Embed Size (px)
Citation preview

© Lean & Mean Consulting. All rights reserved. 2015 © Lean & Mean Consulting. All rights reserved. 2016
10 / 16
Improving OEE Eliminate Losses, Optimize Capacity
Enhance Operating at Cost-Effective Rates
World-Class Standards & Best Practices of Operational Excellence

World-Class Standards & Best Practices of Operational Excellence
© Lean & Mean Consulting. All rights reserved. 2016
LEAN Management Academy - Outline Knowledge & Expertise / Editable Training Presentations / 16 Modules

3
Learning Objectives
1. Understand the concept and philosophy of TPM and its relationship with OEE
2. Explain the importance of OEE and how it relates to value-adding work of the factory
3. Understand OEE concepts such as Availability, Performance, Quality and the Six Major Losses
4. Describe the steps of collecting and processing OEE data and reporting results
5. Define approaches for reducing equipment-related losses to raise OEE
4
Agenda
Introduction to TPM & OEE
Understanding Equipment-Related Losses
Measuring OEE
Improving OEE
Appendices: Practical Tips

1
Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10

6
Relationship Between TPM & OEE
Approach & Deployment
Result
TPM OEE

7
What is OEE?
Overall Equipment Effectiveness is a measurement used in TPM to indicate how effectively machines are running
OEE is a metric that identifies the percentage of planned production time that is truly productive.
An OEE score of 100% represents perfect production: manufacturing only good parts, as fast as possible, with no down time.

8
What is OEE?
OEE is calculated from three underlying factors: Availability, Performance, and Quality.
Each of these factors represents a different perspective of how close your manufacturing process is to perfect production.

9
What is OEE?
Availability A comparison of the potential operating time and the time in which the
machine is actually making products
Performance (Efficiency) A comparison of the actual output with what the machine should be
producing in the same time
Quality A comparison of the number of products made and the number of
products that meet the customer’s specifications
OEE = Availability X Performance X Quality

10
Total operating time
Available time
Running time
A Scheduled unavailable time
Failure & Idle time
Theoretical production
Real production
Real production
Good production
Speed losses & Micro-stoppages
Rejects & Rework
B
C
D
E
F
OEE = B/A x D/C x F/E Availability Performance Quality
Understanding OEE. Definition
100% OEE
Lost capacity %
• Breakdowns > 5 minutes • Overrun on planned downtime • Changeovers & Trials • External causes
• Operational speed lower than the nominal • Micro-stoppages < 5 min
• Programmed breaks • Planned maintenance • Meetings & HR
• All quality defects incl. products on-hold

11
OEE is expressed as a percentage
It gives a complete picture of the machine’s “health”
Indicates not just how fast it can make parts but how much the potential output is limited due to lost availability or poor quality
Effectiveness focuses on the equipment, not the person
Why is OEE Important?

2
Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10

13
Three Key Factors of OEE
Factors Type of Productivity Loss
Availability
Availability takes into account Downtime Loss, which includes all events that stop planned production for an appreciable length of time (typically several minutes or longer)
Performance Performance takes into account Speed Loss, which includes all factors that cause production to operate at less than the maximum possible speed when running
Quality Quality takes into account Quality Loss, which factors out manufactured pieces that do not meet quality standards, including pieces that require rework
OEE OEE takes into account all losses (Downtime Loss, Speed Loss, and Quality Loss), resulting in a measure of truly productive manufacturing time

14
“World Class” OEE
“World class” OEE is a standard which is used for comparison or benchmarking
It should be cautioned that the “world class” OEE standard may not be applicable to all types of industries
OEE Factor World Class
Availability 90 %
Performance 95 %
Quality 99 %
OEE 85 %
For discrete manufacturing industry:

15
Six Big Equipment Losses
Overall Equipment Effectiveness
Availability
Breakdowns
Setups &
Adjustments
Performance
Reduced Speed
Minor Stops &
Idling
Quality
Defects &
Rework
Startup &
Yield Loss
Six Big Losses
Source: Japan Institute of Plant Maintenance (JIPM)

16
Equipment Losses & OEE Six Big Losses
Do
wn
tim
e Lo
sses
Qu
alit
y Lo
sses
Spee
d
Loss
es
Fully Productive Time
Net Operating Time
Planned Production Time
Operating Time
Equipment
Average total operating loss 30-50%
Breakdowns
Setups & Adjustments
Reduced Speed
Minor Stops & Idling
Defects & Rework
Startup & Yield Loss
Breakdowns per machine (stopped longer than 5 min)
Setup / trials / adjustment time
Achieve ideal cycle times (design speed); increase 15% or more
Minor stoppages and idling per machine – under 5 min
Rate (including products to be reworked) – less than 0.1%
Startup yield – 99% or more of lot
Ideal Cycle Time x Total Pcs Operating Time
Good Pieces Total Pieces
Operating Time Planned Production Time
Availability
Quality
Performance
Greater than 90%
Throughput process - Greater than 99%
Greater than 95%
OEE Factors
OEE = Availability x Performance x Quality

17
Calculating OEE
OEE = Availability x Performance x Quality
Availability = Operating Time / Planned Production Time
Performance = (Ideal Cycle Time x Total Pieces) / Operating Time
Quality = Good Pieces / Total Pieces
Simplest OEE Formula:
OEE = (Good Pieces x Ideal Cycle Time) / Planned Production Time
Where: • Good Pieces (pieces that are manufactured without any defects) • Ideal Cycle Time (the theoretical fastest possible time to manufacture one piece) • Planned Production Time (the total time that the production asset is scheduled for production) • Fully Productive Time (producing only good pieces, as fast as possible, with no down time)

Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10
4

19
Minor Stoppage Losses
Caused by events such as machine halting, jamming, idling, misfeeds, blocked sensors, etc.
Generally, these losses cannot be recorded automatically without suitable instruments
Formula: Losses = 100% - Performance Rate
Many companies regard such minor stoppages as breakdowns in order to emphasize their importance, even though no damage has occurred to the equipment
Performance

1. The effectiveness of the equipment drops
2. Other linked machines are idled
3. Product quality defects increase
4. Idle machines mean energy loss
Performance

21
The size of the loss isn’t obvious
We treat the symptoms
We don’t know enough on-site inspection or observation
Why Minor Stoppages Are Not Taken Seriously
Performance

Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10
5
23
Quality Defect & Rework Losses
Caused by off-specification or defective products Rework
Scrap
Losses consist of labor required to rework the products and the cost of the material to be scrapped
Measured by the ratio of quality products to total production
Sometimes designated as “quality defects in process” in order to distinguish from defective products during start-up and adjustment operations
Quality
24
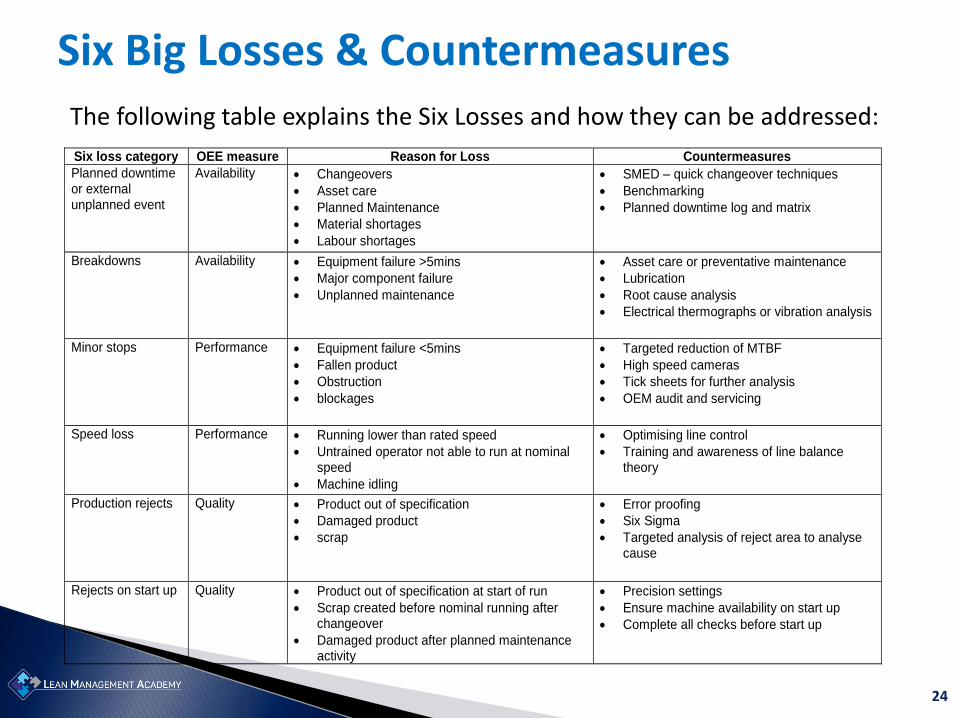
The following table explains the Six Losses and how they can be addressed:
Six Big Losses & Countermeasures
Six loss category OEE measure Reason for Loss Countermeasures
Planned downtime or external unplanned event
Availability Changeovers
Asset care
Planned Maintenance
Material shortages
Labour shortages
SMED – quick changeover techniques
Benchmarking
Planned downtime log and matrix
Breakdowns Availability Equipment failure >5mins
Major component failure
Unplanned maintenance
Asset care or preventative maintenance
Lubrication
Root cause analysis
Electrical thermographs or vibration analysis
Minor stops Performance Equipment failure <5mins
Fallen product
Obstruction
blockages
Targeted reduction of MTBF
High speed cameras
Tick sheets for further analysis
OEM audit and servicing
Speed loss Performance Running lower than rated speed
Untrained operator not able to run at nominal speed
Machine idling
Optimising line control
Training and awareness of line balance theory
Production rejects Quality Product out of specification
Damaged product
scrap
Error proofing
Six Sigma
Targeted analysis of reject area to analyse cause
Rejects on start up Quality Product out of specification at start of run
Scrap created before nominal running after changeover
Damaged product after planned maintenance activity
Precision settings
Ensure machine availability on start up
Complete all checks before start up

Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10
6

26
Measuring OEE
Collecting OEE Data
Processing OEE Data
Reporting OEE Results
• Define what to measure
• Make data
collection simple
• The OEE calculation
• Storing OEE data
• Share OEE results
• Use charts for
visual impact

1. Start with manual measurement
2. Focus on loss
3. Expand to the six big losses
4. Set incremental targets
5. Monitor the constraint
6. Compare cautiously
28
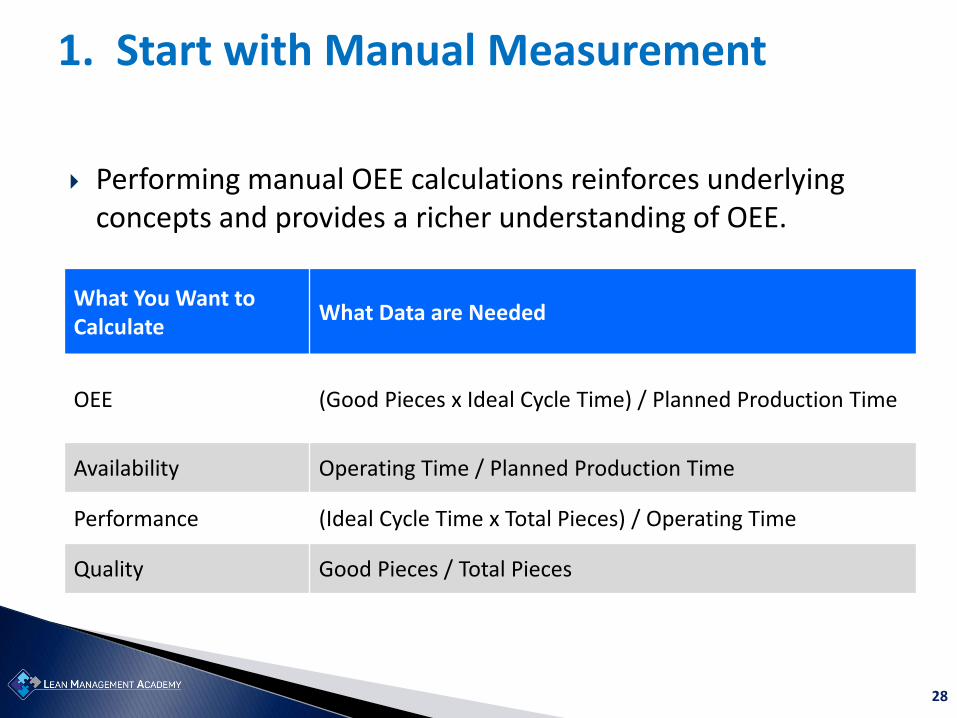
1. Start with Manual Measurement
Performing manual OEE calculations reinforces underlying concepts and provides a richer understanding of OEE.
What You Want to Calculate
What Data are Needed
OEE (Good Pieces x Ideal Cycle Time) / Planned Production Time
Availability Operating Time / Planned Production Time
Performance (Ideal Cycle Time x Total Pieces) / Operating Time
Quality Good Pieces / Total Pieces

29
TOC (Theory Of Constraints)
Output of the process is defined by the output of the Bottleneck step:
100/min 100/min 60/min 90/min 60/min
100/min 100/min 60/min 90/min
Theoretical BN
60% OEE
60/min 50% OEE
50/min
90% OEE 54/min
90% OEE 81/min
50/min
Actual BN
Theoretical BN
True Bottlenecks:
30
Increase OEE of feeding process
Add buffer to prevent blockage
>70% OEE 63/min
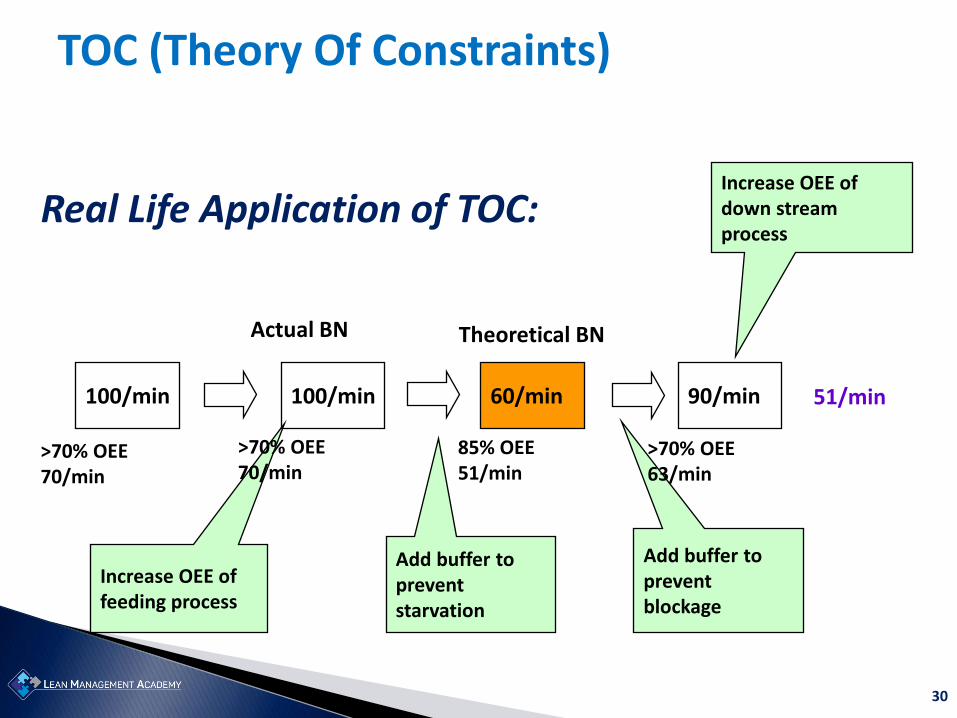
TOC (Theory Of Constraints)
100/min 100/min 60/min 90/min
Theoretical BN
>70% OEE 70/min
>70% OEE 70/min
85% OEE 51/min
51/min
Actual BN
Add buffer to prevent starvation
Increase OEE of down stream process
Real Life Application of TOC:

Eliminate Losses, Optimize Capacity, Reduce Cost
Module. 10
7
32
Improving OEE
We measure OEE to monitor the condition of the equipment
The purpose of measuring OEE is to drive improvement
Sustained improvement requires a dedicated approach, with management support

33
What is Autonomous Maintenance?
Autonomous Maintenance is maintenance performed by operators
The first three steps of Autonomous Maintenance are:
1. Clean and inspect
2. Eliminate problem sources and inaccessible areas
3. Draw up cleaning and lubricating standards
Autonomous Maintenance

34
Goals of AM
GOALS of AUTONOMOUSMAINTENANCE
Prevent Equipment
Deterioration
Equipment Restoration &
Proper Management
Establish Basic
Conditions
Autonomous Maintenance

Key Concepts
Shop-floor based activities
Operator conducted
Operator enhancing
Team activity
Autonomous Management
TPM Foundation
Part of the job!
3 Key Tools
Activity Board
Meetings
One Point Lessons
Three Key Tools for AM Autonomous Maintenance

36
7 Steps of Autonomous Maintenance
1. Clean and inspect
2. Eliminate problem sources and inaccessible areas
3. Draw up cleaning and lubricating standards
4. Conduct general inspections
5. Conduct autonomous inspections
6. Standardize through visual workplace management
7. Implement autonomous equipment management
Source: Autonomous Maintenance for Operators by JIPM
Autonomous Maintenance
37
Focused Improvement
Primary focus – 6 major losses
Use the Pareto principle (80/20 rule) to tackle the key losses which have a significant impact on the OEE
Use root cause analysis (e.g. 5 Why Analysis) to discover the causes of waste, apply tools to remove waste and measure results
Focused Improvement

38
Relocating gauges and grease fittings for easier access
Making shields that minimize contamination
Centralizing lubrication points
Making debris collection accessible
Examples of Focused Improvement Events Focused Improvement

39
Improving OEE Through Kaizen Event
Set TPM Targets
Go after the targets with everyone’s
help
Analyze breakdowns,
suggest improvements
Track and record performance
Achieve and verify targets
Report results and have them recognized
Focused Improvement

Where - Where analysis
5 Why analysis
Fishbone diagram
5W2H
Pareto chart
Flow charts
Check Sheet
Graph/Control chart
Histogram
Scatter Diagram
Brainstorming
Focused Improvement

41
What is SMED?
Consider the process of changing a tire:
For many people, it can easily take 15 minutes to change one tire.
For a NASCAR pit crew, it takes under 15 seconds to change four tires.
Quick Changeover

42
The Three Stages of SMED
Before SMED
Internal and external setup not
differentiated
Stage 1
Separate internal and external
setup
Stage 2
Convert internal setup to external
setup
Stage 3
Streamline all aspects of setup
Quick Changeover

43
Poka Yoke (Mistake-Proofing)
Poka Yoke is a Japanese term that means “mistake-proofing”.
Poka Yoke refers to techniques that make it impossible to make mistakes.
Poka Yoke helps people and processes work right the first time.

44 © Lean & Mean Consulting. All rights reserved. 2016





























