Embed Size (px)
Citation preview


Action Project plan
Safety precautions
Brief study about die and its working
Study about Die Automation
Identify the area for Automation
To study the objective of die Automation
Identify the die for Automation
Study the dimension of blanks for
different variants
Design of pneumatically operate stopper
Conclusion
References
PRESENTATION CONTENTS

ACTION PLAN OF DIE AUTOMATION
S. No. Activity Description Responsibility Support required Target Date Start DateCompletion
dateStatus Remarks
1 Briefly study about die and its workingTypes of dies, its operations and product introduction
Nikunj Kumar Mr Arvind Sharma 02-02-2014 21-01-2014 05-02-2014 comp.
2 To study about die Automation details of die automation Nikunj Kumar Mr Arvind Sharma 02-12-2014 02-06-2014 16-02-2014 comp.
3 Identify the area for automationto provide the pneumatic blank stoppers in all forming dies
Nikunj Kumar Mr Arvind Sharma 22-02-2014 17-02-2014 22-02-2014 comp.
4 To study the objective of die automationto control the rejection in forming operation and to improve the productivity
Nikunj Kumar Mr Arvind Sharma 28-02-2014 23-02-2014 28-02-2014 comp.
5 Identify the dies for Automation LCV/MCV forming and HCV Forming Nikunj Kumar Mr Arvind Sharma 04-03-2014 01-03-2014 04-03-2014 comp.
6Study the dimentions of blanks for different variants
1. HCV - 410, 380 & 356 mm 2. LCV - 314 mm 3. MCV - 338 mm
Nikunj Kumar Mr Arvind Sharma 06-03-2014 05-03-2014 07-03-2014 comp.
7Design of pneumatically operated stoppers
1. Size of pneumatic cylinders 2. Stroke length 3. Size of different stoppers
Nikunj Kumar Mr Arvind Sharma 15/03/2014 08-03-2014 14-03-2014 comp.
8 Prepare the List of resources required
1. Nos. of pneumatic cylinders 2. Nos. of stoppers 3. Material for stoppers 4. Hose pipe and its fittings 5. fasteners
Nikunj Kumar Mr Arvind Sharma 23-03-2014 15-03-2014 Comp. Available
9 Procurement of material requiredTo list out the available materials and material to procure - and to raise the PR accordingly
Nikunj Kumar Mr Arvind Sharma 31-03-2014 23-03-2014 Comp. Available
10 Manufacturing of components Manufecturing of stoppers in Tool Room Nikunj Kumar Mr Arvind Sharma 15-04-2014 25-03-2014 Comp. Available
11 To fit the stoppers in dieTo fit the stoppers model wise with adjustable arrangement for different width blanks
Nikunj Kumar Mr Arvind Sharma 25-04-2014 30-03-2014 07-04-2014 Comp. Available
12 connection of pneumatic cylinders To connect with pneumatic line Nikunj Kumar Mr S. arumgum 30-04-2014 12-04-2014 13-04-2014 Comp.
13 Connection with PLCTo connect pneumatic cylinder of die with PLC program of press
Nikunj Kumar Mr S. Arumgum 01-05-2014 14-04-2014 04-05-2014 Comp.
14 Check as per design Make the check sheet Nikunj Kumar Mr Arvind Sharma 03-05-2014 05-05-2014 06-05-2014 comp.
15 Trial make the report of trial Nikunj Kumar Mr Arvind Sharma 05-05-2014 07-05-2014 15-05-2014 COMP.
16 Project report preperation and sumbition Detailed report preperation Nikunj Kumar Mr Arvind Sharma 10-05-2014 09-05-2014 15-05-2014 COMP.Delay due to
dept. issue
Safety precautions
Use helmet at workplace
Use glob's
Use ear plug
Use Safety shoe
Don’t touch any machine during
operation
Keep distance during press
operation

• Punch and Matrix die which are used forcutting and forming pieces in differentmethods have abundant diversity in thecases of shape, dimension and type of them,hence their designing necessitate so muchtime meanwhile their cost is very much andon the other hand various design of diesmore often are used only for one time,thereby these dies will be useless for othercases therefore because of these,warehousing them vastly get increaseswhereas the occupied space of thewarehouses turns to the big problem formanufactures which it needs so muchmoney therefore it seems necessary to use amethod to design dies consist of a few partsthat be useable in different dies or in theother word, propose a method to makeuniformity between common parts of dies.
• A die is a specialized tool used inmanufacturing industries to cut or shapematerial mostly using a press. Like molds,dies are generally customized to the itemthey are used to create. Products made withdies range from simple paper clips tocomplex pieces used in advancedtechnology
INTRODUCTION OF DIE

• Basically Die is use as a pattern that
can be change whatever require of
product
• We can also say that Die is the
replica of object
• The having lot of operations that’s
can be performed
• Working of die depend on processing
of materials
WORKING OF DIE
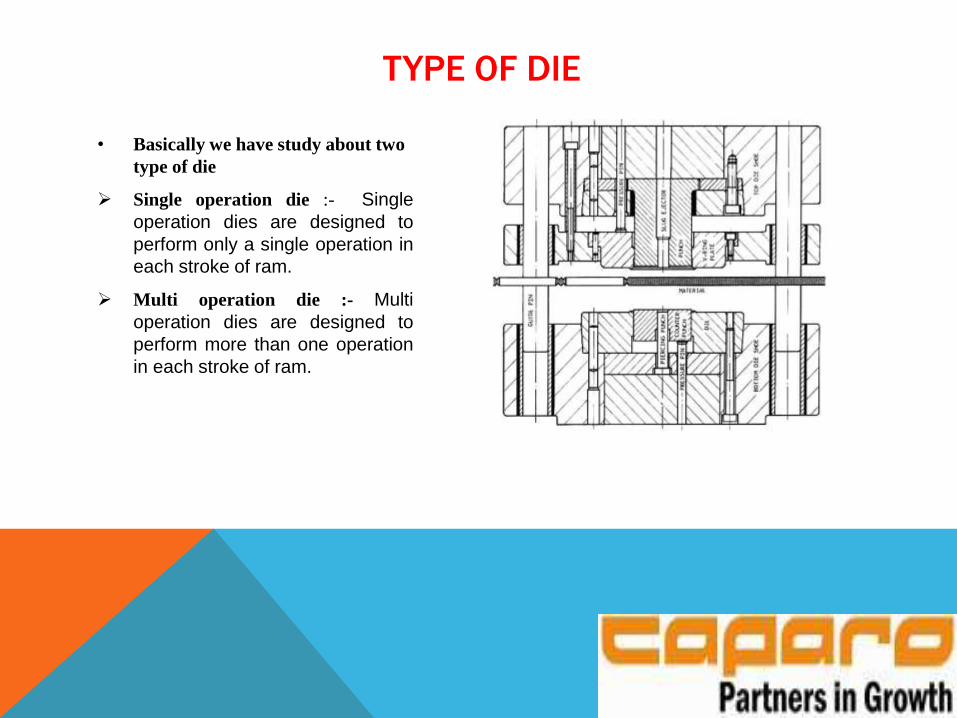
• Basically we have study about two
type of die
Single operation die :- Single
operation dies are designed to
perform only a single operation in
each stroke of ram.
Multi operation die :- Multi
operation dies are designed to
perform more than one operation
in each stroke of ram.
TYPE OF DIE
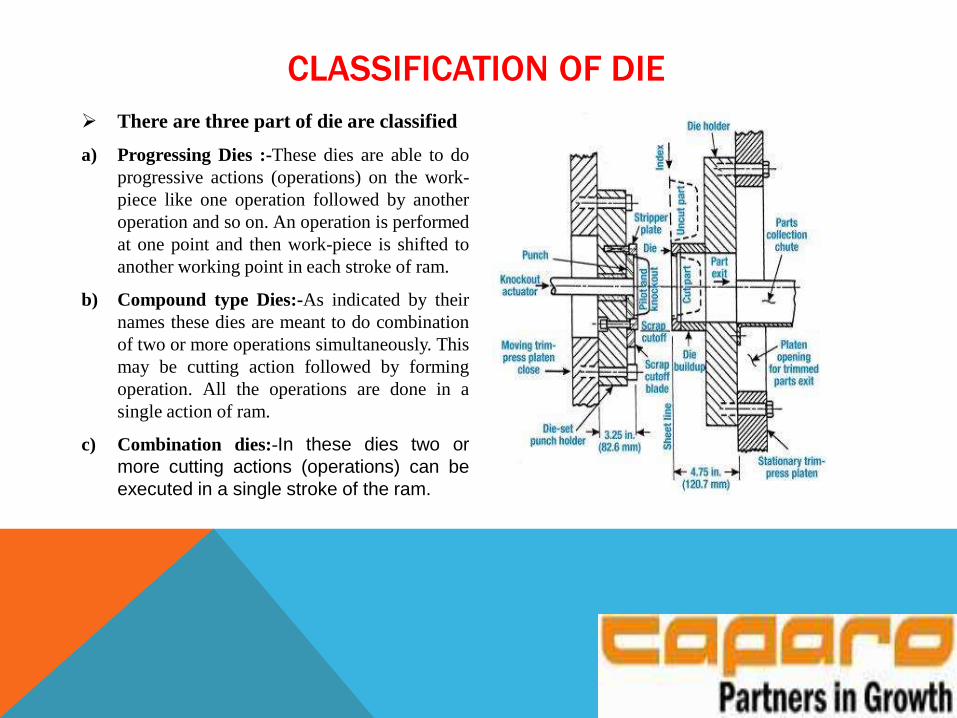
There are three part of die are classified
a) Progressing Dies :-These dies are able to do
progressive actions (operations) on the work-
piece like one operation followed by another
operation and so on. An operation is performed
at one point and then work-piece is shifted to
another working point in each stroke of ram.
b) Compound type Dies:-As indicated by their
names these dies are meant to do combination
of two or more operations simultaneously. This
may be cutting action followed by forming
operation. All the operations are done in a
single action of ram.
c) Combination dies:-In these dies two or
more cutting actions (operations) can be
executed in a single stroke of the ram.
CLASSIFICATION OF DIE

Blanking:- it is the material removingprocess which having camber cut will bedone. A shearing operation that creates ahole in sheet metal by separating aninterior section. The removed piece ofmetal is the desired section.
Piercing:-Another term for a punchingoperation. For various manufacturers, theterm "piercing" refers to a punchingoperation that does not produce a slug, orit is used in a more general sense.
Forming:- The plastic deformation of ametal in order to produce a useful shape.Sheet metal can be formed throughoperations that shear, stretch, bend, orcompress the metal.
PRESS OPERATIONS

• Die automation is the part of
advance working die. Here for
die automation we use pneumatic
cylinder in small size its capacity
is 100 bar
• The die perform to setup
material in require blank at right
location
• This can be handle easily
• And productivity will improved
STUDY ABOUT DIE AUTOMATION

• My aim for die automation is in our
plant all forming die with
pneumatically operate stopper
• For example we have HCV, LCV and
MCV forming die for Automation
• My project aim is minimize man
power and maximize productivity
IDENTIFY THE AREA FOR DIE AUTOMATION

Require low man power
Better finishing in product
Maintained quality as better than
requirement
Improve product cycle
It is good for produce quality
maintain
Minimize ideal time of press
It suitable for quality oriented
organization
STUDY THE OBJECTIVE OF DIE AUTOMATION

We have mainly three type of die
for automation i.e.
• HCV- Heavy commercial vehicle
• LCV- Low commercial vehicle
• MCV- medium commercial vehicle
IDENTIFY THE DIE FOR AUTOMATION
We have requirement of different size
of product as well as different process
of blanks i.e.
For HCV forming blank width size,
410mm, 380mm, 356 mm
For LCV new forming width blank
size 314mm
For old LCV or MCV forming blank
width size 338 mm
STUDY THE DIMENSIONS OF BLANKS FOR DIFFERENT VARIANTS

• We have design for every require die
with stopper pneumatic cylinder and
its stroke of length
• For HCV, MCV and LCV which are
shown in AutoCAD drawings
DESIGN OF PNEUMATIC OPERATE STOPPER
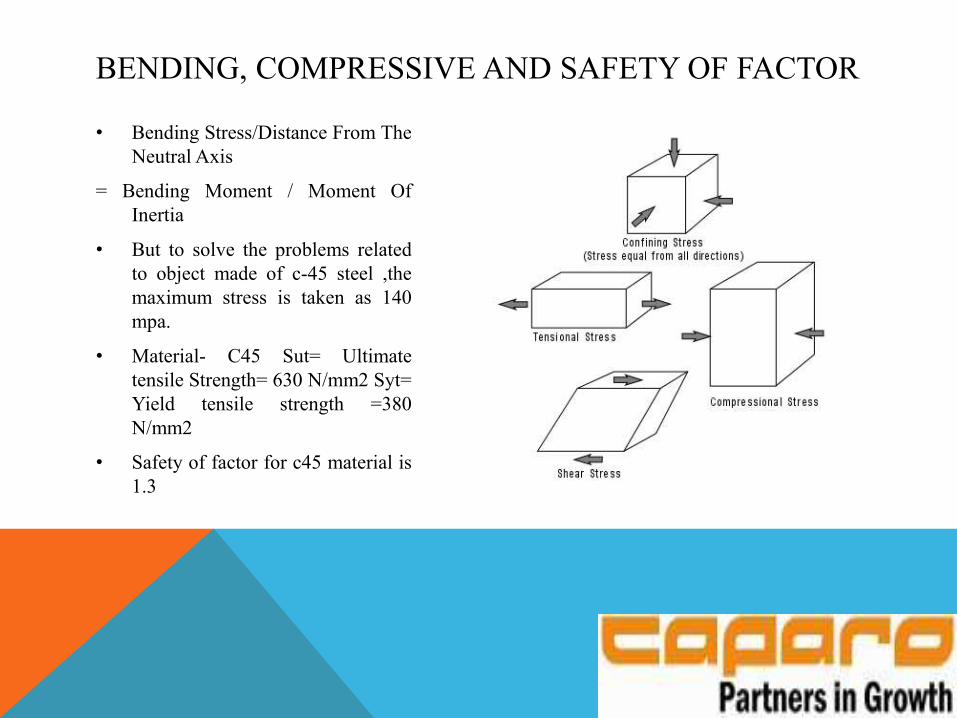
• Bending Stress/Distance From The
Neutral Axis
= Bending Moment / Moment Of
Inertia
• But to solve the problems related
to object made of c-45 steel ,the
maximum stress is taken as 140
mpa.
• Material- C45 Sut= Ultimate
tensile Strength= 630 N/mm2 Syt=
Yield tensile strength =380
N/mm2
• Safety of factor for c45 material is
1.3
BENDING, COMPRESSIVE AND SAFETY OF FACTOR

PNEUMATIC CYLINDER CONNECTIONS

Here I Have Used For Connection 8 Mm Line And Fittings Of 8mm And T Also Of 8mm

If we try to make automated of
old die than it is lot expensive
and not suitable for high
productivity and it may as
accident will be accrued due to
small mistake of worker
If we having mass production of
product for one operation than
we will try it
It is not suitable as compare new
automated die
CONCLUSIONS

SUPPORTIVE MENTOR AND REFERENCES
Mainly I would like to say thanks to my mentor Mr Arvind Sharma, Mr J. P. Yadav and
Mr Lakhan Chaudhary who help me to perform like that and both of he support for
knowledge of me
References
1. Metals HandBook (Forming), ASM, Vol. 14, 1988.
2. C.W. Wegst, Stahlshl Ussel, Verlag stahlschlussel wegst Gmbh, 1989.
3. D. Wolff, Mechanical Desktop 6.0 Quick Reference, McGraw-Hill, 2000.
4. F. W. Wilson, P. D. Harvey and C. B. Gump, Die Design Hand Book, McGraw-
Hill, 1955.
5. http://en.wikipedia.org/wiki/Pneumatic_cylinder






























