minutes
25 5 50 - - Pad-Dry-Cure
Table 5.6 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric aftertreated with Bayprotect Cl,
Fixapret CP and choline chloride
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 13 20 g/L choline chloride (P-D-C)
Aftertreated 33.6 -0.9 -4.5 4.6 258.5 6.0
WF 1 34.6 -1.4 -4.7 4.9 253.1 5.7 5% 4/5 1.1
WF 2 36.4 -1.5 -4.7 4.9 252.6 5.0 17% 3/4 2.8
WF 3 46.7 -1.7 -3.5 3.9 244.1 2.5 58% 1 13.1
AC 14 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 32.2 -0.6 -3.9 3.9 261.7 6.5
WF 1 32.7 -1.5 -4.2 4.5 250.9 6.5 0% 4/5 1.1
WF 2 34.3 -1.4 -4.3 4.5 252.2 5.8 11% 3/4 2.4
WF 3 43.2 -1.7 -3.4 3.8 243.1 3.0 54% 1 11.9
AC 15 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
10 g/L Fixapret CP + 2 g/L magnesium chloride +20 g/L choline chloride (P-D-C)
Aftertreated 32.9 -0.5 -3.5 3.6 261.5 6.1
WF 1 33.4 -1.6 -3.7 4.0 246.6 6.2 -2% 4/5 1.2
WF 2 34.0 -1.7 -3.8 4.1 246.5 5.9 3% 4 1.6
WF 3 42.5 -1.7 -1.3 2.2 217.8 3.2 48% 1/2 9.9
AC 16 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
20 g/L Fixapret CP + 4 g/L magnesium chloride +20 g/L choline chloride (P-D-C)
Aftertreated 34.4 -0.5 -3.4 3.5 262.0 5.4
WF 1 34.2 -1.6 -3.6 4.0 246.0 5.8 -7% 4/5 1.2
WF 2 34.9 -1.6 -3.8 4.1 246.5 5.5 -2% 4 1.3
WF 3 42.9 -1.7 -1.5 2.3 221.3 3.2 41% 1/2 8.8
AC 17 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
20 g/L Fixapret CP + 4 g/L magnesium chloride +30 g/L choline chloride (P-D-C)
Aftertreated 33.5 -0.5 -3.5 3.6 261.6 5.8
WF 1 33.9 -1.7 -3.5 3.9 244.4 5.9 -2% 4/5 1.2
WF 2 33.8 -1.8 -3.4 3.9 242.8 6.0 -3% 4 1.3
WF 3 41.7 -1.7 -0.4 1.7 194.8 3.4 41% 1/2 8.8
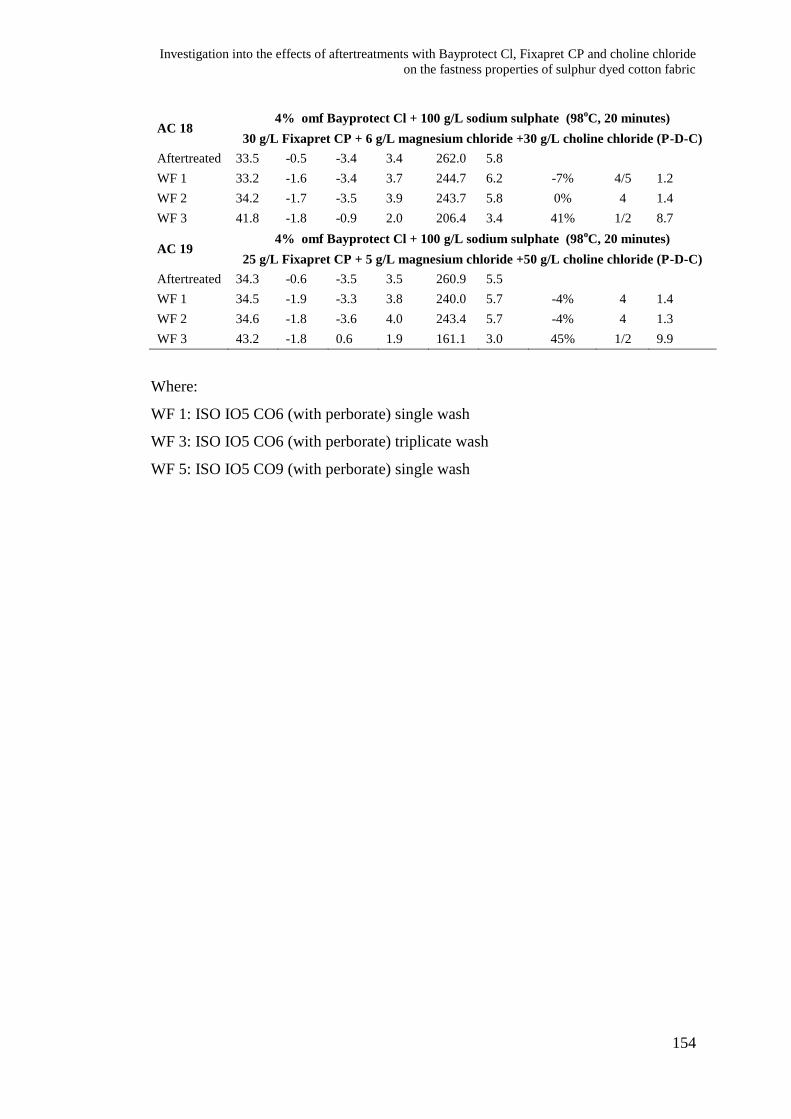
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
154
AC 18 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
30 g/L Fixapret CP + 6 g/L magnesium chloride +30 g/L choline chloride (P-D-C)
Aftertreated 33.5 -0.5 -3.4 3.4 262.0 5.8
WF 1 33.2 -1.6 -3.4 3.7 244.7 6.2 -7% 4/5 1.2
WF 2 34.2 -1.7 -3.5 3.9 243.7 5.8 0% 4 1.4
WF 3 41.8 -1.8 -0.9 2.0 206.4 3.4 41% 1/2 8.7
AC 19 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
25 g/L Fixapret CP + 5 g/L magnesium chloride +50 g/L choline chloride (P-D-C)
Aftertreated 34.3 -0.6 -3.5 3.5 260.9 5.5
WF 1 34.5 -1.9 -3.3 3.8 240.0 5.7 -4% 4 1.4
WF 2 34.6 -1.8 -3.6 4.0 243.4 5.7 -4% 4 1.3
WF 3 43.2 -1.8 0.6 1.9 161.1 3.0 45% 1/2 9.9
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
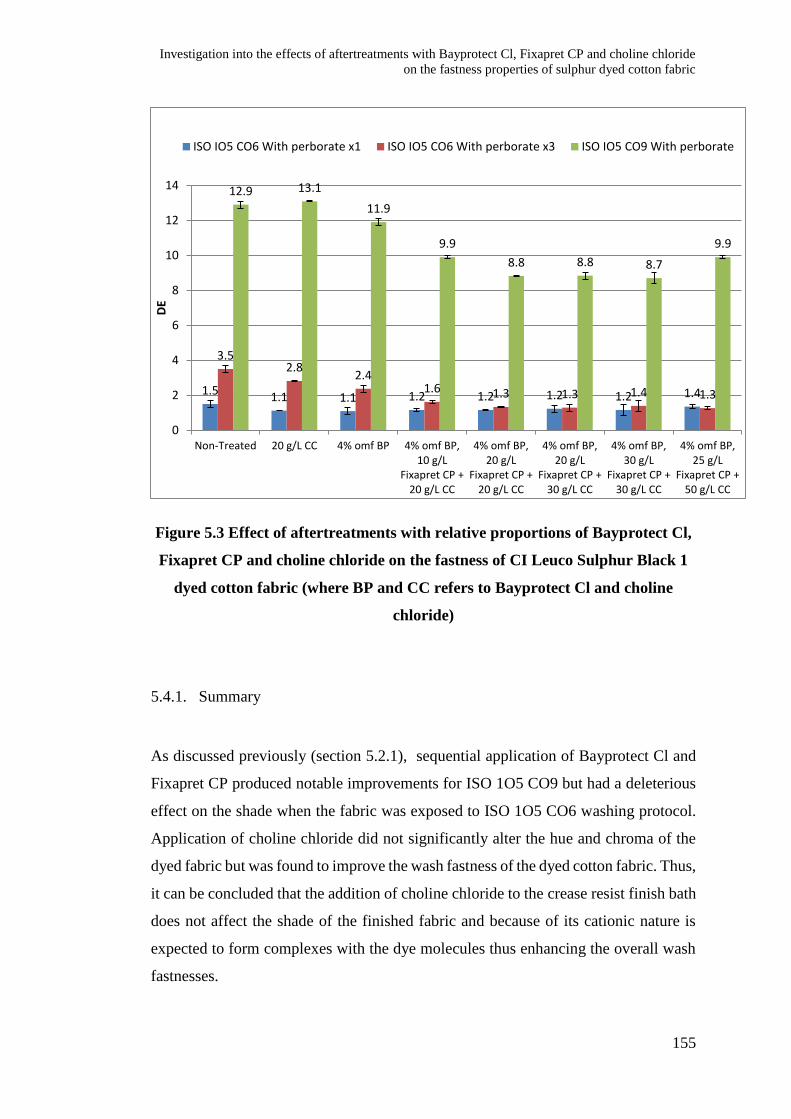
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
155
Figure 5.3 Effect of aftertreatments with relative proportions of Bayprotect Cl,
Fixapret CP and choline chloride on the fastness of CI Leuco Sulphur Black 1
dyed cotton fabric (where BP and CC refers to Bayprotect Cl and choline
chloride)
5.4.1. Summary
As discussed previously (section 5.2.1), sequential application of Bayprotect Cl and
Fixapret CP produced notable improvements for ISO 1O5 CO9 but had a deleterious
effect on the shade when the fabric was exposed to ISO 1O5 CO6 washing protocol.
Application of choline chloride did not significantly alter the hue and chroma of the
dyed fabric but was found to improve the wash fastness of the dyed cotton fabric. Thus,
it can be concluded that the addition of choline chloride to the crease resist finish bath
does not affect the shade of the finished fabric and because of its cationic nature is
expected to form complexes with the dye molecules thus enhancing the overall wash
fastnesses.
1.5 1.1 1.1 1.2 1.2 1.2 1.2 1.4
3.5 2.8
2.4 1.6 1.3 1.3 1.4 1.3
12.9 13.1
11.9
9.9
8.8 8.8 8.7
9.9
0
2
4
6
8
10
12
14
Non-Treated 20 g/L CC 4% omf BP 4% omf BP,10 g/L
Fixapret CP +20 g/L CC
4% omf BP,20 g/L
Fixapret CP +20 g/L CC
4% omf BP,20 g/L
Fixapret CP +30 g/L CC
4% omf BP,30 g/L
Fixapret CP +30 g/L CC
4% omf BP,25 g/L
Fixapret CP +50 g/L CC
DE
ISO IO5 CO6 With perborate x1 ISO IO5 CO6 With perborate x3 ISO IO5 CO9 With perborate
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
156
Looking at the grey scale ratings, the sequential application of Bayprotect Cl and
reduced concentrations of Fixapret CP and choline chloride (AC 15-AC 18)
significantly improved the wash fastness of the dyed fabric for single ISO 1O5 CO6
washing but only slight improvements were observed for triplicate ISO 1O5 CO6 and
ISO 1O5 CO9 washing. In order to improve the effect of post-treatments on ISO 1O5
CO6 (triplicate cycles) and ISO 1O5 CO9 washing regime, choline chloride was applied
independently and together with Fixapret CP at lower concentrations (10-20 g/L) after
Bayprotect Cl treatment and evaluated for the fastnesses.
5.5. Application of reduced concentrations of choline chloride with Bayprotect Cl
and Fixapret CP
In order to reduce the hazardous environmental effects produced as a result of
formaldehyde present in higher concentrations (60 g/l and 120 g/l) of Fixapret CP and
adverse influence of the same on the chroma, handle and shade of the dyed fabric, lower
quantity of Fixapret CP (10 g/L) was co-applied with choline chloride (10-20 g/L) to the
finish bath. This combination as well as choline chloride on its own was found to offer
increased level of protection against oxidation from previous work (section 5.4).
While keeping the concentration of Bayprotect Cl and Fixapret CP constant that is 4%
omf and 10 g/L respectively, two application conditions (AC 25 and 26) were conducted
with different proportions of choline chloride (10 and 20 g/L) applied on dyed fabric
treated with Bayprotect Cl. Two different application conditions were also carried out
with the sequential application of Bayprotect Cl followed by choline chloride (AC 23
and 24). The details are outlined in Table 5.7, Table 5.8 and Figure 5.4.
.
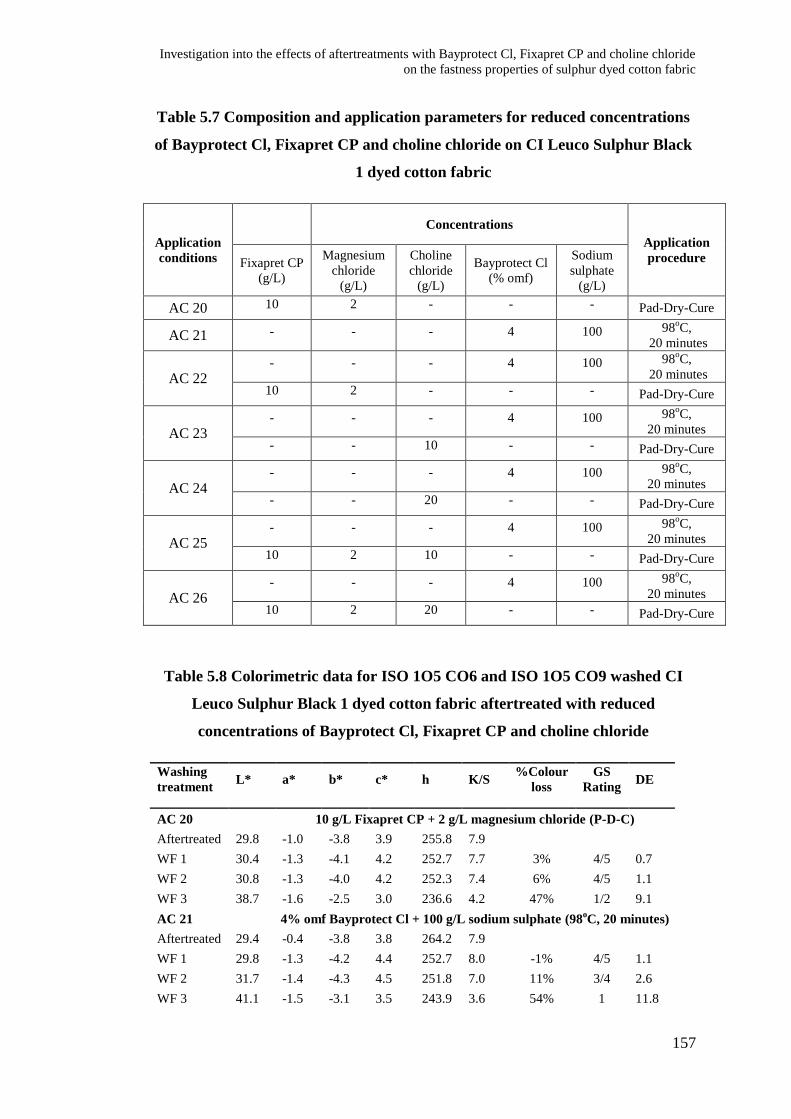
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
157
Table 5.7 Composition and application parameters for reduced concentrations
of Bayprotect Cl, Fixapret CP and choline chloride on CI Leuco Sulphur Black
1 dyed cotton fabric
Application
conditions
Concentrations
Application
procedure Fixapret CP
(g/L)
Magnesium
chloride
(g/L)
Choline
chloride
(g/L)
Bayprotect Cl
(% omf)
Sodium
sulphate
(g/L)
AC 20 10 2 - - - Pad-Dry-Cure
AC 21 - - - 4 100 98oC,
20 minutes
AC 22 - - - 4 100 98
oC,
20 minutes
10 2 - - - Pad-Dry-Cure
AC 23 - - - 4 100 98
oC,
20 minutes
- - 10 - - Pad-Dry-Cure
AC 24 - - - 4 100 98
oC,
20 minutes
- - 20 - - Pad-Dry-Cure
AC 25 - - - 4 100 98
oC,
20 minutes
10 2 10 - - Pad-Dry-Cure
AC 26 - - - 4 100 98
oC,
20 minutes
10 2 20 - - Pad-Dry-Cure
Table 5.8 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric aftertreated with reduced
concentrations of Bayprotect Cl, Fixapret CP and choline chloride
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 20 10 g/L Fixapret CP + 2 g/L magnesium chloride (P-D-C)
Aftertreated 29.8 -1.0 -3.8 3.9 255.8 7.9
WF 1 30.4 -1.3 -4.1 4.2 252.7 7.7 3% 4/5 0.7
WF 2 30.8 -1.3 -4.0 4.2 252.3 7.4 6% 4/5 1.1
WF 3 38.7 -1.6 -2.5 3.0 236.6 4.2 47% 1/2 9.1
AC 21 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
Aftertreated 29.4 -0.4 -3.8 3.8 264.2 7.9
WF 1 29.8 -1.3 -4.2 4.4 252.7 8.0 -1% 4/5 1.1
WF 2 31.7 -1.4 -4.3 4.5 251.8 7.0 11% 3/4 2.6
WF 3 41.1 -1.5 -3.1 3.5 243.9 3.6 54% 1 11.8
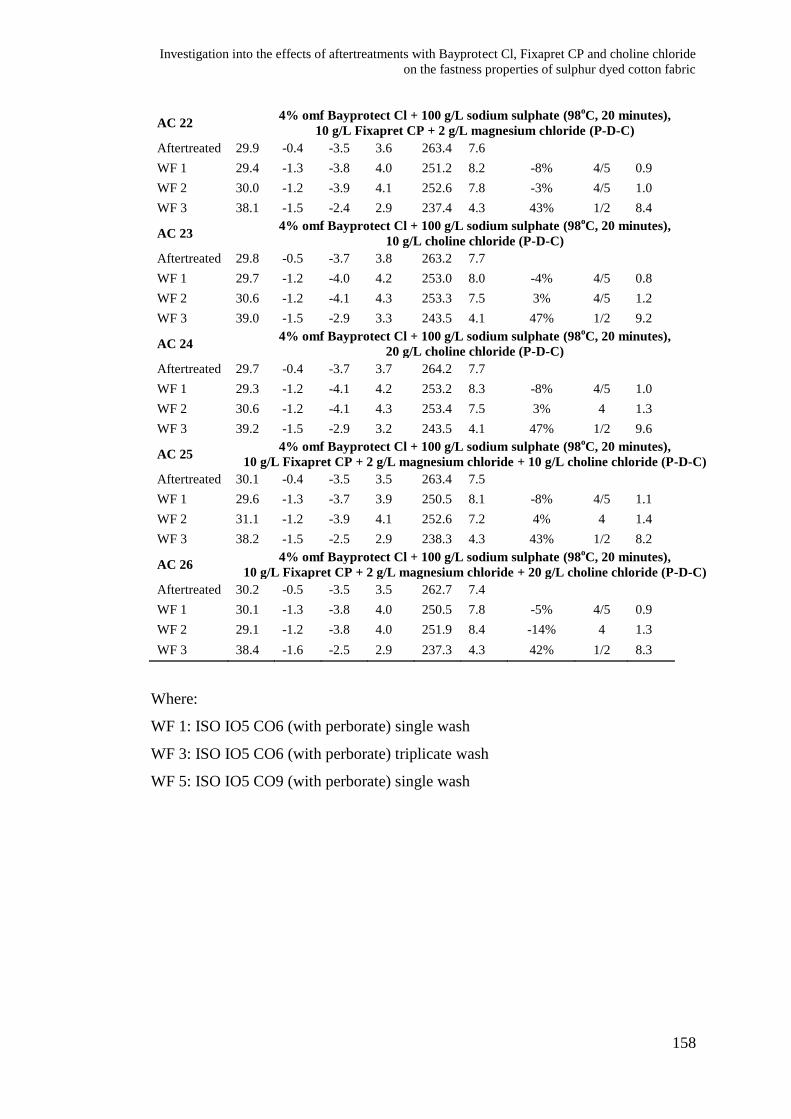
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
158
AC 22 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
10 g/L Fixapret CP + 2 g/L magnesium chloride (P-D-C)
Aftertreated 29.9 -0.4 -3.5 3.6 263.4 7.6
WF 1 29.4 -1.3 -3.8 4.0 251.2 8.2 -8% 4/5 0.9
WF 2 30.0 -1.2 -3.9 4.1 252.6 7.8 -3% 4/5 1.0
WF 3 38.1 -1.5 -2.4 2.9 237.4 4.3 43% 1/2 8.4
AC 23 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
10 g/L choline chloride (P-D-C)
Aftertreated 29.8 -0.5 -3.7 3.8 263.2 7.7
WF 1 29.7 -1.2 -4.0 4.2 253.0 8.0 -4% 4/5 0.8
WF 2 30.6 -1.2 -4.1 4.3 253.3 7.5 3% 4/5 1.2
WF 3 39.0 -1.5 -2.9 3.3 243.5 4.1 47% 1/2 9.2
AC 24 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
20 g/L choline chloride (P-D-C)
Aftertreated 29.7 -0.4 -3.7 3.7 264.2 7.7
WF 1 29.3 -1.2 -4.1 4.2 253.2 8.3 -8% 4/5 1.0
WF 2 30.6 -1.2 -4.1 4.3 253.4 7.5 3% 4 1.3
WF 3 39.2 -1.5 -2.9 3.2 243.5 4.1 47% 1/2 9.6
AC 25 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
10 g/L Fixapret CP + 2 g/L magnesium chloride + 10 g/L choline chloride (P-D-C)
Aftertreated 30.1 -0.4 -3.5 3.5 263.4 7.5
WF 1 29.6 -1.3 -3.7 3.9 250.5 8.1 -8% 4/5 1.1
WF 2 31.1 -1.2 -3.9 4.1 252.6 7.2 4% 4 1.4
WF 3 38.2 -1.5 -2.5 2.9 238.3 4.3 43% 1/2 8.2
AC 26 4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
10 g/L Fixapret CP + 2 g/L magnesium chloride + 20 g/L choline chloride (P-D-C)
Aftertreated 30.2 -0.5 -3.5 3.5 262.7 7.4
WF 1 30.1 -1.3 -3.8 4.0 250.5 7.8 -5% 4/5 0.9
WF 2 29.1 -1.2 -3.8 4.0 251.9 8.4 -14% 4 1.3
WF 3 38.4 -1.6 -2.5 2.9 237.3 4.3 42% 1/2 8.3
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
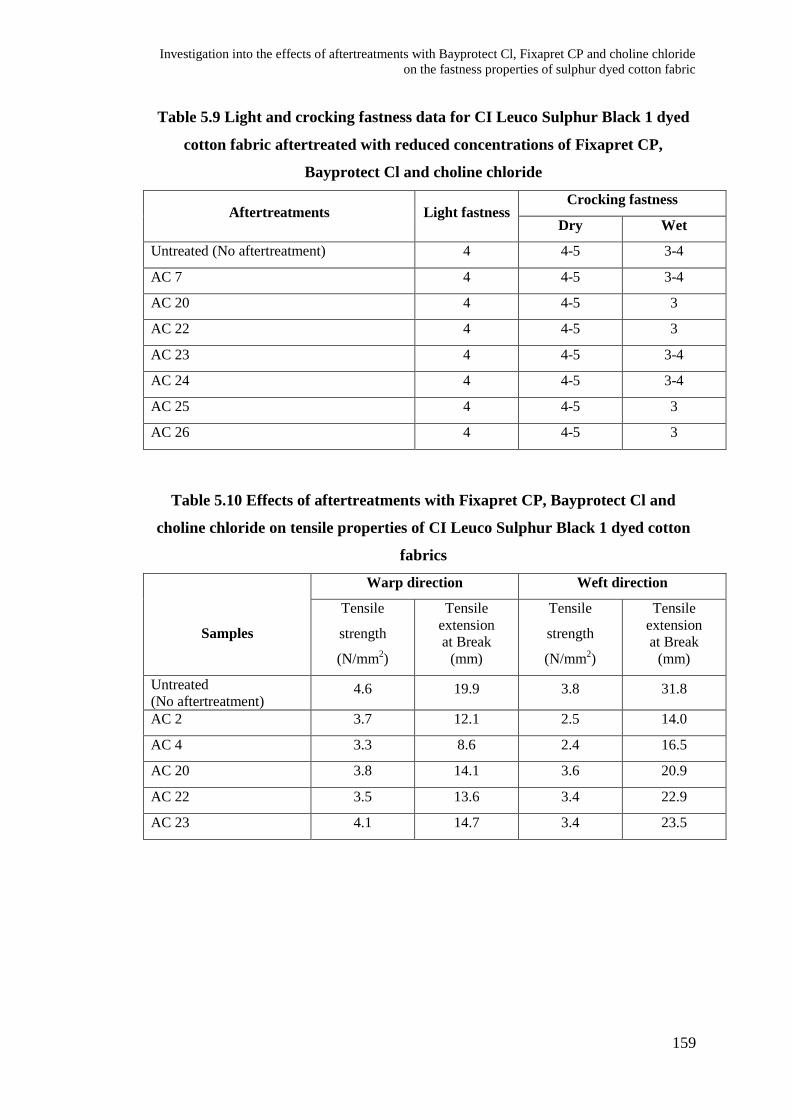
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
159
Table 5.9 Light and crocking fastness data for CI Leuco Sulphur Black 1 dyed
cotton fabric aftertreated with reduced concentrations of Fixapret CP,
Bayprotect Cl and choline chloride
Aftertreatments Light fastness Crocking fastness
Dry Wet
Untreated (No aftertreatment) 4 4-5 3-4
AC 7 4 4-5 3-4
AC 20 4 4-5 3
AC 22 4 4-5 3
AC 23 4 4-5 3-4
AC 24 4 4-5 3-4
AC 25 4 4-5 3
AC 26 4 4-5 3
Table 5.10 Effects of aftertreatments with Fixapret CP, Bayprotect Cl and
choline chloride on tensile properties of CI Leuco Sulphur Black 1 dyed cotton
fabrics
Samples
Warp direction Weft direction
Tensile
strength
(N/mm2)
Tensile
extension
at Break
(mm)
Tensile
strength
(N/mm2)
Tensile
extension
at Break
(mm)
Untreated
(No aftertreatment) 4.6 19.9 3.8 31.8
AC 2 3.7 12.1 2.5 14.0
AC 4 3.3 8.6 2.4 16.5
AC 20 3.8 14.1 3.6 20.9
AC 22 3.5 13.6 3.4 22.9
AC 23 4.1 14.7 3.4 23.5
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
160
5.5.1. Summary
Investigation into the sequential application of 4% omf Bayprotect Cl and 10 g/L
Fixapret CP coupled with 10 and 20 g/L of choline chloride indicated that the combined
application of Fixapret CP and choline chloride following Bayprotect Cl treatment does
not yield any significant effect on the wash durability to the CO6 washing test. On the
other hand, when choline chloride was applied after Bayprotect Cl, it produced results
comparable to the individual application of Fixapret CP (AC 20 and 23). Two different
concentrations (10 and 20 g/L) of choline chloride in AC 23 and 24, respectively, were
applied after 4% omf Bayprotect Cl. It was established that sequential application of 4%
omf Bayprotect Cl and 10 g/L of choline chloride would produce improved results in
terms of increased fastness to laundering. The combination (AC 23) worked well for
both washing systems, that is, ISO 1O5 CO6 and CO9, offering 0.5 GS unit rises for the
dyed and treated fabric. It is presumed that this effect was due to the formation of
complexes between cationic reactant (choline chloride) and anionic dye or tannin
(Bayprotect Cl) resulting in the formation of large molecular sized complexes which are
locked in the fabric.
The impact of aftertreatments on the light and rub fastnesses of the treated fabrics was
also evaluated and the results indicated that these treatments did not affect the light
fastness and dry crocking of the dyed fabric (being 4 and 4-5 for all samples
respectively). However, it can clearly be seen that treatment with Fixapret CP induced
detrimental effects on the wet crocking of the dyed fabric, which is a typical
characteristic of the finish. The mechanical properties of the aftertreated samples
revealed that the application of crease resistant finish concomitantly reduced the tensile
strength of the fabric on increasing the concentrations of the finish from 10 g/L to 120
g/L. This effect was further increased with the sequential application of the tannin
followed by crease resistant finish. However, the treatment of dyed fabric with
Bayprotect Cl and choline chlorine did not significantly damage the tensile strength
(Table 5.10).
Aftertreatments with various combinations of Bayprotect Cl, Fixapret CP and choline
chloride indicated that sequential application of Bayprotect Cl and choline chloride
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
161
appears to be comparatively better option for improving the wash fastness of sulphur
dyed fabric against both washing systems.
The application conditions leading to improved wash fastness of sulphur dyed fabrics,
discussed in chapters 4 and 5 can be summarised as follows:
1. Application of Bayprotect Cl and sodium sulphate;
2. Sequential application of Bayprotect Cl and choline chloride;
3. Application of Fixapret CP;
4. Sequential application of Bayprotect Cl and Fixapret CP.
Methods 1 and 2 proved relatively effective in improving the wash down of sulphur
dyes against the oxidative bleaching action of standard ISO 1O5 CO6 washing system.
However, in order to reduce the fading of sulphur dyed fabrics against more aggressive
ISO 1O5 CO9 washing protocol, methods 3 and 4 proved to be better as they involved
the application of DMDHEU based crease resistant finish which possibly crosslinks the
dye with cellulosic fibre. Nevertheless, the introduction of choline chloride in the
Fixapret CP finish bath did not significantly improve the wash fastness of the dyed
fabric.
Although sequential application of Bayprotect Cl and Fixapret CP was beneficial in
terms of achieving an improved wash fastness against ISO 1O5 CO9 washing, but
Fixapret CP was found to have deleterious effects on the tensile strength, wet crocking
and chroma of the fabric. Furthermore, the aftertreatments with Fixapret CP would not
lead to an eco-friendly alternative due to the presence of formaldehyde. Since, the main
focus of research was to significantly enhance the wash fastness of sulphur dyed cotton
fabric against ISO 1O5 CO9 washing with minimum influence on the fabric properties
and the environment, hence further work was carried out to meet these requirements.
The treatment of the dyed fabric with Bayprotect Cl and choline chloride was found to
offer improved wash fastness with minimum effects on the shade of the finished fabric,
therefore aftertreatments with different cationic fixatives were carried out. The sulphur
dyed fabric was aftertreated with cationic fixatives on their own and after Bayprotect Cl
treatment, the details of which are described in chapter 6.
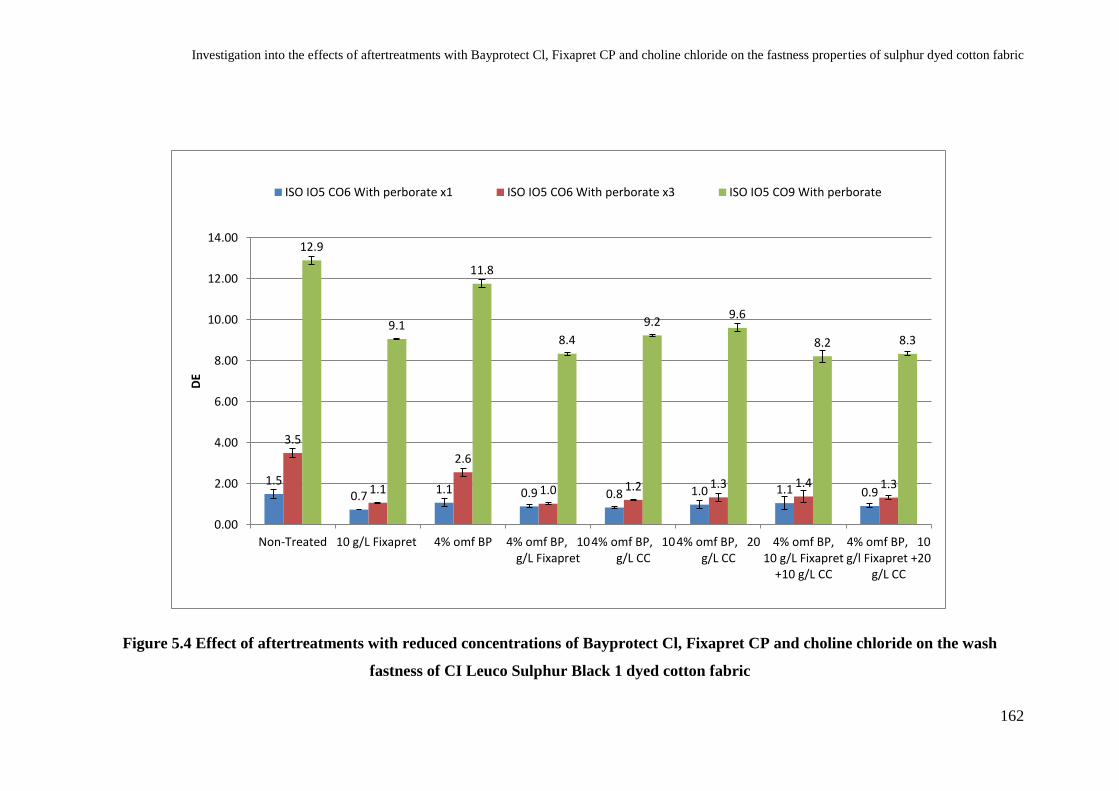
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride on the fastness properties of sulphur dyed cotton fabric
162
Figure 5.4 Effect of aftertreatments with reduced concentrations of Bayprotect Cl, Fixapret CP and choline chloride on the wash
fastness of CI Leuco Sulphur Black 1 dyed cotton fabric
1.5 0.7
1.1 0.9 0.8 1.0 1.1 0.9
3.5
1.1
2.6
1.0 1.2 1.3 1.4 1.3
12.9
9.1
11.8
8.4
9.2 9.6
8.2 8.3
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
Non-Treated 10 g/L Fixapret 4% omf BP 4% omf BP, 10g/L Fixapret
4% omf BP, 10g/L CC
4% omf BP, 20g/L CC
4% omf BP,10 g/L Fixapret
+10 g/L CC
4% omf BP, 10g/l Fixapret +20
g/L CC
DE
ISO IO5 CO6 With perborate x1 ISO IO5 CO6 With perborate x3 ISO IO5 CO9 With perborate
Investigation into the effects of aftertreatments with Bayprotect Cl, Fixapret CP and choline chloride
on the fastness properties of sulphur dyed cotton fabric
163
5.6. References
[1] Shore J. Cellulosics dyeing. Bradford: Society of Dyers and Colourists, 1995.
[2] Zhou W and Yang Y. Improving the resistance of sulfur dyes to oxidation. Industrial
and Engineering Chemistry Research. 2010;49(10):4720-5.
[3] Heywood D. Textile finishing. Bradford: Society of Dyers and Colourists, 2003.
[4] Dehabadi VA, Buschmann H-J and Gutmann JS. Durable press finishing of cotton
fabrics: An overview. Textile Research Journal. 2013;83(18):1974-95.
[5] Broadbent AD. Basic principles of textile coloration. Bradford: Society of Dyers and
Colorists, 2001.
[6] Shekarriz S. Effects of polycarboxylic acids on untreated cotton and solubilised
sulfur dyed cotton. Journal of Progress in Color, Colorants and Coatings. 2014;7(1):1-9.
[7] Harper RJ. Crosslinking, grafting and dyeing: Finishing for added properties. Textile
Chemist and Colorist. 1991;23(11):15-20.
[8] Lewis DM and McIlroy KA. The chemical modification of cellulosic fibres to
enhance dyeability. Review of Progress in Coloration and Related Topics. 1997;27(1):5-
17.
[9] Choline Chloride -SIDS initial assessment report for SIAM 19. UNEP Publication.
[10] Cardamone JM and Turner J. Cationic applications for union dyeing wool/cotton
blends. Textile Chemist and Colorist and American Dyestuff Reporter. 2000;32(6):49-
53.
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
164
6. Investigation into the effects of aftertreatments with Bayprotect
Cl and cationic fixatives on the fastness properties of sulphur dyed
cotton fabric
6.1. Introduction
It was concluded from investigations in chapter 5, that the sequential application of
Bayprotect Cl and choline chloride provides some protection to the sulphur dyed fabric
from the oxidative action of perborate in domestic laundering processes. However, to
enhance the protective effect, three cationic fixing agents were tested in place of choline
chloride. The cationic fixing agents were applied individually and following Bayprotect
Cl treatment with a view to evaluate the wash durability of theses fixatives under ISO
1O5 CO6 and CO9 test conditions. These cationic fixing agents have been used
previously to improve the wash fastness of direct dyes with a simple exhaust application
method [1].
It is known that many dye fixing agents are cationic, and are based on various
quaternised or otherwise cationically charged organic nitrogen compounds. Cationic
fixatives are available under various trade names from several suppliers.
The durability of these fixatives generally depends on the particular type of fixative,
method of application, the strength of the dye/fixative bond, aggressiveness of the wash
conditions and the detergent formulation [2].
Cationisation of cellulose can be carried out by introducing amine groups or quaternary
ammonium groups via its hydroxyl groups. A considerable body of studies on this
subject has been carried out since the late 1930s and it has been reported by Granacher
that the cationised cellulose having ether linkages could be synthesised by reacting the
hydroxyl groups with other compounds [3]. A wide variety of cationic fixing agents are
commercially available for post treatments of direct dyeings resulting in enhanced wash
fastness articles. The majority of the cationic fixing agents are polycations of high
molecular mass which are believed to form a large molecular size and low aqueous
solubility complex between the anionic dye and the cationic fixing agent [4].
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
165
However, a substantial quantity of work has also been conducted to establish the impact
of these fixing agents on the improved fastness of CI Solubilised Sulphur, CI Leuco
Sulphur and CI Sulphur dyes. These studies showed that the use of cationic
polymers/reactants produced improvements in the resistance of sulphur dyeing against
oxidative action of various wash tests such as ISO 1O5 CO6/C2 [1, 4, 5], ISO 4 [4] and
Marks and Spencer C46 [6]. The introduction of cationic sites has been carried out as
pretreatments [7] and aftertreatments [1, 4-6, 8] for leuco and oxidised sulphur dyeings
[4]. Further work revealed that in addition to exhaust application, pad-dry and pad-flash
cure methods of cationisation could also be used to improve the wash fastness of leuco
sulphur dyes [5].
A comprehensive study was carried out by Oakes [2], where cotton fabrics dyed with
three direct dyes (CI Direct Black 22, CI Direct Red 80 and CI Direct Green 26) were
fixed with a range of fixatives of varying efficacy and evaluated for the durability of dye
fixatives. Generally the fixatives were found to be effective in the following order (best
first): Indosol E-50=Tinofix ECO=Solfix E=Indosol CR>Alcofix R>Croscolor F3.
Since Indosol E-50, Tinofix ECO and Solfix E were found to be the most effective
fixatives for direct dyes and Solfix E was previously explored by Burkinshaw on
sulphur dyed cotton fabrics and found to offer significant resistance against oxidation
[4], so these fixatives were selected for CI Leuco Sulphur Black 1 dyed cotton fabric
(reduced with Diresul Reducing agent D) to be used as one of the components of the
protective system.
The use of Solfix E (Ciba-Geigy) for improving the wash fastness of sulphur dyes has
been evaluated by Burkinshaw [4, 7]. This is a proprietary reactive cationic fixing agent
which is believed to form an extensively polymerised and insoluble network of fixative
and dye. This is probably due to the reaction between tertiary amine and cationic groups
present in stoichiometric proportions. The structure of the fixative is still unknown but
the cationic polymer possibly contains a polyamine backbone. It is a fibre-reactive wet
fastness improver and is free of formaldehyde. The reactive groups are formed as a
result of reaction with epichlorohydrin to produce a reactive cationic chlorohydrin
derivative. A highly reactive epoxide is formed in alkaline media, which reacts with
nucleophiles by addition as shown in Scheme 6.1. The benefit of using tertiary amine in

Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
166
a reactive fixative is the enhanced fastness produced as a result of formation of
additional cationic charges [2].
Scheme 6.1 Nucleophilic addition reaction of Solfix E in alkaline media,
reproduced from [2]
The pretreatments and aftertreatments of cotton fabric with Solfix E resulted in sulphur
dyeings with superior wash fastness to ISO 1O5 CO6 and ISO 4 and imparted
substantial enhancement in colour strength. The reason suggested for these findings was
conceivably the reaction of fixing agent with nucleophilic thiol group of reduced
sulphur dye and the formation of large molecular size, sulphur dye-Solfix E compound
retaining low diffusional power within the fibre [4, 7].
Tinofix ECO is an eco-friendly fixative of undisclosed structure and is thought to be a
product derived from reaction of a urea derivative, for example dicyandiamide, with a
guanidine derivative such as diethylenetriamine [2].
Indosol E-50 is believed to have a chemical structure resembling to the dye fixative
Sandofix SWE which is prepared from dicyandiamide. The Indosol E-50 structure is
particularly designed to interact with a number of different sulphonate groupings within
the dye but also to complex with the copper atom in the dye molecule resulting in a
more stable interaction between dye and fixative [2]. The proposed chemical structure
of Indosol E-50 and fixative Sandofix SWE are presented in Scheme 6.2 and Scheme
6.3, respectively.
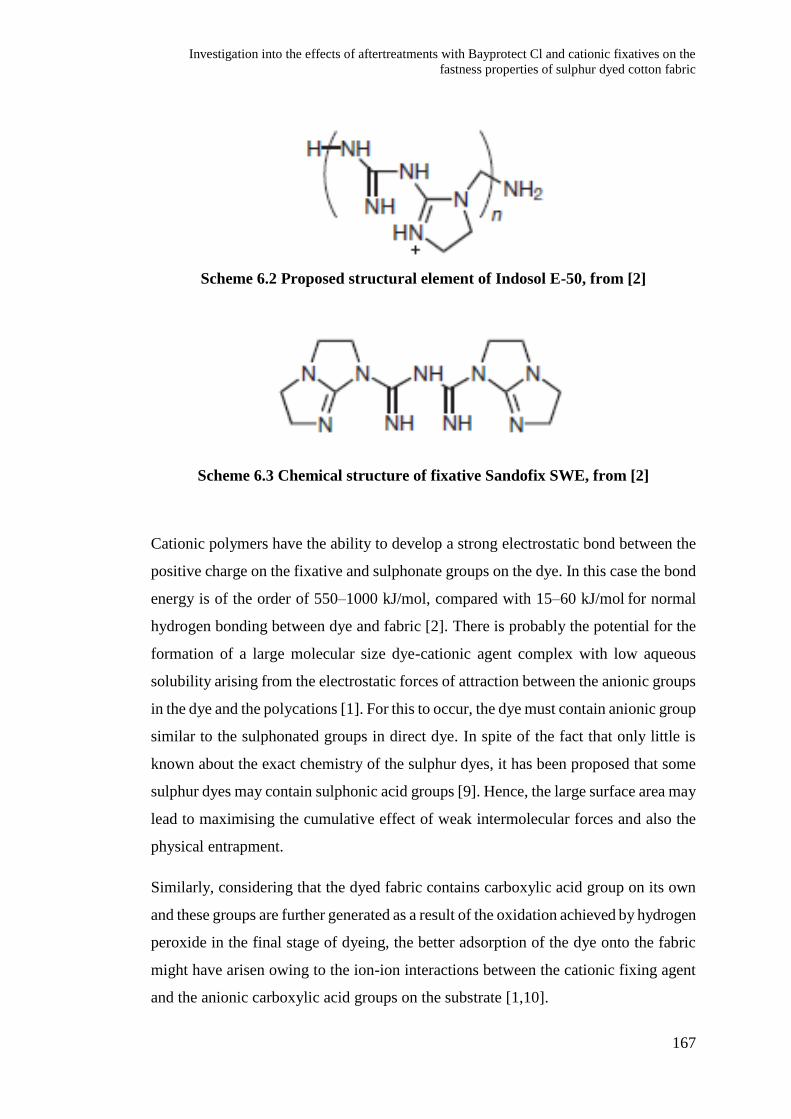
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
167
Scheme 6.2 Proposed structural element of Indosol E-50, from [2]
Scheme 6.3 Chemical structure of fixative Sandofix SWE, from [2]
Cationic polymers have the ability to develop a strong electrostatic bond between the
positive charge on the fixative and sulphonate groups on the dye. In this case the bond
energy is of the order of 550–1000 kJ/mol, compared with 15–60 kJ/mol for normal
hydrogen bonding between dye and fabric [2]. There is probably the potential for the
formation of a large molecular size dye-cationic agent complex with low aqueous
solubility arising from the electrostatic forces of attraction between the anionic groups
in the dye and the polycations [1]. For this to occur, the dye must contain anionic group
similar to the sulphonated groups in direct dye. In spite of the fact that only little is
known about the exact chemistry of the sulphur dyes, it has been proposed that some
sulphur dyes may contain sulphonic acid groups [9]. Hence, the large surface area may
lead to maximising the cumulative effect of weak intermolecular forces and also the
physical entrapment.
Similarly, considering that the dyed fabric contains carboxylic acid group on its own
and these groups are further generated as a result of the oxidation achieved by hydrogen
peroxide in the final stage of dyeing, the better adsorption of the dye onto the fabric
might have arisen owing to the ion-ion interactions between the cationic fixing agent
and the anionic carboxylic acid groups on the substrate [1,10].
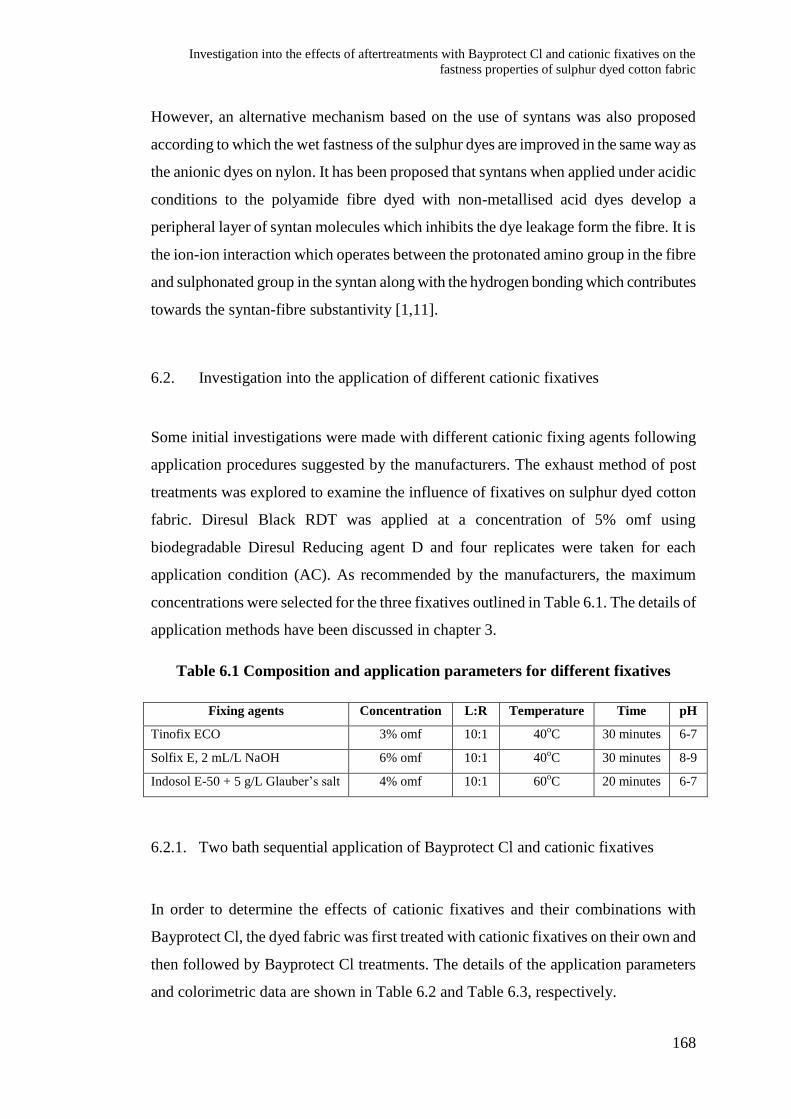
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
168
However, an alternative mechanism based on the use of syntans was also proposed
according to which the wet fastness of the sulphur dyes are improved in the same way as
the anionic dyes on nylon. It has been proposed that syntans when applied under acidic
conditions to the polyamide fibre dyed with non-metallised acid dyes develop a
peripheral layer of syntan molecules which inhibits the dye leakage form the fibre. It is
the ion-ion interaction which operates between the protonated amino group in the fibre
and sulphonated group in the syntan along with the hydrogen bonding which contributes
towards the syntan-fibre substantivity [1,11].
6.2. Investigation into the application of different cationic fixatives
Some initial investigations were made with different cationic fixing agents following
application procedures suggested by the manufacturers. The exhaust method of post
treatments was explored to examine the influence of fixatives on sulphur dyed cotton
fabric. Diresul Black RDT was applied at a concentration of 5% omf using
biodegradable Diresul Reducing agent D and four replicates were taken for each
application condition (AC). As recommended by the manufacturers, the maximum
concentrations were selected for the three fixatives outlined in Table 6.1. The details of
application methods have been discussed in chapter 3.
Table 6.1 Composition and application parameters for different fixatives
Fixing agents Concentration L:R Temperature Time pH
Tinofix ECO 3% omf 10:1 40oC 30 minutes 6-7
Solfix E, 2 mL/L NaOH 6% omf 10:1 40oC 30 minutes 8-9
Indosol E-50 + 5 g/L Glauber’s salt 4% omf 10:1 60oC 20 minutes 6-7
6.2.1. Two bath sequential application of Bayprotect Cl and cationic fixatives
In order to determine the effects of cationic fixatives and their combinations with
Bayprotect Cl, the dyed fabric was first treated with cationic fixatives on their own and
then followed by Bayprotect Cl treatments. The details of the application parameters
and colorimetric data are shown in Table 6.2 and Table 6.3, respectively.
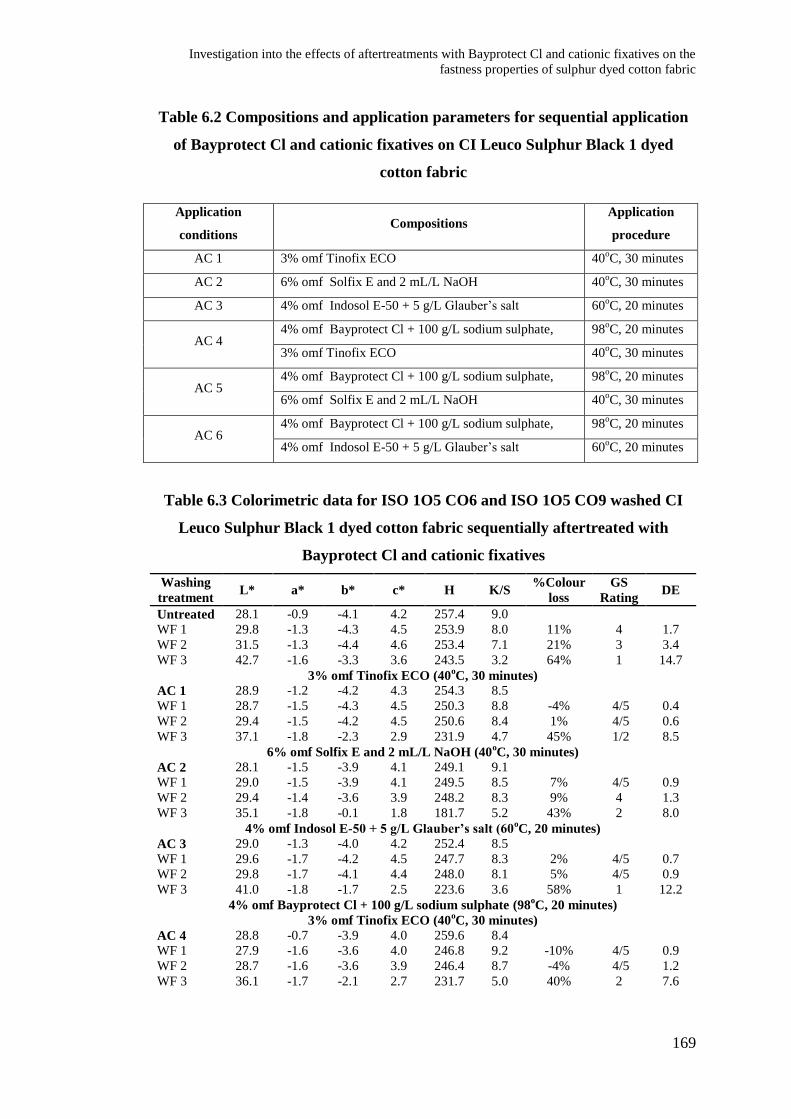
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
169
Table 6.2 Compositions and application parameters for sequential application
of Bayprotect Cl and cationic fixatives on CI Leuco Sulphur Black 1 dyed
cotton fabric
Application
conditions Compositions
Application
procedure
AC 1 3% omf Tinofix ECO 40oC, 30 minutes
AC 2 6% omf Solfix E and 2 mL/L NaOH 40oC, 30 minutes
AC 3 4% omf Indosol E-50 + 5 g/L Glauber’s salt 60oC, 20 minutes
AC 4 4% omf Bayprotect Cl + 100 g/L sodium sulphate, 98
oC, 20 minutes
3% omf Tinofix ECO 40oC, 30 minutes
AC 5 4% omf Bayprotect Cl + 100 g/L sodium sulphate, 98
oC, 20 minutes
6% omf Solfix E and 2 mL/L NaOH 40oC, 30 minutes
AC 6 4% omf Bayprotect Cl + 100 g/L sodium sulphate, 98
oC, 20 minutes
4% omf Indosol E-50 + 5 g/L Glauber’s salt 60oC, 20 minutes
Table 6.3 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric sequentially aftertreated with
Bayprotect Cl and cationic fixatives
Washing
treatment L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 28.1 -0.9 -4.1 4.2 257.4 9.0
WF 1 29.8 -1.3 -4.3 4.5 253.9 8.0 11% 4 1.7
WF 2 31.5 -1.3 -4.4 4.6 253.4 7.1 21% 3 3.4
WF 3 42.7 -1.6 -3.3 3.6 243.5 3.2 64% 1 14.7
3% omf Tinofix ECO (40oC, 30 minutes)
AC 1 28.9 -1.2 -4.2 4.3 254.3 8.5
WF 1 28.7 -1.5 -4.3 4.5 250.3 8.8 -4% 4/5 0.4
WF 2 29.4 -1.5 -4.2 4.5 250.6 8.4 1% 4/5 0.6
WF 3 37.1 -1.8 -2.3 2.9 231.9 4.7 45% 1/2 8.5
6% omf Solfix E and 2 mL/L NaOH (40oC, 30 minutes)
AC 2 28.1 -1.5 -3.9 4.1 249.1 9.1
WF 1 29.0 -1.5 -3.9 4.1 249.5 8.5 7% 4/5 0.9
WF 2 29.4 -1.4 -3.6 3.9 248.2 8.3 9% 4 1.3
WF 3 35.1 -1.8 -0.1 1.8 181.7 5.2 43% 2 8.0
4% omf Indosol E-50 + 5 g/L Glauber’s salt (60oC, 20 minutes)
AC 3 29.0 -1.3 -4.0 4.2 252.4 8.5
WF 1 29.6 -1.7 -4.2 4.5 247.7 8.3 2% 4/5 0.7
WF 2 29.8 -1.7 -4.1 4.4 248.0 8.1 5% 4/5 0.9
WF 3 41.0 -1.8 -1.7 2.5 223.6 3.6 58% 1 12.2
4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
3% omf Tinofix ECO (40oC, 30 minutes)
AC 4 28.8 -0.7 -3.9 4.0 259.6 8.4
WF 1 27.9 -1.6 -3.6 4.0 246.8 9.2 -10% 4/5 0.9
WF 2 28.7 -1.6 -3.6 3.9 246.4 8.7 -4% 4/5 1.2
WF 3 36.1 -1.7 -2.1 2.7 231.7 5.0 40% 2 7.6
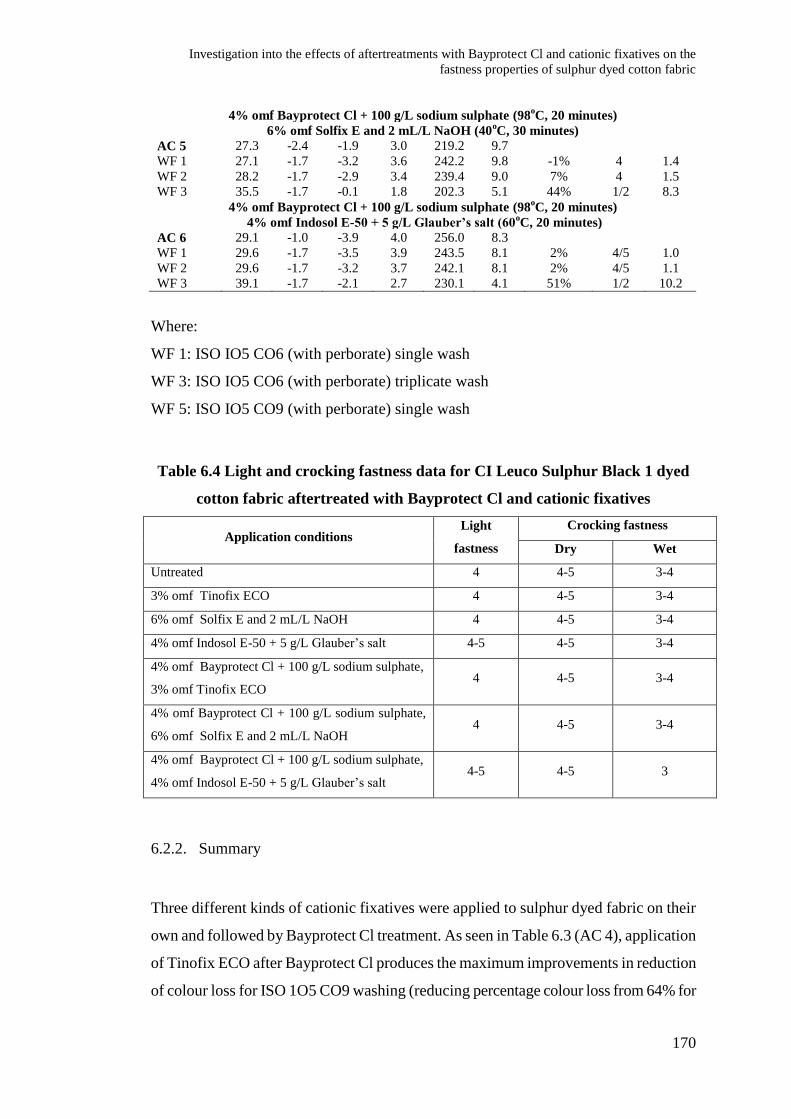
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
170
4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
6% omf Solfix E and 2 mL/L NaOH (40oC, 30 minutes)
AC 5 27.3 -2.4 -1.9 3.0 219.2 9.7
WF 1 27.1 -1.7 -3.2 3.6 242.2 9.8 -1% 4 1.4
WF 2 28.2 -1.7 -2.9 3.4 239.4 9.0 7% 4 1.5
WF 3 35.5 -1.7 -0.1 1.8 202.3 5.1 44% 1/2 8.3
4% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes)
4% omf Indosol E-50 + 5 g/L Glauber’s salt (60oC, 20 minutes)
AC 6 29.1 -1.0 -3.9 4.0 256.0 8.3
WF 1 29.6 -1.7 -3.5 3.9 243.5 8.1 2% 4/5 1.0
WF 2 29.6 -1.7 -3.2 3.7 242.1 8.1 2% 4/5 1.1
WF 3 39.1 -1.7 -2.1 2.7 230.1 4.1 51% 1/2 10.2
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 6.4 Light and crocking fastness data for CI Leuco Sulphur Black 1 dyed
cotton fabric aftertreated with Bayprotect Cl and cationic fixatives
Application conditions Light
fastness
Crocking fastness
Dry Wet
Untreated 4 4-5 3-4
3% omf Tinofix ECO 4 4-5 3-4
6% omf Solfix E and 2 mL/L NaOH 4 4-5 3-4
4% omf Indosol E-50 + 5 g/L Glauber’s salt 4-5 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate,
3% omf Tinofix ECO 4 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate,
6% omf Solfix E and 2 mL/L NaOH 4 4-5 3-4
4% omf Bayprotect Cl + 100 g/L sodium sulphate,
4% omf Indosol E-50 + 5 g/L Glauber’s salt 4-5 4-5 3
6.2.2. Summary
Three different kinds of cationic fixatives were applied to sulphur dyed fabric on their
own and followed by Bayprotect Cl treatment. As seen in Table 6.3 (AC 4), application
of Tinofix ECO after Bayprotect Cl produces the maximum improvements in reduction
of colour loss for ISO 1O5 CO9 washing (reducing percentage colour loss from 64% for
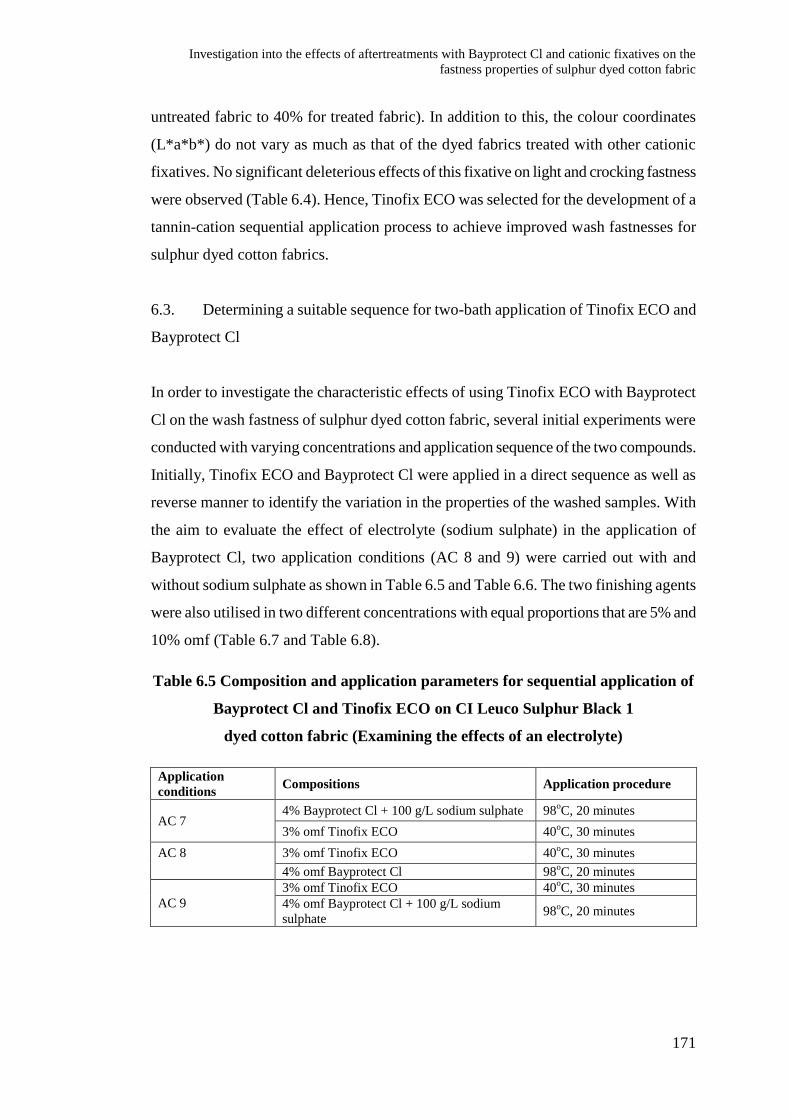
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
171
untreated fabric to 40% for treated fabric). In addition to this, the colour coordinates
(L*a*b*) do not vary as much as that of the dyed fabrics treated with other cationic
fixatives. No significant deleterious effects of this fixative on light and crocking fastness
were observed (Table 6.4). Hence, Tinofix ECO was selected for the development of a
tannin-cation sequential application process to achieve improved wash fastnesses for
sulphur dyed cotton fabrics.
6.3. Determining a suitable sequence for two-bath application of Tinofix ECO and
Bayprotect Cl
In order to investigate the characteristic effects of using Tinofix ECO with Bayprotect
Cl on the wash fastness of sulphur dyed cotton fabric, several initial experiments were
conducted with varying concentrations and application sequence of the two compounds.
Initially, Tinofix ECO and Bayprotect Cl were applied in a direct sequence as well as
reverse manner to identify the variation in the properties of the washed samples. With
the aim to evaluate the effect of electrolyte (sodium sulphate) in the application of
Bayprotect Cl, two application conditions (AC 8 and 9) were carried out with and
without sodium sulphate as shown in Table 6.5 and Table 6.6. The two finishing agents
were also utilised in two different concentrations with equal proportions that are 5% and
10% omf (Table 6.7 and Table 6.8).
Table 6.5 Composition and application parameters for sequential application of
Bayprotect Cl and Tinofix ECO on CI Leuco Sulphur Black 1
dyed cotton fabric (Examining the effects of an electrolyte)
Application
conditions Compositions Application procedure
AC 7 4% Bayprotect Cl + 100 g/L sodium sulphate 98
oC, 20 minutes
3% omf Tinofix ECO 40oC, 30 minutes
AC 8 3% omf Tinofix ECO 40oC, 30 minutes
4% omf Bayprotect Cl 98oC, 20 minutes
AC 9
3% omf Tinofix ECO 40oC, 30 minutes
4% omf Bayprotect Cl + 100 g/L sodium
sulphate 98
oC, 20 minutes
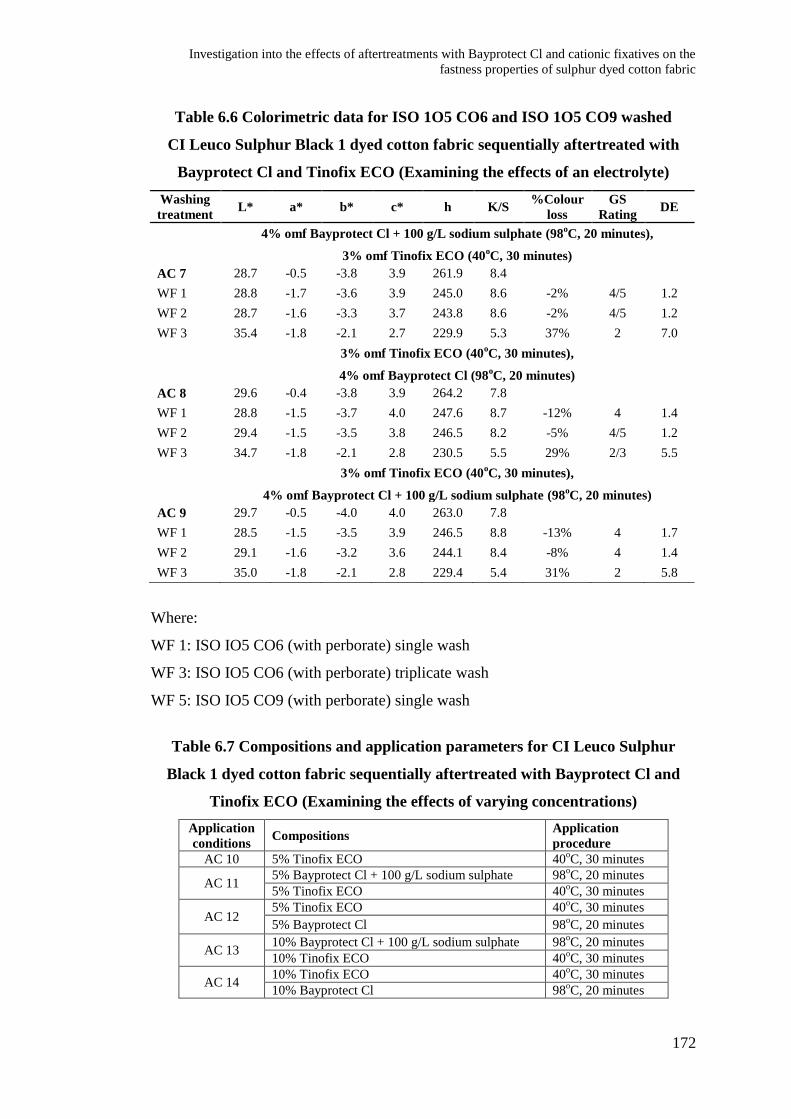
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
172
Table 6.6 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed
CI Leuco Sulphur Black 1 dyed cotton fabric sequentially aftertreated with
Bayprotect Cl and Tinofix ECO (Examining the effects of an electrolyte)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes),
3% omf Tinofix ECO (40
oC, 30 minutes)
AC 7 28.7 -0.5 -3.8 3.9 261.9 8.4
WF 1 28.8 -1.7 -3.6 3.9 245.0 8.6 -2% 4/5 1.2
WF 2 28.7 -1.6 -3.3 3.7 243.8 8.6 -2% 4/5 1.2
WF 3 35.4 -1.8 -2.1 2.7 229.9 5.3 37% 2 7.0
3% omf Tinofix ECO (40
oC, 30 minutes),
4% omf Bayprotect Cl (98
oC, 20 minutes)
AC 8 29.6 -0.4 -3.8 3.9 264.2 7.8
WF 1 28.8 -1.5 -3.7 4.0 247.6 8.7 -12% 4 1.4
WF 2 29.4 -1.5 -3.5 3.8 246.5 8.2 -5% 4/5 1.2
WF 3 34.7 -1.8 -2.1 2.8 230.5 5.5 29% 2/3 5.5
3% omf Tinofix ECO (40
oC, 30 minutes),
4% omf Bayprotect Cl + 100 g/L sodium sulphate (98
oC, 20 minutes)
AC 9 29.7 -0.5 -4.0 4.0 263.0 7.8
WF 1 28.5 -1.5 -3.5 3.9 246.5 8.8 -13% 4 1.7
WF 2 29.1 -1.6 -3.2 3.6 244.1 8.4 -8% 4 1.4
WF 3 35.0 -1.8 -2.1 2.8 229.4 5.4 31% 2 5.8
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
Table 6.7 Compositions and application parameters for CI Leuco Sulphur
Black 1 dyed cotton fabric sequentially aftertreated with Bayprotect Cl and
Tinofix ECO (Examining the effects of varying concentrations)
Application
conditions Compositions
Application
procedure
AC 10 5% Tinofix ECO 40oC, 30 minutes
AC 11 5% Bayprotect Cl + 100 g/L sodium sulphate 98
oC, 20 minutes
5% Tinofix ECO 40oC, 30 minutes
AC 12 5% Tinofix ECO 40
oC, 30 minutes
5% Bayprotect Cl 98oC, 20 minutes
AC 13 10% Bayprotect Cl + 100 g/L sodium sulphate 98
oC, 20 minutes
10% Tinofix ECO 40oC, 30 minutes
AC 14 10% Tinofix ECO 40
oC, 30 minutes
10% Bayprotect Cl 98oC, 20 minutes
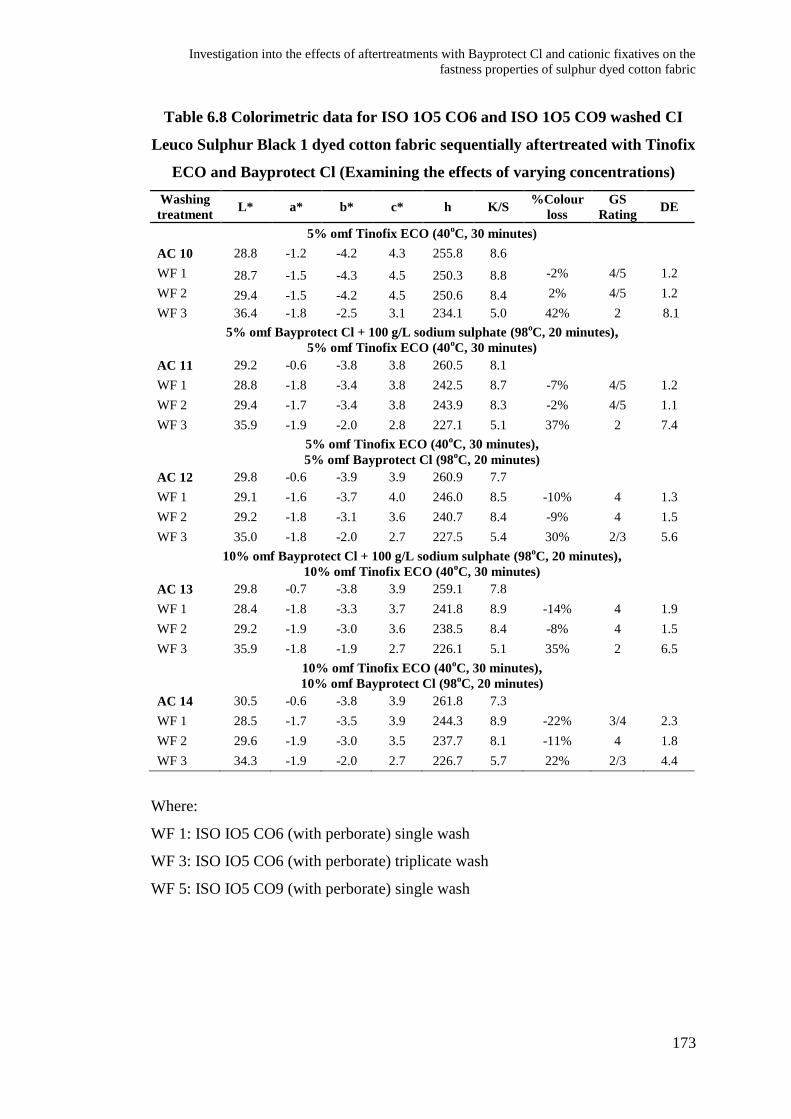
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
173
Table 6.8 Colorimetric data for ISO 1O5 CO6 and ISO 1O5 CO9 washed CI
Leuco Sulphur Black 1 dyed cotton fabric sequentially aftertreated with Tinofix
ECO and Bayprotect Cl (Examining the effects of varying concentrations)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
5% omf Tinofix ECO (40oC, 30 minutes)
AC 10 28.8 -1.2 -4.2 4.3 255.8 8.6
WF 1 28.7 -1.5 -4.3 4.5 250.3 8.8 -2% 4/5 1.2
WF 2 29.4 -1.5 -4.2 4.5 250.6 8.4 2% 4/5 1.2
WF 3 36.4 -1.8 -2.5 3.1 234.1 5.0 42% 2 8.1
5% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes),
5% omf Tinofix ECO (40oC, 30 minutes)
AC 11 29.2 -0.6 -3.8 3.8 260.5 8.1
WF 1 28.8 -1.8 -3.4 3.8 242.5 8.7 -7% 4/5 1.2
WF 2 29.4 -1.7 -3.4 3.8 243.9 8.3 -2% 4/5 1.1
WF 3 35.9 -1.9 -2.0 2.8 227.1 5.1 37% 2 7.4
5% omf Tinofix ECO (40oC, 30 minutes),
5% omf Bayprotect Cl (98oC, 20 minutes)
AC 12 29.8 -0.6 -3.9 3.9 260.9 7.7
WF 1 29.1 -1.6 -3.7 4.0 246.0 8.5 -10% 4 1.3
WF 2 29.2 -1.8 -3.1 3.6 240.7 8.4 -9% 4 1.5
WF 3 35.0 -1.8 -2.0 2.7 227.5 5.4 30% 2/3 5.6
10% omf Bayprotect Cl + 100 g/L sodium sulphate (98oC, 20 minutes),
10% omf Tinofix ECO (40oC, 30 minutes)
AC 13 29.8 -0.7 -3.8 3.9 259.1 7.8
WF 1 28.4 -1.8 -3.3 3.7 241.8 8.9 -14% 4 1.9
WF 2 29.2 -1.9 -3.0 3.6 238.5 8.4 -8% 4 1.5
WF 3 35.9 -1.8 -1.9 2.7 226.1 5.1 35% 2 6.5
10% omf Tinofix ECO (40oC, 30 minutes),
10% omf Bayprotect Cl (98oC, 20 minutes)
AC 14 30.5 -0.6 -3.8 3.9 261.8 7.3
WF 1 28.5 -1.7 -3.5 3.9 244.3 8.9 -22% 3/4 2.3
WF 2 29.6 -1.9 -3.0 3.5 237.7 8.1 -11% 4 1.8
WF 3 34.3 -1.9 -2.0 2.7 226.7 5.7 22% 2/3 4.4
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 3: ISO IO5 CO6 (with perborate) triplicate wash
WF 5: ISO IO5 CO9 (with perborate) single wash
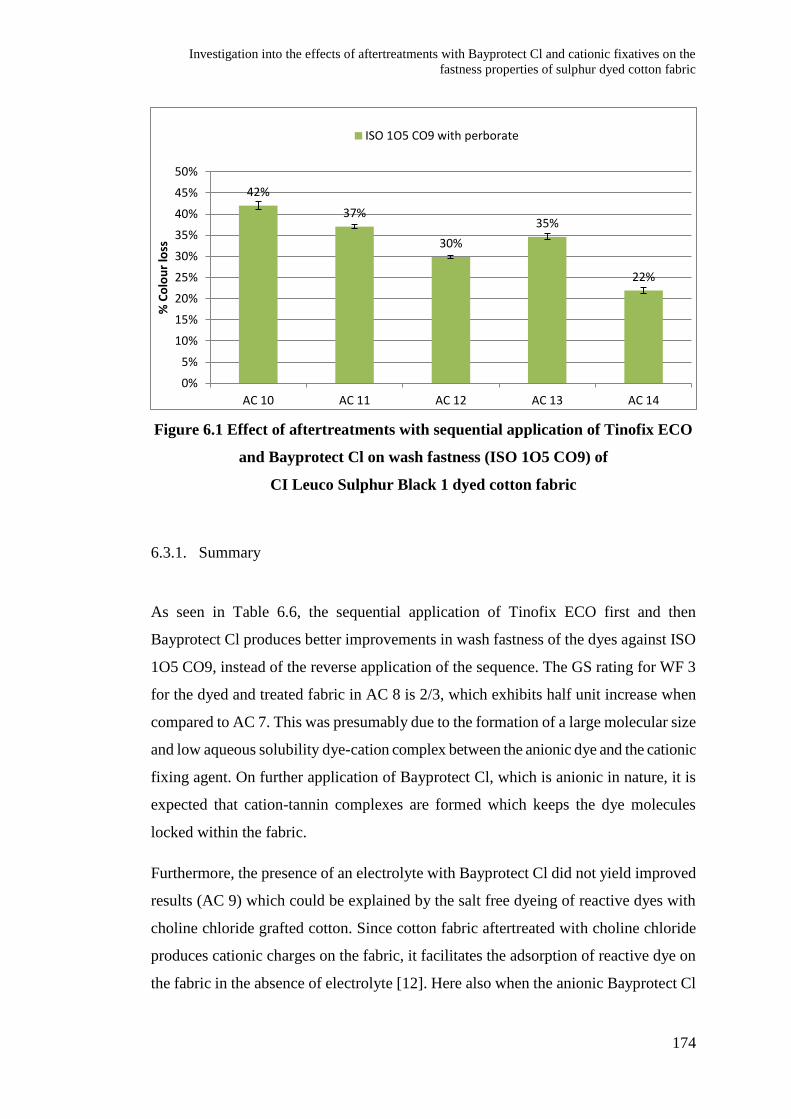
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
174
Figure 6.1 Effect of aftertreatments with sequential application of Tinofix ECO
and Bayprotect Cl on wash fastness (ISO 1O5 CO9) of
CI Leuco Sulphur Black 1 dyed cotton fabric
6.3.1. Summary
As seen in Table 6.6, the sequential application of Tinofix ECO first and then
Bayprotect Cl produces better improvements in wash fastness of the dyes against ISO
1O5 CO9, instead of the reverse application of the sequence. The GS rating for WF 3
for the dyed and treated fabric in AC 8 is 2/3, which exhibits half unit increase when
compared to AC 7. This was presumably due to the formation of a large molecular size
and low aqueous solubility dye-cation complex between the anionic dye and the cationic
fixing agent. On further application of Bayprotect Cl, which is anionic in nature, it is
expected that cation-tannin complexes are formed which keeps the dye molecules
locked within the fabric.
Furthermore, the presence of an electrolyte with Bayprotect Cl did not yield improved
results (AC 9) which could be explained by the salt free dyeing of reactive dyes with
choline chloride grafted cotton. Since cotton fabric aftertreated with choline chloride
produces cationic charges on the fabric, it facilitates the adsorption of reactive dye on
the fabric in the absence of electrolyte [12]. Here also when the anionic Bayprotect Cl
42%
37%
30%
35%
22%
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
50%
AC 10 AC 11 AC 12 AC 13 AC 14
% C
olo
ur
loss
ISO 1O5 CO9 with perborate
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
175
was applied to cationic sulphur dyed fabric, it attracted the oppositely charged tannin
molecules thus avoiding the use of sodium sulphate.
Likewise increasing the concentrations of the fixatives from 5% to 10% omf did not
produce remarkable improvements in terms of Grey scale rating, as shown for AC 12
and AC 14 in Table 6.8. Hence, the two fixatives can provide equally good results with
5% omf concentrations.
6.4. Surface topography of Tinofix ECO aftertreated fabric
Figures 4.4-4.7 are SEM micrographs of the untreated unlaundered and laundered cotton
fabric which on comparison with the Tinofix ECO (AC 10) treated dyed fabrics (Figure
6.2-Figure 6.5) confirms that the surface of the cationised fibre did not show
considerable change. As the extent of cationisation was small under the selected
conditions, the physical structure of the cotton was little changed and the obtained
cationic cotton was suitable for further application in finishing process [13].
However, on observing the SEM micrographs of laundered cationic fabric, some distinct
crystals could be seen. These crystals seemingly appear to be either the protruded
constituent parts of the finish or any component of the laundering formulation.
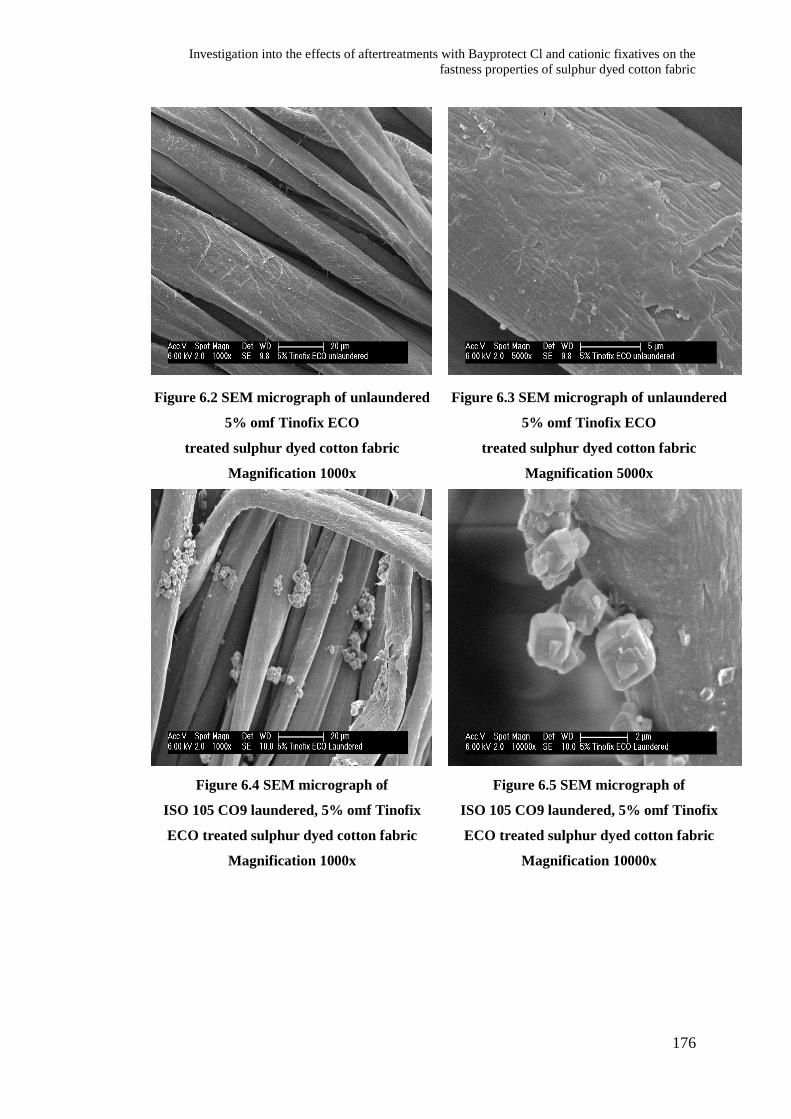
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
176
Figure 6.2 SEM micrograph of unlaundered
5% omf Tinofix ECO
treated sulphur dyed cotton fabric
Magnification 1000x
Figure 6.3 SEM micrograph of unlaundered
5% omf Tinofix ECO
treated sulphur dyed cotton fabric
Magnification 5000x
Figure 6.4 SEM micrograph of
ISO 105 CO9 laundered, 5% omf Tinofix
ECO treated sulphur dyed cotton fabric
Magnification 1000x
Figure 6.5 SEM micrograph of
ISO 105 CO9 laundered, 5% omf Tinofix
ECO treated sulphur dyed cotton fabric
Magnification 10000x
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
177
6.5. Conclusions
The sequential application of three different commercial cationic fixing agents (Tinofix
ECO, Solfix E and Indosol E-50) after Bayprotect Cl treatment on CI leuco Sulphur
Black 1 dyed cotton fabric was evaluated in terms of oxidative bleach damage and it
was found that Tinofix ECO would be a better choice to develop a protective system for
the dye. Greater improvements in terms of percentage colour loss and minimum
damaging impact on colour coordinates and other fastness properties lead to the
selection of this fixative.
On comparing the results produced by the pre and post application of cationic fixative, it
was observed that Tinofix ECO should be applied first so as to get improved results for
ISO 1O5 CO9. However, applying the two auxiliaries in equal proportions with two
different concentrations (5% and 10% omf) did not create a sizable improvement in the
wash fastness of the samples. Hence the 5% omf application was found to be sufficient
for both the chemicals. In contrast, this application procedure surprisingly did not
produce significant improvements for ISO 1O5 CO6 (single and triplicate washes),
since deterioration in shade and GS rating was observed. The basic aim of the research
was to develop the protection system for improving the resistance of the dyes against the
aggressive ISO 1O5 CO9, hence, in order to make the overall process viable for
industrial purpose, optimisation of the process parameters needed to be carried out
which is outlined in the next chapter.
6.6. References
[1] Burkinshaw SM and Collins GW. Aftertreatments to improve the wash fastness of
sulphur dyeings on cotton. Dyes and Pigments. 1995;29(4):323-44.
[2] Oakes J, Gratton P and Dixon S. Solubilisation of dyes by surfactant micelles. Part
5: Durability of dye fixatives. Coloration Technology. 2004;120(6):276-83.
[3] Seong H and Ko S. Synthesis, application and evaluation of cationising agents for
cellulosic fibres. Journal of the Society of Dyers and Colourists. 1998;114(4):124-9.
Investigation into the effects of aftertreatments with Bayprotect Cl and cationic fixatives on the
fastness properties of sulphur dyed cotton fabric
178
[4] Burkinshaw SM, Chaccour FE and Gotsopoulos A. The aftertreatment of sulphur
dyes on cotton. Dyes and Pigments. 1997;34(3):227-41.
[5] Burkinshaw SM and Collins GW. Pad-dry and pad-flash cure aftertreatments to
improve the wash fastness of sulphur dyeings on cotton. Dyes and Pigments.
1997;33(1):1-9.
[6] Burkinshaw SM and Collins GW. Aftertreatment to reduce the washdown of leuco
sulphur dyes on cotton during repeated washing. Journal of the Society of Dyers and
Colourists. 1998;114(5-6):165-8.
[7] Burkinshaw SM and Gotsopoulos A. The pre-treatment of cotton to enhance its
dyeability—I. Sulphur dyes. Dyes and Pigments. 1996;32(4):209-28.
[8] Burkinshaw SM and Collins GW. Continuous dyeing with sulphur dyes: After
treatments to improve the wash fastness. Book of Papers: International Conference &
Exhibition - American Association of Textile Chemists and Colorists. 1996:296-303.
[9] Aspland J. Oxidation and fixation of reduced sulfur dyes. Textile Chemist and
Colorist. 1970;2(13):29-34.
[10] Peter R. Textile chemistry. Vol. III: The physical chemistry of dyeing. Elsevier:
New York, 1975.
[11] Cook CC. Aftertreatments for improving the fastness of dyes on textile fibres.
Review of Progress in Coloration and Related Topics. 1982;12(1):73-89.
[12] Lewis DM and McIlroy KA. The chemical modification of cellulosic fibres to
enhance dyeability. Review of Progress in Coloration and Related Topics. 1997;27(1):
5-17.
[13] Wang L, Ma W, Zhang S, Teng X and Yang J. Preparation of cationic cotton with
two-bath pad-bake process and its application in salt-free dyeing. Carbohydrate
Polymers. 2009;78(3):602-8.
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
179
7. Optimisation of process parameters for sequential application of
Tinofix ECO and Bayprotect Cl on sulphur dyed cotton fabric
7.1. Background
In the preceding chapter, a study was reported regarding enhancement of wash fastness
of sulphur dyed cotton fabric with the sequential application of a cationic fixative
(Tinofix ECO) and tannin (Bayprotect Cl). It was found that the extent of wash fastness
improvement imparted by the cation-tannin system was greater than that given by a
cationic fixative on its own. The present work continues this investigation for
optimising the process parameters of the two-bath system, which are application
temperature, time and concentrations of the two reagents.
In order to improve the wash fastness of various dyes, the application of two different
fixatives in one-bath or two-bath systems is a common practice. The effects of
sequential aftertreatments with tannin/tannic acid, metal salts, polymeric cationic agents
and syntan (synthetic tanning agents) on the fastness properties of various dyes had
already been investigated several times [1-8].
Few examples would be discussed before introducing the process parameters,
application conditions and possible mechanism of the cation-tannin protection system
developed in this study. In this context, starting with acid dyes, these dyes exhibit
characteristically poor fastness to repeated washing on polyamide fibres. Traditionally,
the aftertreatment of dyed polyamide is carried out with a two-stage (tannic acid and
potassium antimony tartrate), a full backtan process (nowadays rarely used owing to the
toxicity of tartar emetic and shade changes in dyeings) or a single-stage syntan
aftertreatment. In order to eliminate the use of toxic tartar emetic and produced dyeings
with improved fastnesses, a new full backtan method has been employed in which a tin
sulphate derived product (Gallofix) has been used. The tin salt forms a metal complex
with tannin acid (Floctan 1) and so enhanced wash fastness is achieved on polyamide 6,
6 with non-metallised and pre-metallised acid dyes. Similarly, a commercial syntan
(Fixogene AXF) and polymeric cationic agent (Fixogene CXF) were sequentially
applied to the acid dyed polyamide fibre resulting in the formation of a large molecular
size, low aqueous solubility complex between the anionic syntan and the cationic
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
180
compound within the fibre. These aftertreatments improved the fastness of the dyeing to
repeated wash testing at 40oC [6, 9].
Another example is the application of tannic acid and iron (II) sulphate to improve the
wet fastness and shade depth of black acid dye on nylon 6,6. Dyeings were aftertreated
with a single-stage and two stage method to improve the fastness to repeated washing at
60oC. The possible reason suggested by the author for improved wash fastness was the
formation of a low solubility, large molecular size iron tannate complex within the
periphery of the dyed fibre [4].
7.2. Introduction to experimental
According to observations from chapter 6, the sequential application of Tinofix ECO
(TE) and Bayprotect Cl (BP) on sulphur dyed fabric can be utilised to improve the wash
fastness of sulphur dyes against the oxidative bleaching action of
detergent/perborate/bleach activator formulations (ISO 1O5 CO9). Therefore, the above
mentioned method has been chosen for optimisation so that the overall process could be
made attractive for commercial purposes. The concentrations, application temperatures
and time for Tinofix ECO and Bayprotect Cl as well as the consumption of water have
been worked out for fulfilling the needs for optimisation and to formulate a standard
workable recipe (Table 7.1).
The cotton fabric was dyed with 5% omf Diresul Black RDT (CI Leuco Sulphur Black
1) and reduced with the aid of conventional sodium sulphide (SS) and Diresul Reducing
agent D (RAD). Four replicates were taken for each sample subjected to ISO 1O5 CO9
wash test in the presence of sodium perborate. The optimised parameters were applied
on cotton fabrics reduced with the two reducing systems and dyed with 5% omf Diresul
Liquid Green RDT-N (CI Leuco Sulphur Green 2), Diresul Liquid Blue RDT-G (CI
Leuco Sulphur Blue 7), Diresul Liquid Yellow RDT-E (CI Leuco Sulphur Yellow 22)
and Diresul Liquid Red RDT-BG (CI Leuco Sulphur Red 14) and the samples evaluated
for the wash, light and crocking fastnesses. The dyeing methods have been discussed
previously in section 3.4.
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
181
Overall optimisation steps are summarised as follows:
1. Application of 1, 2, 3, 4, 5, 8 and 10% omf Tinofix ECO at 40oC for 30 minutes;
2. Two bath sequential application of 5% omf Tinofix ECO and 1, 2, 3, 5 and 10% omf
Bayprotect Cl at 40oC, 60
oC and 98
oC;
3. One bath-two stage application of 5% omf Tinofix ECO (30 minutes) and 5% omf
Bayprotect Cl (at 40oC for 5, 10, 15 and 20 minutes);
4. One bath-two stage application of 5% omf Tinofix ECO (at 40oC for 15 and 20
minutes) and 5% omf Bayprotect Cl (at 40oC for 10 and 15 minutes).
7.3. Aftertreatment sequence
Rinsed sulphur dyeings were aftertreated using:
I. A single stage cationic fixing agent (Tinofix ECO) treatment as shown in Figure
7.1. Sulphur dyed and rinsed cotton fabric was aftertreated with liquor
containing 1, 2, 3, 4, 5, 8 and 10% omf Tinofix ECO with a liquor to goods ratio
of 10:1. The pH of the liquor was needed to be adjusted to 6-7 (the liquor was
already in the range). The fabric was treated at 40oC for 30 minutes, rinsed in
warm and cold water and finally air dried;
II. A two bath cation + tannin (Tinofix ECO + Bayprotect Cl) process in which
dyeings had been aftertreated with 5% omf Tinofix ECO using the method
described above, rinsed in water and subjected to tannin treatment depicted in
Figure 7.2. 1, 2, 3, 5 and 10% omf Bayprotect Cl was applied after cationic
treatment at 40, 60 and 98oC with a liquor to goods ratio of 10:1. The pH of the
treatment bath was adjusted to 3-3.5 with citric acid. The finished fabric was
rinsed in warm and cold water and finally air dried;
III. A single bath–two stage, cation + tannin (Tinofix ECO + Bayprotect Cl) process
in which dyeings had been aftertreated with 5% omf Tinofix ECO and 5% omf
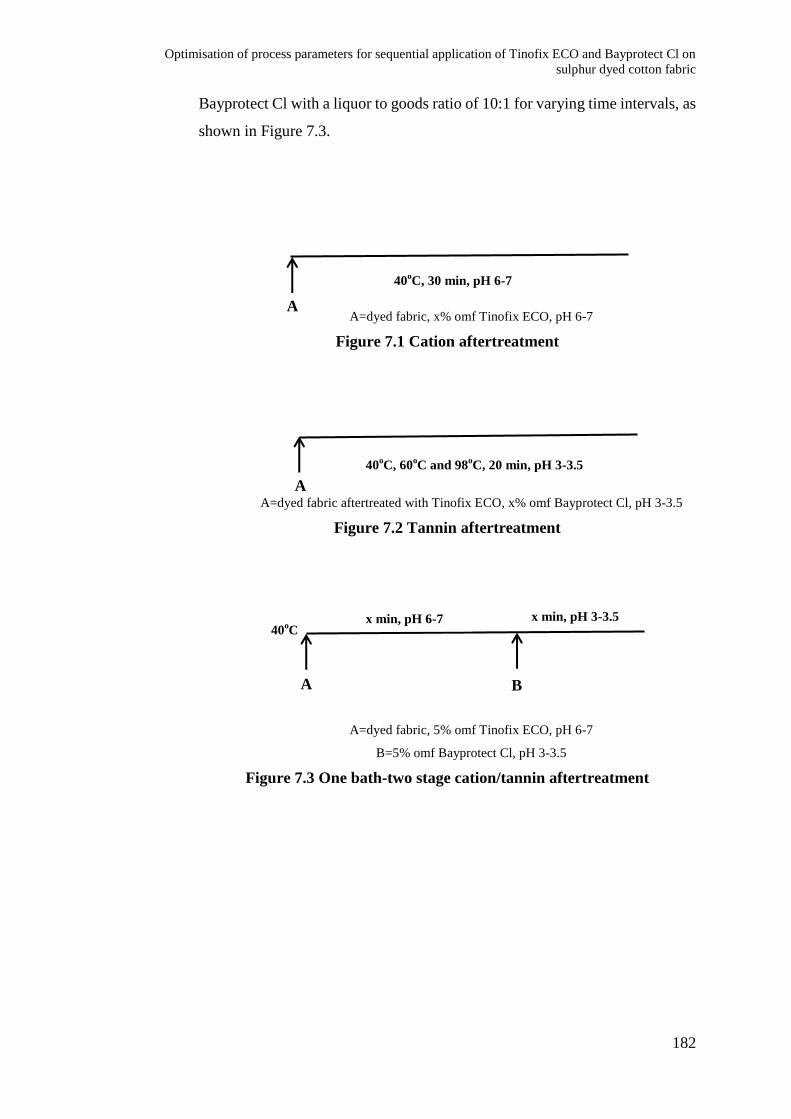
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
182
Bayprotect Cl with a liquor to goods ratio of 10:1 for varying time intervals, as
shown in Figure 7.3.
A=dyed fabric, x% omf Tinofix ECO, pH 6-7
Figure 7.1 Cation aftertreatment
A=dyed fabric aftertreated with Tinofix ECO, x% omf Bayprotect Cl, pH 3-3.5
Figure 7.2 Tannin aftertreatment
A=dyed fabric, 5% omf Tinofix ECO, pH 6-7
B=5% omf Bayprotect Cl, pH 3-3.5
Figure 7.3 One bath-two stage cation/tannin aftertreatment
40oC, 30 min, pH 6-7
40oC, 60
oC and 98
oC, 20 min, pH 3-3.5
x min, pH 6-7 x min, pH 3-3.5 40
oC
A B
A
A
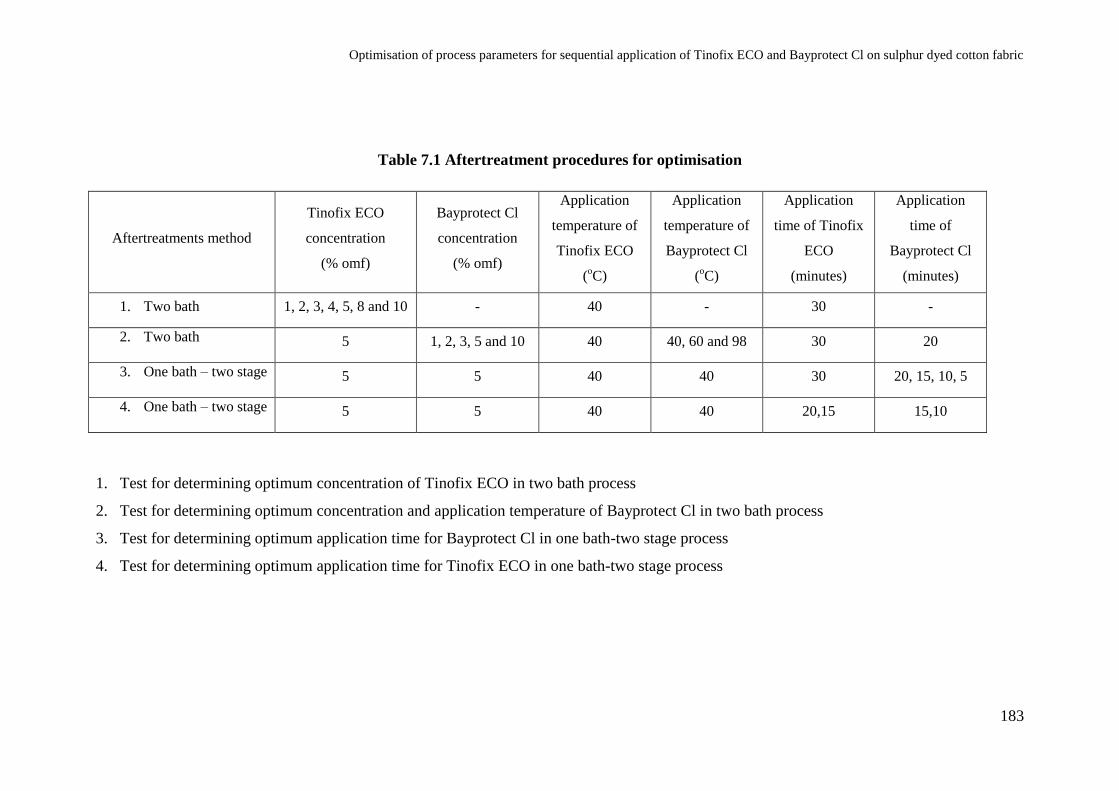
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on sulphur dyed cotton fabric
183
Table 7.1 Aftertreatment procedures for optimisation
Aftertreatments method
Tinofix ECO
concentration
(% omf)
Bayprotect Cl
concentration
(% omf)
Application
temperature of
Tinofix ECO
(oC)
Application
temperature of
Bayprotect Cl
(oC)
Application
time of Tinofix
ECO
(minutes)
Application
time of
Bayprotect Cl
(minutes)
1. Two bath 1, 2, 3, 4, 5, 8 and 10 - 40 - 30 -
2. Two bath 5 1, 2, 3, 5 and 10 40 40, 60 and 98 30 20
3. One bath – two stage 5 5 40 40 30 20, 15, 10, 5
4. One bath – two stage 5 5 40 40 20,15 15,10
1. Test for determining optimum concentration of Tinofix ECO in two bath process
2. Test for determining optimum concentration and application temperature of Bayprotect Cl in two bath process
3. Test for determining optimum application time for Bayprotect Cl in one bath-two stage process
4. Test for determining optimum application time for Tinofix ECO in one bath-two stage process
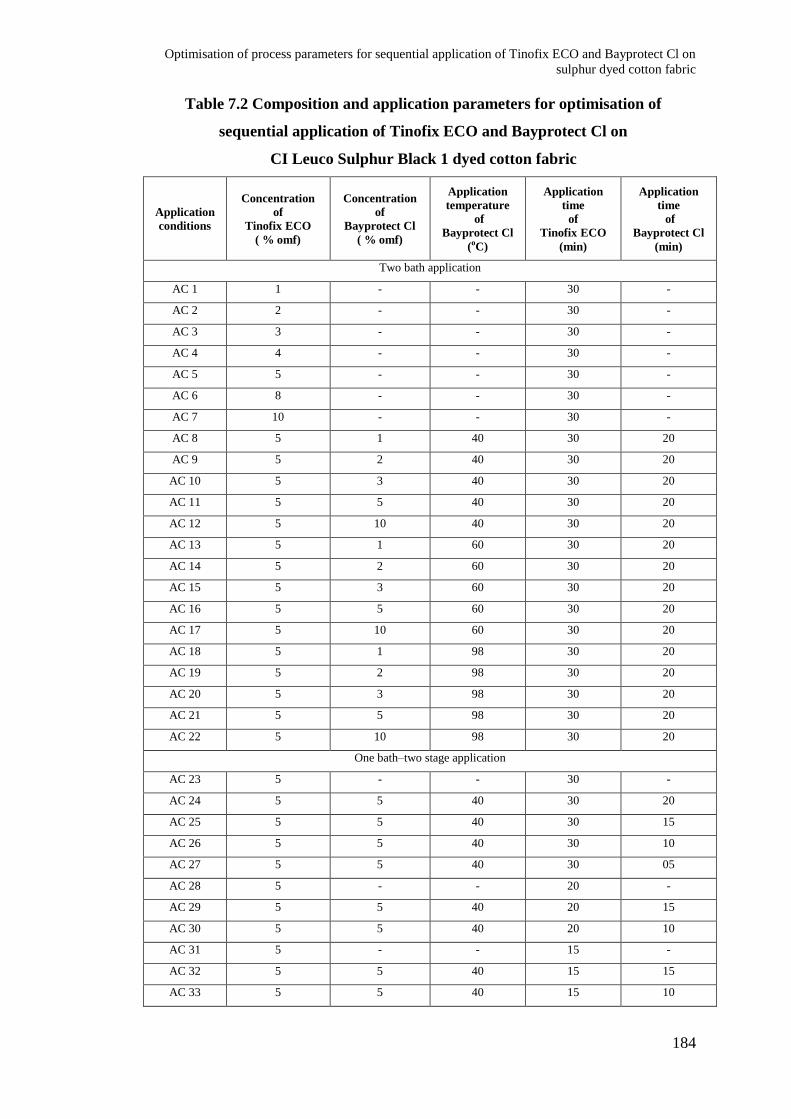
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
184
Table 7.2 Composition and application parameters for optimisation of
sequential application of Tinofix ECO and Bayprotect Cl on
CI Leuco Sulphur Black 1 dyed cotton fabric
Application
conditions
Concentration
of
Tinofix ECO
( % omf)
Concentration
of
Bayprotect Cl
( % omf)
Application
temperature
of
Bayprotect Cl
(oC)
Application
time
of
Tinofix ECO
(min)
Application
time
of
Bayprotect Cl
(min)
Two bath application
AC 1 1 - - 30 -
AC 2 2 - - 30 -
AC 3 3 - - 30 -
AC 4 4 - - 30 -
AC 5 5 - - 30 -
AC 6 8 - - 30 -
AC 7 10 - - 30 -
AC 8 5 1 40 30 20
AC 9 5 2 40 30 20
AC 10 5 3 40 30 20
AC 11 5 5 40 30 20
AC 12 5 10 40 30 20
AC 13 5 1 60 30 20
AC 14 5 2 60 30 20
AC 15 5 3 60 30 20
AC 16 5 5 60 30 20
AC 17 5 10 60 30 20
AC 18 5 1 98 30 20
AC 19 5 2 98 30 20
AC 20 5 3 98 30 20
AC 21 5 5 98 30 20
AC 22 5 10 98 30 20
One bath–two stage application
AC 23 5 - - 30 -
AC 24 5 5 40 30 20
AC 25 5 5 40 30 15
AC 26 5 5 40 30 10
AC 27 5 5 40 30 05
AC 28 5 - - 20 -
AC 29 5 5 40 20 15
AC 30 5 5 40 20 10
AC 31 5 - - 15 -
AC 32 5 5 40 15 15
AC 33 5 5 40 15 10
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
185
7.4. Effect of varying concentration of Tinofix ECO
Table 7.3 and Table 7.4 detail the effect of increasing the concentration of the cationic
fixing agent Tinofix ECO on the colour loss of the fabric dyed with Diresul Black RDT
and reduced with Diresul reducing agent D and sodium sulphide respectively. It is clear
that within the range examined, increasing the concentration of Tinofix ECO up to 5%
omf brings about a sharp reduction in the colour loss, that is from 59% and 71% for the
untreated to 43% and 41% for treated samples respectively. This effect is presumably
due to the formation of large molecular size complexes between cationic fixative and
anionic dye molecules on cotton fabric. However, on exceeding concentration from 5%
to 10% omf, the fixative does not produce significant reduction in the amount of dye
loss from the fabric. For this reason, 5% omf concentration of the cationic fixative was
selected for further investigations.
The colour strength and percentage colour loss after laundering for sodium sulphide
reduced fabric was higher than for the comparable fabric reduced with Diresul Reducing
agent D. The Diresul Reducing agent D is a commercial product based on glucose and is
stated as a biodegradable reducing system. Glucose is expected to produce sulphur
dyeings with comparable colour strength and wash fastness to the conventional sulphide
system when applied under suitable temperature and concentrations of reducing agent
and alkali [10]. Dyeing of cellulosic fabric with sulphur dyes at optimum redox potential
(-650 mV) was found to offer the highest colour strength and lowest colour loss after
washing for sodium sulphide as well as reducing sugars. The fabric dyeings produced at
this reduction potential achieve maximum dye uptake, since above and below this value
the dye molecule is either too large or too fragmented for maximum adsorption and
subsequent diffusion [11].
It is proposed that large dye molecules have high affinity for cellulosic fibre owing to
extensive hydrophobic interactions and hydrogen bonding. However, the bigger size dye
molecules will have reduced penetration resulting in decreased adsorption, diffusion and
colour strength. On the other hand, smaller molecules can easily diffuse but their
affinity for cellulose would be lower due to lesser degree of dye-fibre interaction, hence
would display lower levels of wash fastness in relation to larger fragments [11, 12]. The
decrease in the wash fastness of fabric dyed with sodium sulphide may possibly be
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
186
attributed to aforementioned concept. It is anticipated that CI Leuco Sulphur Black 1
dye reduced with sodium sulphide might have produced smaller dye fragments in
comparison to Diresul RAD reduced dye molecules, resulting in higher colour strength
and reduced wash fastness.
On comparing the effects of Tinofix ECO on the two systems, it was observed that
treating Diresul RAD reduced fabric with 5% omf Tinofix ECO decreased the
percentage colour loss by 16%, while for sodium sulphide reduced sample it was 30%.
This shows that the cationic fixative is found to offer more protection to the sodium
sulphide reduced fabric against oxidation in domestic laundering. The protective effect
of varying concentrations of Tinofix ECO against the aggressive ISO 1O5 CO9 is
summarised in Figure 7.4.
7.5. Effect of varying concentrations of Bayprotect Cl over 5% omf Tinofix ECO at
different temperatures
As illustrated in section 7.4, 5% omf Tinofix ECO was found to be the optimum level
for reducing the colour loss of the sulphur dyed fabric. In order to achieve further
improvement in resistance of the dyes against oxidation, the cationised fabric was
treated with Bayprotect Cl. The reason for the two-bath sequential application of the two
reagents was that they require different pH conditions to effectively exhibit their
fixation properties. Bayprotect Cl requires an acidic pH (<3.5) while Tinofix ECO needs
a pH range of 6-7.
Table 7.5, Table 7.6 and Table 7.7 show the variation in percentage colour loss of CI
Leuco Sulphur Black 1 dyed cotton fabric (reduced with Diresul RAD) as a function of
concentration and application temperature of Bayprotect Cl. Five different add-on levels
of the Bayprotect Cl at three different temperatures were applied to each fabric,
resulting in fifteen finish combinations per fabric. It is evident that on increasing the
concentration of the tannin (Bayprotect Cl), a concomitant decrease in colour loss was
observed. However, as seen in Figure 7.5, the impact of application temperature of
Bayprotect Cl was insignificant and an increase in temperature does not reduce colour
loss to a great extent. Presumably, the exhaustion of the tannin at lower temperature was
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
187
enhanced by the cationic charge on the dyed fabric, which attracted the oppositely
charged tannin molecules.
As a result, the application of the protection system would be feasible to be used with
the concentration of 5% omf Bayprotect Cl at the preferred lowest temperature of 40oC.
This would not only help to reduce the overall process temperature but also the two
auxiliaries can be applied at the same temperature. Likewise, Table 7.8, Table 7.9 and
Table 7.10, present the data for CI Leuco Sulphur Black 1 dyed cotton fabric reduced
with the conventional reducing system (sodium sulphide). Similar parameters are
suggested to be selected for improving the resistance of the dye against oxidative action
of the laundering system (results summarised in Figure 7.6).
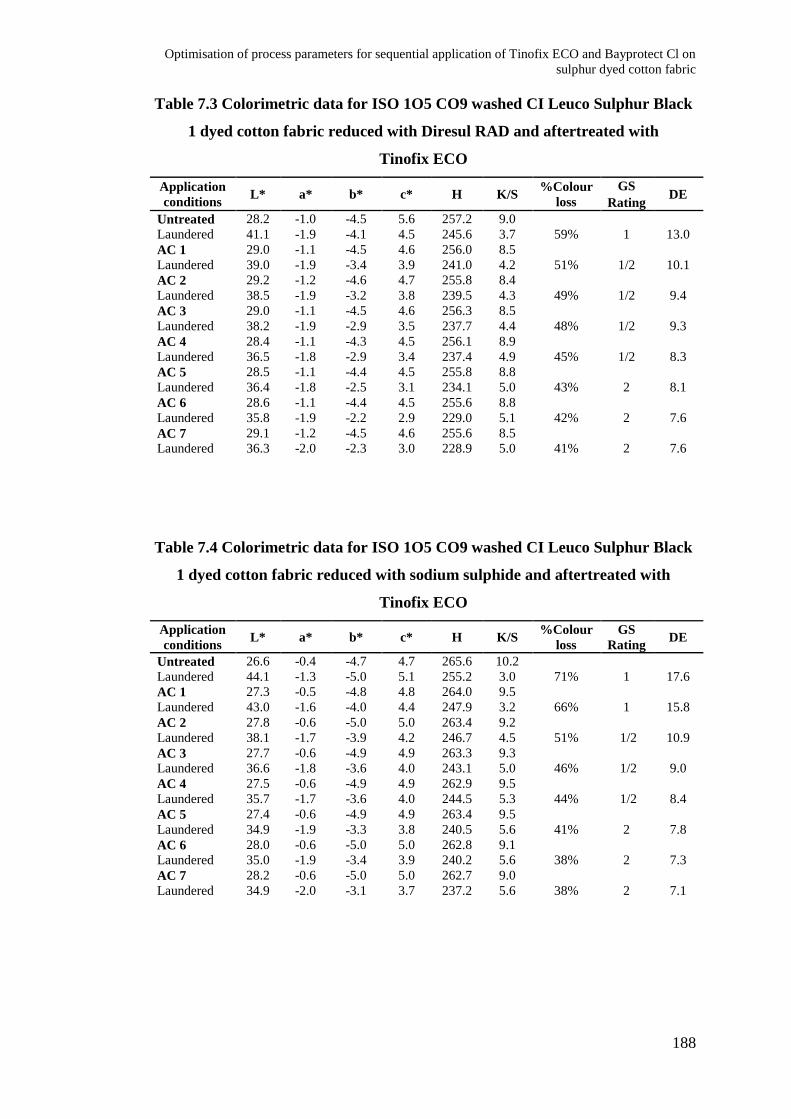
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
188
Table 7.3 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1 dyed cotton fabric reduced with Diresul RAD and aftertreated with
Tinofix ECO
Application
conditions L* a* b* c* H K/S
%Colour
loss
GS DE
Rating
Untreated 28.2 -1.0 -4.5 5.6 257.2 9.0
Laundered 41.1 -1.9 -4.1 4.5 245.6 3.7 59% 1 13.0
AC 1 29.0 -1.1 -4.5 4.6 256.0 8.5
Laundered 39.0 -1.9 -3.4 3.9 241.0 4.2 51% 1/2 10.1
AC 2 29.2 -1.2 -4.6 4.7 255.8 8.4
Laundered 38.5 -1.9 -3.2 3.8 239.5 4.3 49% 1/2 9.4
AC 3 29.0 -1.1 -4.5 4.6 256.3 8.5
Laundered 38.2 -1.9 -2.9 3.5 237.7 4.4 48% 1/2 9.3
AC 4 28.4 -1.1 -4.3 4.5 256.1 8.9
Laundered 36.5 -1.8 -2.9 3.4 237.4 4.9 45% 1/2 8.3
AC 5 28.5 -1.1 -4.4 4.5 255.8 8.8
Laundered 36.4 -1.8 -2.5 3.1 234.1 5.0 43% 2 8.1
AC 6 28.6 -1.1 -4.4 4.5 255.6 8.8
Laundered 35.8 -1.9 -2.2 2.9 229.0 5.1 42% 2 7.6
AC 7 29.1 -1.2 -4.5 4.6 255.6 8.5
Laundered 36.3 -2.0 -2.3 3.0 228.9 5.0 41% 2 7.6
Table 7.4 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1 dyed cotton fabric reduced with sodium sulphide and aftertreated with
Tinofix ECO
Application
conditions L* a* b* c* H K/S
%Colour
loss
GS
Rating DE
Untreated 26.6 -0.4 -4.7 4.7 265.6 10.2
Laundered 44.1 -1.3 -5.0 5.1 255.2 3.0 71% 1 17.6
AC 1 27.3 -0.5 -4.8 4.8 264.0 9.5
Laundered 43.0 -1.6 -4.0 4.4 247.9 3.2 66% 1 15.8
AC 2 27.8 -0.6 -5.0 5.0 263.4 9.2
Laundered 38.1 -1.7 -3.9 4.2 246.7 4.5 51% 1/2 10.9
AC 3 27.7 -0.6 -4.9 4.9 263.3 9.3
Laundered 36.6 -1.8 -3.6 4.0 243.1 5.0 46% 1/2 9.0
AC 4 27.5 -0.6 -4.9 4.9 262.9 9.5
Laundered 35.7 -1.7 -3.6 4.0 244.5 5.3 44% 1/2 8.4
AC 5 27.4 -0.6 -4.9 4.9 263.4 9.5
Laundered 34.9 -1.9 -3.3 3.8 240.5 5.6 41% 2 7.8
AC 6 28.0 -0.6 -5.0 5.0 262.8 9.1
Laundered 35.0 -1.9 -3.4 3.9 240.2 5.6 38% 2 7.3
AC 7 28.2 -0.6 -5.0 5.0 262.7 9.0
Laundered 34.9 -2.0 -3.1 3.7 237.2 5.6 38% 2 7.1
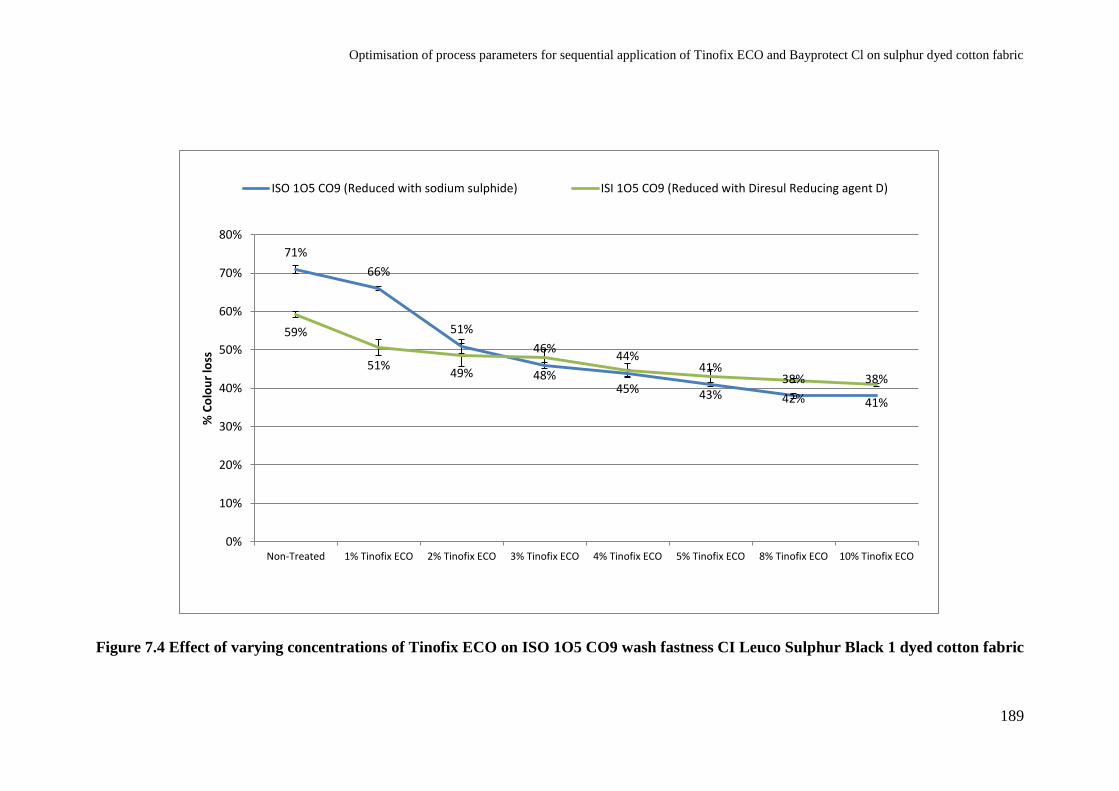
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on sulphur dyed cotton fabric
189
Figure 7.4 Effect of varying concentrations of Tinofix ECO on ISO 1O5 CO9 wash fastness CI Leuco Sulphur Black 1 dyed cotton fabric
71%
66%
51%
46% 44%
41% 38% 38%
59%
51% 49% 48%
45% 43% 42% 41%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Non-Treated 1% Tinofix ECO 2% Tinofix ECO 3% Tinofix ECO 4% Tinofix ECO 5% Tinofix ECO 8% Tinofix ECO 10% Tinofix ECO
% C
olo
ur
loss
ISO 1O5 CO9 (Reduced with sodium sulphide) ISI 1O5 CO9 (Reduced with Diresul Reducing agent D)
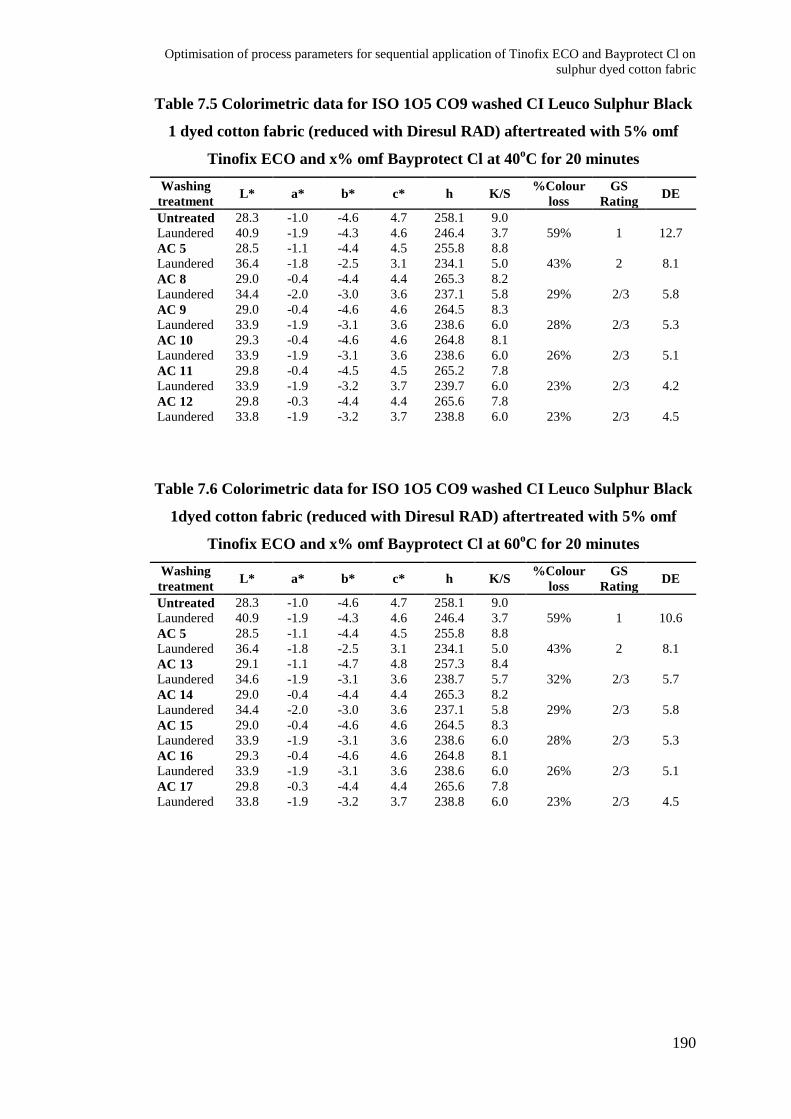
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
190
Table 7.5 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1 dyed cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf
Tinofix ECO and x% omf Bayprotect Cl at 40oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 28.3 -1.0 -4.6 4.7 258.1 9.0
Laundered 40.9 -1.9 -4.3 4.6 246.4 3.7 59% 1 12.7
AC 5 28.5 -1.1 -4.4 4.5 255.8 8.8
Laundered 36.4 -1.8 -2.5 3.1 234.1 5.0 43% 2 8.1
AC 8 29.0 -0.4 -4.4 4.4 265.3 8.2
Laundered 34.4 -2.0 -3.0 3.6 237.1 5.8 29% 2/3 5.8
AC 9 29.0 -0.4 -4.6 4.6 264.5 8.3
Laundered 33.9 -1.9 -3.1 3.6 238.6 6.0 28% 2/3 5.3
AC 10 29.3 -0.4 -4.6 4.6 264.8 8.1
Laundered 33.9 -1.9 -3.1 3.6 238.6 6.0 26% 2/3 5.1
AC 11 29.8 -0.4 -4.5 4.5 265.2 7.8
Laundered 33.9 -1.9 -3.2 3.7 239.7 6.0 23% 2/3 4.2
AC 12 29.8 -0.3 -4.4 4.4 265.6 7.8
Laundered 33.8 -1.9 -3.2 3.7 238.8 6.0 23% 2/3 4.5
Table 7.6 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1dyed cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf
Tinofix ECO and x% omf Bayprotect Cl at 60oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 28.3 -1.0 -4.6 4.7 258.1 9.0
Laundered 40.9 -1.9 -4.3 4.6 246.4 3.7 59% 1 10.6
AC 5 28.5 -1.1 -4.4 4.5 255.8 8.8
Laundered 36.4 -1.8 -2.5 3.1 234.1 5.0 43% 2 8.1
AC 13 29.1 -1.1 -4.7 4.8 257.3 8.4
Laundered 34.6 -1.9 -3.1 3.6 238.7 5.7 32% 2/3 5.7
AC 14 29.0 -0.4 -4.4 4.4 265.3 8.2
Laundered 34.4 -2.0 -3.0 3.6 237.1 5.8 29% 2/3 5.8
AC 15 29.0 -0.4 -4.6 4.6 264.5 8.3
Laundered 33.9 -1.9 -3.1 3.6 238.6 6.0 28% 2/3 5.3
AC 16 29.3 -0.4 -4.6 4.6 264.8 8.1
Laundered 33.9 -1.9 -3.1 3.6 238.6 6.0 26% 2/3 5.1
AC 17 29.8 -0.3 -4.4 4.4 265.6 7.8
Laundered 33.8 -1.9 -3.2 3.7 238.8 6.0 23% 2/3 4.5
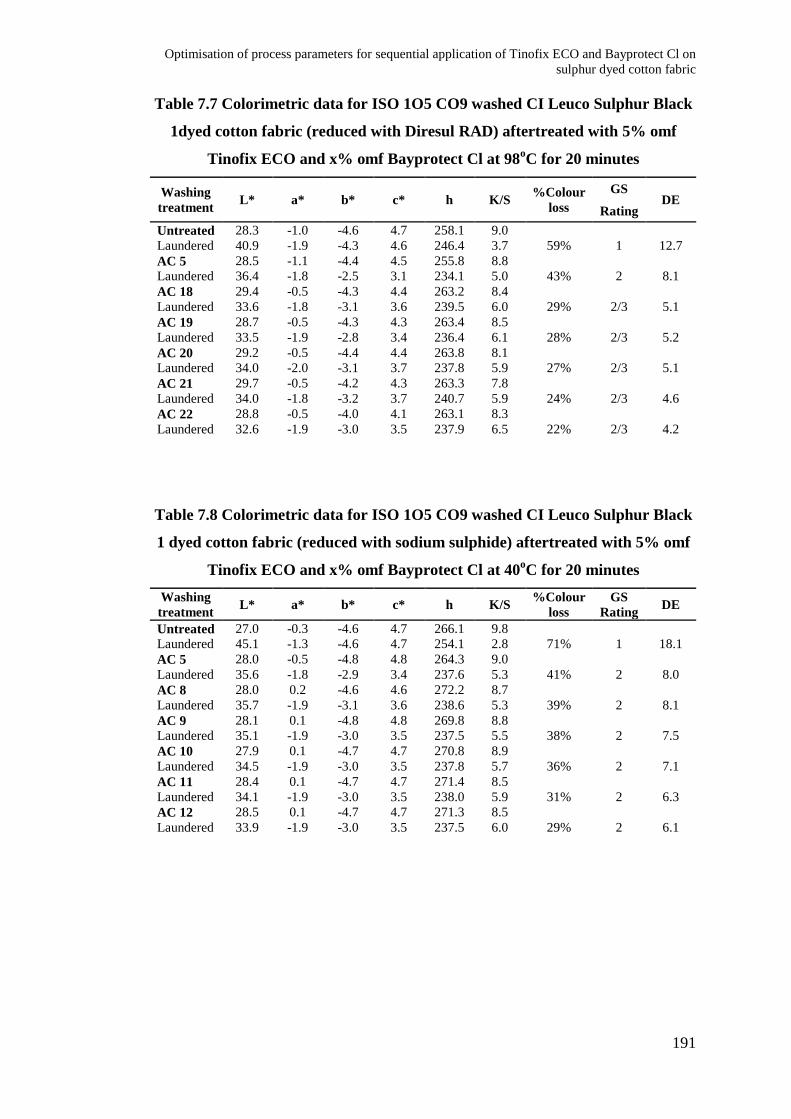
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
191
Table 7.7 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1dyed cotton fabric (reduced with Diresul RAD) aftertreated with 5% omf
Tinofix ECO and x% omf Bayprotect Cl at 98oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS DE
Rating
Untreated 28.3 -1.0 -4.6 4.7 258.1 9.0
Laundered 40.9 -1.9 -4.3 4.6 246.4 3.7 59% 1 12.7
AC 5 28.5 -1.1 -4.4 4.5 255.8 8.8
Laundered 36.4 -1.8 -2.5 3.1 234.1 5.0 43% 2 8.1
AC 18 29.4 -0.5 -4.3 4.4 263.2 8.4
Laundered 33.6 -1.8 -3.1 3.6 239.5 6.0 29% 2/3 5.1
AC 19 28.7 -0.5 -4.3 4.3 263.4 8.5
Laundered 33.5 -1.9 -2.8 3.4 236.4 6.1 28% 2/3 5.2
AC 20 29.2 -0.5 -4.4 4.4 263.8 8.1
Laundered 34.0 -2.0 -3.1 3.7 237.8 5.9 27% 2/3 5.1
AC 21 29.7 -0.5 -4.2 4.3 263.3 7.8
Laundered 34.0 -1.8 -3.2 3.7 240.7 5.9 24% 2/3 4.6
AC 22 28.8 -0.5 -4.0 4.1 263.1 8.3
Laundered 32.6 -1.9 -3.0 3.5 237.9 6.5 22% 2/3 4.2
Table 7.8 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1 dyed cotton fabric (reduced with sodium sulphide) aftertreated with 5% omf
Tinofix ECO and x% omf Bayprotect Cl at 40oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 27.0 -0.3 -4.6 4.7 266.1 9.8
Laundered 45.1 -1.3 -4.6 4.7 254.1 2.8 71% 1 18.1
AC 5 28.0 -0.5 -4.8 4.8 264.3 9.0
Laundered 35.6 -1.8 -2.9 3.4 237.6 5.3 41% 2 8.0
AC 8 28.0 0.2 -4.6 4.6 272.2 8.7
Laundered 35.7 -1.9 -3.1 3.6 238.6 5.3 39% 2 8.1
AC 9 28.1 0.1 -4.8 4.8 269.8 8.8
Laundered 35.1 -1.9 -3.0 3.5 237.5 5.5 38% 2 7.5
AC 10 27.9 0.1 -4.7 4.7 270.8 8.9
Laundered 34.5 -1.9 -3.0 3.5 237.8 5.7 36% 2 7.1
AC 11 28.4 0.1 -4.7 4.7 271.4 8.5
Laundered 34.1 -1.9 -3.0 3.5 238.0 5.9 31% 2 6.3
AC 12 28.5 0.1 -4.7 4.7 271.3 8.5
Laundered 33.9 -1.9 -3.0 3.5 237.5 6.0 29% 2 6.1
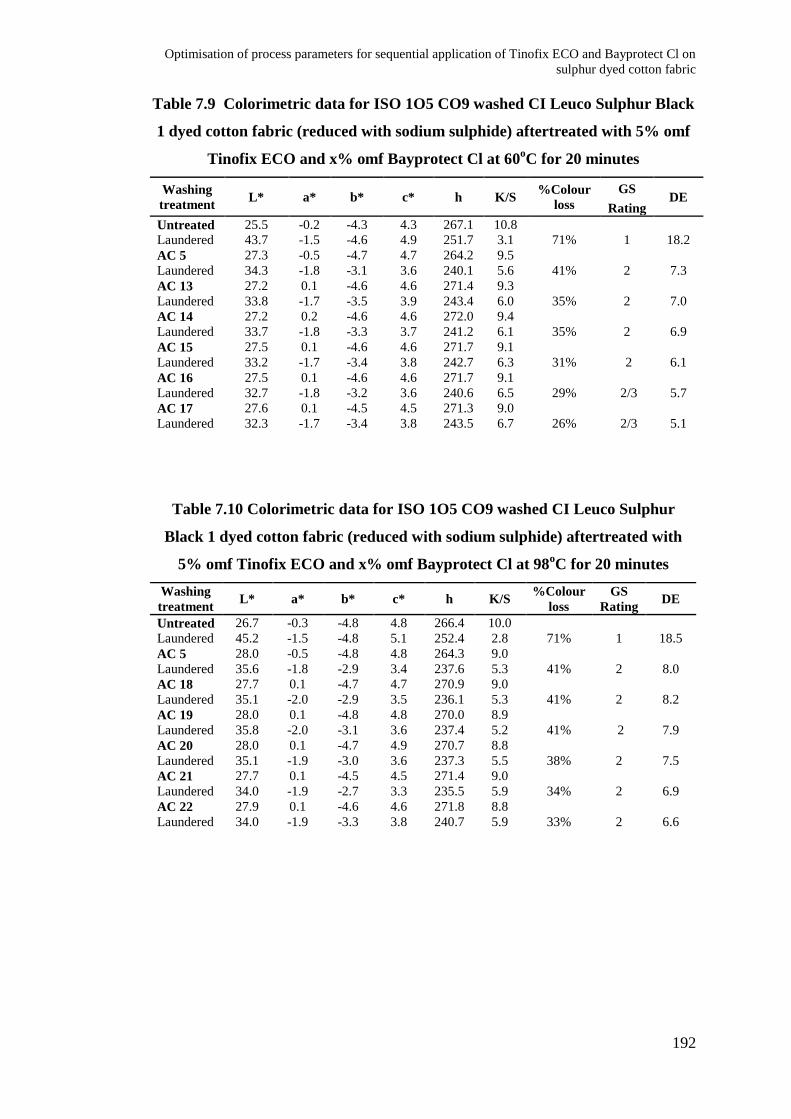
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
192
Table 7.9 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Black
1 dyed cotton fabric (reduced with sodium sulphide) aftertreated with 5% omf
Tinofix ECO and x% omf Bayprotect Cl at 60oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS DE
Rating
Untreated 25.5 -0.2 -4.3 4.3 267.1 10.8
Laundered 43.7 -1.5 -4.6 4.9 251.7 3.1 71% 1 18.2
AC 5 27.3 -0.5 -4.7 4.7 264.2 9.5
Laundered 34.3 -1.8 -3.1 3.6 240.1 5.6 41% 2 7.3
AC 13 27.2 0.1 -4.6 4.6 271.4 9.3
Laundered 33.8 -1.7 -3.5 3.9 243.4 6.0 35% 2 7.0
AC 14 27.2 0.2 -4.6 4.6 272.0 9.4
Laundered 33.7 -1.8 -3.3 3.7 241.2 6.1 35% 2 6.9
AC 15 27.5 0.1 -4.6 4.6 271.7 9.1
Laundered 33.2 -1.7 -3.4 3.8 242.7 6.3 31% 2 6.1
AC 16 27.5 0.1 -4.6 4.6 271.7 9.1
Laundered 32.7 -1.8 -3.2 3.6 240.6 6.5 29% 2/3 5.7
AC 17 27.6 0.1 -4.5 4.5 271.3 9.0
Laundered 32.3 -1.7 -3.4 3.8 243.5 6.7 26% 2/3 5.1
Table 7.10 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Black 1 dyed cotton fabric (reduced with sodium sulphide) aftertreated with
5% omf Tinofix ECO and x% omf Bayprotect Cl at 98oC for 20 minutes
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 26.7 -0.3 -4.8 4.8 266.4 10.0
Laundered 45.2 -1.5 -4.8 5.1 252.4 2.8 71% 1 18.5
AC 5 28.0 -0.5 -4.8 4.8 264.3 9.0
Laundered 35.6 -1.8 -2.9 3.4 237.6 5.3 41% 2 8.0
AC 18 27.7 0.1 -4.7 4.7 270.9 9.0
Laundered 35.1 -2.0 -2.9 3.5 236.1 5.3 41% 2 8.2
AC 19 28.0 0.1 -4.8 4.8 270.0 8.9
Laundered 35.8 -2.0 -3.1 3.6 237.4 5.2 41% 2 7.9
AC 20 28.0 0.1 -4.7 4.9 270.7 8.8
Laundered 35.1 -1.9 -3.0 3.6 237.3 5.5 38% 2 7.5
AC 21 27.7 0.1 -4.5 4.5 271.4 9.0
Laundered 34.0 -1.9 -2.7 3.3 235.5 5.9 34% 2 6.9
AC 22 27.9 0.1 -4.6 4.6 271.8 8.8
Laundered 34.0 -1.9 -3.3 3.8 240.7 5.9 33% 2 6.6
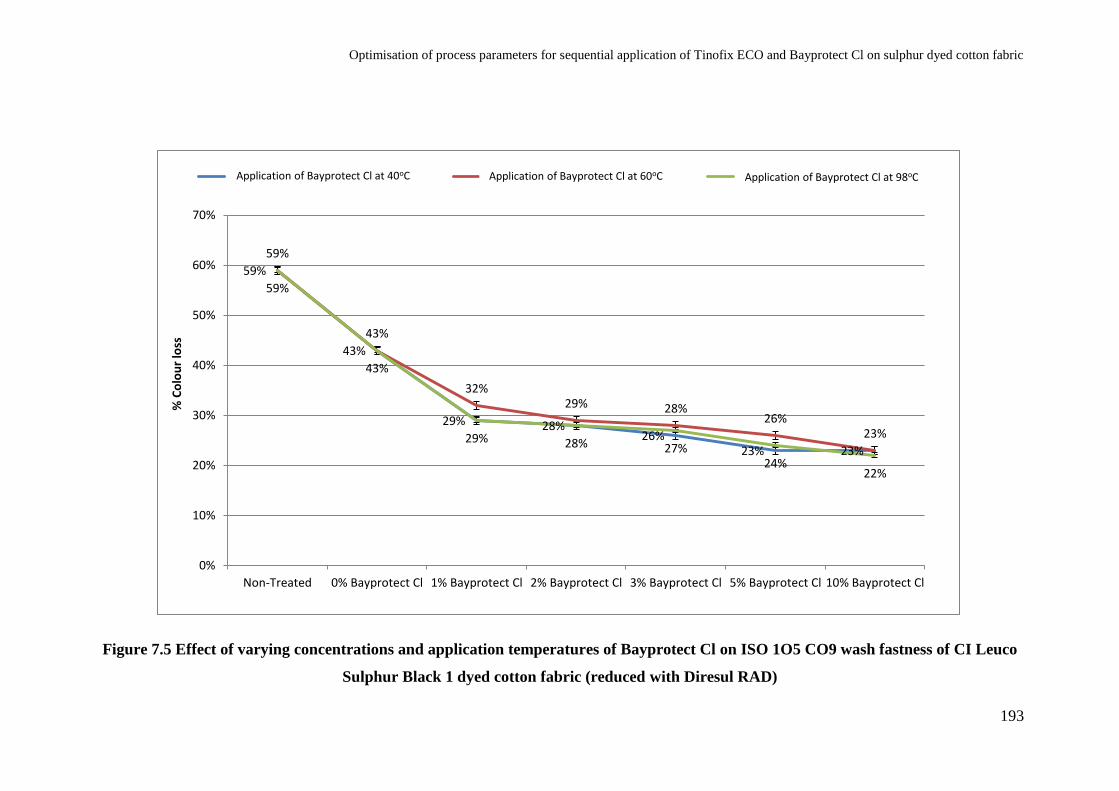
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on sulphur dyed cotton fabric
193
Figure 7.5 Effect of varying concentrations and application temperatures of Bayprotect Cl on ISO 1O5 CO9 wash fastness of CI Leuco
Sulphur Black 1 dyed cotton fabric (reduced with Diresul RAD)
59%
43%
29% 28% 26%
23% 23%
59%
43%
32% 29% 28%
26% 23%
59%
43%
29% 28% 27% 24%
22%
0%
10%
20%
30%
40%
50%
60%
70%
Non-Treated 0% Bayprotect Cl 1% Bayprotect Cl 2% Bayprotect Cl 3% Bayprotect Cl 5% Bayprotect Cl 10% Bayprotect Cl
% C
olo
ur
loss
Application of Bayprotect Cl at 40oC Application of Bayprotect Cl at 60oC Application of Bayprotect Cl at 98oCApplication of Bayprotect Cl at 40oC Application of Bayprotect Cl at 60oC Application of Bayprotect Cl at 98oC
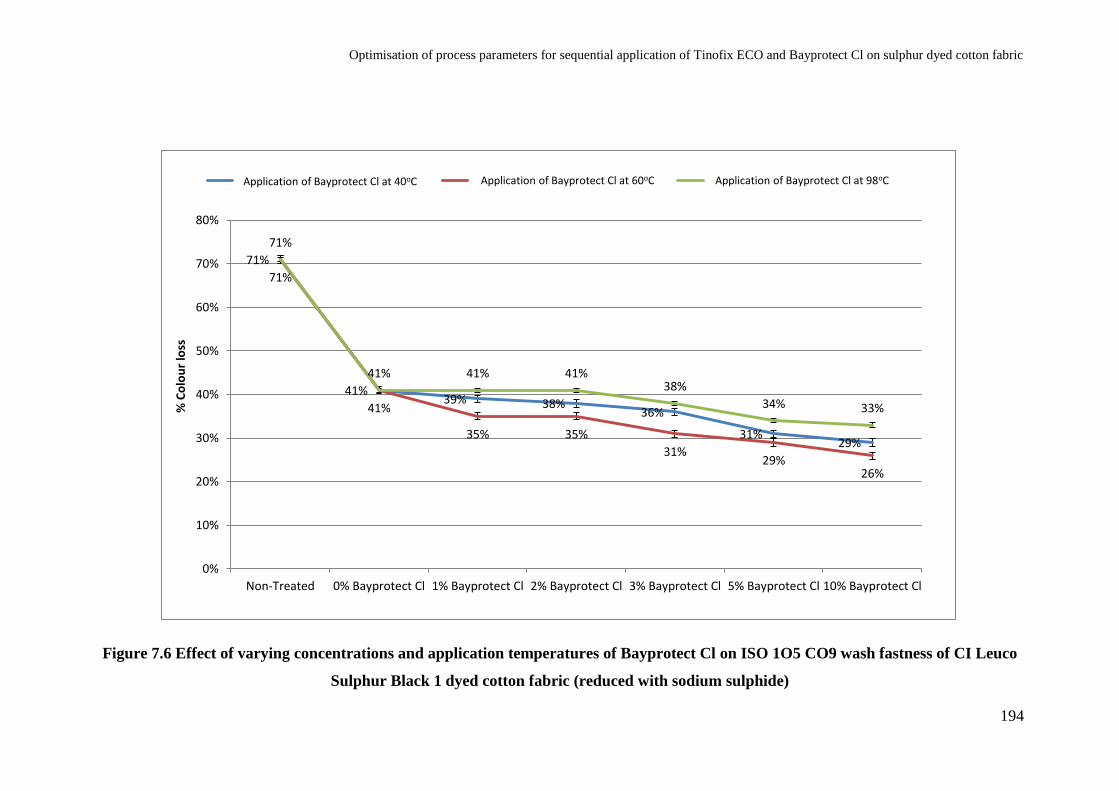
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on sulphur dyed cotton fabric
194
Figure 7.6 Effect of varying concentrations and application temperatures of Bayprotect Cl on ISO 1O5 CO9 wash fastness of CI Leuco
Sulphur Black 1 dyed cotton fabric (reduced with sodium sulphide)
71%
41% 39% 38%
36%
31% 29%
71%
41%
35% 35%
31% 29%
26%
71%
41% 41% 41% 38%
34% 33%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Non-Treated 0% Bayprotect Cl 1% Bayprotect Cl 2% Bayprotect Cl 3% Bayprotect Cl 5% Bayprotect Cl 10% Bayprotect Cl
% C
olo
ur
loss
Application of Bayprotect Cl at 40oC Application of Bayprotect Cl at 60oC Application of Bayprotect Cl at 98oCApplication of Bayprotect Cl at 40oC Application of Bayprotect Cl at 60oC Application of Bayprotect Cl at 98oC
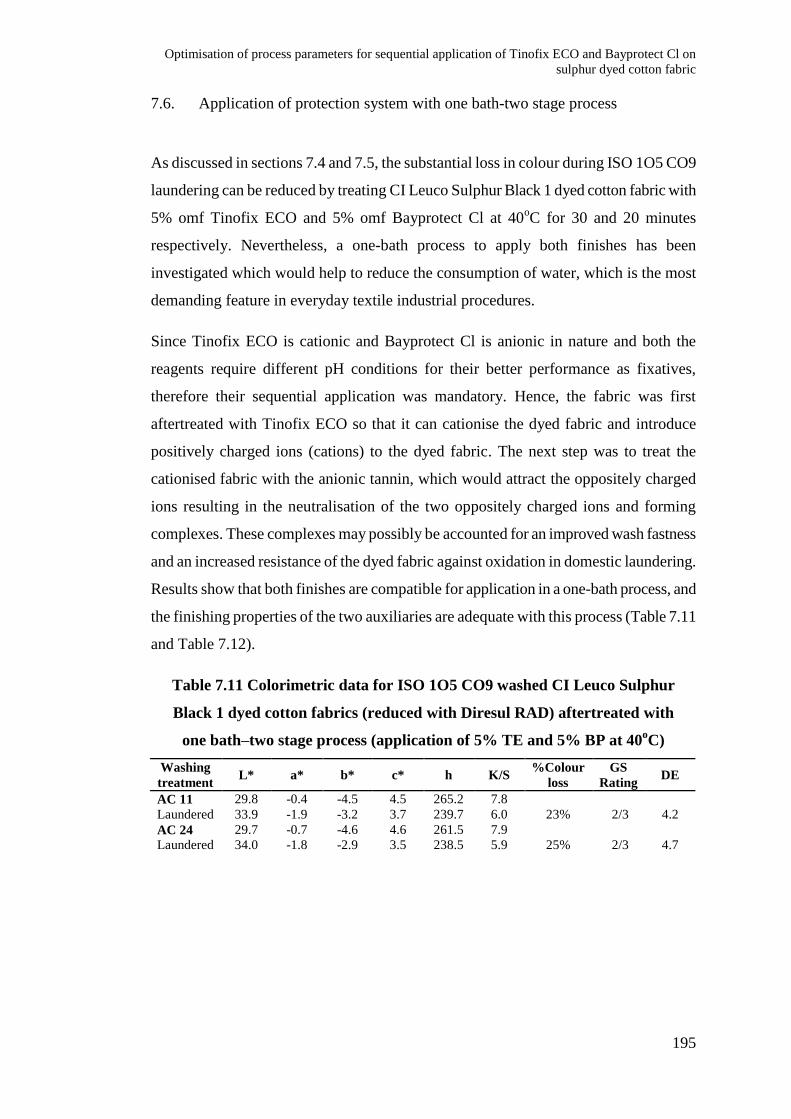
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
195
7.6. Application of protection system with one bath-two stage process
As discussed in sections 7.4 and 7.5, the substantial loss in colour during ISO 1O5 CO9
laundering can be reduced by treating CI Leuco Sulphur Black 1 dyed cotton fabric with
5% omf Tinofix ECO and 5% omf Bayprotect Cl at 40oC for 30 and 20 minutes
respectively. Nevertheless, a one-bath process to apply both finishes has been
investigated which would help to reduce the consumption of water, which is the most
demanding feature in everyday textile industrial procedures.
Since Tinofix ECO is cationic and Bayprotect Cl is anionic in nature and both the
reagents require different pH conditions for their better performance as fixatives,
therefore their sequential application was mandatory. Hence, the fabric was first
aftertreated with Tinofix ECO so that it can cationise the dyed fabric and introduce
positively charged ions (cations) to the dyed fabric. The next step was to treat the
cationised fabric with the anionic tannin, which would attract the oppositely charged
ions resulting in the neutralisation of the two oppositely charged ions and forming
complexes. These complexes may possibly be accounted for an improved wash fastness
and an increased resistance of the dyed fabric against oxidation in domestic laundering.
Results show that both finishes are compatible for application in a one-bath process, and
the finishing properties of the two auxiliaries are adequate with this process (Table 7.11
and Table 7.12).
Table 7.11 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Black 1 dyed cotton fabrics (reduced with Diresul RAD) aftertreated with
one bath–two stage process (application of 5% TE and 5% BP at 40oC)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 11 29.8 -0.4 -4.5 4.5 265.2 7.8
Laundered 33.9 -1.9 -3.2 3.7 239.7 6.0 23% 2/3 4.2
AC 24 29.7 -0.7 -4.6 4.6 261.5 7.9
Laundered 34.0 -1.8 -2.9 3.5 238.5 5.9 25% 2/3 4.7
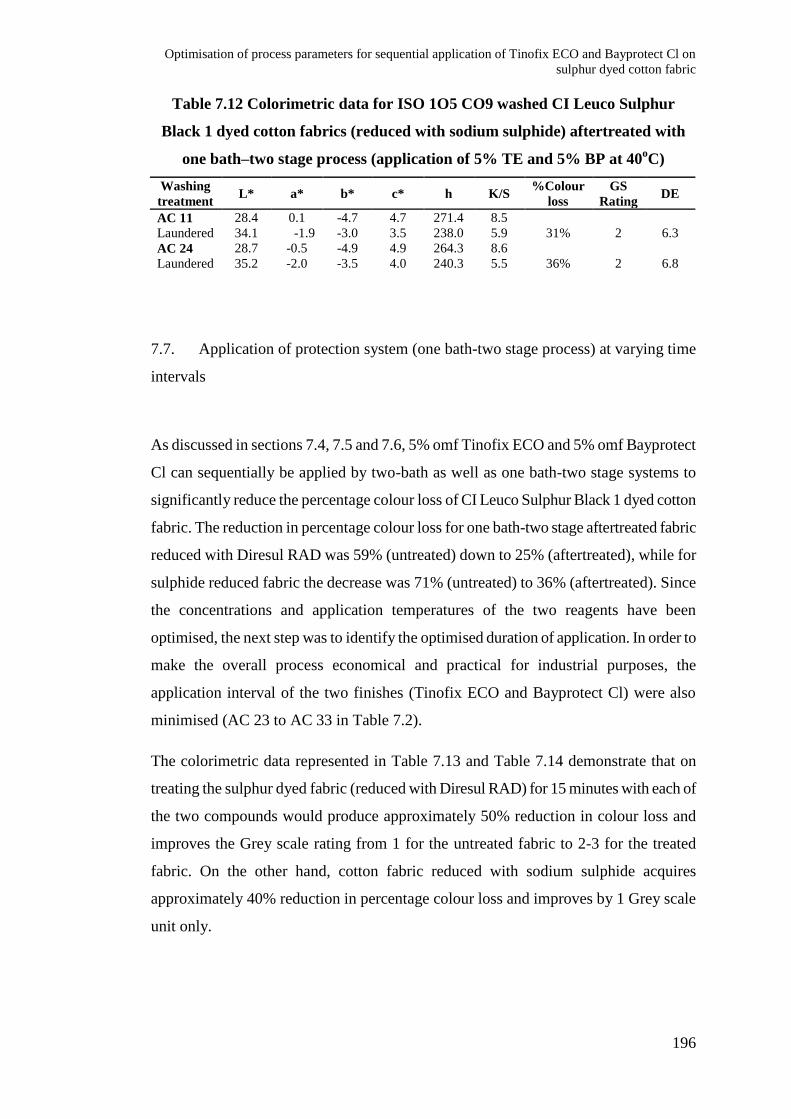
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
196
Table 7.12 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Black 1 dyed cotton fabrics (reduced with sodium sulphide) aftertreated with
one bath–two stage process (application of 5% TE and 5% BP at 40oC)
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 11 28.4 0.1 -4.7 4.7 271.4 8.5
Laundered 34.1 -1.9 -3.0 3.5 238.0 5.9 31% 2 6.3
AC 24 28.7 -0.5 -4.9 4.9 264.3 8.6
Laundered 35.2 -2.0 -3.5 4.0 240.3 5.5 36% 2 6.8
7.7. Application of protection system (one bath-two stage process) at varying time
intervals
As discussed in sections 7.4, 7.5 and 7.6, 5% omf Tinofix ECO and 5% omf Bayprotect
Cl can sequentially be applied by two-bath as well as one bath-two stage systems to
significantly reduce the percentage colour loss of CI Leuco Sulphur Black 1 dyed cotton
fabric. The reduction in percentage colour loss for one bath-two stage aftertreated fabric
reduced with Diresul RAD was 59% (untreated) down to 25% (aftertreated), while for
sulphide reduced fabric the decrease was 71% (untreated) to 36% (aftertreated). Since
the concentrations and application temperatures of the two reagents have been
optimised, the next step was to identify the optimised duration of application. In order to
make the overall process economical and practical for industrial purposes, the
application interval of the two finishes (Tinofix ECO and Bayprotect Cl) were also
minimised (AC 23 to AC 33 in Table 7.2).
The colorimetric data represented in Table 7.13 and Table 7.14 demonstrate that on
treating the sulphur dyed fabric (reduced with Diresul RAD) for 15 minutes with each of
the two compounds would produce approximately 50% reduction in colour loss and
improves the Grey scale rating from 1 for the untreated fabric to 2-3 for the treated
fabric. On the other hand, cotton fabric reduced with sodium sulphide acquires
approximately 40% reduction in percentage colour loss and improves by 1 Grey scale
unit only.
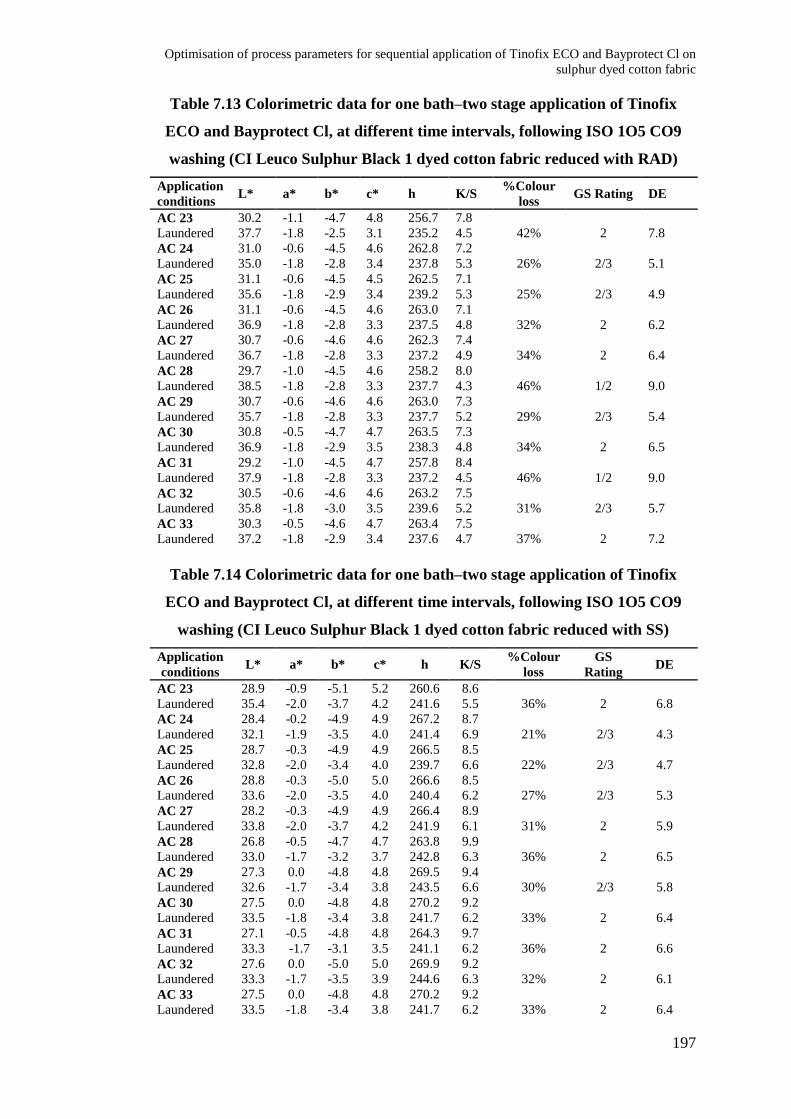
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
197
Table 7.13 Colorimetric data for one bath–two stage application of Tinofix
ECO and Bayprotect Cl, at different time intervals, following ISO 1O5 CO9
washing (CI Leuco Sulphur Black 1 dyed cotton fabric reduced with RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss GS Rating DE
AC 23 30.2 -1.1 -4.7 4.8 256.7 7.8
Laundered 37.7 -1.8 -2.5 3.1 235.2 4.5 42% 2 7.8
AC 24 31.0 -0.6 -4.5 4.6 262.8 7.2
Laundered 35.0 -1.8 -2.8 3.4 237.8 5.3 26% 2/3 5.1
AC 25 31.1 -0.6 -4.5 4.5 262.5 7.1
Laundered 35.6 -1.8 -2.9 3.4 239.2 5.3 25% 2/3 4.9
AC 26 31.1 -0.6 -4.5 4.6 263.0 7.1
Laundered 36.9 -1.8 -2.8 3.3 237.5 4.8 32% 2 6.2
AC 27 30.7 -0.6 -4.6 4.6 262.3 7.4
Laundered 36.7 -1.8 -2.8 3.3 237.2 4.9 34% 2 6.4
AC 28 29.7 -1.0 -4.5 4.6 258.2 8.0
Laundered 38.5 -1.8 -2.8 3.3 237.7 4.3 46% 1/2 9.0
AC 29 30.7 -0.6 -4.6 4.6 263.0 7.3
Laundered 35.7 -1.8 -2.8 3.3 237.7 5.2 29% 2/3 5.4
AC 30 30.8 -0.5 -4.7 4.7 263.5 7.3
Laundered 36.9 -1.8 -2.9 3.5 238.3 4.8 34% 2 6.5
AC 31 29.2 -1.0 -4.5 4.7 257.8 8.4
Laundered 37.9 -1.8 -2.8 3.3 237.2 4.5 46% 1/2 9.0
AC 32 30.5 -0.6 -4.6 4.6 263.2 7.5
Laundered 35.8 -1.8 -3.0 3.5 239.6 5.2 31% 2/3 5.7
AC 33 30.3 -0.5 -4.6 4.7 263.4 7.5
Laundered 37.2 -1.8 -2.9 3.4 237.6 4.7 37% 2 7.2
Table 7.14 Colorimetric data for one bath–two stage application of Tinofix
ECO and Bayprotect Cl, at different time intervals, following ISO 1O5 CO9
washing (CI Leuco Sulphur Black 1 dyed cotton fabric reduced with SS)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
AC 23 28.9 -0.9 -5.1 5.2 260.6 8.6
Laundered 35.4 -2.0 -3.7 4.2 241.6 5.5 36% 2 6.8
AC 24 28.4 -0.2 -4.9 4.9 267.2 8.7
Laundered 32.1 -1.9 -3.5 4.0 241.4 6.9 21% 2/3 4.3
AC 25 28.7 -0.3 -4.9 4.9 266.5 8.5
Laundered 32.8 -2.0 -3.4 4.0 239.7 6.6 22% 2/3 4.7
AC 26 28.8 -0.3 -5.0 5.0 266.6 8.5
Laundered 33.6 -2.0 -3.5 4.0 240.4 6.2 27% 2/3 5.3
AC 27 28.2 -0.3 -4.9 4.9 266.4 8.9
Laundered 33.8 -2.0 -3.7 4.2 241.9 6.1 31% 2 5.9
AC 28 26.8 -0.5 -4.7 4.7 263.8 9.9
Laundered 33.0 -1.7 -3.2 3.7 242.8 6.3 36% 2 6.5
AC 29 27.3 0.0 -4.8 4.8 269.5 9.4
Laundered 32.6 -1.7 -3.4 3.8 243.5 6.6 30% 2/3 5.8
AC 30 27.5 0.0 -4.8 4.8 270.2 9.2
Laundered 33.5 -1.8 -3.4 3.8 241.7 6.2 33% 2 6.4
AC 31 27.1 -0.5 -4.8 4.8 264.3 9.7
Laundered 33.3 -1.7 -3.1 3.5 241.1 6.2 36% 2 6.6
AC 32 27.6 0.0 -5.0 5.0 269.9 9.2
Laundered 33.3 -1.7 -3.5 3.9 244.6 6.3 32% 2 6.1
AC 33 27.5 0.0 -4.8 4.8 270.2 9.2
Laundered 33.5 -1.8 -3.4 3.8 241.7 6.2 33% 2 6.4
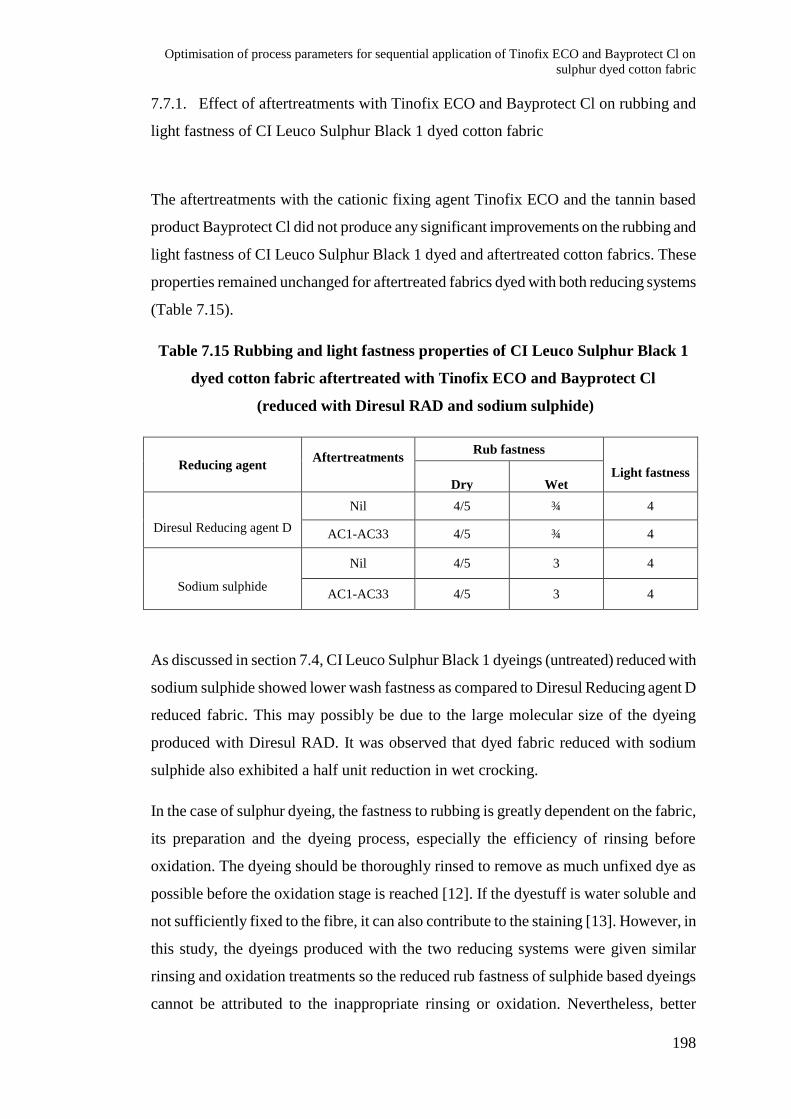
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
198
7.7.1. Effect of aftertreatments with Tinofix ECO and Bayprotect Cl on rubbing and
light fastness of CI Leuco Sulphur Black 1 dyed cotton fabric
The aftertreatments with the cationic fixing agent Tinofix ECO and the tannin based
product Bayprotect Cl did not produce any significant improvements on the rubbing and
light fastness of CI Leuco Sulphur Black 1 dyed and aftertreated cotton fabrics. These
properties remained unchanged for aftertreated fabrics dyed with both reducing systems
(Table 7.15).
Table 7.15 Rubbing and light fastness properties of CI Leuco Sulphur Black 1
dyed cotton fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD and sodium sulphide)
Reducing agent Aftertreatments
Rub fastness
Light fastness
Dry
Wet
Diresul Reducing agent D
Nil 4/5 ¾ 4
AC1-AC33 4/5 ¾ 4
Sodium sulphide
Nil 4/5 3 4
AC1-AC33 4/5 3 4
As discussed in section 7.4, CI Leuco Sulphur Black 1 dyeings (untreated) reduced with
sodium sulphide showed lower wash fastness as compared to Diresul Reducing agent D
reduced fabric. This may possibly be due to the large molecular size of the dyeing
produced with Diresul RAD. It was observed that dyed fabric reduced with sodium
sulphide also exhibited a half unit reduction in wet crocking.
In the case of sulphur dyeing, the fastness to rubbing is greatly dependent on the fabric,
its preparation and the dyeing process, especially the efficiency of rinsing before
oxidation. The dyeing should be thoroughly rinsed to remove as much unfixed dye as
possible before the oxidation stage is reached [12]. If the dyestuff is water soluble and
not sufficiently fixed to the fibre, it can also contribute to the staining [13]. However, in
this study, the dyeings produced with the two reducing systems were given similar
rinsing and oxidation treatments so the reduced rub fastness of sulphide based dyeings
cannot be attributed to the inappropriate rinsing or oxidation. Nevertheless, better
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
199
fixation due to the higher affinity of large molecular size sulphur dye to cellulose
presumably is an important factor for the improved wet rubbing fastness of Diresul
RAD reduced fabric.
The effect of reducing system on the light fastness of CI leuco Sulphur Black 1 dye was
insignificant, as both dyeings had the same rating.
7.8. Optimised parameters for one bath-two stage application of Tinofix ECO and
Bayprotect Cl on sulphur dyed cotton fabric
According to the outcomes obtained from the investigations discussed above (sections
7.4, 7.5, 7.6 and 0), the following parameters lead to significant improvement in the
wash fastness of CI leuco Sulphur Black 1 dyed cotton fabric (reduced with Diresul
RAD and sodium sulphide) against ISO 1O5 CO9 washing while minimising
processing time, temperature and auxiliary use:
Method of application: Exhaust (one bath–two stage);
Application temperature of Tinofix ECO: 40oC;
Application temperature of Bayprotect Cl: 40oC;
Application time of Tinofix ECO: 15 minutes;
Application time of Bayprotect Cl: 15 minutes;
pH of Tinofix ECO: 6-7;
pH of Bayprotect Cl: 3-3.5;
Liquor to goods ratio: 10:1.
7.9. Aftertreatments of sulphur dyed cotton fabrics (reduced with Diresul RAD) with
Tinofix ECO and Bayprotect Cl
The aforementioned parameters found to offer significant protection against oxidative
household laundering condition were adopted for the application of 5% omf Tinofix
ECO on its own (AC 31) and one bath-two stage applications of Tinofix ECO and
Bayprotect Cl (AC 32). Cotton fabric dyed with multiple sulphur dyes (5% omf) namely
Diresul Black RDT-LS LIQ 200 (CI Leuco Sulphur Black 1), Diresul Liquid Green
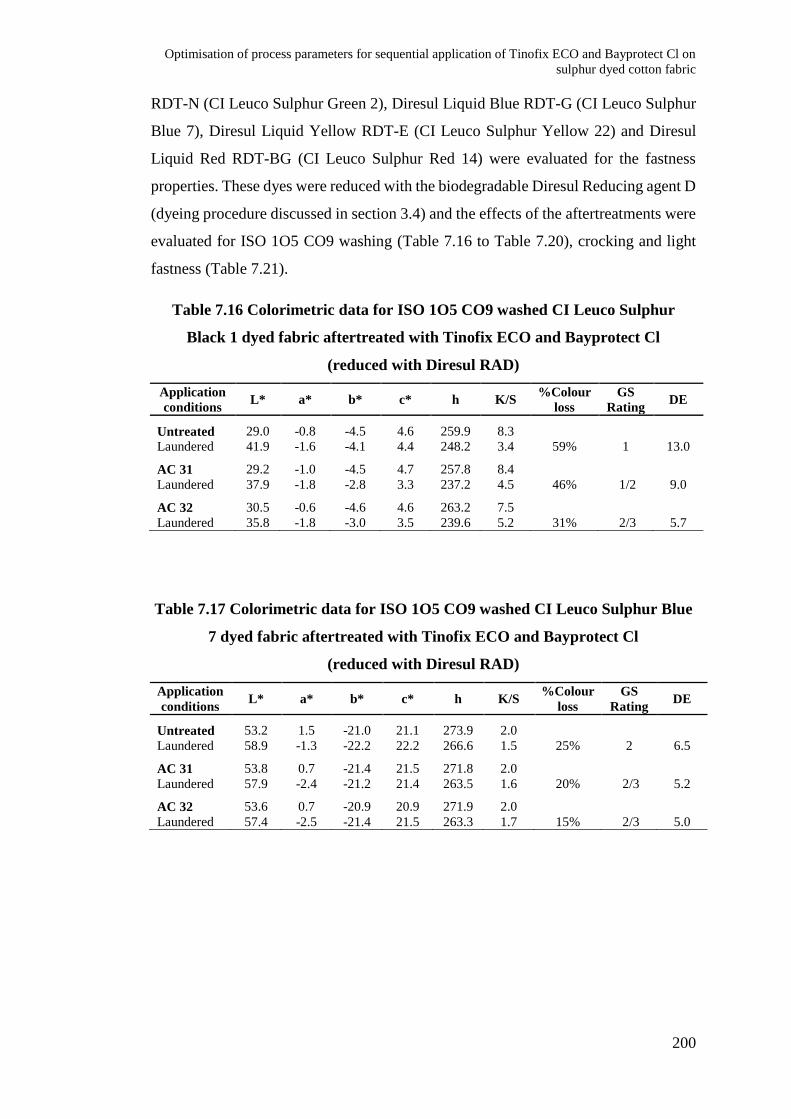
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
200
RDT-N (CI Leuco Sulphur Green 2), Diresul Liquid Blue RDT-G (CI Leuco Sulphur
Blue 7), Diresul Liquid Yellow RDT-E (CI Leuco Sulphur Yellow 22) and Diresul
Liquid Red RDT-BG (CI Leuco Sulphur Red 14) were evaluated for the fastness
properties. These dyes were reduced with the biodegradable Diresul Reducing agent D
(dyeing procedure discussed in section 3.4) and the effects of the aftertreatments were
evaluated for ISO 1O5 CO9 washing (Table 7.16 to Table 7.20), crocking and light
fastness (Table 7.21).
Table 7.16 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 29.0 -0.8 -4.5 4.6 259.9 8.3
Laundered 41.9 -1.6 -4.1 4.4 248.2 3.4 59% 1 13.0
AC 31 29.2 -1.0 -4.5 4.7 257.8 8.4
Laundered 37.9 -1.8 -2.8 3.3 237.2 4.5 46% 1/2 9.0
AC 32 30.5 -0.6 -4.6 4.6 263.2 7.5
Laundered 35.8 -1.8 -3.0 3.5 239.6 5.2 31% 2/3 5.7
Table 7.17 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Blue
7 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 53.2 1.5 -21.0 21.1 273.9 2.0
Laundered 58.9 -1.3 -22.2 22.2 266.6 1.5 25% 2 6.5
AC 31 53.8 0.7 -21.4 21.5 271.8 2.0
Laundered 57.9 -2.4 -21.2 21.4 263.5 1.6 20% 2/3 5.2
AC 32 53.6 0.7 -20.9 20.9 271.9 2.0
Laundered 57.4 -2.5 -21.4 21.5 263.3 1.7 15% 2/3 5.0
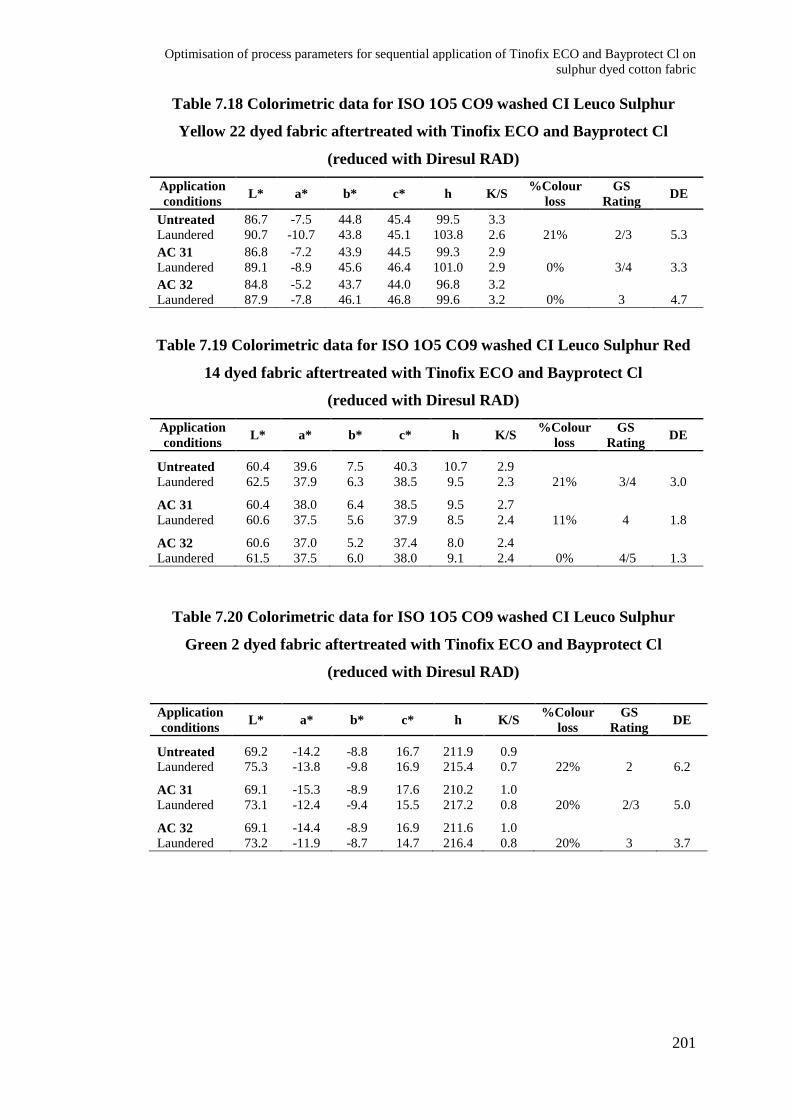
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
201
Table 7.18 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Yellow 22 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 86.7 -7.5 44.8 45.4 99.5 3.3
Laundered 90.7 -10.7 43.8 45.1 103.8 2.6 21% 2/3 5.3
AC 31 86.8 -7.2 43.9 44.5 99.3 2.9
Laundered 89.1 -8.9 45.6 46.4 101.0 2.9 0% 3/4 3.3
AC 32 84.8 -5.2 43.7 44.0 96.8 3.2
Laundered 87.9 -7.8 46.1 46.8 99.6 3.2 0% 3 4.7
Table 7.19 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Red
14 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 60.4 39.6 7.5 40.3 10.7 2.9
Laundered 62.5 37.9 6.3 38.5 9.5 2.3 21% 3/4 3.0
AC 31 60.4 38.0 6.4 38.5 9.5 2.7
Laundered 60.6 37.5 5.6 37.9 8.5 2.4 11% 4 1.8
AC 32 60.6 37.0 5.2 37.4 8.0 2.4
Laundered 61.5 37.5 6.0 38.0 9.1 2.4 0% 4/5 1.3
Table 7.20 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Green 2 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with Diresul RAD)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 69.2 -14.2 -8.8 16.7 211.9 0.9
Laundered 75.3 -13.8 -9.8 16.9 215.4 0.7 22% 2 6.2
AC 31 69.1 -15.3 -8.9 17.6 210.2 1.0
Laundered 73.1 -12.4 -9.4 15.5 217.2 0.8 20% 2/3 5.0
AC 32 69.1 -14.4 -8.9 16.9 211.6 1.0
Laundered 73.2 -11.9 -8.7 14.7 216.4 0.8 20% 3 3.7
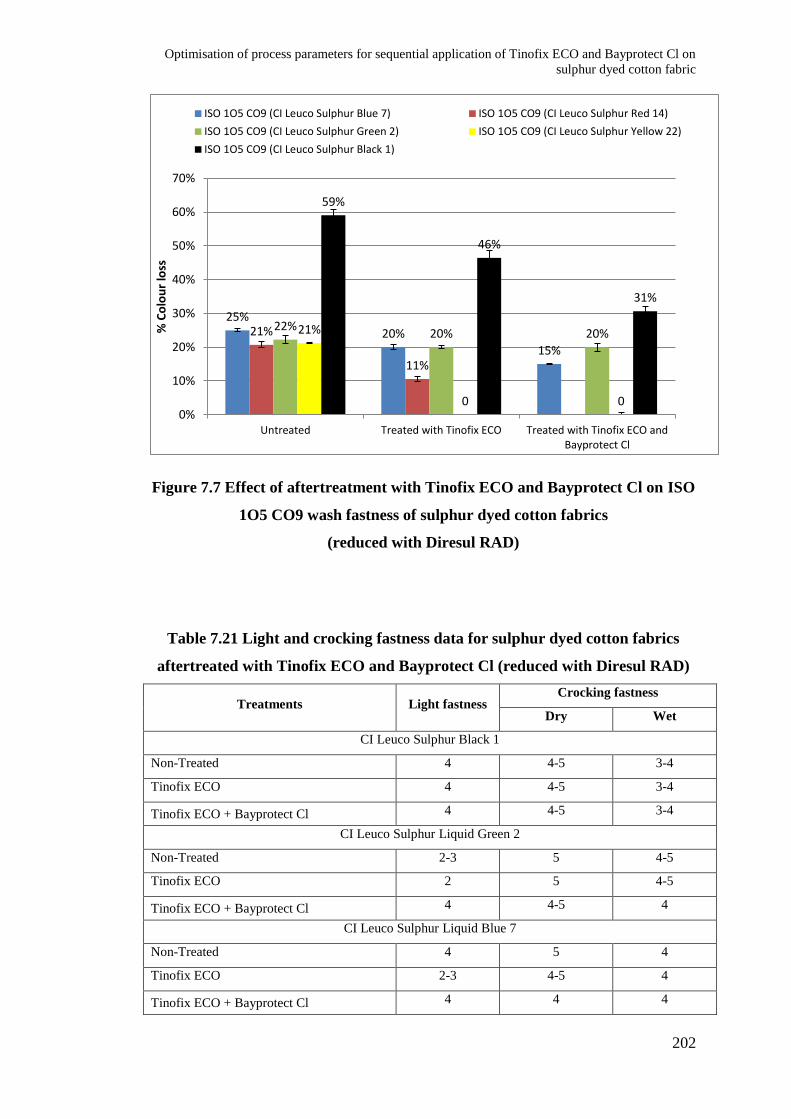
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
202
Figure 7.7 Effect of aftertreatment with Tinofix ECO and Bayprotect Cl on ISO
1O5 CO9 wash fastness of sulphur dyed cotton fabrics
(reduced with Diresul RAD)
Table 7.21 Light and crocking fastness data for sulphur dyed cotton fabrics
aftertreated with Tinofix ECO and Bayprotect Cl (reduced with Diresul RAD)
Treatments Light fastness Crocking fastness
Dry Wet
CI Leuco Sulphur Black 1
Non-Treated 4 4-5 3-4
Tinofix ECO 4 4-5 3-4
Tinofix ECO + Bayprotect Cl 4 4-5 3-4
CI Leuco Sulphur Liquid Green 2
Non-Treated 2-3 5 4-5
Tinofix ECO 2 5 4-5
Tinofix ECO + Bayprotect Cl 4 4-5 4
CI Leuco Sulphur Liquid Blue 7
Non-Treated 4 5 4
Tinofix ECO 2-3 4-5 4
Tinofix ECO + Bayprotect Cl 4 4 4
25%
20%
15%
21%
11%
22% 20% 20% 21%
0 0
59%
46%
31%
0%
10%
20%
30%
40%
50%
60%
70%
Untreated Treated with Tinofix ECO Treated with Tinofix ECO andBayprotect Cl
% C
olo
ur
loss
ISO 1O5 CO9 (CI Leuco Sulphur Blue 7) ISO 1O5 CO9 (CI Leuco Sulphur Red 14)
ISO 1O5 CO9 (CI Leuco Sulphur Green 2) ISO 1O5 CO9 (CI Leuco Sulphur Yellow 22)
ISO 1O5 CO9 (CI Leuco Sulphur Black 1)
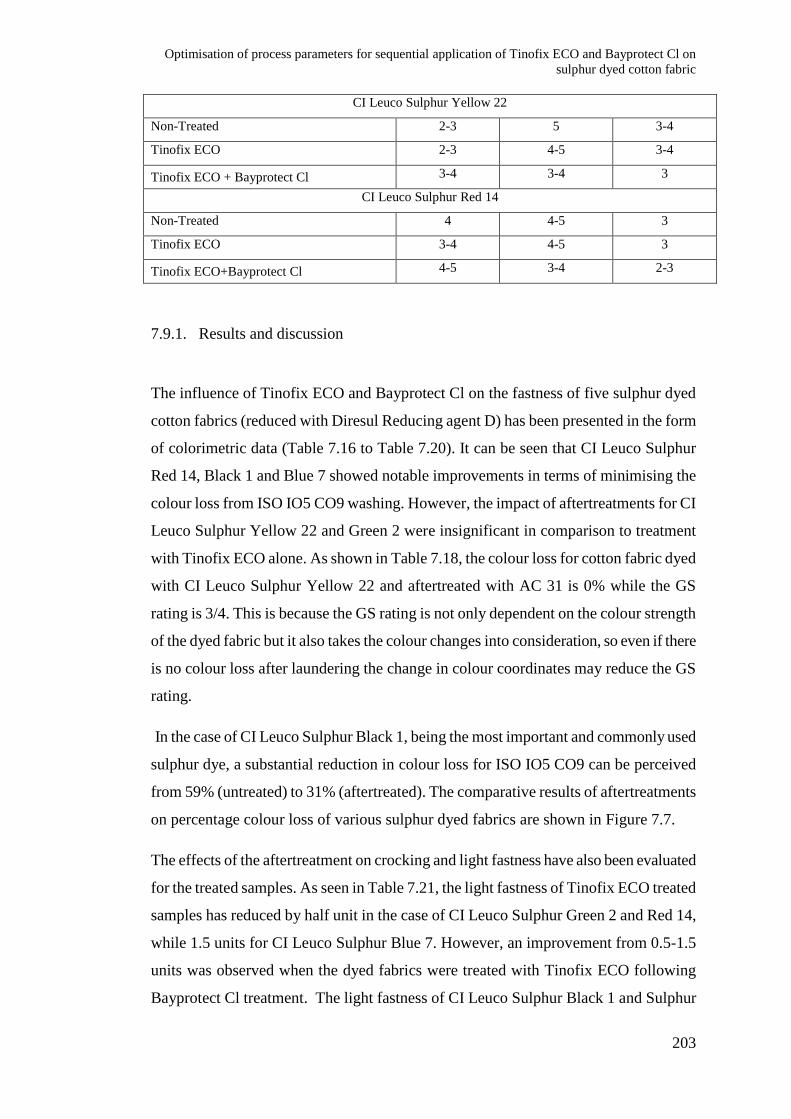
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
203
CI Leuco Sulphur Yellow 22
Non-Treated 2-3 5 3-4
Tinofix ECO 2-3 4-5 3-4
Tinofix ECO + Bayprotect Cl 3-4 3-4 3
CI Leuco Sulphur Red 14
Non-Treated 4 4-5 3
Tinofix ECO 3-4 4-5 3
Tinofix ECO+Bayprotect Cl 4-5 3-4 2-3
7.9.1. Results and discussion
The influence of Tinofix ECO and Bayprotect Cl on the fastness of five sulphur dyed
cotton fabrics (reduced with Diresul Reducing agent D) has been presented in the form
of colorimetric data (Table 7.16 to Table 7.20). It can be seen that CI Leuco Sulphur
Red 14, Black 1 and Blue 7 showed notable improvements in terms of minimising the
colour loss from ISO IO5 CO9 washing. However, the impact of aftertreatments for CI
Leuco Sulphur Yellow 22 and Green 2 were insignificant in comparison to treatment
with Tinofix ECO alone. As shown in Table 7.18, the colour loss for cotton fabric dyed
with CI Leuco Sulphur Yellow 22 and aftertreated with AC 31 is 0% while the GS
rating is 3/4. This is because the GS rating is not only dependent on the colour strength
of the dyed fabric but it also takes the colour changes into consideration, so even if there
is no colour loss after laundering the change in colour coordinates may reduce the GS
rating.
In the case of CI Leuco Sulphur Black 1, being the most important and commonly used
sulphur dye, a substantial reduction in colour loss for ISO IO5 CO9 can be perceived
from 59% (untreated) to 31% (aftertreated). The comparative results of aftertreatments
on percentage colour loss of various sulphur dyed fabrics are shown in Figure 7.7.
The effects of the aftertreatment on crocking and light fastness have also been evaluated
for the treated samples. As seen in Table 7.21, the light fastness of Tinofix ECO treated
samples has reduced by half unit in the case of CI Leuco Sulphur Green 2 and Red 14,
while 1.5 units for CI Leuco Sulphur Blue 7. However, an improvement from 0.5-1.5
units was observed when the dyed fabrics were treated with Tinofix ECO following
Bayprotect Cl treatment. The light fastness of CI Leuco Sulphur Black 1 and Sulphur
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
204
Blue 7 remained unchanged. This is commensurate with the fact that Bayprotect Cl on
its own also can improve the light fastness of sulphur dyed cotton fabrics. Since the
reagent belongs to a class of polyphenols and antioxidants so it is expected to form
some bonds either with the cotton substrate or the dye which eventually leads to UV
protection and an increased light fastness [14]. Possibly free radical scavenging of the
excited intermediates leads to photostabilisation.
The crocking fastness for CI Leuco Sulphur Black 1 was unaffected. In general,
aftertreatments with Tinofix ECO did not affect either dry or wet crocking fastness of
rest of the colours. However, subsequent treatment with Bayprotect Cl decreased the dry
and wet crocking by half to 1 unit for all the colours except black. These findings can be
attributed to a difference in the extent to which Tinofix ECO and the cation-tannin
complex were able to diffuse within the dyed fibre. The cationic fixative and the dye
complex might have generated in situ within the fibre, thus maintaining the dry and wet
rub fastness of the fabric. In contrast, the large molecular size complex produced as a
result of the two-stage process deposited on the fabric surface can be anticipated to
display very low diffusional behaviour and, therefore, will have deposited mostly at the
periphery of the dyed fibre, resulting in low rub fastness.
7.10. Aftertreatments of sulphur dyed cotton fabric (reduced with sodium sulphide)
with Tinofix ECO and Bayprotect Cl
Similar to section 7.9 the process parameters identified as leading to significant
improvements in the wash fastness were used to treat cotton fabrics dyed with various
sulphur dyes and reduced with the conventional sodium sulphide. The effects of the
aftertreatments were tested for ISO 1O5 CO9 washing (Table 7.22 to 7.26), crocking
and light fastness (Table 7.27).
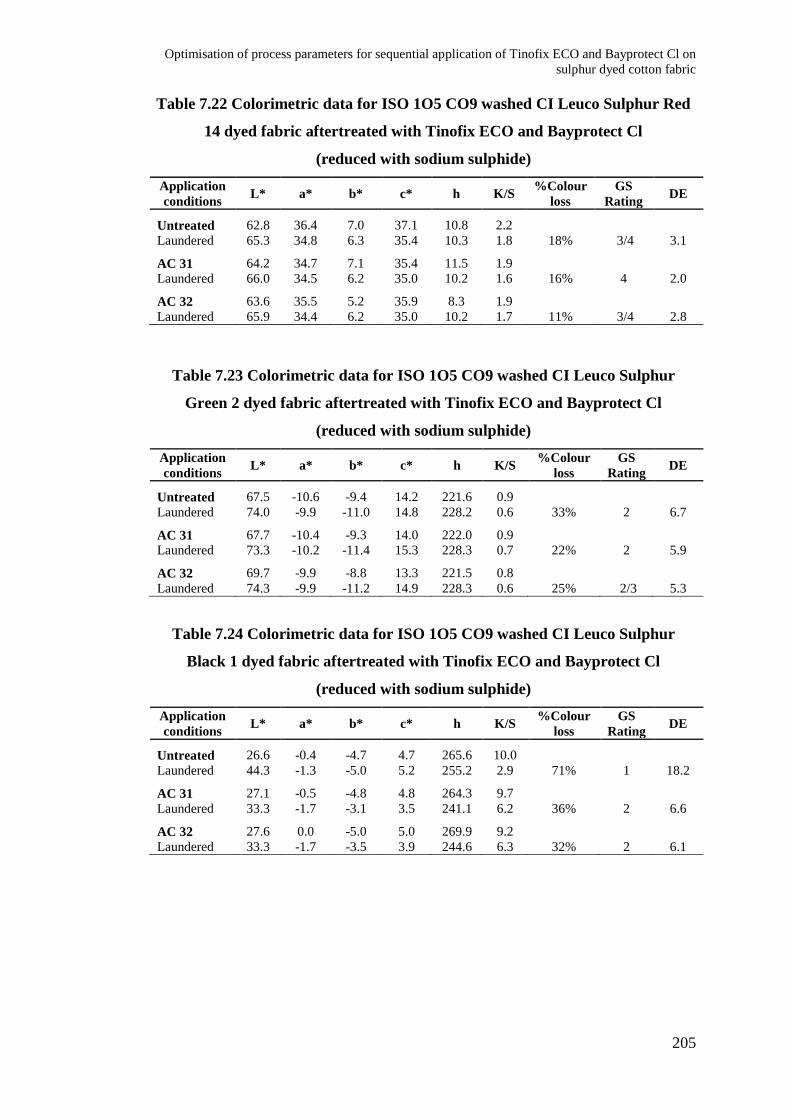
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
205
Table 7.22 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Red
14 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 62.8 36.4 7.0 37.1 10.8 2.2
Laundered 65.3 34.8 6.3 35.4 10.3 1.8 18% 3/4 3.1
AC 31 64.2 34.7 7.1 35.4 11.5 1.9
Laundered 66.0 34.5 6.2 35.0 10.2 1.6 16% 4 2.0
AC 32 63.6 35.5 5.2 35.9 8.3 1.9
Laundered 65.9 34.4 6.2 35.0 10.2 1.7 11% 3/4 2.8
Table 7.23 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Green 2 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 67.5 -10.6 -9.4 14.2 221.6 0.9
Laundered 74.0 -9.9 -11.0 14.8 228.2 0.6 33% 2 6.7
AC 31 67.7 -10.4 -9.3 14.0 222.0 0.9
Laundered 73.3 -10.2 -11.4 15.3 228.3 0.7 22% 2 5.9
AC 32 69.7 -9.9 -8.8 13.3 221.5 0.8
Laundered 74.3 -9.9 -11.2 14.9 228.3 0.6 25% 2/3 5.3
Table 7.24 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 26.6 -0.4 -4.7 4.7 265.6 10.0
Laundered 44.3 -1.3 -5.0 5.2 255.2 2.9 71% 1 18.2
AC 31 27.1 -0.5 -4.8 4.8 264.3 9.7
Laundered 33.3 -1.7 -3.1 3.5 241.1 6.2 36% 2 6.6
AC 32 27.6 0.0 -5.0 5.0 269.9 9.2
Laundered 33.3 -1.7 -3.5 3.9 244.6 6.3 32% 2 6.1
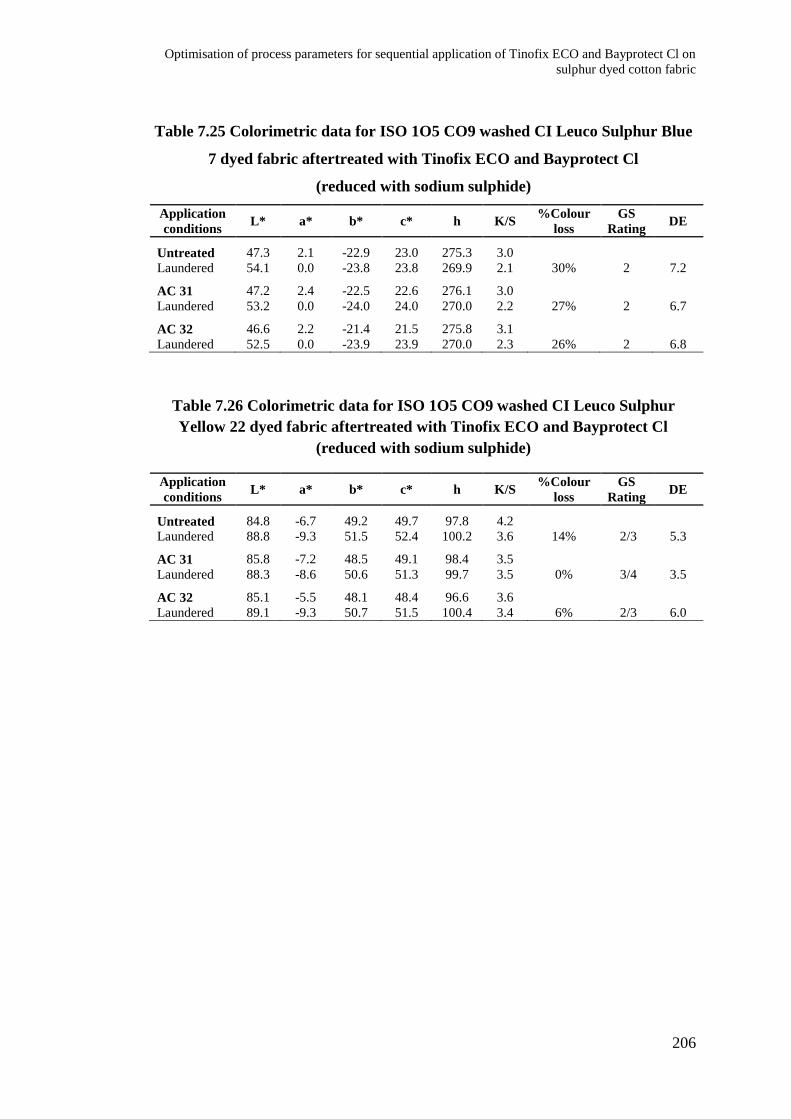
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
206
Table 7.25 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur Blue
7 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 47.3 2.1 -22.9 23.0 275.3 3.0
Laundered 54.1 0.0 -23.8 23.8 269.9 2.1 30% 2 7.2
AC 31 47.2 2.4 -22.5 22.6 276.1 3.0
Laundered 53.2 0.0 -24.0 24.0 270.0 2.2 27% 2 6.7
AC 32 46.6 2.2 -21.4 21.5 275.8 3.1
Laundered 52.5 0.0 -23.9 23.9 270.0 2.3 26% 2 6.8
Table 7.26 Colorimetric data for ISO 1O5 CO9 washed CI Leuco Sulphur
Yellow 22 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Application
conditions L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 84.8 -6.7 49.2 49.7 97.8 4.2
Laundered 88.8 -9.3 51.5 52.4 100.2 3.6 14% 2/3 5.3
AC 31 85.8 -7.2 48.5 49.1 98.4 3.5
Laundered 88.3 -8.6 50.6 51.3 99.7 3.5 0% 3/4 3.5
AC 32 85.1 -5.5 48.1 48.4 96.6 3.6
Laundered 89.1 -9.3 50.7 51.5 100.4 3.4 6% 2/3 6.0
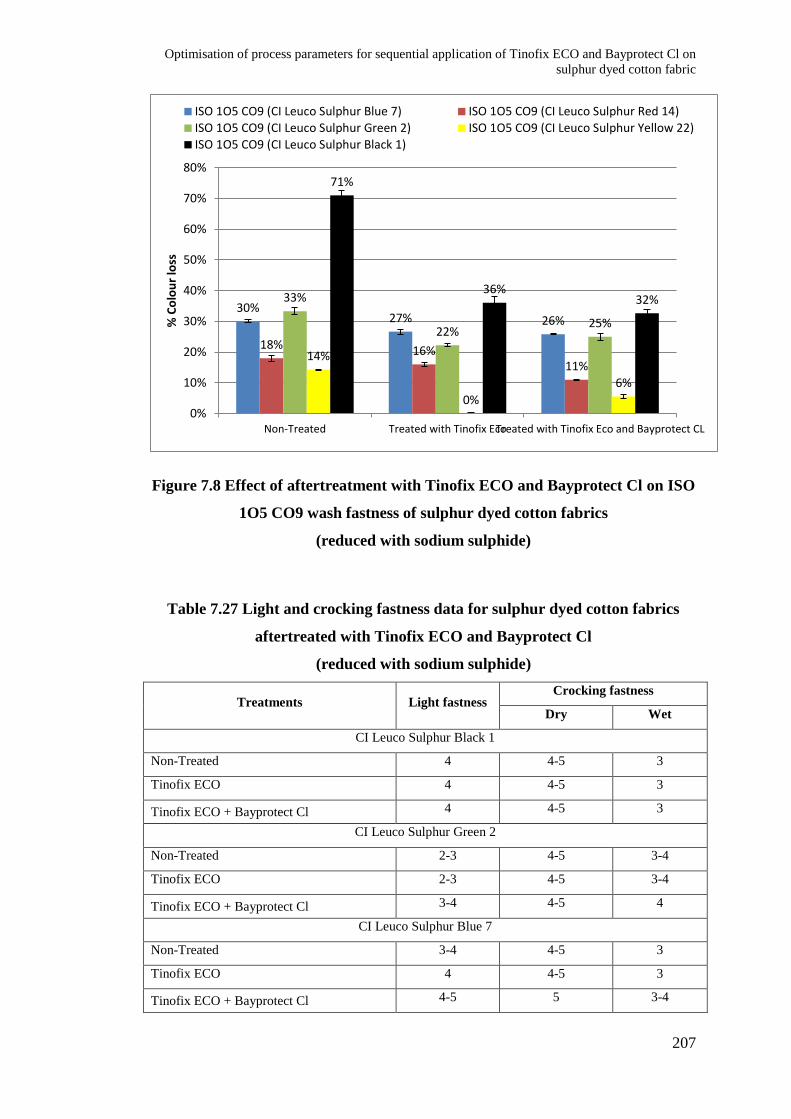
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
207
Figure 7.8 Effect of aftertreatment with Tinofix ECO and Bayprotect Cl on ISO
1O5 CO9 wash fastness of sulphur dyed cotton fabrics
(reduced with sodium sulphide)
Table 7.27 Light and crocking fastness data for sulphur dyed cotton fabrics
aftertreated with Tinofix ECO and Bayprotect Cl
(reduced with sodium sulphide)
Treatments Light fastness Crocking fastness
Dry Wet
CI Leuco Sulphur Black 1
Non-Treated 4 4-5 3
Tinofix ECO 4 4-5 3
Tinofix ECO + Bayprotect Cl 4 4-5 3
CI Leuco Sulphur Green 2
Non-Treated 2-3 4-5 3-4
Tinofix ECO 2-3 4-5 3-4
Tinofix ECO + Bayprotect Cl 3-4 4-5 4
CI Leuco Sulphur Blue 7
Non-Treated 3-4 4-5 3
Tinofix ECO 4 4-5 3
Tinofix ECO + Bayprotect Cl 4-5 5 3-4
30% 27% 26%
18% 16% 11%
33%
22% 25%
14%
0%
6%
71%
36% 32%
0%
10%
20%
30%
40%
50%
60%
70%
80%
Non-Treated Treated with Tinofix EcoTreated with Tinofix Eco and Bayprotect CL
% C
olo
ur
loss
ISO 1O5 CO9 (CI Leuco Sulphur Blue 7) ISO 1O5 CO9 (CI Leuco Sulphur Red 14)
ISO 1O5 CO9 (CI Leuco Sulphur Green 2) ISO 1O5 CO9 (CI Leuco Sulphur Yellow 22)
ISO 1O5 CO9 (CI Leuco Sulphur Black 1)
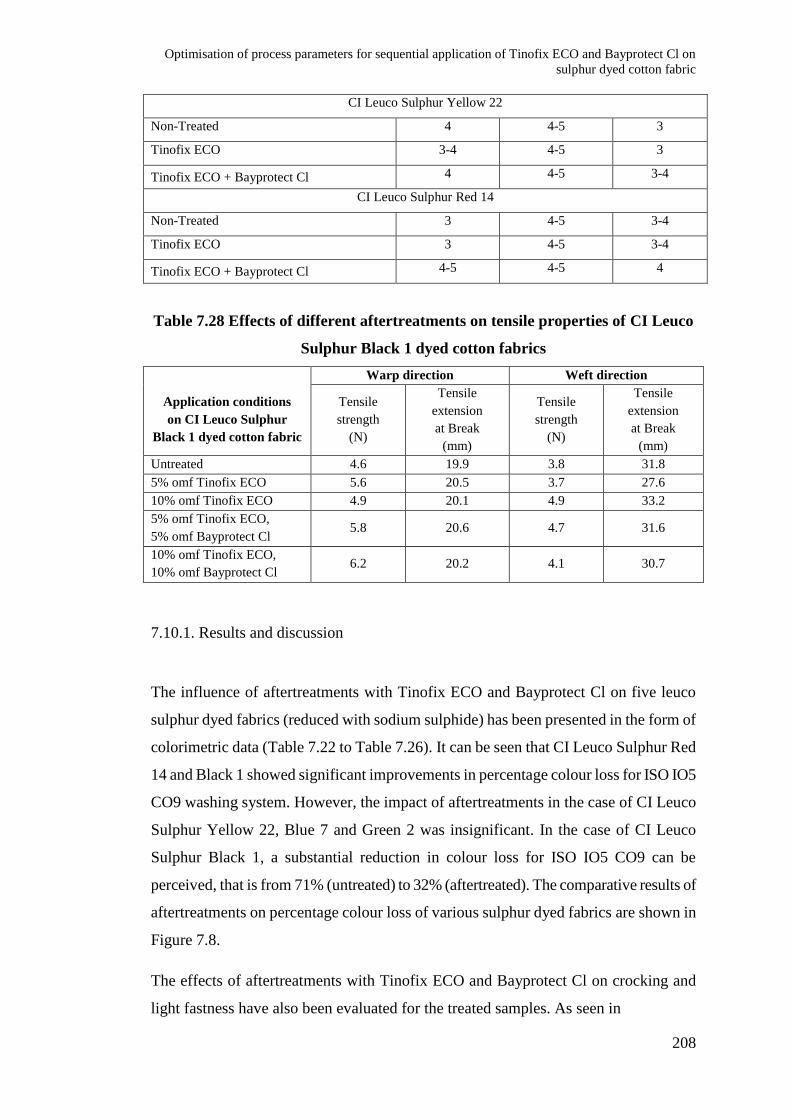
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
208
CI Leuco Sulphur Yellow 22
Non-Treated 4 4-5 3
Tinofix ECO 3-4 4-5 3
Tinofix ECO + Bayprotect Cl 4 4-5 3-4
CI Leuco Sulphur Red 14
Non-Treated 3 4-5 3-4
Tinofix ECO 3 4-5 3-4
Tinofix ECO + Bayprotect Cl 4-5 4-5 4
Table 7.28 Effects of different aftertreatments on tensile properties of CI Leuco
Sulphur Black 1 dyed cotton fabrics
Application conditions
on CI Leuco Sulphur
Black 1 dyed cotton fabric
Warp direction Weft direction
Tensile
strength
(N)
Tensile
extension
at Break
(mm)
Tensile
strength
(N)
Tensile
extension
at Break
(mm)
Untreated 4.6 19.9 3.8 31.8
5% omf Tinofix ECO 5.6 20.5 3.7 27.6
10% omf Tinofix ECO 4.9 20.1 4.9 33.2
5% omf Tinofix ECO,
5% omf Bayprotect Cl 5.8 20.6 4.7 31.6
10% omf Tinofix ECO,
10% omf Bayprotect Cl 6.2 20.2 4.1 30.7
7.10.1. Results and discussion
The influence of aftertreatments with Tinofix ECO and Bayprotect Cl on five leuco
sulphur dyed fabrics (reduced with sodium sulphide) has been presented in the form of
colorimetric data (Table 7.22 to Table 7.26). It can be seen that CI Leuco Sulphur Red
14 and Black 1 showed significant improvements in percentage colour loss for ISO IO5
CO9 washing system. However, the impact of aftertreatments in the case of CI Leuco
Sulphur Yellow 22, Blue 7 and Green 2 was insignificant. In the case of CI Leuco
Sulphur Black 1, a substantial reduction in colour loss for ISO IO5 CO9 can be
perceived, that is from 71% (untreated) to 32% (aftertreated). The comparative results of
aftertreatments on percentage colour loss of various sulphur dyed fabrics are shown in
Figure 7.8.
The effects of aftertreatments with Tinofix ECO and Bayprotect Cl on crocking and
light fastness have also been evaluated for the treated samples. As seen in
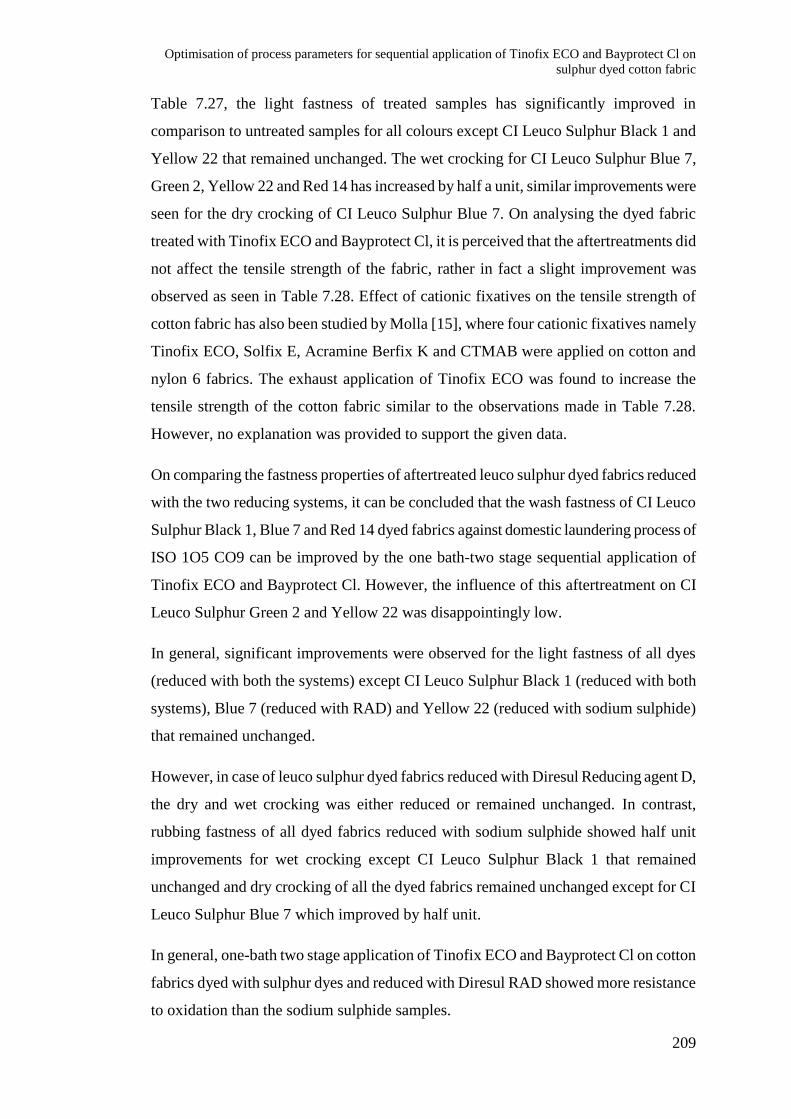
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
209
Table 7.27, the light fastness of treated samples has significantly improved in
comparison to untreated samples for all colours except CI Leuco Sulphur Black 1 and
Yellow 22 that remained unchanged. The wet crocking for CI Leuco Sulphur Blue 7,
Green 2, Yellow 22 and Red 14 has increased by half a unit, similar improvements were
seen for the dry crocking of CI Leuco Sulphur Blue 7. On analysing the dyed fabric
treated with Tinofix ECO and Bayprotect Cl, it is perceived that the aftertreatments did
not affect the tensile strength of the fabric, rather in fact a slight improvement was
observed as seen in Table 7.28. Effect of cationic fixatives on the tensile strength of
cotton fabric has also been studied by Molla [15], where four cationic fixatives namely
Tinofix ECO, Solfix E, Acramine Berfix K and CTMAB were applied on cotton and
nylon 6 fabrics. The exhaust application of Tinofix ECO was found to increase the
tensile strength of the cotton fabric similar to the observations made in Table 7.28.
However, no explanation was provided to support the given data.
On comparing the fastness properties of aftertreated leuco sulphur dyed fabrics reduced
with the two reducing systems, it can be concluded that the wash fastness of CI Leuco
Sulphur Black 1, Blue 7 and Red 14 dyed fabrics against domestic laundering process of
ISO 1O5 CO9 can be improved by the one bath-two stage sequential application of
Tinofix ECO and Bayprotect Cl. However, the influence of this aftertreatment on CI
Leuco Sulphur Green 2 and Yellow 22 was disappointingly low.
In general, significant improvements were observed for the light fastness of all dyes
(reduced with both the systems) except CI Leuco Sulphur Black 1 (reduced with both
systems), Blue 7 (reduced with RAD) and Yellow 22 (reduced with sodium sulphide)
that remained unchanged.
However, in case of leuco sulphur dyed fabrics reduced with Diresul Reducing agent D,
the dry and wet crocking was either reduced or remained unchanged. In contrast,
rubbing fastness of all dyed fabrics reduced with sodium sulphide showed half unit
improvements for wet crocking except CI Leuco Sulphur Black 1 that remained
unchanged and dry crocking of all the dyed fabrics remained unchanged except for CI
Leuco Sulphur Blue 7 which improved by half unit.
In general, one-bath two stage application of Tinofix ECO and Bayprotect Cl on cotton
fabrics dyed with sulphur dyes and reduced with Diresul RAD showed more resistance
to oxidation than the sodium sulphide samples.
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
210
7.11. Mechanism
There could be a number of possible reasons for the improvement of wash fastness of
sulphur dyed fabric as a result of aftertreatment with a cationic fixing agent and the
tannin. Initially, the role of cationic fixing agent for the improved wet fastness would be
discussed. In the first instance there is probably the potential for the formation of a large
molecular size dye-cationic agent complex with low aqueous solubility arising from the
electrostatic forces of attraction between the anionic groups in the dye and the
polycations [16]. For this to occur, the dye must contain anionic group similar to the
sulphonated groups in direct dye. In spite of the fact that only little is known about the
exact chemistry of the sulphur dyes, it has been proposed that some sulphur dyes may
contain sulphonic acid groups [17]. Hence, the large surface area may lead to
maximising the cumulative effect of weak intermolecular forces and also the physical
entrapment. The large molecules of these complexes would fix inside the fibrous
structure of the fabric and it would be difficult for them to get of the fabric during the
laundering process.
The effect of cationic fixatives on sulphur dyed cotton fabric can somehow be related to
the direct dyes. Firstly, sulphur dyes are proposed to bear sulphonic acid groups as
direct dyes so they might exhibit increased attractive forces between the anionic dye
molecules and cationic fixative, causing the formation of large molecular sized
complexes. Secondly, the molecular size of sulphur dye may vary depending upon the
type of reducing system used and the reduction potential during the dyeing process.
Hence, highly reduced dye would have smaller dye molecules with better capability of
reacting with the cationic polymeric molecules and causing the formation of bigger dye-
fixative complexes.
Similarly, considering that the dyed fabric contains carboxylic acid group on its own
and these groups are further generated as a result of the oxidation achieved by hydrogen
peroxide in the final stage of dyeing, the better adsorption of the dye onto the fabric
might have been arisen owing to the ion-ion interactions between the cationic fixing
agent and the anionic carboxylic acid groups on the substrate [16, 18].
However, an alternative mechanism based on the use of syntans was also proposed
according to which the wet fastness of the sulphur dyes are improved in the same way as
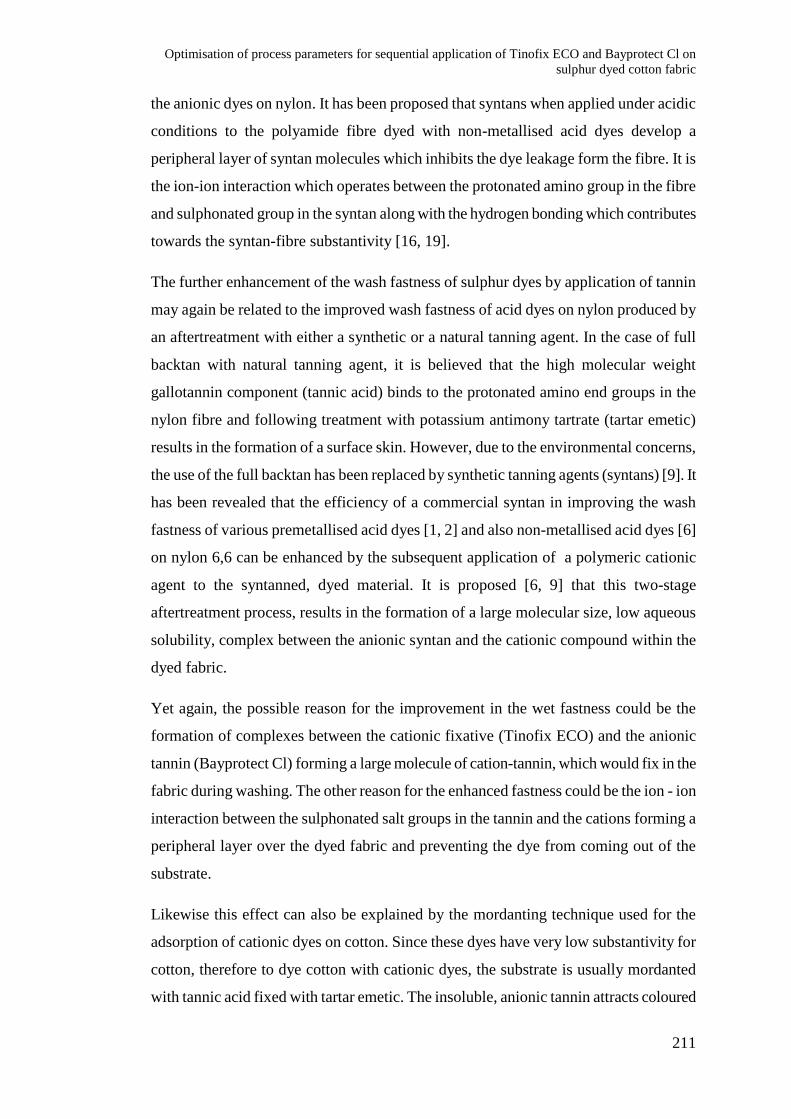
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
211
the anionic dyes on nylon. It has been proposed that syntans when applied under acidic
conditions to the polyamide fibre dyed with non-metallised acid dyes develop a
peripheral layer of syntan molecules which inhibits the dye leakage form the fibre. It is
the ion-ion interaction which operates between the protonated amino group in the fibre
and sulphonated group in the syntan along with the hydrogen bonding which contributes
towards the syntan-fibre substantivity [16, 19].
The further enhancement of the wash fastness of sulphur dyes by application of tannin
may again be related to the improved wash fastness of acid dyes on nylon produced by
an aftertreatment with either a synthetic or a natural tanning agent. In the case of full
backtan with natural tanning agent, it is believed that the high molecular weight
gallotannin component (tannic acid) binds to the protonated amino end groups in the
nylon fibre and following treatment with potassium antimony tartrate (tartar emetic)
results in the formation of a surface skin. However, due to the environmental concerns,
the use of the full backtan has been replaced by synthetic tanning agents (syntans) [9]. It
has been revealed that the efficiency of a commercial syntan in improving the wash
fastness of various premetallised acid dyes [1, 2] and also non-metallised acid dyes [6]
on nylon 6,6 can be enhanced by the subsequent application of a polymeric cationic
agent to the syntanned, dyed material. It is proposed [6, 9] that this two-stage
aftertreatment process, results in the formation of a large molecular size, low aqueous
solubility, complex between the anionic syntan and the cationic compound within the
dyed fabric.
Yet again, the possible reason for the improvement in the wet fastness could be the
formation of complexes between the cationic fixative (Tinofix ECO) and the anionic
tannin (Bayprotect Cl) forming a large molecule of cation-tannin, which would fix in the
fabric during washing. The other reason for the enhanced fastness could be the ion - ion
interaction between the sulphonated salt groups in the tannin and the cations forming a
peripheral layer over the dyed fabric and preventing the dye from coming out of the
substrate.
Likewise this effect can also be explained by the mordanting technique used for the
adsorption of cationic dyes on cotton. Since these dyes have very low substantivity for
cotton, therefore to dye cotton with cationic dyes, the substrate is usually mordanted
with tannic acid fixed with tartar emetic. The insoluble, anionic tannin attracts coloured
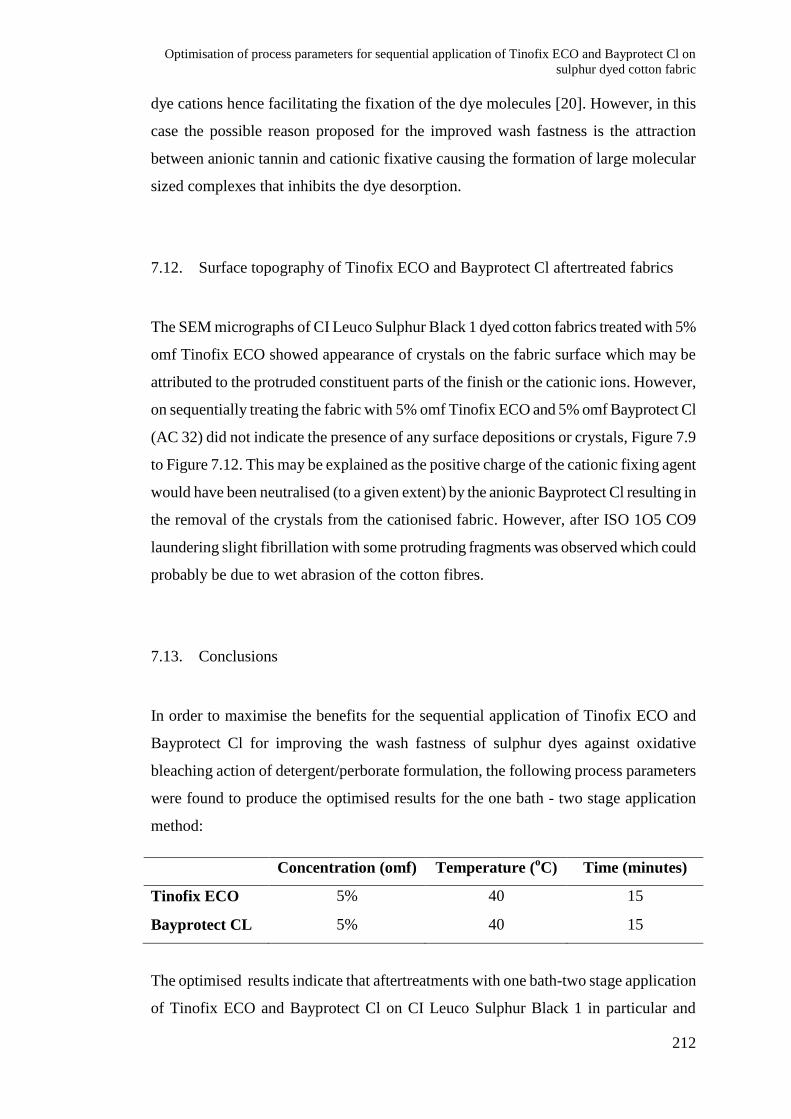
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
212
dye cations hence facilitating the fixation of the dye molecules [20]. However, in this
case the possible reason proposed for the improved wash fastness is the attraction
between anionic tannin and cationic fixative causing the formation of large molecular
sized complexes that inhibits the dye desorption.
7.12. Surface topography of Tinofix ECO and Bayprotect Cl aftertreated fabrics
The SEM micrographs of CI Leuco Sulphur Black 1 dyed cotton fabrics treated with 5%
omf Tinofix ECO showed appearance of crystals on the fabric surface which may be
attributed to the protruded constituent parts of the finish or the cationic ions. However,
on sequentially treating the fabric with 5% omf Tinofix ECO and 5% omf Bayprotect Cl
(AC 32) did not indicate the presence of any surface depositions or crystals, Figure 7.9
to Figure 7.12. This may be explained as the positive charge of the cationic fixing agent
would have been neutralised (to a given extent) by the anionic Bayprotect Cl resulting in
the removal of the crystals from the cationised fabric. However, after ISO 1O5 CO9
laundering slight fibrillation with some protruding fragments was observed which could
probably be due to wet abrasion of the cotton fibres.
7.13. Conclusions
In order to maximise the benefits for the sequential application of Tinofix ECO and
Bayprotect Cl for improving the wash fastness of sulphur dyes against oxidative
bleaching action of detergent/perborate formulation, the following process parameters
were found to produce the optimised results for the one bath - two stage application
method:
Concentration (omf) Temperature (oC) Time (minutes)
Tinofix ECO 5% 40 15
Bayprotect CL 5% 40 15
The optimised results indicate that aftertreatments with one bath-two stage application
of Tinofix ECO and Bayprotect Cl on CI Leuco Sulphur Black 1 in particular and
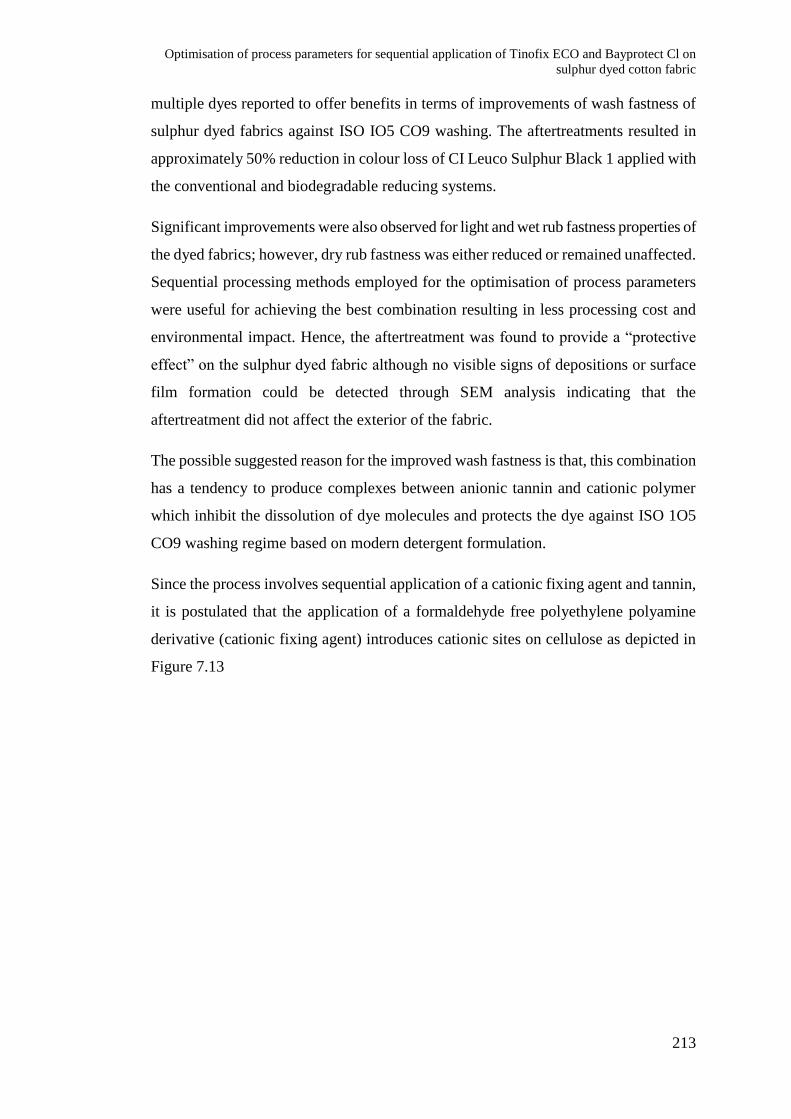
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
213
multiple dyes reported to offer benefits in terms of improvements of wash fastness of
sulphur dyed fabrics against ISO IO5 CO9 washing. The aftertreatments resulted in
approximately 50% reduction in colour loss of CI Leuco Sulphur Black 1 applied with
the conventional and biodegradable reducing systems.
Significant improvements were also observed for light and wet rub fastness properties of
the dyed fabrics; however, dry rub fastness was either reduced or remained unaffected.
Sequential processing methods employed for the optimisation of process parameters
were useful for achieving the best combination resulting in less processing cost and
environmental impact. Hence, the aftertreatment was found to provide a “protective
effect” on the sulphur dyed fabric although no visible signs of depositions or surface
film formation could be detected through SEM analysis indicating that the
aftertreatment did not affect the exterior of the fabric.
The possible suggested reason for the improved wash fastness is that, this combination
has a tendency to produce complexes between anionic tannin and cationic polymer
which inhibit the dissolution of dye molecules and protects the dye against ISO 1O5
CO9 washing regime based on modern detergent formulation.
Since the process involves sequential application of a cationic fixing agent and tannin,
it is postulated that the application of a formaldehyde free polyethylene polyamine
derivative (cationic fixing agent) introduces cationic sites on cellulose as depicted in
Figure 7.13
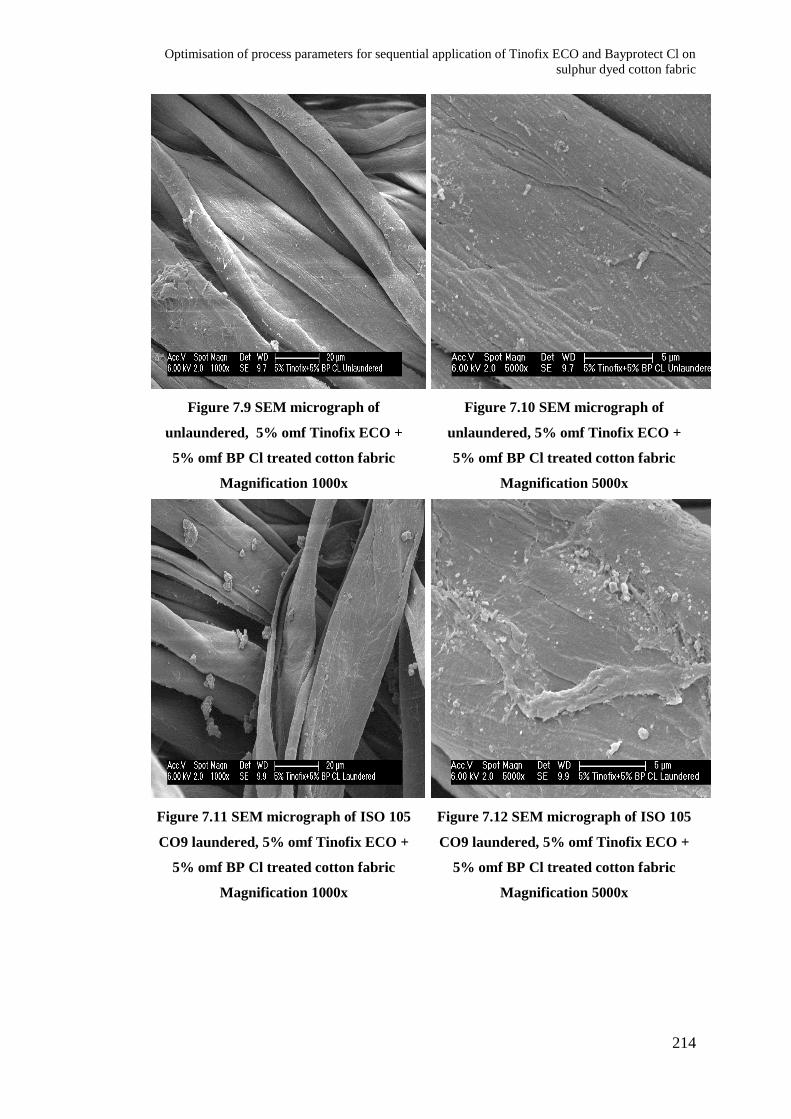
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
214
Figure 7.9 SEM micrograph of
unlaundered, 5% omf Tinofix ECO +
5% omf BP Cl treated cotton fabric
Magnification 1000x
Figure 7.10 SEM micrograph of
unlaundered, 5% omf Tinofix ECO +
5% omf BP Cl treated cotton fabric
Magnification 5000x
Figure 7.11 SEM micrograph of ISO 105
CO9 laundered, 5% omf Tinofix ECO +
5% omf BP Cl treated cotton fabric
Magnification 1000x
Figure 7.12 SEM micrograph of ISO 105
CO9 laundered, 5% omf Tinofix ECO +
5% omf BP Cl treated cotton fabric
Magnification 5000x
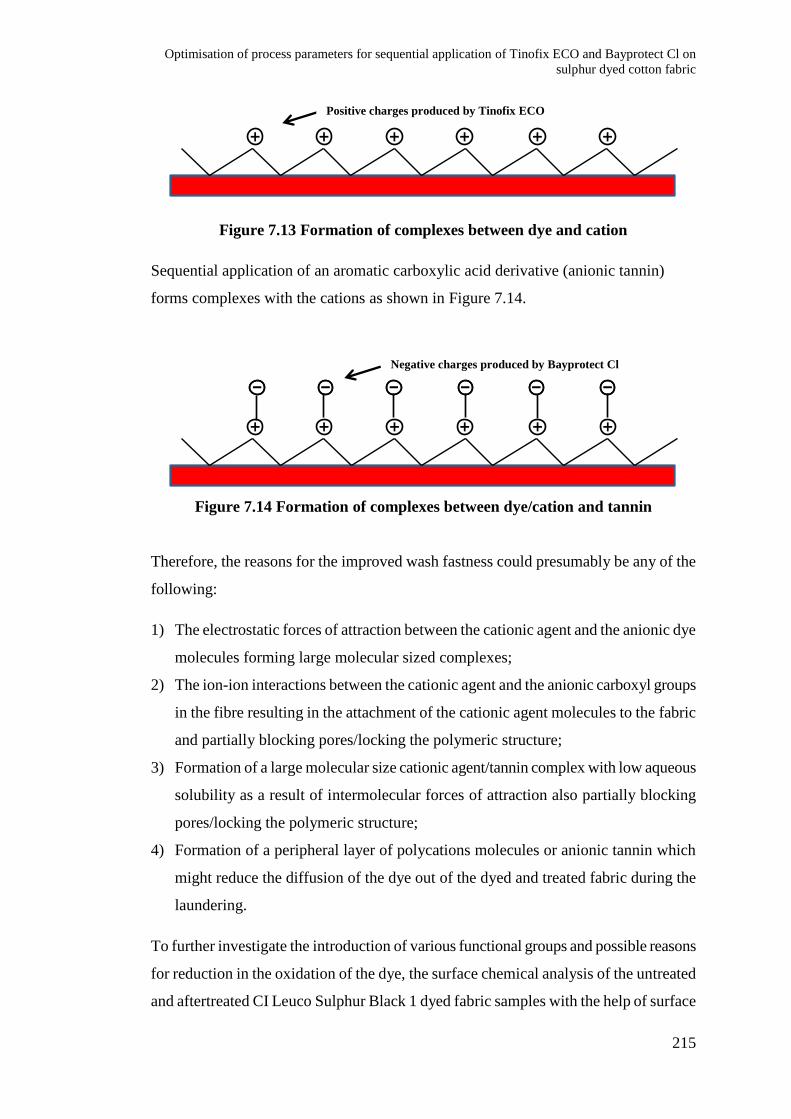
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
215
Figure 7.13 Formation of complexes between dye and cation
Sequential application of an aromatic carboxylic acid derivative (anionic tannin)
forms complexes with the cations as shown in Figure 7.14.
Figure 7.14 Formation of complexes between dye/cation and tannin
Therefore, the reasons for the improved wash fastness could presumably be any of the
following:
1) The electrostatic forces of attraction between the cationic agent and the anionic dye
molecules forming large molecular sized complexes;
2) The ion-ion interactions between the cationic agent and the anionic carboxyl groups
in the fibre resulting in the attachment of the cationic agent molecules to the fabric
and partially blocking pores/locking the polymeric structure;
3) Formation of a large molecular size cationic agent/tannin complex with low aqueous
solubility as a result of intermolecular forces of attraction also partially blocking
pores/locking the polymeric structure;
4) Formation of a peripheral layer of polycations molecules or anionic tannin which
might reduce the diffusion of the dye out of the dyed and treated fabric during the
laundering.
To further investigate the introduction of various functional groups and possible reasons
for reduction in the oxidation of the dye, the surface chemical analysis of the untreated
and aftertreated CI Leuco Sulphur Black 1 dyed fabric samples with the help of surface
Positive charges produced by Tinofix ECO
Negative charges produced by Bayprotect Cl
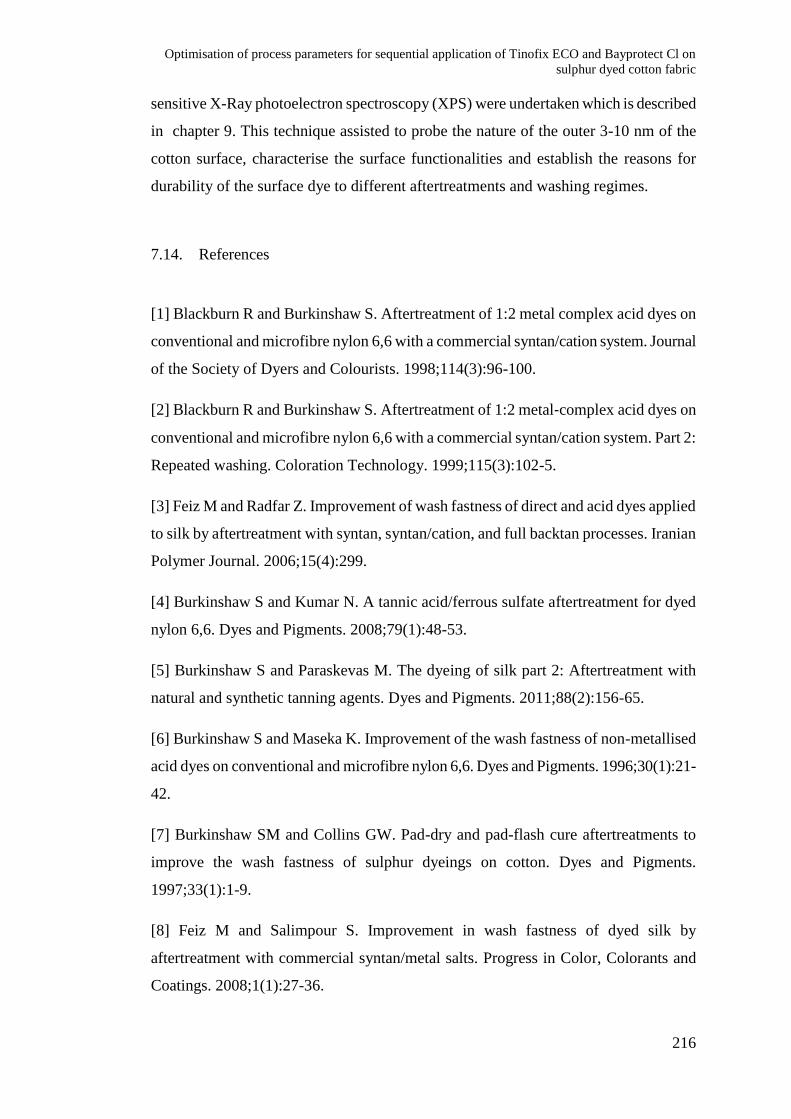
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
216
sensitive X-Ray photoelectron spectroscopy (XPS) were undertaken which is described
in chapter 9. This technique assisted to probe the nature of the outer 3-10 nm of the
cotton surface, characterise the surface functionalities and establish the reasons for
durability of the surface dye to different aftertreatments and washing regimes.
7.14. References
[1] Blackburn R and Burkinshaw S. Aftertreatment of 1:2 metal complex acid dyes on
conventional and microfibre nylon 6,6 with a commercial syntan/cation system. Journal
of the Society of Dyers and Colourists. 1998;114(3):96-100.
[2] Blackburn R and Burkinshaw S. Aftertreatment of 1:2 metal‐complex acid dyes on
conventional and microfibre nylon 6,6 with a commercial syntan/cation system. Part 2:
Repeated washing. Coloration Technology. 1999;115(3):102-5.
[3] Feiz M and Radfar Z. Improvement of wash fastness of direct and acid dyes applied
to silk by aftertreatment with syntan, syntan/cation, and full backtan processes. Iranian
Polymer Journal. 2006;15(4):299.
[4] Burkinshaw S and Kumar N. A tannic acid/ferrous sulfate aftertreatment for dyed
nylon 6,6. Dyes and Pigments. 2008;79(1):48-53.
[5] Burkinshaw S and Paraskevas M. The dyeing of silk part 2: Aftertreatment with
natural and synthetic tanning agents. Dyes and Pigments. 2011;88(2):156-65.
[6] Burkinshaw S and Maseka K. Improvement of the wash fastness of non-metallised
acid dyes on conventional and microfibre nylon 6,6. Dyes and Pigments. 1996;30(1):21-
42.
[7] Burkinshaw SM and Collins GW. Pad-dry and pad-flash cure aftertreatments to
improve the wash fastness of sulphur dyeings on cotton. Dyes and Pigments.
1997;33(1):1-9.
[8] Feiz M and Salimpour S. Improvement in wash fastness of dyed silk by
aftertreatment with commercial syntan/metal salts. Progress in Color, Colorants and
Coatings. 2008;1(1):27-36.
Optimisation of process parameters for sequential application of Tinofix ECO and Bayprotect Cl on
sulphur dyed cotton fabric
217
[9] Burkinshaw S. Chemical principles of synthetic fibre dyeing: Springer Science and
Business Media, 1995.
[10] Madhu and Amit. Sulfur dyeing with non-sulfide reducing agents. Journal of
Textile and Apparel, Technology and Management 2012;7(4):1-13.
[11] Blackburn RS and Harvey A. Green chemistry methods in sulfur dyeing:
Application of various reducing D-sugars and analysis of the importance of optimum
redox potential. Environmental Science and Technology. 2004;38(14):4034-9.
[12] Shore J. Cellulosics dyeing. Bradford: Society of Dyers and Colourists, 1995.
[13] Schindler WD and Hauser PJ. Chemical finishing of textiles: Woodhead Publishing
Limited, 2004.
[14] Cristea D and Vilarem G. Improving light fastness of natural dyes on cotton yarn.
Dyes and Pigments. 2006;70(3):238-45.
[15] El-Molla M, Badawy N, Abdel-Aal A, El-Bayaa A and El-Shaimaa H. Dyeability
of cationised cotton and nylon 6 fabrics using acid dyes. Indian Journal of Fibre and
Textile Research. 2011;36(1):88-95.
[16] Burkinshaw SM and Collins GW. Aftertreatments to improve the wash fastness of
sulphur dyeings on cotton. Dyes and Pigments. 1995;29(4):323-44.
[17] Aspland J. Oxidation and fixation of reduced sulfur dyes. Textile Chemist and
Colorist. 1970;2(13):29-34.
[18] Peter R. Textile chemistry. Vol. III: The physical chemistry of dyeing. Elsevier:
New York, 1975.
[19] Cook CC. Aftertreatments for improving the fastness of dyes on textile fibres.
Review of Progress in Coloration and Related Topics. 1982;12(1):73-89.
[20] Broadbent AD. Basic principles of textile coloration. Bradford: Society of Dyers
and Colorists, 2001.
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
218
8. Fourier transform infrared spectroscopic study of sulphur dyed
and aftertreated cotton fabrics
8.1. Introduction
Infrared spectroscopy is an extremely powerful analytical technique utilised for the
qualitative and quantitative analysis of the samples. However, other analytical methods
may also provide useful complementary and/or confirmatory information regarding the
sample so this technique should not be used in isolation. Other analytical techniques
may include simple chemical tests and elemental analysis [1].
In this study, Fourier transform infrared (FTIR) attenuated total internal reflection
(ATR) technique has been used for the study of the undyed, dyed and aftertreated cotton
fabrics in order to gain some insight into the presence of possible functional groups
which were introduced to the fabric surface as a result of dyeing and aftertreatments.
The samples used were cotton fabrics dyed with 5% omf CI Leuco Sulphur Black 1 dye
(reduced with Diresul RAD) and aftertreated with Tinofix ECO and Bayprotect Cl. The
two finishing agents were analysed in isolation to characterise the materials and the
aftertreated fabrics were further analysed to investigate the effects of the finishing
agents on the surface chemistry of the dyed cellulosic fabric. However, in order to make
the quantitative analysis and determine the oxidation states of important elements, the
dyed and aftertreated fabrics were also examined with X-ray photoelectron
spectroscopic technique. XPS enables the measurement of the spectral peak areas which
leads to quantitative information about the surface composition of the fibres. Further,
elemental bulk analysis was done to support the information obtained from FTIR-ATR
and XPS data.
FTIR-ATR spectra were obtained for undyed, dyed, cationised and cation-tannin treated
cotton fabrics. The fixatives, Tinofix ECO and Bayprotect Cl which were applied as part
of the aftertreatment methods were analysed and the details are summarised in Table
8.1.
A plot of measured infrared radiation intensity versus wave number is known as an
infrared spectrum. Traditionally, an infrared spectrum is plotted with high wave number
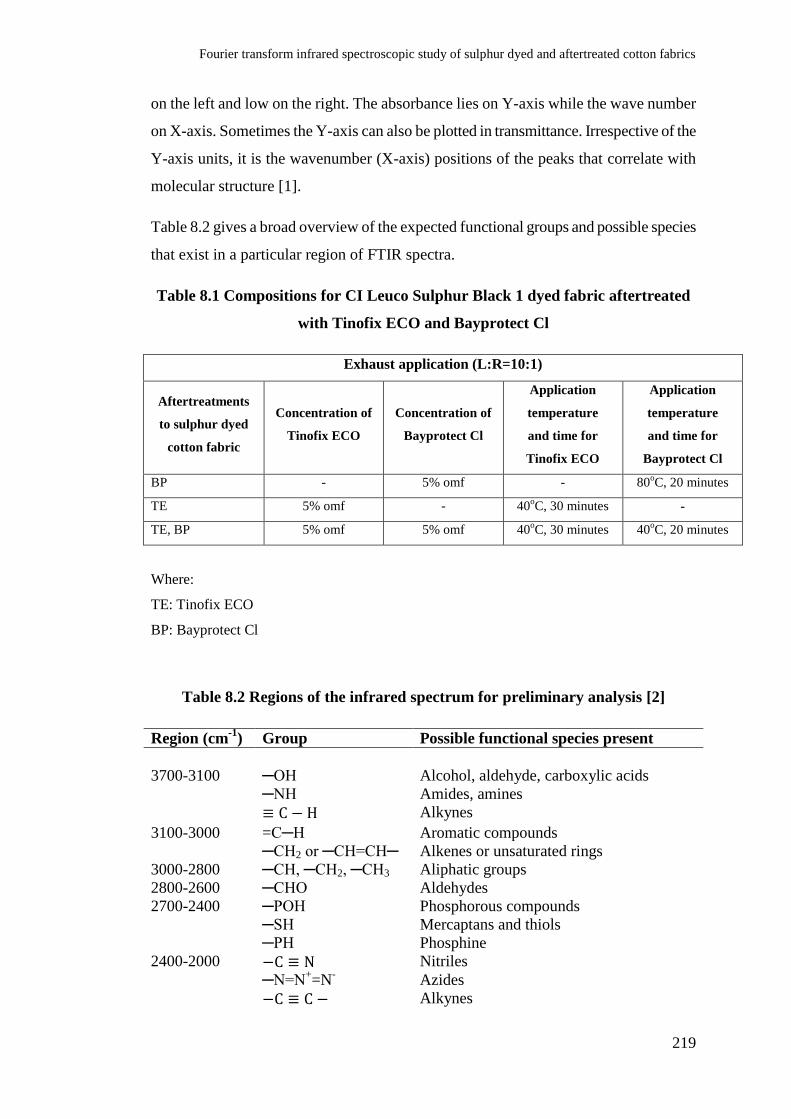
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
219
on the left and low on the right. The absorbance lies on Y-axis while the wave number
on X-axis. Sometimes the Y-axis can also be plotted in transmittance. Irrespective of the
Y-axis units, it is the wavenumber (X-axis) positions of the peaks that correlate with
molecular structure [1].
Table 8.2 gives a broad overview of the expected functional groups and possible species
that exist in a particular region of FTIR spectra.
Table 8.1 Compositions for CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl
Exhaust application (L:R=10:1)
Aftertreatments
to sulphur dyed
cotton fabric
Concentration of
Tinofix ECO
Concentration of
Bayprotect Cl
Application
temperature
and time for
Tinofix ECO
Application
temperature
and time for
Bayprotect Cl
BP - 5% omf - 80oC, 20 minutes
TE 5% omf - 40oC, 30 minutes -
TE, BP 5% omf 5% omf 40oC, 30 minutes 40
oC, 20 minutes
Where:
TE: Tinofix ECO
BP: Bayprotect Cl
Table 8.2 Regions of the infrared spectrum for preliminary analysis [2]
Region (cm-1
) Group Possible functional species present
3700-3100 ─OH Alcohol, aldehyde, carboxylic acids
─NH Amides, amines
≡ C − H Alkynes
3100-3000 =C─H Aromatic compounds
─CH2 or ─CH=CH─ Alkenes or unsaturated rings
3000-2800 ─CH, ─CH2, ─CH3 Aliphatic groups
2800-2600 ─CHO Aldehydes
2700-2400 ─POH Phosphorous compounds
─SH Mercaptans and thiols
─PH Phosphine
2400-2000 −C ≡ N Nitriles
─N=N+=N
- Azides
−C ≡ C − Alkynes
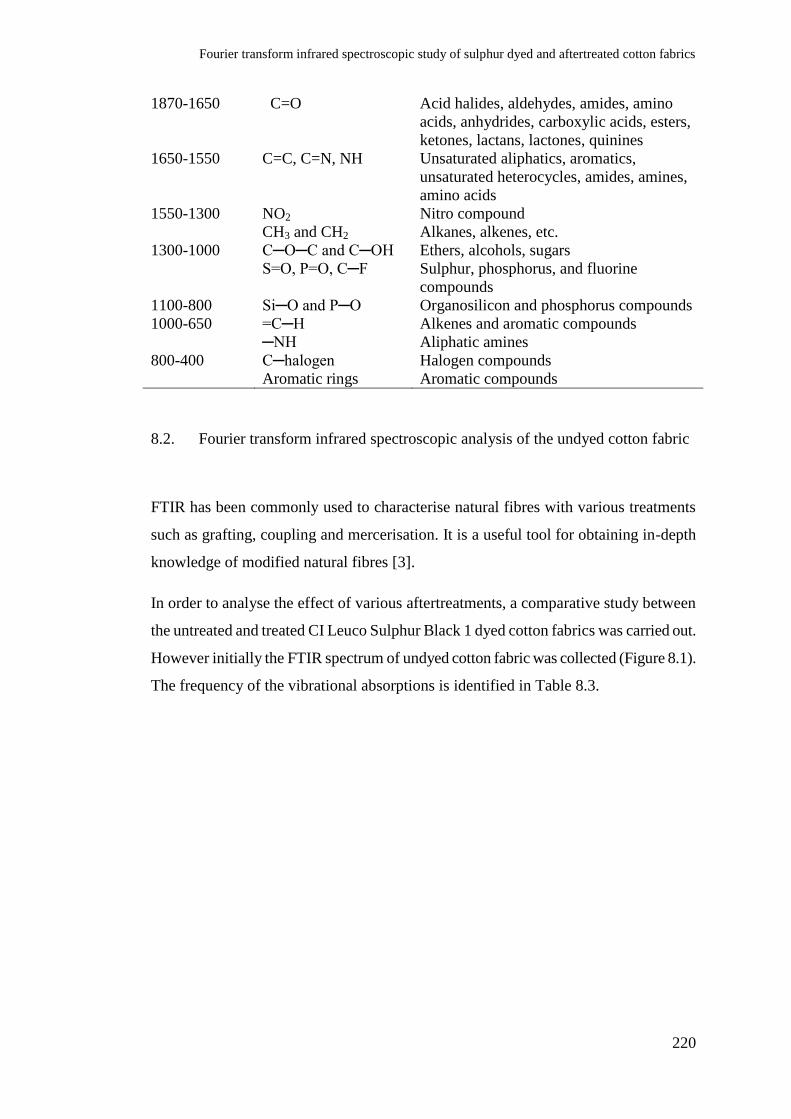
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
220
1870-1650 C=O Acid halides, aldehydes, amides, amino
acids, anhydrides, carboxylic acids, esters,
ketones, lactans, lactones, quinines
1650-1550 C=C, C=N, NH Unsaturated aliphatics, aromatics,
unsaturated heterocycles, amides, amines,
amino acids
1550-1300 NO2 Nitro compound
CH3 and CH2 Alkanes, alkenes, etc.
1300-1000 C─O─C and C─OH Ethers, alcohols, sugars
S=O, P=O, C─F Sulphur, phosphorus, and fluorine
compounds
1100-800 Si─O and P─O Organosilicon and phosphorus compounds
1000-650 =C─H Alkenes and aromatic compounds
─NH Aliphatic amines
800-400 C─halogen Halogen compounds
Aromatic rings Aromatic compounds
8.2. Fourier transform infrared spectroscopic analysis of the undyed cotton fabric
FTIR has been commonly used to characterise natural fibres with various treatments
such as grafting, coupling and mercerisation. It is a useful tool for obtaining in-depth
knowledge of modified natural fibres [3].
In order to analyse the effect of various aftertreatments, a comparative study between
the untreated and treated CI Leuco Sulphur Black 1 dyed cotton fabrics was carried out.
However initially the FTIR spectrum of undyed cotton fabric was collected (Figure 8.1).
The frequency of the vibrational absorptions is identified in Table 8.3.
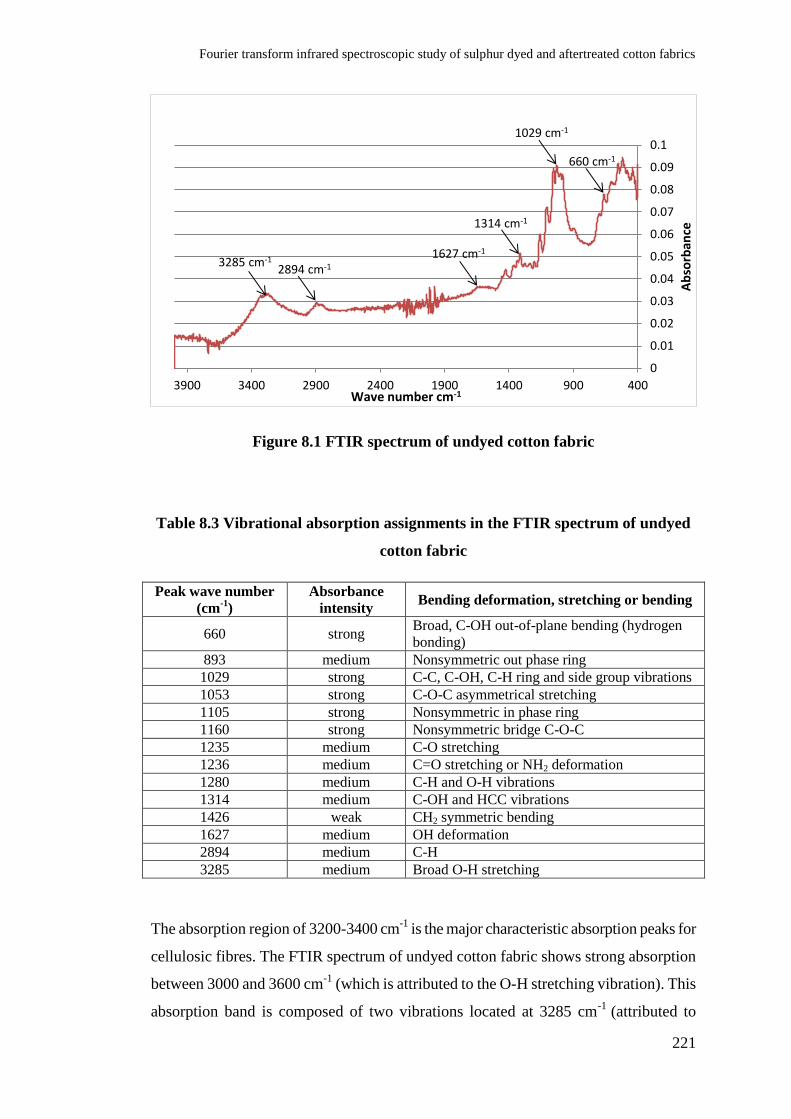
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
221
Figure 8.1 FTIR spectrum of undyed cotton fabric
Table 8.3 Vibrational absorption assignments in the FTIR spectrum of undyed
cotton fabric
Peak wave number
(cm-1
)
Absorbance
intensity Bending deformation, stretching or bending
660 strong Broad, C-OH out-of-plane bending (hydrogen
bonding)
893 medium Nonsymmetric out phase ring
1029 strong C-C, C-OH, C-H ring and side group vibrations
1053 strong C-O-C asymmetrical stretching
1105 strong Nonsymmetric in phase ring
1160 strong Nonsymmetric bridge C-O-C
1235 medium C-O stretching
1236 medium C=O stretching or NH2 deformation
1280 medium C-H and O-H vibrations
1314 medium C-OH and HCC vibrations
1426 weak CH2 symmetric bending
1627 medium OH deformation
2894 medium C-H
3285 medium Broad O-H stretching
The absorption region of 3200-3400 cm-1
is the major characteristic absorption peaks for
cellulosic fibres. The FTIR spectrum of undyed cotton fabric shows strong absorption
between 3000 and 3600 cm-1
(which is attributed to the O-H stretching vibration). This
absorption band is composed of two vibrations located at 3285 cm-1
(attributed to
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
400900140019002400290034003900
Ab
sorb
ance
Wave number cm-1
3285 cm-1 2894 cm-1
1627 cm-1
1314 cm-1
1029 cm-1
660 cm-1
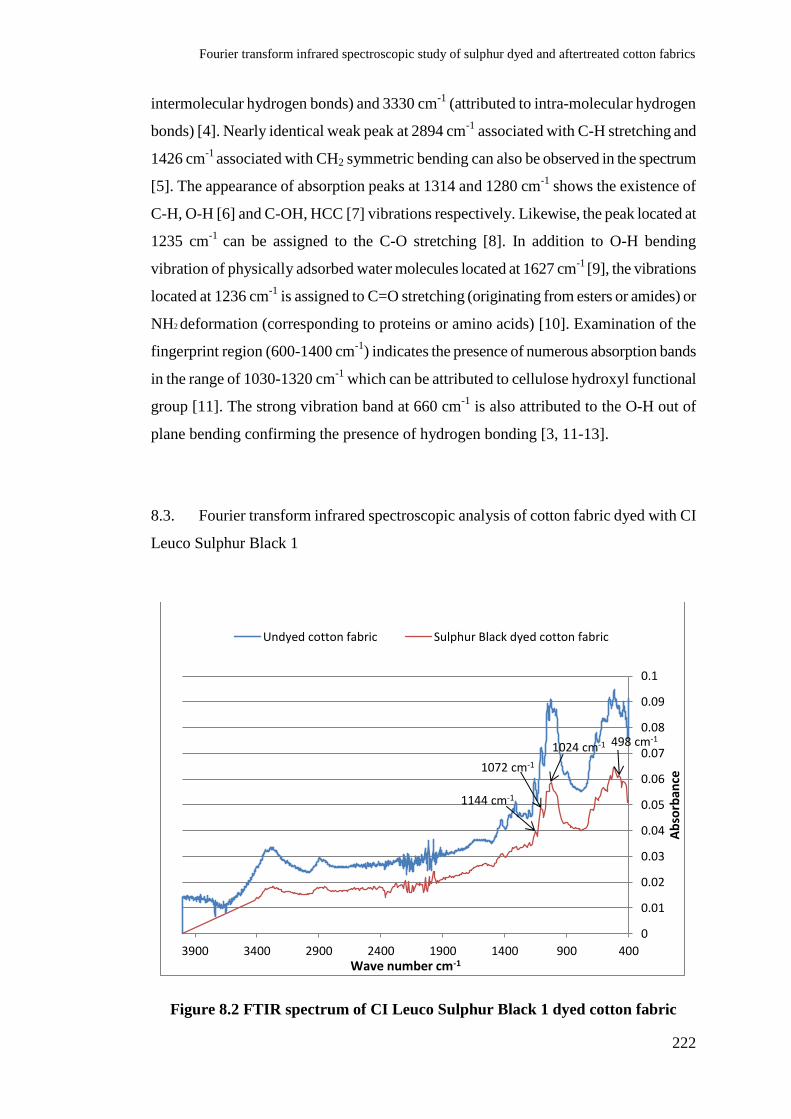
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
222
intermolecular hydrogen bonds) and 3330 cm-1
(attributed to intra-molecular hydrogen
bonds) [4]. Nearly identical weak peak at 2894 cm-1
associated with C-H stretching and
1426 cm-1
associated with CH2 symmetric bending can also be observed in the spectrum
[5]. The appearance of absorption peaks at 1314 and 1280 cm-1
shows the existence of
C-H, O-H [6] and C-OH, HCC [7] vibrations respectively. Likewise, the peak located at
1235 cm-1
can be assigned to the C-O stretching [8]. In addition to O-H bending
vibration of physically adsorbed water molecules located at 1627 cm-1
[9], the vibrations
located at 1236 cm-1
is assigned to C=O stretching (originating from esters or amides) or
NH2 deformation (corresponding to proteins or amino acids) [10]. Examination of the
fingerprint region (600-1400 cm-1
) indicates the presence of numerous absorption bands
in the range of 1030-1320 cm-1
which can be attributed to cellulose hydroxyl functional
group [11]. The strong vibration band at 660 cm-1
is also attributed to the O-H out of
plane bending confirming the presence of hydrogen bonding [3, 11-13].
8.3. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1
Figure 8.2 FTIR spectrum of CI Leuco Sulphur Black 1 dyed cotton fabric
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
400900140019002400290034003900
Ab
sorb
ance
Wave number cm-1
Undyed cotton fabric Sulphur Black dyed cotton fabric
498 cm-1 1024 cm-1
1144 cm-1
1072 cm-1
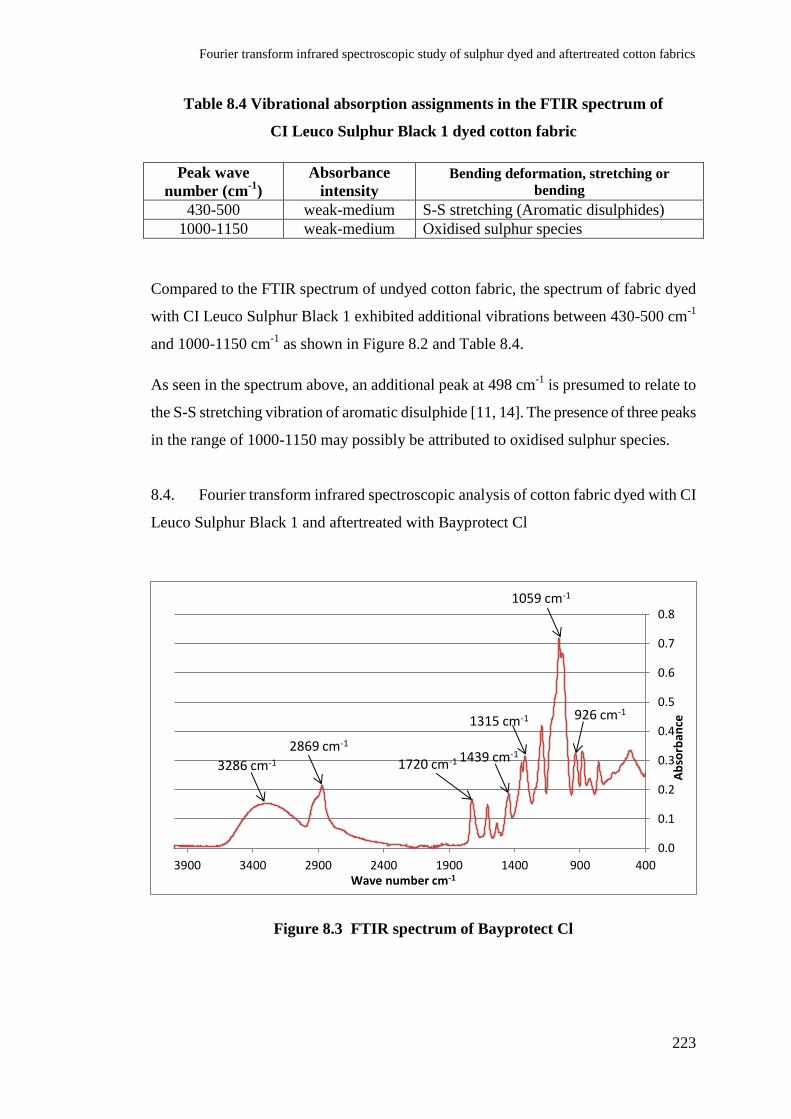
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
223
Table 8.4 Vibrational absorption assignments in the FTIR spectrum of
CI Leuco Sulphur Black 1 dyed cotton fabric
Peak wave
number (cm-1
)
Absorbance
intensity
Bending deformation, stretching or
bending
430-500 weak-medium S-S stretching (Aromatic disulphides)
1000-1150 weak-medium Oxidised sulphur species
Compared to the FTIR spectrum of undyed cotton fabric, the spectrum of fabric dyed
with CI Leuco Sulphur Black 1 exhibited additional vibrations between 430-500 cm-1
and 1000-1150 cm-1
as shown in Figure 8.2 and Table 8.4.
As seen in the spectrum above, an additional peak at 498 cm-1
is presumed to relate to
the S-S stretching vibration of aromatic disulphide [11, 14]. The presence of three peaks
in the range of 1000-1150 may possibly be attributed to oxidised sulphur species.
8.4. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Bayprotect Cl
Figure 8.3 FTIR spectrum of Bayprotect Cl
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
400900140019002400290034003900
Ab
sorb
ance
Wave number cm-1
3286 cm-1
2869 cm-1
926 cm-1
1059 cm-1
1315 cm-1
1439 cm-1 1720 cm-1
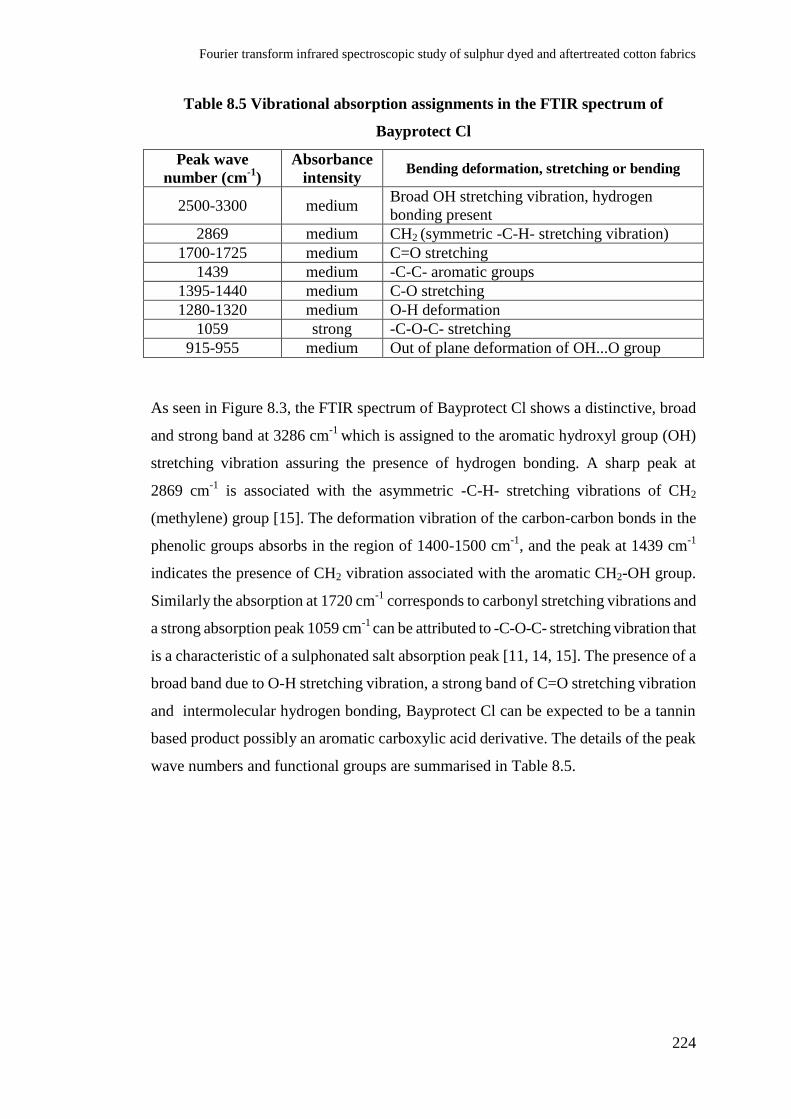
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
224
Table 8.5 Vibrational absorption assignments in the FTIR spectrum of
Bayprotect Cl
Peak wave
number (cm-1
)
Absorbance
intensity Bending deformation, stretching or bending
2500-3300 medium Broad OH stretching vibration, hydrogen
bonding present
2869 medium CH2 (symmetric -C-H- stretching vibration)
1700-1725 medium C=O stretching
1439 medium -C-C- aromatic groups
1395-1440 medium C-O stretching
1280-1320 medium O-H deformation
1059 strong -C-O-C- stretching
915-955 medium Out of plane deformation of OH...O group
As seen in Figure 8.3, the FTIR spectrum of Bayprotect Cl shows a distinctive, broad
and strong band at 3286 cm-1
which is assigned to the aromatic hydroxyl group (OH)
stretching vibration assuring the presence of hydrogen bonding. A sharp peak at
2869 cm-1
is associated with the asymmetric -C-H- stretching vibrations of CH2
(methylene) group [15]. The deformation vibration of the carbon-carbon bonds in the
phenolic groups absorbs in the region of 1400-1500 cm-1
, and the peak at 1439 cm-1
indicates the presence of CH2 vibration associated with the aromatic CH2-OH group.
Similarly the absorption at 1720 cm-1
corresponds to carbonyl stretching vibrations and
a strong absorption peak 1059 cm-1
can be attributed to -C-O-C- stretching vibration that
is a characteristic of a sulphonated salt absorption peak [11, 14, 15]. The presence of a
broad band due to O-H stretching vibration, a strong band of C=O stretching vibration
and intermolecular hydrogen bonding, Bayprotect Cl can be expected to be a tannin
based product possibly an aromatic carboxylic acid derivative. The details of the peak
wave numbers and functional groups are summarised in Table 8.5.
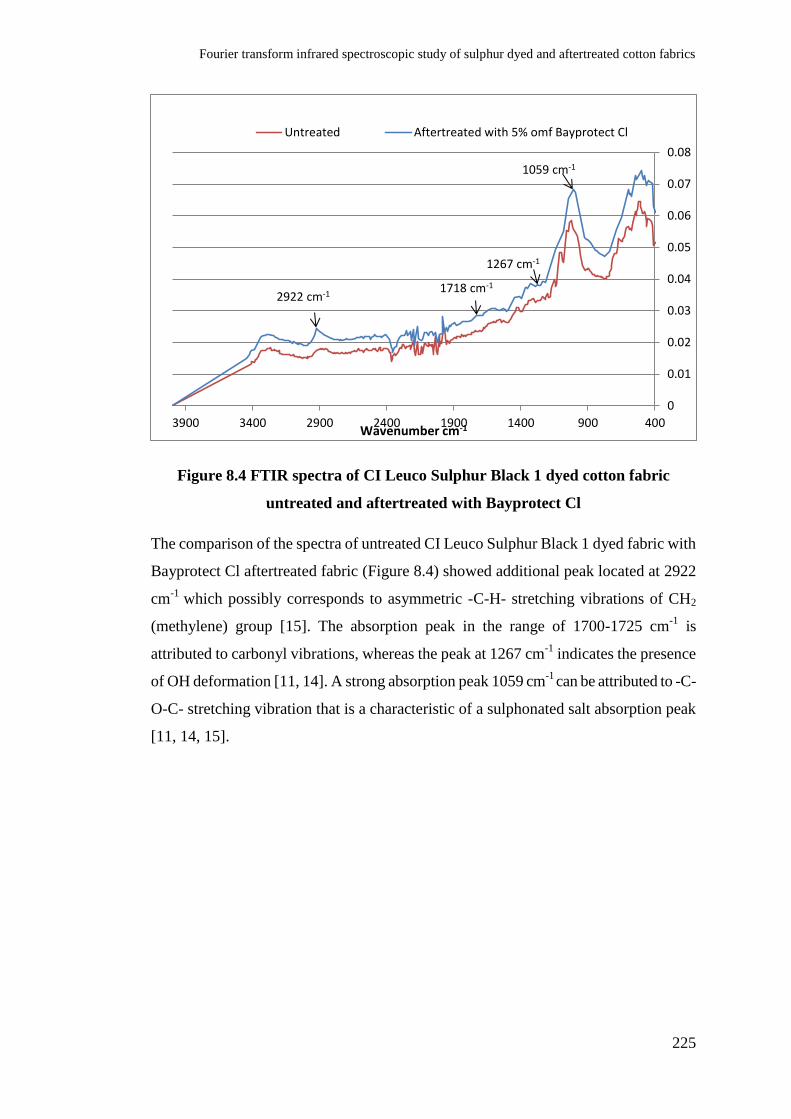
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
225
Figure 8.4 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric
untreated and aftertreated with Bayprotect Cl
The comparison of the spectra of untreated CI Leuco Sulphur Black 1 dyed fabric with
Bayprotect Cl aftertreated fabric (Figure 8.4) showed additional peak located at 2922
cm-1
which possibly corresponds to asymmetric -C-H- stretching vibrations of CH2
(methylene) group [15]. The absorption peak in the range of 1700-1725 cm-1
is
attributed to carbonyl vibrations, whereas the peak at 1267 cm-1
indicates the presence
of OH deformation [11, 14]. A strong absorption peak 1059 cm-1
can be attributed to -C-
O-C- stretching vibration that is a characteristic of a sulphonated salt absorption peak
[11, 14, 15].
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
400900140019002400290034003900Wavenumber cm-1
Untreated Aftertreated with 5% omf Bayprotect Cl
1718 cm-1
1267 cm-1
1059 cm-1
2922 cm-1
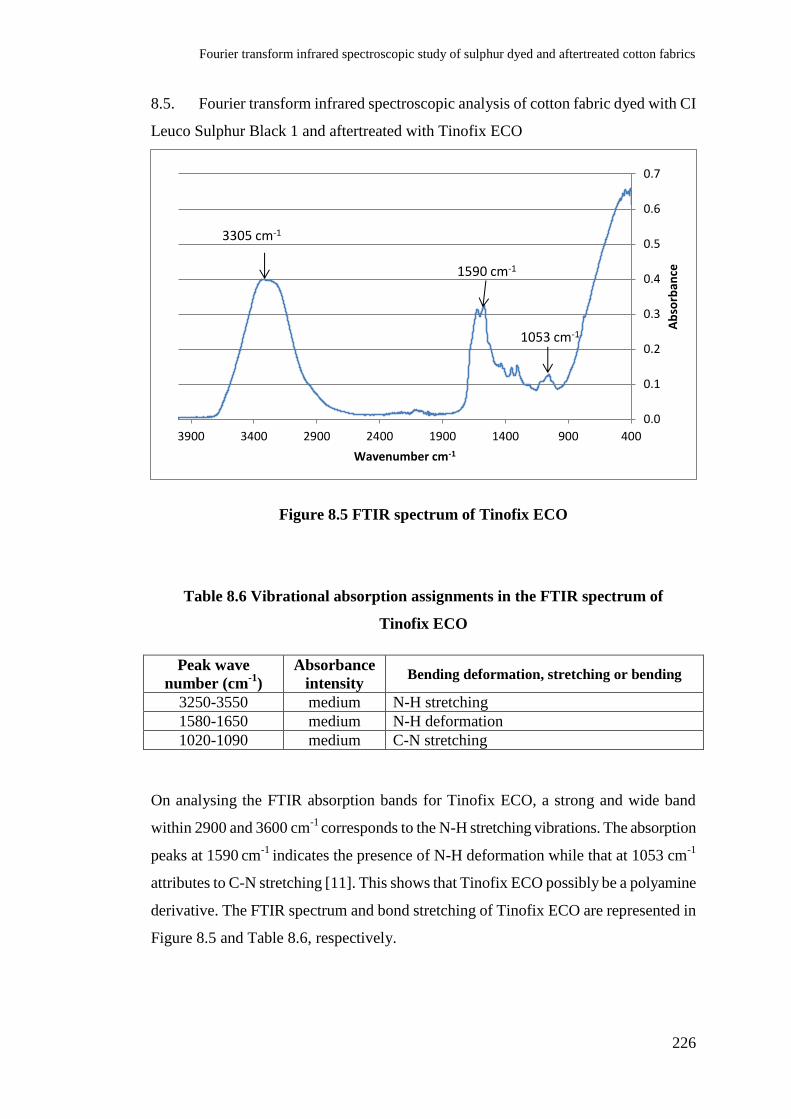
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
226
8.5. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Tinofix ECO
Figure 8.5 FTIR spectrum of Tinofix ECO
Table 8.6 Vibrational absorption assignments in the FTIR spectrum of
Tinofix ECO
Peak wave
number (cm-1
)
Absorbance
intensity Bending deformation, stretching or bending
3250-3550 medium N-H stretching
1580-1650 medium N-H deformation
1020-1090 medium C-N stretching
On analysing the FTIR absorption bands for Tinofix ECO, a strong and wide band
within 2900 and 3600 cm-1
corresponds to the N-H stretching vibrations. The absorption
peaks at 1590 cm
-1 indicates the presence of N-H deformation while that at 1053 cm
-1
attributes to C-N stretching [11]. This shows that Tinofix ECO possibly be a polyamine
derivative. The FTIR spectrum and bond stretching of Tinofix ECO are represented in
Figure 8.5 and Table 8.6, respectively.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
400900140019002400290034003900
Ab
sorb
ance
Wavenumber cm-1
3305 cm-1
1590 cm-1
1053 cm-1
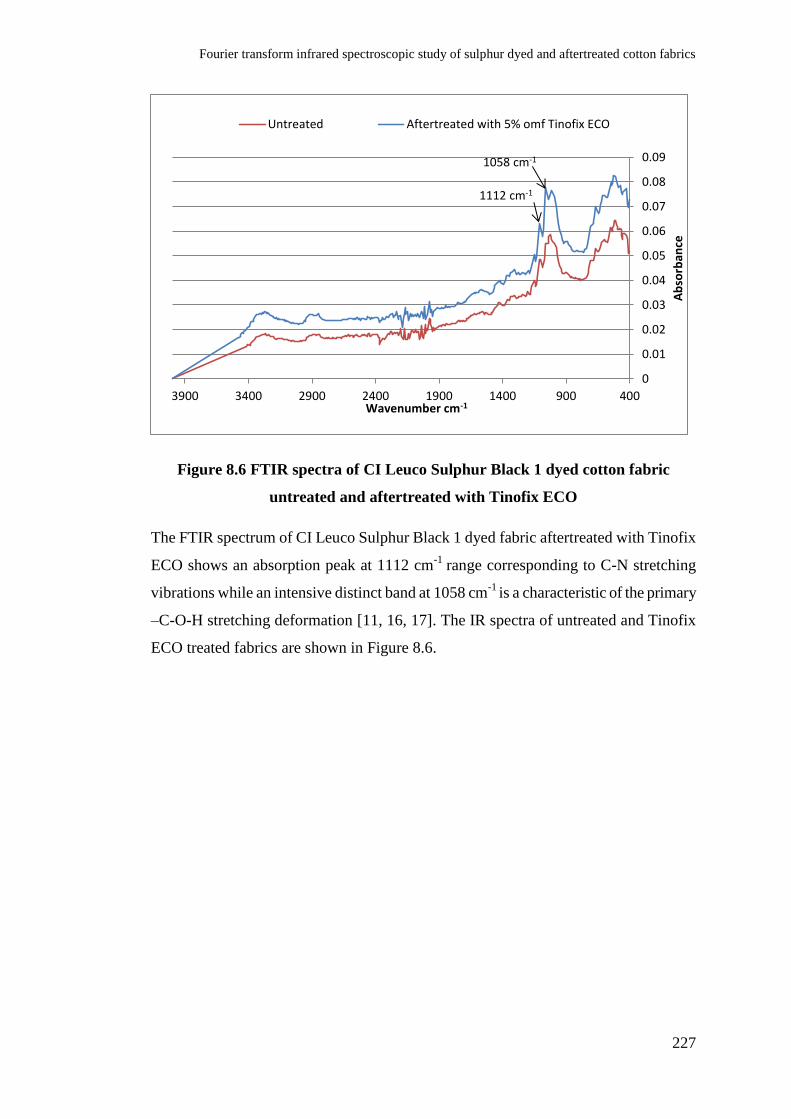
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
227
Figure 8.6 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric
untreated and aftertreated with Tinofix ECO
The FTIR spectrum of CI Leuco Sulphur Black 1 dyed fabric aftertreated with Tinofix
ECO shows an absorption peak at 1112 cm-1
range corresponding to C-N stretching
vibrations while an intensive distinct band at 1058 cm-1
is a characteristic of the primary
–C-O-H stretching deformation [11, 16, 17]. The IR spectra of untreated and Tinofix
ECO treated fabrics are shown in Figure 8.6.
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
400900140019002400290034003900
Ab
sorb
ance
Wavenumber cm-1
Untreated Aftertreated with 5% omf Tinofix ECO
1112 cm-1
1058 cm-1
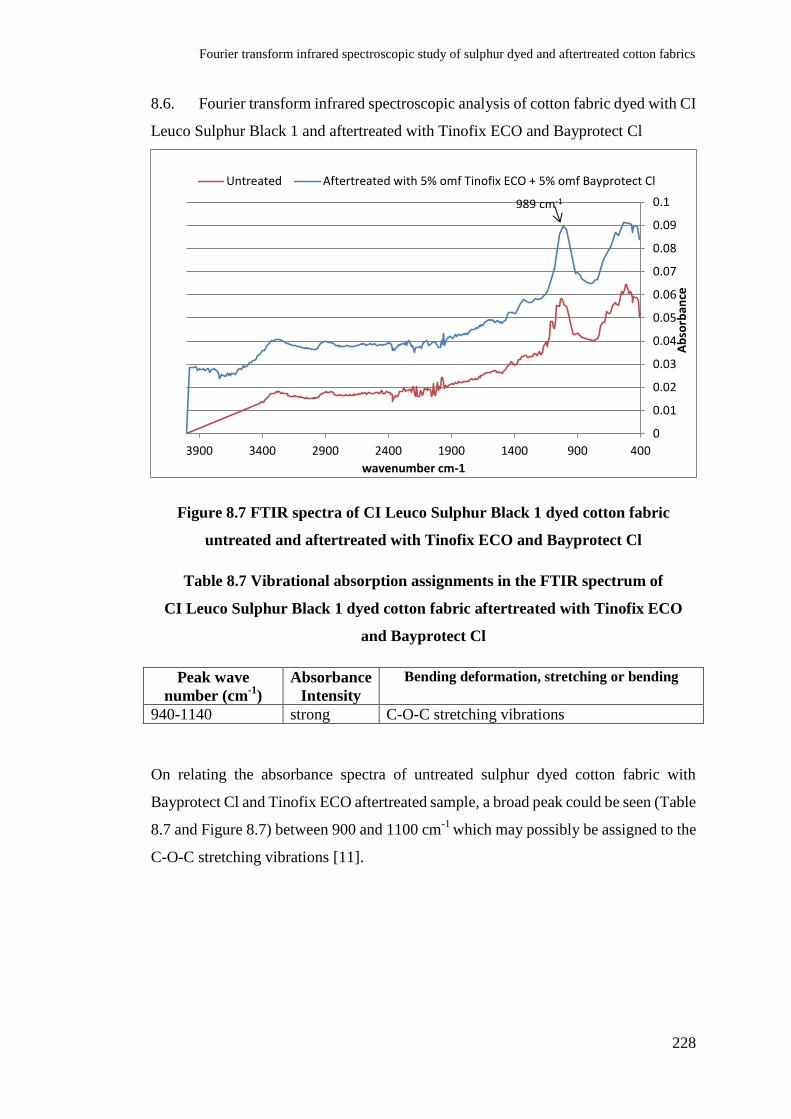
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
228
8.6. Fourier transform infrared spectroscopic analysis of cotton fabric dyed with CI
Leuco Sulphur Black 1 and aftertreated with Tinofix ECO and Bayprotect Cl
Figure 8.7 FTIR spectra of CI Leuco Sulphur Black 1 dyed cotton fabric
untreated and aftertreated with Tinofix ECO and Bayprotect Cl
Table 8.7 Vibrational absorption assignments in the FTIR spectrum of
CI Leuco Sulphur Black 1 dyed cotton fabric aftertreated with Tinofix ECO
and Bayprotect Cl
Peak wave
number (cm-1
)
Absorbance
Intensity
Bending deformation, stretching or bending
940-1140 strong C-O-C stretching vibrations
On relating the absorbance spectra of untreated sulphur dyed cotton fabric with
Bayprotect Cl and Tinofix ECO aftertreated sample, a broad peak could be seen (Table
8.7 and Figure 8.7) between 900 and 1100 cm-1
which may possibly be assigned to the
C-O-C stretching vibrations [11].
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
400900140019002400290034003900
Ab
sorb
ance
wavenumber cm-1
Untreated Aftertreated with 5% omf Tinofix ECO + 5% omf Bayprotect Cl
989 cm-1
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
229
8.7. Conclusions
In this study we investigated the use of the FTIR-ATR spectroscopy to identify the
presence of various functional groups which are possibly generated as a result of three
different aftertreatments on cotton fabric dyed with CI Leuco Sulphur black 1 and
reduced with Diresul reducing agent D. It was observed that, the application of Tinofix
ECO introduces C-N and -C-O-H functional groups to the fibre surface and the product
is presumably a polyamine derivative. On the other hand, the treatment of the dyed
fabric with Bayprotect Cl indicates the presence of C-O-C stretching , -C-H stretching,
OH deformation and C=O stretching vibrations and it is presumably considered to be a
tannin based product. The sequential application of the two aforementioned auxiliaries
causes the formation of C-O-C stretching vibration.
8.8. References
[1] Smith BC. Fundamentals of Fourier transform infrared spectroscopy: Taylor &
Francis, 1995.
[2] Lambert JB, Shurvell HF, Lightner DA and Cooks RG. Organic structural
spectroscopy: Prentice Hall Upper Saddle River, NJ, 1998.
[3] Fan M, Dai D and Huang B. Fourier transform infrared spectroscopy for natural
fibres. Fourier Transforms-Materials Analysis: InTech. 2012. p.45-68.
[4] Liang C and Marchessault R. Infrared spectra of crystalline polysaccharides. II.
Native celluloses in the region from 640 to 1700 cm−1
. Journal of Polymer Science.
1959;39(135):269-78.
[5] Kavkler K and Demşar A. Application of FTIR and Raman spectroscopy to
qualitative analysis of structural changes in cellulosic fibres. Slovene Journal for Textile
and Clothing Technology, Design and Marketing. 2012;55(1):19-31.
[6] Oh SY, Yoo DI, Shin Y and Seo G. FTIR analysis of cellulose treated with sodium
hydroxide and carbon dioxide. Carbohydrate Research. 2005;340(3):417-28.
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
230
[7] Proniewicz LM, Paluszkiewicz C, Wesełucha-Birczyńska A, Majcherczyk H,
Barański A and Konieczna A. FT-IR and FT-Raman study of hydrothermally
degradated cellulose. Journal of Molecular Structure. 2001;596(1):163-9.
[8] Azadfallah M, Mirshokraei SA, Jahan Latibari A and Parsapajouh D. Analysis of
photodegraded lignin on cellulose matrix by means of FTIR spectroscopy and high
pressure size exclusion chromatography. Iranian Polymer Journal. 2008;17(1):73-80.
[9] Cao Q, Zhu S, Zhao H and Tu H. Application of Fourier transform attenuated total
reflection infrared spectroscopy to identifying archaeological fibres. Research Journal of
Textile and Apparel. 2010;14(1):38-41.
[10] Abidi N, Hequet E and Cabrales L. Applications of Fourier transform infrared
spectroscopy to study cotton fibers. Fourier Transforms-New Analytical Approaches
and FTIR Strategies: InTech. 2011. p.89-114.
[11] Socrates G. Infrared characteristic group frequencies: Tables and charts: Wiley,
1994.
[12] Chung C, Lee M and Choe EK. Characterization of cotton fabric scouring by FT-IR
ATR spectroscopy. Carbohydrate Polymers. 2004;58(4):417-20.
[13] Arain RA, Khatri Z, Memon MH and Kim I-S. Antibacterial property and
characterization of cotton fabric treated with chitosan/AgCl–TiO< sub> 2</sub>
colloid. Carbohydrate Polymers. 2013;96(1):326-31.
[14] Stuart B, George B and Mclntyre P. Modern infrared spectroscopy: Wiley India
Private Limited, 2008.
[15] Pantoja-Castro MA and González-Rodríguez H. Study by infrared spectroscopy
and thermogravimetric analysis of tannins and tannic acid. Revista latinoamericana de
química. 2011;39(3):107-12.
[16] Kamel M, El Zawahry M, Ahmed N and Abdelghaffar F. Ultrasonic dyeing of
cationized cotton fabric with natural dye. Part 1: Cationization of cotton using Solfix E.
Ultrasonics Sonochemistry. 2009;16(2):243-9.
Fourier transform infrared spectroscopic study of sulphur dyed and aftertreated cotton fabrics
231
[17] Kamel M, El Zawahry M, Ahmed N and Abdelghaffar F. Ultrasonic dyeing of
cationized cotton fabric with natural dye. Part 2: Cationization of cotton using Quat 188.
Industrial Crops and Products. 2011;34(3):1410-7.
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
232
9. Surface and bulk chemical analysis of sulphur dyed and
aftertreated cotton fabrics
9.1. Introduction
The development of techniques for the surface selective modification of cotton fibres
and the need to understand the changes in the fibre chemistry and properties has
emphasised the necessity for the application of the XPS (X-Ray photoelectron
spectroscopy) technique in textiles. In order to study the chemistry of modified cotton,
the introduction of XPS method was pioneered by Soignet [1] and subsequently the
surface chemistry of cellulosic fibres has been investigated by a number of researchers
[1-9].
In this study the relative effect of aftertreatments with Tinofix ECO and Bayprotect Cl
on ISO 105 C06 and ISO 105 C09 washing of CI Sulphur Black 1 dyed cotton fabric
has been evaluated in order to compare visual change with surface chemical changes.
The chemical and physical effects on the outer surface of CI Leuco Sulphur Black 1
dyed fabrics aftertreated with the stated fixing agents has been investigated for the first
time. The surface sensitive X-Ray photoelectron spectroscopic technique was used to
probe the nature of the outer 3-10 nm of the cotton’s surface so as to characterise the
surface functionalities, establish the elemental composition and assess the durability of
the surface sulphur dye to different aftertreatments. This spectroscopic technique helped
in fully understanding the nature of the fibre surface interface of untreated and
aftertreated cotton fabric on exposure to chemically aggressive bleaching media and the
improvements produced as a result of aftertreatments.
This chapter is divided into two sections. The first section (section 9.2) explains the
surface chemistry of 5% omf CI Leuco Sulphur Black 1 dyed cotton fabric (reduced
with Diresul RAD) aftertreated with Bayprotect Cl and the effects of aftertreatments on
ISO 105 C06 and ISO 105 C09 washing regimes. The second section (section 9.3) is
based on the surface chemical analysis of the aforementioned dyed fabric aftertreated
with optimised one bath – two stage process with sequential application of Tinofix ECO
and Bayprotect Cl following ISO 105 C09 washing.
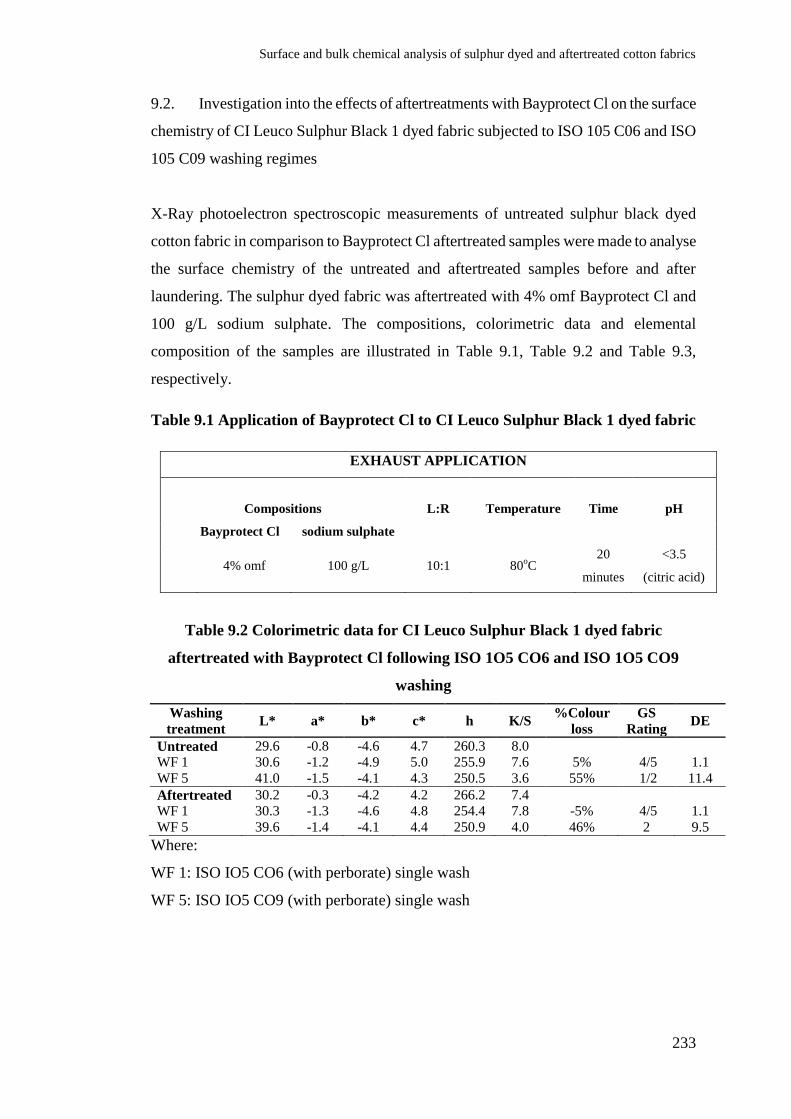
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
233
9.2. Investigation into the effects of aftertreatments with Bayprotect Cl on the surface
chemistry of CI Leuco Sulphur Black 1 dyed fabric subjected to ISO 105 C06 and ISO
105 C09 washing regimes
X-Ray photoelectron spectroscopic measurements of untreated sulphur black dyed
cotton fabric in comparison to Bayprotect Cl aftertreated samples were made to analyse
the surface chemistry of the untreated and aftertreated samples before and after
laundering. The sulphur dyed fabric was aftertreated with 4% omf Bayprotect Cl and
100 g/L sodium sulphate. The compositions, colorimetric data and elemental
composition of the samples are illustrated in Table 9.1, Table 9.2 and Table 9.3,
respectively.
Table 9.1 Application of Bayprotect Cl to CI Leuco Sulphur Black 1 dyed fabric
EXHAUST APPLICATION
Compositions
L:R
Temperature
Time
pH
Bayprotect Cl sodium sulphate
4% omf 100 g/L 10:1 80
oC
20
minutes
<3.5
(citric acid)
Table 9.2 Colorimetric data for CI Leuco Sulphur Black 1 dyed fabric
aftertreated with Bayprotect Cl following ISO 1O5 CO6 and ISO 1O5 CO9
washing
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 29.6 -0.8 -4.6 4.7 260.3 8.0
WF 1 30.6 -1.2 -4.9 5.0 255.9 7.6 5% 4/5 1.1
WF 5 41.0 -1.5 -4.1 4.3 250.5 3.6 55% 1/2 11.4
Aftertreated 30.2 -0.3 -4.2 4.2 266.2 7.4
WF 1 30.3 -1.3 -4.6 4.8 254.4 7.8 -5% 4/5 1.1
WF 5 39.6 -1.4 -4.1 4.4 250.9 4.0 46% 2 9.5
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
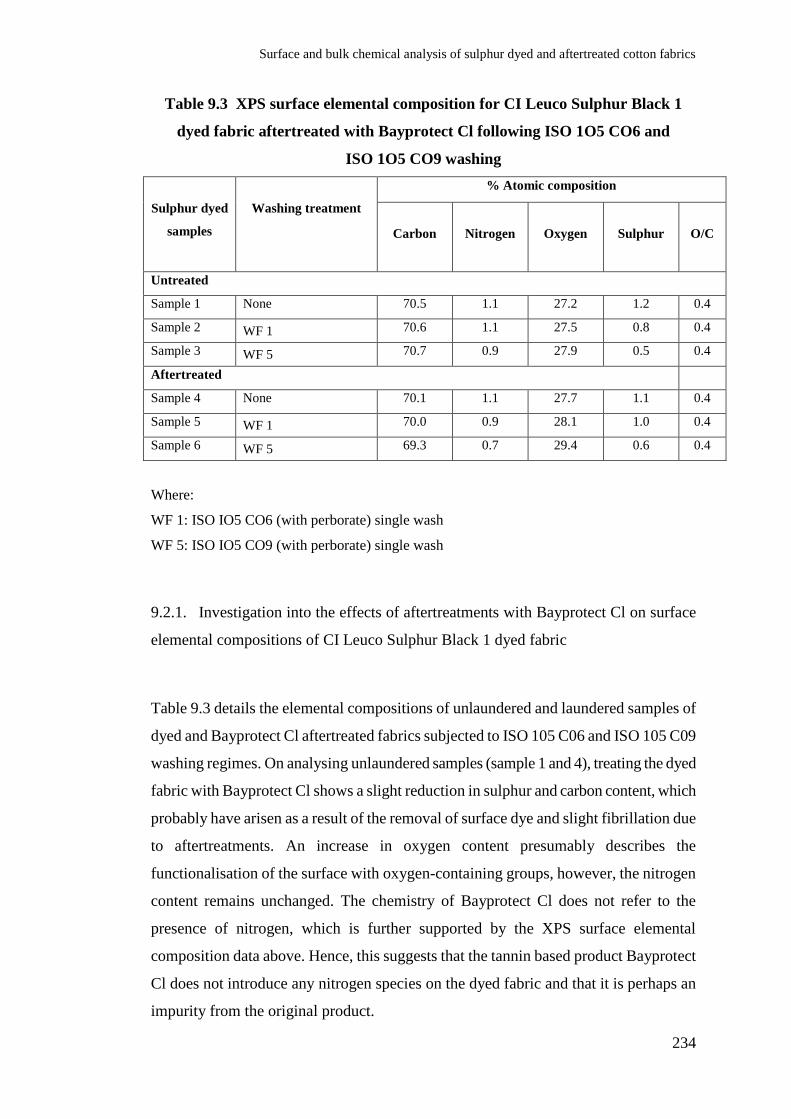
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
234
Table 9.3 XPS surface elemental composition for CI Leuco Sulphur Black 1
dyed fabric aftertreated with Bayprotect Cl following ISO 1O5 CO6 and
ISO 1O5 CO9 washing
Sulphur dyed
samples
Washing treatment
% Atomic composition
Carbon
Nitrogen
Oxygen
Sulphur
O/C
Untreated
Sample 1 None 70.5 1.1 27.2 1.2 0.4
Sample 2 WF 1 70.6 1.1 27.5 0.8 0.4
Sample 3 WF 5 70.7 0.9 27.9 0.5 0.4
Aftertreated
Sample 4 None 70.1 1.1 27.7 1.1 0.4
Sample 5 WF 1 70.0 0.9 28.1 1.0 0.4
Sample 6 WF 5 69.3 0.7 29.4 0.6 0.4
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
9.2.1. Investigation into the effects of aftertreatments with Bayprotect Cl on surface
elemental compositions of CI Leuco Sulphur Black 1 dyed fabric
Table 9.3 details the elemental compositions of unlaundered and laundered samples of
dyed and Bayprotect Cl aftertreated fabrics subjected to ISO 105 C06 and ISO 105 C09
washing regimes. On analysing unlaundered samples (sample 1 and 4), treating the dyed
fabric with Bayprotect Cl shows a slight reduction in sulphur and carbon content, which
probably have arisen as a result of the removal of surface dye and slight fibrillation due
to aftertreatments. An increase in oxygen content presumably describes the
functionalisation of the surface with oxygen-containing groups, however, the nitrogen
content remains unchanged. The chemistry of Bayprotect Cl does not refer to the
presence of nitrogen, which is further supported by the XPS surface elemental
composition data above. Hence, this suggests that the tannin based product Bayprotect
Cl does not introduce any nitrogen species on the dyed fabric and that it is perhaps an
impurity from the original product.
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
235
Examining the laundered samples, the untreated sulphur dyed fabric undergoes a
concomitant reduction in sulphur content from 1.2% to 0.8% and 0.5% for ISO 105 C06
and ISO 105 C09 washing, respectively. This was presumably due to oxidation of the
dye disulphide bonds leading to the formation of water-soluble sulphonated short chain
dye fragments which are lost into solution [3]. As the amount of sulphur content in
sample 3 is less than sample 2, this means that the effect of ISO 105 C09 is far more
destructive than ISO 105 C06 washing owing to the presence of high concentration of
bleaching agent (sodium perborate) in the wash liquor.
However, Bayprotect Cl aftertreated samples laundered with ISO 105 C06 and ISO 105
C09 washing showed increased sulphur concentrations of 1% (sample 5) and 0.6%
(sample 6) respectively, which is much higher than the percentage content of surface
sulphur found on the untreated samples. This indicates that as a result of aftertreatments,
the sulphur species are bound to the fabric surface and retained there even after
laundering.
Inspecting the nitrogen contents, it was observed that untreated and ISO 1O5 CO9
laundered sample showed a relative decrease in surface nitrogen concentrations from
1.1% (sample 1) to 0.9% (sample 3) while ISO 1O5 CO6 washing does not affect the
surface nitrogen content (sample 2). However, a slight reduction in nitrogen content
might be expected due to the removal of dye but it was not observed for CO6 washing.
Sulphur dyed fabric aftertreated with Bayprotect Cl significantly loses surface nitrogen
on laundering (sample 5 and 6).
The O/C ratio of unlaundered and laundered samples remains unchanged while a
comparative increase in the oxygen content was observed for laundered samples, which
indicates surface oxidation of untreated and aftertreated samples as a result of oxidative
bleaching environment offered by sodium perborate/detergent washing.
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
236
9.2.2. Investigation into the effects of aftertreatments with Bayprotect Cl on S (2p)
spectra of CI Leuco Sulphur Black 1 dyed fabric
Examination of the S (2p) spectra of sulphur dyed cotton fabric indicates the presence of
sulphur at the surface of the cotton fibres and details the different oxidation states of
sulphur. As illustrated in the inset of Figure 9.1 to Figure 9.6, all samples show broad
sulphur signals in the range from 164 to 168 eV, which exhibit well-separated peak
structures at low (164 eV) and high (168 eV) binding energies. Additional information
regarding the presence and chemical binding state of sulphur is explained by
investigation of these S (2p) chemical shifts.
In case of untreated and unlaundered sample, a distinctive peak can be seen at 168 eV
contributing around 48% of the total sulphur content. This peak intensity proposes the
re-oxidation of the alkali reduced sulphur dye thiols to reform the insoluble disulphide
bond-based sulphur dye has resulted in over-oxidation to S6+
species [3]. The possible
reason for the presence of oxidised species could possibly be the slight over oxidation
caused by the use of hydrogen peroxide in the final dyeing stage for converting the thiol
derivative into the parent insoluble form of the dye (Figure 9.1), which is the over
oxidation of the disulphide groups forming ionisable sulpho groups caused by active
peroxide [10]. The effect of laundering with detergent, sodium perborate and TAED
was to increase the amount of higher binding energy spectral component at 168 eV
(Figure 9.2 and Figure 9.3). Most likely the precursor to the loss of the dye from the
fibre surface is S6+
oxidised dye derivative which may be assigned to−SO3− , −S − SO2
−
or −S − SO3− species [3].
It was observed that dyed fabric aftertreated with Bayprotect Cl (sample 4) also give rise
to the formation of two peaks at 164 eV and 168 eV that are unoxidised (S2+
) and over-
oxidised (S6+
) species respectively with a slight increase in the oxidised species as
shown in Table 9.4. This explains that the treatment of the dyed fabric with Bayprotect
Cl causes minor oxidation. However, examination of the S (2p) spectra of laundered
samples 2 and 3 against the untreated and unlaundered dyed fabric (sample 1) shows a
rise in the over-oxidised species at 168 eV. On the other hand, the Bayprotect Cl treated
samples mirrored low level of oxidation and minimal loss of sulphur observed for the
comparable laundered untreated cotton fabric. The S (2p) spectra of laundered samples
5 and 6 illustrate a concomitant reduction in over oxidised (S6+
) species at 168 eV. The
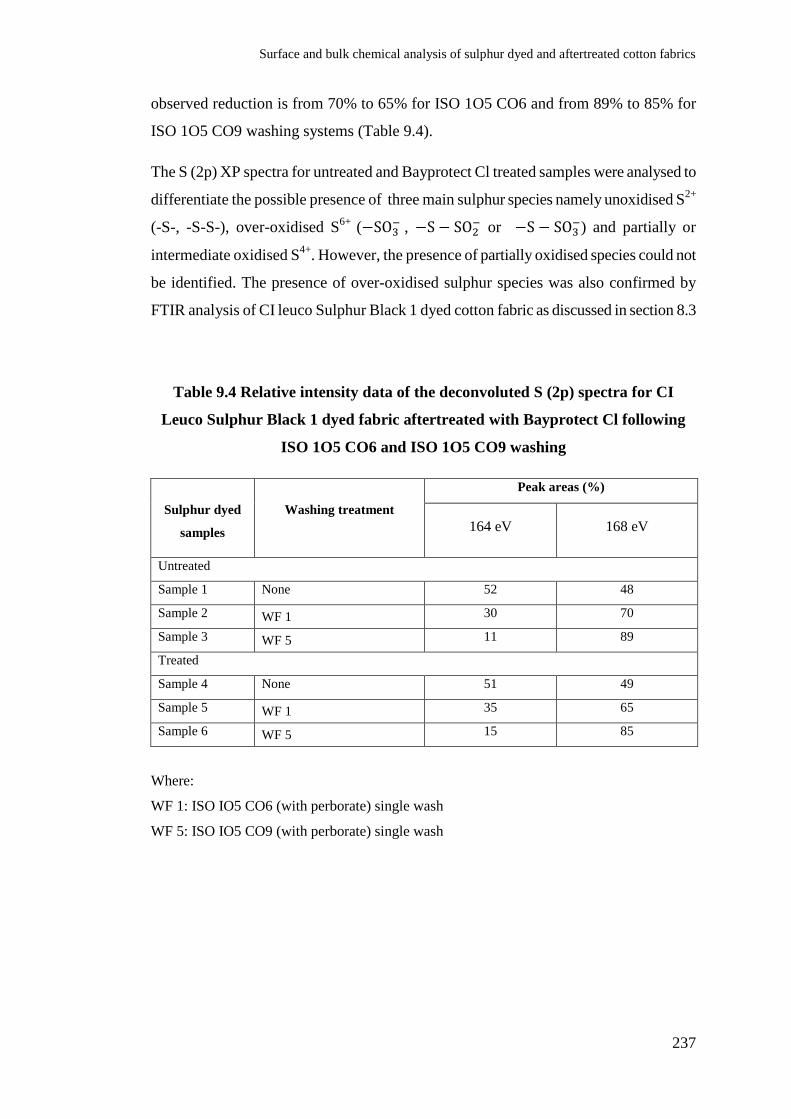
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
237
observed reduction is from 70% to 65% for ISO 1O5 CO6 and from 89% to 85% for
ISO 1O5 CO9 washing systems (Table 9.4).
The S (2p) XP spectra for untreated and Bayprotect Cl treated samples were analysed to
differentiate the possible presence of three main sulphur species namely unoxidised S2+
(-S-, -S-S-), over-oxidised S6+
(−SO3− , −S − SO2
− or −S − SO3−) and partially or
intermediate oxidised S4+
. However, the presence of partially oxidised species could not
be identified. The presence of over-oxidised sulphur species was also confirmed by
FTIR analysis of CI leuco Sulphur Black 1 dyed cotton fabric as discussed in section 8.3
Table 9.4 Relative intensity data of the deconvoluted S (2p) spectra for CI
Leuco Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl following
ISO 1O5 CO6 and ISO 1O5 CO9 washing
Sulphur dyed
samples
Washing treatment
Peak areas (%)
164 eV 168 eV
Untreated
Sample 1 None 52 48
Sample 2 WF 1 30 70
Sample 3 WF 5 11 89
Treated
Sample 4 None 51 49
Sample 5 WF 1 35 65
Sample 6 WF 5 15 85
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
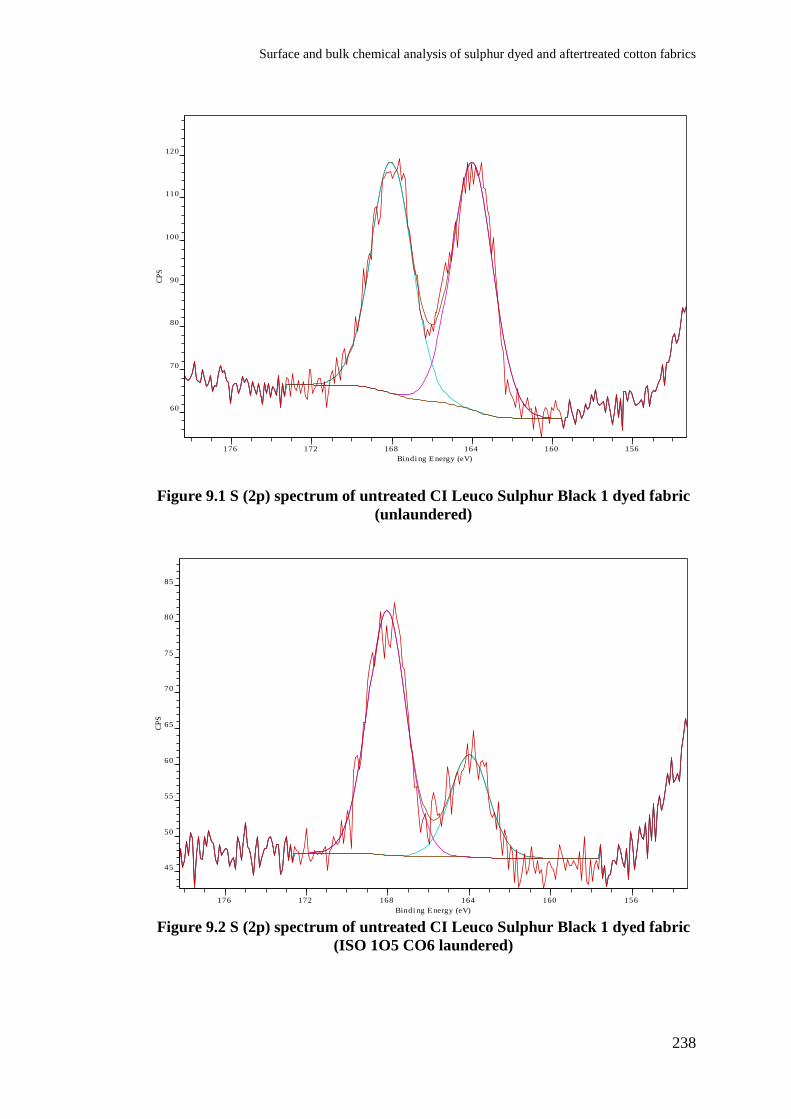
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
238
Figure 9.1 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.2 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO6 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
60
70
80
90
100
110
120C
PS
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
45
50
55
60
65
70
75
80
85
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
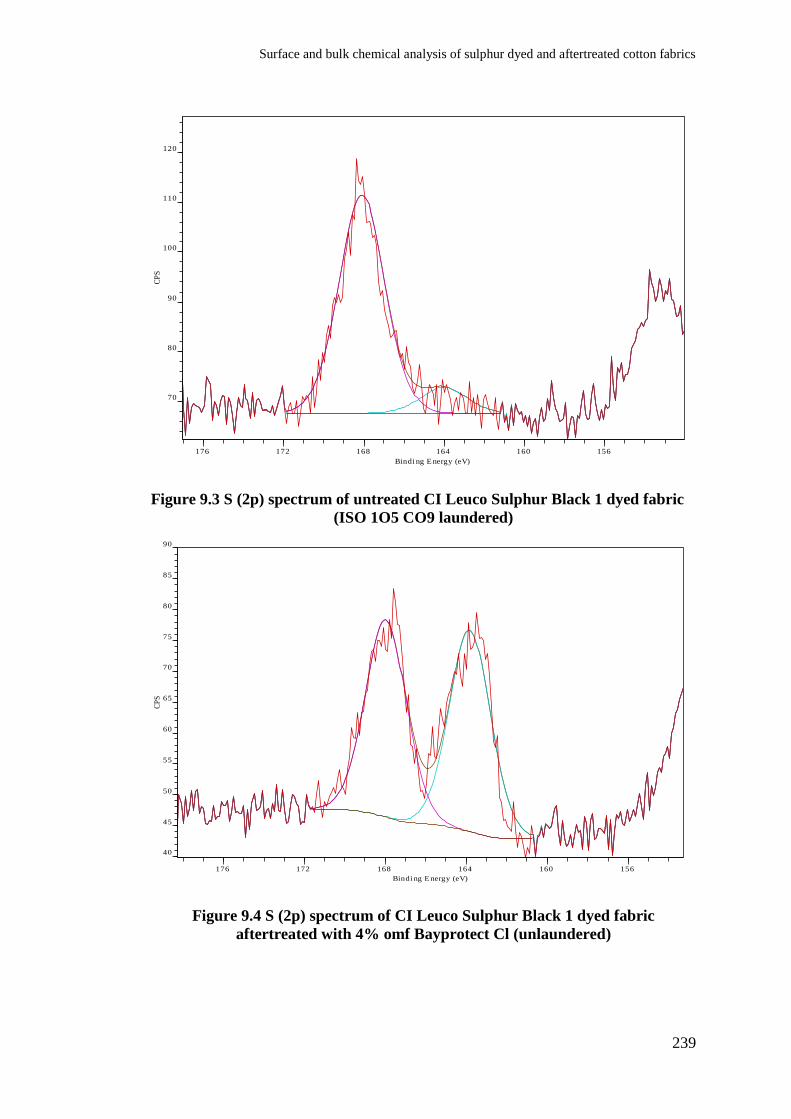
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
239
Figure 9.3 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
Figure 9.4 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (unlaundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
70
80
90
100
110
120C
PS
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
40
45
50
55
60
65
70
75
80
85
90
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
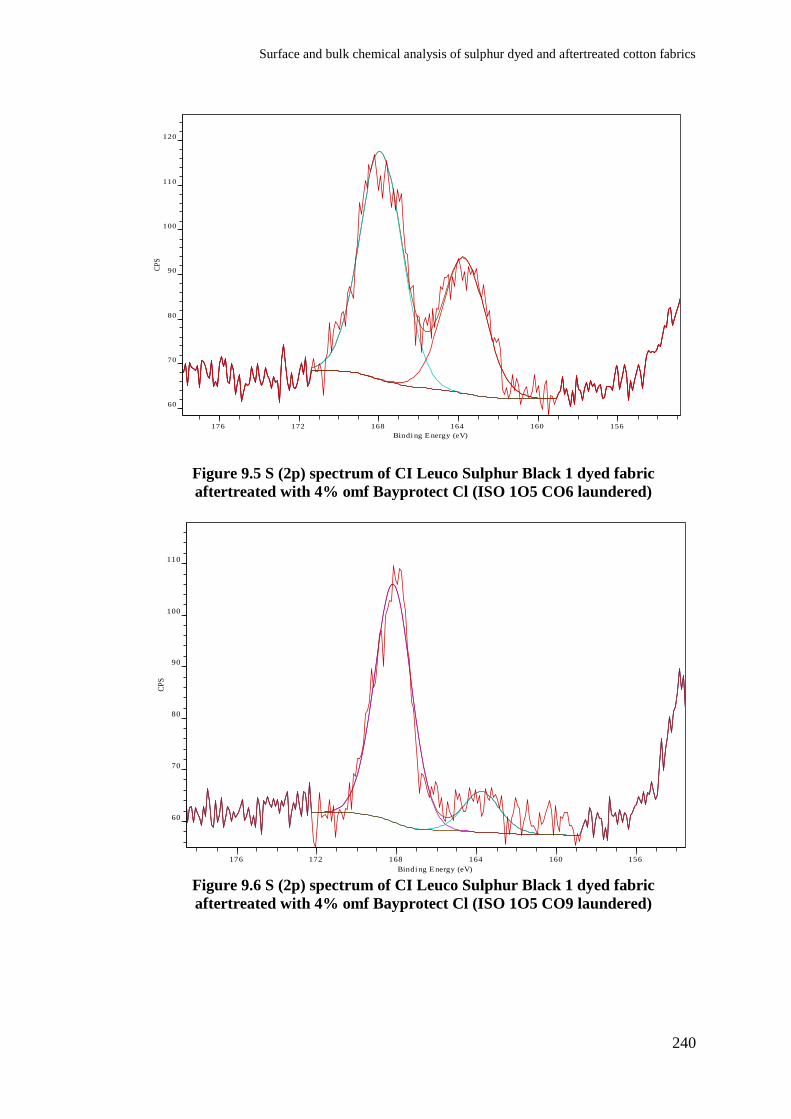
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
240
Figure 9.5 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO6 laundered)
Figure 9.6 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
60
70
80
90
100
110
120
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
60
70
80
90
100
110
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
241
9.2.3. Investigation into the effects of aftertreatments with Bayprotect Cl on C (1s)
spectra of CI Leuco Sulphur Black 1 dyed fabric
Relative amounts of carbon with different numbers of oxygen bonds were estimated
from the high resolution C (1s) carbon spectra, Figure 9.7 - Figure 9.12 . The carbon
compound classification was based on the number of oxygen bonds attached to the
carbon atoms: the peaks at 285.0 eV, 286.6 eV, 288.2 eV and 289.4 eV are due to
carbons with 0, 1, 2 or 3 bonds to oxygen respectively [12]. For samples treated with
Bayprotect Cl, deconvolution analysis showed an increase of oxygen-based functional
groups such as C–O (286.6 eV), C=O (288 eV) and O=C–O (289 eV) as shown in Table
9.5. The relative amount of each type of carbon was modified that can be observed in
peak intensity changes in Figure 9.10, where the carbon C2, C3 and C4 peak areas were
significantly increased compared to untreated dyed fabric (sample 1). These results
imply that the surface of the sulphur dyed cotton fabric became partially oxidised by
fixative exposure, resulting in a decrease of C–C/C–H bonds, and significant increase of
oxidised species, although it must be noted that Bayprotect Cl itself is known to contain
carbonyl and carboxylic acid species.
Examination of high resolution C (1s) spectrum of untreated sulphur dyed fabric
laundered with ISO 1O5 CO6, indicated a fall in hydrocarbon signal intensity at 285 eV
(11%) while a rise in the oxidised species at 286.6 eV (2%), 288.0 eV (29%) and 289.0
eV (34%) was observed. The high resolution carbon spectrum of untreated fabric
laundered with ISO 1O5 CO9 portrays a significant rise in oxidised species intensities at
286.6 eV (24%), 288.0 eV (>100%) and 289.0 eV (>100%). Presumably, this change
was due to a concomitant loss in surface hydrocarbon residue and some oxidation of the
cellulosic backbone.
However, on treating the fabric with Bayprotect Cl and exposing it to ISO 1O5 CO6
washing, an associated decrease in C1 (14%) was observed while an increase in C2
(1%), C3 (25%) and C4 (31%) components with respect to sample 4 was being detected.
This percentage increase in oxygen containing functional groups is lesser than untreated
laundered fabric (sample 2). However, on exposing the treated fabric to ISO 1O5 CO9
washing system an increase in C1 and a decrease in C2, C3 and C4 components was
observed. Compared to sample 4, the non-oxidised carbon fraction (C1) in Bayprotect
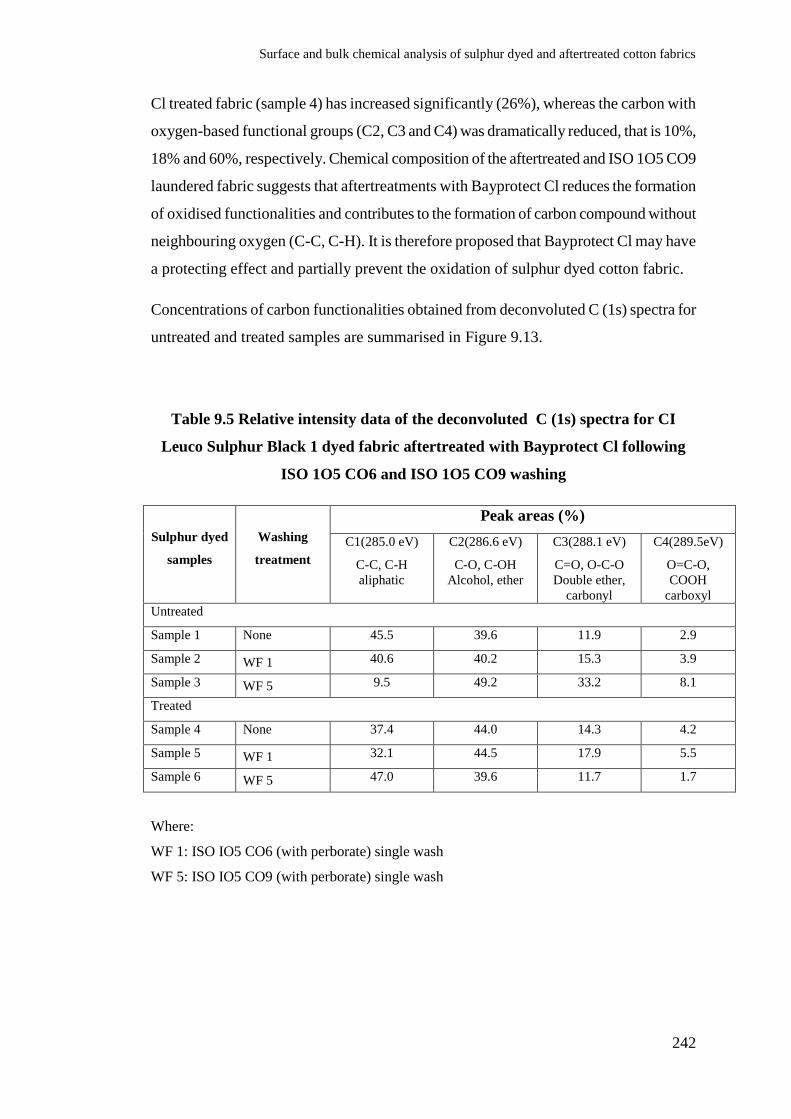
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
242
Cl treated fabric (sample 4) has increased significantly (26%), whereas the carbon with
oxygen-based functional groups (C2, C3 and C4) was dramatically reduced, that is 10%,
18% and 60%, respectively. Chemical composition of the aftertreated and ISO 1O5 CO9
laundered fabric suggests that aftertreatments with Bayprotect Cl reduces the formation
of oxidised functionalities and contributes to the formation of carbon compound without
neighbouring oxygen (C-C, C-H). It is therefore proposed that Bayprotect Cl may have
a protecting effect and partially prevent the oxidation of sulphur dyed cotton fabric.
Concentrations of carbon functionalities obtained from deconvoluted C (1s) spectra for
untreated and treated samples are summarised in Figure 9.13.
Table 9.5 Relative intensity data of the deconvoluted C (1s) spectra for CI
Leuco Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl following
ISO 1O5 CO6 and ISO 1O5 CO9 washing
Sulphur dyed
samples
Washing
treatment
Peak areas (%)
C1(285.0 eV)
C-C, C-H
aliphatic
C2(286.6 eV)
C-O, C-OH
Alcohol, ether
C3(288.1 eV)
C=O, O-C-O
Double ether,
carbonyl
C4(289.5eV)
O=C-O,
COOH
carboxyl
Untreated
Sample 1 None 45.5 39.6 11.9 2.9
Sample 2 WF 1 40.6 40.2 15.3 3.9
Sample 3 WF 5 9.5 49.2 33.2 8.1
Treated
Sample 4 None 37.4 44.0 14.3 4.2
Sample 5 WF 1 32.1 44.5 17.9 5.5
Sample 6 WF 5 47.0 39.6 11.7 1.7
Where:
WF 1: ISO IO5 CO6 (with perborate) single wash
WF 5: ISO IO5 CO9 (with perborate) single wash
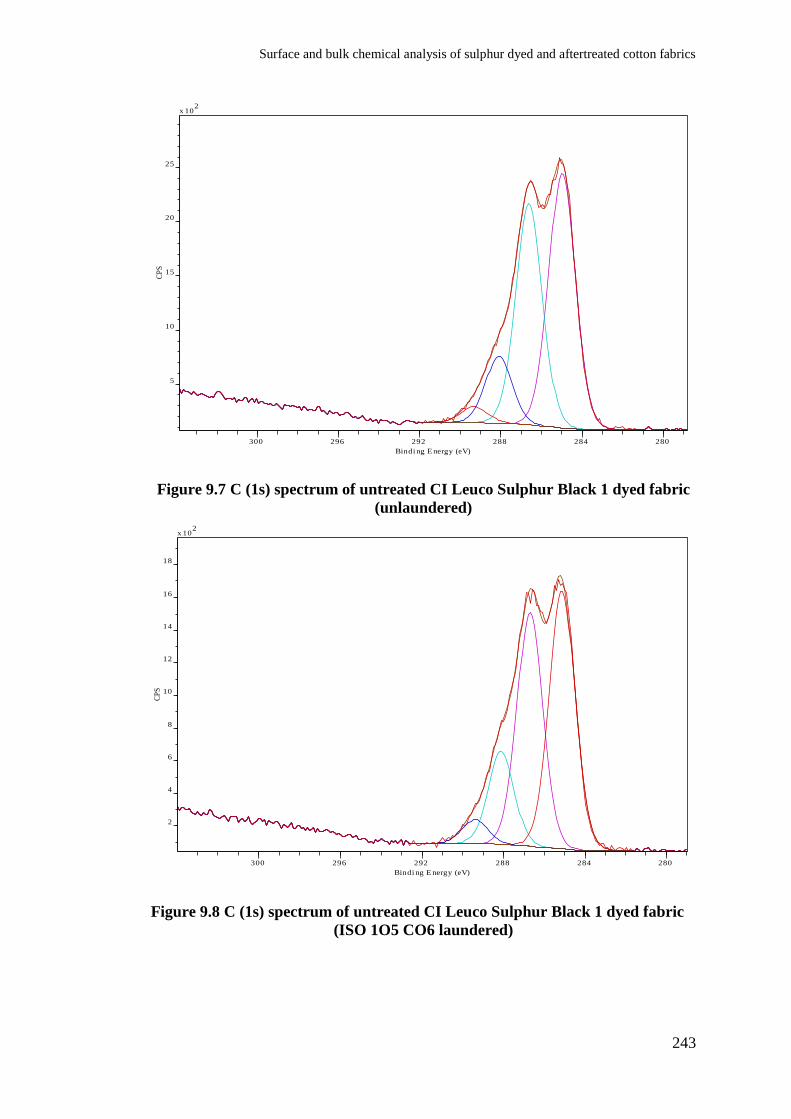
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
243
Figure 9.7 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.8 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO6 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25C
PS
300 296 292 288 284 280
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
2
4
6
8
10
12
14
16
18
CP
S
300 296 292 288 284 280
Bindi ng E nergy (eV)
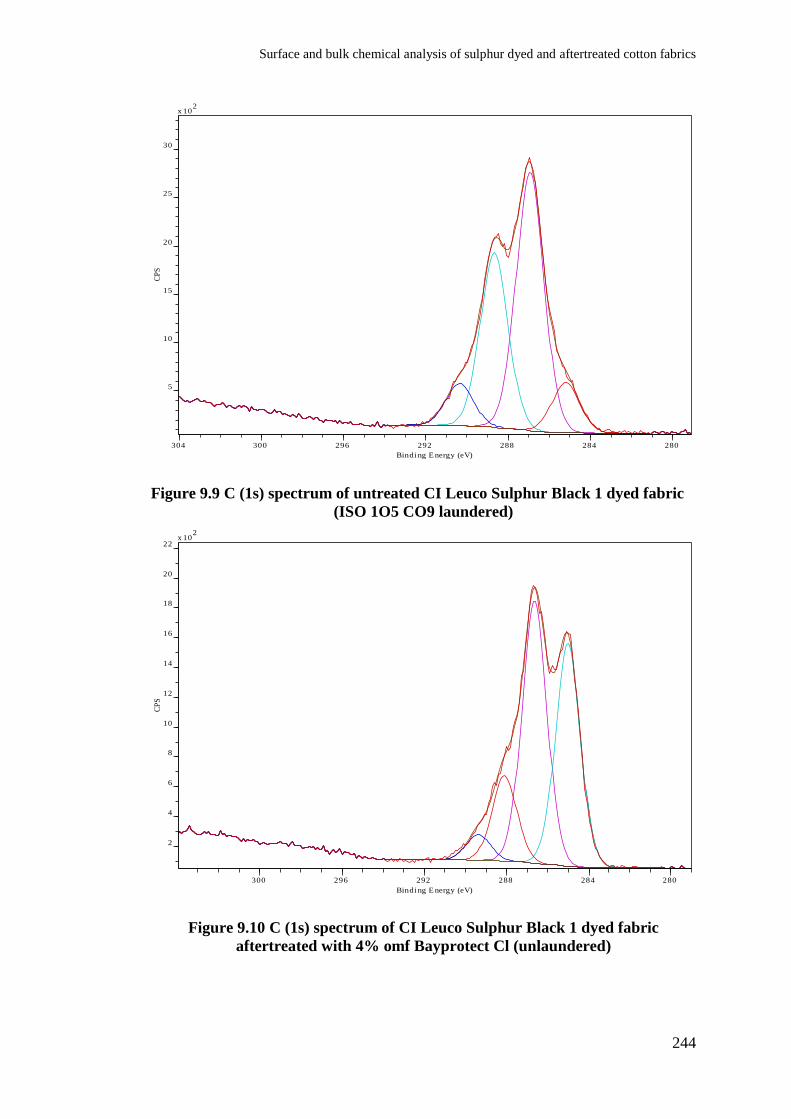
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
244
Figure 9.9 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
Figure 9.10 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (unlaundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
CP
S
304 300 296 292 288 284 280
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
2
4
6
8
10
12
14
16
18
20
22
CP
S
300 296 292 288 284 280
Bindi ng E nergy (eV)
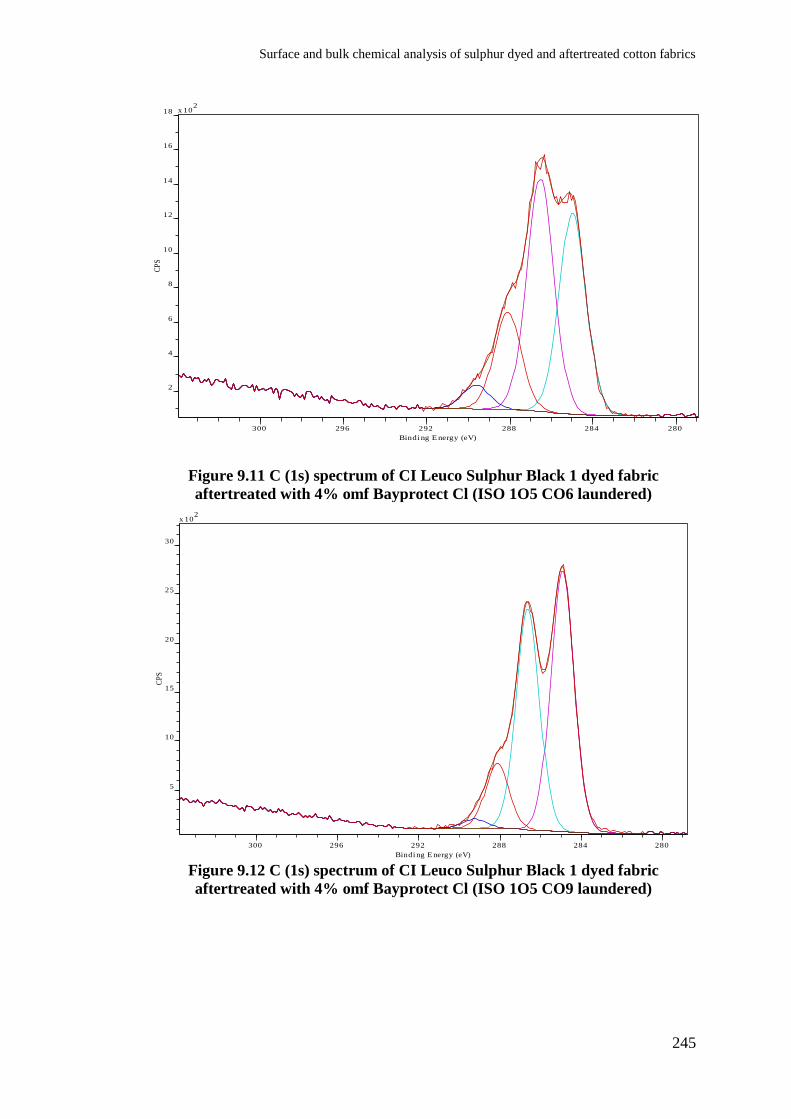
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
245
Figure 9.11 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO6 laundered)
Figure 9.12 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
2
4
6
8
10
12
14
16
18
CP
S
300 296 292 288 284 280
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
CP
S
300 296 292 288 284 280
Bindi ng E nergy (eV)
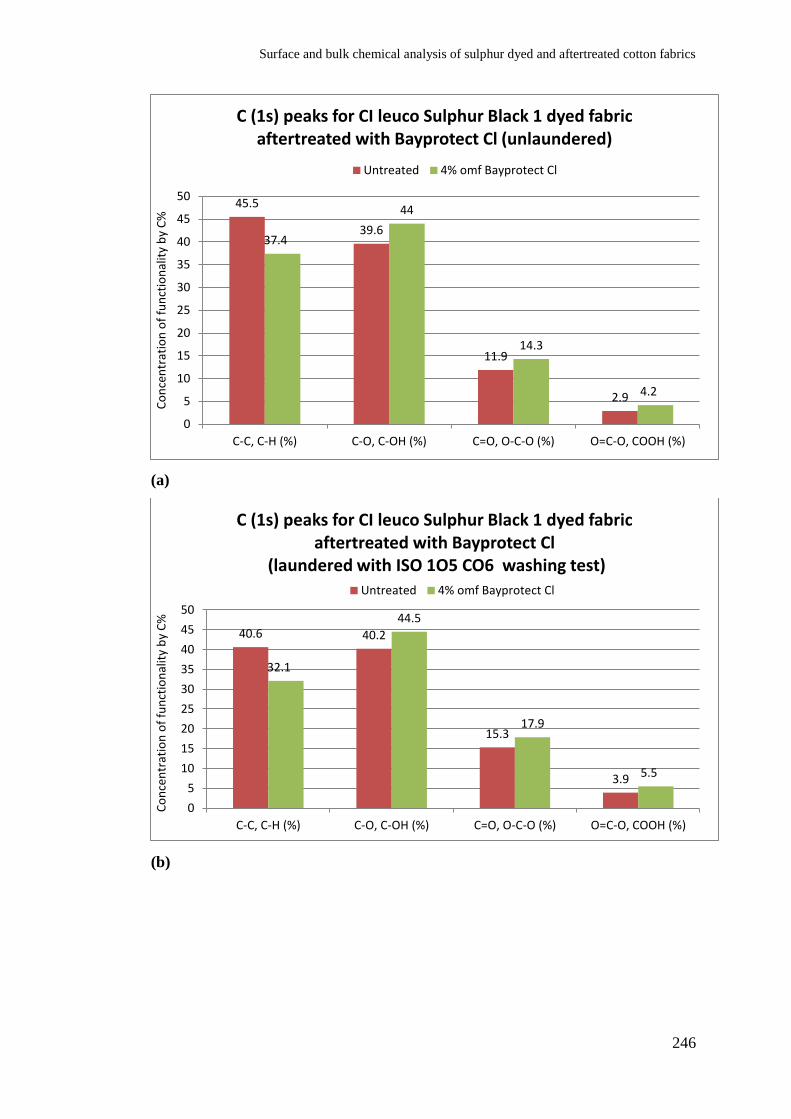
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
246
(a)
(b)
45.5
39.6
11.9
2.9
37.4
44
14.3
4.2
0
5
10
15
20
25
30
35
40
45
50
C-C, C-H (%) C-O, C-OH (%) C=O, O-C-O (%) O=C-O, COOH (%)
Co
nce
ntr
atio
n o
f fu
nct
ion
alit
y b
y C
%
C (1s) peaks for CI leuco Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl (unlaundered)
Untreated 4% omf Bayprotect Cl
40.6 40.2
15.3
3.9
32.1
44.5
17.9
5.5
0
5
10
15
20
25
30
35
40
45
50
C-C, C-H (%) C-O, C-OH (%) C=O, O-C-O (%) O=C-O, COOH (%)
Co
nce
ntr
atio
n o
f fu
nct
ion
alit
y b
y C
%
C (1s) peaks for CI leuco Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl
(laundered with ISO 1O5 CO6 washing test) Untreated 4% omf Bayprotect Cl
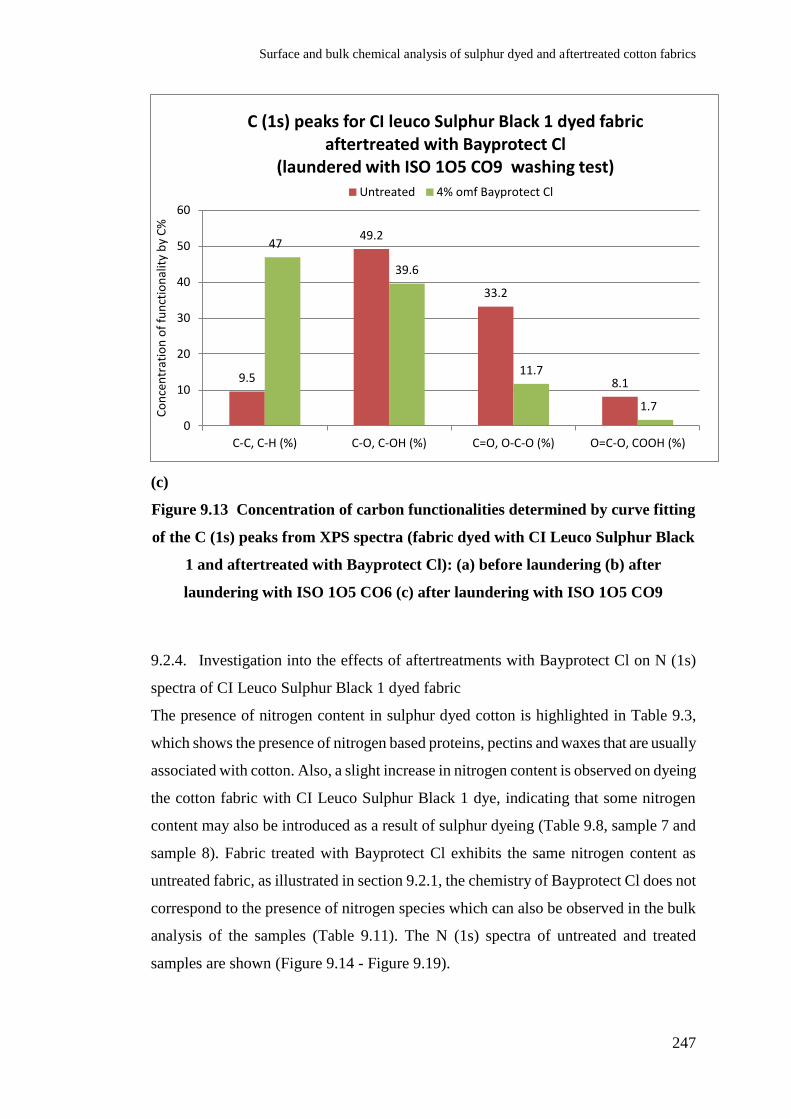
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
247
(c)
Figure 9.13 Concentration of carbon functionalities determined by curve fitting
of the C (1s) peaks from XPS spectra (fabric dyed with CI Leuco Sulphur Black
1 and aftertreated with Bayprotect Cl): (a) before laundering (b) after
laundering with ISO 1O5 CO6 (c) after laundering with ISO 1O5 CO9
9.2.4. Investigation into the effects of aftertreatments with Bayprotect Cl on N (1s)
spectra of CI Leuco Sulphur Black 1 dyed fabric
The presence of nitrogen content in sulphur dyed cotton is highlighted in Table 9.3,
which shows the presence of nitrogen based proteins, pectins and waxes that are usually
associated with cotton. Also, a slight increase in nitrogen content is observed on dyeing
the cotton fabric with CI Leuco Sulphur Black 1 dye, indicating that some nitrogen
content may also be introduced as a result of sulphur dyeing (Table 9.8, sample 7 and
sample 8). Fabric treated with Bayprotect Cl exhibits the same nitrogen content as
untreated fabric, as illustrated in section 9.2.1, the chemistry of Bayprotect Cl does not
correspond to the presence of nitrogen species which can also be observed in the bulk
analysis of the samples (Table 9.11). The N (1s) spectra of untreated and treated
samples are shown (Figure 9.14 - Figure 9.19).
9.5
49.2
33.2
8.1
47
39.6
11.7
1.7
0
10
20
30
40
50
60
C-C, C-H (%) C-O, C-OH (%) C=O, O-C-O (%) O=C-O, COOH (%)
Co
nce
ntr
atio
n o
f fu
nct
ion
alit
y b
y C
%
C (1s) peaks for CI leuco Sulphur Black 1 dyed fabric aftertreated with Bayprotect Cl
(laundered with ISO 1O5 CO9 washing test) Untreated 4% omf Bayprotect Cl
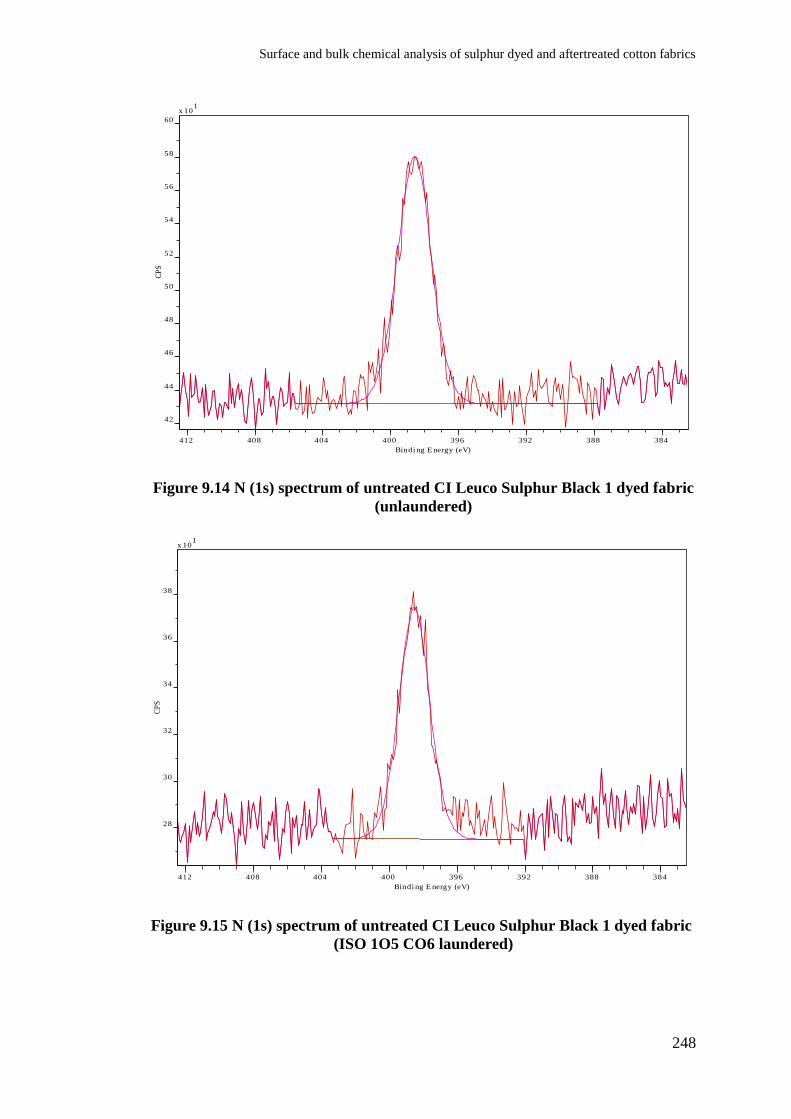
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
248
Figure 9.14 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.15 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO6 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
42
44
46
48
50
52
54
56
58
60
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
28
30
32
34
36
38
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
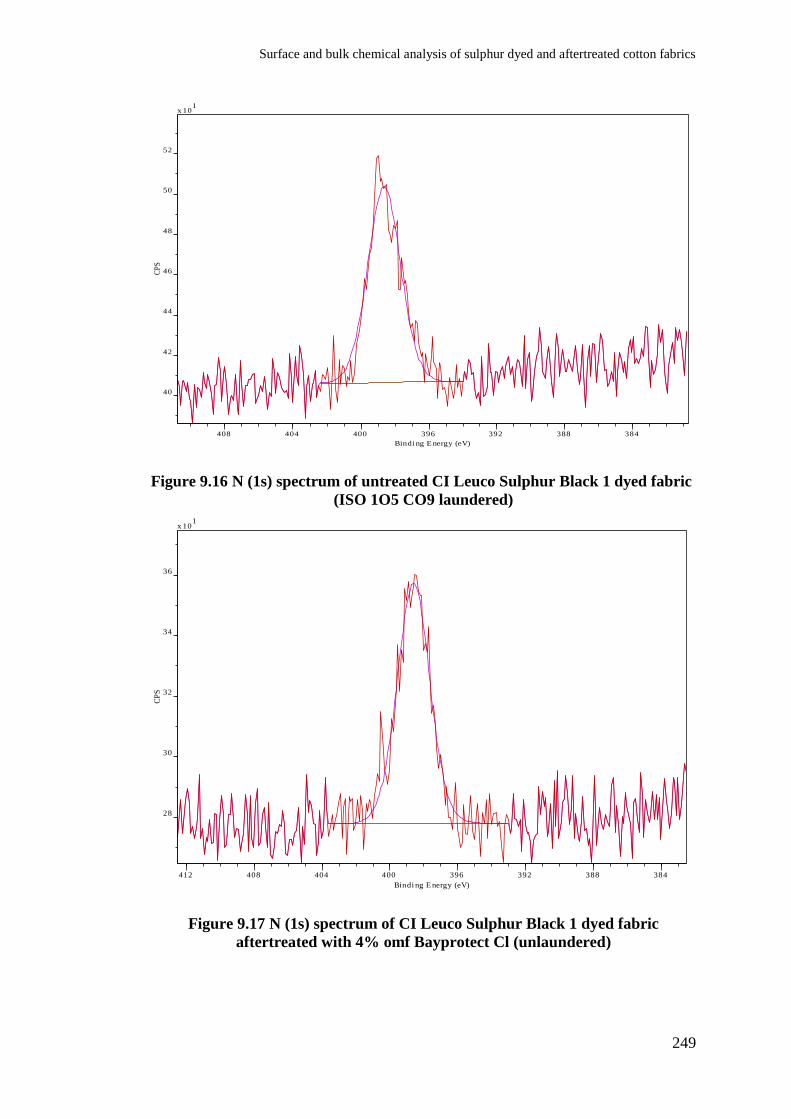
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
249
Figure 9.16 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
Figure 9.17 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (unlaundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
40
42
44
46
48
50
52C
PS
408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
28
30
32
34
36
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
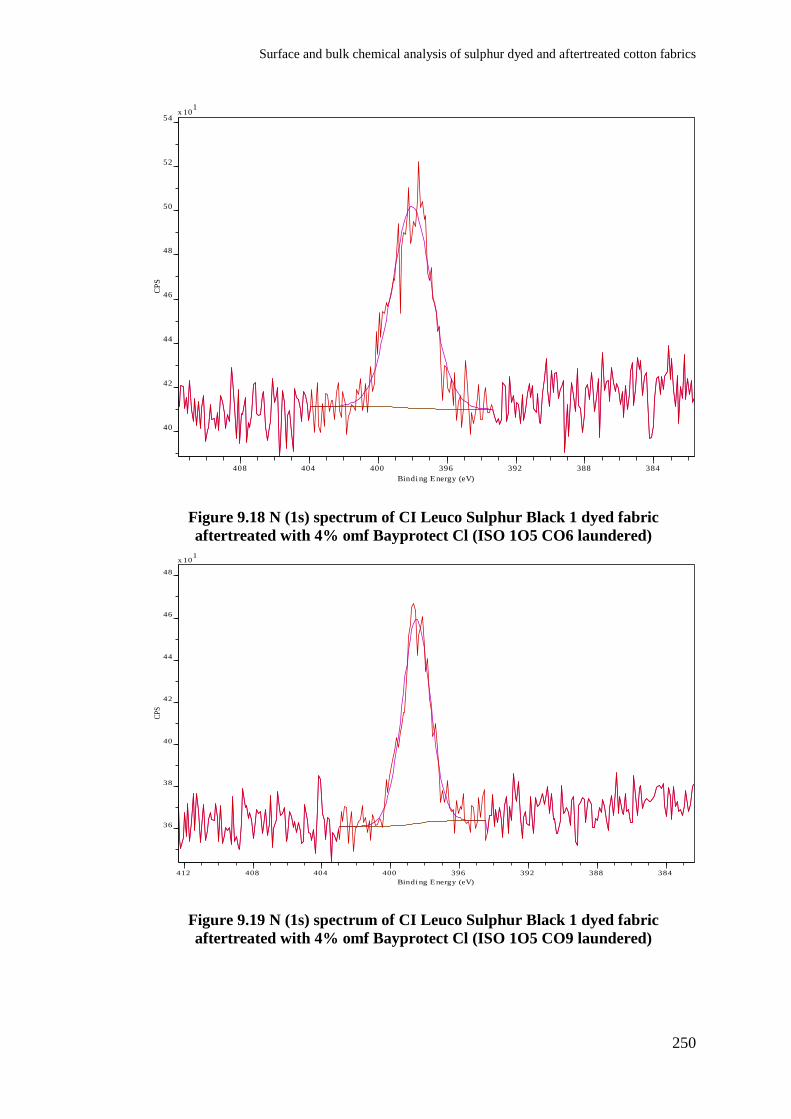
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
250
Figure 9.18 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO6 laundered)
Figure 9.19 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with 4% omf Bayprotect Cl (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
40
42
44
46
48
50
52
54
CP
S
408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
36
38
40
42
44
46
48
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
251
9.2.5. Conclusions
The effects of aftertreatments with Bayprotect Cl on wash fastness of CI Leuco Sulphur
Black 1 have been evaluated with the help of surface sensitive XPS technique. High
resolution spectra of sulphur, carbon and nitrogen were analysed to demonstrate the
improvements in the wash fastness of the sample treated with the tannin. Significant
increase in surface sulphur concentration and the reduced percentage area of oxidised
species S6+
at 168 eV for the treated sample laundered with ISO 105 CO6 and CO9
washing systems were observed. Examination of C (1s) spectra of aftertreated and
laundered samples revealed reduced concentrations of oxidised carbon species (C2, C3
and C4). The detailed examinations of high resolution C (1s) and S (2p) spectra of
untreated, aftertreated, unlaundered and laundered samples indicate that Bayprotect Cl
has the tendency to protect CI Leuco Sulphur Black 1 dyed fabric against the oxidative
bleaching action of ISO 1O5 CO6 and ISO 1O5 CO9 washing regimes.
9.3. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on surface chemistry of CI Leuco Sulphur
Black 1 dyed fabric subjected to ISO 105 C09 washing regime
X-Ray photoelectron spectroscopic measurements of untreated sulphur dyed cotton
fabric in comparison to Tinofix ECO and Bayprotect Cl aftertreated samples were
expected to provide indications about the nature of the cation-tannin interface. Therefore
the CI Leuco Sulphur Black 1 dyed cotton fabric reduced with Diresul RAD was treated
with the above mentioned finishing agents and measured after rinsing and drying. The
compositions and colorimetric data of the Tinofix ECO and Bayprotect Cl aftertreated
cotton fabric are presented in Table 9.6 and Table 9.7, respectively.
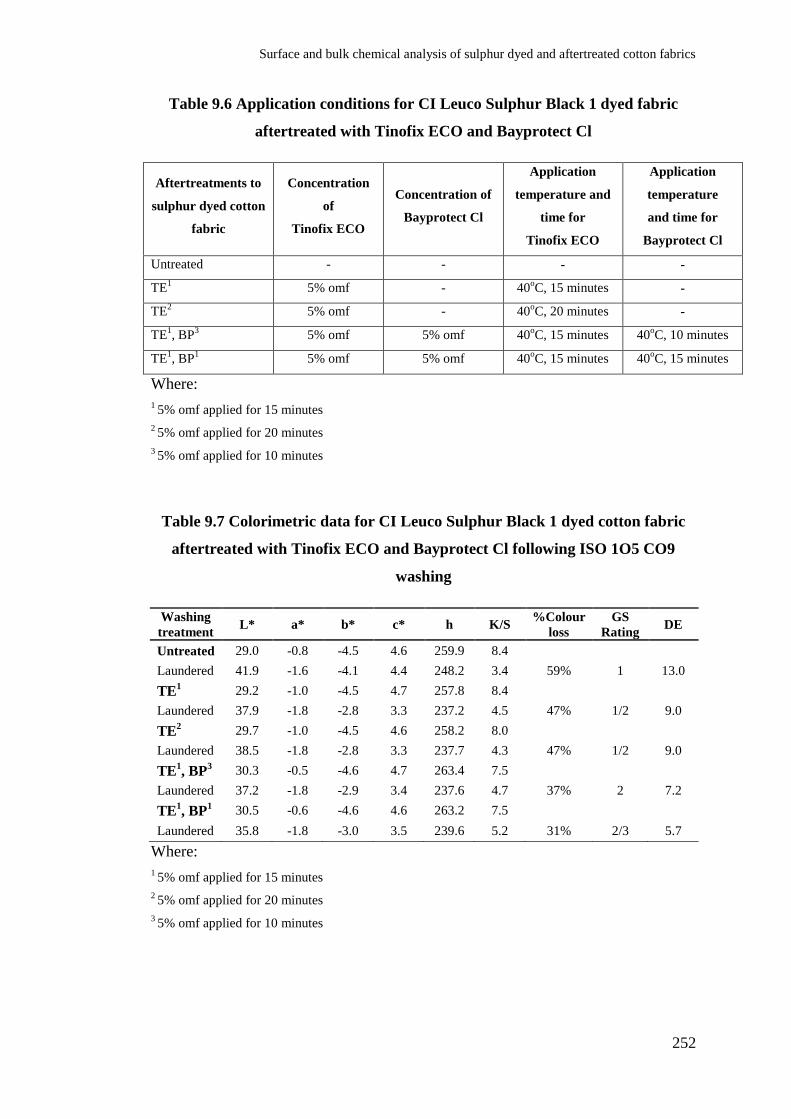
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
252
Table 9.6 Application conditions for CI Leuco Sulphur Black 1 dyed fabric
aftertreated with Tinofix ECO and Bayprotect Cl
Aftertreatments to
sulphur dyed cotton
fabric
Concentration
of
Tinofix ECO
Concentration of
Bayprotect Cl
Application
temperature and
time for
Tinofix ECO
Application
temperature
and time for
Bayprotect Cl
Untreated - - - -
TE1 5% omf - 40
oC, 15 minutes -
TE2 5% omf - 40
oC, 20 minutes -
TE1, BP
3 5% omf 5% omf 40
oC, 15 minutes 40
oC, 10 minutes
TE1, BP
1 5% omf 5% omf 40
oC, 15 minutes 40
oC, 15 minutes
Where:
1 5% omf applied for 15 minutes
2 5% omf applied for 20 minutes
3 5% omf applied for 10 minutes
Table 9.7 Colorimetric data for CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Tinofix ECO and Bayprotect Cl following ISO 1O5 CO9
washing
Washing
treatment L* a* b* c* h K/S
%Colour
loss
GS
Rating DE
Untreated 29.0 -0.8 -4.5 4.6 259.9 8.4
Laundered 41.9 -1.6 -4.1 4.4 248.2 3.4 59% 1 13.0
TE1 29.2 -1.0 -4.5 4.7 257.8 8.4
Laundered 37.9 -1.8 -2.8 3.3 237.2 4.5 47% 1/2 9.0
TE2 29.7 -1.0 -4.5 4.6 258.2 8.0
Laundered 38.5 -1.8 -2.8 3.3 237.7 4.3 47% 1/2 9.0
TE1, BP
3 30.3 -0.5 -4.6 4.7 263.4 7.5
Laundered 37.2 -1.8 -2.9 3.4 237.6 4.7 37% 2 7.2
TE1, BP
1 30.5 -0.6 -4.6 4.6 263.2 7.5
Laundered 35.8 -1.8 -3.0 3.5 239.6 5.2 31% 2/3 5.7
Where:
1 5% omf applied for 15 minutes
2 5% omf applied for 20 minutes
3 5% omf applied for 10 minutes
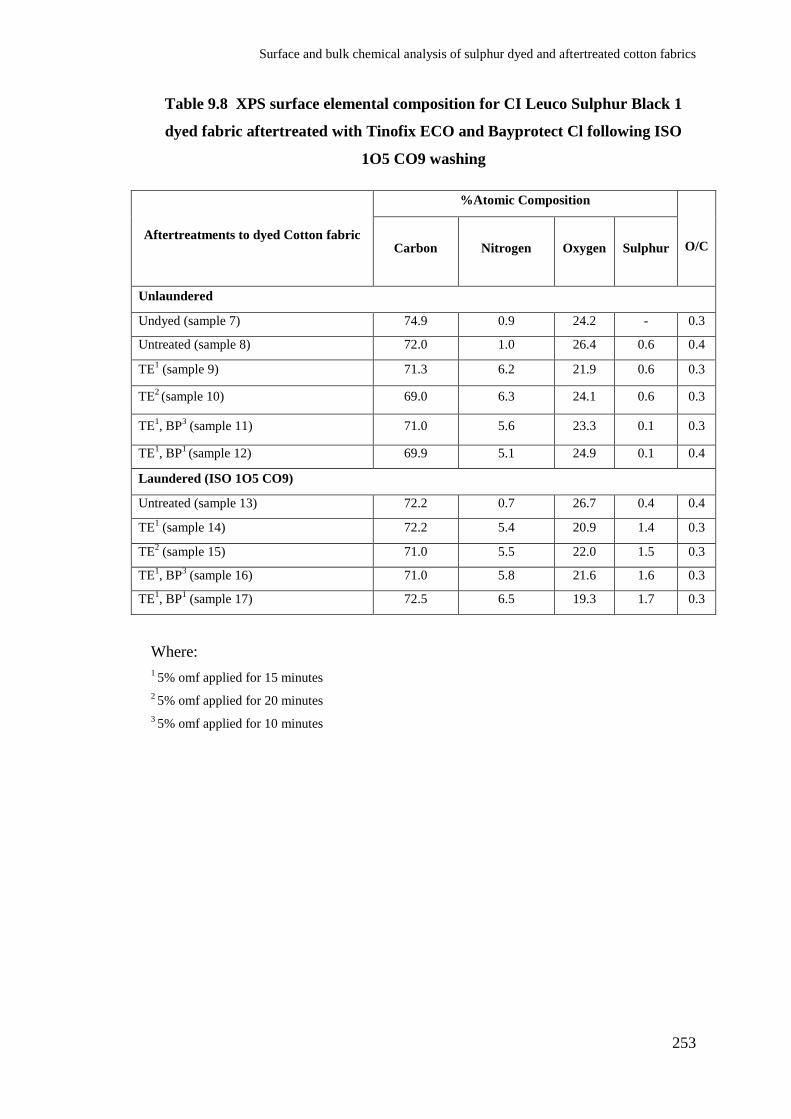
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
253
Table 9.8 XPS surface elemental composition for CI Leuco Sulphur Black 1
dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl following ISO
1O5 CO9 washing
Aftertreatments to dyed Cotton fabric
%Atomic Composition
O/C
Carbon
Nitrogen
Oxygen
Sulphur
Unlaundered
Undyed (sample 7) 74.9 0.9 24.2 - 0.3
Untreated (sample 8) 72.0 1.0 26.4 0.6 0.4
TE1 (sample 9) 71.3 6.2 21.9 0.6 0.3
TE2 (sample 10) 69.0 6.3 24.1 0.6 0.3
TE1, BP
3 (sample 11) 71.0 5.6 23.3 0.1 0.3
TE1, BP
1 (sample 12) 69.9 5.1 24.9 0.1 0.4
Laundered (ISO 1O5 CO9)
Untreated (sample 13) 72.2 0.7 26.7 0.4 0.4
TE1 (sample 14) 72.2 5.4 20.9 1.4 0.3
TE2 (sample 15) 71.0 5.5 22.0 1.5 0.3
TE1, BP
3 (sample 16) 71.0 5.8 21.6 1.6 0.3
TE1, BP
1 (sample 17) 72.5 6.5 19.3 1.7 0.3
Where:
1 5% omf applied for 15 minutes
2 5% omf applied for 20 minutes
3 5% omf applied for 10 minutes
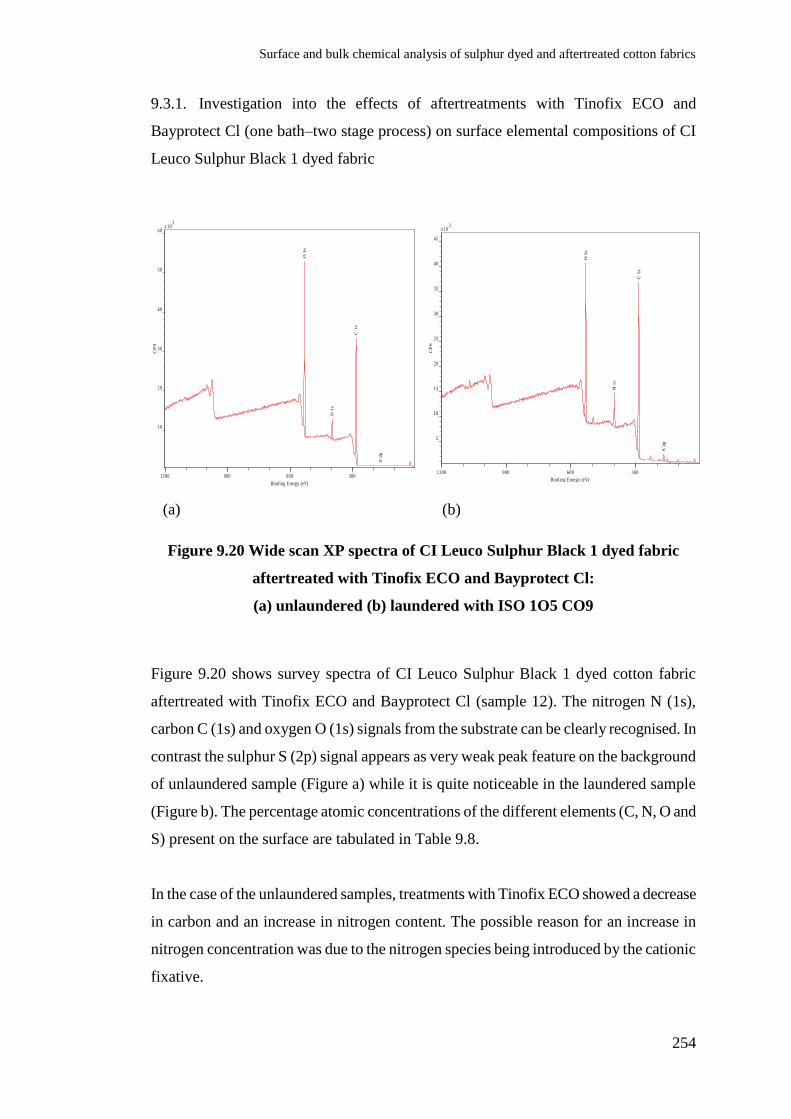
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
254
9.3.1. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on surface elemental compositions of CI
Leuco Sulphur Black 1 dyed fabric
(a) (b)
Figure 9.20 Wide scan XP spectra of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with Tinofix ECO and Bayprotect Cl:
(a) unlaundered (b) laundered with ISO 1O5 CO9
Figure 9.20 shows survey spectra of CI Leuco Sulphur Black 1 dyed cotton fabric
aftertreated with Tinofix ECO and Bayprotect Cl (sample 12). The nitrogen N (1s),
carbon C (1s) and oxygen O (1s) signals from the substrate can be clearly recognised. In
contrast the sulphur S (2p) signal appears as very weak peak feature on the background
of unlaundered sample (Figure a) while it is quite noticeable in the laundered sample
(Figure b). The percentage atomic concentrations of the different elements (C, N, O and
S) present on the surface are tabulated in Table 9.8.
In the case of the unlaundered samples, treatments with Tinofix ECO showed a decrease
in carbon and an increase in nitrogen content. The possible reason for an increase in
nitrogen concentration was due to the nitrogen species being introduced by the cationic
fixative.
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
wide/9
C 1
s
N 1
s
O 1
s
S 2
p
x 103
10
20
30
40
50
60
CP
S
1200 900 600 300
Bindi ng E nergy (eV)CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
wide/2
C 1
s
N 1
s
O 1
s
S 2
p
x 103
5
10
15
20
25
30
35
40
45
CP
S
1200 900 600 300
Bindi ng E nergy (eV)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
255
On further application of Bayprotect Cl onto the cationised fabric, a relative decrease in
the sulphur and nitrogen content on the fabric surface with respect to the reference
untreated sample was observed. The Tinofix ECO treatment followed by Bayprotect Cl
application reduced the nitrogen content from 6.2% (sample 9) to 5.6% (sample 11) and
5.1% (sample 12) and this effect can be explained by the reason that possibly Tinofix
ECO treatment before Bayprotect Cl application already functionalises the surface, and
after the tannin treatment some of the nitrogen containing groups generated by Tinofix
ECO may still remain on the surface, “hidden” to the XPS by the chains of the tannin
product. Likewise, the reduction in percentage atomic sulphur of unlaundered samples
can also be explained in the same manner. On examining the nitrogen contents, it is
evident that the percentage atomic nitrogen content concomitantly increases with the
increasing application time for Tinofix ECO, that is an increase from 1% (sample 8) to
6.2% (sample 9) and 6.3% (sample 10). It is evident that the percentage atomic nitrogen
content concomitantly increases with concentration of the fixative applied and the
increase is a reflection of the greater availability of fixative molecule available for
reaction with the cellulose hydroxyl anions or anionic dye molecules.
In contrast on examining the laundered samples, the surface sulphur concentration for
untreated fabric reduced from 0.6% to 0.4% which was due to the oxidative bleaching
environment in the laundering system. Aftertreatments with Tinofix ECO as well as the
sequential application of the two finishing agents show increased sulphur concentrations
of 1.4% (sample 14) to 1.7% (sample 17) on the surface, which is much higher than the
value of 0.4% (sample 13) found on the untreated sample. This indicates that as a result
of aftertreatments, the sulphur containing compounds in the sub-surface may be being
exposed and are retained even after laundering. It can be postulated that the sub-surface
of aftertreated sample has lower level of oxidation showing an increased concentration
of sulphur than the untreated sample. However, on inspecting the nitrogen contents, it
can be observed that Tinofix ECO aftertreated and laundered samples showed an
increased concentrations from 0.7% (untreated, sample 13) to 5.4% (sample 14) which
further increases to 5.8% (sample 16) and 6.5% (sample 17) as a result of Bayprotect Cl
treatments. Bayprotect Cl does not contain nitrogen (discussed in section 9.2.1) and
hence it appears that the tannin based product protects some of the nitrogen species
introduced by Tinofix ECO.
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
256
However, on examining the O/C ratio of unlaundered aftertreated samples (sample 9
and 12), the related increase in the ratio was observed, which indicates there was slight
surface oxidation of finished samples and the formation of surface oxygen-containing
groups. On the other hand, the ratio of oxygen to carbon atomic contents for aftertreated
and laundered samples remained the same. Nonetheless, all of them are lower than
untreated laundered fabric, indicating comparatively less oxidation of the treated
samples.
It is evident from the atomic composition data that the laundering removed significant
amount of the surface sulphur dye from the untreated fabric surface and accordingly the
sulphur concentration decreased. In fact the laundering appears to expose the sulphur
dye in the fibre sub-surface and that on exposure it was oxidised and lost into solution or
decolourised. It was also apparent that the Tinofix ECO and Bayprotect Cl were
effective in not only reducing the visual colour fade but that this protective visual effect
was similarly reflected in protecting the sulphur dye at the fibre surface where less
sulphur was lost on laundering.
9.3.2. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on S (2p) spectra of CI Leuco Sulphur
Black 1 dyed fabric
Examination of the S (2p) spectra of the sulphur dyed cotton fabric indicate the presence
of sulphur at the surface of the cotton fibres and the presence of a number of different
oxidation states of sulphur. As depicted in the inset of Figure 9.21 - Figure 9.30, all
samples show broad sulphur signals in the range from 164 to 168 eV, which exhibit
well-separated peak structures at low (164 eV) and high (168 eV) binding energies.
In the case of the untreated and unlaundered sulphur dyed fabric, a distinctive peak can
be seen at 168 eV contributing around 52% of the total surface sulphur content. This
peak intensity results occurs during the re-oxidation of the alkali reduced sulphur dye
thiols to reform the insoluble disulphide bond-based sulphur dye and resulting in over-
oxidation to S6+
species [3]. The reason for the presence of oxidised species could be the
over oxidation caused by the use of hydrogen peroxide in the final dyeing stage for
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
257
converting the thiol derivative into the parent insoluble form of the dye (Figure 9.21),
that is the over-oxidation of the disulphide groups forming ionisable sulpho groups
caused by active peroxide [10]. The effect of ISO 1O5 CO9 washing with perborate and
TAED was to increase the amount of higher binding energy spectral component at 168.0
eV (Figure 9.22). Most likely the precursor to the loss of the dye from the fibre surface
is S6+
oxidised dye derivative which may be assigned to −SO3− , −S − SO2
− or −S −
SO3− species [3].
As discussed in chapter 7, various aftertreatments were undertaken to improve the
resistance of sulphur dyed fabric against the oxidative bleaching effects of sodium
perborate and TAED. On comparing the S (2p) spectra of unlaundered samples 9, 10, 11
and 12 against the untreated dyed fabric (sample 8), it is observed that treated samples
also give rise to the formation of two peaks at 164 eV and 168 eV that are unoxidised
(S2+
) and over-oxidised (S6+
) species respectively with a slight increase in the oxidised
species as shown in Table 9.9. This suggests that the treatment of the dyed fabric with
Tinofix ECO and Bayprotect Cl causes minor oxidation. However, examination of the S
(2p) spectra of laundered samples 14 and 15 against the untreated (sample 13) interprets
concomitant reduction of the over-oxidised species at 168 eV. The two treated samples
mirrored low level of oxidation and minimal loss of sulphur observed for the
comparable ISO 1O5 CO9 untreated cotton fabric. The observed reduction is from
100% to 91%, as shown Table 9.9. Increasing the application time of Tinofix ECO for 5
minutes, however, did not significantly reduce the surface oxidation.
In order to further improve the wash fastness of the dye against the aggressive TAED
catalysed perborate treatment, the introduction of a tannin based product, Bayprotect Cl
is a novel approach. Examining the S (2p) spectra of unlaundered cation-tannin treated
samples 11 and 12 specifies the presence of two peaks at 164 eV and 168 eV, similar to
Tinofix ECO treated samples. Likewise, the S (2p) spectra of laundered samples 16 and
17 illustrate a concomitant reduction in over oxidised (S6+
) species at 168 eV from 91%
for sample 14 to 88% and 87%, respectively.
The S (2p) XP spectra for untreated, cationised and cation-tannin treated samples were
analysed to differentiate the possible presence of three main sulphur species namely
unoxidised S2+
(-S-, -S-S-), over-oxidised S6+
(-SO3-,-S-SO2
- or –S-SO3
-) and partially or
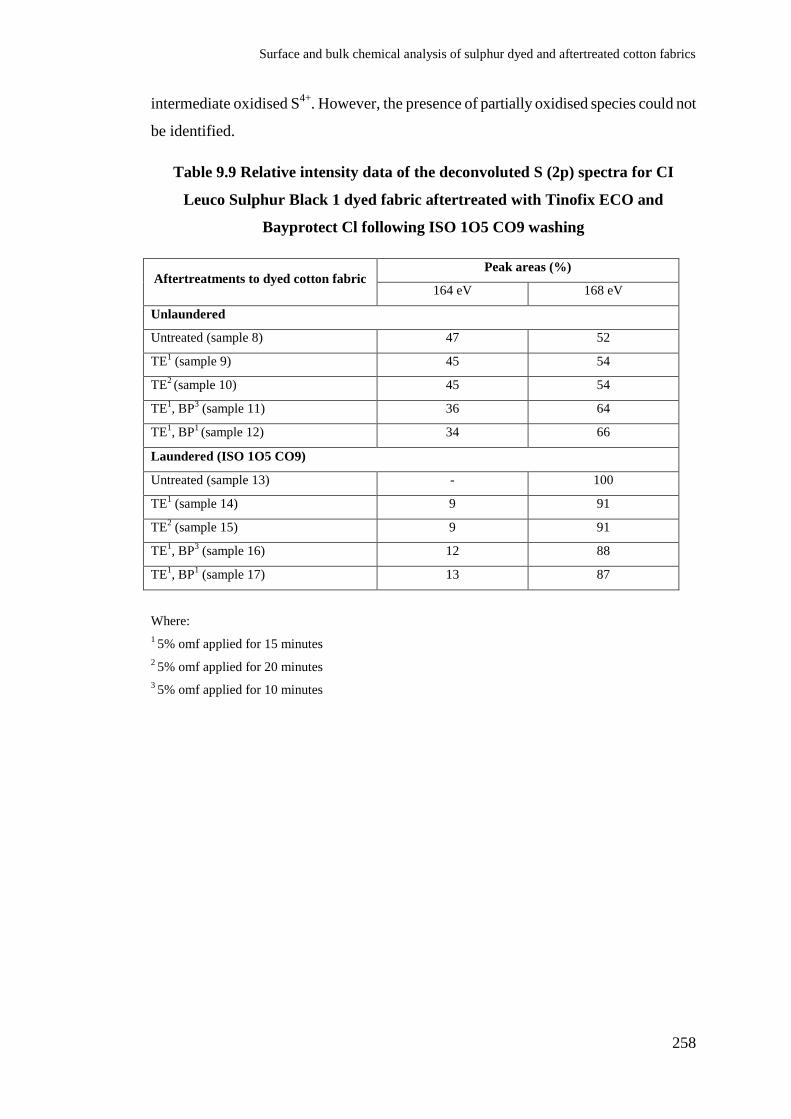
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
258
intermediate oxidised S4+
. However, the presence of partially oxidised species could not
be identified.
Table 9.9 Relative intensity data of the deconvoluted S (2p) spectra for CI
Leuco Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and
Bayprotect Cl following ISO 1O5 CO9 washing
Aftertreatments to dyed cotton fabric Peak areas (%)
164 eV 168 eV
Unlaundered
Untreated (sample 8) 47 52
TE1 (sample 9) 45 54
TE2 (sample 10) 45 54
TE1, BP
3 (sample 11) 36 64
TE1, BP
1 (sample 12) 34 66
Laundered (ISO 1O5 CO9)
Untreated (sample 13) - 100
TE1 (sample 14) 9 91
TE2 (sample 15) 9 91
TE1, BP
3 (sample 16) 12 88
TE1, BP
1 (sample 17) 13 87
Where:
1 5% omf applied for 15 minutes
2 5% omf applied for 20 minutes
3 5% omf applied for 10 minutes
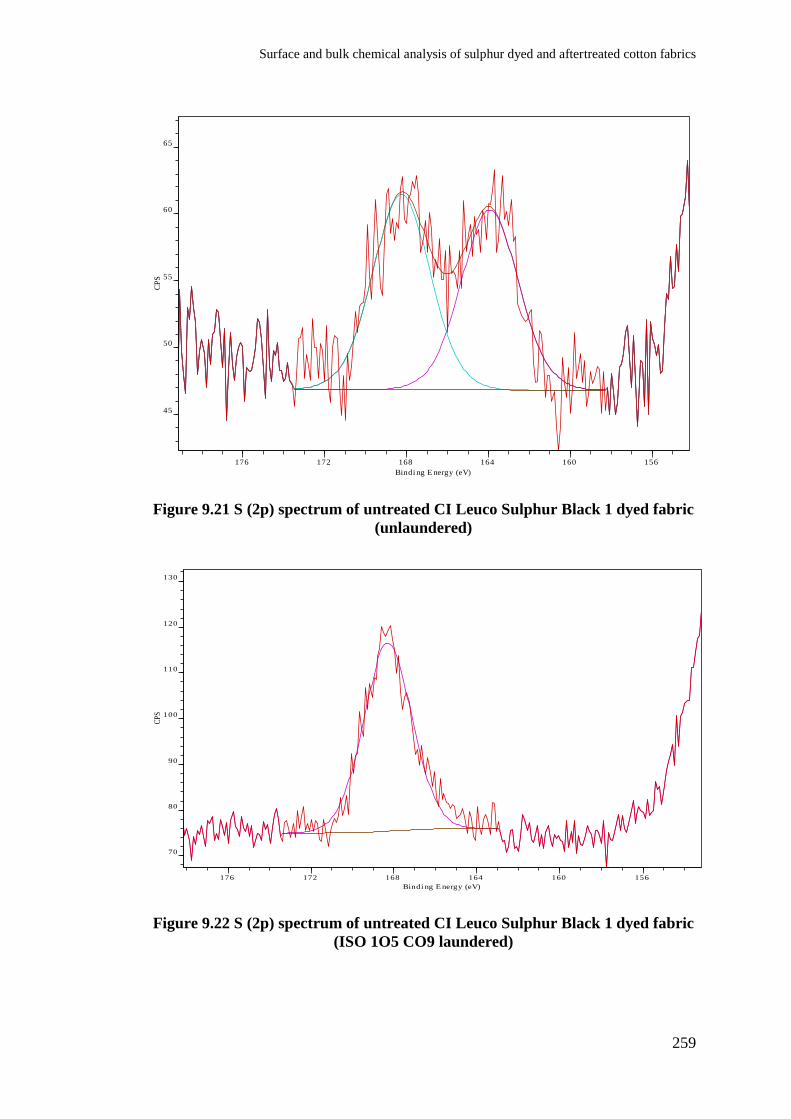
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
259
Figure 9.21 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.22 S (2p) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
45
50
55
60
65
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
70
80
90
100
110
120
130
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
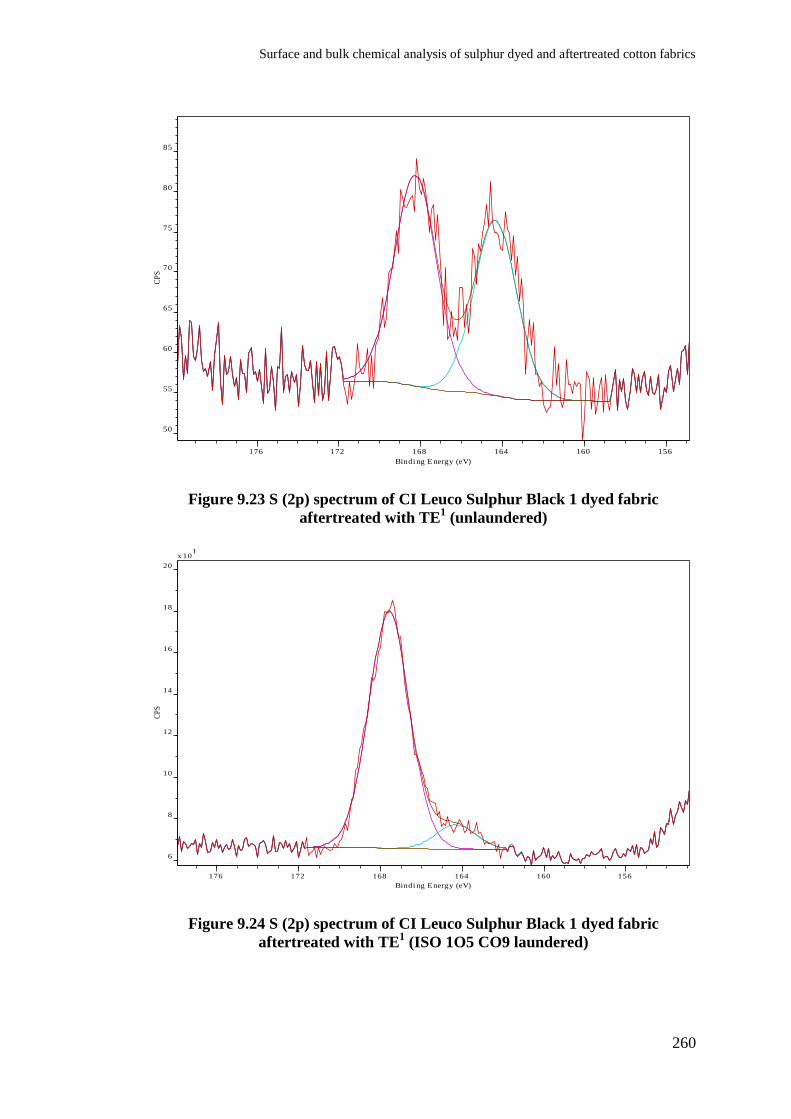
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
260
Figure 9.23 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (unlaundered)
Figure 9.24 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
50
55
60
65
70
75
80
85C
PS
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
6
8
10
12
14
16
18
20
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
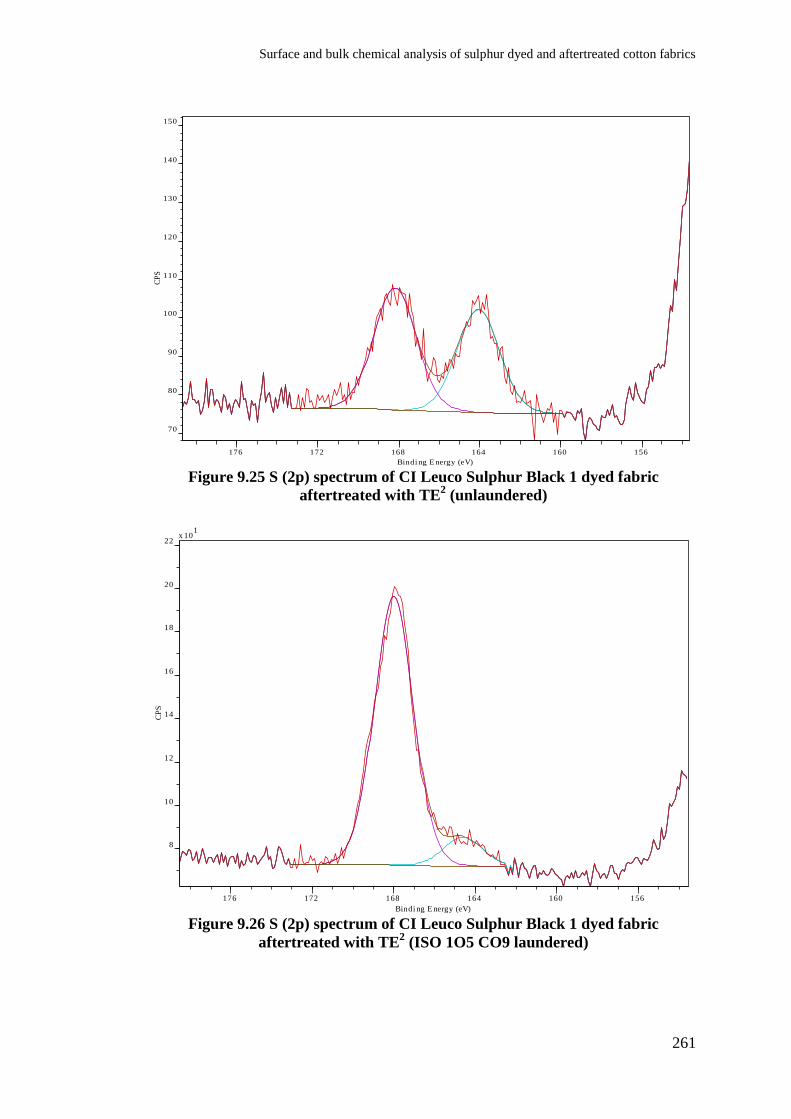
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
261
Figure 9.25 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (unlaundered)
Figure 9.26 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
70
80
90
100
110
120
130
140
150
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
8
10
12
14
16
18
20
22
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
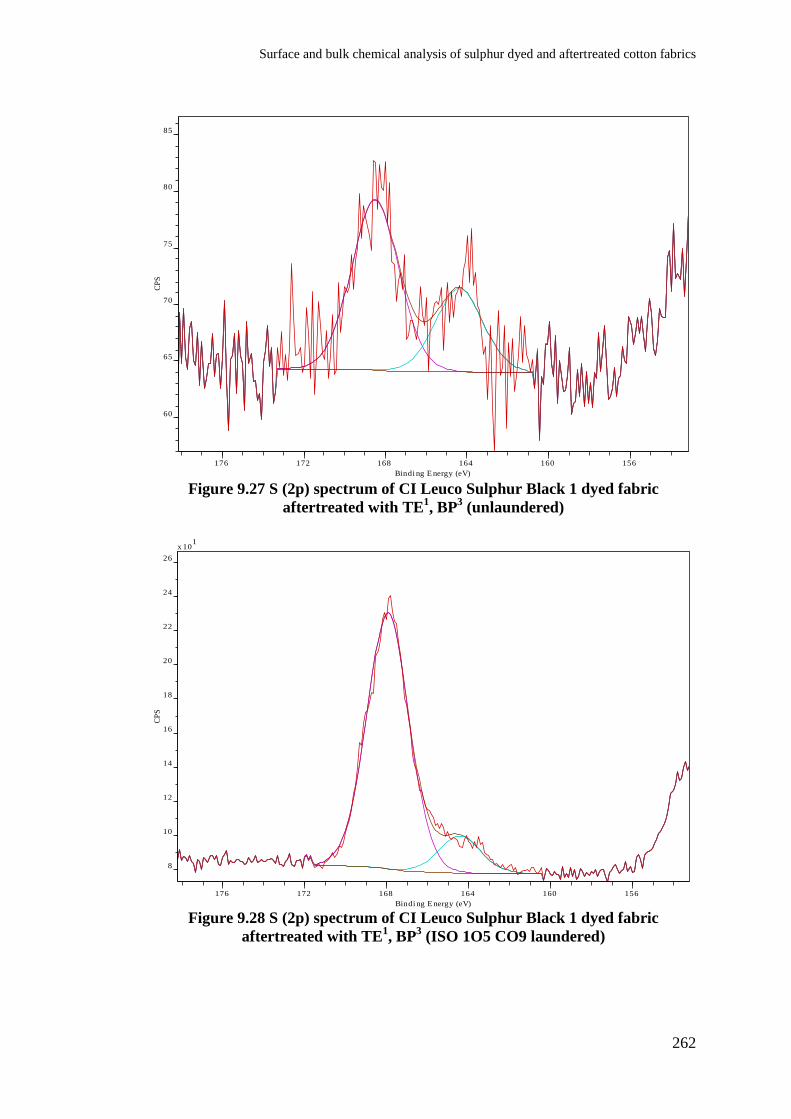
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
262
Figure 9.27 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (unlaundered)
Figure 9.28 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
60
65
70
75
80
85
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
8
10
12
14
16
18
20
22
24
26
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
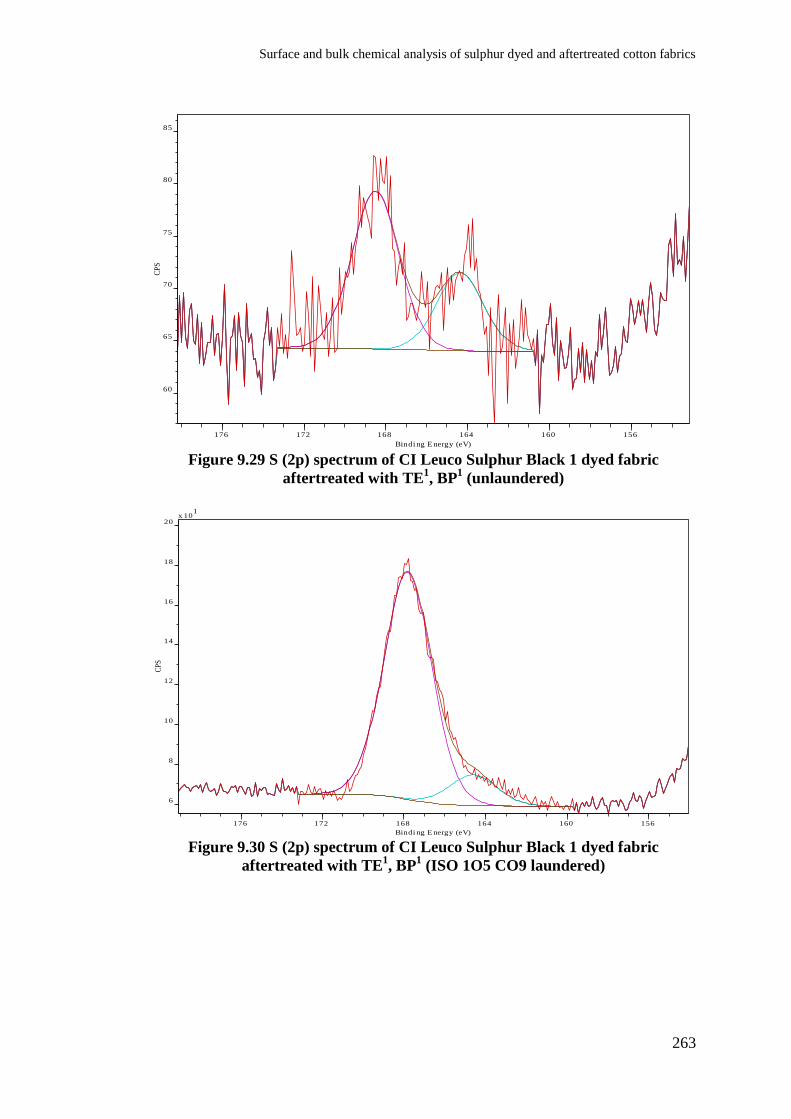
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
263
Figure 9.29 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (unlaundered)
Figure 9.30 S (2p) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
60
65
70
75
80
85
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
6
8
10
12
14
16
18
20
CP
S
176 172 168 164 160 156
Bindi ng E nergy (eV)
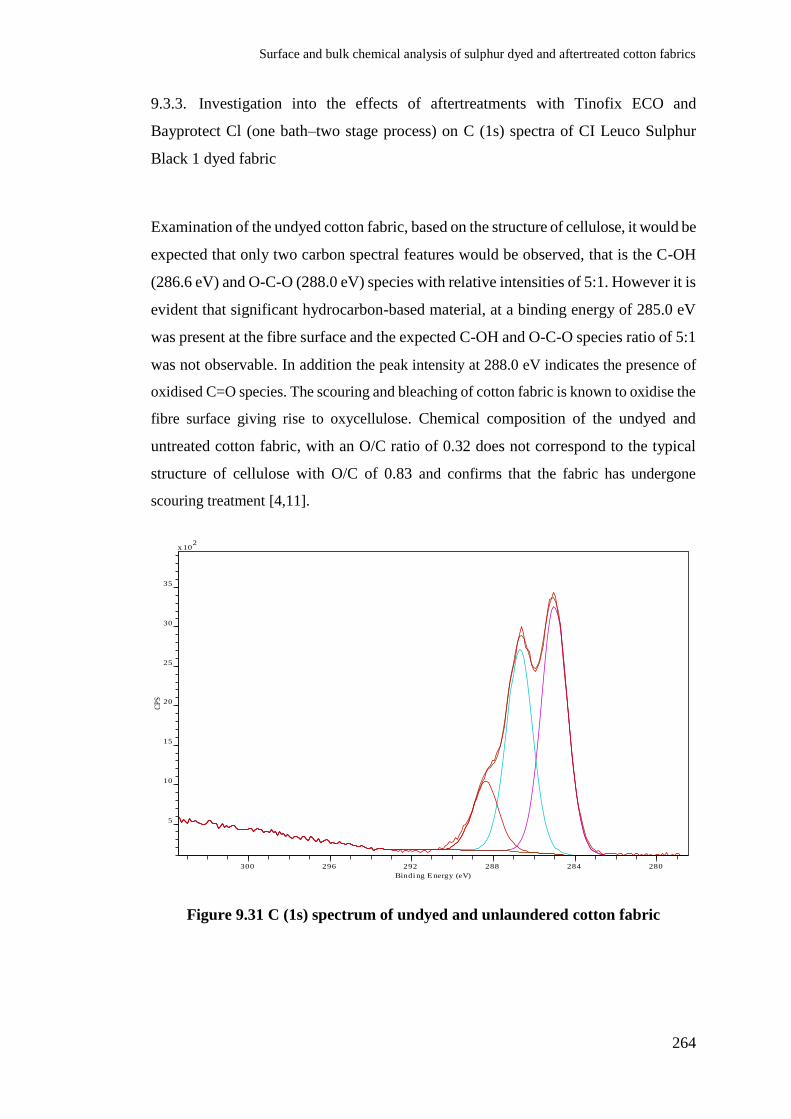
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
264
9.3.3. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on C (1s) spectra of CI Leuco Sulphur
Black 1 dyed fabric
Examination of the undyed cotton fabric, based on the structure of cellulose, it would be
expected that only two carbon spectral features would be observed, that is the C-OH
(286.6 eV) and O-C-O (288.0 eV) species with relative intensities of 5:1. However it is
evident that significant hydrocarbon-based material, at a binding energy of 285.0 eV
was present at the fibre surface and the expected C-OH and O-C-O species ratio of 5:1
was not observable. In addition the peak intensity at 288.0 eV indicates the presence of
oxidised C=O species. The scouring and bleaching of cotton fabric is known to oxidise the
fibre surface giving rise to oxycellulose. Chemical composition of the undyed and
untreated cotton fabric, with an O/C ratio of 0.32 does not correspond to the typical
structure of cellulose with O/C of 0.83 and confirms that the fabric has undergone
scouring treatment [4,11].
Figure 9.31 C (1s) spectrum of undyed and unlaundered cotton fabric
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
35
CP
S
300 296 292 288 284 280
Bindi ng E nergy (eV)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
265
The relative amounts of carbon with different numbers of oxygen bonds were estimated
from high resolution C (1s) carbon spectra, shown in Figure 9.31 to Figure 9.41. The
carbon compound classification is based on the number of oxygen bonds: the peaks at
285.0 eV, 286.6 eV, 288.2 eV and 289.4 eV are due to carbons with 0, 1, 2 or 3 bonds to
oxygen, respectively [12]. For samples treated with Tinofix ECO, deconvolution
analysis showed an increase of oxygen-based functional groups such as C–O (286.6
eV), C=O (288 eV) and O=C–O (289 eV) as shown in Table 9.10. These results suggest
that sulphur dyed cotton fabric became oxidised by cationic fixative exposure, resulting
in a decrease of C–C/C–H bonds, and remarkable increase of oxidised species.
After application of Bayprotect Cl over Tinofix ECO, significant changes in chemical
constitution of dyed fabric appear, such as increase of oxygen content and reduction of
carbon content in the surface layer (O/C ratio of sample 12 is higher compared to
sample 9 as shown in Table 9.8). The relative amount of each type of carbon is also
modified after Bayprotect Cl treatment; this can be observed in peak intensity changes
in Table 9.10, where carbon C2, C3 and C4 area is significantly increased compare to
Tinofix ECO treated dyed fabric (sample 9). Compared to sample 8; non-oxidised
carbon fraction (C1) in Bayprotect Cl treated samples is reduced by 86% and 81% for
samples 11 and 12, respectively, whereas carbon with oxygen-based functional groups
(C2, C3 and C4) was dramatically increased. Chemical composition of the treated
sample suggests that the main chemical change occurs on C1 carbon by removing non-
cellulosic cotton components and increasing oxygen polar group content due to
oxidative chemical changes on the surface.
The fitting of the high resolution C (1s) spectra of unlaundered aftertreated samples
confirms the functionalisation of the cotton surface by showing a decrease of aliphatic
bonds and increase of alcohol, carbonyl and carboxyl groups.
Examination of the high resolution C (1s) spectrum of untreated sulphur dyed laundered
samples showed a fall in hydrocarbon signal intensity at 285 eV (68%) and a rise in the
oxidised species intensities at 286.6 eV (30%), 288.0 eV (54%) and 289.0 eV (92%) [3].
However, on treating the fabric with Tinofix ECO (sample 14) there was a further
decrease in the C1 (71%) component and slight increase in C2 component (32%).
However, the increase in C3 (23%) and C4 (32%) species was significantly less than the
untreated fabric. On applying Bayprotect Cl for 10 minutes, a concomitant increase in

Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
266
C1 (18%) and C2 (7%), while a decrease in C3 (10%) and C4 (8%) components was
observed with respect to sample 11. This trend was further amplified on increasing the
application time for 15 minutes, non-oxidised carbon fraction (C1) in Bayprotect Cl
treated fabric (sample 12) is increased intensely (>100%) after laundering. Carbon with
oxygen-based functional groups (C3 and C4) was dramatically reduced, that is to 48%
and 36%, respectively, while the increase in C2 is 32%. The chemical composition of
the treated sample 12 suggests that sequential aftertreatments with Tinofix ECO and
Bayprotect Cl reduced the formation of oxidised functionalities and contributes to the
formation of carbon compound without neighbouring oxygen (C-C, C-H).
Concentrations of carbon functionalities obtained from deconvoluted C (1s) spectra for
untreated and treated samples are summarised in Figure 9.42.
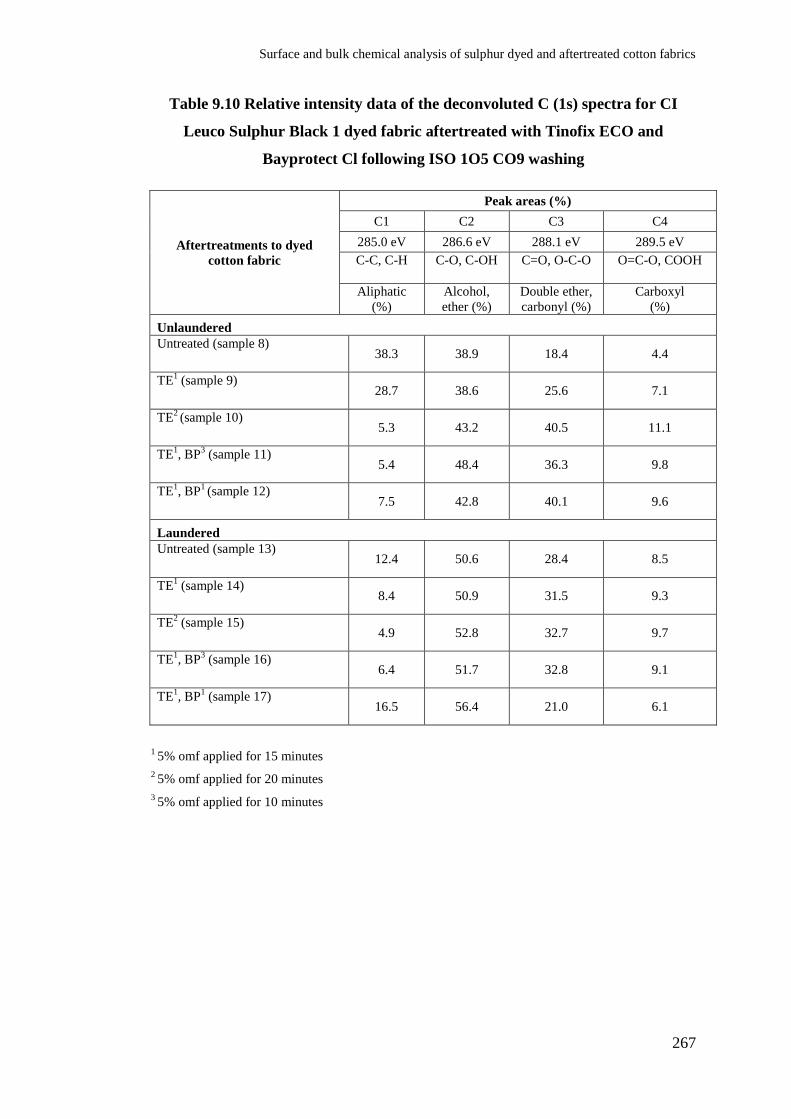
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
267
Table 9.10 Relative intensity data of the deconvoluted C (1s) spectra for CI
Leuco Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and
Bayprotect Cl following ISO 1O5 CO9 washing
Aftertreatments to dyed
cotton fabric
Peak areas (%)
C1 C2 C3 C4
285.0 eV 286.6 eV 288.1 eV 289.5 eV
C-C, C-H
C-O, C-OH
C=O, O-C-O
O=C-O, COOH
Aliphatic
(%)
Alcohol,
ether (%)
Double ether,
carbonyl (%)
Carboxyl
(%)
Unlaundered
Untreated (sample 8) 38.3 38.9 18.4 4.4
TE1 (sample 9)
28.7 38.6 25.6 7.1
TE2 (sample 10)
5.3 43.2 40.5 11.1
TE1, BP
3 (sample 11)
5.4 48.4 36.3 9.8
TE1, BP
1 (sample 12)
7.5 42.8 40.1 9.6
Laundered
Untreated (sample 13) 12.4 50.6 28.4 8.5
TE1 (sample 14)
8.4 50.9 31.5 9.3
TE2 (sample 15)
4.9 52.8 32.7 9.7
TE1, BP
3 (sample 16)
6.4 51.7 32.8 9.1
TE1, BP
1 (sample 17)
16.5 56.4 21.0 6.1
1 5% omf applied for 15 minutes
2 5% omf applied for 20 minutes
3 5% omf applied for 10 minutes
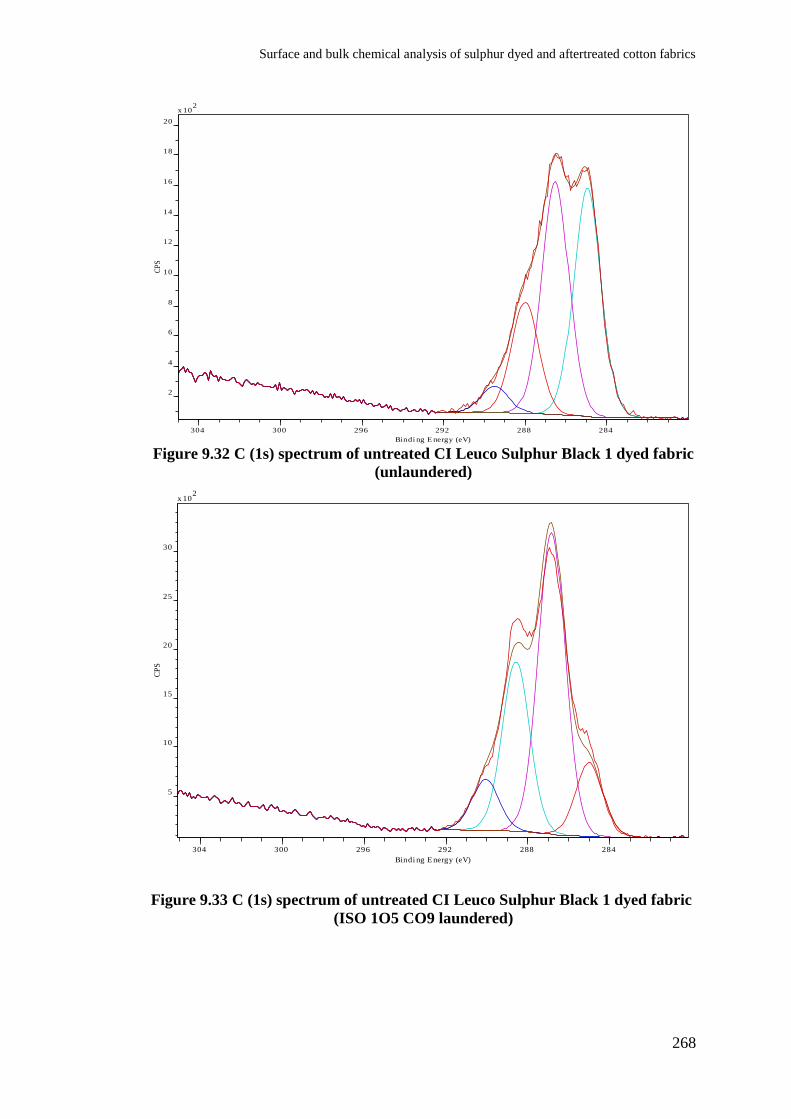
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
268
Figure 9.32 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.33 C (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
2
4
6
8
10
12
14
16
18
20
CP
S
304 300 296 292 288 284
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
CP
S
304 300 296 292 288 284
Bindi ng E nergy (eV)
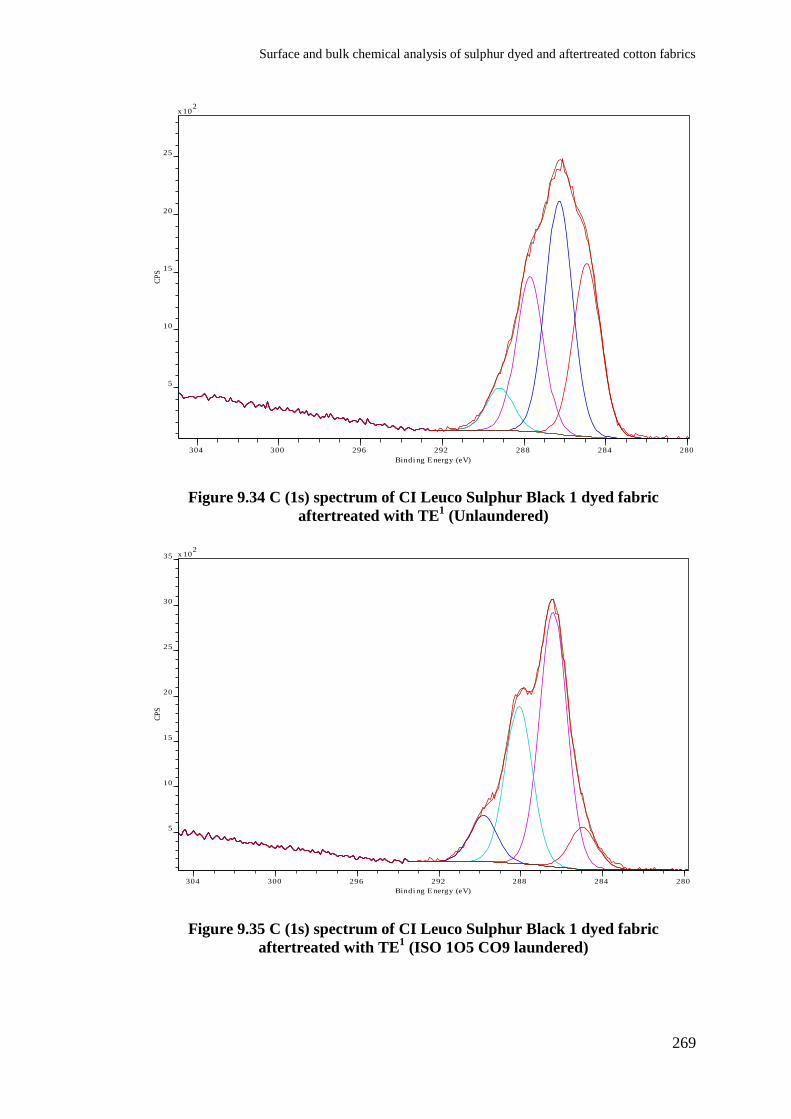
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
269
Figure 9.34 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (Unlaundered)
Figure 9.35 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25C
PS
304 300 296 292 288 284 280
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
35
CP
S
304 300 296 292 288 284 280
Bindi ng E nergy (eV)
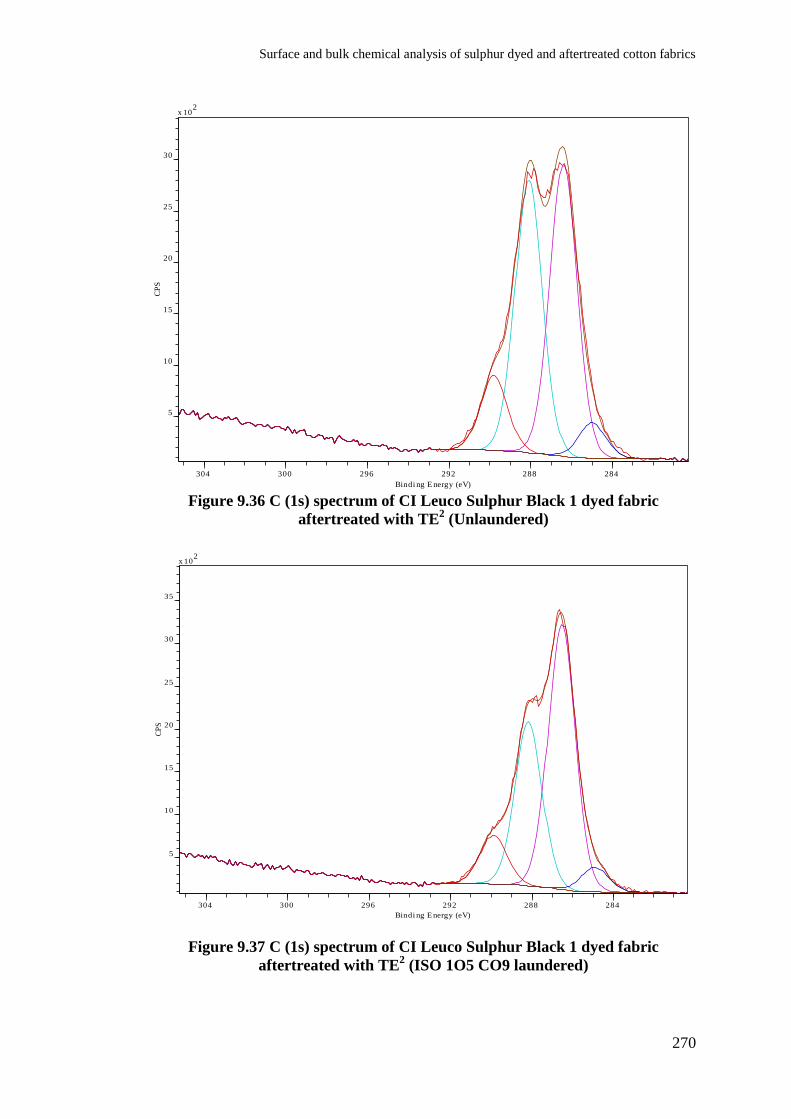
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
270
Figure 9.36 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (Unlaundered)
Figure 9.37 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30C
PS
304 300 296 292 288 284
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
35
CP
S
304 300 296 292 288 284
Bindi ng E nergy (eV)
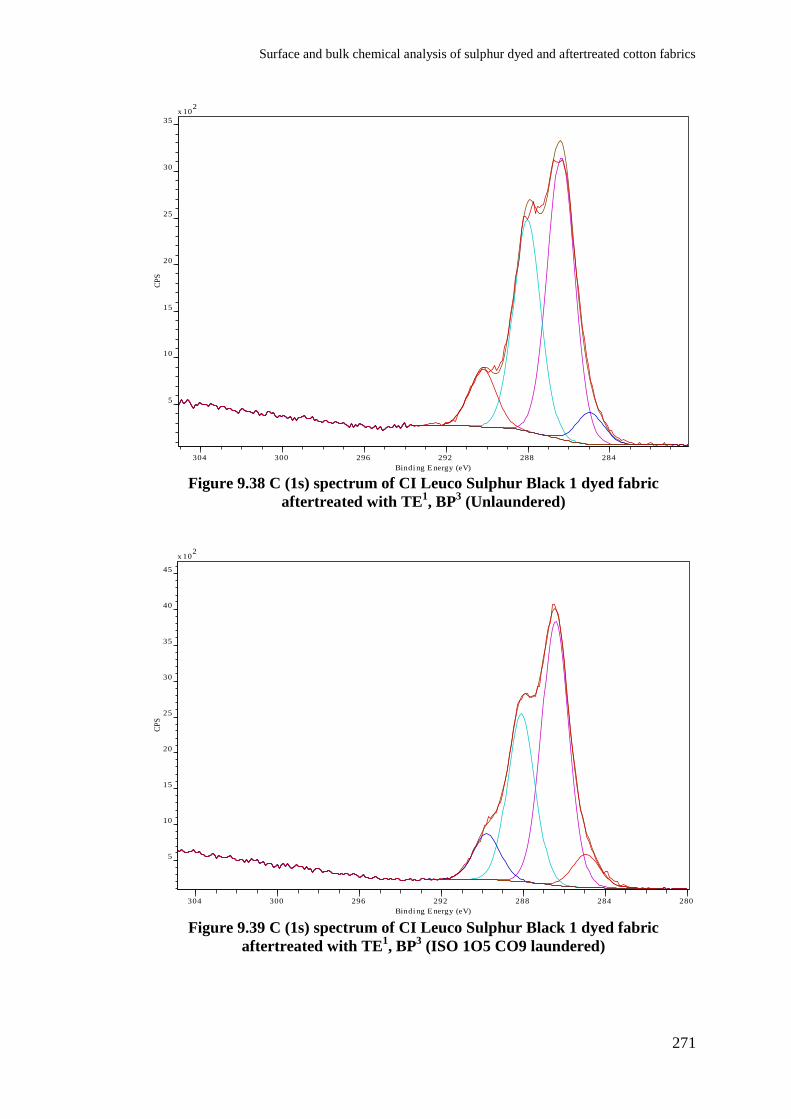
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
271
Figure 9.38 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (Unlaundered)
Figure 9.39 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
35
CP
S
304 300 296 292 288 284
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
35
40
45
CP
S
304 300 296 292 288 284 280
Bindi ng E nergy (eV)
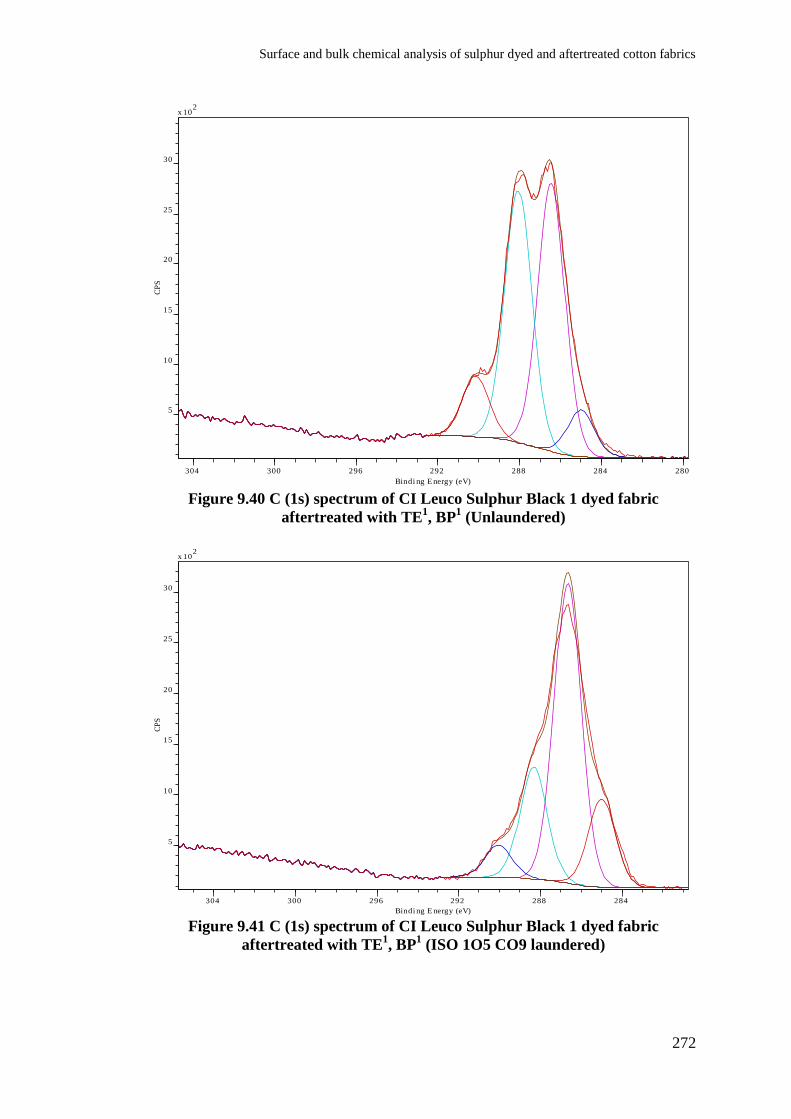
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
272
Figure 9.40 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (Unlaundered)
Figure 9.41 C (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30C
PS
304 300 296 292 288 284 280
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 102
5
10
15
20
25
30
CP
S
304 300 296 292 288 284
Bindi ng E nergy (eV)
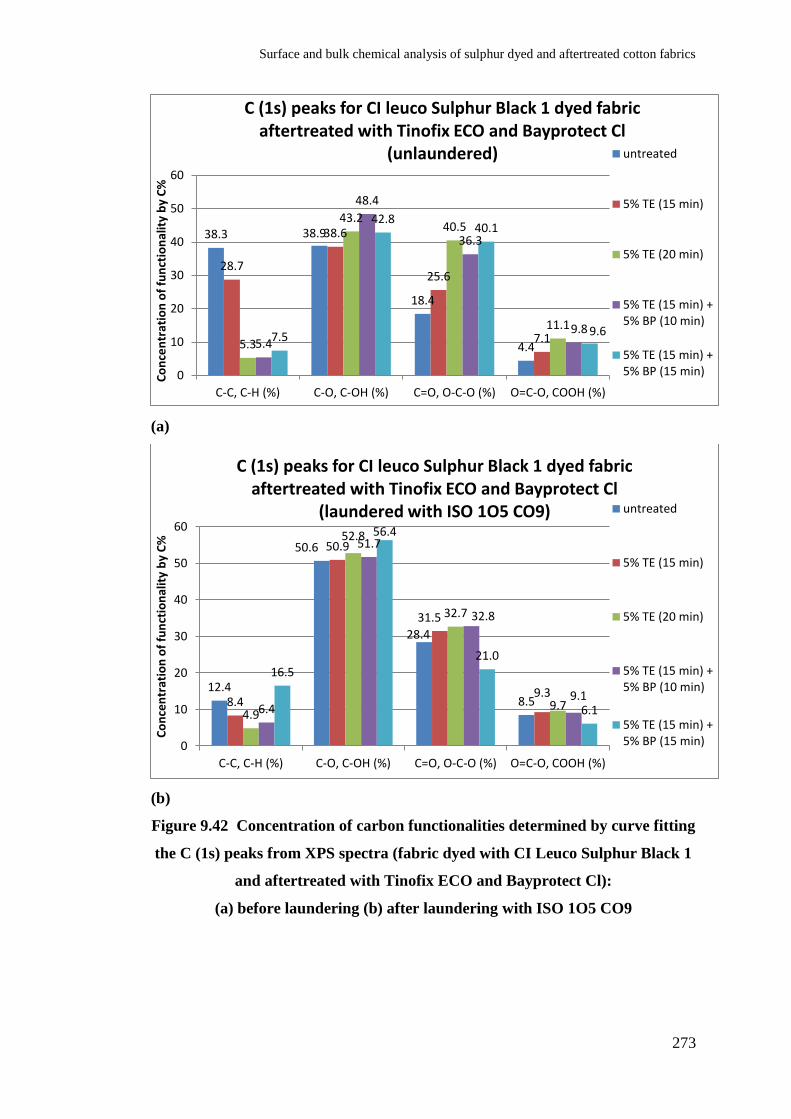
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
273
(a)
(b)
Figure 9.42 Concentration of carbon functionalities determined by curve fitting
the C (1s) peaks from XPS spectra (fabric dyed with CI Leuco Sulphur Black 1
and aftertreated with Tinofix ECO and Bayprotect Cl):
(a) before laundering (b) after laundering with ISO 1O5 CO9
38.3 38.9
18.4
4.4
28.7
38.6
25.6
7.1 5.3
43.2 40.5
11.1
5.4
48.4
36.3
9.8 7.5
42.8 40.1
9.6
0
10
20
30
40
50
60
C-C, C-H (%) C-O, C-OH (%) C=O, O-C-O (%) O=C-O, COOH (%)
Co
nce
ntr
atio
n o
f fu
nct
ion
alit
y b
y C
%
C (1s) peaks for CI leuco Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(unlaundered)
untreated
5% TE (15 min)
5% TE (20 min)
5% TE (15 min) +5% BP (10 min)
5% TE (15 min) +5% BP (15 min)
12.4
50.6
28.4
8.5 8.4
50.9
31.5
9.3
4.9
52.8
32.7
9.7 6.4
51.7
32.8
9.1
16.5
56.4
21.0
6.1
0
10
20
30
40
50
60
C-C, C-H (%) C-O, C-OH (%) C=O, O-C-O (%) O=C-O, COOH (%)
Co
nce
ntr
atio
n o
f fu
nct
ion
alit
y b
y C
%
C (1s) peaks for CI leuco Sulphur Black 1 dyed fabric aftertreated with Tinofix ECO and Bayprotect Cl
(laundered with ISO 1O5 CO9) untreated
5% TE (15 min)
5% TE (20 min)
5% TE (15 min) +5% BP (10 min)
5% TE (15 min) +5% BP (15 min)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
274
9.3.4. Investigation into the effects of aftertreatments with Tinofix ECO and
Bayprotect Cl (one bath–two stage process) on N (1s) spectra of CI Leuco Sulphur
Black 1 dyed fabric
In a typical N(1s) XPS spectrum nitrogen bound to carbon in primary, secondary or
tertiary amines or amides occurs at B.E values of 399-400 eV, whereas for cationic
quaternary ammonium nitrogen species the peak is shifted to a higher B.E value of
401.5-402.5 eV [13-15]. The N (1s) XPS spectra of Tinofix ECO treated samples
indicate the presence of “uncharged” quaternary nitrogen species at around 399 eV. This
indicates that the commercial product has surprisingly high content of uncharged
nitrogen species either due to the contamination or possibly due to undesired free-
radical side reactions occurring during the cyclo-polymerisation. These uncharged
nitrogen species may be part of the polymer backbone itself or distinct uncharged
moieties [15].
The elemental nitrogen concentrations for Tinofix ECO treated unlaundered samples 9
and 10 were 6.2% and 6.3%, respectively. However, on treating the cationised fabric
with Bayprotect Cl causes a reduction in nitrogen content. It can be seen from Figure
9.43 to Figure 9.52, that all the samples represent the presence of nitrogen species at
around 399 eV. This designates that the commercial product Tinofix ECO has a high
content of uncharged nitrogen species and surprisingly little cationic nitrogen.
Bayprotect Cl does not contain nitrogen species which can also be observed in the bulk
analysis of the samples (Table 9.11). Hence, it can be postulated that the amount of
nitrogen introduced by Tinofix ECO on the dyed fabric is retained by the protective
action of Bayprotect Cl. This can be seen in Table 9.8, that the nitrogen content of
sample 9 was reduced from 6.2% to 5.4% after laundering. However, the same sample
when aftertreated with Bayprotect Cl preserves more nitrogen even after washing (5.8%
and 6.5% for sample 16 and 17, respectively). The effect of washing in
detergent/perborate liquor was to remove the uncharged nitrogen containing species due
to the alkaline cleaning conditions and the oxidative nature of the detergent formulation,
but it can be seen that the amount of nitrogen reduction is less than expected. The
purpose of aftertreatments with cationic fixing agent and tannin was to reduce the colour
loss during washing and hence extend the lifetime of the garment. Examination of the
N (1s) XPS spectrum of the treated samples indicate the presence of amines or amides

Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
275
due to the presence of uncharged nitrogen species at BE value of 399 eV. The effect of
repeated laundering was to reduce the surface nitrogen intensity, but even after
aggressive ISO 1O5 CO9 washing; a significant quantity of nitrogen can still be clearly
demonstrated. Hence, it can be presumed that there might be either electrostatic forces
of attraction, Van der Waals’ forces or hydrophobic bonding between the dye molecule
and uncharged nitrogen species that may increase dye insolubilisation leading to the
observed improvements in dye wash fastness [15].
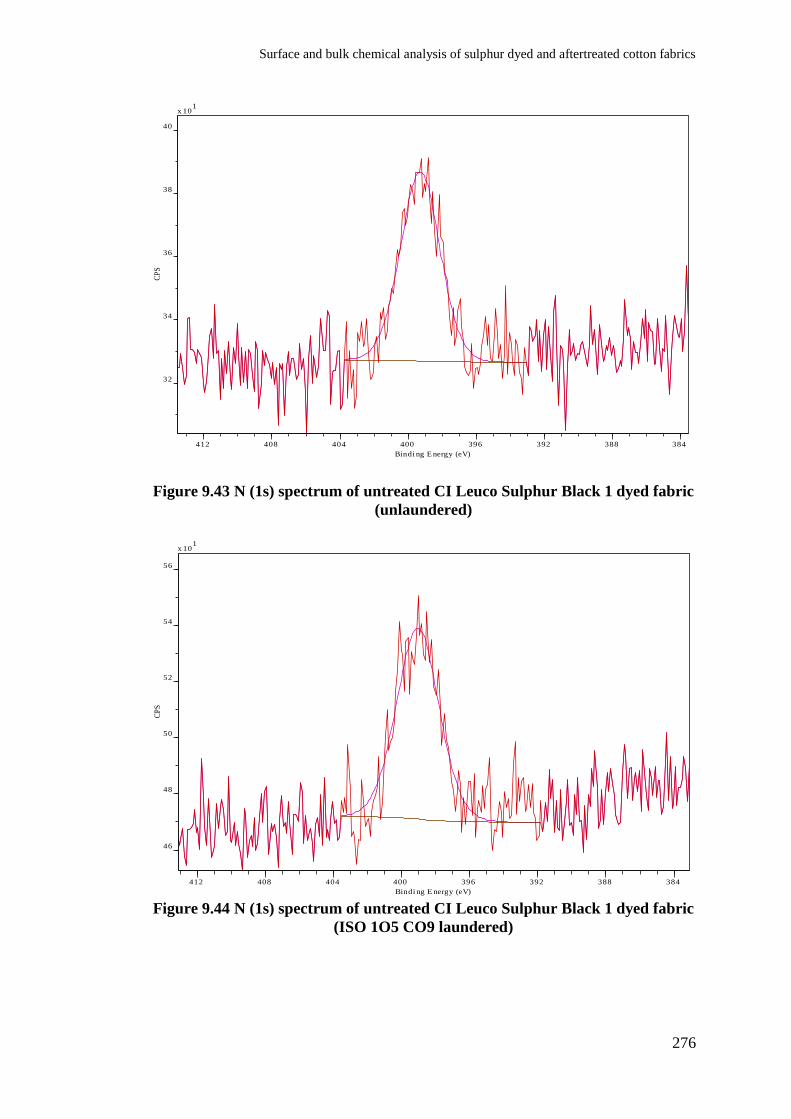
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
276
Figure 9.43 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(unlaundered)
Figure 9.44 N (1s) spectrum of untreated CI Leuco Sulphur Black 1 dyed fabric
(ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
32
34
36
38
40
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
46
48
50
52
54
56
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
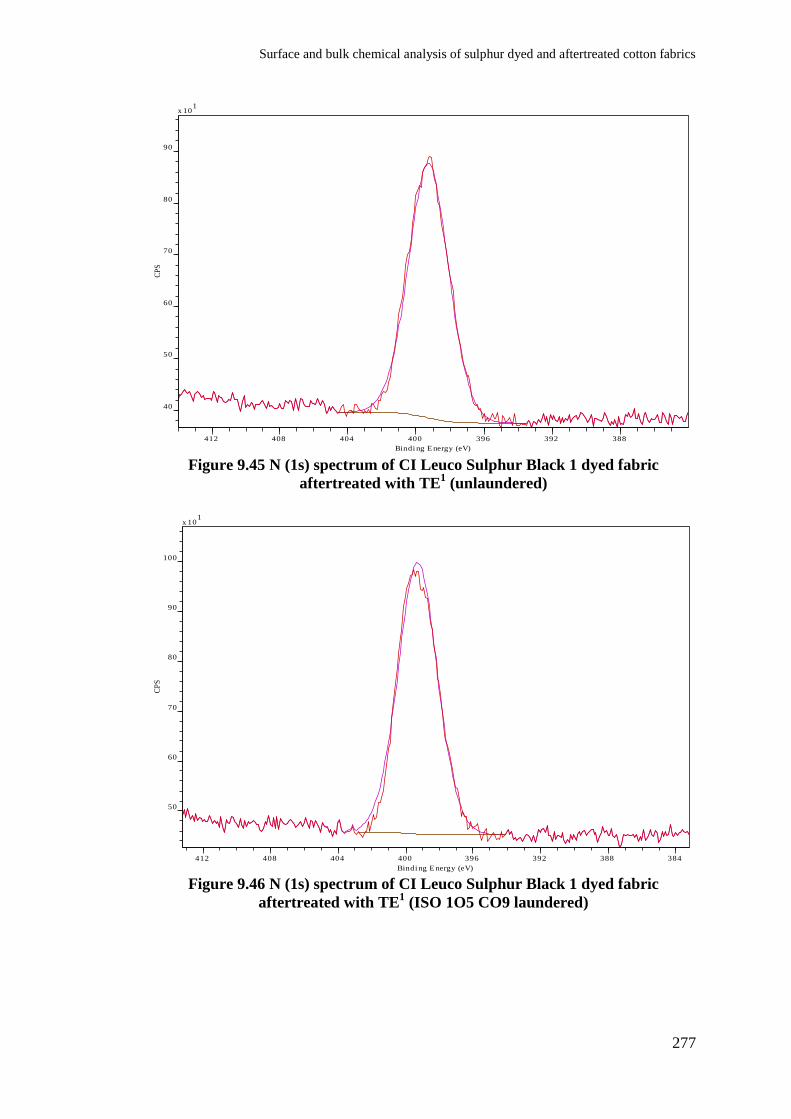
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
277
Figure 9.45 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (unlaundered)
Figure 9.46 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
40
50
60
70
80
90
CP
S
412 408 404 400 396 392 388
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
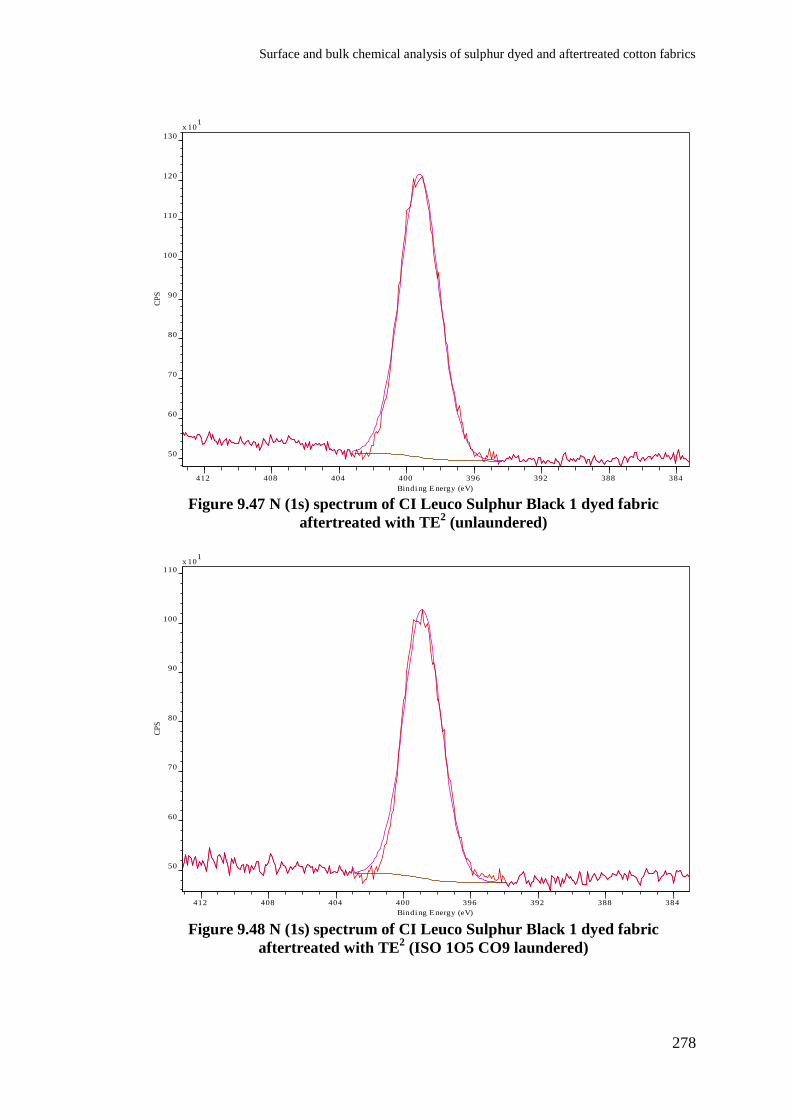
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
278
Figure 9.47 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (unlaundered)
Figure 9.48 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE2 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
110
120
130
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
110
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
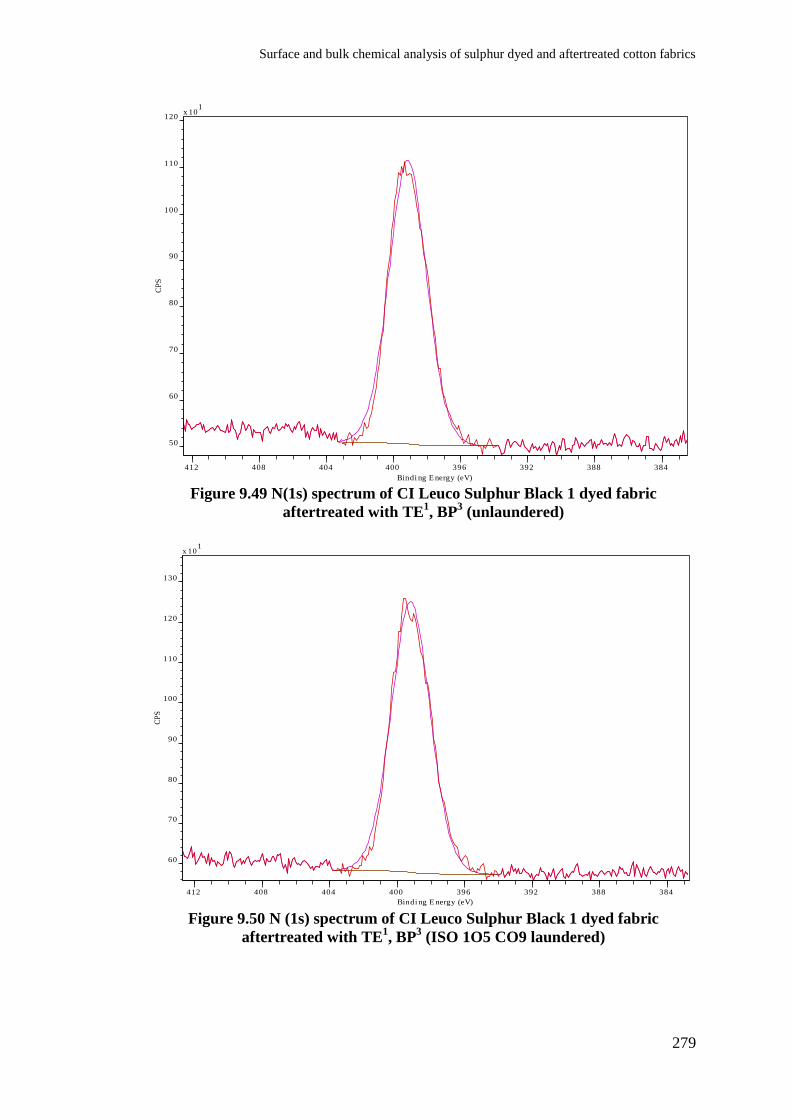
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
279
Figure 9.49 N(1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (unlaundered)
Figure 9.50 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
3 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
110
120
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
60
70
80
90
100
110
120
130
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
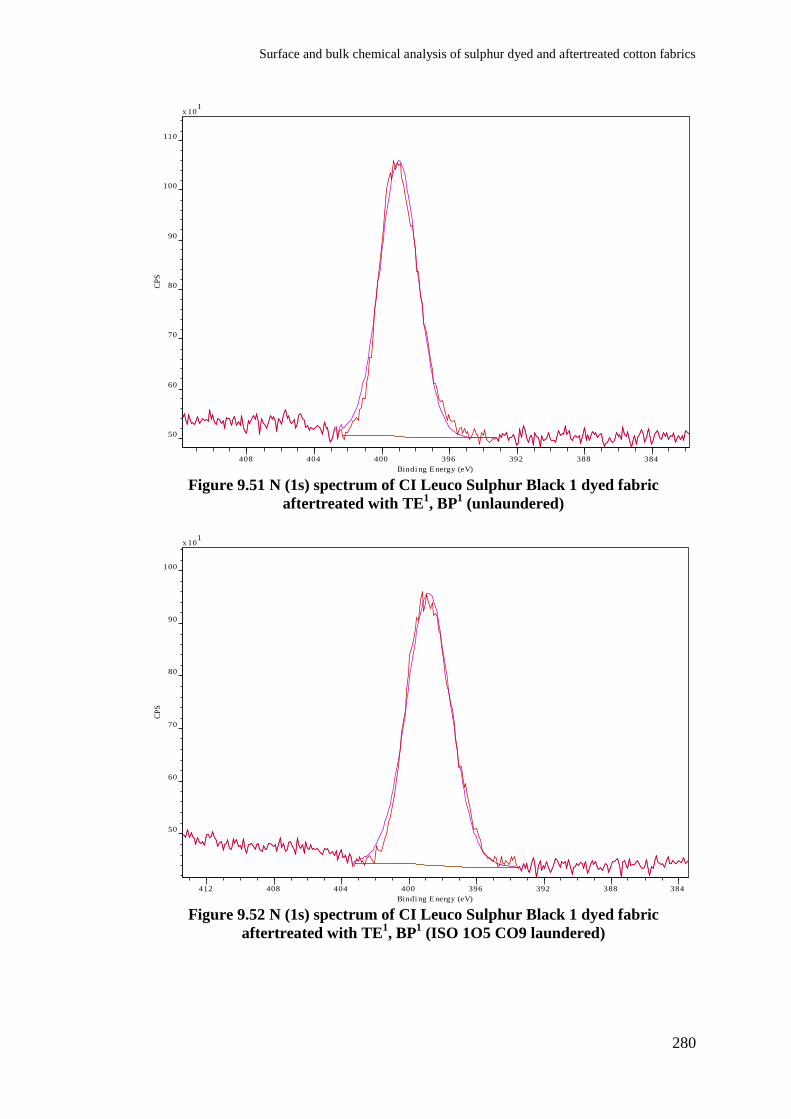
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
280
Figure 9.51 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (unlaundered)
Figure 9.52 N (1s) spectrum of CI Leuco Sulphur Black 1 dyed fabric
aftertreated with TE1, BP
1 (ISO 1O5 CO9 laundered)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
110
CP
S
408 404 400 396 392 388 384
Bindi ng E nergy (eV)
CasaXP S (Thi s st ring can be edit ed in CasaXPS.DEF/P rintFootNote.txt)
x 101
50
60
70
80
90
100
CP
S
412 408 404 400 396 392 388 384
Bindi ng E nergy (eV)
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
281
9.4. Elemental bulk analysis of CI Leuco Sulphur Black 1 dyed fabric aftertreated
with Tinofix ECO and Bayprotect Cl (one bath–two stage process) following ISO 105
C09 washing regime
The wash durability of Tinofix ECO and Bayprotect Cl on sulphur black dyed cotton
fabric under ISO 105 CO9 test condition was also investigated by elemental bulk
analysis. The CI Leuco Sulphur Black 1 dyed fabric was aftertreated with Tinofix ECO
and Bayprotect Cl individually as well as with the one bath–two stage process discussed
previously (section 9.3). The application methods and bulk elemental compositions of
the untreated and treated samples are shown in Table 9.11.
Unfortunately with all the unlaundered samples, the sulphur content in all fabrics was
below the accurate detection limit, so limited useful information could be achieved with
the analysis. However, as expected the amount of nitrogen content has been increased in
Tinofix ECO treated fabric, while no increase was observed with the following
Bayprotect Cl treatment. The individual application of the Bayprotect Cl also did not
introduce any nitrogen species to the dyed fabric which is in good agreement with the
XPS data.
Elemental analysis was useful in terms of getting information about hydrogen, as it is
not possible to detect this element with XPS technique. The surface hydrogen is useful
in determining the chemical behaviour of a surface [16].
The increase in hydrogen content with individual application of Tinofix ECO and
Bayprotect Cl possibly indicates the presence of hydrogen rich materials introduced to
the treated fabrics as a result of aftertreatments.
With laundering, the untreated and aftertreated samples exhibit a fixed loss in nitrogen
content while a significant amount of hydrogen can still be seen signifying the existence
of hydrogen species and possible reason for the improved wash fastness.
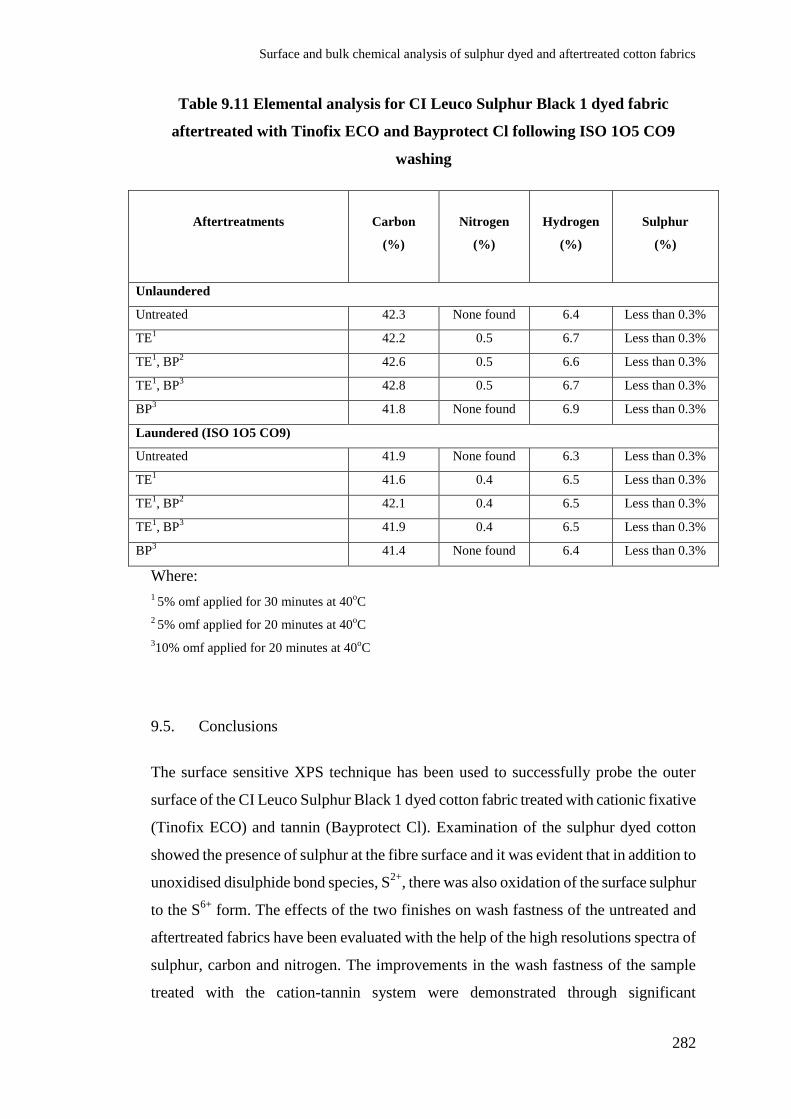
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
282
Table 9.11 Elemental analysis for CI Leuco Sulphur Black 1 dyed fabric
aftertreated with Tinofix ECO and Bayprotect Cl following ISO 1O5 CO9
washing
Aftertreatments
Carbon
(%)
Nitrogen
(%)
Hydrogen
(%)
Sulphur
(%)
Unlaundered
Untreated 42.3 None found 6.4 Less than 0.3%
TE1 42.2 0.5 6.7 Less than 0.3%
TE1, BP
2 42.6 0.5 6.6 Less than 0.3%
TE1, BP
3 42.8 0.5 6.7 Less than 0.3%
BP3 41.8 None found 6.9 Less than 0.3%
Laundered (ISO 1O5 CO9)
Untreated 41.9 None found 6.3 Less than 0.3%
TE1 41.6 0.4 6.5 Less than 0.3%
TE1, BP
2 42.1 0.4 6.5 Less than 0.3%
TE1, BP
3 41.9 0.4 6.5 Less than 0.3%
BP3 41.4 None found 6.4 Less than 0.3%
Where:
1 5% omf applied for 30 minutes at 40
oC
2 5% omf applied for 20 minutes at 40
oC
310% omf applied for 20 minutes at 40
oC
9.5. Conclusions
The surface sensitive XPS technique has been used to successfully probe the outer
surface of the CI Leuco Sulphur Black 1 dyed cotton fabric treated with cationic fixative
(Tinofix ECO) and tannin (Bayprotect Cl). Examination of the sulphur dyed cotton
showed the presence of sulphur at the fibre surface and it was evident that in addition to
unoxidised disulphide bond species, S2+
, there was also oxidation of the surface sulphur
to the S6+
form. The effects of the two finishes on wash fastness of the untreated and
aftertreated fabrics have been evaluated with the help of the high resolutions spectra of
sulphur, carbon and nitrogen. The improvements in the wash fastness of the sample
treated with the cation-tannin system were demonstrated through significant
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
283
concomitant increase in surface sulphur concentration as well as the reduced percentage
area of oxidised species S6+
at 168 eV. The effect of the ISO 105 CO9 laundering on C
(1s) spectral intensities of untreated fabric was to reduce the hydrocarbon signal
intensity at 285.0 eV and to increase the oxidised species intensities at 286.6, 288.0 and
289.0 eV. However, the examination of treated fabric revealed reduced concentrations
of oxidised species (C2, C3 and C4) and increase in aliphatic carbon species at 285 eV.
The effect of laundering was also to expose the fibre sub-surface and the Bayprotect Cl
and Tinofix ECO were able to reduce oxidation of the sulphur dye.
The elemental bulk analysis did not provide useful information on sulphur content of the
samples, however, significant amount of hydrogen was detected which possibly
indicates the presence of hydrogen bonding.
9.6. References
[1] Soignet D, Berni R and Benerito R. Electron spectroscopy for chemical analyses
(ESCA)-a tool for studying treated textiles. Journal of Applied Polymer Science.
1976;20(9):2483-95.
[2] Soignet DM, Berni RJ and Benerito RR. Electron spectroscopy for chemical
analyses (ESCA) of THPOH-NH3-treated fabrics. Textile Research Journal.
1975;45(1):28-9.
[3] Soliman G, Carr CM, Jones CC and Rigout M. Surface chemical analysis of the
effect of extended laundering on C. I. Sulphur Black 1 dyed cotton fabric. Dyes and
Pigments. 2013;96(1):25-30.
[4] Topalovic T, Nierstrasz VA, Bautista L, Jocic D, Navarro A and Warmoeskerken
MM. XPS and contact angle study of cotton surface oxidation by catalytic bleaching.
Colloids and Surfaces A: Physicochemical and Engineering Aspects. 2007;296(1):76-
85.
[5] Varma A. Photoelectron spectroscopic studies of cellulose, starch and their oxidation
products, in powdered form. Carbohydrate Polymers. 1984;4(6):473-9.
Surface and bulk chemical analysis of sulphur dyed and aftertreated cotton fabrics
284
[6] Topalovic T, Nierstrasz VA, Bautista L, Jocic D, Navarro A and Warmoeskerken
MM. Analysis of the effects of catalytic bleaching on cotton. Cellulose. 2007;14(4):385-
400.
[7] Mitchell R, Carr CM, Parfitt M, Vickerman J and Jones C. Surface chemical analysis
of raw cotton fibres and associated materials. Cellulose. 2005;12(6):629-39.
[8] Soignet D, Connick W and Benerito R. Use of electron spectroscopy for chemical
analyses (ESCA) in a study of oil-repellent finishes. Textile Research Journal.
1976;46(8):611-6.
[9] Haule L, Rigout M, Carr CM and Jones C. Surface and bulk chemical analysis of the
durability of an easy care finish on cotton. Cellulose. 2012;19(3):1023-30.
[10] Shore J. Cellulosics dyeing. Bradford: Society of Dyers and Colourists, 1995.
[11] Patiño A, Canal C, Rodríguez C, Caballero G, Navarro A and Canal JM. Surface
and bulk cotton fibre modifications: plasma and cationization. Influence on dyeing with
reactive dye. Cellulose. 2011;18(4):1073-83.
[12] Buchert J, Pere J, Johansson LS and Campbell J. Analysis of the surface chemistry
of linen and cotton fabrics. Textile Research Journal. 2001;71(7):626-9.
[13] Vickerman JC and Gilmore IS. Surface analysis: the principal techniques: Wiley
Online Library, 2009.
[14] Kistamah N, Carr CM and Rosunee S. Surface chemical analysis of tencel and
cotton treated with a monochlorotriazinyl (MCT) β-cyclodextrin derivative. Journal of
Materials Science. 2006;41(8):2195-200.
[15] Rosunee S, Carr CM, Hibbert S and Jones C. Surface chemical analysis of Tencel
treated with a cationic fixing agent. Journal of Materials Science. 2003;38(10):2179-85.
[16] Riviere JC and Myhra S. Handbook of surface and interface analysis: methods for
problem - solving. 2 ed: CRC Press, 2009.
Conclusions and recommendations for future work
285
10. Conclusions and recommendations for future work
10.1. Conclusions
In this study, a one bath-two stage aftertreatments process was developed to improve the
resistance of the sulphur dyed cotton fabric against the oxidative bleaching action of
modern detergent formulations based washing treatment ISO 1O5 CO9. The process
offers potential commercial utility, due to the reduction of the percentage colour loss of
the dyed and aftertreated fabric to half as compared to the untreated cotton fabric.
The results indicated that the developed process is most suitable for sulphur black dyed
with two reducing systems that are the conventional reducing agent (sodium sulphide)
and biodegradable reducing agent (Diresul reducing agent D). The resultant fabrics
possess good colourfastness to laundering and have no deleterious effects on crocking,
light fastness and tensile strength.
The studies aimed at modifying the surface of sulphur dyed cotton with a view to
improving fastness, in particular improving the wash fastness, involved four different
approaches based on application of Bayprotect Cl on its own (Chapter 4), two stage
application of Bayprotect Cl, Fixapret CP and choline chloride (chapter 5), two stage
application of different cationic fixatives (Tinofix ECO, Solfix E and Indosol E-50) and
Bayprotect Cl (Chapter 6), optimisation of the process parameters for the one-bath two-
stage application of Tinofix ECO and Bayprotect Cl (Chapter 7).
Aftertreating the sulphur dyed cotton fabric individually with the tannin based product
(Bayprotect Cl) improved the wash fastness performance for ISO 1O5 CO6 system,
however only a small improvement was observed for ISO 1O5 CO9 laundering. In
addition, the light fastness of the samples was significantly enhanced while slight
improvements were noticed for wet crocking. However, dry rub fastness was not
significantly enhanced. The level of improvement in fading for the treated fabric could
not be distinguished visually to any great extent; therefore, the application of Bayprotect
Cl with the crease resistant finish (Fixapret CP) and cationic reactant (choline chloride)
were investigated to develop visual enhancements.
Conclusions and recommendations for future work
286
The crosslinking treatments of Fixapret CP enhanced the colour fastness performance
due to the improvement of the bonding between the dye and fabric. The reduced colour
fading after washing could visually be observed for samples treated with Bayprotect Cl
and Fixapret CP, particularly for ISO 1O5 CO9 system. However, the crosslinking post-
treatment on its own offers better performance for ISO 1O5 CO6 system than the
sequential application with Bayprotect Cl as it tends to deteriorate the shade and the
chroma.
The addition of choline chloride to the Fixapret CP bath did not produce significant
impact on overall fastness properties. On the other hand, the sequential application of
Bayprotect Cl and choline chloride appeared to produce some improvements in both
washing systems; however, the impact was not great. Since choline chloride is a cationic
monomeric reagent, and the use of cationic polymers for improving the wash fastness of
sulphur dyes have been previously explored by a number of researchers [1-5], hence the
sequential application of the latter and Bayprotect Cl were examined.
The effects of three different cationic polymers (Solfix E, Tinofix ECO and Indosol E-
50) were studied. Tinofix ECO was found to be the most effective in terms of improving
the wash fastness of the dye against the aggressive action of ISO 1O5 CO9 system and
contributing less influence on the L*a*b* values (colour change). The cationisation is
most likely changing the surface interface chemistry and improving adhesion and
covalent bonding to the fibre surface. Hence, the sequential application of Tinofix ECO
and Bayprotect Cl was explored which turned out to be the best option and was selected
to be optimised in terms of the process application parameters (concentrations, time and
temperature) on two reducing systems (sodium sulphide and Diresul RAD). The fabrics
aftertreated with optimised parameters were evaluated for surface morphology and
characterisation of functional groups produced as a result of aftertreatments.
SEM analyses of the untreated and aftertreated dyed fabrics was carried out and did not
indicate the existence of any coating or depositions that could affect the overall fabric
appearance.
The surface characterisation of the untreated and treated fabrics has been achieved with
surface sensitive XPS and FTIR spectroscopic techniques. Low resolution spectra of
XPS were taken to estimate the percentage elemental compositions of the samples.
FTIR and high resolution spectra of XPS were examined to explore the existence of
Conclusions and recommendations for future work
287
possible functional groups produced on the fabric surface as a result of the
aftertreatments. The XPS data supports the improved results achieved through
colorimetric data obtained for aftertreated samples and demonstrates the beneficial
effects of the aftertreatments in reducing sulphur dye loss and oxidation from the
surface.
Besides having improved dye fixation in the one-step finishing process on sulphur dyed
cotton, a key factor of the devised method is the use of eco-friendly cationic fixative and
the tannin, which is an exciting outcome from an environmental viewpoint.
Furthermore, the study also gives a comparative analysis on the use of the two different
kinds of reducing systems and the impact of aftertreatments on the same.
10.2. Recommendations for future work
The initial investigations involved the sequential applications of Bayprotect Cl and
Fixapret CP. The combinations seem to provide significant improvements in terms
of the increased wash fastness durability of CI Leuco Sulphur Black 1 dyed cotton
fabric against ISO 1O5 CO9 washing. A more thorough investigation for the use of
crease resistant finish and tannin could be undertaken. For this to occur, various
types of the environment friendly durable press finishes could be sequentially
applied after Bayprotect Cl to see the relative impact on the fastness properties.
The main aim of the project was achieved by developing a process involving the
fabric treatment with tannin (Bayprotect Cl) and cationic fixative (Tinofix ECO).
The possible suggested reason for the improved wash fastness could be the
formation of complexes between the two finishing agents. According to the previous
studies, nylon and silk fabric tend to have improved wash fastness for direct and
acid dyes by commercial syntan/cation system [6-10]. The improved results
obtained with Bayprotect Cl (tannin) suggest that sequential application of syntans
together with cationic fixatives can also to be explored to improve the resistance of
the dyes against oxidative action of bleaches. Since syntans are synthetic tanning
agents and their chemistry is similar to tannins so their application for sulphur dyes
might yield further productive results.
Conclusions and recommendations for future work
288
The use of tannin/syntans on their own and in combinations with cationic fixatives
has been explored several times [6-14]. Aftertreatment of sulphur dyed fabric with
lanthanides has already been explored to achieve the improved wash fastness [15].
However, the application of these metal ions along with tannin/syntan, for
improving the wash fastness of the dyes could be considered.
In order to achieve sulphur dyeings with good rubbing fastness, the dyed fabric is
thoroughly rinsed before oxidation stage to remove unfixed dye on the fabric
surface. However, before the oxidation stage the dyes are in water soluble or leuco
form and the pre-oxidation rinse might remove a significant amount of dye resulting
in reduced colour strength of the dyed fabric. If a mild oxidation treatment is given
before the rinse, the unfixed dye can be partially fixed and result in a dyed fabric
with a better colour yield and improved rubbing fastness. This mild oxidation can be
carried out either with air or lower concentrations of perborate/alkali liquor.
10.3. References
[1] Burkinshaw SM, Chaccour FE and Gotsopoulos A. The aftertreatment of sulphur
dyes on cotton. Dyes and Pigments. 1997;34(3):227-41.
[2] Burkinshaw SM and Collins GW. Aftertreatments to improve the wash fastness of
sulphur dyeings on cotton. Dyes and Pigments. 1995;29(4):323-44.
[3] Burkinshaw SM and Collins GW. Pad-dry and pad-flash cure aftertreatments to
improve the wash fastness of sulphur dyeings on cotton. Dyes and Pigments.
1997;33(1):1-9.
[4] Burkinshaw SM and Collins GW. Aftertreatment to reduce the washdown of leuco
sulphur dyes on cotton during repeated washing. Journal of the Society of Dyers and
Colourists. 1998;114(5-6):165-8.
[5] Burkinshaw SM and Collins GW. Continuous dyeing with sulphur dyes: After
treatments to improve the wash fastness. Book of Papers: 1996 International Conference
& Exhibition - American Association of Textile Chemists and Colorists. 1996:296-303.
Conclusions and recommendations for future work
289
[6] Blackburn R and Burkinshaw S. Aftertreatment of acid dyes on conventional nylon
6,6 with a commercial syntan/cation system. Part 3: Improvements to the Fixogene AC
system. Coloration Technology. 2000;116(1):3-9.
[7] Blackburn R and Burkinshaw S. Aftertreatment of 1: 2 metal complex acid dyes on
conventional and microtibre nylon 6. 6 with a commercial syntan/cation system. Journal
of the Society of Dyers and Colourists. 1998;114(3):96-100.
[8] Blackburn R and Burkinshaw S. Aftertreatment of 1: 2 metal‐complex acid dyes on
conventional and microfibre nylon 6.6 with a commercial syntan/cation system. Part 2:
Repeated washing. Coloration Technology. 1999;115(3):102-5.
[9] Feiz M and Radfar Z. Improvement of wash fastness of direct and acid dyes applied
to silk by aftertreatment with syntan, syntan/cation, and full backtan processes. Iranian
Polymer Journal. 2006;15(4):299.
[10] Feiz M and Salimpour S. Improvement in wash fastness of dyed silk by
aftertreatment with commercial syntan/metal salts. Progress in Color, Colorants and
Coatings. 2008;1(1):27-36.
[11] Burkinshaw S and Paraskevas M. The dyeing of silk part 2: Aftertreatment with
natural and synthetic tanning agents. Dyes and Pigments. 2011;88(2):156-65.
[12] Burkinshaw S and Kumar N. A tannic acid/ferrous sulfate aftertreatment for dyed
nylon 6,6. Dyes and Pigments. 2008;79(1):48-53.
[13] Burkinshaw S and Son YA. The aftertreatment of acid dyes on nylon 6, 6 fibres
Part 1. 1: 2 Pre-metallised acid dyes. Dyes and Pigments. 2001;48(1):57-69.
[14] Burkinshaw S and Maseka K. Improvement of the wash fastness of non-metallised
acid dyes on conventional and microfibre nylon 6,6. Dyes and Pigments. 1996;30(1):21-
42.
[15] Zhou W and Yang Y. Improving the resistance of sulfur dyes to
oxidation Industrial and Engineering Chemistry Research. 2010;49(10):4720-5.





























