Embed Size (px)
Citation preview
Rapid Tooling
Presented by:
Prakash Agrawal
13ME07IND020
Submitted to:
Prof. Dr. Y.M. Puri
Mech Engg Dept
VNIT Nagpur
• Rapid Prototyping (RP) techniques are methods that allow designers to produce physical prototypes quickly.
• It consists of various manufacturing processes by which a solid physical model of part is made directly from 3D CAD model data without any special tooling.
RAPID PROTOTYPING
Why is Prototyping Important?
Product designers want to have a physical model of a new part or product design rather than just a computer model or line drawing Creating a prototype is an integral step in designA virtual prototype (a CAD model of the part) may
not be sufficient for the designer to visualize the part adequately
Using RP to make the prototype, the designer can see and feel the part and assess its merits and shortcomings
RP Applications
Applications of rapid prototyping can be classified into three categories: 1. Design 2. Engineering analysis and planning 3. Tooling and manufacturing
Why RAPID TOOLING?
Unfortunately with RP techniques, there is only a limited range of materials from which prototypes can be made. Consequently although visualization and dimensional verification are possible, functional testing of prototypes often is not possible due to different mechanical and thermal properties of prototype compared to production part.
RAPID TOOLING
Rapid Tooling refers to mould cavities that are either directly or indirectly fabricated using Rapid Prototyping techniques.
These are primarily used to create multiple prototypes. Rapid prototyping techniques are not economical when more than one prototype needs to built for the same component.
Rapid Tooling Methods
Two approaches for tool-making: 1. Indirect RTM method 2. Direct RTM method
Indirect RTM MethodPattern is created by RP and the pattern is used to
fabricate the tool Examples:
Patterns for sand casting and investment casting Electrodes for EDM
Direct RTM Method
RP is used to make the tool itself
Importance of Rapid Tooling
Tooling time is much shorter than for a conventional tool.
Tooling cost is much less than for a conventional tool. Tool life is considerably more than for a conventional
tool.Tolerances are wider than for a conventional tool.
Soft Tooling:Soft Tooling is made out of Silicon Rubber Resin and due
to its flexibility it is called Soft Tooling (also called Silicon Rubber Mould). Silicon Rubber Mould is used to produce plastic prototype components (out of Polyurethane Resin) and in some cases wax patterns also for further Investment Casting
Hard Tooling:
Patterns are fabricated by machining either tool steel or aluminum into the negative shape of the desired component.
Comparison of Soft & Hard ToolingSoft Tooling
Low Cost Tooling Excellent For Medium-Low Volumes High Mix Higher Piece Part Cost Faster Lead Time And Response More Flexibility To Change Design Increased Product Variance Hard Tooling Higher Cost Tooling Lower Piece Part Cost NO Design Flexibility Repeatability Longer Lead Time Due To Tooling Lead Time Process For High Volumes
Rapid Tooling Techniques
In this process moulds are made of silicon rubber material.
StepsThe process involves making of the master pattern
using any available rapid prototyping techniques. This pattern is then finished to the quality in which
final parts are required. It is then suspended in an enclosed box and liquid
silicone rubber is poured all around it. This sets with time and becomes a solid rubbery mass
with the pattern inside.
Silicon Rubber Tooling:
Now the mould is cut along its parting line and the pattern is removed from within.
This results in formation of the core and cavity. Because the material is flexible, undercut release is not a problem.
These moulds are good enough for 25-30 pieces in materials replicating properties of thermoplastics.
EPOXY TOOLING
This process is similar to that of vaccum casting. The only difference being that instead if silicone rubber, the material used is aluminium filled epoxy.
Once the mould is made from this material, it can be put on a moulding machine and components can be moulded in actual material of choice. The mould life normally is upto 200 pieces.
HYBRID TOOLINGTooling is also made of different materials such as
ZAMAG which is an aluminum and zinc alloy. Using this material in the above process we can get components moulded in actual material. The mould life is close to 1200 pieces.
Depending on the complexity, size and requirement of the component, the right process has to be chosen to arrive at a solution. Many times, one particular process may not be the solution, and several processes together with conventional tooling methods are used to arrive at a workable solution. This is called Hybrid Tooling. We also make tools by conventional tooling methods using aluminum material for short run production.
DIRECT METAL LASER SINTERING
In this process, the material used is an alloy of Nickel and Bronze.
A Laser beam is used to sinter the material selectively to manufacture the core and cavity inserts directly from CAD data. This technique is a layer additive technique for making the inserts.
These inserts after they have been made on the machine can be directly put on the moulding machine after desired level of polishing.
The basic principle is that initially the CAD data is sliced by the RP software and then each slice layer is sintered by the laser beam being deflected in X-Y direction.
After one layer is complete, the build platform moves up by a pre determined layer thickness (usually 0.1mm) and then the second layer is cured over it. This way the entire prototype is built up by subsequent joining of layers.
The tool life obtained from this technique is comfortably 50000 pieces.
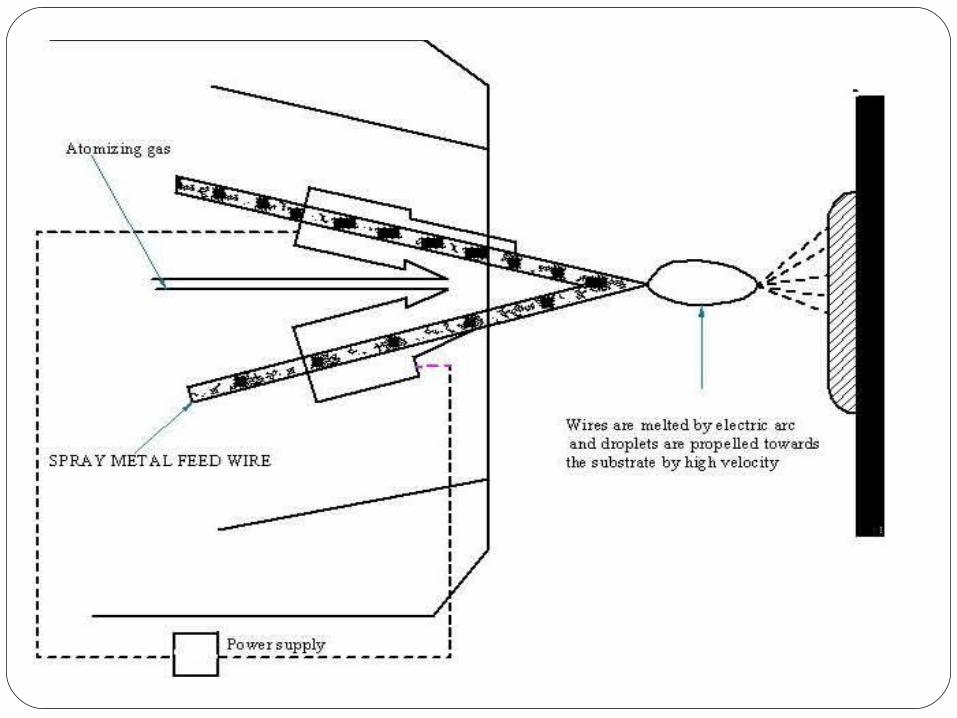
Wire Arc Spray:These are the thermal metal deposition techniques. These
are been developed to coat low temperature substrates with metallic materials. This results in a range of low cost tools that can provide varying degrees of durability.
The concept is to first deploy a high temperature, high hardness shell material to an RP pattern and then backfill the remainder of the two shell with inexpensive low strength, low temperature materials on tooling channels.
This provides a hard durable face that will endure the forces on temperature of injection moulding and a soft banking that can be worked for optimal thermal conductivity and heat transfer from the body.