Embed Size (px)
Citation preview

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
A critical examination of the paradox of strength and ductilityin ultrafine-grained metals
Tarang Mungole and Praveen Kumara)
Department of Materials Engineering, Indian Institute of Science, Bangalore 560012, India
Megumi KawasakiDivision of Materials Science and Engineering, Hanyang University, Seoul 133-791, South Korea; andDepartments of Aerospace & Mechanical Engineering and Materials Science, University of Southern California,Los Angeles, CA 90089-1453, USA
Terence G. LangdonDepartments of Aerospace & Mechanical Engineering and Materials Science, University of Southern California,Los Angeles, CA 90089-1453, USA; and Materials Research Group, Faculty of Engineering and the Environment,University of Southampton, Southampton SO17 1BJ, UK
(Received 21 May 2014; accepted 22 August 2014)
The paradox of strength and ductility is now well established and denotes the difficulty ofsimultaneously achieving both high strength and high ductility. This paradox was criticallyexamined using a cast Al–7%Si alloy processed by high-pressure torsion (HPT) for up to 10 turnsat a temperature of either 298 or 445 K. This processing reduces the grain size to a minimumof ;0.4 lm and also decreases the average size of the Si particles. The results show that samplesprocessed to high numbers of HPT turns exhibit both high strength and high ductility when testedat relatively low strain rates and the strain rate sensitivity under these conditions is ;0.14 whichsuggests that flow occurs by some limited grain boundary sliding and crystallographic slip.The results are also displayed on the traditional diagram for strength and ductility and theydemonstrate the potential for achieving high strength and high ductility by increasing the numberof turns in HPT.
I. INTRODUCTION
The processing of metals through the application ofsevere plastic deformation (SPD) has now becomea major tool for producing bulk solids with ultrafinegrains (UFG), where these grains are within the sub-micrometer or even the nanometer range.1,2 Severaldifferent SPD processing techniques are available3 butmost attention to date has concentrated on the twoprocedures of equal-channel angular pressing (ECAP)4
and high-pressure torsion (HPT)5 and in practice pro-cessing by HPT is especially advantageous because, bycomparison with ECAP, it produces materials havingsmaller grain sizes and higher fractions of high-angleboundaries.6–8
The primary advantage of producing UFG materialsis that, as a consequence of the Hall–Petch relationship inwhich the yield stress varies inversely with the squareroot of the grain size,9,10 the strength of the metal isincreased when the grain size is reduced. But converselythe overall ductilities or elongations to failure aregenerally very small in UFG metals, thereby leading to
the maxim that “materials may be strong or ductile, butrarely both at once”.11,12
The loss in ductility at small grain sizes is due to the lowrate of strain hardening and the low strain rate sensitivity, m.If the rate of strain hardening is high, dislocations are able toaccumulate within the grains so that, when combined alsowith a high value of m, the onset of necking or localizeddeformation is delayed. However, in UFG metals, the verysmall grains preclude a capability for storing dislocationsand instead the dislocations move through the grains andare absorbed at the grain boundaries.13,14 This leads to a lowrate of strain hardening so that the elongations to failureare very limited even for metals that are inherentlyductile when tested with conventional coarse grainsizes.15 Several strategies have been proposed forimproving the ductilities of UFG metals16–19 and thereare numerous reports documenting procedures that maybe undertaken to improve the tensile ductilities ofspecific materials.13,20–23 It is also important to notethat a significant improvement in ductility is a funda-mental requirement for improving the fatigue strengthand fracture toughness of these UFG metals.24–26
A classic report was published in 2002 by Valiev et al.27
that documented these shortcomings in UFG metals underthe broad title of “the paradox of strength and ductility”.Specifically, it was shown that most UFG metals fall
a)Address all correspondence to this author.e-mail: [email protected]
DOI: 10.1557/jmr.2014.272
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 �Materials Research Society 20142534

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
within the regime of very low ductility but examples werepresented for pure Cu prepared by ECAP and pure Tiprepared by HPT where combinations of high strength andhigh ductility were achieved after processing to very highstrains. This led to the conclusion that materials must beseverely deformed “beyond a certain level of strain” toachieve both high strength and good ductility.27 Similarincreases in ductility with increasing strain were laterreported for commercial purity Cu28 and an Al–3%Mgalloy.29 The present investigation was initiated to providea critical examination of the strength–ductility paradoxusing a commercial alloy in which it is known that theductility and toughness are generally poor. Accordingly,this research was undertaken using a cast Al–7%Si alloywhere the composition for this and all other alloys is givenin weight percentage.
Cast Al–Si hypoeutectic alloys are widely used in theautomotive industry. Due to their desirable properties ofgood castability together with moderate strength at roomtemperature and good wear resistance, these alloys havea widespread use in modern industrial applications includingin the manufacturing of engine blocks, pistons, welding, andbrazing sheets.30 However, it is well known that the alloyshave poor ductility and toughness. Studies have beenconducted to modify some of their microstructural features,such as the Si particle size, to improve the mechanicalproperties of these alloys in terms of ductility andstrength.31,32 Table I summarizes the effect of conventionalprocessing and the related microstructural modifications onthe mechanical behavior of two different cast Al–Si alloyswhere data are presented for the average size of theSi particles, the ultimate tensile strength (UTS) in tensiletesting at ambient temperature, and the resultant tensileelongation. Thus, these alloys are well documented and thereis a good database that may be used for a comparisonof results using different processing techniques. Somelimited results are available on the effect of processingby ECAP33,34 and HPT35–38 on cast Al–Si alloys but thereare no systematic reports on the evolution in strength andductility as a function of the imposed strain in HPT and theprocessing temperature. Thus, a conclusive processing routefor achieving high ductility and high strength in Al–Si alloyshas proven elusive. The present investigation addresses thisproblem by systematically conducting HPT at two differenttemperatures and through various numbers of turns.
II. EXPERIMENTAL MATERIAL ANDPROCEDURES
A plate of a cast Al–7%Si hypoeutectic alloy wasmachined into circular disks of 10 mm diameter and1 mm thickness. These disks were polished to a finalthickness of ;0.82 mm. The polished samples wereannealed at 445 K (;0.5Tm where Tm is the absolutemelting temperature) for 5 h in a vacuum furnace operatingat 10�4 Torr to relieve any residual stress incurred duringmachining and to homogenize the microstructure. Afterannealing, the average Al grain size was ;135 lm and theaverage Si particle size was ;2.8 lm.
The HPT processing was conducted under quasi-constrained conditions39,40 at two different temperatures,298 K (room temperature) and 445 K (;0.5Tm),by placing the sample between two anvils, applying auniaxial pressure of 6.0 GPa and then rotatingthe lower anvil. At each temperature, samples wereprocessed to 1/4, 1, 5, and 10 turns of HPT. Full detailsof the HPT processing are given elsewhere.41
In HPT processing, the equivalent von Mises strain, e,at any point within the disk is given by42–44
e ¼ 2ffiffiffi
3p pNr
h; ð1Þ
where N is the number of HPT turns, h is the thickness ofthe disk, and r is the radial distance from the center. Itfollows from Eq. (1) that the strain varies across the diskand it is equal to zero in the center where r 5 0. Earlierexperiments showed that there is generally a gradualevolution toward structural homogeneity throughout theHPT disks with increasing number of turns6–8 and this isconsistent with predictions using strain gradient plasticitymodeling.45 Therefore, to avoid any problems associatedwith residual inhomogeneities near the centers of thedisks, two tensile specimens were cut from each pro-cessed disk from symmetrical off-center positions usinga numerically controlled electrodischarge machine. Thesespecimens were similar to those described earlier46
except that the gage lengths and widths were 0.672 and1 mm, respectively. The average strain in the tensilesample imposed by HPT processing was estimated usingEq. (1) to calculate the strains at approximately225 points, placed in a regular square grid with separa-tions of 50 lm, with the grid approximately covering thegage section of the specimen. Using this procedure, theaverage strains for the HPT disks processed through 0, 1/4,1, 5, and 10 turns were estimated as 0,;2.3,;9.2,;46.2,and ;92.5, respectively.
It should be noted that in practice the geometry of thedog-bone tensile sample, especially the thickness to gagelength ratio, significantly affects the ductility or measuredelongation to failure. Specifically, an increase in thethickness and a decrease in the gage length were reported
TABLE I. Effect of change in Si morphologies on mechanicalproperties of Al–8%Si and Al–12%Si alloys.31,32
Al–8%Si Al–12%Si
Initial value Final value Initial value Final value
Si particle size (lm) 13.1 4.6 8.0 2.1UTS (MPa) 161 171 176 205Tensile elongation (%) 5.6 7.5 7.6 18.3
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2535

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
to increase the total elongation to failure in Cu.47,48
Accordingly, care was taken to ensure that all tensilesamples tested in this study were of identical geometry.Since the above effect on ductility stems mainly froma geometrical effect, the trends in mechanical behaviorderived from a comparison of the stress–strain data ofidentical sets of samples should be universal. However,caution must be exercised when comparing the absolutevalues of ductilities reported in this study with thoseobtained using larger conventional samples.
Prior to tensile testing, the tensile specimens weremetallographically polished up to ;0.25 lm diamondpaste and then electropolished at 232 K using an aqueoussolution of 10% 2-butoxyethanol, 70% ethanol, and 8%concentrated perchloric acid for times which depended onthe HPT straining conditions but were within the range of15–90 s. The prepared samples were then preserved at10�3 Torr pressure for electron backscatter diffraction(EBSD) analysis. The grain size measurements wereconducted using EBSD analysis where a region witha misorientation.5° was identified as a grain and its areawas equated to a circle having a diameter equal to thegrain size. It should be noted that, although a grainboundary with a misorientation of 5° is not as effective asboundaries of 10 or 15° in impeding dislocations fromtransgranular slip, the definition of a grain with a mis-orientation of .5° permits an unambiguous observationof the evolution of both the subgrain structure and thegrain size as a function of the imposed strain in HPT.Furthermore, these quantities follow the trends observedconventionally in other metallic systems processedthrough various SPD techniques.38 For EBSD, the stepsizes were chosen to contain at least 20 pixels in eachgrain. Following the EBSD measurements, the tensilespecimens were pulled to failure at room temperature(298 K) under constant rates of cross-head displacementwith initial strain rates of 1.0 � 10�4, 1.0 � 10�3, 3.3 �10�3, and 1.0 � 10�2 s�1.
Following the tensile testing, the fractured surfaces ofthe samples were examined using a scanning electronmicroscope (SEM) to reveal the microstructural featuresof fracture. In addition, the polished flat surfaces ofseveral samples were examined using atomic forcemicroscope (AFM) to reveal the deformation-inducedtopographic evolution and the possible occurrence ofgrain boundary sliding (GBS). The AFM observationswere conducted in the tapping mode to provide thetopographic or height profile and an amplitude errormap which is sensitive to the slope of the sample.49 Thus,the associated local profile sensitivity of the amplitudeerror map may be used to provide direct information onwhether adjacent grains slide relative to each other duringthe deformation. A three-dimensional representation ofthe surface using the topographic profile was oftenhelpful in directly identifying the occurrence of GBS.
III. EXPERIMENTAL RESULTS
A. Characteristics of the microstructure after HPT
Figure 1 shows semi-logarithmic plots of (a) theaverage grain sizes and (b) the average sizes of theSi particles in a 2-D projection based on the measure-ments taken within the gage lengths of the tensilesamples plotted against the numbers of HPT turns: forconvenience, the estimated average equivalent strains areshown along the upper abscissa.
As anticipated, the grain size decreases withincreasing number of HPT turns in Fig. 1(a) and, inaddition, the grain refinement is significantly faster atthe lower processing temperature. At 298 and 445 K,the grain sizes in the gage lengths were refined tovalues of ;0.5 and ;1.9 lm, respectively, after 5 HPTturns and the minimum average grain sizes wererecorded as ;0.4 and ;1.5 lm, respectively,after 10 HPT turns. These results are consistent withearlier reports showing that HPT processing at a pressure
FIG. 1. Variation of (a) average grain size and (b) average Si particle size as a function of the number of HPT turns and the average equivalentstrain: since the Si particles usually protrude out of the electropolished samples, the measurements refer to the 2-D projection on the plane of theSEM micrograph.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142536

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
of 6.0 GPa produces reasonably homogeneous UFGmicrostructures in regions away from the center of thedisks after 5 or more turns.7
It is apparent from Fig. 1(b) that the average size ofthe Si particles decreases rapidly in the early stages of thestraining process and there is little dependence on theprocessing temperature. However, there is some minorparticle growth after 5 turns, especially when processingat 445 K. After 5 turns, the average sizes of the Siparticles were measured as;0.12 lm for both processingtemperatures but after 10 turns these sizes increasedto ;0.19 and ;0.30 lm at 298 and 445 K, respectively.These particle sizes are significantly smaller than thosegenerally reported in Al–Si alloys after conventionalprocessing as documented in Table I.
B. Characteristics of the tensile testing
Tensile tests were conducted at 298 K on a largenumber of samples covering four different strain ratesbut, for illustrative purposes, Fig. 2 shows only theengineering stress–strain curves obtained after testingat a strain rate of 1.0 � 10�3 s�1 for specimens processedat (a) 298 and (b) 445 K, respectively: these plots aregenerally representative of the results obtained at allstrain rates. Inspection shows that all specimens exhibitnoticeable strain hardening upon yielding and then strainsoftening beyond the UTS or occurrence of necking.The yield strength (YS) and UTS are consistently higherafter HPT processing and the increase in flow stressis significantly higher when processing at the lowertemperature. In addition, at both processing temperaturesthe elongations to failure increase when the samples areprocessed through higher numbers of HPT turns. Similarresults were also obtained at the other strain rates.
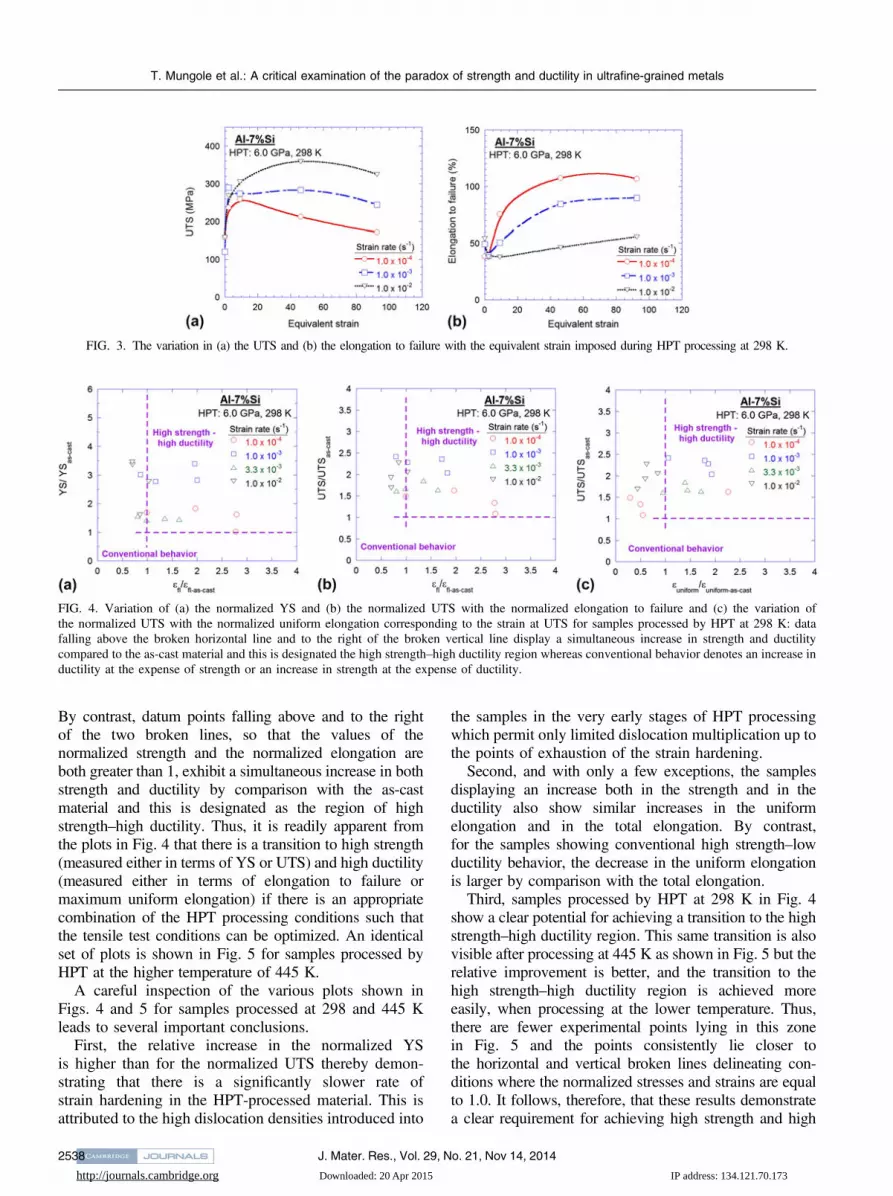
To provide an overall summary of the effects ofthe HPT processing conditions, Fig. 3 shows plots of(a) the measured UTS and (b) the elongation to failure asa function of the equivalent strain for samples processed
at 298 K and then tested at strain rates from 1.0 � 10�4 to1.0 � 10�2 s�1. Figure 3(a) shows that there is animmediate increase in the UTS following HPT strainingfor all samples but generally the UTS initially increasedand then decreased after attaining a maximum value ata critical strain. At the two fastest strain rates, the increasein UTS was typically observed up to an equivalent strainof ;50 corresponding to 5 HPT turns. However, it isinteresting to note that an opposite trend was observed forthe elongation to failure in Fig. 3(b) and also for theuniform strain which was approximated as the strain atUTS: specifically, the measured elongations rapidlydecreased to a minimum at a strain of ;2.5 correspond-ing to 1/4 turn and thereafter there was an increase inductility with increasing strain for all specimens duringHPT processing.
Since the UTS of the HPT-processed material wasalways greater than the UTS of the as-cast material andthe ductility of the HPT-processed material graduallyincreased after attaining a minimum at only 1/4 turn of HPT,it is reasonable to anticipate a simultaneous increase in bothstrength and ductility by comparison with the initial as-castmaterial. This is confirmed in Fig. 4 where plots arepresented in three different forms. In Fig. 4(a), thenormalized YS, as given by the measured value of YSdivided by YS for the as-cast material, is plotted against theelongation to failure normalized to the value for the as-castmaterial, efl/efl-as-cast; in Fig. 4(b), the UTS normalized to theas-cast condition is plotted against the normalized elonga-tion to failure; and in Fig. 4(c), the normalized UTS isplotted against the normalized uniform elongation.Datum points are shown for the four different testing strainrates and the horizontal and vertical broken lines correspondto the points where these normalized values are equal to 1.0.Therefore, conventional behavior showing an increasein strength at the expense of ductility, or converselyan increase in ductility at the expense of strength, willlie in the area to the left and below the broken lines.
FIG. 2. Representative plots of engineering stress versus engineering strain for samples tested under tension in the unprocessed condition and afterprocessing by HPT at (a) 298 and (b) 445 K: the tensile testing was conducted at 298 K under an initial strain rate of 1.0 � 10�3 s�1.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2537
http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
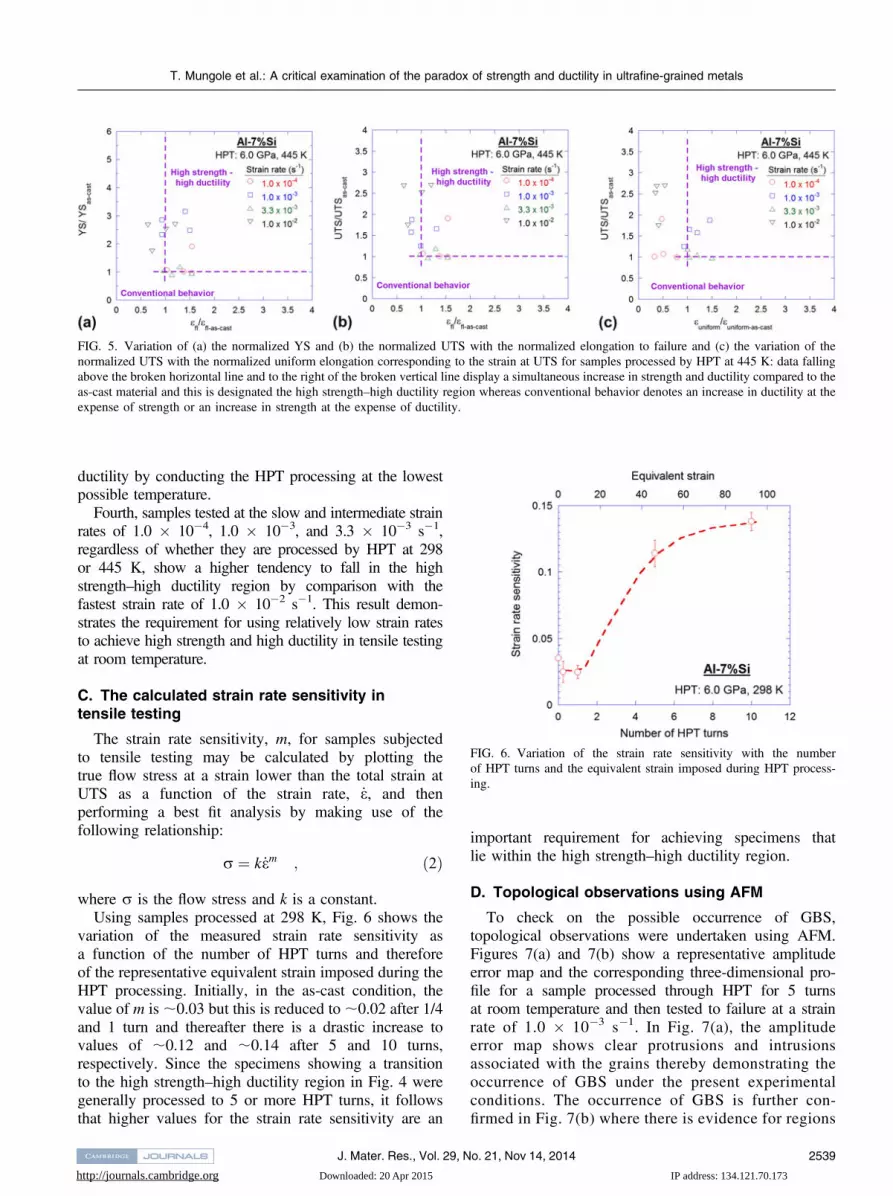
By contrast, datum points falling above and to the rightof the two broken lines, so that the values of thenormalized strength and the normalized elongation areboth greater than 1, exhibit a simultaneous increase in bothstrength and ductility by comparison with the as-castmaterial and this is designated as the region of highstrength–high ductility. Thus, it is readily apparent fromthe plots in Fig. 4 that there is a transition to high strength(measured either in terms of YS or UTS) and high ductility(measured either in terms of elongation to failure ormaximum uniform elongation) if there is an appropriatecombination of the HPT processing conditions such thatthe tensile test conditions can be optimized. An identicalset of plots is shown in Fig. 5 for samples processed byHPT at the higher temperature of 445 K.
A careful inspection of the various plots shown inFigs. 4 and 5 for samples processed at 298 and 445 Kleads to several important conclusions.
First, the relative increase in the normalized YSis higher than for the normalized UTS thereby demon-strating that there is a significantly slower rate ofstrain hardening in the HPT-processed material. This isattributed to the high dislocation densities introduced into
the samples in the very early stages of HPT processingwhich permit only limited dislocation multiplication up tothe points of exhaustion of the strain hardening.
Second, and with only a few exceptions, the samplesdisplaying an increase both in the strength and in theductility also show similar increases in the uniformelongation and in the total elongation. By contrast,for the samples showing conventional high strength–lowductility behavior, the decrease in the uniform elongationis larger by comparison with the total elongation.
Third, samples processed by HPT at 298 K in Fig. 4show a clear potential for achieving a transition to the highstrength–high ductility region. This same transition is alsovisible after processing at 445 K as shown in Fig. 5 but therelative improvement is better, and the transition to thehigh strength–high ductility region is achieved moreeasily, when processing at the lower temperature. Thus,there are fewer experimental points lying in this zonein Fig. 5 and the points consistently lie closer tothe horizontal and vertical broken lines delineating con-ditions where the normalized stresses and strains are equalto 1.0. It follows, therefore, that these results demonstratea clear requirement for achieving high strength and high
FIG. 3. The variation in (a) the UTS and (b) the elongation to failure with the equivalent strain imposed during HPT processing at 298 K.
FIG. 4. Variation of (a) the normalized YS and (b) the normalized UTS with the normalized elongation to failure and (c) the variation ofthe normalized UTS with the normalized uniform elongation corresponding to the strain at UTS for samples processed by HPT at 298 K: datafalling above the broken horizontal line and to the right of the broken vertical line display a simultaneous increase in strength and ductilitycompared to the as-cast material and this is designated the high strength–high ductility region whereas conventional behavior denotes an increase inductility at the expense of strength or an increase in strength at the expense of ductility.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142538
http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
ductility by conducting the HPT processing at the lowestpossible temperature.
Fourth, samples tested at the slow and intermediate strainrates of 1.0 � 10�4, 1.0 � 10�3, and 3.3 � 10�3 s�1,regardless of whether they are processed by HPT at 298or 445 K, show a higher tendency to fall in the highstrength–high ductility region by comparison with thefastest strain rate of 1.0 � 10�2 s�1. This result demon-strates the requirement for using relatively low strain ratesto achieve high strength and high ductility in tensile testingat room temperature.
C. The calculated strain rate sensitivity intensile testing
The strain rate sensitivity, m, for samples subjectedto tensile testing may be calculated by plotting thetrue flow stress at a strain lower than the total strain atUTS as a function of the strain rate, _e, and thenperforming a best fit analysis by making use of thefollowing relationship:
r ¼ k _em ; ð2Þ
where r is the flow stress and k is a constant.Using samples processed at 298 K, Fig. 6 shows the
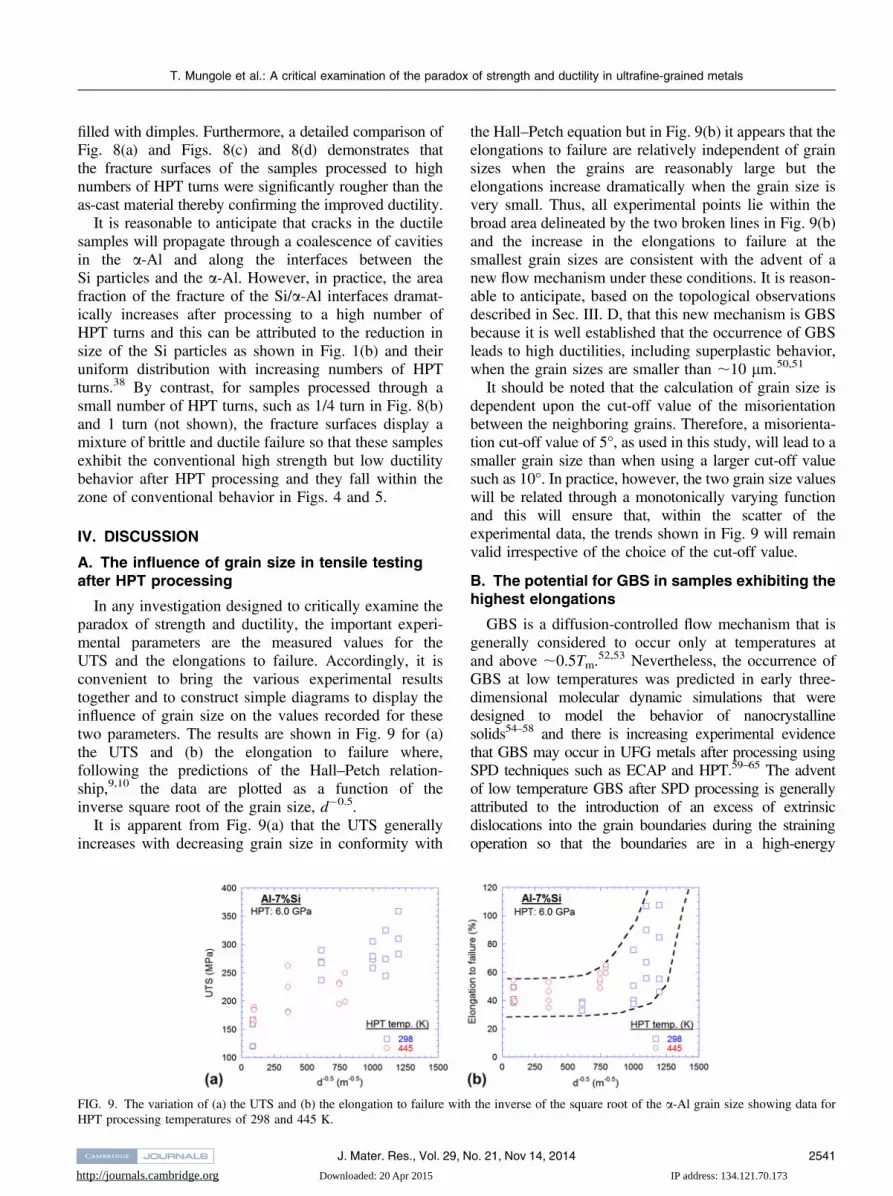
variation of the measured strain rate sensitivity asa function of the number of HPT turns and thereforeof the representative equivalent strain imposed during theHPT processing. Initially, in the as-cast condition, thevalue of m is ;0.03 but this is reduced to;0.02 after 1/4and 1 turn and thereafter there is a drastic increase tovalues of ;0.12 and ;0.14 after 5 and 10 turns,respectively. Since the specimens showing a transitionto the high strength–high ductility region in Fig. 4 weregenerally processed to 5 or more HPT turns, it followsthat higher values for the strain rate sensitivity are an
important requirement for achieving specimens thatlie within the high strength–high ductility region.
D. Topological observations using AFM
To check on the possible occurrence of GBS,topological observations were undertaken using AFM.Figures 7(a) and 7(b) show a representative amplitudeerror map and the corresponding three-dimensional pro-file for a sample processed through HPT for 5 turnsat room temperature and then tested to failure at a strainrate of 1.0 � 10�3 s�1. In Fig. 7(a), the amplitudeerror map shows clear protrusions and intrusionsassociated with the grains thereby demonstrating theoccurrence of GBS under the present experimentalconditions. The occurrence of GBS is further con-firmed in Fig. 7(b) where there is evidence for regions
FIG. 5. Variation of (a) the normalized YS and (b) the normalized UTS with the normalized elongation to failure and (c) the variation of thenormalized UTS with the normalized uniform elongation corresponding to the strain at UTS for samples processed by HPT at 445 K: data fallingabove the broken horizontal line and to the right of the broken vertical line display a simultaneous increase in strength and ductility compared to theas-cast material and this is designated the high strength–high ductility region whereas conventional behavior denotes an increase in ductility at theexpense of strength or an increase in strength at the expense of ductility.
FIG. 6. Variation of the strain rate sensitivity with the numberof HPT turns and the equivalent strain imposed during HPT process-ing.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2539

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
of flat hills and flat valleys representing grains lying atdifferent topographic levels.
E. Appearance of the fracture surfaces aftertensile testing
Figure 8 shows a series of fractographs for specimenstested at 298 K at an initial strain rate of 1.0� 10�3 s�1: (a)
shows the as-cast material and the other samples wereprocessed by HPT at (b) 1/4 turn and (c) 10 turns at aprocessing temperature of 298 K and (d) 5 turns ata processing temperature of 445 K. It is readily apparentthat both the as-cast sample in Fig. 8(a) and the samplesprocessed to 10 turns in Fig. 8(c) and 5 turns in Fig. 8(d)exhibit ductile fracture where the fracture surfaces were
FIG. 7. Using AFM to display the topological characteristics of a sample processed by HPT through 5 turns at 298 K and then pulled in tensionto failure at a strain rate of 1.0 � 10�3 s�1: (a) amplitude error map and (b) the corresponding three-dimensional profile.
FIG. 8. SEM micrographs showing the fracture surfaces of various samples tested at a strain rate of 1.0 � 10�3 s�1: (a) the as-cast condition,(b) and (c) the fracture surfaces on samples processed by HPT at 298 K through 1/4 and 10 turns, respectively, and (d) shows the fracture surface onthe sample processed by HPT at 445 K for 5 turns: (b) represents a sample lying in the region of conventional behavior in Fig. 4 whereas (c) and(d) represent samples lying in the high strength–high ductility regions in Figs. 4 and 5, respectively.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142540
http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
filled with dimples. Furthermore, a detailed comparison ofFig. 8(a) and Figs. 8(c) and 8(d) demonstrates thatthe fracture surfaces of the samples processed to highnumbers of HPT turns were significantly rougher than theas-cast material thereby confirming the improved ductility.
It is reasonable to anticipate that cracks in the ductilesamples will propagate through a coalescence of cavitiesin the a-Al and along the interfaces between theSi particles and the a-Al. However, in practice, the areafraction of the fracture of the Si/a-Al interfaces dramat-ically increases after processing to a high number ofHPT turns and this can be attributed to the reduction insize of the Si particles as shown in Fig. 1(b) and theiruniform distribution with increasing numbers of HPTturns.38 By contrast, for samples processed through asmall number of HPT turns, such as 1/4 turn in Fig. 8(b)and 1 turn (not shown), the fracture surfaces display amixture of brittle and ductile failure so that these samplesexhibit the conventional high strength but low ductilitybehavior after HPT processing and they fall within thezone of conventional behavior in Figs. 4 and 5.
IV. DISCUSSION
A. The influence of grain size in tensile testingafter HPT processing
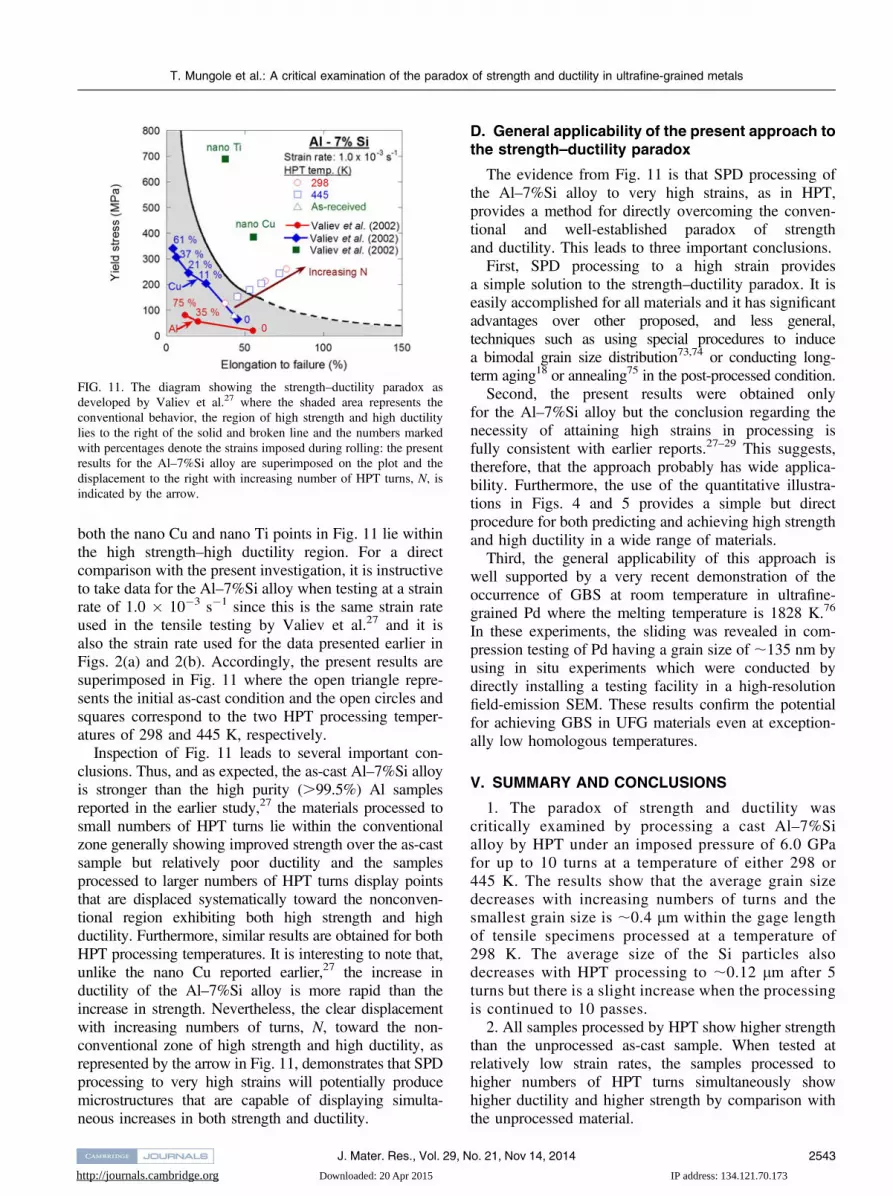
In any investigation designed to critically examine theparadox of strength and ductility, the important experi-mental parameters are the measured values for theUTS and the elongations to failure. Accordingly, it isconvenient to bring the various experimental resultstogether and to construct simple diagrams to display theinfluence of grain size on the values recorded for thesetwo parameters. The results are shown in Fig. 9 for (a)the UTS and (b) the elongation to failure where,following the predictions of the Hall–Petch relation-ship,9,10 the data are plotted as a function of theinverse square root of the grain size, d�0.5.
It is apparent from Fig. 9(a) that the UTS generallyincreases with decreasing grain size in conformity with
the Hall–Petch equation but in Fig. 9(b) it appears that theelongations to failure are relatively independent of grainsizes when the grains are reasonably large but theelongations increase dramatically when the grain size isvery small. Thus, all experimental points lie within thebroad area delineated by the two broken lines in Fig. 9(b)and the increase in the elongations to failure at thesmallest grain sizes are consistent with the advent of anew flow mechanism under these conditions. It is reason-able to anticipate, based on the topological observationsdescribed in Sec. III. D, that this new mechanism is GBSbecause it is well established that the occurrence of GBSleads to high ductilities, including superplastic behavior,when the grain sizes are smaller than ;10 lm.50,51
It should be noted that the calculation of grain size isdependent upon the cut-off value of the misorientationbetween the neighboring grains. Therefore, a misorienta-tion cut-off value of 5°, as used in this study, will lead to asmaller grain size than when using a larger cut-off valuesuch as 10°. In practice, however, the two grain size valueswill be related through a monotonically varying functionand this will ensure that, within the scatter of theexperimental data, the trends shown in Fig. 9 will remainvalid irrespective of the choice of the cut-off value.
B. The potential for GBS in samples exhibiting thehighest elongations
GBS is a diffusion-controlled flow mechanism that isgenerally considered to occur only at temperatures atand above ;0.5Tm.
52,53 Nevertheless, the occurrence ofGBS at low temperatures was predicted in early three-dimensional molecular dynamic simulations that weredesigned to model the behavior of nanocrystallinesolids54–58 and there is increasing experimental evidencethat GBS may occur in UFG metals after processing usingSPD techniques such as ECAP and HPT.59–65 The adventof low temperature GBS after SPD processing is generallyattributed to the introduction of an excess of extrinsicdislocations into the grain boundaries during the strainingoperation so that the boundaries are in a high-energy
FIG. 9. The variation of (a) the UTS and (b) the elongation to failure with the inverse of the square root of the a-Al grain size showing data forHPT processing temperatures of 298 and 445 K.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2541

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
nonequilibrium configuration66–68 and the movement ofthese extrinsic dislocations permits relatively easy GBS.12
In the earlier development of the paradox of strengthand ductility, the occurrence of both high strengthand high ductility in UFG samples of Cu processed byECAP and Ti processed by HPT was specifically attrib-uted to the advent of some GBS which, it was suggested,occurred as an additional flow mechanism inthese materials.27 In practice, it is well known that GBSwill be facilitated by the very small grain sizes and by thelarger fractions of high-angle grain boundaries that area characteristic feature of materials subjected to SPDprocessing through large numbers of ECAP passes69,70
or HPT turns.8,71 The mechanism of GBS at very smallgrain sizes requires a stress exponent, n, of 2.0 which isequivalent to a strain rate sensitivity of m 5 0.5.72
In the present investigation, as shown in Fig. 6, thestrain rate sensitivity was initially very low (;0.03) butincreased to ;0.14 after 10 turns of HPT. This lattervalue of m is significantly lower than the theoreticalvalue for GBS but it is identical to the value reportedearlier for UFG Cu processed by ECAP for 16 passeswhere there was both high strength and high ductility.27
Accordingly, it is reasonable to assume that the presentresults match those reported earlier in the first descrip-tion of the strength–ductility paradox and, as concludedin the earlier investigation, the value of m is consistentwith flow occurring through a “mixture of GBS andcrystallographic slip”.27
To provide a greater understanding of the effect of grainsize on strength and ductility, it is important to investigatethe variation of m with the average grain size produced inHPT processing. Accordingly, the strain rate sensitivitydata shown in Fig. 6 are replotted in a semi-logarithmicform in Fig. 10 as a function of the grain size. This plotshows that the strain rate sensitivity remains low (,0.05)for all grain sizes above ;1 lm where this is consistentwith flow by crystallographic slip. However, the values ofm increase rapidly at grain sizes below ;1 lm and thehighest value of m is associated with the smallest grainsize. This suggests that grain boundary related flowmechanisms, such as GBS, were not active for the sampleswith the larger grain sizes even though these samples wereproduced through HPT processing. However, if the strainimposed by HPT processing is very high, leading toexceptional grain refinement to the submicrometer level,grain boundary related activities become significant. Thisis also supported by the non-monotonous increase in thestrength of the material with HPT turns. Thus, as shown inFig. 1, the grain sizes decrease monotonically with HPTturns for both processing conditions but, as shown inFigs. 2 and 3, the strength of the samples processed tohigher numbers of HPT turns was not always greaterthan the samples processed to lower numbers of turns.Nevertheless, even with a reduction in the overall strength,
the advent of GBS at the smallest grain sizes after thelargest numbers of HPT turns led to a correspondingincrease in ductility and therefore to favorable behaviorthat lay within the high strength–high ductility regions inFigs. 4 and 5. Examples of a minor decrease in strengthbut a corresponding increase in ductility are shown by thestress–strain curves for samples processed through 10turns in Figs. 2(a) and 2(b).
C. A reappraisal of the classic paradox of strengthand ductility
The original report on the strength–ductility paradoxpresented an illustration, which has now become a classicrepresentation, showing the yield stress plotted againstthe elongation to failure for a large number of materials.27
The major elements of this plot are reproduced in Fig. 11where the shaded region below the curve delineatesthe conventional behavior of high strength and lowductility and the two points labeled nano Cu and nanoTi correspond to the results obtained after processingthrough 16 passes of ECAP and 5 turns of HPT, re-spectively. In Fig. 11, the datum points for Al and Cu areall taken from the earlier report and the numbers markedwith percentages denote the strains imposed during roll-ing27; for simplicity in presentation, additional singlepoints for other materials, such as Co, Ni, and Zr, arenot included but they lie within the shaded region.In practice, materials processed through conventionalmechanical routes, such as rolling and extrusion, showa loss in ductility with increase in strength and these pointsall lie in the shaded region whereas materials subjected toSPD processing may, under favorable conditions, exhibitboth high strength and high ductility so that these points liein the region toward the top right-hand corner of the plot.
A careful inspection shows that Fig. 11 representsa qualitative presentation of the information providedearlier in a quantitative form in Figs. 4 and 5. Thus,
FIG. 10. The variation of the strain rate sensitivity with the averagegrain size within the gage length for samples processed by HPT at298 K.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142542
http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
both the nano Cu and nano Ti points in Fig. 11 lie withinthe high strength–high ductility region. For a directcomparison with the present investigation, it is instructiveto take data for the Al–7%Si alloy when testing at a strainrate of 1.0 � 10�3 s�1 since this is the same strain rateused in the tensile testing by Valiev et al.27 and it isalso the strain rate used for the data presented earlier inFigs. 2(a) and 2(b). Accordingly, the present results aresuperimposed in Fig. 11 where the open triangle repre-sents the initial as-cast condition and the open circles andsquares correspond to the two HPT processing temper-atures of 298 and 445 K, respectively.
Inspection of Fig. 11 leads to several important con-clusions. Thus, and as expected, the as-cast Al–7%Si alloyis stronger than the high purity (.99.5%) Al samplesreported in the earlier study,27 the materials processed tosmall numbers of HPT turns lie within the conventionalzone generally showing improved strength over the as-castsample but relatively poor ductility and the samplesprocessed to larger numbers of HPT turns display pointsthat are displaced systematically toward the nonconven-tional region exhibiting both high strength and highductility. Furthermore, similar results are obtained for bothHPT processing temperatures. It is interesting to note that,unlike the nano Cu reported earlier,27 the increase inductility of the Al–7%Si alloy is more rapid than theincrease in strength. Nevertheless, the clear displacementwith increasing numbers of turns, N, toward the non-conventional zone of high strength and high ductility, asrepresented by the arrow in Fig. 11, demonstrates that SPDprocessing to very high strains will potentially producemicrostructures that are capable of displaying simulta-neous increases in both strength and ductility.
D. General applicability of the present approach tothe strength–ductility paradox
The evidence from Fig. 11 is that SPD processing ofthe Al–7%Si alloy to very high strains, as in HPT,provides a method for directly overcoming the conven-tional and well-established paradox of strengthand ductility. This leads to three important conclusions.
First, SPD processing to a high strain providesa simple solution to the strength–ductility paradox. It iseasily accomplished for all materials and it has significantadvantages over other proposed, and less general,techniques such as using special procedures to inducea bimodal grain size distribution73,74 or conducting long-term aging18 or annealing75 in the post-processed condition.
Second, the present results were obtained onlyfor the Al–7%Si alloy but the conclusion regarding thenecessity of attaining high strains in processing isfully consistent with earlier reports.27–29 This suggests,therefore, that the approach probably has wide applica-bility. Furthermore, the use of the quantitative illustra-tions in Figs. 4 and 5 provides a simple but directprocedure for both predicting and achieving high strengthand high ductility in a wide range of materials.
Third, the general applicability of this approach iswell supported by a very recent demonstration of theoccurrence of GBS at room temperature in ultrafine-grained Pd where the melting temperature is 1828 K.76
In these experiments, the sliding was revealed in com-pression testing of Pd having a grain size of ;135 nm byusing in situ experiments which were conducted bydirectly installing a testing facility in a high-resolutionfield-emission SEM. These results confirm the potentialfor achieving GBS in UFG materials even at exception-ally low homologous temperatures.
V. SUMMARY AND CONCLUSIONS
1. The paradox of strength and ductility wascritically examined by processing a cast Al–7%Sialloy by HPT under an imposed pressure of 6.0 GPafor up to 10 turns at a temperature of either 298 or445 K. The results show that the average grain sizedecreases with increasing numbers of turns and thesmallest grain size is ;0.4 lm within the gage lengthof tensile specimens processed at a temperature of298 K. The average size of the Si particles alsodecreases with HPT processing to ;0.12 lm after 5turns but there is a slight increase when the processingis continued to 10 passes.
2. All samples processed by HPT show higher strengththan the unprocessed as-cast sample. When tested atrelatively low strain rates, the samples processed tohigher numbers of HPT turns simultaneously showhigher ductility and higher strength by comparison withthe unprocessed material.
FIG. 11. The diagram showing the strength–ductility paradox asdeveloped by Valiev et al.27 where the shaded area represents theconventional behavior, the region of high strength and high ductilitylies to the right of the solid and broken line and the numbers markedwith percentages denote the strains imposed during rolling: the presentresults for the Al–7%Si alloy are superimposed on the plot and thedisplacement to the right with increasing number of HPT turns, N, isindicated by the arrow.
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2543

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
3. New diagrams are developed which give a simpledisplay of normalized stresses against normalized strainsand provide a quantitative evaluation of the potentialfor achieving high strength and high ductility. The use ofthese diagrams is examined for samples processedby HPT at temperatures of 298 and 445 K.
4. High strength and high ductility is achieved inthe Al–7%Si alloy at the smallest grain sizes after thelargest numbers of HPT turns. The measured strain ratesensitivity for these conditions is ;0.14 which suggeststhat the flow mechanism is a mixture of GBS and crystal-lographic slip. The occurrence of sliding is supporteddirectly by topological observations using AFM.
5. The present results are also displayed on the tradi-tional diagram for strength and ductility and they demon-strate the importance of increasing numbers of turns inHPT to achieve both high strength and high ductility.
ACKNOWLEDGMENTS
The authors would like to acknowledge the help ofMr. Devi Lal and Mr. Amit Kumar in data analysis andmicroscopy of fractured surfaces, respectively, andthey thank Dr. Sarath Menon of Naval PostgraduateSchool, Monterey, CA, USA, for providing the cast Al–7%Si samples. This work was partially funded by a SeedGrant (Indian Institute of Science, Bangalore) to PK.The work was supported in part by the National ScienceFoundation of the United States under Grant No. DMR-1160966 and in part by the European Research Councilunder ERC Grant Agreement No. 267464-SPDMETALS.
REFERENCES
1. R.Z. Valiev, R.K. Islamgaliev, and I.V. Alexandrov: Bulk nano-structured materials from severe plastic deformation. Prog. Mater.Sci. 45, 103 (2000).
2. T.G. Langdon: Twenty-five years of ultrafine-grained materials:Achieving exceptional properties through grain refinement.Acta Mater. 61, 7035 (2013).
3. R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer,and Y.T. Zhu: Producing bulk ultrafine-grained materialsby severe plastic deformation. JOM 58(4), 33 (2006).
4. R.Z. Valiev and T.G. Langdon: Principles of equal-channelangular pressing as a processing tool for grain refinement. Prog.Mater. Sci. 51, 881 (2006).
5. A.P. Zhilyaev and T.G. Langdon: Using high-pressure torsion formetal processing: Fundamentals and applications. Prog. Mater.Sci. 53, 893 (2008).
6. A.P. Zhilyaev, S. Lee, G.V. Nurislamova, R.Z. Valiev, andT.G. Langdon: Microhardness and microstructural evolution in purenickel during high-pressure torsion. Scr. Mater. 44, 2753 (2001).
7. A.P. Zhilyaev, G.V. Nurislamova, B.K. Kim, M.D. Baró,J.A. Szpunar, and T.G. Langdon: Experimental parametersinfluencing grain refinement and microstructural evolution duringhigh-pressure torsion. Acta Mater. 51, 753 (2003).
8. J. Wongsa-Ngam, M. Kawasaki, and T.G. Langdon: A comparisonof microstructures and mechanical properties in a Cu-Zr alloyprocessed using different SPD techniques. J. Mater. Sci. 48, 4653(2013).
9. E.O. Hall: The deformation and ageing of mild steel: III discussionof results. Proc. Phys. Soc. 64B, 747 (1951).
10. N.J. Petch: The cleavage strength of polycrystals. J. Iron SteelInst. 174, 25 (1953).
11. R. Valiev: Materials science - Nanomaterial advantage. Nature419, 887 (2002).
12. R. Valiev: Nanostructuring of metals by severe plastic deformationfor advanced properties. Nat. Mater. 3, 511 (2004).
13. D. Jia, Y.M. Wang, K.T. Ramesh, E. Ma, Y.T. Zhu, andR.Z. Valiev: Deformation behavior and plastic instabilitiesof ultrafine-grained titanium. Appl. Phys. Lett. 79, 611(2001).
14. Y.M. Wang and E. Ma: Strain hardening, strain rate sensitivity, andductility of nanostructured metals. Mater. Sci. Eng., A 375–377,46 (2004).
15. C.C. Koch, D.G. Morris, K. Lu, and A. Inoue: Ductility ofnanostructured materials. MRS Bull. 24(2), 54 (1999).
16. Y.M. Wang and E. Ma: Three strategies to achieve uniformtensile deformation in a nanostructured metal. Acta Mater. 52,1699 (2004).
17. E. Ma: Eight routes to improve the tensile ductility of bulknanostructured metals and alloys. JOM 58(4), 49 (2006).
18. Y.H. Zhao, J.F. Bingert, Y.T. Zhu, X.Z. Liao, R.Z. Valiev,Z. Horita, T.G. Langdon, Y.Z. Zhou, and E.J. Lavernia:Tougher ultrafine grain Cu via high-angle grain boundariesand low dislocation density. Appl. Phys. Lett. 92, 081903(2008).
19. Y. Zhao, Y. Zhu, and E.J. Lavernia: Strategies for improvingtensile ductility of bulk nanostructured materials. Adv. Eng. Mater.12, 769 (2010).
20. Z. Horita, K. Ohashi, T. Fujita, K. Kaneko, and T.G. Langdon:Achieving high strength and high ductility in precipitation-hardened alloys. Adv. Mater. 17, 1599 (2005).
21. Y.H. Zhao, X.Z. Liao, S. Cheng, E. Ma, and Y.T. Zhu: Simulta-neously increasing the ductility and strength of nanostructuredalloys. Adv. Mater. 18, 2280 (2006).
22. Y.H. Zhao, J.E. Bingert, X.Z. Liao, B.Z. Cui, K. Han,A.V. Sergueeva, A.K. Mukherjee, R.Z. Valiev, T.G. Langdon,and Y.T.T. Zhu: Simultaneously increasing the ductility andstrength of ultra-fine-grained pure copper. Adv. Mater. 18,2949 (2006).
23. Y.H. Zhao, T. Topping, J.F. Bingert, J.J. Thornton,A.M. Dangelewicz, Y. Li, W. Liu, Y.T. Zhu, Y. Zhou, andE.J. Lavernia: High tensile ductility and strength in bulk nano-structured nickel. Adv. Mater. 20, 3033 (2008).
24. H.W. Höppel, Z. Zhou, H. Mughrabi, and R.Z. Valiev:Microstructural study of the parameters governing coarseningand cyclic softening in fatigued ultrafine-grained copper.Philos. Mag. 82A, 1781 (2002).
25. A. Vinogradov and S. Hashimoto: Fatigue of severely deformedmetals. Adv. Eng. Mater. 5, 351 (2003).
26. H.W. Höppel, M. Kautz, C. Xu, M. Murashkin, T.G. Langdon,R.Z. Valiev, and H. Mughrabi: An overview: Fatigue behaviourof ultrafine-grained metals and alloys. Int. J. Fatigue 28, 1001(2006).
27. R.Z. Valiev, I.V. Alexandrov, Y.T. Zhu, and T.C. Lowe: Paradoxof strength and ductility in metals processed by severe plasticdeformation. J. Mater. Res. 17, 5 (2002).
28. F. Dalla Torre, R. Lapovok, J. Sandlin, P.F. Thomson,C.H.J. Davies, and E.V. Pereloma: Microstructures and prop-erties of copper processed by equal channel angular extrusionfor 1-16 passes. Acta Mater. 52, 4819 (2004).
29. P. Kumar, C. Xu, and T.G. Langdon: Influence of strainrate on strength and ductility in an aluminum alloy processedby equal-channel angular pressing. J. Mater. Sci. 44, 3913 (2009).
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142544

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
30. J.G. Kaufman and E.L. Roy: Aluminum Casting Alloys. Properties,Processes and Applications (American Foundry Society, ASMInternational, Materials Park, OH, 2004).
31. M.F. Hafiz and T. Kobayashi: Tensile properties influencingvariables in eutectic Al-Si casting alloys. Scr. Metall. Mater. 31,701 (1994).
32. M.F. Hafiz and T. Kobayashi: Fracture toughness of eutectic Al-Sicasting alloy with different microstructural features. J. Mater. Sci.31, 6195 (1996).
33. J.M. García-Infanta, S. Swaminathan, A.P. Zhilyaev, F. Carreño,O.A. Ruano, and T.R. McNelley: Microstructural develop-ment during equal channel angular pressing of hypo-eutectic Al-Sicasting alloy by different processing routes. Mater. Sci. Eng.,A 485, 160 (2008).
34. J.M. García-Infanta, A.P. Zhilyaev, F. Carreño, O.A. Ruano,J.Q. Su, S.K. Menon, and T.R. McNelley: Strain path andmicrostructure evolution during severe deformation processing ofan as-cast hypoeutectic Al-Si alloy. J. Mater. Sci. 45, 4613 (2010).
35. A.P. Zhilyaev, J.M. García-Infanta, F. Carreño, T.G. Langdon, andO.A. Ruano: Particle and grain growth in an Al-Si alloy duringhigh-pressure torsion. Scr. Mater. 57, 763 (2007).
36. V. Rajinikanth, K. Venkateswarlu, M.K. Sen, M. Das,S.N. Alhajeri, and T.G. Langdon: Influence of scandium on anAl-2% Si alloy processed by high-pressure torsion. Mater. Sci.Eng., A 528, 1702 (2011).
37. K. Venkateswarlu, V. Rajinikanth, S.N. Alhajeri, and T.G. Langdon:Application of high-pressure torsion to Al-Si alloys with and withoutscandium additions. Mater. Sci. Forum 667–669, 743 (2011).
38. T. Mungole, N. Nadammal, K. Dawra, P. Kumar, M. Kawasaki,and T.G. Langdon: Evolution of microhardness and microstructurein a cast Al–7% Si alloy during high-pressure torsion. J. Mater.Sci. 48, 4671 (2013).
39. R.B. Figueiredo, P.R. Cetlin, and T.G. Langdon: Usingfinite element modeling to examine the flow processes in quasi-constrained high-pressure torsion. Mater. Sci. Eng., A 528,8198 (2011).
40. R.B. Figueiredo, P.H.R. Pereira, M.T.P. Aguilar, P.R. Cetlin, andT.G. Langdon: Using finite element modelling to examine thetemperature distribution in quasi-constrained high-pressure tor-sion. Acta Mater. 60, 3190 (2012).
41. M. Kawasaki and T.G. Langdon: The significance of strainreversals during processing by high-pressure torsion. Mater. Sci.Eng., A 498, 341 (2008).
42. R.Z. Valiev, Y.V. Ivanisenko, E.F. Rauch, and B. Baudelet:Structure and deformation behaviour of armco iron subjected tosevere plastic deformation. Acta Mater. 44, 4705 (1996).
43. F. Wetscher, A. Vorhauer, R. Stock, and R. Pippan: Structuralrefinement of low alloyed steels during severe plastic deformation.Mater. Sci. Eng., A 387–389, 809 (2004).
44. F. Wetscher, R. Pippan, S. Sturm, F. Kauffmann, C. Scheu, andG. Dehm: TEM investigations of the structural evolution ina pearlitic steel deformed by high-pressure torsion. Metall. Mater.Trans. A 37, 1963 (2006).
45. Y. Estrin, A. Molotnikov, C.H.J. Davies, and R. Lapovok: Straingradient plasticity modelling of high-pressure torsion. J. Mech.Phys. Solids 56, 1186 (2008).
46. A. Loucif, R.B. Figueiredo, M. Kawasaki, T. Baudin, F. Brisset,R. Chemam, and T.G. Langdon: Effect of aging on microstructuraldevelopment in an Al–Mg–Si alloy processed by high-pressuretorsion. J. Mater. Sci. 47, 7815 (2012).
47. Y.H. Zhao, Y.Z. Guo, Q. Wei, A.M. Dangelewicz, C. Xu,Y.T. Zhu, T.G. Langdon, Y.Z. Zhou, and E.J. Lavernia: Influenceof specimen dimensions on the tensile behavior of ultrafine-grained Cu. Scr. Mater. 59, 627 (2008).
48. Y.H. Zhao, Y.Z. Guo, Q. Wei, T.D. Topping, A.M. Dangelewicz,Y.T. Zhu, T.G. Langdon, and E.J. Lavernia: Influence of specimendimensions and strain measurement methods on tensile stress-strain curves. Mater. Sci. Eng., A 525, 68 (2009).
49. P. Eaton and P. West: Atomic Force Microscopy (OxfordUniversity Press, New York, NY, 2010).
50. T.G. Langdon: An evaluation of the strain contributed by grainboundary sliding in superplasticity. Mater. Sci. Eng., A 174A, 225(1994).
51. T.G. Langdon: Seventy-five years of superplasticity: Historicdevelopments and new opportunities. J. Mater. Sci. 44, 5998(2009).
52. R.C. Gifkins and T.G. Langdon: On the question of low-temperature sliding at grain boundaries. J. Inst. Met. 93, 347(1965).
53. T.G. Langdon: Grain boundary sliding revisited: Developments insliding over four decades. J. Mater. Sci. 41, 597 (2006).
54. H. Van Swygenhoven and A. Caro: Plastic behavior of nanophaseNi: A molecular dynamics computer simulation. Appl. Phys. Lett.71, 1652 (1997).
55. J. Schiøtz, F.D. Di Tolla, and K.W. Jacobsen: Softening ofnanocrystalline metals at very small grain sizes. Nature 391, 561(1998).
56. H. Van Swygenhoven, M. Spaczer, A. Caro, and D. Farkas:Competing plastic deformation mechanisms in nanophase metals.Phys. Rev. B 60, 22 (1999).
57. H. Van Swygenhoven and P.M. Derlet: Grain-boundary sliding innanocrystalline FCC metals. Phys. Rev. B 64, 224105 (2001).
58. K.S. Kumar, H. Van Swygenhoven, and S. Suresh: Mechanicalbehavior of nanocrystalline metals and alloys. Acta Mater. 51,5743 (2003).
59. R.Z. Valiev, E.V. Kozlov, Y.F. Ivanov, J. Lian, A.A. Nazarov, andB. Baudelet: Deformation-behavior of ultra-fine-grained copper.Acta Metall. Mater. 42, 2467 (1994).
60. N.Q. Chinh, G. Vörös, P. Szommer, Z. Horita, and T.G. Langdon:Grain boundary sliding as a significant mechanism of lowtemperature plastic deformation in ECAP aluminum. Mater. Sci.Forum 503–504, 1001 (2006).
61. N.Q. Chinh, P. Szommer, Z. Horita, and T.G. Langdon: Exper-imental evidence for grain boundary sliding in ultrafine-grainedaluminum processed by severe plastic deformation. Adv. Mater.18, 34 (2006).
62. R.Z. Valiev, M. Yu Murashkin, A. Kilmametov, B. Straumal,N.Q. Chinh, and T.G. Langdon: Unusual super-ductility at roomtemperature in an ultrafine-grained aluminum alloy. J. Mater. Sci.45, 4718 (2010).
63. N.Q. Chinh, T. Csanádi, J. Gubicza, R.Z. Valiev, B.B. Straumal,and T.G. Langdon: The effect of grain boundary sliding and strainrate sensitivity on the ductility of ultrafine-grained materials.Mater. Sci. Forum 667–669, 677 (2011).
64. N.Q. Chinh, T. Györi, R.Z. Valiev, P. Szommer, G. Varga,K. Havancsák, and T.G. Langdon: Observations of unique plasticbehavior in micro-pillars of an ultrafine-grained alloy. MRSCommun. 2, 75 (2012).
65. A.V. Polyakov, I.P. Semenova, R.Z. Valiev, Y. Huang, andT.G. Langdon: Influence of annealing on ductility of ultrafine-grained titanium processed by ECAP-conform and drawing. MRSCommun. 3, 249 (2013).
66. R.Z. Valiev, A.V. Korznikov, and R.R. Mulyukov: Structure andproperties of ultrafine-grained materials produced by severe plasticdeformation. Mater. Sci. Eng., A 168, 141 (1993).
67. Z. Horita, D.J. Smith, M. Furukawa, M. Nemoto, R.Z. Valiev,and T.G. Langdon: An investigation of grain boundaries insubmicrometer-grained Al-Mg solid solution alloys using high-resolution electron microscopy. J. Mater. Res. 11, 1880 (1996).
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 2014 2545

http://journals.cambridge.org Downloaded: 20 Apr 2015 IP address: 134.121.70.173
68. Z. Horita, D.J. Smith, M. Nemoto, R.Z. Valiev, and T.G. Langdon:Observations of grain boundary structure in submicrometer-grained Cu and Ni using high-resolution electron microscopy.J. Mater. Res. 13, 446 (1998).
69. M. Kawasaki, Z. Horita, and T.G. Langdon: Microstructuralevolution in high purity aluminum processed by ECAP. Mater.Sci. Eng., A 524, 143 (2009).
70. C. Xu, Z. Horita, and T.G. Langdon: Microstructural evolution inan aluminum solid solution alloy processed by ECAP. Mater. Sci.Eng., A 528, 6059 (2011).
71. A. Loucif, T. Baudin, R.B. Figueiredo, F. Brisset, A.L. Helbert,R. Chemam, and T.G. Langdon: Microstructure and micro-texture evolution with aging treatment in an Al-Mg-Si alloyseverely deformed by HPT. J. Mater. Sci. 48, 4573 (2013).
72. T.G. Langdon: A unified approach to grain boundary sliding increep and superplasticity. Acta Metall. Mater. 42, 2437 (1994).
73. Y.M. Wang, M.W. Chen, F.H. Zhou, and E. Ma: High tensileductility in a nanostructured metal. Nature 419, 912 (2002).
74. D. Witkin, Z. Lee, R. Rodriguez, S. Nutt, and E. Lavernia: Al-Mgalloy engineered with bimodal grain size for high strengthand increased ductility. Scr. Mater. 49, 297 (2003).
75. B.Q. Han, F.A. Mohamed, C.C. Bampton, and E.J. Lavernia:Improvement of toughness and ductility of a cryomilled Al-Mgalloy via microstructural modification. Metall. Mater. Trans. A 36,2081 (2005).
76. K. Yang, H-J. Fecht, and Y. Ivanisenko: First direct insitu observation of grain boundary sliding in ultrafine grainednoble metal. Adv. Eng. Mater. 16, 517 (2014).
T. Mungole et al.: A critical examination of the paradox of strength and ductility in ultrafine-grained metals
J. Mater. Res., Vol. 29, No. 21, Nov 14, 20142546

























![[Human health effects of ultrafine particles]](https://img.dokumen.tips/doc/110x75/6347fbb6031992cdcf01ce25/human-health-effects-of-ultrafine-particles.jpg)



