Embed Size (px)
Citation preview

www.equipment-news.com
metalworking equipment news Jan-Feb 201034
FIRSTCUT
As ia n me t a lwork i n g i ndu st r y i s u n d e r increasing pressure from more stringent environ-
mental legislation, depletion of raw materials, high energy cost, and falling machinist skill levels.
The metal cutting companies have generally been reluctant to implement new sustainable machining technologies – largely due to a common belief that high cost in implementation will reduce their competitiveness. This is not true for machining.
Profiting from sustainable machining technology is not only technologically possible with the pervasive application of low cost computing, but also make business sense in high mix and low volume production, when the machining profit margin is much smaller due to international competition.
The increased profits come from reduced operating costs, reduced material purchase and waste disposal costs, reduced water and energy consumption. Adopting susta inable manufactur ing practices offer metal machining companies of all sizes a cost-effective route to improve their economic, environmental and social performance.
The competitive sustainable machining technology, which is a subset of sustainable machining
With Competitive Sustainable
MachiningTechnology
ProfitingSustainability has found its way to machining, increasing productivity and reducing cost at the same time. By Liu Peiling, principal research engineer, SIMTech.
technologies, focuses on replacing trial cut and manual training by virtual machining simulation, increasing productivity by high efficiency cutting, and reuse material by re-machining of used component.
Getting It Right Many manufactured components involve machining. For components, machining systems play an important role in the product life cycle as the connection between design and the finished components. The time and cost of transition from specification to commercial birth may significantly affect the remaining phases of the product life cycle.
Furthermore, the productivity and the responsiveness of machining systems as well as the machined surface integrity are important factors affecting product quality. All these characteristics are critical outcomes of machining systems used in production.
There has been a continuous improvement in machine tools and machining systems to respond to the needs for better quality products at lower costs. Evolution from manual machine tools to Numerical Control (NC) and Computer Numerical Control (CNC) machine tools and introduction of various sensing and control improvements have
enabled machine tools to be more capable, effective, and productive over the last several decades.
Even after these improvements, machining systems still require long periods of trial and error to optimally produce a given new product design or component. They still require cryptic NC language to operate with limited knowledge of what they are producing or how well they are producing.
NC errors could destroy work pieces and even damage machine tools. One NC error could make the workpiece a waste and take days to rework and eat into profits. In small batch production, there is no time for trial and errors. Especially for High Speed Machining ( HSM ), the fast
Rigor789, Hungary
Competitive Sustainable Machining Technology @ A Glance

Jan-Feb 2010 metalworking equipment news
www.equipment-news.com
35
FIRSTCUT
moving and expensive cutter can be easily broken. The dynamic machining load will greatly affect cutter life, geometry accuracy and surface finishing.
Cutting Down Time WastageThe ‘First Part Correct’ idea embodies much of the lean concept that we are attempting to achieve. Tremendous waste in time, cost and resources have historically occurred in the transition from design to successful machining of the first detail part. In the time of high-mix low-volume production, there is no time for trial cut.
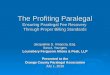
Virtual machining is a modelling process that realistically simulates the setting up and running of an actual machining operation. First, the user specifies the raw material shape from which the part will be cut. Then, after selecting the cutter, the NC program automatically simulates the motion of the machine tool.
The programmer can watch the material removal process and see details of how each cut changes the in-process shape of the part. The NC simulation program is smart enough to detect problems such as fast move error and collision that could scrap the part, break the cutter, or crash the machine.
Any error discovered by simulating software allows the NC programmer to immediately identify the offending NC code. The problem can therefore be fixed during the NC programming phase so as to ensure an error-free code when it reaches the shop floor.
High Efficiency Machining Saves EnergyThe ‘energy efficient export initiative’, led by the German Federal Ministry of Economics, underlines the commercial importance for the efficient use of energy. Metal cutting companies have introduced measures to increase their energy efficiency, and energy cost is now a focal point. Significant savings have been gained through the use
Virtual machining is a modelling process that realistically simulates the setting up and running of an actual machining operation
of intelligent controlling toolkits.Improving energy efficiency
can be achieved in two steps, the monitoring of energy flows in factories and the analysis of energy use in individual production processes and systems. The optimisation of energy usage in production must go above the energy management if the goals of doubling total commercial energy productivity by the year 2020 compared with that recorded in the year 1990, are to be reached.
These optimisations include energy management and the controlling of energy coefficients, ie: tailored machining process planning and process implement-ation with consideration for the energy coefficients.
The current generation of tool condition monitors work from pre-set limits on various sensor values, including power levels. But spindle power, for example, can have normal excursions such as when the tool enters a corner cut.
Without any information about the cutting process, these tool condition monitors must act blind, leading to false error reports and/or missing true alarm conditions. The available tool condition monitors focus mainly on catastrophic events such as tool or tooth breakage.
Simulating Machining OperationsThe simulation of chip formation using the Finite-Element-Method (FEM) predicates the cutting force and chip thickness. In real
machining processes however, these parameters are inter-dependent and influence one another heavily. Integrated s i m u l a t i o n , w h e r e b y t h e process-machine interaction is simulated, is therefore a further key technology for sustainable production in the future.
Tool chatter is the barrier for higher material removal rate and can damage machine tool spindle. A certain combination of depth of cut and speed can incur self-excited vibration of tooling system and generate cutter marks on the machined surface. Dynamic machining model and simulation can predicate best cutting speed and depth combination that will cut faster without chattering.
The simulation of machining operations offers the potential to fulfil the ecological, social and economic requirements of sustainability.
For example, the adjustment of the suitable feed rate in the milling of complex geometries from difficult to machine materials may be optimised through simulation and so reduce the machining time by up to 40 percent. The resultant reduction in consumed resources allows savings in both costs and energy.
T he m a c h i n i n g m o d e l , simulation, and verification processes ensure that the NC programs sent to the shop are

www.equipment-news.com
metalworking equipment news Jan-Feb 201036
Getting Your Bearings
Machining ‘Blind’
Enquiry No. 1003
Re-Machining By WeldingWhy discard damaged components when you can re-machine them?
FIRSTCUT
both accurate and efficient. To create the most efficient machining processes possible, optimisation software can determine the best feed rates to use for each cutting operation. Achieving the best feed rates for each cut in an NC program
Tool chatter is the barrier for higher material removal rate and can damage machine tool spindle
has always been a goal for NC programmers but has traditionally been a very difficult task plagued by a number of problems.
First, trying to imagine the cutter contact and cutting conditions or each cut in a large NC program
is virtually impossible. Manually inserting different feed rates for each changing condition is not practical. An incorrect feed rate estimate can break the cutting tool, damage the fixture, or scrap the part.
Typically either a single conservative feed rate is used for an entire machining sequence, or a higher feed rate is used but with a very conservative machining strategy.
Both methods attempt to ensure that the cutter is not overloaded, but at the expense of very inefficient machining. Both of these strategies result in overly slow cutting speeds or light removal rates that waste time, increase costs, and prematurely wear cutters.

The minimum machining stock could be achieved through near net shape forming of the raw material, such as casting, forging, and welding
www.equipment-news.com
metalworking equipment news Jan-Feb 201038
MEN
Enquiry No. 1005
Strength In NumbersIn Taiwan, proximity to auxiliary services, coupled with the ‘cluster effect’ is a winning formula. Submitted by PMC
To address this issue, a knowledge-based machining pack a ge e sse nt ia l ly adds intelligence to the cutter. During the simulation, in-process geometrical model knows the exact depth, width, and angle of each cut because the software also knows the exact shape of the in-process material at every instant of the machining sequence.
It knows exactly how much material is removed by each cut segment, and the exact shape of the cutter contact with the material. With this unique knowledge set, it determines the best feed rate for each cutting condition encountered, taking into account volume of material removed, chip load, and machine acceleration and deceleration requirements.
If desired, the software can also divide cuts into smaller segments and vary the feed rates as needed in order to maintain a consistent chip load or volume removal rate. It then creates a new NC program, with the same trajectory as the original, but with improved feed rates.
Saving MaterialMachining is a subtractive manufacturing process that a cutter removes chips from part surface until it reaches a designed profile. The chips are a major waste of raw
material. Innovative design of raw material block can save a lot of material. For example, a stepped block can save almost one third of raw material.
The machining stock is the volume difference between the designed part geometry and raw material geometry, which may be a bar or block. Reducing the machining stock can save raw material. The minimum machining stock could be achieved through near net shape forming of the raw material, such as casting, forging, and welding.
Generative machining processes have experienced a significant upsurge in recent years. In the field of metallic materials, aluminium, high-speed steel and stainless steel can be first roughly formed into 3D complicated components using a direct laser sintering
process and then machined to a precise profile.
Moulds with novel geometries can, for example, be realised without the need to use conventional machining operations and small batch production can already be undertaken in a commercially viable manner.
In the medium-term, generative machining processes offer an alternative to the time intensive conventional processes with both economical and ecological advantages.
With respect to the protection of resources the generative technologies also offer potential benefits, such as the production of the necessary components on-site, meaning transportation and storage costs can be avoided.
Enquiry No. 1004
FIRSTCUT