Embed Size (px)
Citation preview

Industrial Control andAutomation
Unit-4 Automated Systems

Contents
• Fixed Automation• Programmable Automation• Flexible Automation• Material Transport Systems• Process Monitoring• Conveyor Systems• Cranes and Hoists• Automated Storage• Retrieval Systems• Automated Data Capture• Digital Factories
19-09-2016 [email protected] 2

Automated Manufacturing System
• Operated in factory of physical product
• Perform operation such as
Processing
Assembly
Inspection
Material Handling
• Called automated because of less human intervention
19-09-2016 [email protected] 3

Classification:
• Fixed Automation
• Programmable Automation
• Flexible Automation
19-09-2016 [email protected] 4

Fixed Automation
• A system in which the sequence of processing (or assembly)
operations is fixed by the equipment configuration.
• Each of the operations in the sequence is usually simple,
involving perhaps a plain linear or rotational motion or an
uncomplicated combination of the two example, the feeding of a
rotating spindle.
• It is the integration and coordination of many such operations
into one piece of equipment that makes the system complex.
19-09-2016 [email protected] 5

Features of fixed automation
• High initial investment for custom-engineered equipment
• High production rates
• Relatively inflexible in accommodating product variety
19-09-2016 [email protected] 6

Programmable Automation
• Production equipment is designed with the capability to change
the sequence of operations to accommodate different product
configuration.
• Operation sequence is controlled by a program, which is a set of
instructions coded so that they can be read and interpreted by the
system
• New programs can be prepared and entered into the equipment
to produce new products
19-09-2016 [email protected] 7

Features of Programmable Automation
High investment in general purpose equipment
Lower production rates than fixed automation
Flexibility to deal with variations and changes in product
configuration
Most suitable for batch production.
19-09-2016 [email protected] 8

Flexible Automation
• Extension of programmable automation
• It is capable of producing a variety of parts (or products) with
virtually no time lost for changeovers from one part style to the next.
• There is no lost production time while reprogramming the system
and altering the physical setup (tooting, fixtures, machine settings)
• The system can produce various combinations and schedules of parts
or products instead of requiring that they be made in batches
19-09-2016 [email protected] 9

Features of Flexible Automation
• High investment for a custom-engineered system
• Continuous production of variable mixtures of products
• Medium production rate
• Flexibility to deal with product design variations
19-09-2016 [email protected] 10

Three types of automation relative to the production quantity and production variety
19-09-2016 [email protected] 11

Material Handling
• Material handling is an important activity within larger system by
which material are moved, stored and tracked in our commercial
infrastructure.
• Handling of Materials must be performed safely, efficiently at low
cost, in a timely manner.
• The cost of material handling is a significant portion of total
production cost, estimates averaging around 20-25% of total
manufacturing labour cost in the United States .
19-09-2016 [email protected] 12

Continued.,
• Proportion varies, depending on the type of production and
degree of automation in the material handling function.
19-09-2016 [email protected] 13

Types of Material Handling Equipment
Material handling equipment includes:
1. Transport equipment.
2. Storage systems,
3. Unitizing equipment.
4. Identification and tracking systems
19-09-2016 [email protected] 14

Material Transport Equipment
Material transport includes equipment that is used to move
materials inside a factory, warehouse or other facility.
1. Industrial trucks.
2. Automated guided vehicles (AGVs).
3. Monorails and other rail guided vehicles
4. Conveyors
5. Cranes and hoists;
19-09-2016 [email protected] 15

Industrial trucks.
• Non- Powered trucks
platforms or containers with wheels that are pushed or pulled by
human workers 10 move materials
• Powered Industrial trucks
steered by human workers. They provide mechanized movement of
materials.
19-09-2016 [email protected] 16

Automated Guided Vehicles
• Battery-powered, automatically steered vehicles that follow
defined pathways in the floor.
• Routing variations arc possible, meaning that different loads
move between different stations.
• They are usually interfaced with other systems to achieve the full
benefits of integrated automation
19-09-2016 [email protected] 17

Mono rail and other rail guided vehicles:
• These are self-propelled vehicles that ride on a fixed rail system that
is either on the floor or suspended from the ceiling.
• usually driven by electric motors that pick up power from an
electrified rail.
• Like AGYs, routing variations are possible in rail-guided vehicle
systems
19-09-2016 [email protected] 18

Conveyors:
• Constitute a large family of material transport equipment that are
designed to move materials over fixed paths, generally in large
quantities or volumes.
• Examples include- roller, hilt, and tow-line conveyors. Conveyors can
be either powered or non-powered.
• Powered conveyors are distinguished from other types of powered
material transport equipment in that the mechanical drive system is
built into the fixed path.
• Non-powered conveyors are activated either by human workers or by
gravity.
19-09-2016 [email protected] 19

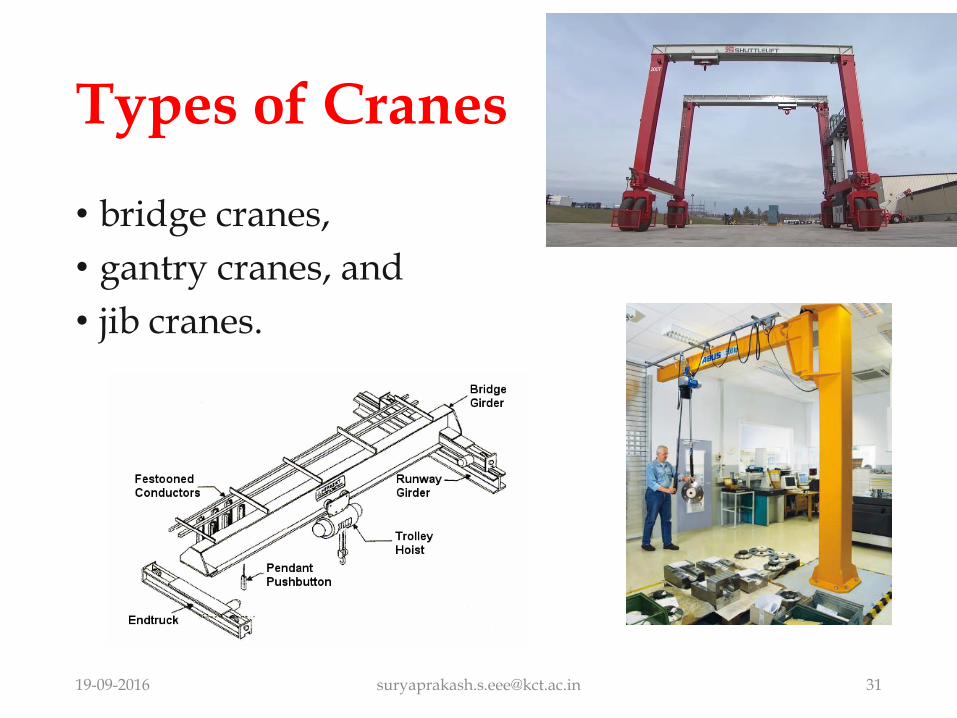
Cranes and hoists
• These are handling devices for lifting, lowering, and transporting
materials, often as very heavy loads.
• Hoists accomplish vertical lifting both manually operated and
powered types are available.
• Cranes provide horizontal travel and generally include one or
more hoists.
19-09-2016 [email protected] 20

10 Principles of Material Handling• To provide
Safe Operating condition
Lower Cost
Better Utilization and Performance
• Unit Loading• The unit load may consist of only one part, it may
consist of a container loaded with multiple parts, orit may consist of a pallet loaded with multiplecontainers of parts. In general, the unit load shouldbe designed to be as large as is practical for thematerial handling system that will move or store it.
19-09-2016 [email protected] 21

Reason for Unit Loading:
1. Multiple items can be handled simultaneously,
2. The required number of trips is reduced,
3. loading and unloading times are reduced, and
4. product damage is decreased.
These reasons result in lower cost and higher operating efficiency.
19-09-2016 [email protected] 22

10 Principles of Material Handling1. Planning principle:2. Standardization principle3. Work principle: 4. Ergonomic principle:5. Unit load principle6. Space utilization principle:7. System principle8. Automation principle9. Environmental principle 10. Life cycle cost principle:
19-09-2016 [email protected] 23

CONVEYOR SYSTEMS
• Conveyors Driven by Chains and Cables.
• Categorized by1. Chain.
2. Sail,
3. In-floor towline.
4. Overhead trolley, and
5. Power-and-free overhead trolley
19-09-2016 [email protected] 26

19-09-2016 [email protected] 27

Conveyors Operation and Features• Types based upon characteristic motion
1. Continuous
2. Asynchronous
• Reasons for using asynchronous conveyors include:
1. to accumulate loads,
2. temporary storage,
3. to allow tor differences in production rates between adjacent processing
areas,
4. to smooth production when cycle times vary at stations along the
conveyor. and
5. to accommodate different conveyor speeds along the pathway
19-09-2016 [email protected] 28

• Conveyors can also be classified as: 1. single direction,
2. continuous loop. And
3. recirculating.
19-09-2016 [email protected] 29

Storage Systems
Sections:
1. Storage System Performance and Location Strategies
2. Conventional Storage Methods and Equipment
3. Automated Storage Systems
4. Engineering Analysis of Storage Systems

Storage Systems
Function – to store materials (e.g., parts, work-in-process, finished goods) for a period of time and permit retrieval when required
• Used in factories, warehouses, distribution centers, wholesale dealerships, and retail stores
• Important supply chain component
• Automation available to improve efficiency

Storage System Performance
Performance measures for storage systems:
• Storage capacity - two measures:• Total volumetric space
• Total number of storage compartments (e.g., unit loads)
• Storage density - volumetric space available for storage relative to total volumetric space in facility
• Accessibility - capability to access any item in storage
• System throughput - hourly rate of storage/retrieval transactions
• Utilization and availability (reliability)

Storage Location Strategies
Two strategies: 1. Randomized, and 2. Dedicated
Randomized storage –
. Incoming items are stored in any available location
. Usually means nearest available open location
• Dedicated storage –Incoming items are assigned to specific locations in the storage facility• Typical bases for deciding locations:
• Items stored in item number sequence• Items stored according to activity level• Items stored according to activity-to-space ratios

Inventory Level as a Function of Time

Comparison of Storage Strategies
• Less total space is required in a storage system that uses a randomized
storage strategy
• Dedicated storage requires space for maximum inventory level of each
item
• Higher throughput rates are achieved in a system that uses dedicated
storage strategy based on activity level
• The most active items can be located near the input/output point
• Compromise: Class-based dedicated storage
• Items divided into classes according to activity level
• Random storage strategy used within each class

Conventional Storage Methods
• Bulk storage - storage in an open floor area
• Problem: achieving proper balance between storage density and
accessibility
• Rack systems - structure with racks for pallet loads
• Permits vertical stacking of materials
• Shelving and bins - horizontal platforms in structural frame
• Steel shelving comes in standard sizes
• Finding items can be a problem
• Drawer storage - entire contents of each drawer can be viewed

Bulk Storage
Bulk storage arrangements:
(a) high-density bulk storage provides low accessibility,
(b) bulk storage with loads forming rows and blocks for improved
accessibility
(c) Low cost per sq meter

Pallet Rack System
Pallet loads placed on racks in multi-rack structure
(a) Low cost
(b) Good stroge density
(c) Good accessibility

Drawer Storage
• Contents easily visible
• Good accessibility
• Relatively high cost
Small items (tools, repair
parts, etc.)

Automated Storage Systems
Mechanized and automated storage equipment to reduce the human
resources required to operate a storage facility
• Significant investment
• Level of automation varies
• In mechanized systems, an operator participates in each
storage/retrieval transaction
• In highly automated systems, loads are entered or retrieved under
computer control
Objectives and Reasons for Automating Storage Operations
• To increase storage capacity
• To increase storage density
• To recover factory floor space
currently used for WIP
• To improve security and reduce
pilferage
• To reduce labor cost and/or
increase productivity
• To improve safety
• To improve inventory control
• To improve stock rotation
• To improve customer service
• To increase throughput

Types of Automated Storage System
1. Automated Storage/Retrieval System (AS/RS)
• Rack system with mechanized or automated crane to
store/retrieve loads
2. Carousel Storage System
• Oval conveyor system with bins to contain individual items

AS/RS
Unit load on pallet AS/RS with
one aisle

AS/RS Types
• Unit load AS/RS - large automated system for pallet loads
• Deep-lane AS/RS - uses flow-through racks and fewer access aisles
• Mini load AS/RS - handles small loads contained in bins or drawers to
perform order picking
• Man-on-board AS/RS - human operator rides on the carriage to pick
individual items from storage
• Automated item retrieval system - picks individual items
• Vertical lift storage modules (VLSM) - uses a vertical aisle rather than a
horizontal aisle as in other AS/RS types

AS/RS Applications1. Unit load storage and retrieval
• Warehousing and distribution operations
• AS/RS types: unit load, deep lane (food industry)
2. Order picking
• AS/RS types: miniload, man-on-board, item retrieval
3. Work-in-process storage
• Helps to manage WIP in factory operations
• Buffer storage between operations with different production rates
• Supports JIT manufacturing strategy
• Kitting of parts for assembly

Carousel Storage Systems
• Horizontal
• Operation is similar to overhead conveyor system used in dry cleaning
establishments
• Items are stored in bins suspended from the conveyor
• Lengths range between 3 m and 30 m
• Horizontal is most common type
• Vertical
• Operates around a vertical conveyor loop
• Less floor space required, but overhead room must be provided

Horizontal Carousel Storage System
Manually operated
horizontal carousel
storage system

Carousel Applications
1. Storage and retrieval operations
• Order picking
• Kitting of parts for assembly
2. Transport and accumulation
• Progressive assembly with assembly stations located around carousel
3. Work-in-process
• WIP applications in electronics industry are common
4. Unique applications
• Example: time testing of electrical products

Engineering Analysis of Automated Storage Systems
1. Automated Storage/Retrieval Systems
• Sizing the AS/RS
• AS/RS throughput analysis
2. Carousel storage systems
• Storage capacity
• Throughput analysis

Automated Data Capture
• Overview of Automatic Identification Methods
• Bar Code Technology• Linear (One-Dimensional! Bar Codes
• Two-Dimensional Bar Codes
• Other ADC Technologies• Radio Frequency Identification
• Magnetic Stripes
• Optical Character Recognition
• Machine Vision
19-09-2016 [email protected] 52

Typical Problems in Manual Data Capture
• Errors occur in both data collection and
keyboard entry of the data
• Time factor,
• Labour cost.
19-09-2016 [email protected] 53

OVERVIEW OF AUTOMATIC IDENTIFICATION METHODS
• Encoded data.
• Machine reader or scanner,
• Decoder
19-09-2016 [email protected] 54

Types of ADC Technologies
• Optical
• Magnetic.
• Electromagnetic.
• Smart Card
• Touch Techniques
• Biometric
19-09-2016 [email protected] 55

BAR CODE TECHNOLOGY
• Linear (One-Dimensional) Bar Codes1. Width-Modulated.2. Height Modulated
• Universal Product Code (UPC) • 12-digit bar code that uses six digits to identify the
manufacturer and five digits to identify the product.
19-09-2016 [email protected] 57

19-09-2016 [email protected] 58

• Bar Code Readers1. Contact bar code readers 2. Noncontact bar code readers 3. Moving beam scanners
• Bar Code Printers. • Letterpress• offset lithography,• Flexographic printing
• Printing Techniques• Dot Matrix• Ink Jet• Direct Thermal• Thermal Transfer• Laser Printing
19-09-2016 [email protected] 59
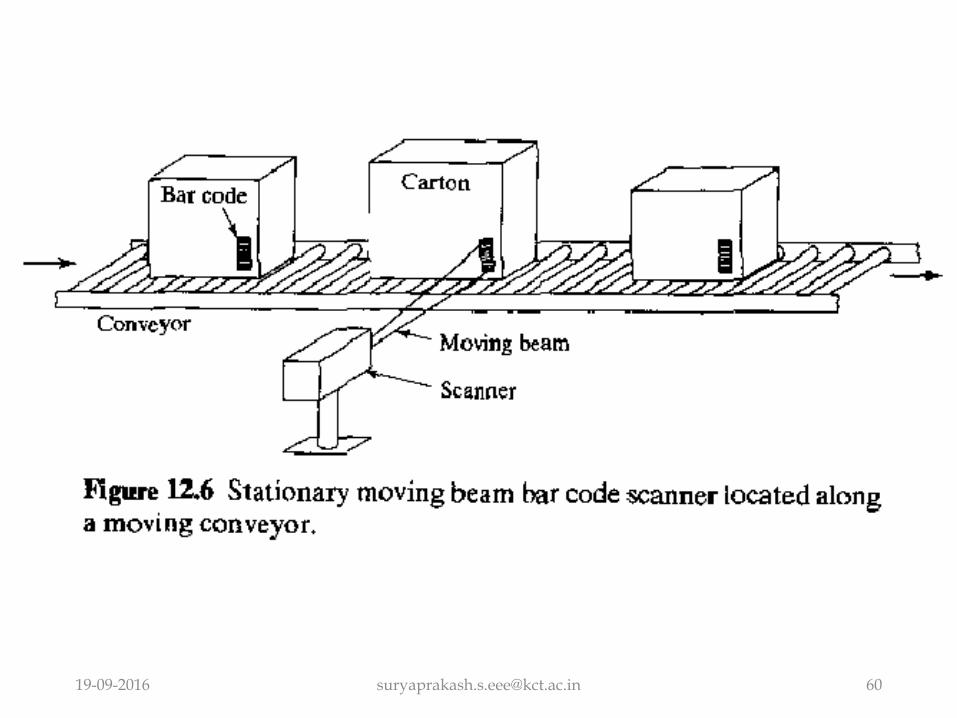
19-09-2016 [email protected] 60

Two-Dimensional Bar Codes
• Capacity to store much greater amounts of data at higher area densities.
• Special scanning equipment is required to read the codes, and the equipment is more expensive
• Two-dimensional symbologies divide into two basic types:
(1) Stacked bar codes
(2) Matrix symbolizes.
19-09-2016 [email protected] 61

Stacked bar codes (1987)
• It can contain significantly greater amounts of data.
• consists of multiple rows of conventional linear bar codes stacked on top of each other.
• Different Schemes are available
• Encoded data in a stacked bar code are decoded using laser-type scanners that read the lines sequentially.
• Problems encountered in reading a stacked bar code include:
(1) keeping track of the different rows during scanning,
(2) dealing with scanning swaths that cross between rows, (3) detecting and correcting localized errors
19-09-2016 [email protected] 62

19-09-2016 [email protected] 63

Matrix Symbologies (1990)
• Consists of 2-D patterns of data cells that are usually square and
are coloured dark (usually black) or white.
• Different Schemes are available
• capacity to store much greater amounts of data at higher area
densities, although that potential is not always exploited,
(MaxiCode)
• They are more complicated,
19-09-2016 [email protected] 64
OTHER ADC TECHNOLOGIES
• Radio Frequency Identification
• Magnetic Stripe
• Optical Character Recognition
• Machine Vision
19-09-2016 [email protected] 65

19-09-2016 [email protected] 66

Digital Factories• Offers a comprehensive portfolio of seamlessly integrated hardware, software
and technology-based services in order to support manufacturing companies
worldwide in enhancing the flexibility and efficiency of their manufacturing
processes and reducing the time to market of their products.
• The Digital Factory Division aims to provide its customers with a
comprehensive portfolio of hardware and software products which enable the
comprehensive integration of data from development, production and
suppliers
• The complete digital representation of the entire physical value chain is our
ultimate goal. We call the solution platform which we created for this purpose
"Digital Enterprise".
• For example Siemens- PLM, TIA
19-09-2016 [email protected] 67