Embed Size (px)
Citation preview

Characterization of a Cold-Rolled 2101 LeanDuplex Stainless SteelPaola Bassani,1 Marco Breda,2,* Katya Brunelli,2 Istvan Mészáros,3 Francesca Passaretti,1
Michela Zanellato,2 and Irene Calliari2
1CNR-IENI, Unit of Lecco, Corso Promessi Sposi 29, Lecco 23900, Italy2Industrial Engineering Department (DII), University of Padova, Via Marzolo 9, Padova 35131, Italy3Budapest University of Technology and Economics (DMSE), H-1111 Budapest, XI, Bertalan L. u. 7. Build.,MT-H-1521 Budapest, Hungary
Abstract: Duplex stainless steels ~DSS! may be defined as a category of steels with a two-phase ferritic–austenitic microstructure, which combines good mechanical and corrosion properties. However, these steels canundergo significant microstructural modification as a consequence of either thermo-mechanical treatments~ferrite decomposition, which causes s- and x-phase formation and nitride precipitation! or plastic deforma-tion at room temperature @austenite transformation into strain-induced martensite ~SIM!# . These secondaryphases noticeably affect the properties of DSS, and therefore are of huge industrial interest. In the present work,SIM formation was investigated in a 2101 lean DSS. The material was subjected to cold rolling at variousdegrees of deformation ~from 10 to 80% thickness reduction! and the microstructure developed after plasticdeformation was investigated by electron backscattered diffraction, X-ray diffraction measurements, andhardness and magnetic tests. It was observed that SIM formed as a consequence of deformations higher than;20% and residual austenite was still observed at 80% of thickness reduction. Furthermore, a directrelationship was found between microstructure and magnetic properties.
Key words: lean duplex stainless steel, cold deformation, strain-induced martensite, EBSD investigation,magnetic measurements
INTRODUCTION
Duplex stainless steels ~DSS! have a bi-phasic microstruc-ture, constituted by ferrite and austenite in almost equalvolume fractions, which allows a combination of goodmechanical and corrosion properties. These steels, charac-terized by a high content of alloying element, can undergosignificant microstructural modifications as a consequenceof either thermo-mechanical treatments or plastic deforma-tion ~Nilsson, 1992; Reick et al., 1996; Tavares et al., 2006;Sieurin & Sandstrom, 2007!. In fact, the instability of theferritic matrix at high temperatures and the presence of themetastable austenitic phase may lead to the formation ofnew phases, which are strictly related to the chemical com-position, the microstructure of the steel, the temperaturerange of the heat treatment, and strain associated with thedeformation process. Depending on the different conditionsto which the steel is subjected, ferrite decomposition ~whichcauses s- and x-phase formation!, carbides/nitrides precip-itation and austenite transformation into martensite mayoccur. The latter occurs after plastic deformation at roomtemperature and it leads to the formation of strain-inducedmartensite ~SIM or a '-martensite!.
SIM formation is a diffusionless process that occurs infully austenitic stainless steels ~Mangonon & Thomas, 1970a;Seetharaman & Krishnan, 1981; Hausild et al., 2010! and inwhich the metastable austenite phase evolves to the thermo-dynamically more stable a '-martensite as a consequence of
plastic deformation. This transformation has also been ob-served in a cold rolled ~CR! DSS ~Tavares et al., 2006!,although the austenite in this steel is less metastable thanthat in the austenitic grades. The stability of the phasesstrongly depends on the microstructure developed after theprocesses to which the steel was subjected and on thestaking fault energy ~SFE! of the phases, related to the steelchemical composition at a fixed temperature ~Schramm &Reed, 1975!. The SIM formation, whose tendency increaseswith a decrease in the SFE value ~Seetharaman & Krishnan,1981!, is associated with high levels of strain, when highdeformations are involved, such as during deep-drawingprocesses and sheet-forming operations. Moreover, it wasproposed that the entire martensitic transformation in-volves an intermediate step at low strain levels in which themetastable «-martensite forms ~Baeva et al., 1995!.
Identification of new phases can be difficult, especiallyfor diffusionless transformation, where no differences inchemical composition are expected ~Mangonon & Thomas,1970b!. Results obtained by large-scale analysis techniquessuch as X-ray diffraction ~XRD! are ineffective if there are nodistinct differences in structural parameters between the ex-isting and newly generated phases ~SIM and ferrite are bothBCC phase!. In contrast, electron backscattered diffraction~EBSD!, being a local technique, can enable the identificationof microstructural features arising from thermo-mechanicaland deformation processes.
In the present work, a 2101 lean DSS was subjected tocold rolling at various degrees of deformation ~from 10 to80% thickness reduction!. The microstructural evolution
Received September 17, 2012; accepted March 22, 2013*Corresponding author. E-mail: [email protected]
Microsc. Microanal. 19, 988–995, 2013doi:10.1017/S1431927613001426 Microscopy AND
Microanalysis© MICROSCOPY SOCIETY OF AMERICA 2013

after plastic deformation was analyzed by a scanning elec-tron microscope ~SEM!, equipped for EBSD and XRD mea-surements, hardness and magnetic tests.
MATERIALS AND METHODS
The examined material was a 2101 lean DSS, received as ahot-rolled plate solution annealed at 10508C for 30 min andquenched in water, with the chemical composition reportedin Table 1.
The as-received steel was plastically deformed at roomtemperature using a manual reversing mill and the coldrolling involved a thickness reduction of the material in therange from 10 to 80%.
The longitudinal sections of CR samples were embed-ded in epoxy resin and polished using standard metallo-graphic procedures ~grinding and polishing!. Microstructuralinvestigations of the samples were carried out using a LeicaDMR light optical microscope ~LOM; Leica Microsystems,Wetzlar, Germany!, after Beraha’s etching. Moreover, a Cam-bridge Stereoscan 440 SEM ~Cambridge Instruments Ltd.,Cambridge, UK!, operating in secondary- and backscattered-electron mode ~SE and BSE, respectively!, was used toinvestigate both etched and unetched specimens. The SEMwas equipped with a Philips PV9800 energy dispersive X-rayspectroscope ~Philips Electron Optics, Cambridge, UK! forelement identification in the different phases.
EBSD analyses were performed on the samples sub-jected to 10, 50, and 80% thickness reduction. The sampleswere prepared for investigation by conventional SiC grindingpaper and mechanically polished by 6, 3, and 1 mm diamondpaste, followed by a 0.05 mm colloidal silica. The longitudi-nal ~normal direction/rolling direction plane! sections of thesheet were considered. Observations were made using a LEO1430 SEM ~LEO Electron Microscopy Ltd., Cambridge, UK!with a tungsten filament, equipped with an IncaCrystal 300system ~Oxford Instruments, Abingdon, UK! and coupledwith a 1,330 � 1,024 CCD camera. The acceleration voltagewas 20 kV and the working distance was 15 mm. Maps weremeasured on a square grid and the step size ~2.5–0.125 mm!was selected according to the magnification of the scan field.
Phase identification was also performed by XRD on aSiemens D500 diffractometer ~Siemens Corporation, CherryHill, NJ, USA!, using CrKa radiation ~l � 2.2897 Å! andoperating at 40 kV and 20 mA, in the step-scan mode with astep size of 0.0258 ~5 s of counting time for each step!. Thediffraction spectra have an angular range of 2u � 50 � 1208.
It is well known that the saturation polarization islinearly proportional to the amount of ferromagnetic phasein alloys ~Fiorillo, 2004; Mészáros & Szabo, 2005!, allowingfor quantification of the amount of ferromagnetic a '-
martensite in the CR samples by direct comparison with thesaturation polarization obtained by the magnetic tests. Forthe present work, a special DC magnetometer was devel-oped and applied for testing the bulk samples. This measure-ment setup is especially suitable for testing structural steeland medium hard magnetic samples.
RESULTS AND DISCUSSION
MetallographyLOM and SEM observations of the steel under the annealedconditions revealed a two-phase structure, composed by a
Table 1. 2101 Chemical Composition ~wt%!.
C Si Mn Cr Ni Mo Cu N P S Fe
0.028 0.69 3.82 21.72 1.13 0.10 0.34 0.16 0.028 0.0025 Balance
Figure 1. Longitudinal sections of the steel in the “as-received”conditions: ~a! OM, etched and ~b! scanning electron microscopebackscattered electron, unetched.
Characterization of a Cold-Rolled 2101 Lean DSS 989

ferritic matrix containing austenitic grains oriented alongthe hot rolling direction ~Fig. 1!.
The SEM-BSE signal was used to identify the differentphases inside the microstructure by means of the differencein the average atomic number between the two phases, fromwhich it is possible to distinguish ferrite from austenitebecause ferrite appears slightly darker than austenite ~Cal-liari et al., 2006!. The phase amounts were estimated usingimage-analysis software on the SEM-BSE images: the mate-rial in the solution annealed conditions was composed byabout 80% ferrite and 20% austenite. The phase volumefraction was far from the expected 50/50 and this could leadto a more unstable microstructure, with an austenitic phasethat could be more susceptible to SIM formation. Theannealing conditions ~solubilization temperature and hold-ing time! affect the miscrostructure and the elements’ parti-tioning within the two phases. If the temperature is toohigh, the phase balance will be high in ferrite and if theholding time is too short, the elements will not correctly
partition inside the two phases. The steel microstructureplays a fundamental role in material stability and the effectof nonoptimal annealing conditions reflects on microstruc-ture and composition. Phase diagrams of DSS ~Lippold &Kotechi, 2005; Nilsson & Chai, 2007! point to the relation-ships among solubilization temperature, phase balance, andelement partitioning.
Generally, cold rolling modifies the microstructure byrefining and changing grain shape and, in a standard duplexmicrostructure ~i.e., with about a 50/50 phase ratio!, 80%deformation makes the ferritic bands thinner than the aus-tenitic ones. During the first steps of deformation, austeniteindeed undergoes strain hardening and therefore, through-out the consecutive steps, this phase is slightly refined whileferrite is more reduced. In the case under study, because ofthe lower volume fraction of austenite, the phenomenondescribed above did not occur: as can be seen in Figure 2,although the ferrite bands were reduced, the deformationmainly involved the austenitic phase, which was considera-bly refined and fragmented.
Figure 2. Microstructure of the material after ~a! 50% and ~b! 80%thickness reduction ~scanning electron microscope backscatteredelectron, unetched!.
Figure 3. Micrographs of cold rolled samples ~scanning electronmicroscope backscattered electron, etched!: ~a! 50% and ~b! 60%.
990 Paola Bassani et al.

Figure 4. Diffraction patterns of the examined steel.
Figure 5. Electron backscattered diffraction analysis on 50% cold rolled sample, longitudinal section. Step size, 0.2 mm.No cleanup: ~a! forward backscattered secondary electron image, ~b! pattern quality image, ~c! phase map: yellow/ferrite, pink/austenite, black/not indexed, and ~d! orientation map for the austenite phase superimposed to the patternquality map.
Characterization of a Cold-Rolled 2101 Lean DSS 991

Plastic deformation can also lead to the formation ofSIM from austenite if this phase is not well stabilized. SIM isnot easily observable and its quantification is not possibleby classical metallographic techniques owing to the diffu-sionless nature of the transformation and, therefore, withno changes in chemical composition, as also reported for adifferent DSS grade ~Tavares et al., 2006!. After cold rolling,SEM investigation only revealed some gray contrasts insidethe austenitic grains that could be martensite laths, butsince BSE detectors are also sensitive to slight local disorien-tation, the presence of the new phase cannot be confirmed~Fig. 3!.
XRDThe use of XRD is helpful to reveal SIM in fully austeniticstainless steels, while in DSS the concurrent presence of theferritic phase does not allow for the collection of exhaustiveinformation, since SIM is a BCC phase, as ferrite, and thelattice parameters are almost the same ~Hausild et al., 2010!.
Thus, as a consequence of SIM transformation in DSS, anincrease in the BCC peaks intensity, owing to the superimpo-sition of ferrite and SIM peaks, and the progressive disap-pearance of the face-centered cubic ~FCC! ones, belongingto the austenitic phase, can be expected.
In Figure 4 the XRD diagrams of the “as-received” DSSand of the CR samples subjected to the reduction of 20, 40,and 80% are reported. It is clear that the FCC austeniticpeaks decrease until they disappear at 80% of thicknessreduction, and the intensity of BCC peaks increases withthe degree of deformation, even if it does not occur uni-formly for each diffracting plane, due to a preferred orien-tation of the deformed structure. From the analyses, no«-martensite ~which is a HCP phase! was detected in the CRsamples.
EBSD InvestigationA first set of analyses were performed on the 10% CRsample at low magnification on longitudinal sections, with
Figure 6. Electron backscattered diffraction analysis on 80% cold rolled sample, longitudinal section. Step size, 0.2 mm.No cleanup: ~a! forward backscattered secondary electron image, ~b! pattern quality image, ~c! phase map: yellow/ferrite,pink/austenite, black/not indexed, and ~d! orientation map for the ferrite phase superimposed to pattern quality map.
992 Paola Bassani et al.
a step size of 2.5 and 1.25 mm. In a first attempt, austenite,ferrite, and «-martensite were used as reference phases. SIMcannot be considered as a reference pattern since its crystalstructure and lattice parameters are very similar to those offerrite. The minimum acceptable difference in lattice param-eter for automatic indexing is considered to be about 2–3%~Hausild et al., 2010! and this value is below the EBSDresolution limit. In this sample, a mean content of 22%austenite and 78% ferrite was estimated, no «-martensitewas detected ~as also observed through XRD analyses! andthe nonindexed points were ,0.5% in all examined fields.These results are in agreement with the metallographic andSEM-BSE investigations and, in particular, austenite wascorrectly attributed to the bright phase.
EBSD analyses performed on the 50% CR sample re-vealed that the deformation was concentrated in the austen-itic phase. A comparison between the forward backscatteredsecondary electron ~FBSE! image and the pattern-qualityimage clearly points out that the darker regions in the FBSE
image ~which correspond to the ferrite grains! are character-ized by a higher pattern quality and therefore by a lowerdeformation ~Fig. 5!. In contrast, the brighter areas arecharacterized by residual subgrains of austenite and por-tions with a low pattern quality. These latter regions wererecognized partially as austenite, partially as ferrite, andpartially nonindexed. For the 50% CR sample, the degree ofcorrectly indexed austenite, estimated considering the ratiobetween the total area of dark and bright regions of theFBSE images, was determined to be about 80%, whichcorresponds to about 17.6% of untransformed austenite inthe sample. Therefore, it was assumed that the low patternquality regions pertain to transformed austenite, and even-tually heavily deformed austenite, with crystallite size belowthe resolution limit. A similar approach was previously usedin the literature to discriminate different phases ~Wilson &Spanos, 2001; Petrov et al., 2007!.
EBSD analyses carried out on the 80% CR sample showthat under these conditions, besides austenite, ferrite is also
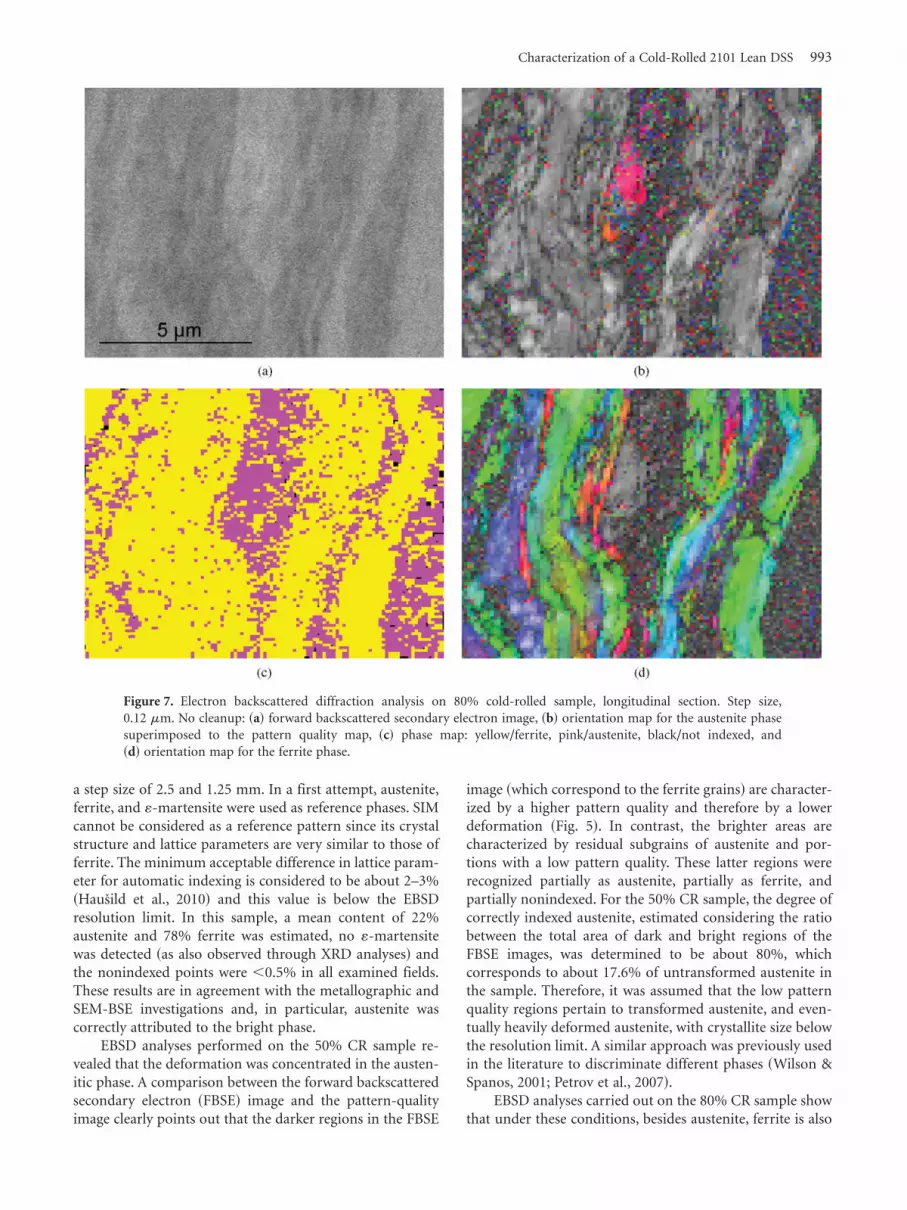
Figure 7. Electron backscattered diffraction analysis on 80% cold-rolled sample, longitudinal section. Step size,0.12 mm. No cleanup: ~a! forward backscattered secondary electron image, ~b! orientation map for the austenite phasesuperimposed to the pattern quality map, ~c! phase map: yellow/ferrite, pink/austenite, black/not indexed, and~d! orientation map for the ferrite phase.
Characterization of a Cold-Rolled 2101 Lean DSS 993
involved in subgrain formation and deformation bands~Fig. 6!. At higher magnifications ~Fig. 7!, residual austeniteis more evident, with a width size in the order of a micronor less, hindering the austenite quantification, since particlesize is closer to observation limits for EBSD performed witha W-filament SEM ~Randle, 2009!. Nevertheless, an estima-tion of the residual austenite with the similar approach usedfor the 50% CR sample was performed: a value of about 2%can be estimated, even if in this case an error can beconsidered of the order of 1%, since in many cases very fewpixels per grain are detected, decreasing the accuracy of themeasurement ~Humpreys, 2004!. Therefore, it is possible toassert that almost all of the austenite transformed into SIM.
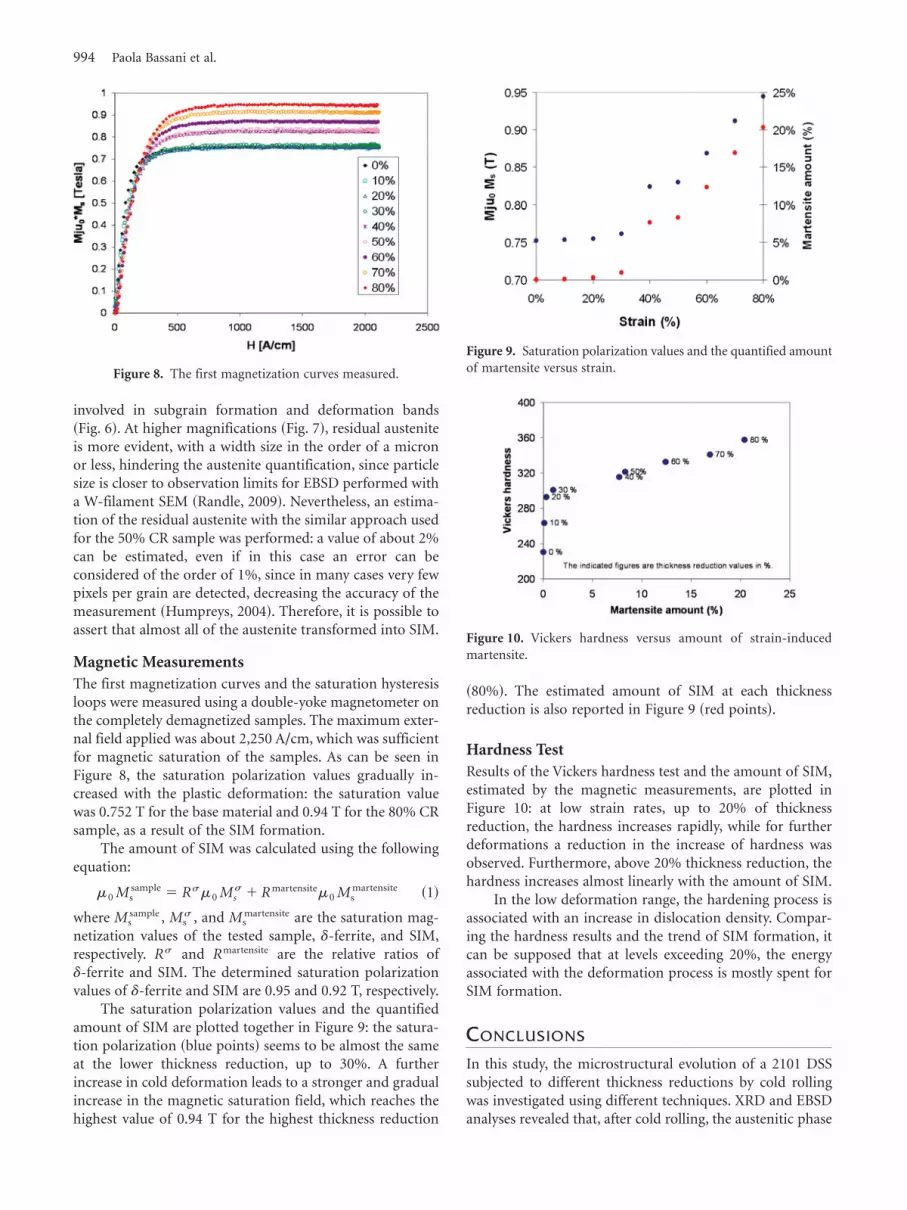
Magnetic MeasurementsThe first magnetization curves and the saturation hysteresisloops were measured using a double-yoke magnetometer onthe completely demagnetized samples. The maximum exter-nal field applied was about 2,250 A/cm, which was sufficientfor magnetic saturation of the samples. As can be seen inFigure 8, the saturation polarization values gradually in-creased with the plastic deformation: the saturation valuewas 0.752 T for the base material and 0.94 T for the 80% CRsample, as a result of the SIM formation.
The amount of SIM was calculated using the followingequation:
m0 Mssample � Rsm0 Ms
s � Rmartensitem0 Msmartensite ~1!
where Mssample , Ms
s , and Msmartensite are the saturation mag-
netization values of the tested sample, d-ferrite, and SIM,respectively. Rs and Rmartensite are the relative ratios ofd-ferrite and SIM. The determined saturation polarizationvalues of d-ferrite and SIM are 0.95 and 0.92 T, respectively.
The saturation polarization values and the quantifiedamount of SIM are plotted together in Figure 9: the satura-tion polarization ~blue points! seems to be almost the sameat the lower thickness reduction, up to 30%. A furtherincrease in cold deformation leads to a stronger and gradualincrease in the magnetic saturation field, which reaches thehighest value of 0.94 T for the highest thickness reduction
~80%!. The estimated amount of SIM at each thicknessreduction is also reported in Figure 9 ~red points!.
Hardness TestResults of the Vickers hardness test and the amount of SIM,estimated by the magnetic measurements, are plotted inFigure 10: at low strain rates, up to 20% of thicknessreduction, the hardness increases rapidly, while for furtherdeformations a reduction in the increase of hardness wasobserved. Furthermore, above 20% thickness reduction, thehardness increases almost linearly with the amount of SIM.
In the low deformation range, the hardening process isassociated with an increase in dislocation density. Compar-ing the hardness results and the trend of SIM formation, itcan be supposed that at levels exceeding 20%, the energyassociated with the deformation process is mostly spent forSIM formation.
CONCLUSIONS
In this study, the microstructural evolution of a 2101 DSSsubjected to different thickness reductions by cold rollingwas investigated using different techniques. XRD and EBSDanalyses revealed that, after cold rolling, the austenitic phase
Figure 8. The first magnetization curves measured.
Figure 9. Saturation polarization values and the quantified amountof martensite versus strain.
Figure 10. Vickers hardness versus amount of strain-inducedmartensite.
994 Paola Bassani et al.

was preferentially deformed and transformed into SIM andthat the degree of transformation increased with the thick-ness reduction.
For 20% of deformation, SIM started to take place, at50% of deformation, only about 20% of the initial austeniteunderwent SIM formation, and at 80% almost all of theaustenite was transformed.
Also, magnetic tests confirmed that the austenite-to-SIM formation started at about 20% of thickness reductionand became almost complete at 80%. The amount of SIMseems to be linearly related to the thickness reduction, andthe saturation polarization values of d-ferrite and SIMphases were determined ~0.95 and 0.92 T, respectively!.
The results show that at 20% of thickness reduction,the entire deformation energy was spent on strain harden-ing of the material, which led to a rapid increase in thedislocation density inside the grains and therefore to anincrease in hardness. Above 20%, the hardness increasedslightly because the energy was mostly used for SIM forma-tion and only in a minor part for further strain hardeningof the material.
ACKNOWLEDGMENTS
The authors kindly thank Mr. G. Carcano for technicalassistance in EBSD analyses. This work was supported bythe Hungarian Scientific Research Found ~project CK 80173!.
REFERENCESBaeva, M., Neov, S. & Sonntag, R. ~1995!. Appearance of BCC
martensite after cold deformation of austenitic Fe-Cr-Mn-Nsteels. Scr Metall Mater 32, 1031–1035.
Calliari, I., Zanesco, M. & Ramous, E. ~2006!. Influence ofisothermal aging on secondary phases precipitation and tough-ness of a duplex stainless steel SAF 2205. J Mater Sci 41,7643–7649.
Fiorillo, F. ~2004!. Measurements and Characterization of Mag-netic Materials. Amsterdam, The Nederlands. Elsevier Publish-ing Company, Elsevier Science.
Hausild, P., Davydov, V., Drahokoupil, J., Landa, M. & Pilvin,P. ~2010!. Characterization of strain-induced martensitic trans-formation in a metastable austenitic stainless steel. Mater De-sign 31~4!, 1821–1827.
Humpreys, F. ~2004!. Characterisation of fine scale microstruc-tures by electron backscattered diffraction ~EBSD!. Scripta Mater51~8!, 771–776.
Lippold, J.C. & Kotechi, D.J. ~2005!. Duplex stainless steels. InWelding Metallurgy and Weldability of Stainless Steels. John Wiley& Sons Inc. ~Eds.!, pp. 234–237. Hoboken, NJ: Wiley Interscience.
Mangonon, P.L. & Thomas, G. ~1970a!. The martensite phase in304 stainless steel. Metall Trans 1, 1577–1586.
Mangonon, P.L. & Thomas, G. ~1970b!. Structure and propertiesof thermo-mechanically treated 304 stainless steel. Metall Trans1~6!, 1587–1594.
Mészáros, I. & Szabo, P.J. ~2005!. Complex magnetic and micro-structural investigation of duplex stainless steel. NDT E Int 38,517–521.
Nilsson, J.O. ~1992!. Super duplex stainless steels. Mater Sci Tech8~8!, 685–700.
Nilsson, J.O. & Chai, G. ~2007!. The physical metallurgy ofduplex stainless steels. In Duplex 2007 International Conference& Expo, no. 13. Milano: La Metallurgia Italiana.
Petrov, R., Kestens, L., Wasilikowka, A. & Houbert, Y. ~2007!.Microstructure and texture of a lightly deformed TRIP-assistedsteel characterized by means of the EBSD technique. Mat SciEng A 447~1–2!, 285–297.
Randle, V. ~2009!. Electron backscatter diffraction: Strategies forreliable data acquisition and processing. Mater Charact 60~9!,913–922.
Reick, W., Pohl, M. & Padilha, A.F. ~1996!. Determination ofstacking fault energy of austenite in a duplex stainless steel.Steel Res 67~6!, 253–256.
Schramm, R.E. & Reed, R.P. ~1975!. Stacking fault energy of sevencommercial austenitic stainless steels. Metall Trans A 6A~7!,1345–1351.
Seetharaman, P. & Krishnan, J. ~1981!. Influence of the marten-sitic transformation on the deformation behaviour of an AISI316 stainless steel at low temperatures. J Mater Sci 16~2!,523–530.
Sieurin, H. & Sandstrom, R. ~2007!. Sigma phase precipitation induplex stainless steel 2205. Mater Sci Eng A 444~1–2!, 271–276.
Tavares, S.S.M., Da Silva, M.R., Pardal, J.M., Abreu, H.F.G. &Gomes, A.M. ~2006!. Microstructural changes produced byplastic deformation in the UNS S31803 duplex stainless steel. JMater Process Tech 180, 318–322.
Wilson, A. & Spanos, G. ~2001!. Application of orientation imag-ing microscopy to study phase transformations in steels. MaterCharact 46~5!, 407–418.
Characterization of a Cold-Rolled 2101 Lean DSS 995





























