Embed Size (px)
Citation preview







1.1.3 Brief History
1824 Aspdin, J., (England) Obtained a patent for the manufacture of Portland
cement. 1857 Monier, J., (France) Introduced steel wires in concrete to make flower
pots, pipes, arches and slabs. 1886 Jackson, P. H., (USA) Introduced the concept of tightening steel tie rods in
artificial stone and concrete arches.

• 1888 Doehring, C. E. W., (Germany) Manufactured concrete slabs and small beams with embedded tensioned steel.
• 1908 Stainer, C. R., (USA) Recognised losses due to shrinkage and creep, and
suggested retightening the rods to recover lost prestress.
• 1923 Emperger, F., (Austria) Developed a method of winding and pre- tensioning
high tensile steel wires around concrete pipes.

• 1924 Hewett, W. H., (USA) Introduced hoop-stressed horizontal
reinforcement around walls of concrete tanks through the use of turnbuckles.
• 1925 Dill, R. H., (USA) Used high strength unbonded steel rods. The
rods were tensioned and anchored after hardening of the concrete.

• 1926 Eugene Freyssinet (France) Used high tensile steel wires, with ultimate strength as
high as 1725 MPa and yield stress over 1240 MPa. In 1939, he developed conical wedges for end anchorages for post-tensioning and developed double-acting jacks. He is often referred to as the Father of Prestressed concrete.
• 1938 Hoyer, E., (Germany) Developed ‘long line’ pre-tensioning method. • 1940 Magnel, G., (Belgium) Developed an anchoring system for post-tensioning, using
flat wedges.

• During the Second World War, applications of prestressed and precast concrete increased rapidly
• Guyon, Y., (France) built numerous prestressed concrete bridges in western and central Europe. Abeles, P. W., (England) introduced the concept of partial prestressing. Leonhardt, F., (Germany), Mikhailor, V., (Russia) and Lin, T. Y., (USA) are famous in the field of prestressed concrete.

• The International Federation for Prestressing (FIP), a professional organisation in Europe was established in 1952. The Precast/Prestressed Concrete Institute (PCI) was established in USA in 1954.
• In India, the applications of prestressed concrete diversified over the years. The first prestressed concrete bridge was built in 1948 under the Assam Rail Link Project. Among bridges, the Pamban Road Bridge at Rameshwaram, Tamilnadu, remains a classic example of the use of prestressed concrete girders.

PAMBAN BRIDGE Rameshwaram, Tamilnadu





1.1.4 Development of Building Materials

Definitions The terms commonly used in prestressed concrete are explained.
The terms are placed in groups as per usage. Forms of Prestressing Steel • Wires : Prestressing wire is a single unit made of steel. • Strands: Two, three or seven wires are wound to form a
prestressing strand. • Tendon: A group of strands or wires are wound to form a
prestressing tendon. • Cable : A group of tendons form a prestressing cable. • Bars : A cable can be made up of a single steel bar. The
diameter of a bar is much larger than that of a wire.

Nature of Concrete-Steel Interface
Bonded tendon When there is adequate bond between the prestressing
tendon and concrete, it is called a bonded tendon. Pre-tensioned and grouted post-tensioned tendons are bonded tendons.
Unbonded tendon When there is no bond between the prestressing tendon
and concrete, it is called unbonded tendon. When grout is not applied after post-tensioning, the tendon is an unbonded tendon.

Stages of Loading The analysis of prestressed members can be different for the
different stages of loading. The stages of loading are as follows. 1) Initial : It can be subdivided into two stages.
a) During tensioning of steel b) At transfer of prestress to concrete.
2) Intermediate : This includes the loads during transportation of the prestressed members.
3) Final : It can be subdivided into two stages. a) At service, during operation. b) At ultimate, during extreme events.

Advantages of Prestressing
The prestressing of concrete has several advantages as compared to traditional reinforced concrete (RC) without prestressing. A fully prestressed concrete member is usually subjected to compression during service life. This rectifies several deficiencies of concrete.

Advantages of Prestressing 1) Section remains uncracked under service loads • Reduction of steel corrosion
– Increase in durability. • Full section is utilised
– Higher moment of inertia (higher stiffness) – Less deformations (improved serviceability).
• Suitable for use in pressure vessels, liquid retaining structures.
• Increases the shear capacity.• Improved performance (resilience) under dynamic and
fatigue loading.

2) High span-to-depth ratios • Larger spans possible with prestressing (bridges, buildings
with large column-free spaces) • Typical values of span-to-depth ratios in slabs are given
below. Non-prestressed slab 28:1 Prestressed slab 45:1
For the same span, less depth compared to RC member. • Reduction in self weight • More aesthetic appeal due to slender sections • More economical sections.

3) Suitable for precast construction The advantages of precast construction are as follows.
• Rapid construction • Better quality control • Reduced maintenance • Suitable for repetitive construction • Multiple use of formwork
⇒ Reduction of formwork • Availability of standard shapes.

Typical Precast Members

Limitations of Prestressing
• Prestressing needs skilled technology. Hence, it is not as common as reinforced concrete.
• The use of high strength materials is costly. • There is additional cost in auxiliary
equipments. • There is need for quality control and
inspection.

Types of Prestressing
Source of prestressing forceThis classification is based on the
method by which the prestressing force is generated. There are four sources of prestressing force: Mechanical, hydraulic, electrical & Chemical.

External or internal prestressing This classification is based on the
location of the prestressing tendon with respect to the concrete section.

Pre-tensioning or post-tensioning This is the most important classification
and is based on the sequence of casting the concrete and applying tension to the tendons.

Linear or circular prestressing This classification is based on the shape
of the member prestressed. Full, limited or partial prestressing
Based on the amount of prestressing force, three types of prestressing are defined.

Uniaxial, biaxial or multi-axial prestressing As the names suggest, the classification
is based on the directions of prestressing a member.

Stages of Pre-tensioning
• In pre-tensioning system, the high-strength steel tendons are pulled between two end abutments (also called bulkheads) prior to the casting of concrete. The abutments are fixed at the ends of a prestressing bed.
• Once the concrete attains the desired strength for prestressing, the tendons are cut loose from the abutments.

The prestress is transferred to the concrete from the tendons, due to the bond between them. During the transfer of prestress, the member undergoes elastic shortening. If the tendons are located eccentrically, the member is likely to bend and deflect (camber). The various stages of the pre-tensioning operation are summarised as follows.
1) Anchoring of tendons against the end abutments 2) Placing of jacks 3) Applying tension to the tendons 4) Casting of concrete 5) Cutting of the tendons.


Advantages of Pre-tensioning
The relative advantages of pre-tensioning as compared to post-tensioning are as follows.
• Pre-tensioning is suitable for precast members produced in bulk.
• In pre-tensioning large anchorage device is not present.

Disadvantages of Pre-tensioning
The relative disadvantages are as follows. • A prestressing bed is required for the pre-
tensioning operation. • There is a waiting period in the prestressing
bed, before the concrete attains sufficient strength.
• There should be good bond between concrete and steel over the transmission length.

Devices
The essential devices for pre-tensioning are as follows.
• Prestressing bed • End abutments • Shuttering / mould • Jack • Anchoring device • Harping device (optional)

Jacks
The jacks are used to apply tension to the tendons. Hydraulic jacks are commonly used. These jacks work on oil pressure generated by a pump. The principle behind the design of jacks is Pascal’s law. The load applied by a jack is measured by the pressure reading from a gauge attached to the oil inflow or by a separate load cell.


Anchoring Devices
Anchoring devices are often made on the wedge and friction principle. In pre-tensioned members, the tendons are to be held in tension during the casting and hardening of concrete. Here simple and cheap quick-release grips are generally adopted


Harping Devices
The tendons are frequently bent, except in cases of slabs-on-grade, poles, piles etc. The tendons are bent (harped) in between the supports with a shallow sag as shown below.


Stages of Post-tensioning
In post-tensioning systems, the ducts for the tendons (or strands) are placed along with the reinforcement before the casting of concrete. The tendons are placed in the ducts after the casting of concrete. The duct prevents contact between concrete and the tendons during the tensioning operation.
Unlike pre-tensioning, the tendons are pulled with the reaction acting against the hardened concrete.



The various stages of the post-tensioning operation are summarised as follows :
1) Casting of concrete. 2) Placement of the tendons. 3) Placement of the anchorage block and jack. 4) Applying tension to the tendons. 5) Seating of the wedges. 6) Cutting of the tendons.


Advantages of Post-tensioning
The relative advantages of post-tensioning as compared to pre-tensioning are as follows:
• Post-tensioning is suitable for heavy cast-in-place members.
• The waiting period in the casting bed is less. • The transfer of prestress is independent of
transmission length.

Disadvantage of Post-tensioning
The relative disadvantage of post-tensioning as compared to pre-tensioning is the requirement of anchorage device and grouting equipment.

Devices
The essential devices for post-tensioning are as follows.
1) Casting bed2) Mould/Shuttering3) Ducts4) Anchoring devices5) Jacks6) Couplers (optional)7) Grouting equipment (optional).


Anchoring Devices
In post-tensioned members the anchoring devices transfer the prestress to the concrete. The devices are based on the following principles of anchoring the tendons.
1) Wedge action 2) Direct bearing 3) Looping the wires



Sequence of Anchoring


Couplers
The couplers are used to connect strands or bars. They are located at the junction of the members, for example at or near columns in post-tensioned slabs, on piers in post-tensioned bridge decks


Grouting
Grouting can be defined as the filling of duct, with a material that provides an anti-corrosive alkaline environment to the prestressing steel and also a strong bond between the tendon and the surrounding grout. The major part of grout comprises of water and cement, with a water-to-cement ratio of about 0.5, together with some water-reducing admixtures, expansion agent and pozzolans.

Manufacturing of Post-tensioned Bridge Girders








Concrete
Constituents of Concrete:Concrete is a composite material composed of gravels or crushed stones (coarse aggregate), sand (fine aggregate) and hydrated cement (binder).


Aggregate
The coarse aggregate are granular materials obtained from rocks and crushed stones. They may be also obtained from synthetic material like slag, shale, fly ash and clay for use in light-weight concrete. The sand obtained from river beds or quarries is used as fine aggregate. The fine aggregate along with the hydrated cement paste fill the space between the coarse aggregate.

The important properties of aggregate are as follows:
1) Shape and texture 2) Size gradation 3) Moisture content 4) Specific gravity 5) Unit weight 6) Durability and absence of deleterious materials

The requirements of aggregate is covered in Section 4.2 of IS:1343 - 1980.
The nominal maximum coarse aggregate size is limited by the lowest of the following quantities.
1) 1/4 times the minimum thickness of the member 2) Spacing between the tendons/strands minus 5
mm 3) 40 mm.

The deleterious substances that should be limited in aggregate are clay lumps, wood, coal, chert, silt, rock dust (material finer than 75 microns), organic material, unsound and friable particles.

Cement In present day concrete, cement is a mixture of lime stone and clay
heated in a kiln to 1400 - 1600ºC. The types of cement permitted by IS:1343 - 1980 (Clause 4.1) for prestressed applications are the following.
The information is revised as per IS:456 - 2000, Plain and Reinforced – Concrete Code of Practice.
1) Ordinary Portland cement confirming to IS:269 - 1989, Ordinary Portland Cement, 33 Grade – Specification.
2) Portland slag cement confirming to IS:455 - 1989, Portland Slag Cement – Specification, but with not more than 50% slag content.
3) Rapid-hardening Portland cement confirming to IS:8041 - 1990, Rapid Hardening Portland Cement – Specification.

Water
The water should satisfy the requirements of Section 5.4 of IS:456 - 2000.
“Water used for mixing and curing shall be clean and free from injurious amounts of oils, acids, alkalis, salts, sugar, organic materials or other substances that may be deleterious to concrete and steel”.

Admixtures IS:1343 - 1980 allows to use admixtures that conform to IS:9103 - 1999, Concrete Admixtures – Specification. The admixtures can be broadly divided into two types: chemical admixtures and mineral admixtures. The common chemical admixtures are as follows.
1) Air-entraining admixtures 2) Water reducing admixtures 3) Set retarding admixtures 4) Set accelerating admixtures 5) Water reducing and set retarding admixtures 6) Water reducing and set accelerating admixtures.

The common mineral admixtures are as follows. 1) Fly ash 2) Ground granulated blast-furnace slag 3) Silica fumes 4) Rice husk ash 5) Metakoline
These are cementitious and pozzolanic materials.

Properties of Hardened Concrete
The concrete in prestressed applications has to be of good quality. It requires the following attributes.
1) High strength with low water-to-cement ratio 2) Durability with low permeability, minimum
cement content and proper mixing, compaction and curing
3) Minimum shrinkage and creep by limiting the cement content.

1) Strength of concrete 2) Stiffness of concrete 3) Durability of concrete 4) High performance concrete 5) Allowable stresses in concrete

Strength of Concrete
Compressive Strength The compressive strength of concrete is
given in terms of the characteristic compressive strength of 150 mm size cubes tested at 28 days (fck). The characteristic strength is defined as the strength of the concrete below which not more than 5% of the test results are expected to fall.

The following sections describe the properties with reference to IS:1343 - 1980. The strength of concrete is required to calculate the strength of the members.
For prestressed concrete applications, high strength concrete is required for the following reasons.
1) To sustain the high stresses at anchorage regions. 2) To have higher resistance in compression, tension, shear
and bond. 3) To have higher stiffness for reduced deflection. 4) To have reduced shrinkage cracks.

The sampling and strength test of concrete are as per Section 15 of IS:1343 - 1980. The grades of concrete are explained in Table 1 of the Code.
The minimum grades of concrete for prestressed applications are as follows.
• 30 MPa for post-tensioned members • 40 MPa for pre-tensioned members.
The maximum grade of concrete is 60 MPa.

Since at the time of publication of IS:1343 in 1980, the properties of higher strength concrete were not adequately documented, a limit was imposed on the maximum strength. It is expected that higher strength concrete may be used after proper testing.

The increase in strength with age as given in IS:1343 - 1980, is not observed in present day concrete that gains substantial strength in 28 days. Hence, the age factor given in Clause 5.2.1 should not be used. It has been removed from IS:456 - 2000.

Tensile Strength The tensile strength of concrete can be expressed as
follows. 1) Flexural tensile strength: It is measured by testing
beams under 2 point loading (also called 4 point loading including the reactions).
2) Splitting tensile strength: It is measured by testing cylinders under diametral compression.
3) Direct tensile strength: It is measured by testing rectangular specimens under direct tension.

Stiffness of Concrete
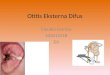
The stiffness of concrete is required to estimate the deflection of members. The stiffness is given by the modulus of elasticity. For a non-linear stress (fc) versus strain (εc) behaviour of concrete the modulus can be initial, tangential or secant modulus.
IS:1343 - 1980 recommends a secant modulus at a stress level of about 0.3fck. The modulus is expressed in terms of the characteristic compressive strength and not the design compressive strength. The following figure shows the secant modulus in the compressive stress-strain curve for concrete.

Durability of Concrete