Embed Size (px)
Citation preview

Coal handling storage of coal
• The main purpose of storage of coal is
• To store the coal for a period of 30 to 90 days, therefore the plant is not required to be shut down due to failure of normal supply of coal.
• To permit the choice of the date of purchase allowing the management to take advantage of seasonal market conditions in prices of coal.
Dead storage or outdoor storage
• In this storage the coal received at the power plant is stored in dead storage in the form of piles laid directly on the ground. the coal stored has the tendency to combine with oxygen of air and during this process coal loss some of its heating value and ignition quality.
• Due to oxidation the coal may ignite spontaneously. This can be avoided by storing coal in following ways.
Coal handling storage of coal
• Stocking the coal in helps or piles:
• Generally concrete floored area is used to prevent the flow of air from the bottom for stocking the coal.
• Coal is stored in the form of heaps or piles up to a height of 10 to 12 m directly on concrete ground, the coal should be compacted in layer of 15 to30 cm in thickness.

Coal handling storage of coal
• This effectively prevents the air circulation in the interior of the pile. The pile top should be given a gentle slope in which the rain may be drained off.
• Second method for removing the heat of oxidation is the air is, allowed to move through the layers evenly so that air may remove the heat of reaction and avoid burning.

Coal handling storage of coal
• Sealing of stored pile is desirable in order to avoid the oxidation of coal after packing an air tight layer of coal. Asphalt, fine coal dust, and bituminous coating are the materials commonly used for this purpose.
Coal handling storage of coal
• Under water storage:
• The possibility of slow oxidation and spontaneous combustion can be completely eliminated by storing the coal under water.

Live storage or active storage
• Coal from a live coal storage pile is usually supplied to combustion equipment without the use of mobile equipment.
• The coal is usually stored in vertical cylinder bunkers or coal bins or silo. Coal from silos is transferred to the boiler grate.
• Live coal storage bunkers are normally constructed with a diamond-shaped cross section storage area.
• The storage bunkers are made of steel or reinforced concrete to store the live coal.

Requirement of good coal handling plants at site
• It should have minimum maintenance.
• It should be simple
• It should be reliable
• It should supply coal continuously as per the demand of power plant.
• It should have minimum wear in running the equipment.

Coal handling

Burning systems
• Fuel is burnt in a confined space known as furnace. The furnace provides supports and enclosures for burning equipment.
• Solid fuels such as coal, coke,wood are burnt by means of stockers whereas burners are used to burn pulverized coal and liquid fuels.
• Solid fuels require a grate in the furnace to hold the bed of fuel.
Selection of fuel firing methods
• The characteristics of the available coal
• Capacity of the plant
• Efficiency and reliability of the combustion equipments.
• The power plant load factor
• Nature of load fluctuation.
Solid fuel firing
• Hand firing system: it is simple and suitable for small power plant. Since it is difficult to achieve the uniform combustion and it gives low combustion efficiency.
• Stoker firing: stoker is a power operated fuel feeding mechanism and grate. With stoker firing , it allows to burn large quantities of fuel, with easy in controlling the combustion with higher efficiency, less labour of handling ash and are self cleaning.
Advantages of stoker firing
• Easy of control of combustion
• High combustion efficiency
• Cheaper grade of fuel can be used
• Smokeless combustion
• Less labour required
• System is realiable
Disadvantages of stoker firing
• Capital cost is high
• Loss of coal through the grates
• Steam demand due to load fluctuations on plant can not be met efficiently
• Complicated construction and arrangement
• Excessive wear of parts.
Types of stoker their working
• A grate is used at furnace bottom to hold a bed of fuel. There are two ways of feeding coal on to the grate
• Over feeding
• Under feeding
• Therefore automatic stockers may be classified as overfeed and under feed stockers.
Principles of overfeed stokers
Principles of overfeed stokers
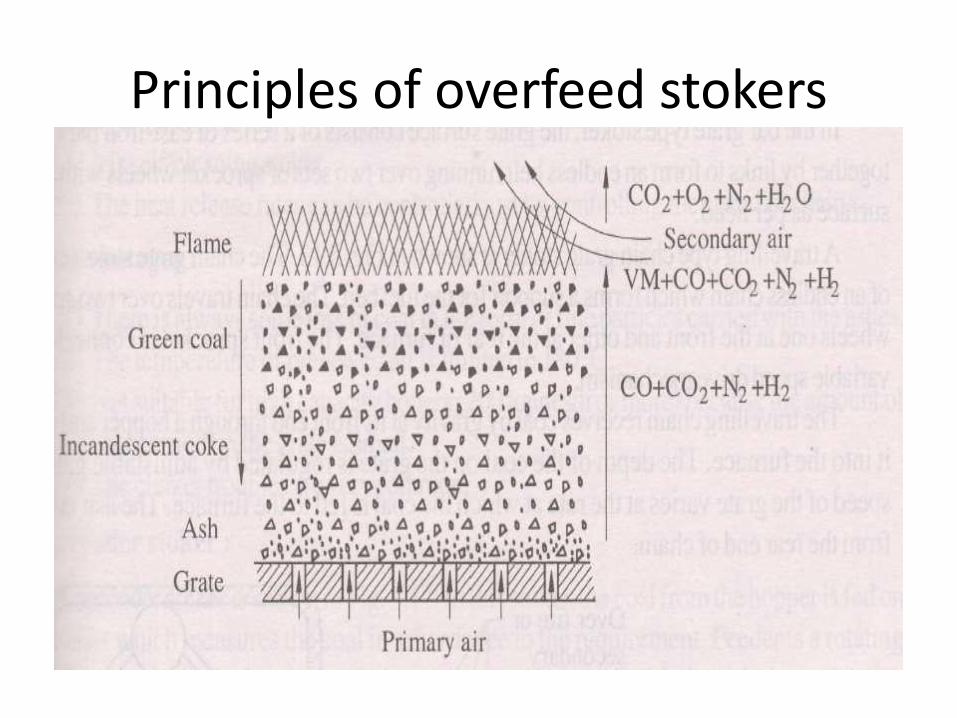
• It receives the coal on its top surface and is characterized by the following five zones from top to the bottom.
• A layer of fresh or green coal-fresh coal zone
• A layer of coal losing moisture-drying zone
• A cooking layer of coal losing its volatile content-distillation zone.
• A layer of incandescent coke where the fixed carbon is consumed-combustion zone
• A layer of ash progressively getting cooler-ash zone.

Principles of overfeed stokers
• Pressurized air--- FD Fan--- enters--- bottom of the grate----- heated by absorbing heat from ash and grate-----ash and grate are cooled------ hot air----- incandescent coke----- O2 reacts with C------CO2-----hot gases----- distillation zone-----volatile matter added-------drying zone-----moisture is picked up-----finally come out from the bed containing N2,CO2,CO,H2-----secondary air supplied-----high speed----turbulence---for complete combustion
Types of overfeed stoker
• It may be classified as
• Travelling grate stoker
• Spreader stoker
Travelling grate stoker

Travelling grate stoker
• It may be chain grate type or bar grate type. These two are different only in the details of grate construction.
• The travelling grate stoker is also known as conveyer grate stoker.
• In the chain grate stoker the grate is made of a series of cast iron links connected by bars or pins to form an endless chain.
Travelling grate stoker
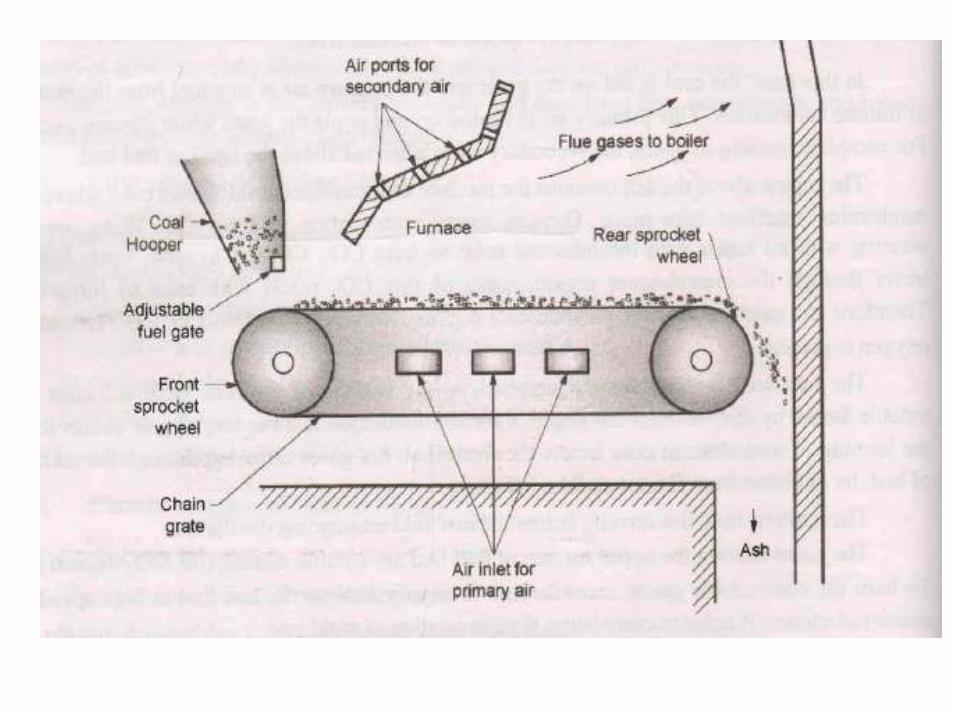
• In the bar grate stoker the grate surface consists of series of cast iron bars joined together by links to form an endless belt running over two sets of sprocket wheels with a wide surface as per need.
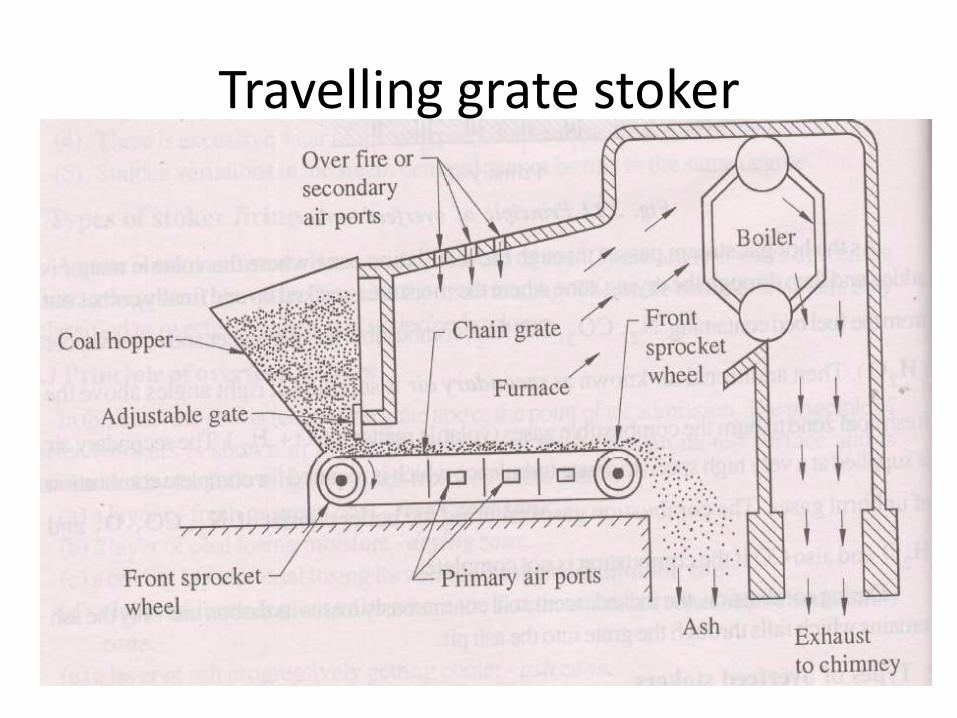
• The chain grate stoker consists of an endless chain which forms a support for the fuel bed. The chain travels over two sprocket wheels one at the front and other at the rear of furnace. The front sprocket is connected to a variable speed drive mechanism.

Travelling grate stoker
• The travelling chain receives coal by gravity at its front end through a hopper and carries it into the furnace. The depth of the coal on the grate is regulated by adjustable gate. The speed of the grate varies at the rate at which the coal is fed to the furnace. The ash is tipped from the rear end of chain. The air required for combustion enters through the air inlets situated below the grate.
Travelling grate stoker
• The secondary air is supplied through the openings provided in the furnace wall above the grate. The combination of primary air and secondary air provide turbulence required for rapid combustion.
• These grate are suitable for low grade coal because the fuel must be burnt before it reaches the rear end of the furnace.

Travelling grate stoker
• Advantages:
• Simple in construction
• Maintenance cost is low
• Initial cost is low.
• Self cleaning stoker
• Heat release rate can be controlled just by controlling the speed of chain.
Travelling grate stoker
• Disadvantages:
• Always some loss of coal in the form of fine particles carried with the ashes.
• Temperature of preheated air is limited to 180°C.
• Not suitable for high capacity boiler
• Clinker trouble are very common.

Spreader stoker
Spreader stoker
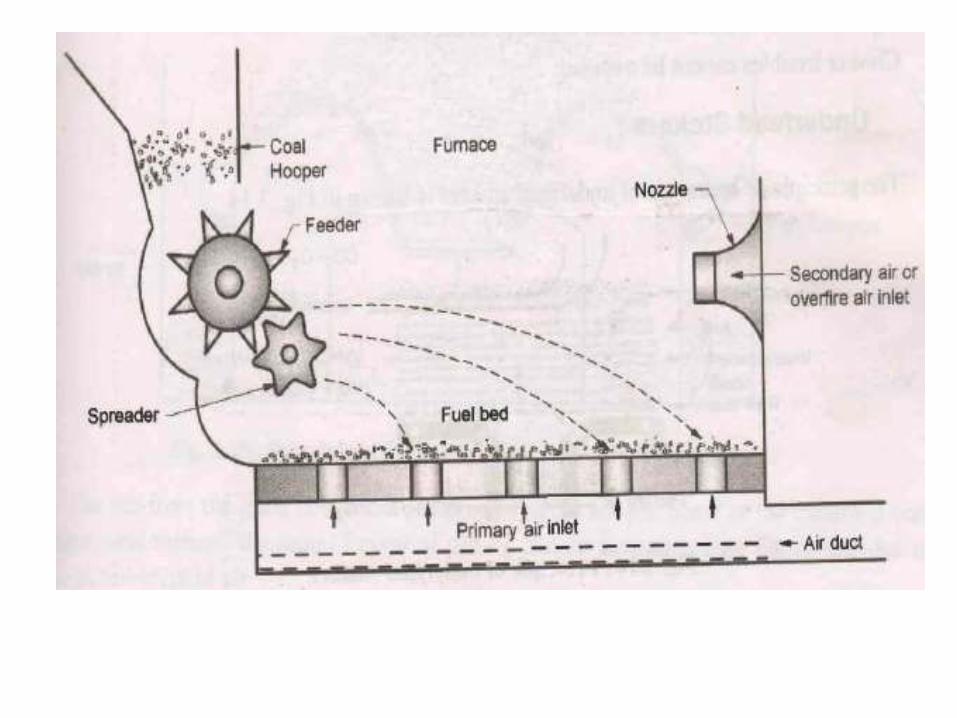
• In this stoker the coal from the hooper is fed on to a feeder which measures the coal in accordance to the requirement. Feeder is a rotating drum fitted with blades. Feeder can be reciprocating rams, endless belts, spiral worms etc.
Spreader stoker
• From the feeder the coal drops on to spreader distributor which spread the coal over the furnace. The spreader system projects the coal particles in a continuous stream on to the grate holding an ignited fuel bed. the fine particles of coal burn in suspension where corse particles burn on the grate.thesecondary air is admitted above the fuel bad to promote the turbulence and to complete combustion.

Spreader stoker
• The grate made of CI bars is connected to a lever through links underneath the grate.
• In order to allow the ash to fall below the ash pit, the lever is moved back and forth which makes the bar rock about the pivot. Spreader stoker is applied to a wide range of boiler sizes 155 MW to 265 MW.
Spreader stoker
• Advantages:
• A wide variety of coal can be burnt easily
• A thin fuel bed on the grate is helpful in meeting the fluctuating loads.
• Operation cost is low
• Use of high temperature preheated air is possible.
• Clinkering difficulties are reduced.
Spreader stoker
• Disadvantages:
• Spreader does not work satisfactory with varying size of coal.
• Possibility of some fuel loss,
• Fly ass is much more due to suspension burning of fine fuel particles.
• Clinker problem can not be avoided.
Principle of underfeed stokers
Principle of underfeed stokers
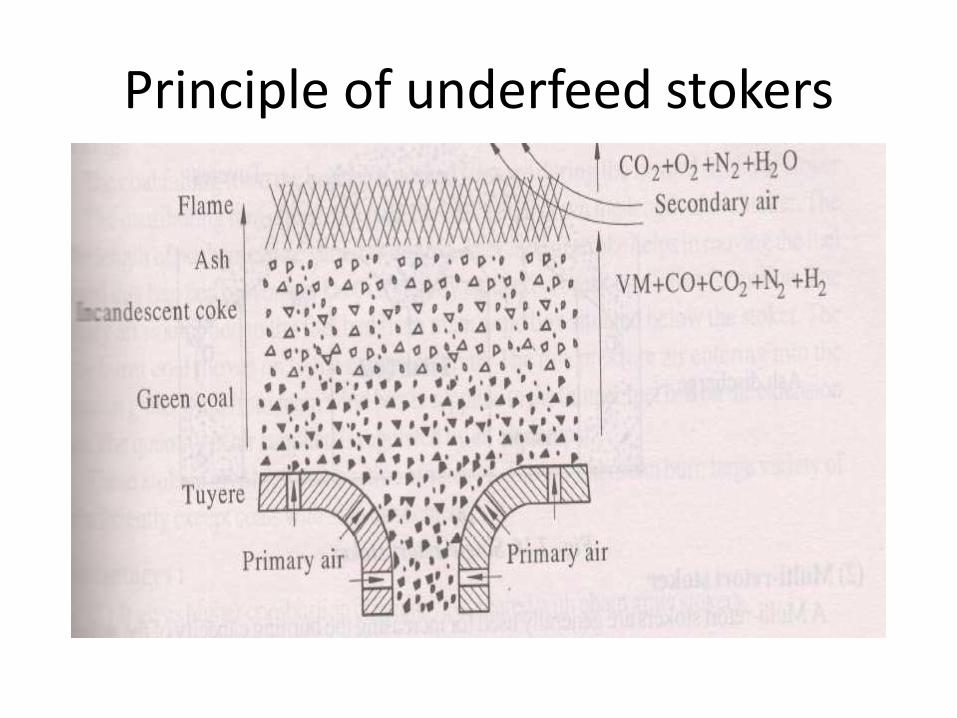
• In this type of stoker the fuel and air move in the same direction. The coal is fed from below the grate by a screw-conveyer or ram.
• Air----mixes----formed volatile matter-----passes------ignition zone------enters ----region of incandescent coke.
• When gas stream----passes-----incandescent coke region-----volatile matter breaks up and readily burns with secondary air fed at the top.
Single retort stoker

Single retort stoker
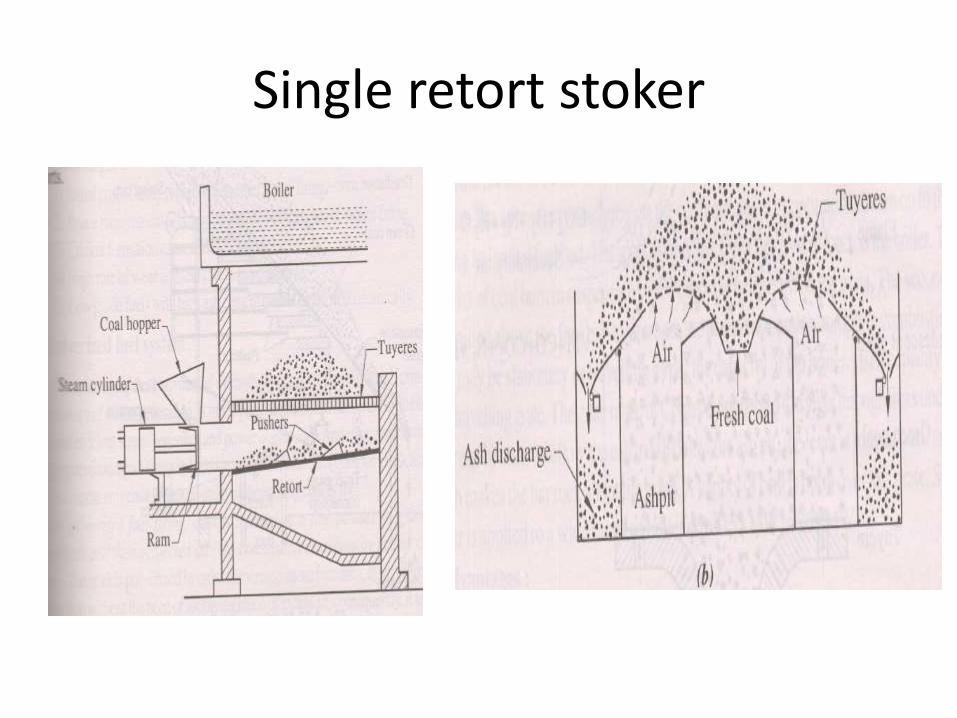
• The coal from large hopper is fed by reciprocating ram or screw conveyer into the bottom of the horizontal trough. the air is supplied through the tuyeres provided along the upper edge of the grate shown in figure. the ash from the grate falls and it is collected in the ash pit. Some of the unburned coal may also pass through the grate. The coal feeding capacity of single retort stoker varies from 100 to 2000 kg per hour.
Multi retort stoker


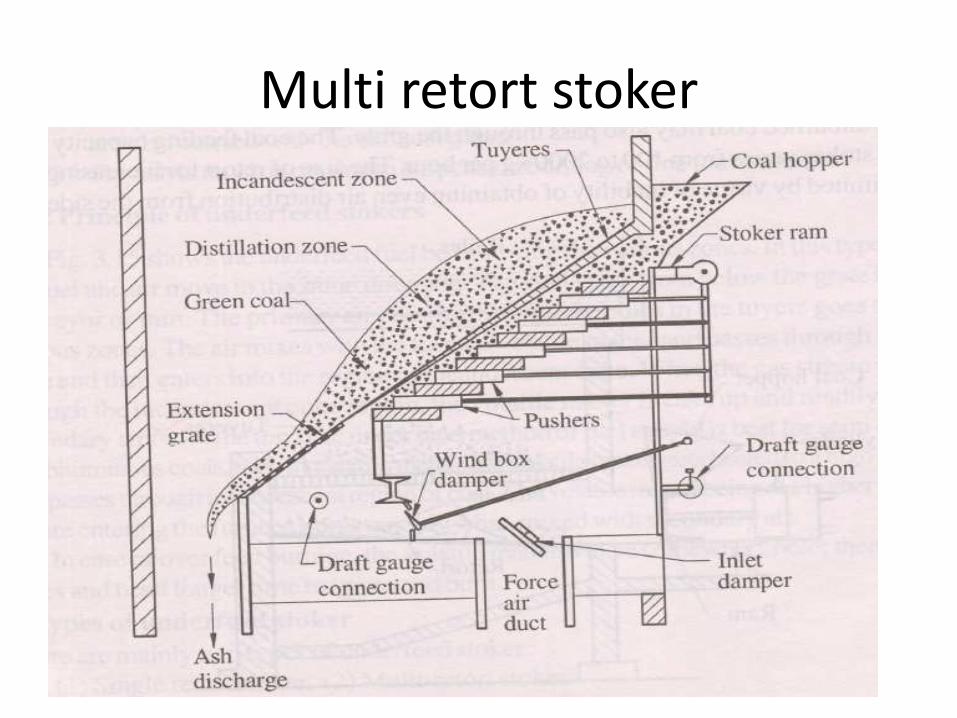
Multi retort stoker
• It is generally used for increasing the burning capacity of the stoker. It consists of a series of alternate retorts and tuyere boxes for supply of air. Each retort is fitted with a reciprocating ram for feeding and pusher plates for the uniform distribution of coal.

Multi retort stoker
• Coal---falling from hopper-----push forward------inward stroke of stoker------distribution ram(pusher)---push entire coal----down the length of stoker.
• Slope of stoker----help in moving the fuel bed and fuel bed movement keeps it slightly agited to break up clinker formation.
• Primary air supplied to fuel bed from wind box situated below stoker. The partly burnt coal moves on the extension grate. The quality of air supplied is regulated by an air damper.
Multi retort stoker
• Advantages: • Higher efficiency• High part load efficiency• Grate is self cleaning• Smokeless operation• Combustion rate is high• Grate bars, tuyeres, retorts are not subjected to high
temperature• Substantial amount of coal always remains on the grate so
that boiler may remain in service in the event of temporary breakdown
• Different varieties of coal can be used.

Multi retort stoker
• disadvantages:
• Initial cost high
• Space requirement high
• Clinker formation
• High rate of wear and tear
• Low grade fuels with high ash content can not be burnt economically.

Pulverized fuel handling systems
• In pulverized fuel firing coal is reduced to a fine powder in grinding mills or pulverizers and then projected into the combustion chambers by means of current of hot air.
• The coal is pulverized in order to increase its surface area, thus promotes the rapid combustion without need of supplying much of excess air, result into high thermal efficiency.
• The amount of air which is used to dry the coal and convey the powdered fuel to the furnace is known as primary air.
• Amount of air which is blown in separately to complete the combustion is known as secondary air.

Process of coal pulverization
• Stage 1: raw and lump coal is crushed to a particle size not more than 15-25 mm in the crusher.
• Stage 2: crushed coal is delivered into raw bunkers and from here it is transferred to grinding mills that grind the feed into the final particles of 200-300 mesh size. During grinding hot air is blown through the fuel to dry it to impart good fluidity of the coal dust.
Advantages of pulverized coal firing
• Large surface area per unit mass allows faster and efficient combustion.• Less excess air is required for complete combustion• Any type of coal can be used• Better response to variation in load• Large amount of heat release makes it suitable for super thermal power
station• Clinkering and slagging problems are low• Carryover of unburnt fuel to ash is nill• Low ash handling problem• Operate successfully with gas and oil fired system• Less furnace volume required• Smokeless operation• Use of highely preheated air helps for rapid flame propagation• No moving parts in furnace so life of the system is more.

Disadvantages of pulverized coal firing
• Capital cost is high
• Operation cost is high
• Lost of fly ash in the exhaust which makes the removing of fine dust uneconomical.
• Since coal will burn so it wiil be danger of explosions
• Special equipment is required for starting
• Maintenance of furnace is costly
• Skilled operators are required
• High air pollution due to emission of fine particles of dirt and grit.
Pulverized fuel handling system
• It is a family of equipment in which coal is ground, dried and fed to the burners of a boiler furnace.
• There are two methods used to feed the pulverized fuel to the combustion chamber of the boiler
• Unit system
• Central or bin system
Unit system

Unit system
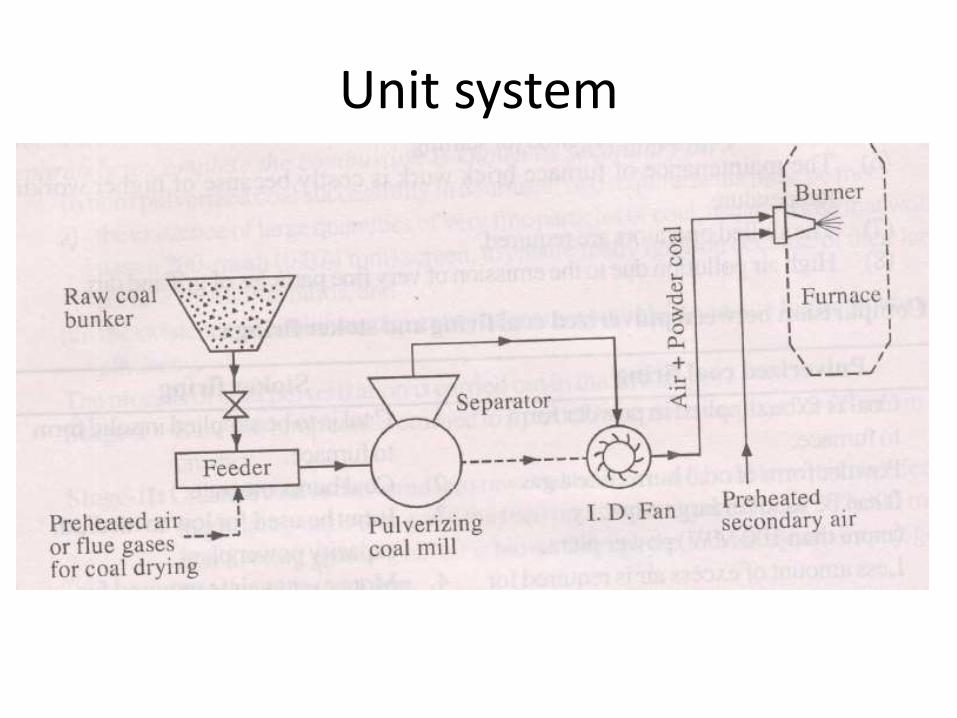
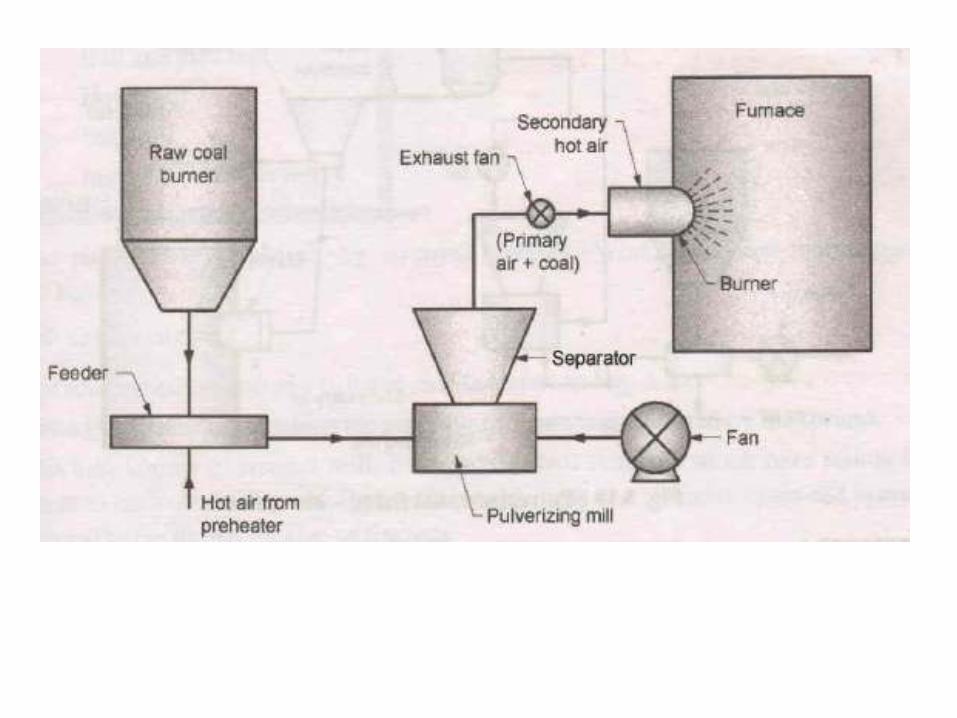
• Crushed coal from raw coal bunker is fed to the pulverizer through feeder at a variable rate governed by the combustion requirements of boiler furnace and steam generation rate.
• Hot air or flue gases are passed through feeder to dry the coal before feeding to the pulverizer.

Unit system
• Pulverized coal is carried from the mill with the help of induced draught fan via a separator and blown into the furnace along with the hot air. In the separator the big particles of coal are separated from the fine dust and these again fall down into the mill. the secondary air is supplied to the burner before entering the fuel into the combustion chamber.
Unit system
• Advantages:
• Simple in layout, design, operation
• Initial cost is less
• Allows direct combustion control from the pulverizer
• Lower maintenance charge
• Less space required
• No drying unit required.
Unit system
• Disadvantages:• If one pulverizing unit goes out then its corresponding
boiler unit has to be shutdown.• Pulverizing unit operates at variable load as per the
load on power plant which results in poor performance at part load
• Lesser degree of flexibility• Greater wear off an blades as these handle both air
and abrasive coal particles.• Exhaust fan is subjected to excessive wear since it
handles coal dust particles also.
Central systems

Central system
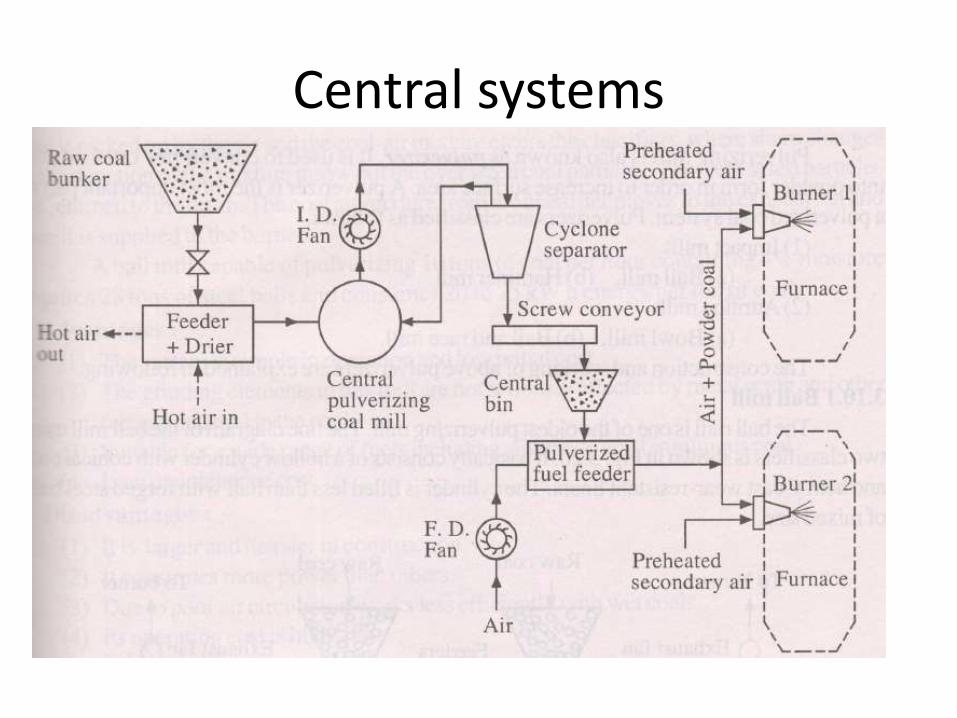
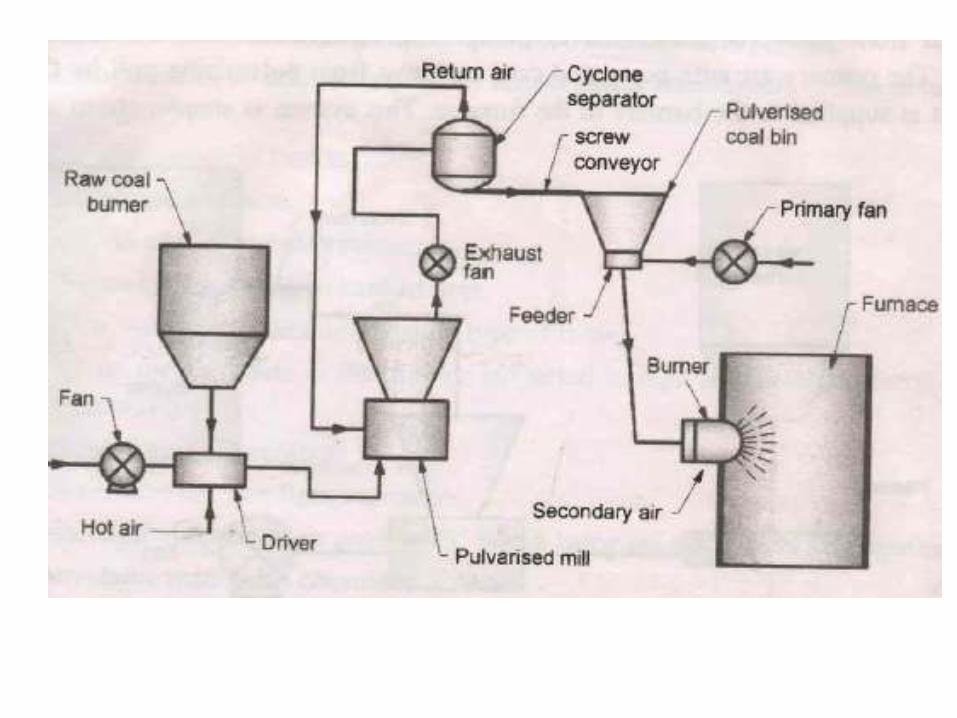
• In this system coal is pulverized on a central basis, the pulverized fuel is stored in a central bin wherefrom it is distributed through pipelines between the boilers.
• The coal from raw coal bunkers is fed to the drier. The coal drying is achieved by using hot gases, preheated air or bled steam. Feeder is used to feed dried coal to the pulverizer.

Central system
• the pulverized coal is carried from the pulverizer mill with the help of air and it is separated in the cyclone separator. The separated pulverized coal is transferred to the central bin with the help of conveyer. Forced draught fan is used to supply primary air to feeder. The mixture of pulverized coal and air is then supplied to the burners.
Central system
• Advantages:• Greater flexibility and better response.• Less power consumption• Operation of burner is independent• The fan handles only air therefore no problem of
excessive wear of fan blades.• Pulverizer can be shut down where there is enough
reserve of pulverized coal.• Offers good control over the fineness of coal• Less labour• Pulverized capacity is low

Central system
• Disadvantages:
• Initial cost is high
• More floor space.
• Possibility of fire hazard is more
• Dryer is essesntial
• Operation and maintenance cost are high
• Coal transportation system becomes more complex.
Pulverized mill
• Pulverized mill is also known as pulverizer. It is used to convert raw crushed coal into powder form in order to increase surface area. A pulverizer is the most important part of a pilverized coal system.
• Impact mills (a) ball mill (b) hammer mill
• Attrition mills (a) bowl mill (b) ball and race mill.
Ball mill

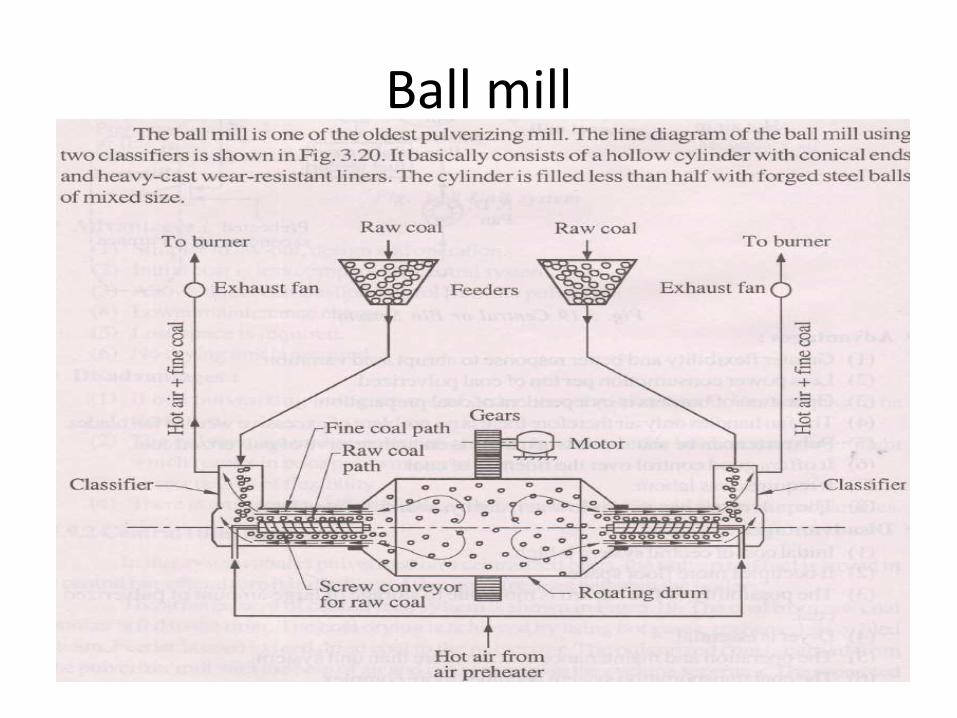
Ball mill

Ball mill
• Raw coal from feeders is supplied to the classifiers from where it moves to the rotating drum by means of a screw conveyer. As the drum rotates the coal gets pulverized due to combined impact between coal and steel balls. Hot air is introduced into the drum. The powdered coal is picked up by the air and coal air mixture enters the classifiers, where sharp changes in the direction of the mixture throw out the over sized coal particles. The oversized particles are returned to the drum. The coal air mixture from the classifier moves to the exhaust fan and then it is supplied to the burners.

Ball mill
• Advantages:
• System is simple & low initial cost
• Grinding elements are not seriously affected by metal scrap and other foreign materials
• Suitable for a wide range of fuels
• Low maintenance cost.
Ball mill
• Disadvantages:
• Larger and heavier in construction
• Consumes more power
• Due to poor air circulation works less efficiently
• Operation cost is high.
Ball & race mill


Ball & race mill
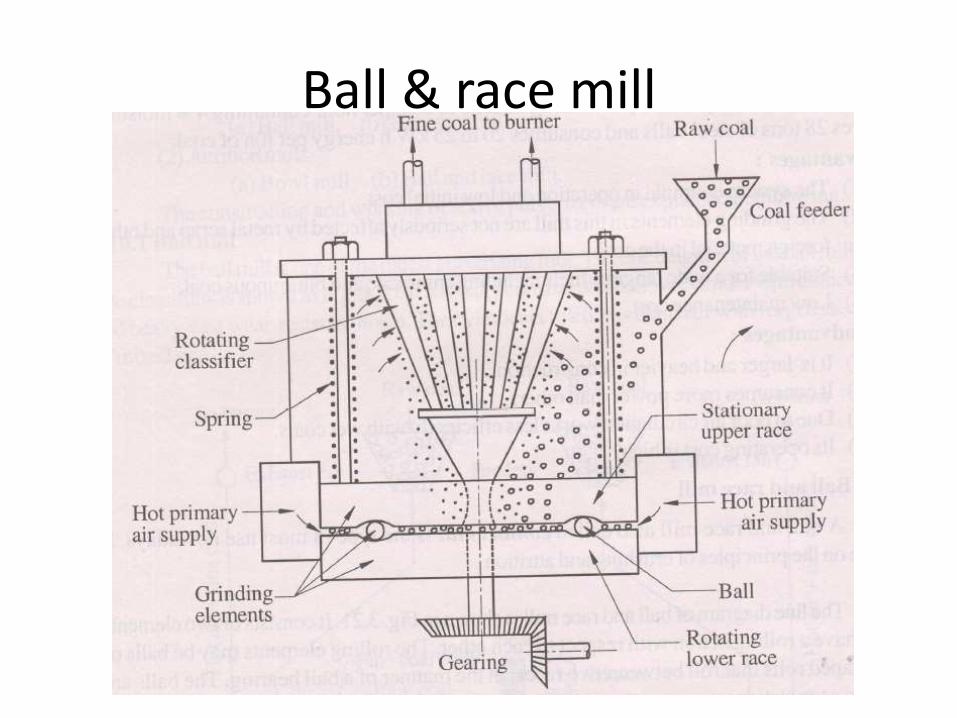
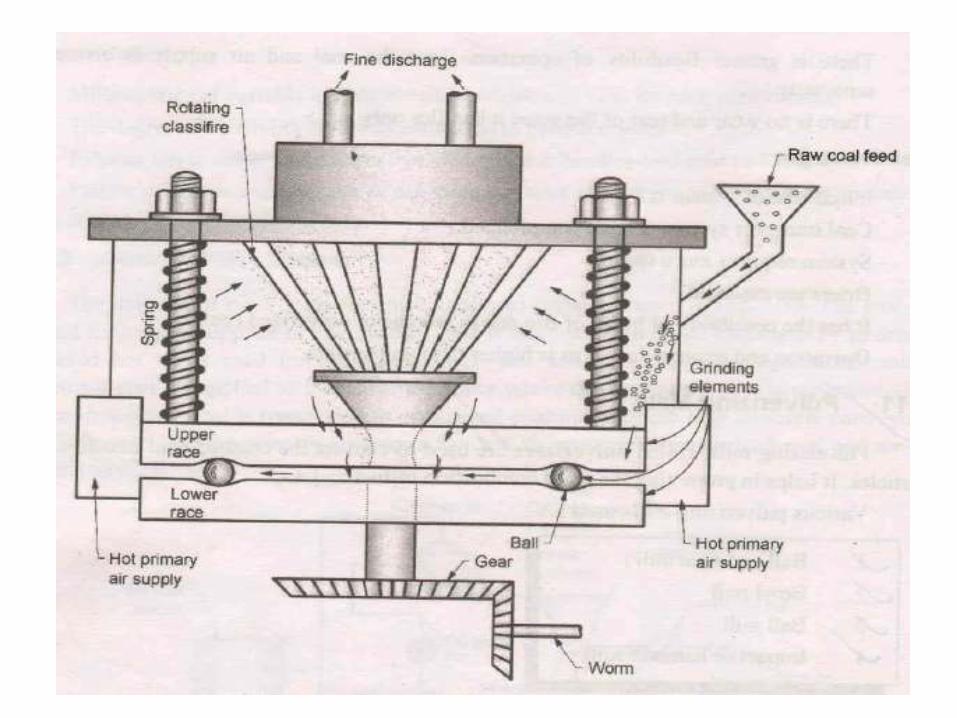
• A ball and race mill also called contact mill .
• It consists of two elements which have a rolling action with respect to each other. The rolling elements may be balls or ring shaped rolls that roll between two races, in the manner of a ball bearing. The balls are between a top stationary race or ring and a rotating bottom Ring, which is driven by the vertical shaft of the pulverizer.
Ball & race mill
• The coal is supplied through the rotating table feeder at the upper right to fall on the inner side of the races. The moving balls and races catch coal between them to crush it to a powder. Spring hold
Ball and race mill
• Spring hold down the upper stationary race and adjust the force needed for crushing.
• Hot air is supplied to the mill through the annular space surrounding the races by a forced draft fan. The powdered coal is is picked up by the air and the coal air mixture enters the classifiers, where sharp changes in the direction of the mixture throw out the over sixzedcoal particles. The over sized particles are returned for further grinding in the mill. The coal air mixture from the classifier moves to the exhuster fan and then it is supplied to the burners.

Ball and race mill
• Advantages:• Lower power consumption• Lower in weight• Lower in operation cost• Suitable for variable load conditions• Can handle coal containing as much as
20%moisture.• Disadvantages:• Greater wear• Leakage of fine coal through the mill
Bowl mill

Bowl mill

Bowl mill
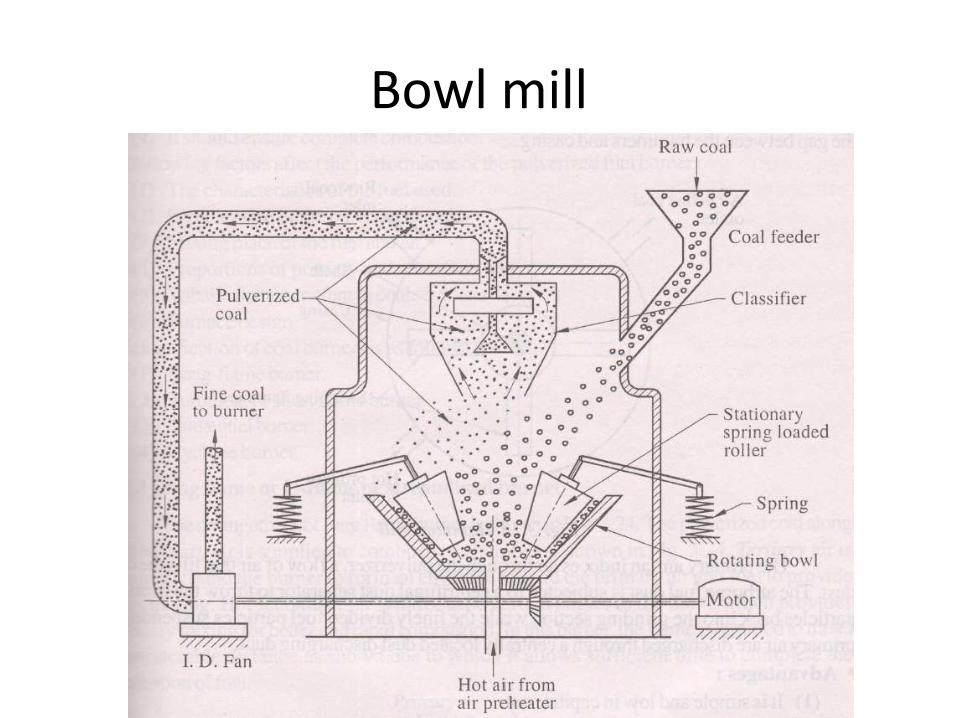
• It consists of stationary rollers mounted on an electrically driven rotating bowl. Coal fed through the hopper gets pulverized by attrition as it passes between the sides of the rollers and bowl.
• Hot primary air introduced into the pulverizerthrough the bottom of the bowl carries of coal dust into the centrally located classifier fitted at the top. Coarse particles drop back into the bowl through the centre cone of the classifier while the fine coal dust-air mixture is led away to the burner.

Bowl mill
• Advantages:• Lower energy consumption• Less over all dimensions• Leakage of coal from the mill casing is practically
nil• Produce less noise.• Disadvantages:• It is sensitive to metallic objects enter along with
coal.• Uneven wear of the grinding parts

Hammer mill
Hammer mills

Hammer mill
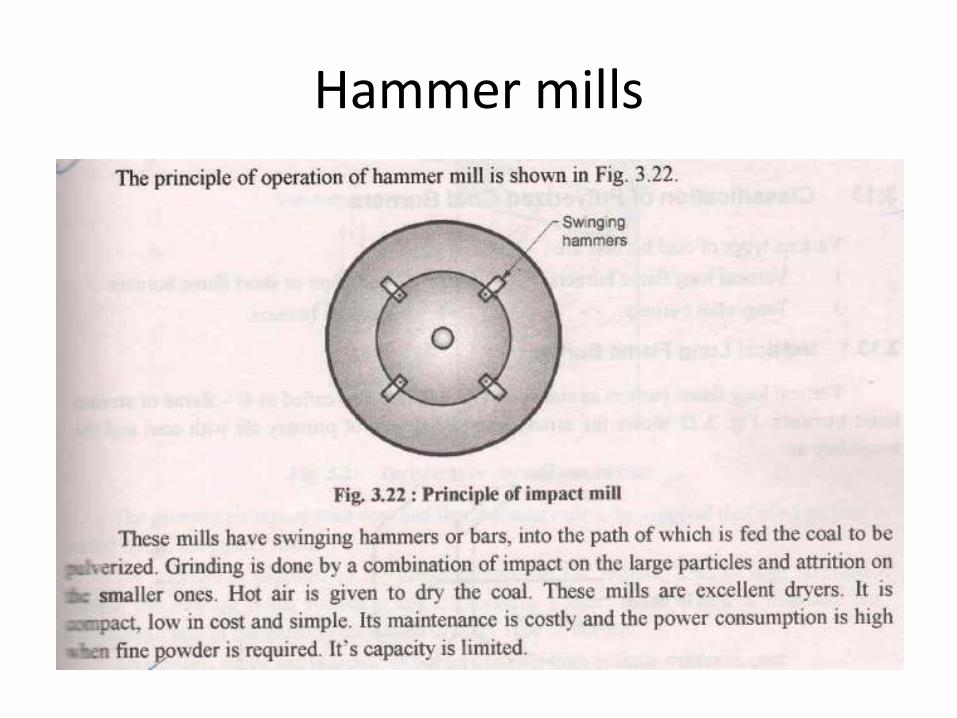
• It is known as impact mill as pulverization takes place due to impact. Rotating hammers with a circumferential speed of 50 to 60 m/s strike the fuel lumps and crush them into smaller pieces which get pulverized by the abrasion in gap between the hammers and casing.
• The primary air fans reduce air through the pulverizer, a flow of air that lifts the coal dust. the air borne fuel dust is subjected to a centrifugal dust separator to throw the oversize particles back into the grinding section while the finely divided fuel particles suspended primary air are discharged through a centrally located dust discharging duct.
Hammer mill
• Advantages:• Simple and low in capital cost• Requires minimum floor area• Operation speed is high• Wet coal can be pulverized• Disadvantages:• Power consumption is high• Its capacity is limited• Care is required to prevent metal scrap entering
to the pulverizer mill.

Pulverized coal burners
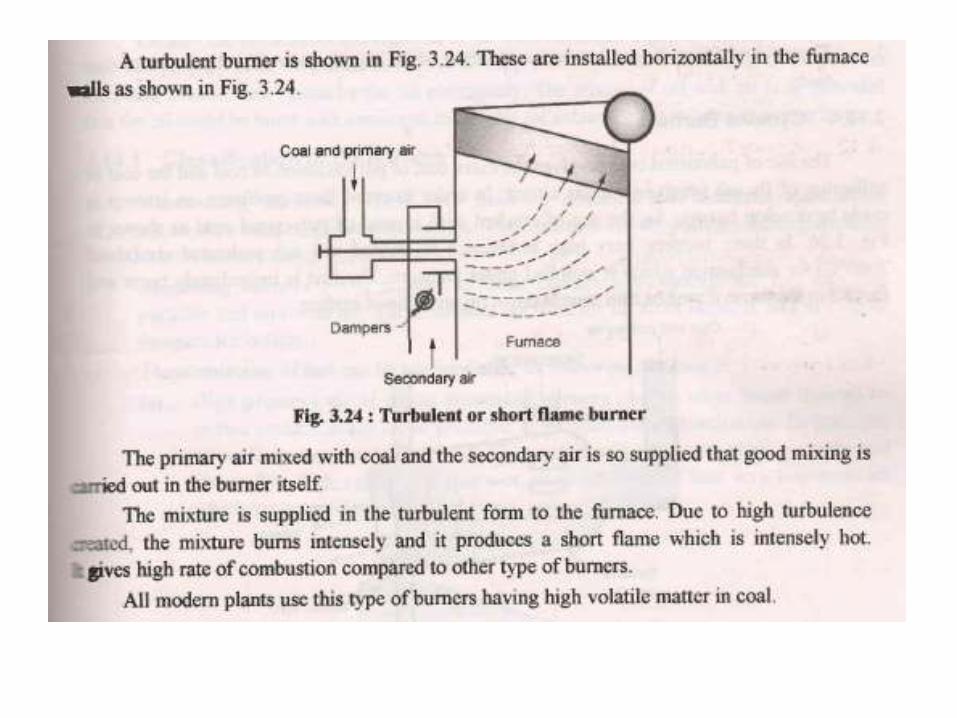
Pulverized coal burners
• The function of the coal burners is to fire the pulverized coal along with primary air into the furnace. The secondary air is admitted seperately below the burner, around the burner or elsewhere in the furnace. A good coal burner shoul be able to produce a uniform and stable flame with almost complete combustion of fuel. A pulverized coal burners should satisfy the following requirements.
Pulverized coal burners
• It should mix the coal and primary air thoroughly and bring this mixture in contact with secondary air to create sufficient turbulance.
• Control the flame shape and its travel in the furnace.
• It should ensure adequate protection against overheating and excesssive abrasive wear.
• It should ensure complete combustion.
Pulverized coal burners
• Following factors affect the performance
• Characteristics of the fuel
• Particles size
• Mixing place of the fuel and air
• Proportion of primary air and secondary air
• Volatile matter content
• Furnace design






Cyclone burner
• Fuel particles are subjected to a great turbulence by the combustion air supplied and they burn of more quickly.
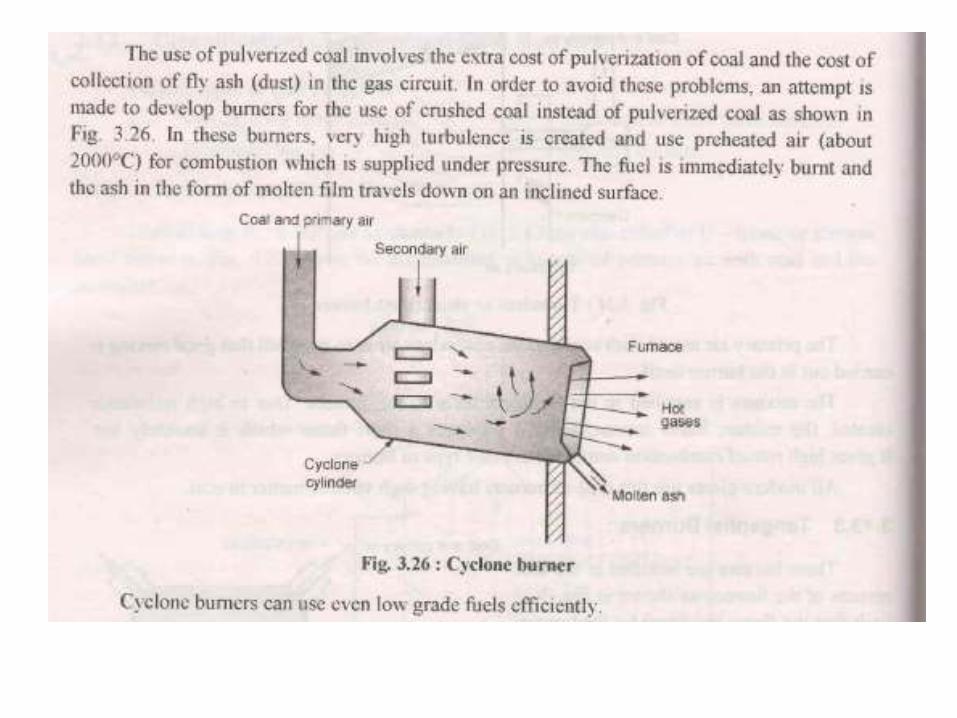
• The cyclone burner is essentially a water cooled horizontal cylinder located outside the main boiler furnace in which the crushed coal is fed and fired with high rate of heat release.
• Combustion of coal is completed before the resulting hot gases enter the boiler furnace.
Cyclone burner
• The primary air enters the burner tangentially , thus imparting a centrifugal motion of the coal.
• The secondary air is also admitted tangentially at the top of the cyclone at high speed, imparting further centrifugal motion.a small quantity of air called tertiary air is admitted at the center. A high temperature is developed in this furnace, with the effect that slags produced are in a molten state and liquid slag is discharged off. Hence such furnace are also called slagging type.
Cyclone burner
• Advantages:• Only crushed coal is used no pulverization
equipment is needed.• It removes much of the ash.• It reduce erosion and fouling of steam generator
surface due to low ash content in the flue gases.• Furnace gives best result with low grade fuel like
indian coal.• Can be operated with less excess air.• High furnace temperature are obtained.
Cyclone burner
• Disadvantages:
• Higher forced draft fan pressure is required
• Formation of relatively more Nox
• Not suitable for high sulphur content coal.

Oil burners
• The function of the oil burner are to mix the fuel and air in the proper proportion and to prepare the fuel for combustion.
• Generally the oil burners are used for small capacity boilers for industrial process heating.
• The mixing of the oil with air is done in such a way that the oil could be burnt with minimum excess air for achieving the maximum temperatures.
Oil burners
• (1) vapouring burners: in this oil may be vapourised or gasified by heating within the burner. Used in blow torch, gasoline stoves. Etc. not used in boiler for steam generation.
• (2) atomising burners: in this oil may be atomised by the nozzle of burner and its vapourisation occurs in combustion space. Used for oil fired furnaces and boiler furnaces.

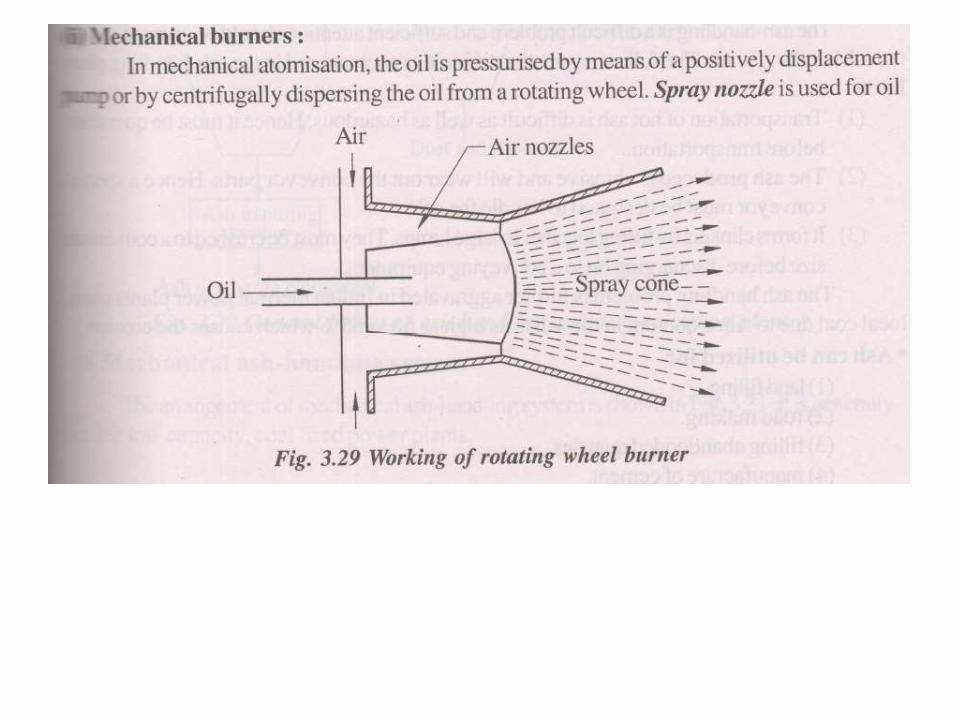
• Injection under high pressure of 25 to 35 bar. The oil leaves the nozzle in atomised form.
• In case of rotating wheel burner the oil leaves in the form of hollow cone of fine fuel particles due to centrifugal action.
• The modern trend is towards mechanical atomisation since the auxiliary consumption is less and less excess air is required.
Necessity of ash disposal
• Ash is the incombustible material that remains when coal is burned. The ash came into the body of coal from the original vegetable matter from which coal was formed.
• Ash content in coal may vary from 8 to 10 % to ash high as 20 to 50 % depending upon the grade of the coal. Better the quality of the coal lower the ash content, hence for inferior grade coal, the ash content is higher than the anthracite or semi-anthracite coal.

Necessity of ash disposal
• Ashes have to be discharged and dumped at a site sufficiently far away from the thermal power plant for the following reasons.
• The ash is dusty and irritating
• Generates toxic gases, corrosive acids
• Sufficiently hot when it comes out of the boiler furnace.




















![I II] III IV - Energy · PDF fileProvisions of Automatic Coal and Ash Handling System ... • Smooth functioning of coal handling plant ... plant with bigger unit of FBC based plant](https://img.dokumen.tips/doc/110x75/5aafb08e7f8b9a190d8da1ef/i-ii-iii-iv-energy-of-automatic-coal-and-ash-handling-system-smooth-functioning.jpg)



















