Embed Size (px)
Citation preview

MEJORES PRACTICAS DE LOS SISTEMAS
DE REFRIGERACION POR AMONIACO EN
LA INDUSTRIA CERVECERAISMAEL CRUZ BURITICA
DIVISION DE INGENIERIA- BAVARIA

INTRODUCCION
• Como consecuencia de la crisis de combustibles, la
conservación de energía es un tema muy importante
para la sociedad industrializada, así mismo
adquieren gran importancia las limitaciones a la
polución del medio ambiente causada por la
liberación de CO2, NOX y SOX a la atmósfera y las
perdidas de energía significativa en forma de calor
residual.

DESARROLLO SOSTENIBLE
• SABMiller ha desarrollado una nueva estrategia de cambio climático que se enfoca en siete elementos:– Cuatro relacionadas con nuestras operaciones
• Eficiencia energética.
• Cambio a combustibles fósiles más limpios.
• Energía renovable
• Intercambio de bonos por emisiones de carbono.
– Tres relacionadas con el manejo de las emisiones en nuestra cadena de valor en cuanto a:
• Refrigeración.
• Transporte.
• Fabricación de envases.

DESARROLLO SOSTENIBLE
• Reducir nuestra huella energética y de carbono.
– Como un compromiso con el medio ambiente y con la sociedad, Bavaria ha establecido como meta del F11 consumir 139.6 MJ/Hl, lo que corresponde a dejar de emitir 3.714 toneladas de CO2 a la atmósfera, si se mantiene el mismo volumen de producción.

DESARROLLO SOSTENIBLE
• Particularmente en Colombia, hemos formado a 23 auditores energéticos para realizar un diagnóstico y detectar oportunidades de mejora en el consumo de energía. Asímismo, participamos en el programa de Autorregulación Ambiental para Automotores de Bogotá y en el Proyecto Sombrilla, este último en cooperación con Gas Natural y otras seis empresas, logrando una reducción en nuestra operación de 5.000 toneladas anuales en Mecanismo de Desarrollo Limpio. (cambio de combustible a gas natural).
• Entre otras acciones a destacar, en el 2009 reemplazamos 11.000 neveras de todo el país por nuevos modelos eficientes que cuentan con ahorradores de energía, condensadores de bajo mantenimiento y luces LED (Light Emitting Diode).

COMPORTAMIENTO PRECIO DEL KWH
ISA 1995 - 2003 Informe Mercado eléctrico colombiano 2009

MEDICION DE ENERGIA SECTORIZADA
Energía del equipo de envase Junio de 2010
0
1000
2000
3000
4000
5000
6000
7000
8000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Envase

MEDICION DE ENERGIA SECTORIZADA
ENERGIA SALA DE MAQUINAS JUNIO DE 2010
0
2000
4000
6000
8000
10000
12000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Kwh

COMPORTAMIENTO TIPICO DE ENERGIA
0
1000
2000
3000
4000
5000
6000
7000
1 2 3 4 5 6 7 8 9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Other Facilities
Others (OFFICE et al)
CO2íYé_ÉKÉX
Air compressor/ãÛãCà�
Room cooling/ãÛíŠ
Refrigeration/ó‚ìÄã@
Waste water treatment/îrêÖèàóù
Packaging/ ½Øš�º¼›�¼
Filtration/ÇÎâ½
Water Treatment/êÖèàóù
C.I.P.
Brew house/édçûÇ›
Mill/–Ÿ
Silo/ªŠ¤

CONSUMO DE ENERGIA EN UNA CERVECERIA
TIPICA

CONSUMO DE REFRIGERACION EN CERVECERIA
• Las necesidades de refrigeración de una
cervecería típica están distribuidas así:
– Cocinas 26%
– Ferment. y Maduración 52%
– Filtración 21%
– Otros 1%

CARGA DE ENFRIAMIENTO
Cooling load Shift/Process
0
1000
2000
3000
4000
5000
6000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
6.Warehouse/ï®ó¨
5.Bottling/Œ¼ƒÿ›
4.Filtration/ÇÎâ½
3.Yeast/çyïÍ
2.Fermentation/î°çy
1.Brewhouse /édçû

CIRCUITO BASICO REFRIGERACION

ANALISIS SISTEMA REFRIGERACION
• La efectividad del sistema se expresa por el
coeficiente de funcionamiento (C.O.P.):
C.O.P.C.O.P. ==Efecto refrigerante Efecto refrigerante úútiltil
EnergEnergíía neta suministrada por fuentes a neta suministrada por fuentes externasexternas
C.O.P.C.O.P. ==QQ
WWC.O.P. C.O.P. Ideal RevIdeal Rev ==
TTevev
TTconcon -- TTevev

ANALISIS SISTEMA REFRIGERACION
4
Com
pres
ión
2
1
Exp
ansi
ón
Evaporación -10 ºC3
Condensación 35 ºC
= COP Energía de Compresión
Calor de Evaporación
Entalpía
Pre
sión
AMONIACO

TANQUES UNIPROCESO
DIFUSORES ENFR. DE CORTINA ENFR. INUNDADOS
COMPRESOR
CONDENSADOR
TK.
SEPARADOR
TK. ALTA
ESTACION DE
BOMBEO
APLICACION EN CERVECERIA

APLICACION EN MALTERIA
• Para maltería, en lugar de tanques Cilindro-
cónicos de fermentación y Maduración
tenemos torres de germinación.
• En las torres de germinación se lleva a cabo
todo el proceso de maltaje, la cebada se
remoja con agua a temperaturas entre 10 C
y 16 C, y mediante aireación alternada se
inicia la germinación.
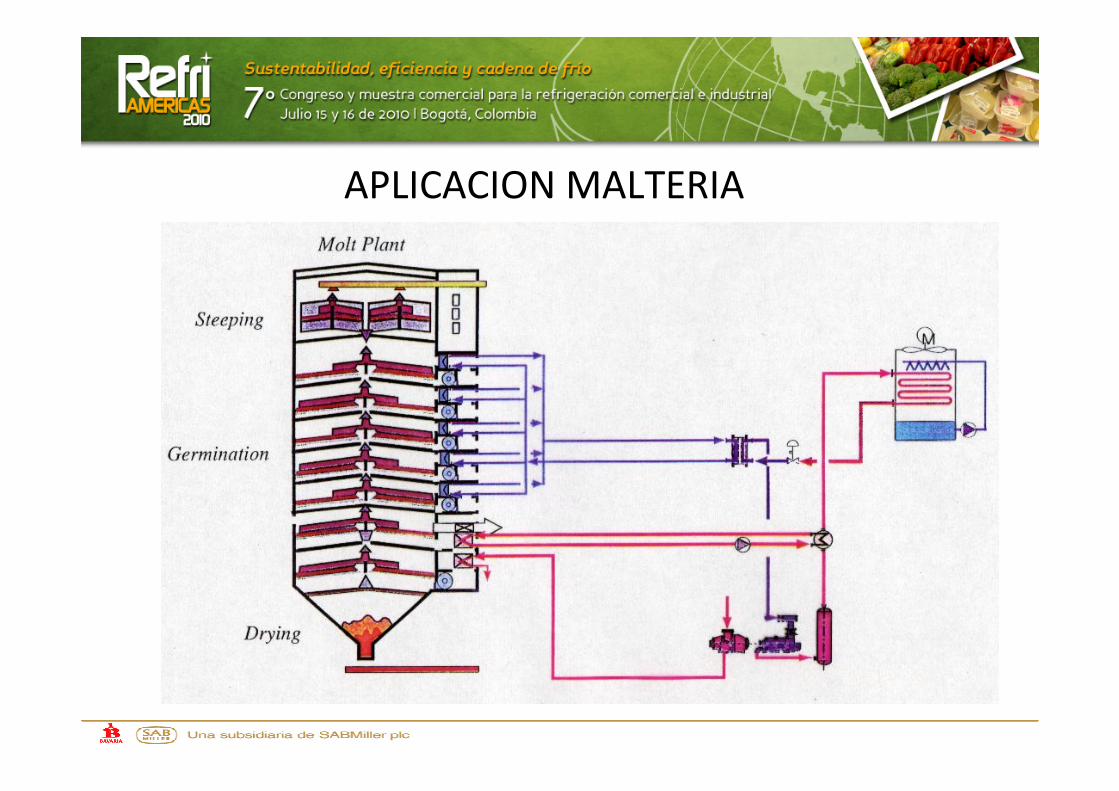
APLICACION MALTERIA
CARACTERISTICAS DEL AMONIACO (NH3)
• El amoniaco anhidro grado refrigeración se
define como aquel que tiene:
– Contenido mínimo de NH3 99.95%
– Residuo máximo 0.05%
• 500 ppm de agua máximo
• 5 ppm de aceite.

FUENTES DE CONTAMINACION DEL AMONIACO
• Cuando ocurren cambios en el sistema de
refrigeración sin previo aviso, dando como
resultado disminución en el rendimiento de
los equipos, son síntomas de la
contaminación del amoníaco.

FUENTES DE CONTAMINACION DEL NH3
• AGUA
• AIRE
• ACEITE (SEPARADORES DE ACEITE EN
COMPRESORES)
FUENTES DE CONTAMINACION CON AGUA
• En las plantas de refrigeración industrial con
amoniaco, las fuentes de contaminación con
agua pueden estar divididas en dos grupos:
– Contaminación en la construcción y fase de
arranque inicial.
– Contaminación después que la planta ha sido
puesta en operación normal.

CONTAMINACION EN LA CONSTRUCCION Y
ARRANQUE INICIAL
• Agua remanente en recipientes de presión.
• El agua puede entrar por tuberías y juntas soldadas.
• Inadecuado procedimiento de evacuación de la humedad del aire usado en la prueba de presión final.
• El uso de amoniaco impuro cuando cargan el sistema.
FUENTES DE CONTAMINACION EN OPERACION
NORMAL
• La contaminación con agua puede ser muy
difícil de evitar y muy a menudo esto pasa
sin que sea detectado.
• El amoniaco y el agua tienen una gran
afinidad el uno por el otro.

FUENTES DE CONTAMINACION EN OPERACION
• Ruptura de tubos en enfriadores de agua.
• Fugas en válvulas, empaques y juntas, en plantas que operan por debajo de la presión atmosférica o en paradas cuando se hace vacío.
• Procedimientos inapropiados de drenaje.
• Reacciones químicas complejas entre el amoniaco, oxigeno, aceite y lodos que pueden dejar libre agua en el sistema.
• Falta de una purga de aire adecuada.

EFECTOS DE LA DILUCION DE AGUA EN NH3
• La relación Presión-Temperatura para una
solución de agua- amoniaco es diferente a
la de amoniaco anhidro.
• Pérdida de Capacidad
• Aumento del consumo de energía
(Disminución del C.O.P.)

EVALUACION CONSUMO ENERGIA POR
DILUCION DE AGUA EN NH3
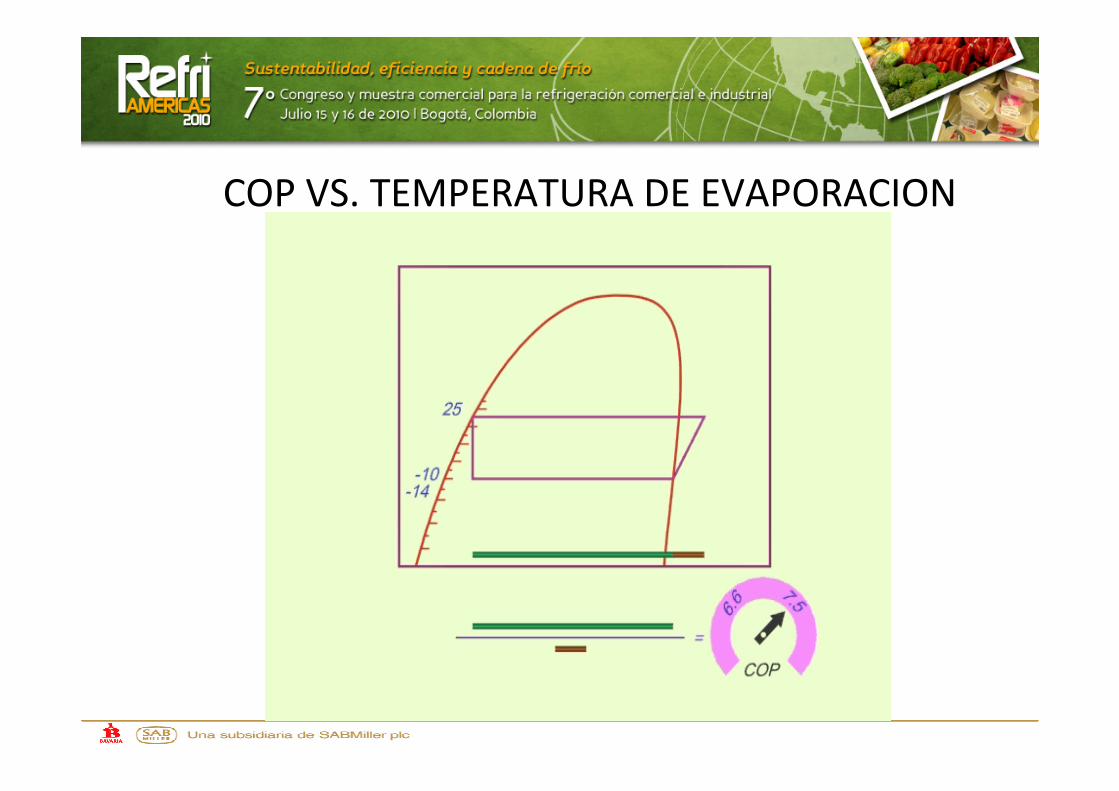
COP VS. TEMPERATURA DE EVAPORACION

FUENTES DE CONTAMINACION CON AIRE
• Sistemas que operan por debajo de la presión
atmosférica.
• Inapropiado cargue de amoniaco y aceite.
• Drenaje de aceite
• Reparaciones de equipos.
• Descomposición de aceite en gases de
hidrocarburo y otros, sales, ácidos y lodos.

OTROS EFECTOS DE CONTAMINANTES
• AIRE
– Incremento en la presión de condensación.
– El coeficiente de transferencia de calor se reduce
(Alta).
• ACEITE
– El aceite ocupa el espacio del refrigerante
– Pérdida de Capacidad de evaporadores (Baja)

COP VS. TEMP. DE CONDENSACION

DONDE ESTAN LOS CONTAMINANTES ?.
• El aceite se deposita en los componentes en los que el refrigerante tiene baja velocidad, tales como tanques.
• El agua permanece en solución, en el tanque de baja y evaporadores.
• El aire presente, evoluciona eventualmente hasta el condensador en el cual permanece atrapado por el liquido.

PRESENCIA DE AGUA Y ACEITE

PRESENCIA DE AGUA Y ACEITE

PRESENCIA DE NO CONDENSABLES
REFRIGERANTE
GASES NO
CONDENSABLES

REMOCION DE NO CONDENSABLES
• Los puntos de purga deben estar localizados donde
el refrigerante esté en estado de vapor y su
velocidad sea baja.
• La necesidad de purgar el condensador puede
establecerse midiendo la temperatura del líquido, si
la presión es más alta que la correspondiente a la
temperatura de saturación, debe entonces purgarse.

REMOCION DE NO CONDENSABLES
• Los tres conceptos principales de purga de aire son:
– Purga directa de la mezcla Refrigerante-Aire.
– Compresión de la mezcla, condensación del
refrigerante y venteo de la mezcla.
– Condensación del refrigerante en la mezcla con
alto contenido de aire utilizando un evaporador y
venteo posterior.

REMOCION DE NO CONDENSABLES

REMOCION DE NO CONDENSABLES

REMOCION DE NO CONDENSABLES

MEJORAS REALIZADAS EN CERVECERIA
• POR PRESENCIA DE AGUA.
– Deshidratación con gas caliente:
• Nuevos equipos.
• Reforma equipos
Objetivo: Optimizar temperatura de evaporación

REMOCION DE AGUA

REMOCION DE AGUA

MEJORAS REALIZADAS EN CERVECERIA
• POR PRESENCIA DE ACEITE
– Modificación de separadores de aceite:
• Consumo de 572 Gls/mes se pasó a 55
Gls/mes (Aguila)
Objetivo: optimizar temperatura de
evaporación.

MEJORAS REALIZADAS EN CERVECERIA

MEJORAS REALIZADAS EN CERVECERIA

RECOMENDACIONES
• La contaminación con agua durante la
construcción y el arranque inicial, puede y debe
ser evitada así:
– Usando amoniaco anhidro puro.
– Aplicar procedimientos apropiados en la
construcción y pruebas de presión.
• Toda el agua que entre al sistema permanece allí
y la concentración se incrementará todo el
tiempo si no se evacua.

RECOMENDACIONES
RECOMENDACIONES
– ACTIVIDADES A DESARROLLAR
• Revisión y análisis de los servicios.
• Revisión del estado de operación de los equipos.
• Presentación de :
– Plan de mantenimiento.
– Plan de modificación.
– Plan de ampliación.
– Plan de sistema de manejo energético.

RECOMENDACIONES
• Plan de capacitación:
– Que deben saber los operarios
• Los fundamentos básicos de refrigeración.
• Como funcionan y que regulan las válvulas
• Que pasa si una válvula es bloqueada o aislada
• Cuales son las causas y los efectos de un
cambio en temperatura o presión.

RECOMENDACIONES
• Cada industria debe fomentar un plan de
ahorro de energía a todos los niveles con el
fin de adelantar las actividades que se
requieran para lograr la reducción en los
consumos energéticos.





























