Embed Size (px)
Citation preview

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1665
Elevated-Temperature Oxidation Behavior of Titanium Silicideand Titanium Silicide–Based Alloy and Composite
R. MITRA and V.V. RAMA RAO
The oxidation behavior of Ti5Si3 has been studied in air in the temperature range of 1200 7C to 14007C. The oxidation kinetics is slower than that predicted by the parabolic-rate law equation at 12007C, but is sharply enhanced beyond a temperature of 1300 7C. The oxidation kinetics of a Ti5Si3-8wt pct Al alloy and a Ti5Si3-20 vol pct TiC composite at 1200 7C has also been investigated andcompared to that of Ti5Si3. Alloying with Al does not alter the oxidation resistance much, but thepresence of TiC reinforcements enhances the rate of oxidation significantly. The oxidation productshave been identified and the mechanism of oxidation has been analyzed using thermodynamic andkinetic considerations.
I. INTRODUCTION
In recent years, there has been a drive to develop orderedintermetallic compounds for high-temperature applications.Titanium silicide (Ti5Si3) is a candidate material for high-temperature applications because of its high melting point(2130 7C), lower density, and capacity to retain high strengthup to and beyond 1200 7C.[1] Coarse-grained Ti5Si3 has beenreported to have a very low room-temperature fracturetoughness value of 2.1 MPa .[2,3] This can be improved to=msome extent by reducing the grain size[3,4,5] and by introduc-ing a second phase in the microstructure by alloying or byreinforcement with ceramic particles.[5] Alloying with Al andreinforcing with TiC phase helps improve the room-temper-ature fracture toughness and might also help reduce the duc-tile-to-brittle transition temperature.[6,7] TiC is reported tohave chemical compatability with Ti5Si3.[1]
For high-temperature applications, it is essential to havea thorough understanding of the oxidation behavior of thematerial. Outstanding oxidation resistance can also lead toapplications as high-temperature coatings. It is a well-known fact that molybdenum disilicide (MoSi2), also pos-sessing a high melting point and mechanical properties sim-ilar to that of Ti5Si3, has an outstanding oxidationresistance. Ti5Si3 has an advantage over MoSi2 in that it hasa lower density. Boron- and germanium-doped titanium sil-icide coatings grown on some of the titanium alloys haveprovided excellent oxidation resistance at 1000 7C.[8]
Most metallic alloys are protected from oxidation at el-evated temperatures by the formation of a dense, continu-ous, and adherent film of Al2O3 or SiO2, which are verystable alloys. The oxidation resistance of silicides arisesfrom the formation of an impervious and adherent SiO2
layer on the surface, which protects the interior from furtheroxidation. This mechanism is very effective in the case ofMoSi2.[9] Formation of a continuous layer of SiO2, however,requires that SiO2 be the most stable oxide at the temperatureof oxidation, as compared to other possible oxides in theM-Si-O system. Al alloying is reported to improve the high-
R. MITRA, Scientist ‘‘D,’’ and V.V. RAMA RAO, Scientist ‘‘C,’’ arewith the Composites Group, Defence Metallurgical Research Laboratory,Kanchanbagh, Hyderabad 500 058, India.
Manuscript submitted December 12, 1997.
temperature oxidation resistance of MoSi2 further, due to anincrease in the spallation resistance on mullite formation.[10]
Not much work is reported in the literature on the oxi-dation of titanium silicides. The oxidation behavior of ti-tanium silicide has been studied by Thom et al.[11] andFrommeyer and Rosenkranz.[12] Thom et al.[11] have exam-ined the effect of processing and grain size on the oxidationof Ti5Si3 between 700 7C and 1000 7C, and have concludedthat Ti5Si3 with a finer grain size has a greater tendency tooxidize than that of the coarser grain size. Frommeyer andRosenkranz[12] have studied the oxidation behavior of Ti5Si3
between 900 7C and 1300 7C, but have discussed the resultsvery briefly. The information reported by Frommeyer andRosenkranz on oxidation of Ti5Si3 includes only the para-bolic-rate constant at 1000 7C and the composition of oxi-dation products. Ti5Si3 has a ductile-to-brittle transitiontemperature around 1200 7C and its fracture toughness im-proves significantly around 1000 7C. This implies that theappropriate temperature for structural applications of Ti5Si3
would be above 1000 7C. Hence, there is a need to inves-tigate the oxidation kinetics further at critical temperaturesof 1200 7C and above.
In this investigation, a detailed study of the oxidationbehavior of Ti5Si3 has been performed in order to acquirea basic understanding of (a) the oxidation kinetics at ele-vated temperatures of 1200 7C and above, (b) the oxidationproducts formed on the oxidized surfaces, (c) the mor-phology of the oxide surface and thickness of the scale, and(d) the upper limit of temperature for use of this material.A similar study has been conducted on the Ti5Si3-8 wt pctAl alloy and the Ti5Si3-20 vol pct TiC composite to observethe effect of Al alloying and TiC reinforcements on oxi-dation kinetics and mechanisms. This article presents theresults of a comparative study of the oxidation behavior ofTi5Si3, a Ti5Si3-8 wt pct Al alloy, and a Ti5Si3-20 vol pctTiC composite, with a discussion of the thermodynamic andkinetic factors influencing the process of oxidation. A re-port on the preliminary studies of this investigation waspublished earlier in Reference 13.
II. EXPERIMENTAL
For processing Ti5Si3, an intimate mixture of TiH2/Si(stoichiometric ratio) powders is prepared by wet and dry

1666—VOLUME 29A, JUNE 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
mixing inside an agate pot and is vacuum degassed at 8007C for 4 hours. This is followed by hot pressing at 1500 7Cfor 1 hour in vacuum. The reaction forming Ti5Si3 proceedsby decomposition of TiH2 at 800 7C followed by chemicalreaction with Si in the liquid phase. TiH2 particles takenfor hot pressing were less than 45.0 mm in size and wereground further during mixing. In the case of the Ti5Si3-8wt pct Al alloy and the Ti5Si3-20 vol pct TiC composite,mixtures of TiH2/Si/Al and TiH2/Si/TiC powders were pre-pared in stoichiometric ratio. Further processing was similarto that of Ti5Si3. Detailed information about the source andchemical composition of the powders and the thermody-namics and kinetics of the process is available in Reference5. The hot-pressed compact possessed around 98 pct of thetheoretical density. Microstructure of the samples was char-acterized in detail using scanning electron microscopy(SEM), electron-probe microanalysis (EPMA), and X-raydiffraction (XRD). The XRD was carried out using Cu Ka
or Mo Ka radiation.Oxidation experiments were carried out on Ti5Si3 in air
1200 7C, 1300 7C, and 1400 7C, up to a period of 100 hours,using specimens measuring 5 3 5 3 5 mm. Samples werecut using electrodischarge machining and polished using600-grit SiC paper on all sides. The weight gain in eachsample was measured at the interval of 10 or 15 hours.Oxidation experiments were also conducted on theTi5Si3/20 vol pct TiC composite and the Ti5Si3-8 wt pct Alalloy. The data of variation of weight gain per unit area ofthe sample due to oxidation (W) with time (t) have beenfurther analyzed to determine the kinetic parameters,namely, the general rate constant (k), oxidation exponent(n), and the parabolic rate constant (kp). The relation be-tween W, n; and k is expressed as
n(W ) 5 kt [1]
It is obvious that n and k can be determined from the slopeof the plot showing the variation of the logarithm of Wwith the logarithm of t (Eq. [1]).
Differentiating Eq. [1] gives
n21(nW ) dW/dt 5 k [2]
Substituting k 5 (W)n/t from Eq. [1] into Eq. [2], one obtains
dW/dt 5 W/nt [3]
Again, the parabolic rate constant is related to W by therelation
2(W ) 5 k z t 1 C [4]p
The value of kp can be obtained graphically from the slopeof the plot of variation of W2 with t (Eq. [4]).
The oxidized surfaces were examined using XRD, SEM,and EPMA. The oxidized surfaces were sectioned, mountedusing bakellite, and polished metallographically. The oxidescale was observed using EPMA to determine the compo-sition and thickness.
III. RESULTS
A. Initial Microstructure
The microstructures of Ti5Si3, the Ti5Si3-20 vol pct TiCcomposite, and the Ti5Si3-8 wt pct Al alloy are shown inFigures 1(a) through (c). The XRD patterns of Ti5Si3, the
Ti5Si3-20 vol pct TiC composite, and the Ti5Si3-8 wt pct Alalloy are shown in Figures 2(a) through (c). The XRD pat-tern of the Ti5Si3-20 vol pct TiC composite shows TiCpeaks besides Ti5Si3, and the pattern of the Ti5Si3-8 wt pctAl alloy shows Al3Ti and a-Al2O3 peaks along with thoseof Ti5Si3. A detailed report on the microstructural charac-terization of Ti5Si3 has been published in Reference 5. TheTi5Si3 contained around 3 to 5 vol pct of TiSi phase. Thechemical composition of Ti5Si3 showed major impurities asFe ('1.3 wt pct), O ('2.3 wt pct), and N ('1.2 wt pct).All three Ti5Si3-based materials had a grain size of 5 to 6mm, with a few grains as coarse as 10 mm. The microstruc-ture of the Ti5Si3-8 wt pct Al alloy showed a dispersion ofAl0.67Si0.08Ti and Al2O3 phases (Figure 1(c)). The volumefraction of second phase dispersed in the microstructure ofTi5Si3-8 wt pct Al was found to be 15 pct. The EPMAanalysis confirmed that the fraction of Al in solid solutionin the Ti5Si3 was 1.5 to 1.8 at pct. It is believed that Alatoms occupy Si sites in the Ti5Si3 lattice, forming a sub-stitutional solid solution. This leads to the fact that excessSi would be available, which may form silicides with ahigher Si content. The EPMA analysis could detect for-mation of grains of Ti5Si4 at a few locations in the micro-structure. Further analysis indicated that the Ti5Si4 phase, aline compound like TiSi, contains only 0.2 to 0.4 at pct Alin solid solution.
B. Oxidation Kinetics
Figure 3 shows the variation of weight gain in Ti5Si3 withtime at temperatures between 1200 7C and 1400 7C. Theoxidation rate decreased with an increase in the time ofexposure at 1200 7C, whereas it continuously increased attemperatures- of 1300 7C and 1400 7C, the rates beinghigher with increasing temperatures.
The weight-gain characteristics during the oxidation ofTi5Si3, the Ti5Si3-8 wt pct Al alloy, and the Ti5Si3-20 volpct TiC composite at 1200 7C are illustrated in Figure 4,showing the variation of weight gain with time of oxidationin air. It is obvious that the Ti5Si3-8 wt pct Al alloy hadalmost similar oxidation kinetics to Ti5Si3 at 1200 7C. How-ever, the presence of 20 vol pct TiC was very detrimentalto the oxidation resistance of Ti5Si3.
C. Characterization of Oxidized Surfaces
1. Ti5Si3
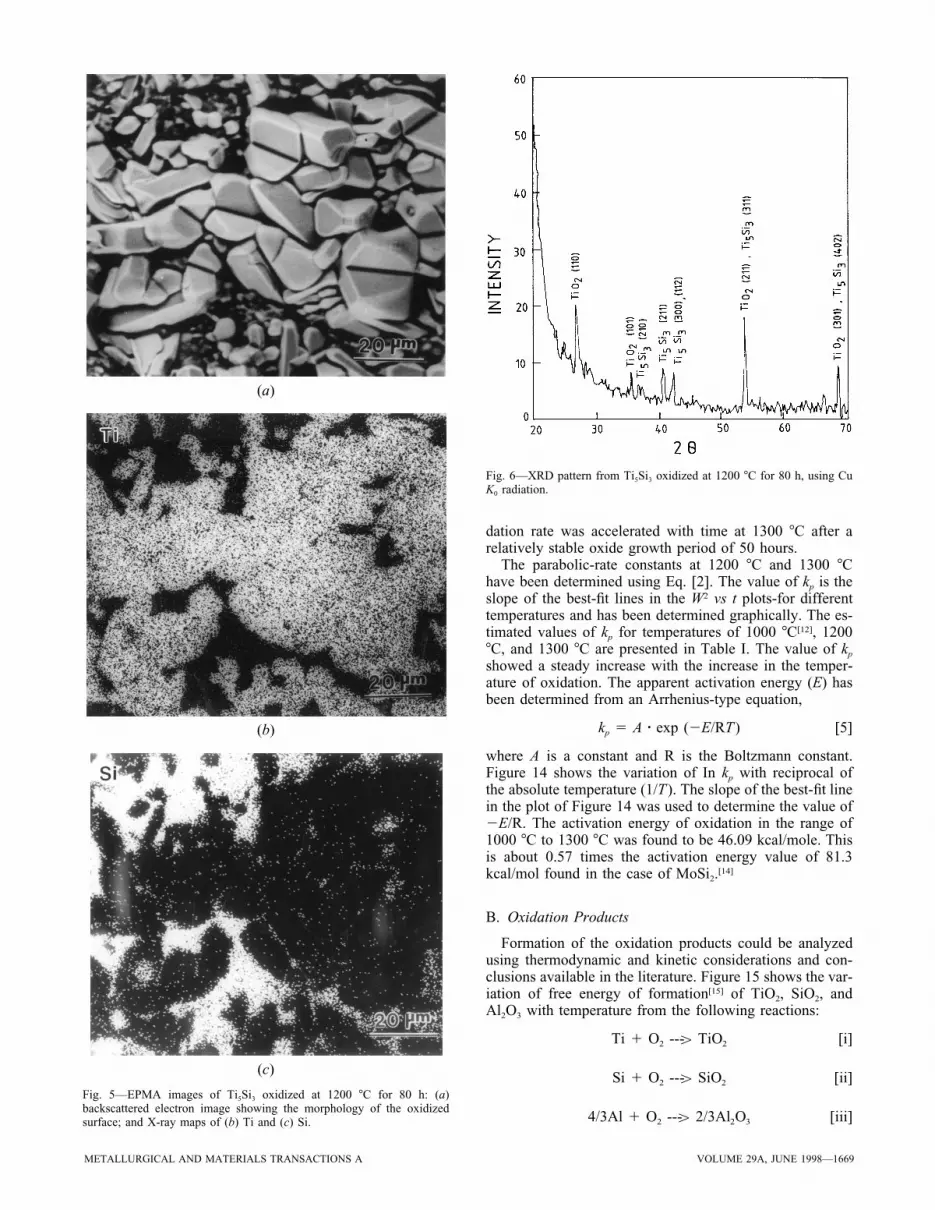
The oxidized surface of Ti5Si3 exposed to 1200 7C in airfor 80 hours was thoroughly studied using SEM, EPMA,and XRD analyses. Figure 5(a) is the EPMA backscatteredelectron image showing the oxidized surface morphologyof Ti5Si3. The oxidized surface was comprised mainly ofTiO2 crystals with islands of SiO2. This is obvious from theEPMA X-ray images of Ti and Si in Figures 5(b) and (c),respectively. The XRD pattern from the oxidized surfaceshown in Figure 6 reveals Ti5Si3 and tetragonal TiO2 (rutile)peaks. The difference can be appreciated upon comparingthis with Figure 2(a). Figure 7(a) shows a backscatteredelectron image of an oxide scale on Ti5Si3, which varies inthickness between 20 and 30 mm. Figures 7(b) through (d)are EPMA X-ray maps showing distribution of the elementsO, Ti, and Si, respectively. It is obvious that TiO2 formedthe outer layer, followed by a layer of SiO2 during oxida-

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1667
(a) (b)
(c)
Fig. 1—SEM microstructures: (a) Ti5Si3, (b) Ti5Si3-20 vol pct TiCcomposite, and (c) Ti5Si3-8 wt pct Al alloy.
tion. Analysis of regions in the microstructure close to theoxide layer confirmed depletion of both Ti and Si and en-richment in O to the extent of 4 to 6 wt pct (11 to 14 at.pct), indicating that oxygen possesses high diffusivitythrough the oxide scale.
2. Ti5Si3-20 vol pct TiC compositeThe surface of the Ti5Si3-20 vol pct TiC composite oxi-
dized at 1200 7C for 80 hours was examined using EPMAand XRD analyses. The oxidized surface possessed mainlyTiO2 on its surface after oxidation at 1200 7C for 80 hours,as is clear from the EPMA X-ray images shown in Figures8(a) and (b). The Si-rich area was not visible. An XRDanalysis of the oxidized surface, as shown in Figure 9, con-firms the presence of tetragonal TiO2 (rutile). TiC peaks arenot visible at all in the XRD pattern, whereas these aredistinct in Figure 2(b). This suggests that TiC particles onthe surface oxidized completely.
3. Ti5Si3-8 wt pct Al alloyA detailed study of the oxidized surface of the Ti5Si3-8
wt pct Al alloy, exposed to 1200 7C in air for 80 hours,
was conducted using EPMA and XRD analyses. The XRDpattern shown in Figure 10 shows peaks from a-Al2O3,TiSi, and monoclinic TiO2 phases. The presence of mono-clinic TiO2 phase, in contrast to that of tetragonal TiO2
phase on the oxidized surfaces of Ti5Si3 and the Ti5Si3-20vol pct TiC composite, could be due to the ease of nucle-ation of the former in presence of trigonal-structured a-Al2O3. The origin of the TiSi peaks is possibly due to se-lective oxidation of Ti in Ti5Si3. Figure 11(a) is a back-scattered electron image of the oxide scale on the Ti5Si3-8wt pct Al alloy, which is about 30-mm thick. An X-rayelemental mapping confirmed that it was made of two lay-ers: an outer overlapping layer of Al2O3 and TiO2 and aninner layer of Al2O3, as shown in the X-ray elemental mapsof O, Ti, Al, and Si (Figures 11(b) through (e)). The Siwas not present in the oxide layer, as is obvious from Fig-ure 11(e). It was also evident from the study and compo-sitional analysis of regions in the microstructure close tothe oxide scale that there was hardly any depletion in theconcentration of Al in the matrix (Ti5Si3-Al alloy). How-

1668—VOLUME 29A, JUNE 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a)
(b)
(c)
Fig. 2—X-ray diffraction patterns: (a) Ti5Si3 using Cu Ka radiation, (b)Ti5Si3-20 vol pct TiC composite using Cu Ka radiation, and (c) Ti5Si3-8wt pct Al alloy using Mo Ka radiation.
Fig. 3—Variation of weight gain, W, with time, t, in Ti5Si3 due tooxidation in the temperature range of 1200 7C to 1400 7C.
Fig. 4—Variation of weight gain with time for Ti5Si3, Ti5Si3-8 wt pct Alalloy, and Ti5Si3-20 vol pct TiC composite due to oxidation at 1200 7C.
ever, there was a depletion in the volume fraction of theAl0.67Si0.08Ti0.25 phase, with-an increase in the volume frac-tion of Al2O3. Some SiO2 particles could also be seen.There was also an enrichment of elemental O in the solidsolution close to the alloy-oxide interface, to the extent of3 to 4 wt pct (10 to 11 at. pct). This leads to the inferencethat the Al0.67Si 0.08Ti0.25 phase oxidized preferentially, com-pared to the Ti5Si3 phase, and there was some degree ofinternal oxidation.
IV. DISCUSSION
A. Oxidation Kinetics
The kinetics of oxidation has been analyzed using thedata on variation of weight gain with time and fitting the
same into Eqs. [1],[3], and [4]. Figure 12 shows the loga-rithmic plots of variation of weight gain due to oxidationof Ti5Si3 with time. Using Eq. [1], the the oxidation ex-ponent and general rate constant have been determinedfrom the slopes and intercepts, respectively, of the best-fitlines in Figure 12 and are reported in Table I. A value ofn 5 1 or 2 indicates a linear or parabolic nature, respec-tively. Values of n 5 3.819 at 1200 7C and n 5 0.732 at1300 7C obtained in the present study indicate that the ox-idation kinetics was slower than that predicted by the par-abolic-rate law at 1200 7C, but faster than that due to alinear relationship at 1300 7C. This trend is more obviousfrom the plots of variation of dW/dt with time for oxidationof Ti5Si3 at 1200 7C and 1300 7C, as shown in Figures 13(a)and (b), respectively. The rate of oxidation decreased stead-ily with the increase in time of exposure at 1200 7C, as theoxide scale acted as a diffusion barrier. However, the oxi-
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1669
(a)
(b)
(c)
Fig. 5—EPMA images of Ti5Si3 oxidized at 1200 7C for 80 h: (a)backscattered electron image showing the morphology of the oxidizedsurface; and X-ray maps of (b) Ti and (c) Si.
Fig. 6—XRD pattern from Ti5Si3 oxidized at 1200 7C for 80 h, using CuK0 radiation.
dation rate was accelerated with time at 1300 7C after arelatively stable oxide growth period of 50 hours.
The parabolic-rate constants at 1200 7C and 1300 7Chave been determined using Eq. [2]. The value of kp is theslope of the best-fit lines in the W2 vs t plots-for differenttemperatures and has been determined graphically. The es-timated values of kp for temperatures of 1000 7C[12], 12007C, and 1300 7C are presented in Table I. The value of kp
showed a steady increase with the increase in the temper-ature of oxidation. The apparent activation energy (E) hasbeen determined from an Arrhenius-type equation,
k 5 A z exp (2E/RT) [5]p
where A is a constant and R is the Boltzmann constant.Figure 14 shows the variation of In kp with reciprocal ofthe absolute temperature (1/T). The slope of the best-fit linein the plot of Figure 14 was used to determine the value of2E/R. The activation energy of oxidation in the range of1000 7C to 1300 7C was found to be 46.09 kcal/mole. Thisis about 0.57 times the activation energy value of 81.3kcal/mol found in the case of MoSi2.[14]
B. Oxidation Products
Formation of the oxidation products could be analyzedusing thermodynamic and kinetic considerations and con-clusions available in the literature. Figure 15 shows the var-iation of free energy of formation[15] of TiO2, SiO2, andAl2O3 with temperature from the following reactions:
Ti 1 O --- TiO [i].2 2
Si 1 O --- SiO [ii].2 2
4/3Al 1 O --- 2/3Al O [iii].2 2 3

1670—VOLUME 29A, JUNE 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a) (b)
(c) (d)
Fig. 7—EPMA image of oxide scale of Ti5Si3: (a) backscattered electron image (oxide scale within arrows); and X-ray maps of (b) O, (c) Ti, and (d ) Si.
From Figure 15, it is evident that Al2O3 possesses the low-est free energy of formation as compared to TiO2 and SiO2
and, hence, is the most stable. As the free energy of for-mation of Al2O3 is lower than that of TiO2 at all tempera-tures, this would mean that TiO2 would be reduced to loweroxides of Ti by Al. However, this does not happen. Thiscan be explained by examining the effects of the activitiesof Ti and Al and the partial pressures of oxygen. The ox-ygen partial pressure of a pure metal/oxide system can becalculated from the free energy of formation of oxidationreactions.
The equilibrium rate constant of Eq. [i] is expressed interms of activities (a) as
K 5 a /(a z P ) [6]1 TiO Ti O2 2
The free energy change
DG 5 2RT ln K [7]1 1
As the activities of pure metal and oxide are equal tounity, aTi 5 aTiO2 5 1. This implies that
ln P (Ti/TiO ) 5 DG /RT [8]O 2 12
In a similar fashion,
ln P (Si/SiO ) 5 DG /RT [9]O 2 22
To determine (Al/Al2O3), Eq. [iii] is rewritten asPO2
2Al 1 3/2O --- Al O [iiia].2 2 3
Thus, the equilibrium constant
2 3/2K 5 a /(a z P ) [10]3 Al O Al O2 3 2
This implies that
ln P (Al/Al O ) 5 2DG /3RT [11]O 2 3 12
For the oxide of a particular element to form, besidesrequiring the availability of the element at the alloy-gas oroxide-alloy interface, it is also required that the partial pres-sure of oxygen in contact with the alloy exceeds the equi-librium pressure for the oxidizing reaction at that value ofactivity of the element. The Ti/TiO and Al/Al2O3 equilibria

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1671
(a)
(b)
Fig. 8—EPMA image of surface of Ti5Si3-20 vol pct TiC compositeoxidized at 1200 7C for 80 h: (a) backscattered electron image and (b) X-ray map of Ti.
Fig. 9—XRD pattern, using Cu Ka radiation, from the surface of Ti5Si3-20 vol pct TiC composite oxidized at 1200 7C for 80 h.
Fig. 10—XRD pattern, using Cu Ka radiation, from the surface of Ti5Si3-8 wt pct Al alloy oxidized at 1200 7C for 80 h.
exhibit similar oxygen partial pressure dependence,[16,17] andthis explains why Al does not reduce TiO2. The Si/SiO2
equilibrium pressure is several orders of magnitude higherthan that of Ti/TiO2 and Al/Al2O3.[16] It should also be notedthat slight changes in the activities of constituent elementsof the alloy can alter the composition of the oxidation prod-ucts very radically.
1. Ti5Si3
The oxides observed on the surface of Ti5Si3 on oxidationat 1200 7C in air are TiO2 and SiO2, and this is similar tothe observation of Frommeyer and Rosenkranz.[12] Figure15 shows that there is not much difference in the free en-ergies of formation of TiO2 and SiO2. Rahmel and Spen-cer[16] have concluded that a transition takes place in theoxide stability from Ti oxide to SiO2 within the composi-tion range of Ti5Si3. Luthra[18] has shown that greater than40 at. pct Si is required in a Ti-Si alloy to have a stable,continuous, and protective SiO2 film. The ternary isother-mal phase diagram[16] drawn for 800 7C shows Ti5Si3 con-nected to Ti2O3 by a tie-line. On the other hand, only adotted tie-line connects Ti5Si3 and SiO2, implying uncer-tainty. The thermodynamic parameters might be different
at 1200 7C, where a SiO2 film formed on Ti5Si3, as illus-trated in Figures 7(a) through (d), and TiO2 was seen toform instead of Ti2O3. It is possible that the transient oxideslike Ti2O3, TiO, and Ti3O5 form initially and become oxi-dized in contact with air to form TiO2.
As has been mentioned by Rahmel and Spencer[16] forTiSi2 on oxidation at temperatures greater than 1200 7C,Ti5Si3 also exhibits an oxide of Ti above the SiO2 layer inthe oxide scale. It is possible that Ti oxidation precedes thatof SiO2, as the oxygen partial pressure of the Si/SiO2 sys-

1672—VOLUME 29A, JUNE 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
(a) (b)
(c) (d)
(e)
Fig. 11—EPMA images of oxide scale in the Ti5Si3-8 wt pct Al alloy: (a)backscattered electron image (oxide scale arrowed); and X-ray maps of(b) O, (c) Ti, (d ) Al, and (e) Si.
tem is greater than that of the Ti/TiO2 system. Once Ti fromthe Ti5Si3 surface layers oxidizes, it leaves a Si-rich layerbeneath with a higher activity of Si. This reduces the equi-librium partial pressure of oxygen required for Si oxidation
at the gas-alloy interface and initiates SiO2 formation. SiO2
has a much slower growth rate than TiO2. This allows theTi4+ ions at oxide-metal interface to diffuse through theSiO2 layer and oxidize in contact with air, adding to the

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1673
Fig. 12—Logarithmic plots of weight gain, W, vs time, t, for Ti5Si3
oxidized at 1200 7C and 1300 7C. The exponent, n, is obtained from theslope.
Table I. Oxidation Parameters of Ti5Si3 between 1000 7Cand 1300 7C
Temperature (7C)
Parabolic RateConstant, Kp
(g2 cm24 s21)
General RateConstant, k
(g n cm22 n s21)Oxidation
Exponent, n
1000 0.2 3 10210 — —1200 1.454 3 10210 2.569 3 1024 3.8191300 7.594 3 10210 0.8123 3 1024 0.732
(a)
(b)
Fig. 13—Variation of rate of change of weight gain with time (dW)/dt) atthe temperatures (a) 1200 7C and (b) 1300 7C.
TiO2 scale. Once the TiO2 and SiO2 layers grow to a certainthickness during oxidation of Ti5Si3 at 1200 7C, it is intu-itive to believe that the rate of oxidation is retarded, asillustrated in Figure 13(a). However, oxygen ions diffusethrough the oxide layer and result in an enrichment of theoxygen level close to the alloy-oxide interface in Ti5Si3.
2. Ti5Si3-20 vol pct TiC compositeThe oxidized surface of the Ti5Si3-20 vol pct TiC com-
posite has shown only tetragonal TiO2 (rutile) on oxidationat 1200 7C in air for 80 hours. No evidence of SiO2 wasvisible during EPMA examination. Considering the discus-sion on thermodynamics presented previously and the factthat the activity of Ti is very high due to the presence ofTiC, it is reasonable to suggest that formation of TiO2 ispreferred to that of SiO2. TiO2 forms from the oxidation ofTi5Si3 as well as TiC. No TiC peak could be seen in theXRD pattern of the Ti5Si3-20 vol pct TiC composite afteroxidation at 1200 7C in air for 80 hours. It is, thus, possiblethat the TiC particles, due to poor oxidation resistance, be-came oxidized preferentially, leading to the formation ofTiO2 and CO2 or CO. Escape of CO2 or CO led to theformation of porosities in the oxide layer and, hence, short-circuit diffusion paths for oxygen to penetrate and enhancethe oxidation rate. However, there may be a SiO2 layerbelow at the junction of a thick TiO2 layer and the com-posite, but this could not be detected by scanning the sur-face.
3. Ti5Si3-8 wt pct Al alloyThe oxide scale in the Ti5Si3-8 wt pct Al alloy oxidized
at 1200 7C for 80 hours contains Al2O3 throughout, with anouter overlapping layer of TiO2. A similar morphology isnoticed on oxidation of TiAl alloys, where TiO2 forms theouter layer, followed by that of Al2O3. The mechanism hasbeen discussed schematically by Taniguchi et al.[19] andKekare et al.[17] In TiAl alloys, the kinetics of Ti oxidationwas found to be faster than than that of Al2 O3 formation.It was suggested that Ti oxidized first, covering the surface,while all the transient oxides of TiO, Ti2O3, and Ti3O5 be-came converted to TiO2 in contact with air. The activity ofAl increased with the depletion of Ti, leading to the for-mation and growth of Al2O3.
In the present situation, the activity of Al in Ti5Si3 wasvery low. As the formation and growth of TiO2 is fasterthan that of Al2O3,[17] oxidation of Ti would take place firstin the case of the Ti5Si3-Al alloy. However, the activity of

1674—VOLUME 29A, JUNE 1998 METALLURGICAL AND MATERIALS TRANSACTIONS A
Fig. 14—Variation of In kp with the reciprocal of absolute temperature(1/T ).
Fig. 15—Variation of free energy of formation of TiO2, SiO2, and Al2O3
with absolute temperature.
Al was high in the Al0.67Si0.08 Ti phase, which had a pooreroxidation resistance. The presence of Al2O3 throughout theoxide scale suggests preferential oxidation of the Al 0.67Si0.08
Ti phase. This also explains why there was no depletion inthe Al concentration of the Ti5Si3 matrix near the oxide-alloy interface. The Al2O3 and TiO2 layers formed an ob-stacle for diffusion of Ti, Si, and Al from Ti5Si3-Al to theoxide-air interface. An increase in the oxygen concentrationclose to the oxide-metal interface implies that oxygen pen-etrated through the oxide layer, as oxygen diffuses at afaster rate than Al and Si. This would cause internal oxi-dation of the Al0.67Si0.08Ti0.25 phase. Hence, a-Al2O3 andSiO2 could be seen in a high volume fraction near the alloy-oxide interface, and the concentration of Al0.67Si0.08Ti0.25
phase was depleted. However, TiO2 was not formed inter-nally, indicating that the diffusivity of Ti ions is higher.
SiO2 was not found in the oxide scale, as it was not stable
in the present system. This is possibly due to its higher freeenergy of formation, as compared to Al2O3 (Figure 15), anddue to the fact that the Si/SiO2 equilibrium pressure is sev-eral orders of magnitude higher than that of Ti/TiO2 andAl/Al2O3.
C. Impact of This Study
It is observed in the present investigation that neitherSiO2 (in case of Ti5Si3) nor Al2O3 (in case of the Ti5Si3-8wt pct Al alloy) provides an impervious protective coatingwhich can remain as a barrier to the diffusion of oxygeninward and that of Ti outward. This can possibly be ex-plained through the following explanation. A certain min-imum concentration of the solute atom forming the oxidelayer is required for two reasons:[18,20] one, to form a stableoxide at the alloy surface and, the other, to form and main-tain a continuous and adherent film at the gas-alloy inter-face. The latter implies the availability of a continuous fluxof solute atoms to the surface from the interior. Luthra[18]
has concluded from theoretical calculations that a Si levelof greater than 40 pct would be required in the titaniumsilicide to maintain a stable protective film of SiO2. Simi-larly, a concentration of Al higher than 8 wt pct is required,in the case of the Ti5Si3-Al alloy, for a protective film ofAl2O3 to form. It is also a fact that Ti5Si3 has a high solu-bility for oxygen, which occupies interstitial sites.[21] Theoxidation resistance in all cases is a function of temperatureand, depending on the defect concentration in the oxidefilm, it may not be protective beyond a certain temperature.Ti5Si3 and the Ti5Si3-8 wt pct Al alloy have shown reason-ably sound oxidation resistance at 1200 7C, although it ispoorer than that of MoSi2, which has a parabolic-rate con-stant of 2.28 3 10214 g2 cm24 S21[13] at 1200 7C. The oxi-dation resistance is poor at 1300 7C, indicating that theupper limit of temperature for use with Ti5Si3 may bearound 1250 7C. Even though TiC is chemically compatiblewith respect to Ti5Si3, it is not a suitable reinforcement inTi5Si3 for applications at temperatures close to 1200 7C.
V. CONCLUSIONS
The following conclusions can be drawn from this in-vestigation.
1. The oxidation kinetics of Ti5Si3 followed a rate slowerthan the parabolic-rate law at 1200 7C, but was slightlyfaster than linear at 1300 7C. This implies that the upperlimit of temperature for application of Ti5Si3 with a grainsize of 5 to 6 mm is around 1250 7C.
2. Ti5Si3 and the Ti5Si3-8 wt pct Al alloy showed similaroxidation rates at 1200 7C. On the other hand, the Ti5Si3-20 vol pct TiC composite oxidized at a faster rate dueto the poor oxidation resistance of TiC.
3. Upon oxidation at 1200 7C for 80 hours, Ti5Si3 pos-sessed an oxide scale made of an inner layer of SiO2
and an outer layer of tetragonal TiO2 (rutile). The Ti5Si3-20 vol pct TiC composite showed an oxide scale madeof tetragonal TiO2 (rutile) only after 80 hours of expo-sure to 1200 7C in air. The Ti5Si3-8 wt pct Al alloy, onthe other hand, had an oxide scale of Al2O3 with themonoclinic TiO2 overlapping on the outer layer. The for-mation of the oxidation products can be explained from

METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 29A, JUNE 1998—1675
consideration of the thermodynamic and kinetic param-eters.
ACKNOWLEDGMENTS
The authors gratefully acknowledge the financial supportfrom the Defence Research and Development Organisationof India and the United States Office of Naval Researchthrough ONR Grant No. N00014-95-1-0132, for this work.The authors are grateful to Dr. Y.R. Mahajan, Deputy Di-rector, ARC, and Dr. D. Banerjee, Director, DMRL (Hy-derabad) for valuable suggestions, encouragement, andsupport extended during the progress of this work. Grati-tude is expressed to Mr. M. Srinivasa Rao, Senior ScientificAssistant, for technical assistance with the vacuum hotpressing.
REFERENCES
1. P.J. Meschter and D.S. Schwartz: JOM, 1989, vol. 41 (9), pp. 52-55.2. R. Rosenkranz, G. Frommeyer, and W. Smarsly: Mater. Sci. Eng.,
1992, vol. A152, pp. 288-94.3. S. Ruess and H. Vehoff: Scripta Metall. Mater., 1990, vol. 24, pp.
1021-26.4. K.S. Min, A.J. Ardell, S.J. Eck, and F.C. Chen: J. Mater. Sci., 1995,
vol. 30, pp. 5479-83.5. R. Mitra: Metall. Mater. Trans. A, 1998; vol. 29A, pp. 0000-00.6. H. Vehoff, S. Reub, W. Vogt, and P. Specht: Proc. Conf. 1st Int.
Symp. on Structural Intermetallics, R. Darolia, J.J. Lewandowski,C.T. Liu, P.L. Martin, D.B. Miracle, and M.V. Nathal, eds., TMS,Warrendale, PA, 1993, pp. 657-63.
7. R. Gibala, H. Chang, C.M. Czarnik, K.M. Edwards, and A. Misra:1st Int. Symp. on Structural Intermetallics, R. Darolia, J.J.Lewandowski, C.T. Liu, P.L. Martin, D.B. Miracle, and M.V. Nathal,eds., TMS, Warrendale, PA, 1993, pp. 561-67.
8. B.V. Cockeram and R.A. Kapp: Mater. Sci. Eng. A, 1995, vols. 192–193, pp. 980-86.
9. J. Schlichting: High Temp.-High Pressure, 1978, vol. 10(3), pp. 241-69.
10. P.S. Kisley and V.U. Kodash: Ceram Int., 1989, vol. 15, pp. 189-91.11. A.J. Thom, Y. Kim, and M. Akinc: Mater. Res. Soc. Symp. Proc.,
1993, vol. 288, pp. 1037-42.12. G. Frommeyer and R. Rosenkranz: Int. Conf. on PM Aerospace
Materials, Lausanne, Switzerland, Nov. 4-6, 1991, MPR PublishingServices, Ltd., Bellstone, Shrewsbury, U.K., pp. 29:1-29:18.
13. R. Mitra, N. Eswara Prasad, A. Venugopal Rao, and Y.R. Mahajan:Proc. Conf. 2nd International Symp. on Structural Intermetallics,Seven Springs Mountain Resort, Champion, PA, Sept. 21-25, 1997,M.V. Nathal, R. Darolia, C.T. Liu, P.L. Martin, D.B. Miracle, R.Wagner, and M. Yamaguchi, eds., TMS, Warrendale, PA, 1997, pp.959-68.
14. C.D. Wirkus and D.R. Wilder: J. Am. Ceram. Soc., 1966, vol. 49, pp.173-77.
15. I. Barin: Thermochemical Data of Pure Substances, VCHVerlagsgesellschaft mbH, Weinheim, Germany, 1989, vol. 2, p. 1373.
16. A. Rahmel and P.J. Spencer: Oxid. Met., 1991, vol. 35 (1–2), pp. 53-68.
17. S.A. Kekare, D.K. Shelton, and P.B. Aswath: 1st Int. Symp. onStructural Intermetallics, R. Darolia, J.J. Lewandowski, C.T. Liu, P.L.Martin, D.B. Miracle, and M.V. Nathal, eds., TMS, Warrendale, PA,1993, pp. 325-34.
18. K.L. Luthra: Oxid. Met., 1991, vol. 36 (5–6), pp. 475-90.19. S. Taniguchi, T. Shibata, and S. Itoh: Mater. Trans., JIM, 1991, vol.
32 (2), pp. 151-56.20. F.S. Pettit: Trans. TMS-AIME, 1967, vol. 239, pp. 1296-1305.21. H. Nowotny: in Electronic Structure and Alloy Chemistry of the
Transition Elements, P.A. Beck, ed., Interscience, New York, NY,1963, pp. 179-220.





























