Embed Size (px)
Citation preview

* GB785879 (A)
Description: GB785879 (A) ? 1957-11-06
Improvements in or relating to apparatus for the storage of intelligencesignals
Description of GB785879 (A)
A high quality text as facsimile in your desired language may be available amongst the following family members:
US2974312 (A) US2974312 (A) less Translate this text into Tooltip
[79][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Inventor: DESMOND SYDNEY RIDLER 7 ' i o Date of Application and filing Complete Specification: Feb 25, 1954. -j 01 No 5537/54. L W > Complete Specification Published: Nov 6, 1957. Index at acceptance:-Class 106 ( 1), C( 1 D: IE: 2 D: 2 G). International Classification:-G 06 f. COMPLETE SPECIFICATION Improvements in or relating to Apparatus for the Storage of Intelligence Signals We, STANDARD TELEPHONES AND CABLES LIMITED, a British Company, of Connaught I-louse, 63, Aldwych, London, W C 2, England, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: -

The invention relates to an equipment for storing intelligence signals in the form of electric pulses, and more particularly but not exclusively to an equipment in which the signals are stored on a magnetic medium. According to the present invention we provide equipment for the storage of intelligence signals received in the form of electric signals of fixed width which comprises a storage means providing a number of storage elements, each of the said storage elements being capable of storing an intelligence signal, means for recording electric intelligence signals in the said storage elements, fixed means for reading a recorded signal, means for examining the character of a "read" signal during a selected portion only of the "read" signal, and adjustable means for varying the position in the signal width of the portion of the signal to be examined. According to the present invention we further provide a storage equipment comprising a storage device including a movable magnetic storage medium, a recording head for storing signals on said medium, a recording head for reading said stored signals, a source of clock pulses, means under control of said clock pulses for determining the instant at which said signals are to be recorded on said magnetic medium, and means operated by the said clock pulses for generating a number of control pulses within the width of a single signal element, and means for selectively applying one of the said control pulses to examining means connected to the said reading head whereby a selected portion only of a signal element read by the said reading head passes through said examining means. lPrice 3 s 6 d l i 5,879 According to the present invention we further provide a storage equipment comprising a storage device including a sonic delay line storage medium, means for storing signals in 50 the said medium and means for reading said stored signals, a source of clock pulses and means under control of said clock pulses for determining the instant at which said signals are to be stored in the said medium, and 55 means operated by the said clock pulses for generating a number of control pulses within the width of a single signal element and means for selectively applying one of the said control pulses to an examining means con 60 nected to said reading means whereby a selected portion only of a signal element read by said reading means passes through said examining means. The invention will now be described with 65 reference to an embodiment shown in the accompanying drawing in which: Fig 1 is a schematic representation of a storage equipment; Fig 2 shows a block schematic diagram of 70 the device 12 illustrated in Fig 1; Fig 3 shows a typical pulse forming circuit for P 1, P 2 etc illustrated in Fig 2; Fig 4 shows a typical delay network for D 1, D 2 etc illustrated in

Fig 2, 75 Fig 5 shows a double control coincident gate which may be used as the gates 19, 20 or 21 in Fig 1; Fig 6 illustrates a double control coincidence gate circuit suitable for positions 13, 80 14 and 15 in Fig 1. Iin magnetic drum storage equipments. such as that described in our Patent Specification No 744,352, either the reading or recording head has to be made adjustable with 85 reference to the head reading the "clock" pulses in order that a control signal derived from each "clock" pulse shall coincide with part of the read signal element where there is minimum distortion Owing to the very short 90 duration of the read signal element (about 5,. sec) this mechanical adjustment is difficult to a (A perform accurately and has necessitated the incorporation of expensive and delicate mounting and adjusting apparatus. In Fig 1 of the accompanying drawing there is illustrated a schematic representation of a storage equipment in which the storage medium is a brass drum 1 having a skcin of magnetic material, such as nickel, on its cylindrical surface 2 The drum is rotated at a constant speed in a clockwise direction by a driving device (not shown) The storing devices comprise three recording heads 3, 4 and 5 which are placed side-byside close to the surface of the drum The reading device comprises three reading heads 6, 7 and 8 which are similarly mounted close to a further portion of the drum's surface but in alignment with the endless tracks traced by recording heads 3, 4 and 5 respectively. A further head 9 reads signals stored on a "clock" track 10 These signals, hereinafter referred to as "clock pulses" form an unbroken series of accurately spaced pulses each of the same polarity and the same width They appear in the head 9 as a series of negative pulses and are passed via the pulse amplifier 11 into the device 12 which derives from each clock pulse a series of short control pulses within the width of a single clock pulse Seven control Dulses are produced in the embodiment illustrated in Fig 1 but fewer or more may be derived as required The amplified clock pulses are also used to control gate circuits 13, 14 and 15 the outputs of which are connected to the recording heads 3, 4 and 5 respectively Each of these gates has three inputs: to the first are applied the " O " signals to be recorded and to the second are applied the " 1 " signals to be recorded and to the third are applied the amplified clock pulses Coincidence between either a " O " or " 1 " signal and a clock pulse will open the gate and allow the corresponding " O " or " 1 " to be recorded on the drum This gating circuit is described in more detail with reference to Fig 6. The reading heads 6, 7 and 8 are connected via amplifier-squaring

circuits 16, 17 and 18 respectively to one input of the doublecontrol coincident gate elements 19, 20 and 21, these gates constituting means for examining the condition of a read signal wherein only a negative signal appearing at these gates is effective to cause an output These outputs are passed to other electrical circuitry The other input of each gate element is connected to a selected output of the device 12. The amplifier-squaring circuits 16 17 and 18 are high gain amplifiers which are overloaded by the read signals This results in the peak of the read signals being choppedoff so that the output has an approximately square waveform. Fig 2 is a block schematic diagram of the device 12 Each negative clock pulse read by the head 9 from the track 10 and amplified by the pulse amplifier 11 (Fig 1), is passed into a pulse forming circuit Pl (to be described in more detail with reference to Fig 70 3) In response to the leading edge of each amplified clock pulse the pulse forming circuit Pl produces a control pulse having a width approximately l th the width of the clock pulse This control puise appears at 75 the output FI and is also passed to the delay ne.tvork DI The delay network is so arranged in conjunction with the pulse forming circuit P 2 that the second control pulse appearing at the output F 2 lags behind the 80 first-control pulse Fl by I 7 ti the width or the clock pulse Similarly pulses having the same width are produced at the outputs F 3 to F 7, each lagging behind the previous pulse by ',I'th of the width of the ciock pulse It 85 will De seen therefore that in response to the application of each clock pulse the device 12 produces 7 control pulses (each having a width equal to '/Myth of a clock pulse) within the width of each clock pulse 90 Fig 3 illustrates a pulse forming circuit in which in the quiescent condition the valve Vi is conducting and V 2 is non-conducting The grid of V 1 is driven negative by the leading edge of an amplified clock pulse (or a nega 95 tive pulse from one of the delay networks Dl to D 6) and the capacitor Cl is charged This causes the anode current of V 1 to decrease which results in an increase in the anode potential of V 1, which increase is passed to 100 the grid of V 2 via the capacitor C 2 and the resistor Rl V 2 starts to conduct and the increase in its anode current increases the potential drop across the common cathode resistor R 2, driving the cathode of V 1 more 105 positive, and thereby effectively increasing the grid cathode potential It will be seen that a cumulative effect takes place and the circuit switches over so that Vl becomes non-conducting and V 2 conducting After a 110 predetermined time depending upon the time constant C 1 R 3 the grid of V 1 becomes less negative and the anode current of V 1 increases The resulting decrease in anode potential of V 1 is passed to the grid of V 2 115 via C 2 and Ri and reduces the

anode current of V 2 The potential across R 2 falls, thus making the grid of Vi more positive Once again a cumulative effect ensues and the valves switch back to their original condition 120 The output of the circuit is taken from the anode of V 2 and comprises negative pulse having a width determined by the values of the capacitor Cl and resistor R 2. Fig 4 shows an induetor-capacitor network 125 suitable for the delay networks Dl D 2-D 6. Such a network will delay the transmission of pulses between the input terminals E and output terminals F for a time dependent upon the values of the circuit elements, which time 130 a 785,879 volts and the valve becomes conductive. Current will flow in the left hand half of the primary winding of T 1 and will induce a pulse into the secondary of T 1 which is then passed to the recording head and recorded 70 Should however a " 1 " pulse be received at the grid of Vil at the same time as a negative clock pulse, then the valve Vii becomes conductive and a current will flow in the right hand half of the primary of T 1 A 75 pulse of the reverse polarity to a " O " pulse will be induced into the secondary of T 1 and passed to the recording head. W'bihen setting up the equipment the heads are so arranged that a control pulse at F 4 of 80 the device 12 occurs at approximately the correct working point of a read signal pulse as it appears at the input A to the gates 19, and 21; the final adjustment is carried out by selecting the output of the device 12 that 85 coincides with the correct working point of the read signal pulse. It will be understood that the circuits shown in Figs 3, 4, 5 and 6 are given by way of example only and that other circuits per 90 forming these general functions could be used In particular a gate circuit could be used in place of that illustrated in Fig 5 for the positions 19, 20 and 21 (Fig 1) so that an output is obtained when the read signal is 95 either positive or negative instead of only when it is negative as is the case with the type described. Although in the equipment described above separately mounted reading and re 100 cording heads are used the two heads may be mounted in fixed relation to each other in a common support Again a single head may perform in known manner the dual function of reading and recording In the claims ac 105 companying this specification it is to be understood that the words "reading and recording means" include the types of head just referred to i e separately mounted heads, a compound head, and a single reading and 110 recording head. Although in Fig 1 the clock pulses are obtained from a separate track recorded on the drum they could be derived in other wellknown ways, e g a toothed wheel rotating in 115 synchronism with the drum

Alternatively the clock pulses could be obtained from a master pulse source independent of the drum and from which the signals to be stored are also derived In the latter case the amplifier 120 11 would probably be unnecessary. Instead of the magnetic drum illustrated in Fig 1 it will be clear to those skilled in the art that a magnetic tape or magnetic disc may also be used for storing the signals 125 In the case where an independent pulse source is employed, then a magnetic wire may be used as the storage medium. Again, where an independent pulse source is used, the storage medium could be a sonic 130 may be determined by conventional filter calculations. Fig 5 illustrates a double control gating circui ( 19, 20 or 21 in Fig 1) constituting the examining means and each of which comprises two rectifiers Mf R 1 and MR 2 having their negative plates connected together The output from the gate is taken from the junction of the two rectifiers which is also connected to a source of negative potential via resistor R 4. The control point A is connected to the output of the amplifier-squaring circuit 16, 17 or 18 and the control point B to a selected control pulse appearing at the output F 1 to F 7 of the device 12 Part of the output stage of both 16 or 17 or 18 and P 3 are illustrated (P 3 is assumed to be the selected output). It will be seen that the control points A and B are normally positive with respect to the negative on the resistor R 4 so that the rectifiers Ml R and MR 2 are biassed to their low impedance condition When a signal in a form of a negative pulse in the reading head coincides with a negative control pulse at P 3 both control points A and B go more negative than the negative on the resistor R 4, the rectifiers MR 1 and MR 2 become non-conductive and the output goes negative for the duration of the control pulse P 3. When a positive signal pulse in the reading head coincides with the negative control pulse at P 3 then there is no change in the output potential since only the rectifier MR 2 becomes non-conducting. Fig 6 illustrates a gate circuit for use as 13 14 or 15 in Fig 1 It comprises two triode valves V 10 and Vi 1 the anodes of which are connected to either side of the primary winding of an output transformer T 1 The centre tap of the primary winding is connected to H.T positive and the secondary winding goes to one of the recording heads 3, 4 or 5. The cathodes of the two valves are commoned and have applied to them the negative clock pulses of 40 V amplitude. When no clock pulse is present the cathodes are at a potential of + 40 V To the grid of V 10 via the resistor R 4 is applied the " O " signal

When no " O " signal is present the grid is biassed to 20 V but when a " O " signal is present this is raised to + 20 V for the duration of the signal Similarly " 1 " signals having the same amplitude and polarity are applied to the grid of V 11 via the resistor R 5. When there is neither a clock pulse nor a " O " or " 1 " pulse present then the grids of both V 10 and Vii will be at 60 V volts with respect to the cathodes and the valves will be non-conducting If a clock pulse only is received then the grids of both valves will rise to 20 V negative but both valves will remain non-conducting and there will be no output When a clock pulse coincides with a " O " pulse, then the grid of V 10 rises to + 20 785,879 delay line such as a mercury delay line In this case the recording and reading means would be the piezo-electric crystals; one at either end of the line Another type of sonic line that could be used is a magneto-strictive delay line. While the principles of the invention have been described above in connection with specific embodiments, and particular modifications thereof, it is to be clearly understood that this description is made only by way of example and not as a limitation on the scope of the invention.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785880 (A)
Description: GB785880 (A) ? 1957-11-06
Improvements in draught excluding strips, beadings, mouldings or the like
Description of GB785880 (A)
PATENT SPECIFICATION - ' Date of filing Complete Specification: July 12, 19553. Application Date: April 12, 1954 No 10723154.

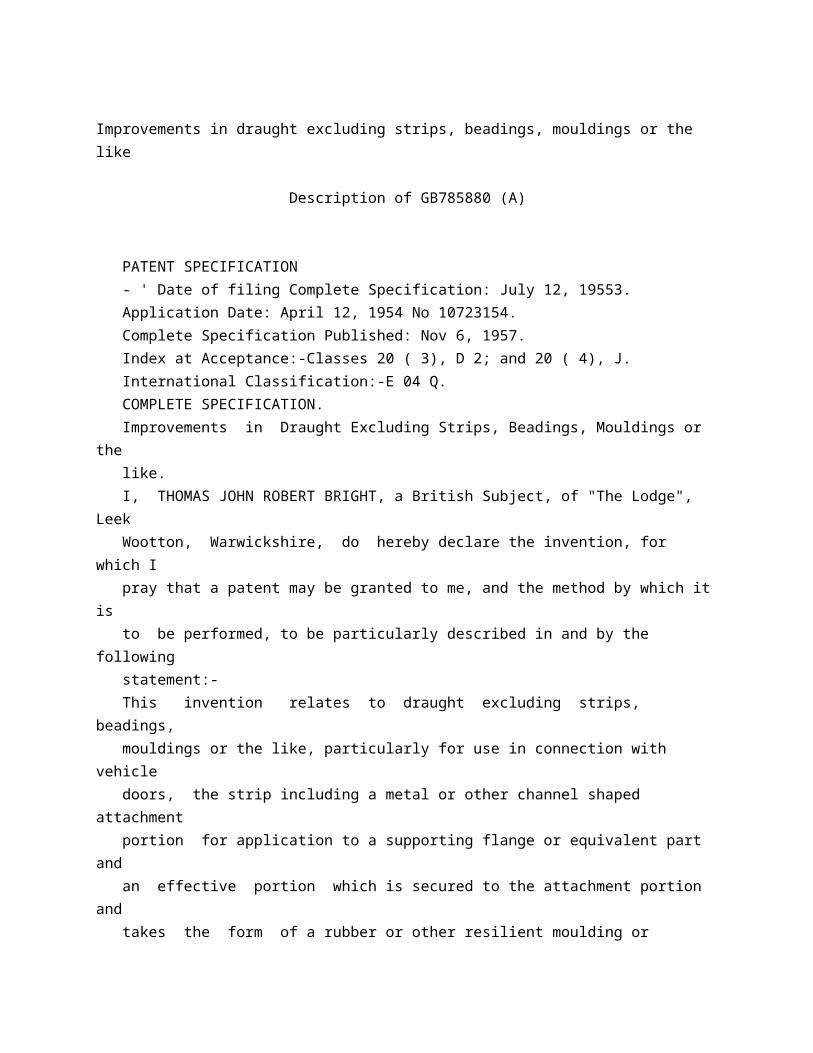
Complete Specification Published: Nov 6, 1957. Index at Acceptance:-Classes 20 ( 3), D 2; and 20 ( 4), J. International Classification:-E 04 Q. COMPLETE SPECIFICATION. Improvements in Draught Excluding Strips, Beadings, Mouldings or the like. I, THOMAS JOHN ROBERT BRIGHT, a British Subject, of "The Lodge", Leek Wootton, Warwickshire, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- This invention relates to draught excluding strips, beadings, mouldings or the like, particularly for use in connection with vehicle doors, the strip including a metal or other channel shaped attachment portion for application to a supporting flange or equivalent part and an effective portion which is secured to the attachment portion and takes the form of a rubber or other resilient moulding or extrusion which is sandwiched between the door and the flange to provide a good seal In some cases the strip is not relied on to provide a good seal and in such a case although the strip is mounted on the flange, the actual draught excluder is secured to the vehicle door or an adjacent part, in which case the strip serves more to cover up or hide the flange than prevent the ingress of draughts. Examples of draught excluding strips, beadings, mouldings or the like, of which the present invention is virtually an improvement in, or modification, form the subject of a number of my earlier Patents, and particularly Patents Nos 700,254, 705,634. 707,757 and 708245. A draught excluding strip, bhading or moulding in accordance with the present invention, intended for mounting on a supnortin Q flange comprises a continuous channel-shared clip, a rubber or like soft but resilient effective portion carried by one limb of the clip, the effective portion having an inwardly directed lip adapted to make moisture sealing engagement with said flange and a strip of fabric or other ornalPrice 3 s 6 d l mental covering material enclosing that part of the clip which is not covered by the effective portion, the edge of the covering material remote from the effective portion being turned inwardly and upwardly around the adjacent edge of the clip and stitched thereto, the opposite edge of the covering material being stitched to the effective portion and also to the limb on which the effective portion is mounted. Referring to the drawings:Figures 1 and 2 are cross-sectional views illustrating two alternative constructions. The draught excluding strip, beading or moulding illustrated is

intended primarily for use in connection with the door surrounds of motor vehicles and is intended to be mounted on the usual flange surrounding the door openings The strip is intended primarily to cover up or hide the flange in cases where the actual draught excluder is secured to the vehicle door or an adjacent part in which case the strip will have more of an ornamental than a utilitarian purpose. In the case of motor vehicles, however, wherein the clearance between the doors and the door pillars or other body parts is quite small, the strip may provide the sole draught excluding means, the effective portion although of much smaller cross-sectional area than normal being engaged by the door when closed to ensure a sufficiently good draughtproof seal. The present invention is primarily concerned with preventing rain or other moisture finding its way into the interior of the strip and corroding either the flange or its associated clips if such are provided or the metal channel shaped attachment portion. In the examples illustrated the strip includes as in the case of my earlier Patent No. 649,137 a channel shaped clip or attachment member having an inwardly directed lip 7859880 785,880 which is adapted to override and make positive interlocking engagement with a series of lateral projections on the flange or a series of spaced spring tags mounted thereon. Referring in the first case to the construction shown in Figure 1, the strip, beading or moulding hereinafter referred to for convenience as a strip includes clip or attachment portion 1 composed, for example, of aluminium or steel of substantially inverted channel shape in cross section, the clip having an inwardly directed lip 2 intended to override and make positive interlocking engagement with a lateral projection on a supporting flange or a series of spring tags mounted thereon The clip is preferably formed with staggered slots as in the case of my earlier Patent No 649,137, whereby the strip will be capable of universal bending movement and consequently can be bent around curves of quite small radius without tendency for the effective portion or covering to kink. The strip includes a rubber or other soft but resilient effective portion 3 which is of substantially right angle cross-sectional form, the effective portion including an inwardly directed lip 4 which projects beyond :30 the lip 2 and makes good sealing engagement with the supporting flange thereby preventing the ingress of rain or other moisture into the interior of the clip 1. The clip 1 has a fabric or other covering :35 5 which is sandwiched at one edge between the effective portion and clip, the opposite edge of the covering being turned inwardly and upwardly around the opposite edge of the clip as at 6.

The effective portion 3 and covering 5 are secured to the clip 1 by stitching 7. In the construction shown in Figure 2 wherein similar reference numerals are used to indicate similar parts, the effective portion lies adjacent the clip and beneath the covering, the effective portion being recessed slightly to receive the covering In this case the covering and effective portion are preferably adhesively secured together and a O finally sewn to the clip The lip 4 of the effective portion is preferably also recessed as at 8 to receive the lip 2 on the clip. As will be seen from the drawings the lip 4 on the effective portion is of greater width 66 than the width of the lip 2 on the clip so that the edge of the lip 4 will press firmly on the flange and ensure a good moisture proof seal. Instead of the covering being interposed between the efective portion and the attach 60 nent member or clip or superimposed over the upwardly projecting part of the effective portion, the latter may be slit longitudinally of its length to receive the edge of the covering The effective portion may, if desired, 65 be moulded onto the covering material in course of manufacture.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785881 (A)
Description: GB785881 (A) ? 1957-11-06
Improvements in or relating to a new or improved method for insolubilisingartificial filaments, threads, fibres and the like obtained by the spinningof solutions of proteins
Description of GB785881 (A)
A high quality text as facsimile in your desired language may be available

amongst the following family members:
BE539677 (A) FR1134049 (A) BE539677 (A) FR1134049 (A) less Translate this text into Tooltip
[80][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Inventors: WALTER LAMB DAVIDSON and ROY McGILLIVRAY Date of filing Complete Specification April 7, 1955. Application Date July 9, 1954. 785,881 No 20130/54. Complete Specification Published Nov 6, 1957. Index at acceptance: -Class 2 ( 2), B 2 C 5. International Classification: -D Olf. COMPLETE SPECIFICATION Improvements in or relating to a new or improved method for Insolubilising Artificial'Filaments, Threads, Fibres and the like obtained' by the Spinning of Solutions of Proteins W Ve, IMPERIAL CHEMICAL INDUSTRIES LIMITED, of Imperial Chemical House, Millbank, London, S W 1, a British Company, do hereby declare the invention, for which we pray that a patent may be granted to us, ahd the method by which it is to be performed, to be particularly described in and by the following statement: - The present invention relates to a new or improved method for insolubilising artificial filaments, threads, fibres and the like obtained by the spinning of solutions of proteins, for instance peanut protein or casein in aqueous alkaline or other suitable aqueous solvent media into suitable acidified saline coagulating baths. By the term " insolubilised filaments is to be understood filaments which are insoluble in an aqueous bath containing 0.1 % sulphuric acid and 0 25 % sodium sulphate when immersed therein for 90 minutes at 970 C. A number of proposals have already been made for effecting the insolubilisatioh of coagulated wet spun protein filaments by means of formaldehyde in the presence of an acidified highly concentrated aqueous saline solution as for example according to the method

described and claimed in British Specification No 513,910, 597,497, 533,952 or 60.5,83 ( O It has also been proposed to insolubilise continuous travelling tows of protein filaments according to the method and apparatus described and claimed in British Specifications I Nos 642,359 and 623,460. In our copending British Application No 741,497, now a granted patent, we claim a process for the production of insolubilised coagulated protein filaments lPrice AM-V'Ss Atj or the like from a bundle of protein filaments or the like which has been treated in succession with at least two hardening agents which comprises impregnating the hardened filaments of the said bundle with an acidified aqueous solution of formaldehyde having a pn between 0 5 and 1 5, drying the thus treated bundle at a temperature below 100 C} an 1 d then heating said bundle at a temperature between 1400 and 1800 O at least until the individual filaments are insolubilised as hereinbefore defined After the hardened filaments of said bundle have been impregnated with the acidified aqueous formaldehyde they may be stretched and then dried in the stretched condition. In our copending British Application No 742,261, now a granted patent, we claim a process for the production of insolubilised coagulated protein filaments from a bundle of protein filaments which has been treated with a hardening agent so as to harden the filaments which comprises impregnating the said bundle of hardened filaments with an acidified aqueous solution of formaldehyde, drying the thus treated bundle at a temperature below 100 C and then heating said bundle at a temperature from 140 to 1800 C at least until the individual filaments are insolubilised After the hardened filaments of said bundle have been impregnated with the acidified aqueous formaldehyde they may be stretched and then dried in the stretched condition. In our copendihg British Application No 742,890, now a granted patent, we claim a process for the production of insolubilised coagulated protein filaments 785,88 V or the like from a bundle of protein filaments or the like filamentary products which has been produced by extruding into an acid coagulating bath a solution of spinnable viscosity of a protein in an aqueous solution or urea and which has been treated with a hardenihg agent so as to harden them which comprises impregnating the hardened filaments in the said bundle with an acidified aqueous solution of formaldehyde, drying the thus treated bundle at a temperature below 100 ' (. and then heating said bundle at a temperature between 1400 and 1800 C at is least until the individual filaments are insolubilised as hereinbefore defined. After the hardened filaments of said bundle have been impregnated with

the acidified aqueous formaldehyde they may stretched and then dried in the stretched condition. In our copending British Application
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB785882 (A)
Description: GB785882 (A) ? 1957-11-06
Synthetic rubber-like materials
Description of GB785882 (A)
A high quality text as facsimile in your desired language may be available amongst the following family members:
DE1025618 (B) FR1143097 (A) DE1025618 (B) FR1143097 (A) less Translate this text into Tooltip
[80][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION Inventors: PHILIP COWEY JOHNSON and HENRY GEORGE WHITE Date of filing Complete Specification Oct 5, 1955. Application Date Oct 22, 1954. Complete Specification Published Nov 6, 1957.

Index at Acceptance:-Class 2 ( 5), R 32 (D 1: D 4: E 6: F: G 2). International Classification: -CO 8 g. COMPLETE SPECIFICATION Synthetic Rubber-like Materials We, IMPERIAL CHEMICAL INDUSTRIES LIMITED, of Imperial Chemical House, Millbank, London, S W i, a British Company, do hereby declare the invention, for which we r pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the follow, ing statement: - This invention relates to synthetic rubberlike materials and to the manufacture thereof and more particularly to such materials prepared from polyesters or polyesteramides and polyisocyanates. Processes are described in Specification No. 553,733 of the manufacture of synthetic rubber-like materials by interacting polyesters or polyesteramides with organic polyisocyanates Improved processes have also been described, for example, in our Specification No 767,578, more suitable for operation in the conventional equipment available in rubber factories, wherein the polyester or polyesteramide/polyisocyanate reaction is performed in two stages, using in the first stage an amount of polyisocyanate sufficient to produce only a relatively low molecular weight polymer suitable for processing on a rubber mill and for storing for long periods and then in the second stage adding a further amount of polyisocyanate In place of the polyisocyanate in these prior art processes there may also be used isocyanate adducts which on heating decompose to form polyisocyanates, for example reaction products of polyisocyanates with acetoacetic esters, phenols, tertiary alcohols or secondary amines. These prior art processes suffer from the disadvantage that premature reaction may occur during the second stage of the reaction when the low molecular weight products are mixed with the polyisocyanates, owing to the high temperatures obtained in the mixing operation This may cause premature curing or scorching of the mix with the result that it is no longer in a sufficiently plastic condition for pressing to a uniform moulding of the lPrice 3 s 6 d l desired shape Moreover, if the mix is stored under factory conditions it may gradually " set up ", that is to say become tougher and more difficult to mould. We have now found that these disadvantages may be obviated or minimised by including in the mix a substance that will react with a polyisocyanate to form a thermo labile adduct; previous preparation of the adduct is thus also avoided. Thus according to the present invention we provide a process for the manufacture of synthetic rubber-like materials by a two-stage interaction of a polyester or polyesteramide and a polyisocyanate or
mixtures of any of such reactants wherein in the first stage of the reaction an amount of polyisocyanate sufficient to produce only a low molecular weight polymer which attains on heating a maximum Williams Plasticity Number between 200 and 550 is used and in the second stage a further amount of polyisocyanate is added characterised in that in the second stage there is also added a substance that will react with a polyisocyanate to form a thermo labile adduct. The interaction of the polyester or polyesteramide and the polyisocyanate may be performed and the ingredients may be selected in the manner described in the prior art and in particular our Specification No 767,578 Thus the polyester or polyesteramides may be made by condensation of one or more dicarboxylic acids with one or more bifunctional hydroxyl or amino compounds As acids there may be used aliphatic dicarboxylic acids such as succinic acid, glutaric acid, adipic acid, alkyl adipic acid, azelaic acid and sebacic acid, and aromatic dicarboxylic acids such as phthalic acid, isophthalic acid, and terephthalic acid, though in general aromatic acids are only valuable when used along with larger amounts (on a molar basis) of aliphatic acids As bifunctional hydroxyl or amino compounds there may be used, for example, ethylene glycol, 1:2propylene glycol, butane-i: 3-diol, butane-i: 4diol, diethylene glycol monoethanolamine, 785,882 No 30449/54. L785,882 hexamethylene diamine and benzidine. The polyisocyanates used for reaction with the polyesters or polyesteramides in the first stage of the process include especially aliphatic diisocyanates such as hexamethylene diisocyanate and aromatic diisocyanates such as diphenylmethane-4: 4 '-diisocyanate, 3:31dichlorodiphenylmethane 4:41 diisocyanate, diphenyl-4:4 'diisocyanate, diphenyl ether4: 4 '-diisocyanate, naphthalene-1: 5-diisocyanate, mn-phenylene diisocyanate, p-phenylene diisocyanate, toluylene diisocyanate and monochlorophenylene-2: 4-diisocyanate. The first stage of the process may conveniently be carried out in a stirred vessel or in a mechanical mixer of a type suitable for mixing viscous plastic masses It is advantageous to minimise access of atmospheric moisture to the mix According to one method 2 C of operating the process the mixture of polyester or polyesteramide and polyisocyanate is heated, conveniently at a temperature within the range 120-170 C until the Williams Plasticity Number of the product, as determined at intervals on samples taken from the mix, ceases to rise The measurement of the Williams Plasticity Number is described in British Standard Specification No 1673 The proportion of polyisocyanate used is chosen so that the maximum Williams Plasticity Number attained on heating is in the range 200-550, preferably 300-450 The proportion required to achieve this result is usually such that

between 0 9 and 1 5 isocyanate groups are added for each isocyanate-reactive end-group in the polyester or polyesteramide, and generally between 1 0 and 1 3 The reaction product so obtained can be worked on a rubber mill and can be stored for many months under ordinary (warehouse) conditions without apparent change in its processing characteristics. In the second stage of the process this low molecular weight product is mixed with a further quantity of polyisocyanate, which may be one of the polyisocyanates used in the first stage or may be for example an aromatic triisocyanate such as triphenylmethane-4:41:4 "triisocyanate, and with any other ingredients and then heated, for example in a press The quantity of polyisocyanate required in the second stage is usually about 5 % or less of the weight of the intermediate low molecular weight product. As said, in the process of the present invention there is added during this second stage a substance that will react with a polyisocyanate to form a thermo labile adduct; by thermolabile adduct is meant a substance containing not more than one free isocyanate group which on heating to a temperature of from 1000 C. to 1800 C liberates a compound containing at least two free isocyanate groups in the molecule Thus substances suitable for addition to the second stage mix include phenol, succinimide, mercaptobenzthiazole, caprolactam, phenyl-,t-naphthylamine, diphenylamine and triphenylcarbinol. The amount of such substances to be added to the mix is preferably from 4 mole to 22 70 moles per mole of diisocyanate added at the curing stage When isocyanates containing more than two isocyanate groups are used at the curing stage correspondingly larger proportions of modifying agent may be used 75 When one or more of such substances has been added to the mix, preferably before or during the addition of the final portion of isocyanate, it may safely be stored for prolonged periods under factory conditions without 80 serious danger of " setting up " Also the mix may be thoroughly mixed preferably below C, for example on a rubber mill or a heavy duty internal mixer, without risk of scorching or premature reaction during the 85 mixing period. In the prior art processes, when the polyisocyanates are used in the form of their adducts which decompose on heating, some increase of control of " setting up " or scorch 90 ing may be achieved However the process of the present invention avoids the necessity of a separate operation to prepare the adduct In view of the complexity of the poly-condensation reaction it could not be foreseen that such 95 a simple mixture of diverse ingredients would in fact be suitable for the final " curing operation to give a rubber-like materal of excellent physical properties.

The invention is illustrated but not limited 100 by the following examples in which parts are by weight: EXAMPLE 1. parts of a diisocyanate-modified polyester rubber are dried by milling on a two roll 105 mill for 10 minutes at 1400 C and then cooled and milled on cold rolls with 3 15 parts of finely ground mercaptobenzthiazole for 4 minutes 4 parts of naphthylene-1: 5-diisocyanate are then added and thoroughly dis 110 persed The mix can be milled for a further minutes before it scorches and falls off the rolls, whereas a mix prepared similarly without addition of mercaptobenzthiazole scorches after only 27 minutes By an alter 115 native method of assessing scorching using the Mooney Plastometer (as described in B S. 1673, 1951, part 3, section 1), the mix with mercaptobenzthiazole scorches in 28 minutes at 1100 C, whereas without mercaptobenz 120 thiazole a scorching time of 10 minutes is recorded. Similarly, the uncured mix containing mercaptobenzthiazole can be pressed up and cured into satisfactory moulded sheets or other 125 articles at any time within 18 days after mixing, storing prior to cure under conditions corresponding to those normally used for storing uncured natural rubber compounds in t 785,882 factories making rubber articles; the uncured mix containing no mercaptobenzthiazole failed to give a satisfactory moulded sheet 4 days after mixing when stored under identical conditions. The diisocyanate modified polyester rubber used in this example is prepared as follows: A stream of carbon dioxide is passed through a mixture of 2336 parts of adipic acid and 1115 parts of ethylene glycol stirred at 1500 C, rising to 2500 C during 3 hours. After stirring at 2500 C for a further 52 t hours 592 parts of water are collected by distillation and a wax-like product is obtained having an acid value of 2 7 mgs KOH per gm and a hydroxyl value of 61 9 mgs KOH per gm. 600 parts of the polyester prepared above are stirred for 7 minutes at 1400 C with 68 8 parts of naphthylene-l: 5-diisocyanate and the mixture is then heated for 1 hours at 1500 C. giving a rubber-like material having a Williams Plasticity Number at 8250 C of 511. EXAMPLE 2. parts of the diisocyanate-modified polyester rubber described in Example 1 are dried by milling on a two roll rubber mill for 10 minutes at about 140 ' C and then cooled and milled on cold rolls with 1 8 parts of phenol for 4 minutes 4 parts of naphthylene-l: 5-diisocyanate are then added and thoroughly dispersed A sample of the mix can be milled for a further 60 minutes before scorching, whilst on the Mooney Plastometer at 1100 C.

it gives a scorching time of 19 minutes. Satisfactory sheets can be moulded from uncured compound stored for 21 days. EXAMPLE 3. parts of the diisocyanate modified polyester rubber described in Example 1 are dried by milling on a two-roll rubber mill for 10 minutes at about 1400 C and then cooled and milled on cold rolls with 3 8 parts of succinimide for 4 minutes 4 parts of naphthylene1: 5-diisocyanate are then added and thoroughly dispersed on the mill A sample of the mix gives a "scorching" time of 19 minutes on the Mooney Plastometer at 110 C. The uncured compound will give satisfactory sheets when moulded after up to 8 days' storage. EXAMPLE 4. To 100 parts of the diisocyanate modified polyester rubber described in Example 1 are added 4 parts of naphthylene-l: 5-diisocyanate and 3 2 parts of diphenylamine, and the mixture is thoroughly dispersed on a rubber mill. Sheets are cured from this mix immediately after mixing and again 28 days later, both being pressed for 10 minutes at 1500 C The stability of the mix containing diphenylamine is apparent from the following physical test data, compared against those from a corresponding mix treated similarly but containing no diphenylamine. With diphenylamine Without diphenylamine Cured 0 days 28 days 0 days 28 days Tensile strength kg/cm 2 270 243 323 100 Elongation at break % 1050 950 850 475 Modulus at 700 % 104 104 214 EXAMPLE 5. To 100 parts of the diisocyanate modified polyester rubber described in Example 1 are added 4 parts of naphthylene-l: 5-diisocyanate and 2 65 parts of p-nitrophenol, and the mixture is thoroughly dispersed on a rubber mill. The scorching time of this mix as determined on the Mooney Plastometer at 1100 C is 32 minutes The corresponding mix without pnitrophenol scorches-as mentioned in Example 1-in 10 minutes. EXAMPLE 6. When in Example 5, p-nitrophenol is replaced by o-nitrophenol the scorching time of the mix containing o-nitrophenol is 56 minutes at 1100 C.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database

* 5.8.23.4; 93p
* GB785883 (A)
Description: GB785883 (A) ? 1957-11-06
Improvements in or relating to electrical chain circuits employing gas-filled discharge tubes
Description of GB785883 (A)
PATENT SPECIFICATION 71 Inventors: -GEORGE THOMAS BAKIER and WINCENTY BEZDEL. Date of filing Complete Specification: Oct 24, 1955. AD lpplicatio 77 Date: Oct 22, 1954 No 30522/54. C'on)plete Specification Published: Nov 6, 1957. Index at Acceptance:-Class 106 ( 1), A( 1 C: 80 1 OB), C( 1 F: 2 E: 4 B). International Classification:-G 061. COMPLETE SPECIFICATION. Improvements in or relating to Electrical Chain Circuits Employing Gas-Filled Discharge Tubes. We, BRITISH TELECOMMUNICATIONS RESEARCH LIMITED, a British Company, of Taplow Court, Taplow, Buckinghamshire, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- The present invention relates to electrical chain circuits employing gas-filled discharge tubes as the successive elements which are energised in turn during the use of the circuit to perform for instance a counting operation. In conventional counting circuits of this general type it is usual to arrange for a conducting tube to be extinguished by the firing of a subsequent tube in the counting chain, for example by employing the current surge through a common impedance, when a tube fires, to reduce the maintaining voltage across the previously-conducting tube sufficiently to extinguish it A circuit of this type relies on the use of reactive components arranged in time-constant circuits to prevent rapid voltage-changes disabling the mutual extinguishing action of the

tubes. The use of a time-constant circuit connected to an electrode of a gas-filled discharge tube restricts the shape of the output wave obtainable for the tube on firing to an exponential rise and fall It is the chief object of the invention to provide a counting circuit employing gas-filled discharge tubes from which a square wave output may be obtained by the elimination of the timeconstant circuit elements previously considered necessary. According to the invention in an electrical chain circuit employing three-electrode gas lPrice 3 s 6 d l discharge tubes arranged to be operated in turn in response to control impulses in which alternate tubes in the chain have their anode circuits connected together and odd and even tubes are supplied respectively from different sources the voltages of which vary cyclically with 1800 phase displacement in synchronism with the control impulses between a value intermediate the striking and maintaining voltages of the tubes and a value well below the maintaining voltage, the tubes being provided with individual cathode resistors and priming of the trigger electrode of each tube being effected from the cathode of the preceding tube and impulses being applied to the trigger electrodes of all the tubes in parallel by way of individual resistors. One embodiment of the invention will be described with reference to the drawings accompanying the Provisional Specification, comprising Figs 1 and 2 Of these, Fig. 1 is a circuit diagram of a portion of a counting chain and Fig 2 illustrates voltage waveforms at various points in the circuit. Referring to Fig 1, tubes VK 1-VK 4 are three-electrode gas-filled discharge tubes of the cold-cathode type, and comprise part of a counting circuit which may contain any number of tubes connected in an open chain, or any even number of tubes if connected in a closed ring All the cathodes are connected via individual resistors Rl, R 2 to earth, and the anodes of odd-numbered tubes are supplied over lead H Tl while those of even-numbered tubes are supplied over lead HIT 2 A connection extends from the cathode of each tube to the trigger electrode of the next tube in the chain, and a common lead PL supplies step-fronted 15,883 785,883 pulses such as are shown in line a of Fig 2 to all trigger electrodes via individual capacitors Cl, C 2 The shape of the voltage waveforms supplied over leads HT 1 and HT 2 is illustrated in lines b and c respectively of Fig. 2 The upper limit of voltage amplitude lies between the maintaining and the striking voltages for the tubes, while the lower limit lies considerably below the maintaining voltage The HT supply is synchronised with the pulse supply to lead PL, and it will be seen from Fig 2 that the instantaneous rise and fall of the two HT voltages

cola incides with the steep front of successive pulses, and that the two HT waveforms are 1800 out of phase. The circuit operates as follows Assume that waveform b on lead HT 1 is at its upper limit and tube VK 1 is conducting The voltage developed across resistor R 1 will cause a positive bias to be applied to the trigger electrode of tube VK 2 The next pulse applied to all tubes via lead PL will coincide with the energisation of evennumbered tubes by the voltage rise on lead HT 2, and the combined bias and pulse at the trigger electrode of the tube VK 2 raises its potential sufficiently to fire the tube The pulse which causes tube VK 2 to fire will coincide with the reduction of anode voltage of odd-numbered tubes, and tube VK 1 therefore commences to extinguish at the instant tube VK 2 is fired. A positive bias is now applied to the trigger electrode of the tube VK 3 from the cathode of tube VK 2, and because this rise is substantially instantaneous, the pulse from lead PL which caused tube VK 2 to fire may still be present However, at this instant, the odd-numbered tubes undergo a reduction in anode potential, and tube VK 3 is therefore unable to fire Subsequent pulses continue to fire the tubes in the counter sequentially, the reduction of alternate HT amplitudes simultaneously with the pulses causing the previously conducting tube to be extinguished. The waveform at the output lead OL of a tube, e g at lead OL 1 of tube VK 1, will be seen as shown at d in Fig 2 The cathode potential rises substantially instantaneously as the tube fires, and this rise co. incides with the rise of the appropriate HT supply voltage The cathode potential falls as the tube is extinguished, coincident with the reduction of its HT supply The resulting output is therefore a square-wave, and if the chain is in the form of a closed ring, its recurrence frequency is dependent on the pulse rate and on the number of stages in the chain. The circuit shown may be used for a straightforward counting operation, either as an open chain or a closed ring, with only one tube conducting at a time The output is conveniently taken from a particular tube to indicate that a given number of impulses have been received since operation commenced if an open chain is used or since the 70 ' tube was last conducting in the case of a closed ring. It is possible however to have several tubes conducting simultaneously, since there is no mutual extinction of tubes, although 75 the conducting tubes at any time would need to be either all odd-numbered or all evennumbered The pattern of conducting tubes will advance one stage at each input pulse and the circuit may therefore be used b O as a delay line In an open delay line, lead 10 will be controlled to determine whether the tube VK 1 fires or remains

non-conducting on receipt of successive alternate pulses from lead PL The so pattern of control signals can then be read at any of the subsequent output leads, the delay being determined by the pulse repetition rate and the Dosition of the receiving circuit in the chain. If a closed ring is used as a delay line, lead 10 will be connected to the cathode of the last tube in the chain, and additional control will be required at one of the electrodes of one or more of the tubes to pro { vide an input to set the pattern of conducting tubes Once set, the pattern will continue to circulate until conditions are changed, either by providing a new input or by stopping the circulation, for instance by lox) interrupting the power supply.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p





![Inhaltsverzeichnis - BroachTec · 2014. 3. 20. · DIN 5471 Vielkeilnabenprofil (mit 4 Keilen) Profil Abmessung [d3 x d4 x b2] Räumkapazität Vorbohrung [mm] DIN 5471 8 x 10 x 3](https://img.dokumen.tips/doc/110x75/60b1aeef9774620a6c49b1a9/inhaltsverzeichnis-2014-3-20-din-5471-vielkeilnabenprofil-mit-4-keilen.jpg)





















![Dnevni avaz [broj 5471, 26.11.2010]](https://img.dokumen.tips/doc/110x75/552476cf4a795953498b4757/dnevni-avaz-broj-5471-26112010.jpg)

