Embed Size (px)
Citation preview
Лабораторна робота №2«ДОСЛІДЖЕННЯ ПРОЦЕСУ ВАКУУМНОГО ТЕРМОФОРМУВАННЯ
ПОЛІМЕРНОЇ ТАРИ»
МЕТА РОБОТИ Метою роботи є ознайомлення з методами вакуумного
термоформування. Визначити основні операції процесів термоформування різними методами. Визначити параметри термоформованої полімерної тари.
1. ЗАГАЛЬНІ ВІДОМОСТІВ даній лабораторній роботі розглядається термоформована полімерна
тара і, зокрема, термоформування тари з листових термопластів.Термоформування тари з листових термопластів здійснюється за умови
доведення матеріалу до вимушено-пластичного стану при температурі, нижчій температури розм'якшення.
Матеріал нагрівають до температури, близької до температури плинності, а далі майбутньому виробу надають необхідну конфігурацію за допомогою спеціальної форми головним чином внаслідок високопластичних деформацій. Для фіксації наданої конфігурації і необхідних розмірів виріб охолоджують до температури, нижчої температури склування (або плавлення) даного термопласта. Далі заготовку виймають із форми, і вироби вирубують із листа.
Залежно від способу створення зусилля формування, необхідного для отримання виробу потрібних конфігурації і розмірів, розрізняють вакуумне, механічне, пневматичне і комбіноване формування листових термопластів.Під час вакуумного формування під відповідно нагрітим листом матеріалу створюється розрідження в 0,005...0,01 МПа. При цьому під дією атмосферного тиску матеріал втягується у форму, де і формується виріб.
Для одержання виробів методом вакуумного формування застосовуються такі полімерні матеріали: поліметилметакрилат плівковий (органічне скло) завтовшки 0,5...4,0 мм, жорсткий полівінілхлорид, поліетилентерефталат, ударостійкий полістирол, . поліетилен високої об'ємної густини, поліметилметаприлат.Технологічний процес виготовлення полімерної упаковки з листових матеріалів складається з таких операцій: підготовчі — розкроювання листа; основні - формування виробів; заключні – вирубування, механічне оброблення, зачищення відформованих виробів.
При вакуумному термоформуванні полімерної тари із листових термопластів використовують наступні методи термоформування:
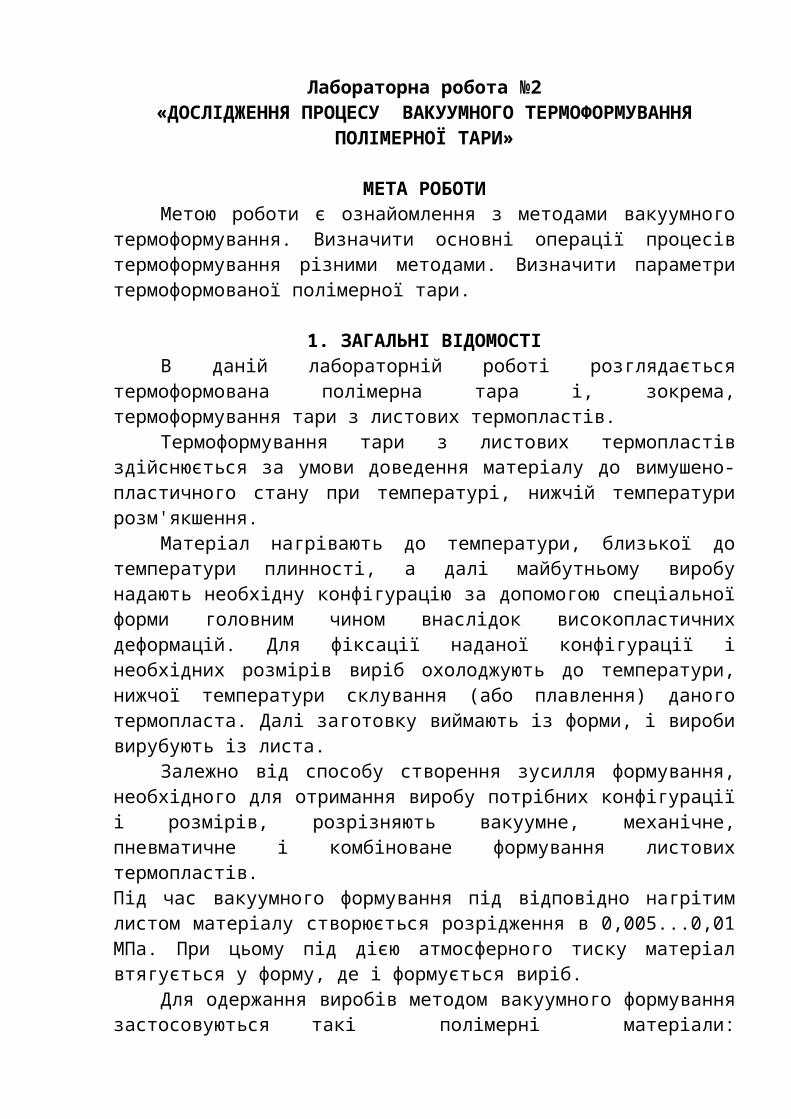
1. Негативний метод (рис.1)
1 – форма; 2 – прижим; 3 – вакуумна система.Рис.1. Схема процесу вакуумного термоформування полімерної тари
негативним методом.
Послідовність процесуа) нагрівання (пластифікація) матеріалу;б) накладання матеріалу на форму, закріплення при жимом, подача вакуумом, витяжка матеріалу під дією засилля атмосферного тиску повітря;зняття прижиму і видалення готового матеріалу.
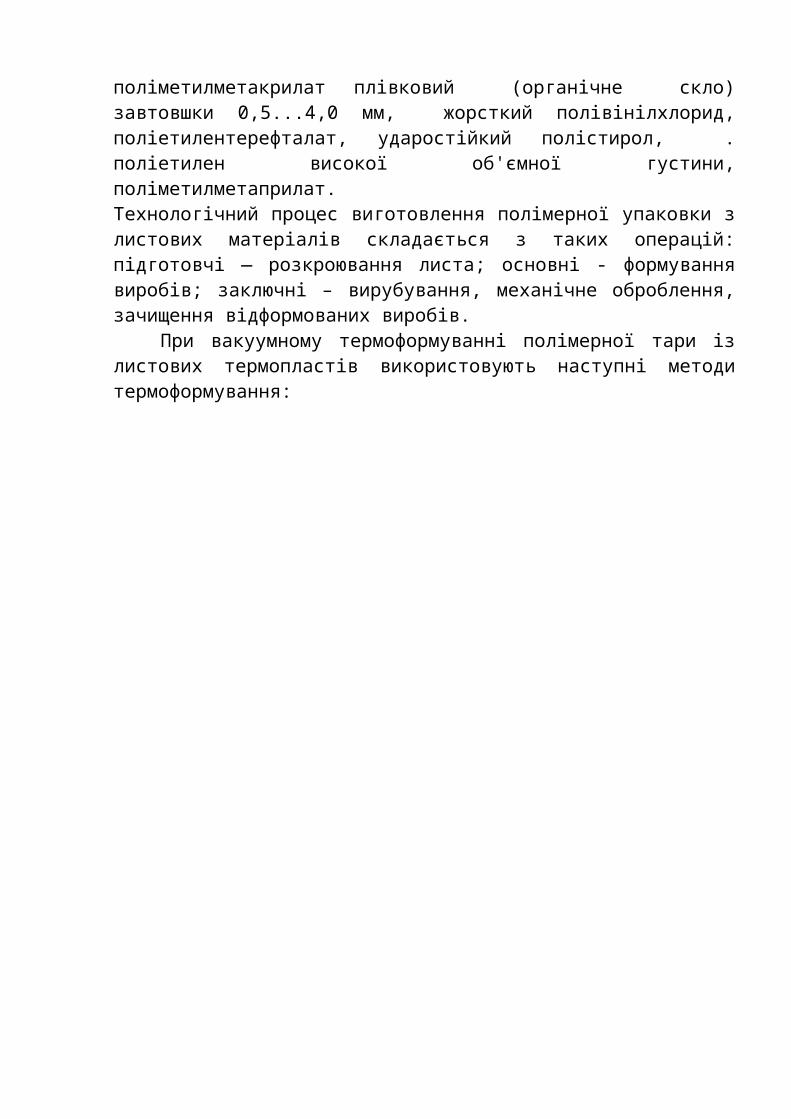
2. Негативний метод з попередньою механічною витяжкою (рис.2)
1 – форма; 2 – прижим; 3 – пуансон; 4 – вакуумна система.Рис.2. Схеми вакуумного термоформування негативним методом з
попередньою механічною витяжкою пуансоном.
Послідовність процесуа) пластифікація матеріалу;б) накладання матеріалу на форму, закріплення прижимом і виведення пуансона;в) механічна витяжка пуансону з розігрітим матеріалом. Остаточне формування упаковки вакуумом.г) виведення пуансоні, зняття прижиму, видалення готового виробу.
3. Позитивний метод (рис.3)
1 – форма; 2 – прижим; 3 – стіл; 4 – вакуумна системаРис.3. Схема вакуумного термоформування позитивним методом.
Послідовність процесу:а) розігрів;
б) накладання матеріалу і фіксація;в) механічна витяжка матеріалу переміщеного формою;г) остаточне формування виробу вакуумом;д) зняття зажиму, видалення готового виробу.
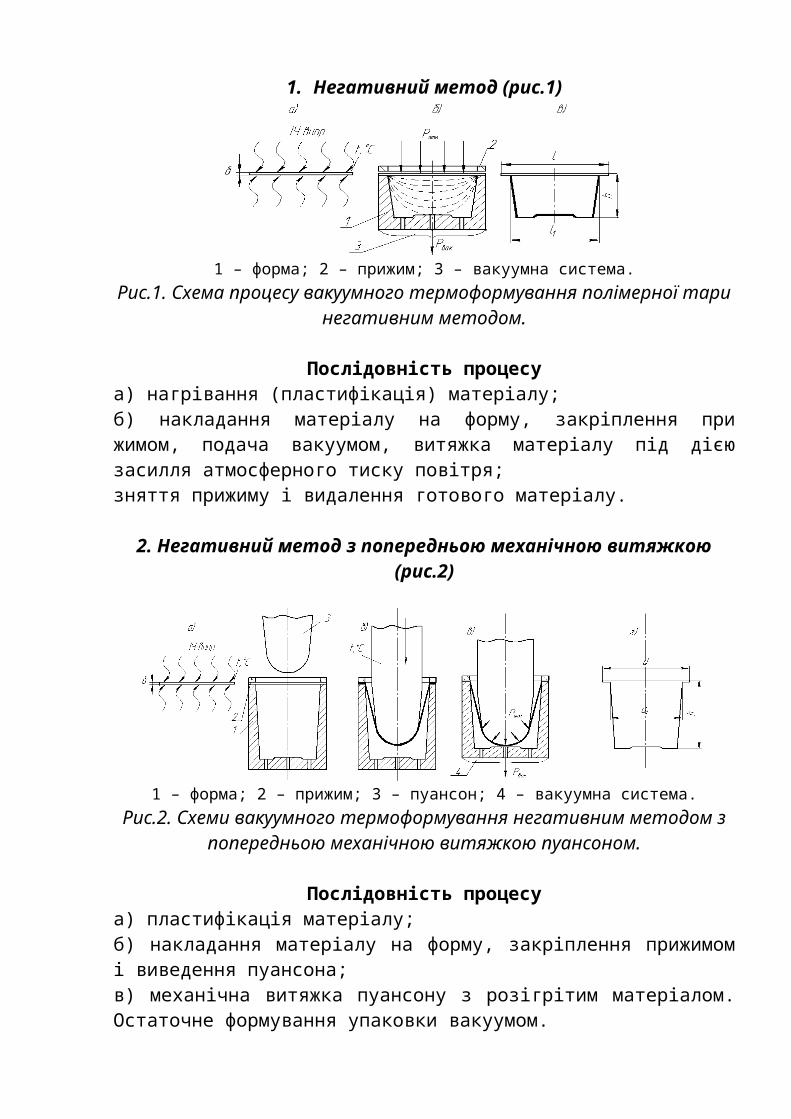
4. Позитивний метод з попередньою витяжкою (рис.4)
г)1 – форма; 2 – прижим; 3 – стіл; 4 – пневмовакумна система в режимі реверса;
Рн – надлишковий тискРис.4 Схема термоформування позитивним методом з попередньою
витяжкою.
Послідовність процесу:а) розігрів;б) накладання матеріалу, попереднє витяжка матеріалу стисненим
повітрям;в) подальша витяжка матеріалу з одночасним рухом форми;

г) остаточне формування тари вакуумом;д) розмикання форми і видалення готового виробу.
5. Комбінований позитивно-негативний метод (рис.5)
1 – форма; 2 – прижим; 3 – пуансон; 4 – пневмовакумна системаРис.5. Схема термоформування комбінованим позитивно-негативним
методом.
Послідовність процесу:а) розігрівання матеріалу;б)накладання матеріалу і замикання форми, попередня витяжка
матеріалу стисненим повітрям;в) остаточне формування упаковки вакуумом з одночасним рухом
форми і пуансона;г) розмикання форми, підйом пуансона, видалення готового виробу.
ПОРЯДОК ВИКОНАННЯ РОБОТИЛабораторну роботу виконують в декілька етапів.На першому етапі необхідно ознайомитись з п’ятьма найбільш
поширеними методами вакуумного термоформування. Визначити основні операції кожного з методів.
Кожен студент отримає декілька зразків споживчої тари, яку потрібно дослідити на рівнотовщинність стінок зразків виробів.
Рис.6. Ескіз виробу з нанесеними точками визначення різнотовщинностіРізнотовщинність стінок термоформованих виробів визначити
обмірюванням товщини стінки біля верхнього краю в т.А (рис.2), в середній частині бічної поверхні виробу (т.В), в місці переходу від бічної стінки до дна (т.F) і посередині дна. Вимірювання виконувати за допомогою мікрометра.Ступінь різнотовщинності вирахувати за формулою
(4) (1)де - максимальна товщина стінки виробу, мм; - товщина стінки в даній точці. Визначити також коефіцієнт глибини витяжки , залежить
де (2)- висота зразка мм;- діаметр мм.
Побудувати графік зміни товщини виробу від його висоти
Визначити і охарактеризувати спосіб, яким були виготовлені зразки. Оформити протокол. Зробити висновки. Зразок оформлення титульної сторінки в додатку.
Контрольні запитання до виконання роботи1. Які існують способи формування споживчої тари з листових
термопластів?2. Поясніть принцип вакуумного термоформування.3. Які операції входять до технологічного процесу вакуумного
термоформування?4. За якими критеріями оцінюється якість виробів?5. Поясніть процес підготовки зразків.6. Як визначається відносна усадка матеріалу у виробі? 7. Що таке різпотовщинність і як вона оцінюється?
ЛІТЕРАТУРА1. Бернхард Т.9. Переработка термопластичних материалов: Пер. с англ.; Под. ред. Г.В. Виноградова. - М.: Химия, 1965. - 746с.2. Стрельцов К.Я. Пневматическая"переработка термопластов / Под. ред. Д.Д.Чегодаева. — Л.: Госхимиздат, 1963. - 176с.3. Шерьішев М.А.,Пьиіаев Б. А. Пневмо- и вакуумформоваїше. -М.: Химия, 1975. - 96с.
























![content.alfred.com · B 4fr C#m 4fr G#m 4fr E 6fr D#sus4 6fr D# q = 121 Synth. Bass arr. for Guitar [B] 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 5](https://img.dokumen.tips/doc/110x75/5e81a9850b29a074de117025/b-4fr-cm-4fr-gm-4fr-e-6fr-dsus4-6fr-d-q-121-synth-bass-arr-for-guitar-b.jpg)



