Embed Size (px)
Citation preview

Fundamentals of Stainless steel melting In EAF-AOD route
ByAmartya Talukdar
E-mail: [email protected]

Stainless steel demand is growing
continuously but prices are stagnant
To be successful it is necessary to
• Optimise Quality
• Maximise Productivity
• Reduce Operating cost

Presentation Road map
CARBON-CHROMIUM-TEMPERATURE
RELATIONSHIPS
Slag Characteristics in Stainless steel
making
Kinetics of gas adsorption/ de-sorption in
Stainless steel-w. r. t nitrogen
Genesis & types of inclusions & steel
cleanliness

• 1960: Laboratory investigations on CARBON-
CHROMIUM-TEMPERATURE RELATIONSHIPS
Isothermal chemical reaction process of stainless
steel making
• ARGON was introduced in the REACTION ZONE to
control TEMPERATURE
• REDUCED CARBON level can be achieved
WITHOUT ANY MAJOR LOSS OF Cr
• RESULTS COULD NOT BE REPEATED IN EAF –
HENCE AOD
Preamble

Equilibrium of Chromium and Carbon with variation in Temperature
• Line 1: Equilibrium C-Content is decrasing at higher temperature.
• Line 2 : Equilibrium C-Content is incrasing at higher Cr-content.old standard

Process
Triplex
Duplex

Prime Reactions in Stainless steel making
When oxygen is injected into the liquid metal reactions for Chromium & carbon
oxidation
• 4[Cr] + 3{O}= 2(Cr2O3) not preferred
• [C]+{O}={CO}
• 3CO+Cr =Cr2O3+3C
A major loss of valuable chromium to the slag in the form of oxides is not
acceptable
Thus preferential oxidation of Carbon is desired over Cr oxidation
reaction
(Cr2O3)+3[C] =2[Cr ]+3{CO} preferred
[C]+{O}={CO} preferred
ConCept of oxide ellingham / oxygen potential diagram
A reaction proceeds forward spontaneously when ∆Go the
free energy of the reaction is negative and those are
reactions are more favorable compared to other where ∆Go is
more negative
-∆Go = -∆ Ho +T ∆So
If this equation is plotted - ∆Go as y and T as x- axis for any (in
y= mx+C format) particular reaction we get Ellingham Diagram
Where ∆ Ho formulate intercept & ∆So decide the slope

Oxide Ellingham / oxygen Potential Diagram

Control of Temperature
• Ellingham diagram : At Higher temperature C
oxidation is favorable than Cr oxidation
• The critical temperature for kinetic reasons
1680-1700oC
• Not feasible and detrimental to vessel lining
• Oxygen lancing on low temperature bath: lots
of Cr oxidised & lands in slag as Cr2O3
• Late O2 injection & High Oxygen lancing
rate is preferred in EAF
Reaction involved
3CO+2Cr = Cr2O3+3C
aCr2O3 X aC3
Equilibrium constant K = --------------------- where aCr2 & aCr2O3 =1
aCr2 X pCO
3
aC is directly proportional to CO partial pressure i.e. lower equilibrium C level at reduced p CO
ai - activities of reaction constituents
At reduced CO partial pressure pCO : 2C+O2= 2CO will preferentially proceed over Cr ► Cr2O3 reaction
At reduced CO partial pressure pCO high Cr should be in equilibrium low carbon in melt
Explanation with Sivert’s law
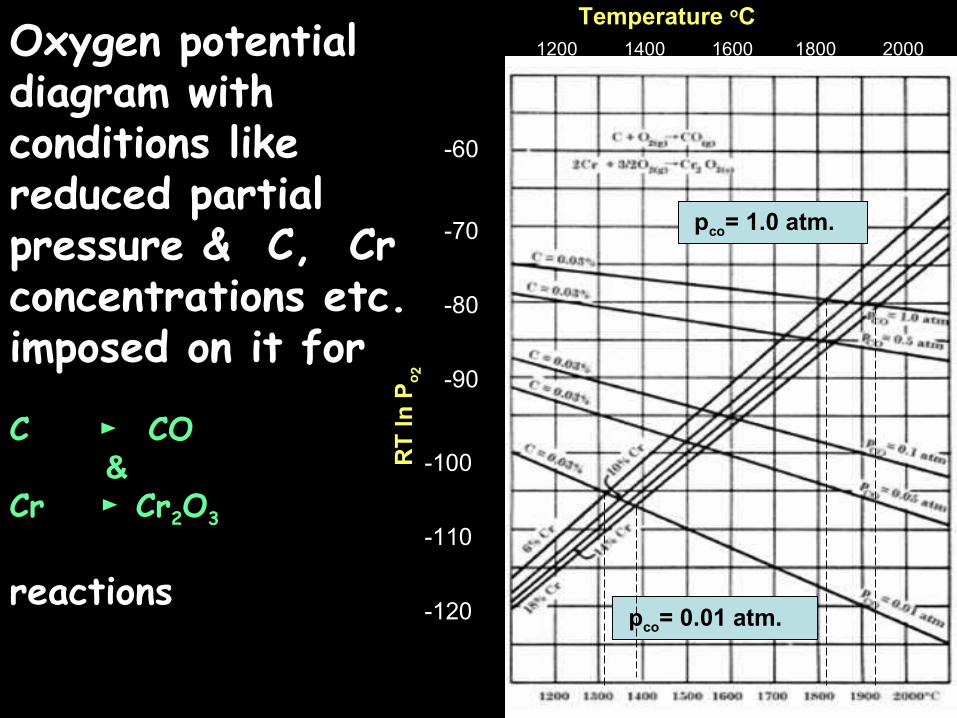
Oxygen potential diagram with conditions like reduced partial pressure & C, Cr concentrations etc. imposed on it for
C CO► &
Cr ► Cr2O3
reactions-120
-60
-70
-90
-110
-80
-100
pco= 0.01 atm.
pco= 1.0 atm.
1200 1600 200018001400
RT
ln
Po
2
Temperature oC

Carbon – Chromium equilibrium in AOD/VOD
Decarburisation is effected
high Temperature
Reduced pCO

• Cr2O3 level in slag can vary from 5-
20 %
• High Cr oxide in slag make the slag
stiff viscous & non workable
SLAG CHARACTERISTICS
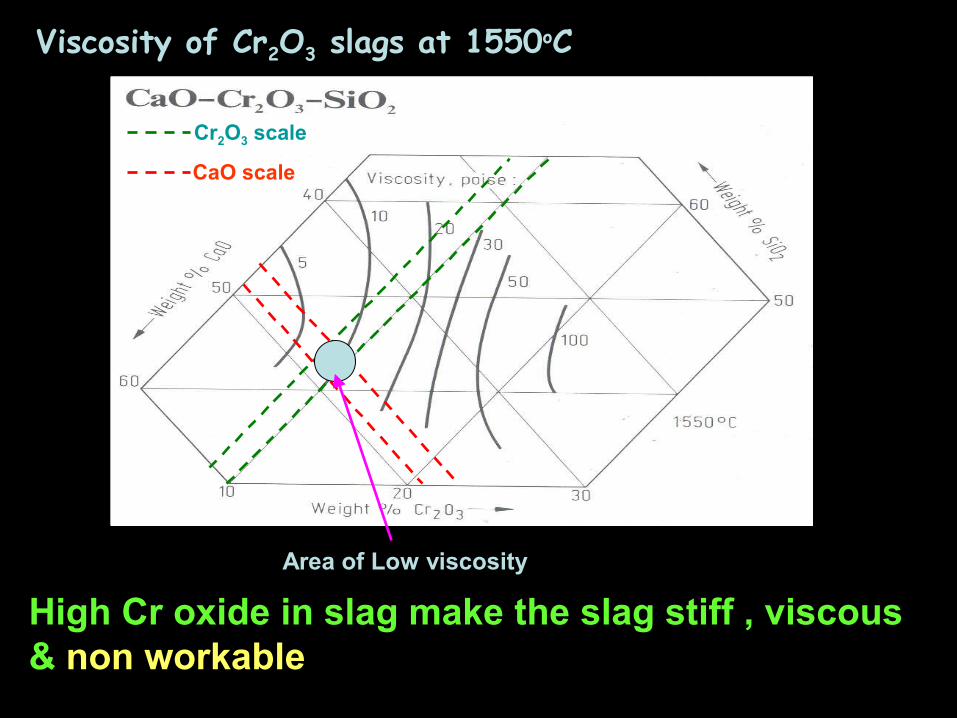
Viscosity of Cr2O3 slags at 1550oC
High Cr oxide in slag make the slag stiff , viscous & non workable
Area of Low viscosity
Cr2O3 scale
CaO scale

Role of Slag basicity on Cr2O3 Reduction
Cr2O3
Cr2O3
Cr2O3Cr2O3
Cr2O3Cr2O3
SiO2 SiO2SiO2
CaO
Typical SiO2 –Cr2O3 Tetrahedral Slag Structure
Process of breaking tetrahedron by CaO start at basicity 1.05

Resultant Slag• Viscous Stiff slag in Acid regime
• Until CaO breaks structure to individual Cr2O3 - CaO
units Cr2O3 can not be released for reduction to Cr
• High Basicity : more slag volume and more Cr2O3
entrapment
• Thus Slag basicity must be optimum Between 1.3
to 1.8
• This is also true for AOD slags under reduction
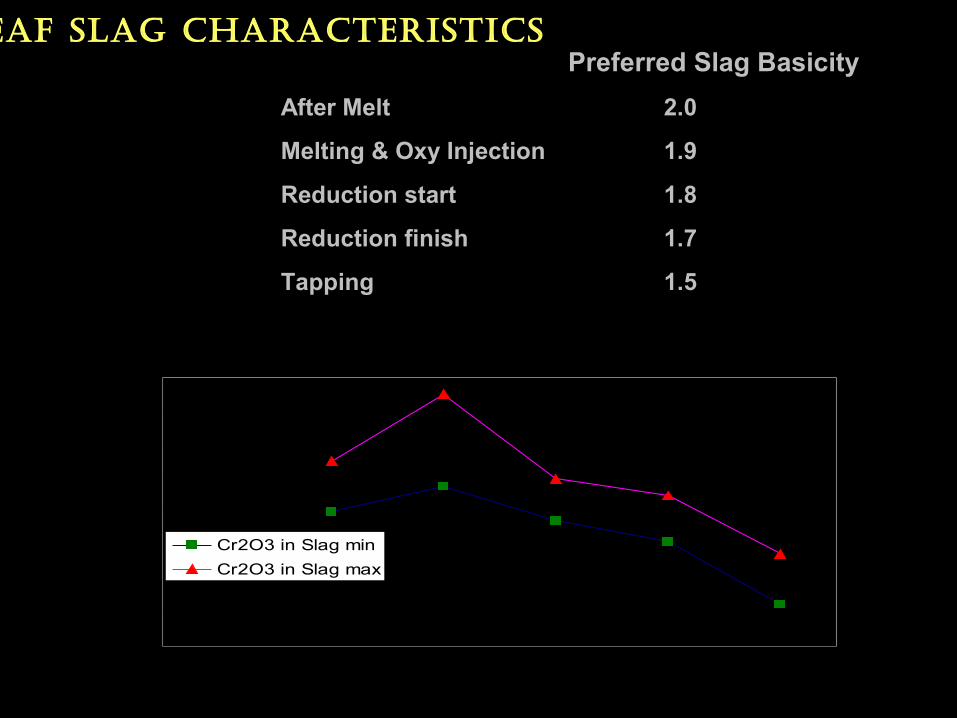
Typical Evolution of Cr2O3 In slag During EAF
0
2
4
6
8
10
12
14
16
EndMelting
End oxyblow
StartReduction
FinishReduction
Tap ladle
Cr2O3 in Slag min
Cr2O3 in Slag max
Preferred Slag Basicity
After Melt 2.0
Melting & Oxy Injection 1.9
Reduction start 1.8
Reduction finish 1.7
Tapping 1.5
EAF SLAG CHARACTERISTICS
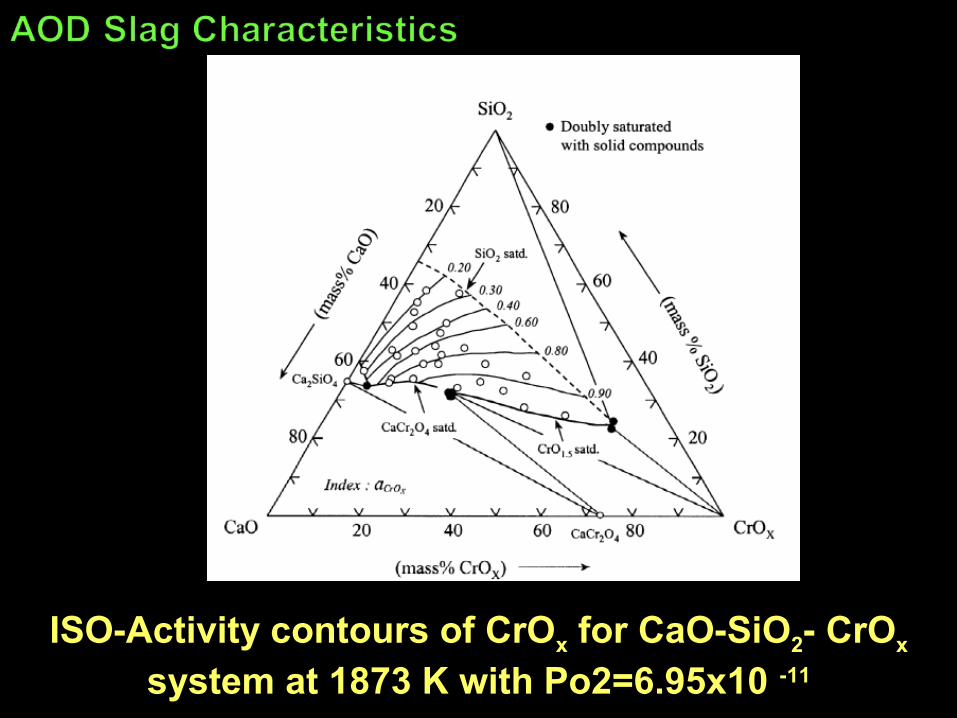
ISO-Activity contours of CrOx for CaO-SiO2- CrOx system at 1873 K with Po2=6.95x10 -11
Combination of Slag CharaCteriStiCS & melt CompoSition
• Optimum Slag basicity
• Optimum Silicon level in melt
Rel
ativ
e C
r 2O
3 %
in
Sla
g
Rel
ativ
e C
r 2O
3 %
in
Sla
g
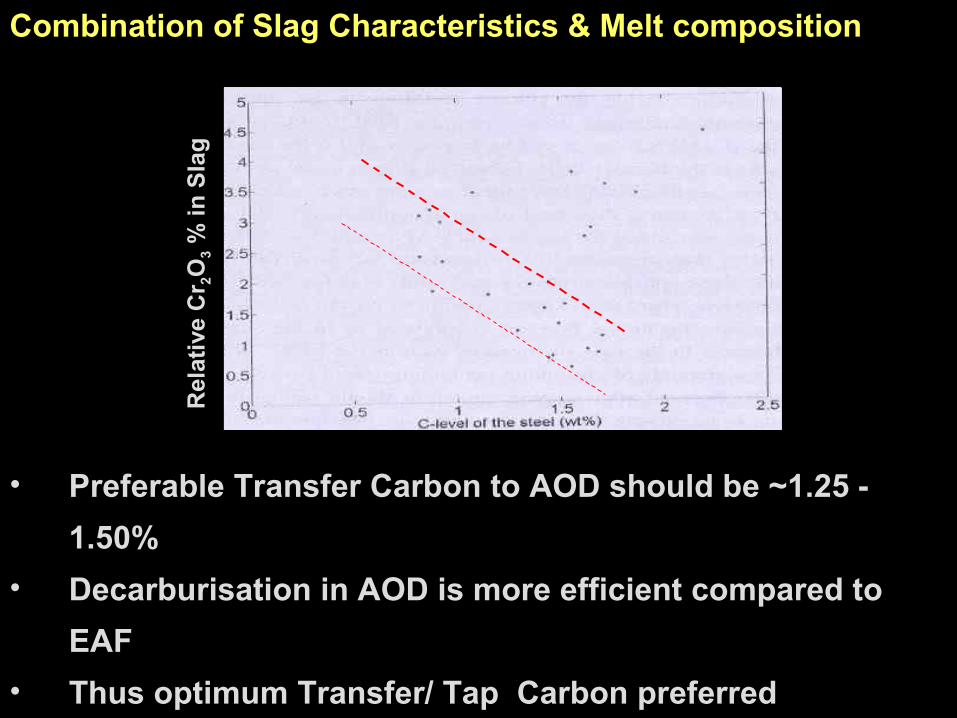
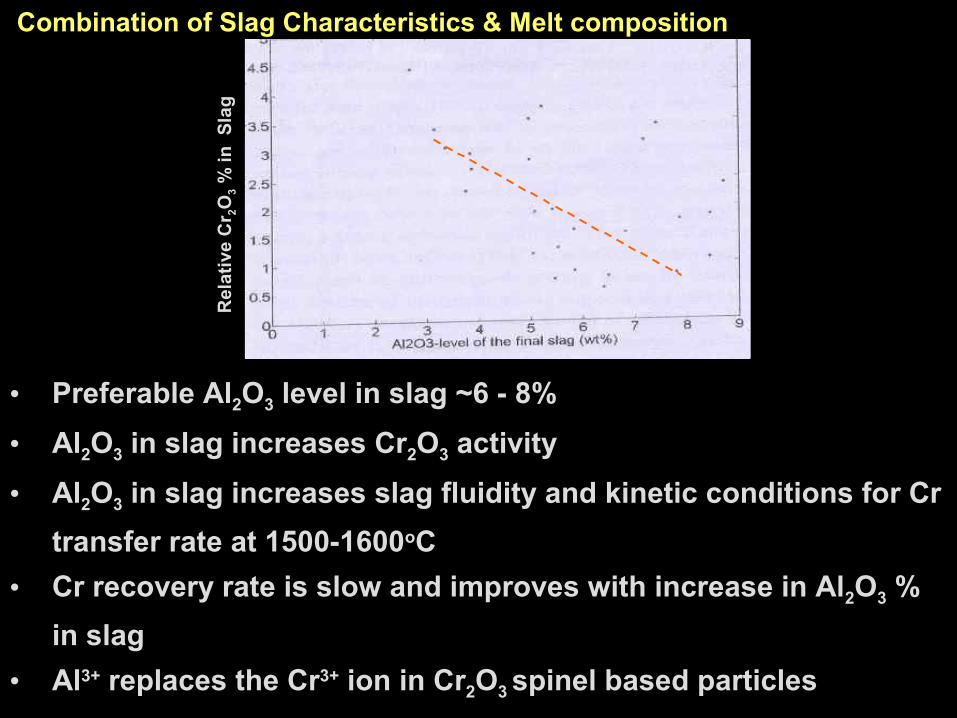
Combination of Slag Characteristics & Melt composition
Rel
ativ
e C
r 2O
3 %
in
Sla
g
• Preferable Transfer Carbon to AOD should be ~1.25 -
1.50%
• Decarburisation in AOD is more efficient compared to
EAF
• Thus optimum Transfer/ Tap Carbon preferred

Basicity
• B = ( CaO+MgO ) / SiO2
• Start with Si from hot metal : B = 5 • Reduction: B = 1,4• Desulfurisation: B = 2,0• Combined Red. + Desulf. : B = 2,2
Cr oxidation reaction and Cr protection during melting in EAF
• Cr to Cr2O3 oxidation & its Reduction to Cr is highly
complicated process
• Dissolved Silicon and carbon should be high to
protect Cr and to secure sound reduction of
Cr2O3
• At least 0.2% Silicon should be maintained melting to
tapping to protect Cr from being oxidised
• Substantial improvement in Cr recovery may obtained
when Silicon level in melt is improved from 0.1 to 0.40 %

• Cr2O3 solubility in slag varies with Cr in metal
• At 14-20% Cr in metal Cr2O3 solubility in slag
is~9-10% at 1690oC• Industrial slag shows much higher solubility
this is primarily due to solvent effect of Al2O3
• Quantity or Percent of Cr2O3 in slag can be estimated through some approximate - rule
(Cr) Slag / [Cr] Metal = 0.3(%FeO) Slag
Cr2O3 in solubility slag and Cr2O3 partition
Rel
ativ
e C
r 2O
3 %
in
S
lag
• Preferable Al2O3 level in slag ~6 - 8%
• Al2O3 in slag increases Cr2O3 activity
• Al2O3 in slag increases slag fluidity and kinetic conditions for Cr
transfer rate at 1500-1600oC
• Cr recovery rate is slow and improves with increase in Al2O3 %
in slag
• Al3+ replaces the Cr3+ ion in Cr2O3 spinel based particles
Combination of Slag Characteristics & Melt composition

Control points to restrict Cr oxidation & enhance Cr recovery
• High Temperature
• Chemistry of melt
• Slag composition
• Extent of dilution of CO

In AOD extent /degree of chromium oxidation depends of blowing procedures
AOD fundamentals

Fundamentals converted into AOD Actions
• High input metal temperature
• Optimum C & Silicon content in AOD input metal
• Moderate to low slag volume in transfer
• Deep Blow from top lance
• Increased oxygen lancing rate at initial decarburisation period
• Quick reduction of temperature after blow finish
• Optimum basicity of slag during reduction

Gas Phase
Diatomic
Liquid/Gas Inter-phase Liquid Phase
N2
[N][N]
N2
[N]
Schematic representation for nitrogen adsorption
Sulphur & Oxygen put hindrance at this surface
Nitrogen at the end of the AOD varies between 150-500 PPM in metal depending on blow gas regimes
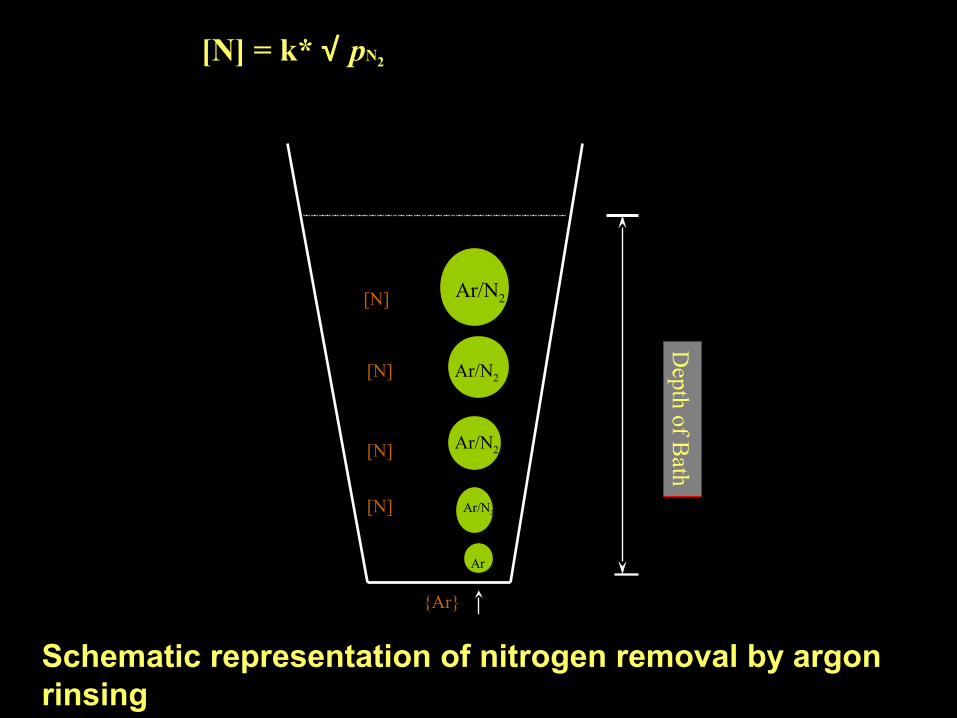
[N] = k* √ pN2
[N]
[N]
[N]
[N]
Ar/N2
Ar/N2
Ar/N2
Ar/N2
Ar
{Ar}
Depth o f B
ath
Schematic representation of nitrogen removal by argon rinsing

Increase in nitrogen content of stainless steel
Use of High Nitrogen containing inputs
CO-Boil in AOD reduces the nitrogen level
Oxygen purity of blowing should be reduced
After Sulphur & Oxygen removal during
reduction step Nitrogen should be blown
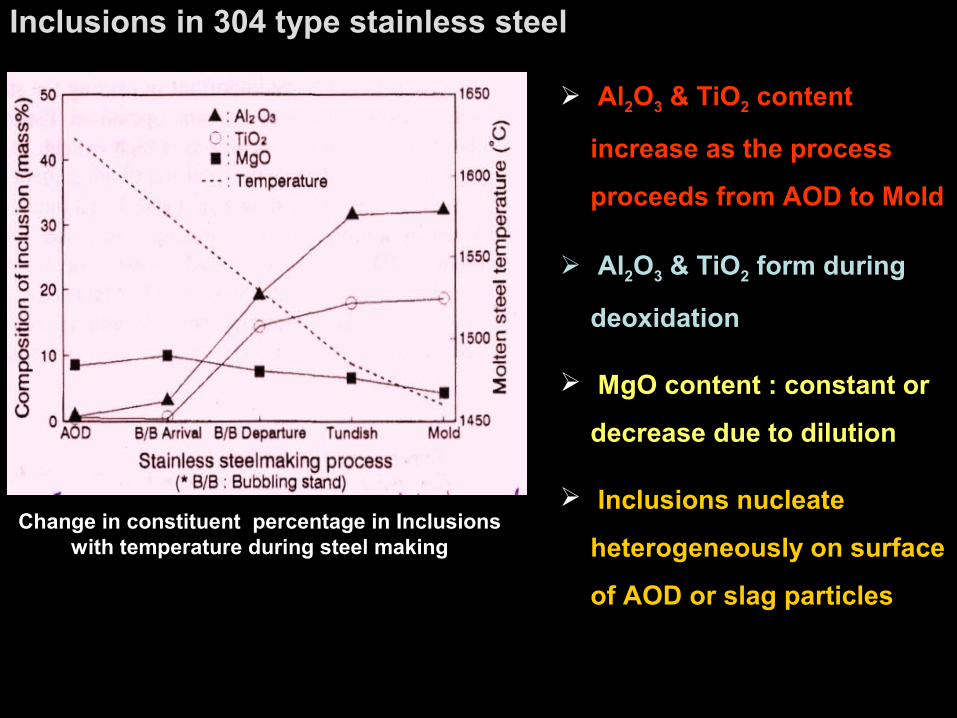
Inclusions in 304 type stainless steel
Change in constituent percentage in Inclusions with temperature during steel making
Al2O3 & TiO2 content
increase as the process
proceeds from AOD to Mold
Al2O3 & TiO2 form during
deoxidation
MgO content : constant or
decrease due to dilution
Inclusions nucleate
heterogeneously on surface
of AOD or slag particles
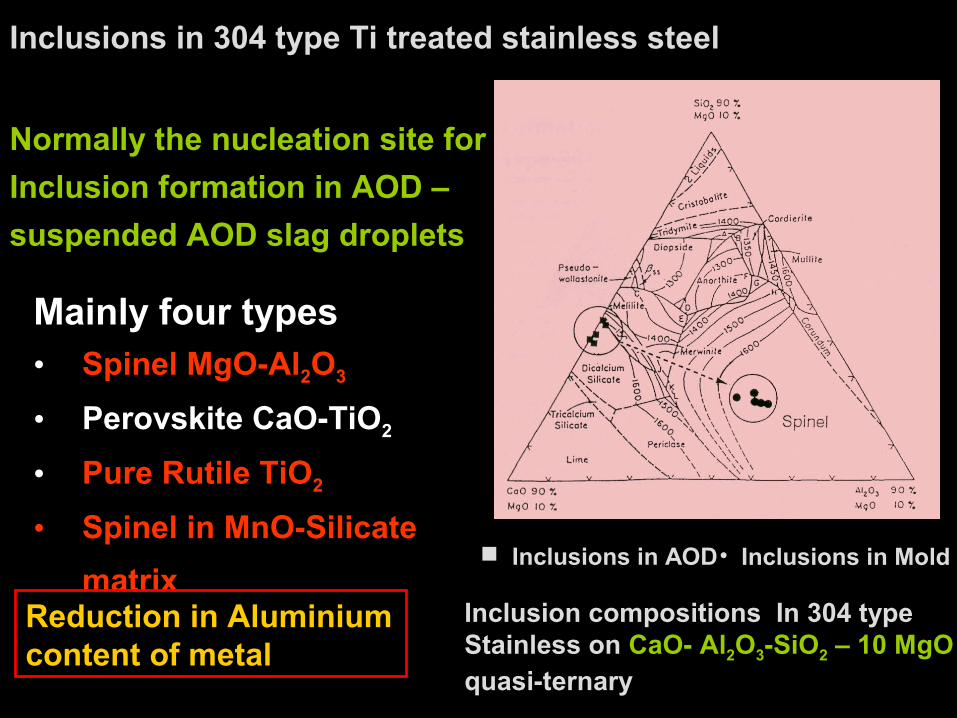
Inclusions in 304 type Ti treated stainless steel
Inclusions in AOD• Inclusions in Mold
Inclusion compositions In 304 type Stainless on CaO- Al2O3-SiO2 – 10 MgO quasi-ternary
Normally the nucleation site for
Inclusion formation in AOD –
suspended AOD slag droplets
Mainly four types• Spinel MgO-Al2O3
• Perovskite CaO-TiO2
• Pure Rutile TiO2
• Spinel in MnO-Silicate
matrixReduction in Aluminium content of metal
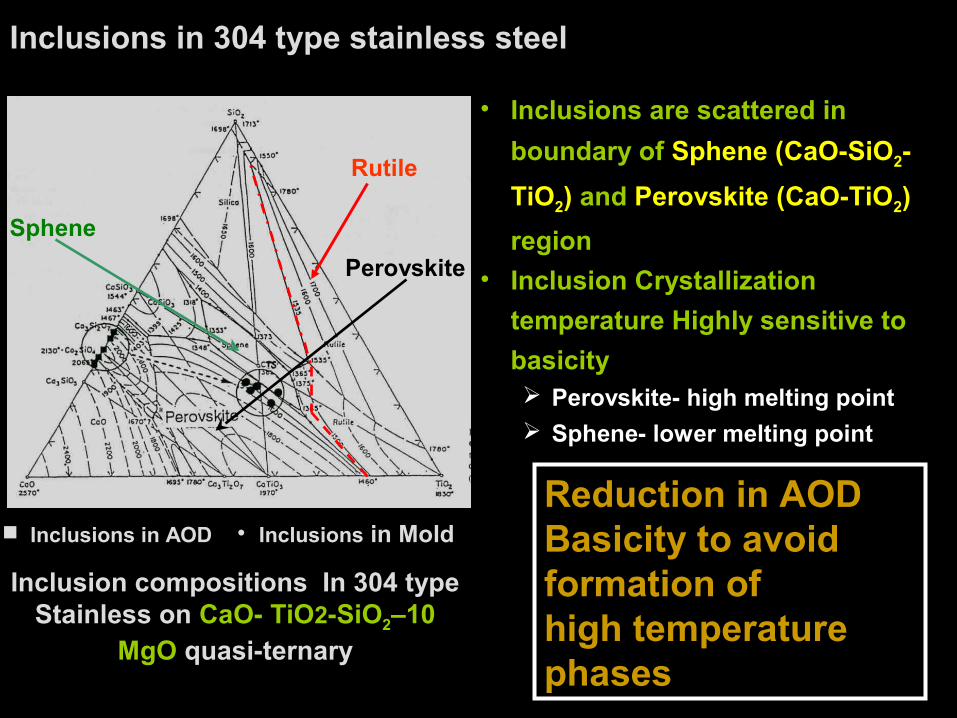
Inclusions in 304 type stainless steel
• Inclusions are scattered in
boundary of Sphene (CaO-SiO2-
TiO2) and Perovskite (CaO-TiO2)
region
• Inclusion Crystallization
temperature Highly sensitive to
basicity Perovskite- high melting point
Sphene- lower melting point
Reduction in AOD Basicity to avoid formation ofhigh temperature phases
Inclusions in AOD • Inclusions in Mold
Inclusion compositions In 304 type Stainless on CaO- TiO2-SiO2–10
MgO quasi-ternary
Perovskite
Sphene
Rutile





























