Embed Size (px)
Citation preview


Topic name
Continuous warp (denim) dyeing by
slasher machine.

Introduction
Bangladesh has emerged as the number one supplier of denim clothes to the
European market.
In terms of earnings, Bangladesh ranked third due to exporters’ concentration on low
cost denim dresses.
Bangladeshi manufacturers shipped about 24 million pairs of men’s and boys’ denim
jeans to European importers.
The export volume during the period increased by 26.15% and stood on top with
26.76% of total European imports of denims.
Bangladesh denim exporters charged $5.86 unit price for men’s and boys’ jeans,
whereas the global average was $11.38 per unit.
In women’s and girls’ categories, exporters saw volume increase more than 91% to
about 17 million pairs.
this has helped apparel manufacturers cater to the demand from European buyers.

Following the field of usage of denim:
Jeans
Denim clothing
Jackets
Shirts
Bag
Hats
Shorts
Denim skirts
Dresses
Cut offs
Capri pants

Type of yarn: There are two type of yarn 1-Ring yarn(30s16s12s6s)OE
2-Slub yarn(9s,9m,9Ls)
DYES: Indigo vat, Sulpher Black
Function of chemicals:
Hydrous : Use for soluble the indigo dye
Caustic (NAOH) : Controlling of ph
Acetic Acid (Ch3CooH) : Use for caustic deepness
Tenside : Use for liquid soap
Sodium Hydroxide (H2O2) : Used for Color fixed
Glucose (C6h12o6) : Reducing controlling


PRETREATMENT
PRE-WASHING
DYEING (INDIGO)
AFTERWASHING
COLD WASH (3 times)
SIZING
DRAIN
WINDING
FIG: subsequent process proceeded in
dyeing sector of denim

VAT DYES
Vat dyes are used in the dyeing and printing of all types of cellulose fibres, and also
of blends of cotton with polyester applications depend on reversible reduction-
oxidation (redox) reaction. In dye bath the pigment is converted into a water-soluble
form using a strongly alkaline solution of a powerful reducing agent. This form the
sodium “leuco” compound of the dye, which is soluble in water but often different in
colour from the original in pigment.
The main properties are:-
Pleasant colour shade.
Possibility to achieve by simple repeated dipping, deep marine blue shade.
Possibility to dye cotton in cold dye bath.
Competitive in price.
Possibility to achieve an acceptable colour fastness and the exceptional
advantage by repeated washing of fading colour, to keep the colour shade that
always a clear, pleasant blue shade result.
Sulpher dyes:
1.They contain sulpher linkage within their molecule.
2.Sulpher dye water insoluble dyes.
3.Heat reduction and oxidation of the development in the fibre.
4.Wet fastness good.
5.Light fastness satisfactory.
6.Wash fastness excellent.
7.Limited range of color normally black.
8.Chlorine fastness fair.
9.Shading is not more than10%.
10.Unhygienic for environment.
11.Very cheap.
12.Available in the market.
13.Sulpher dye makes colloidal solution.
14.Sulpher dye produces Hydrogen Sulphide to decompose.

Sulpher dye:
The sulpher dyes contain sulpher linkage within their molecules. They are insoluble in
water but can be reduced to become soluble in water by treating with reducing
agents and shows substantively towards cellulose. Sodium sulphide acts as reducing
agent that breaks the sulpher linkage and break down the molecules in to simpler
components which can easily penetrate the fibre surface.
Dye-s-s-Dye +2[H] reducing agent Dye-SH+SH-Dye
Insoluble Thiol Thiol
Soluble(Leuco form)
The thiols, containing the –SH groups are readily oxidized in the fibre to the original
insoluble sulpher dyes by oxidizing agent and gives a color with veru good wet
fastness property.
Dye-SH+HS-Dye+[O] oxidizing agent Dye-s-s-Dye+H2O
Insoluble sulpher dye

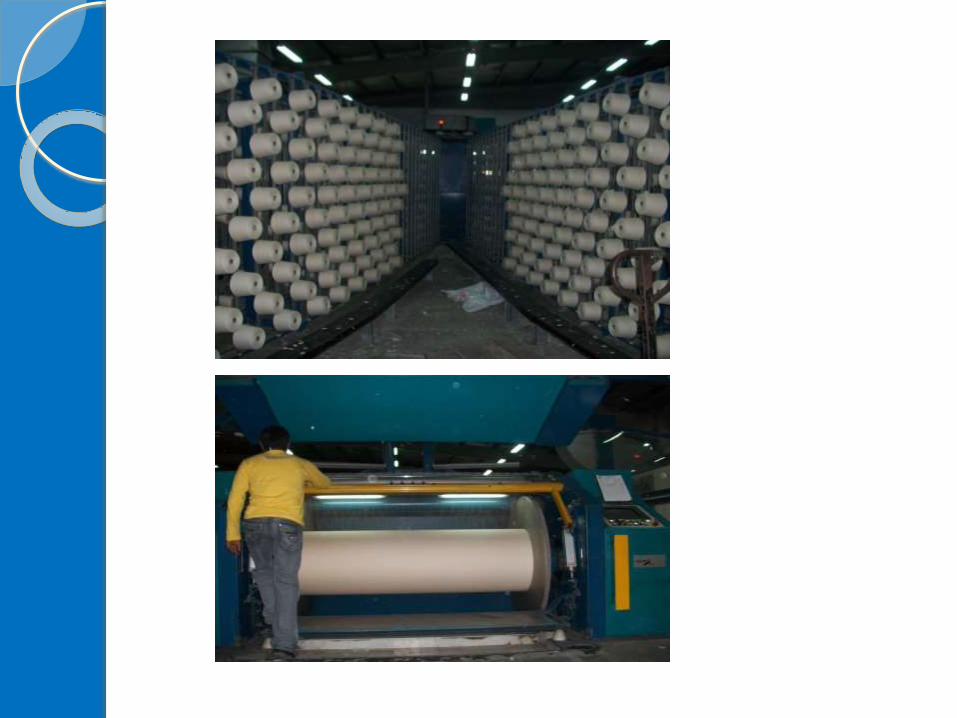
Operational sequence of a Typical warp sheet dyeing machine :
Creel zone (creel-1, creel-2)
Load cell
1st accumulator
Pretreatment bath(D-100)
Washing zone(D-200,D-220,D-240)
dye bath(D-400,D-420,D-440 D-450)
Wash bath(D-460)
dye bath(D-480,D-490)
Wash bath(D-600,D-620,D-640)
2nd accumulator
Sizing bath
Drying zone
Leasing zone
Head stock
Operational units of continuous warp sheet dyeing machine
Wrappers Beam let-off
*A typical Slashed dyeing machine usually has a creel capacity with 8-16 wrapper’s
beam.
*Practically 12-14 beams are used having 350-400 ends/beams.
*All the warp sheets are combined fed between the let-off rollers.
*There is always a standby creel to ready to replace the creel with empty beams.
*these two creels can be moved left and right through their rail track using powerful
motor drive.
Yarn Accumulator:
*Here are extra warp sheets are stored when the empty wrapper’s beam are replaced
with the new set of beams.
Pretreatment/Scouring bath:
*there are two baths for the scouring process which are connected through pipe.
*Liquor of these two baths are circulated through pump.
Washing
*Scoured warp sheet is washed in it two consecutive washing bath.
Pre-Drying
*The washed warp sheet is squeezed and partially dried before entering into the dye
bath to absorbed more dye liquor.

Dyeing
*According to the dyer’s demand, the machine manufacturer supply 4-10 dye bath up
having 400-800 liter/dye bath capacity.
*Dye bath is specially design with a numbers of rollers inside to keep the warp sheet in
to the dye liquor for sufficient time before the oxidation start.
*After emerging from dye bath the warp sheet pass through a set of rollers having the
passage of 20-35m to get oxidation sufficiently.
*For quick oxidation, hot air (usually 40-50°C) is blown from the top through the
temperature controlled air blown with air filtration facility.
*All the dye baths are interconnected by the pipe lines moreover dye liquors are
pumped for liquor circulation.
After dyeing washing:
*After passing the dye baths, the warp sheet is inserted in to the dyeing bath to remove
the residual unfixed dyes.
*There also may be2-3 washing baths.
*There is a system of continuous fresh water feeding and washout water drainage.
Pre-drying:
There is also a set of cylinder dryer to dry the dyed and washed warp sheet before
entering into the size box to absorb sufficient size liquor.

Sizing:
*The size application box having capacity of 300-500 liters
*This size box is connecting to a size reservoir tank placed on the at least
10 feet high plat for or roof.
*There is also a size kitchen where all the size ingredients are mixed and
cooked.
*These cook size liquor is transferred to the size reservoir tank via pump.
Dryers:
*The size yarns are dried passing the warp sheet to a series of Taflon coated
roller heated.
*After the dryer the warp sheet is passed through a moisture sensor to
regulate the drying condition.
Yarn accumulator:
*The second yarn accumulator is placed between the final dryer and the
yarn splitting zone.
*It can contain 50-60 meters yarn at the time weavers beam replacement.
*It automatically starts functioning when the weavers beam is slowly
winding in respect to machine speed or in case of replacing the full beam
with an empty one.
Yarn splitting:
*The yarn of the warp sheet gets glued due to the drying of size
chemicals.
*The yarns in a great possibility of yarn breakage during splitting in case
of sulpher black dyeing or poor sizing. The broken yarn is passed to the
beaming machine without knotting with the adjacent, it will cause roller
lapping which may be the worse than the previous condition.
*Mainly use lease rods to prevent congeal form of yarn.
Weaver’s beam/headstock:
*The dyed and sized warp sheets are passed into the set of zig-zag reed
to separate the yarns individually from the sheet.
*Then the warp sheets are wound on to the weavers beam.
*When the beam is wound with desired length, the warp sheet is cut
manually using sharp knife and it is replaced with an empty weavers
beam.
*In the headstock, the main operator of the machine controls the total 45
meters long machine from the control panel.

There are 3 types of dyeing process.
1- Rope dyeing process
2- One sheet dye process
3- Double sheet process
INDIGO
Ph - Indigo ph limit 11.8-12. If ph below 11.8 shade will deep. If over 12+ we
will get light shade.
Temperature - If Temperature increase color will be fade, If Temperature
increase concentration will be high.
Time – If Time increase we will get dark shade. If Time increase concentration,
M:L, temperature, dosing will be decrease.
Concentration - If concentration increase dosing, time, pick up%, Yarn speed
will be increase.

Sulpher Black:
Ph –Sulpher ph limit12.8-13 if below 12.8 add reducing agent high quantity.
if over 13+ we will dosing off.
Temperature – Sulpher black temperature 80-85c. if temperature below 80c then
color not active and over 85c yarn will breakage.
Time – If sheet emerged long time in the bath solution than color will be dark
shade. If sheet emerged short time in the bath solution than color will be light.
Concentration – if concentration solution in dye bath is very high then we
will give low dozing and pick up percentage Is high and shade will dark.

Absorbency
%
Indigo
Deep Shade Proper Shade Light Shade
10.5 12 12.5
PH
Absorbency % is
depend on the soluble
form of dyes. hydrous
is used as a
solublising agent of
indigo dyes. we know
hydrous ph is 6/6.5 .
ph of bath decrease
because of excess
hydrous dosing.
Excess hydrous
dosing means high
solubility of dyes, so
shade is deep when
ph decrease.

Absorbency
%
Sulpher Black
Light Shade Proper Shade Deep Shade
10.5 13 13+
Ph
For solubilising need to
break sulpher linkage &
make a simpler
molucule.This process
must have done in strong
alkaline medium. if bath
ph is decrease than 12.5,
dyes solubility is
decrease so shade will
be light.

Dye take up%
Study on Pick up % :
By the practical action of denim yarn dyeing pick % is depend on yarn count. Finer yarn has a
lower pick up percent in other side coarse yarn has a higher pick up %.
Finer Count Courser Count
Dozing Rate
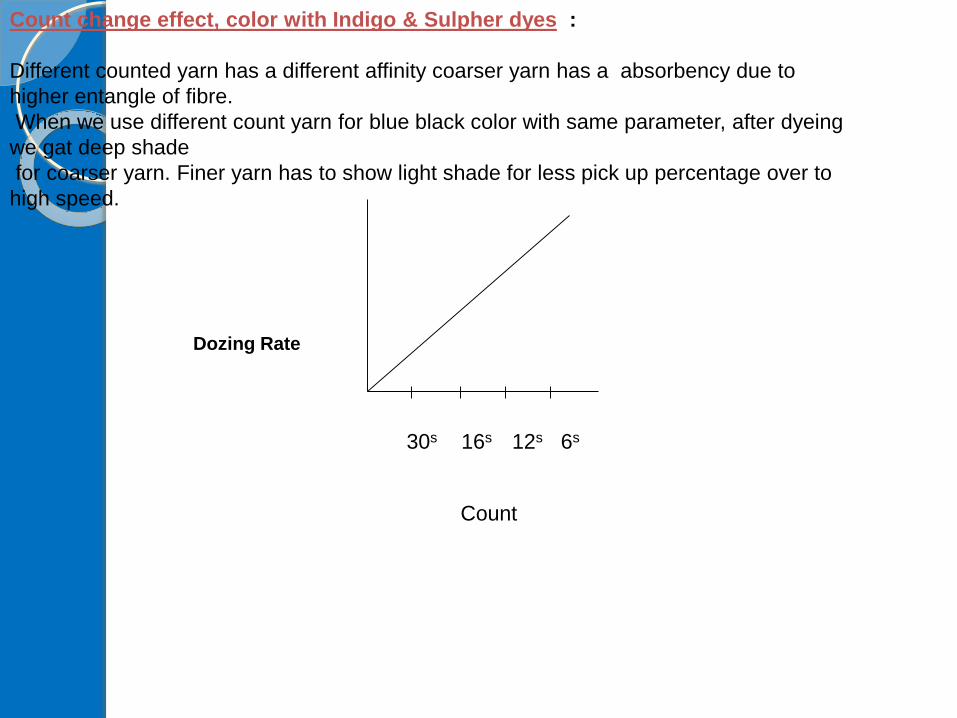
Count change effect, color with Indigo & Sulpher dyes :
Different counted yarn has a different affinity coarser yarn has a absorbency due to
higher entangle of fibre.
When we use different count yarn for blue black color with same parameter, after dyeing
we gat deep shade
for coarser yarn. Finer yarn has to show light shade for less pick up percentage over to
high speed.
30s 16s 12s 6s
Count

Study on Concentration:
In continuous dyeing system Concentration is control by dosing rate & it also
calculate by shade test (Indigo) we get shade percent 1.1%. we pass the yarn
at 28 m/min weight of 28 meter yarn is 8.2 kg.
For 1.1 % shade & yarn weight 8.2 kg
= 110 ml/kg
= 110*8.2
= 902ml / 1000
= .9 liter
Per min .9 liter indigo are dosed. We controlled dosing rate in .7 liter / min that’s
way we get pale / light shade.
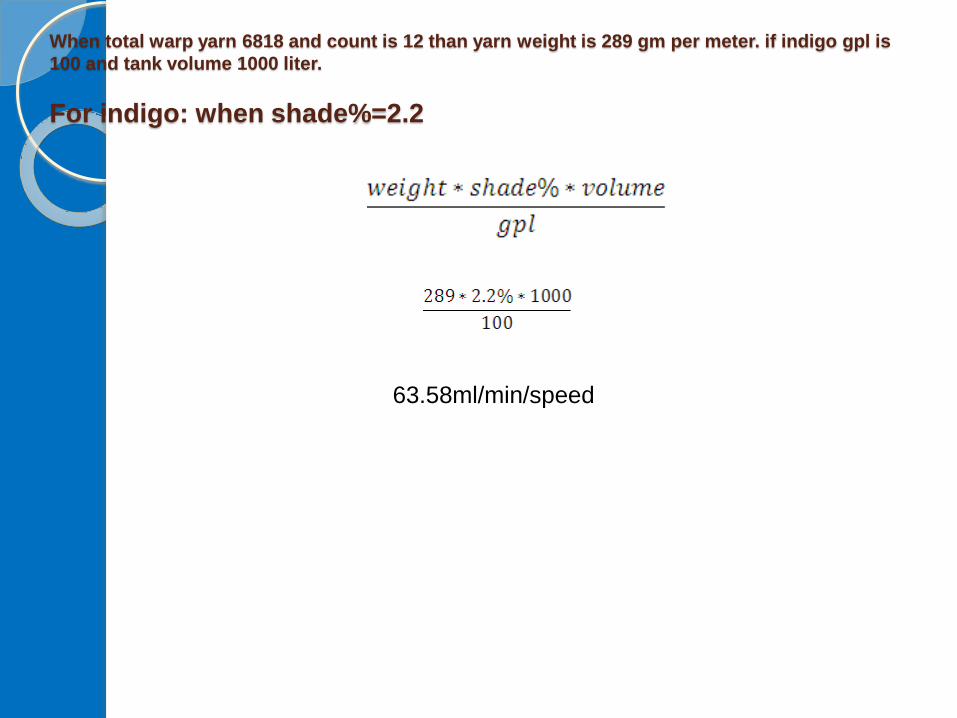
When total warp yarn 6818 and count is 12 than yarn weight is 289 gm per meter. if indigo gpl is
100 and tank volume 1000 liter.
For indigo: when shade%=2.2
63.58ml/min/speed

When total warp yarn 6818 and count is 12 than yarn weight is 289 gm per meter. if indigo gpl is
190 and tank volume 1000 liter.
For Sulpher black: when shade%=12
182.52ml/min/speed

Do
zin
g
Ra
te
Dosing: There are 3 type of dosing.
Linear dosing : Dosing rate are same due to time.
Time

D
o
zi
n
g
R
at
e
Progressive dosing: Dosing rate gradually increase due to time.
Time
Time Progressive Dozing

Dozi
ng
Rate
Digressive dosing: Dosing rate gradually decrease due to time.
Digressive Dozing
Time

Sizing problem:
Generally sizing is done before weaving to protect yarn breakage and as a
frictional resistance sizing recipe is very important for getting proper sizing effect.
Each and every yarn must have parallel & individual after sizing. For finer count
need high viscosity & sucrose to increase viscosity need modified starch.
But if we can not control viscosity & speed yarn may from congeal. Naturally
we use 26kg binder with same recipe yarn is not show individual form. Its make
a congeal form.

SHADE TEST:
1methyl-2pyrodidon -10ml+1.5ml caustic+1gm hydro then take rest water
to fulfill 100ml in conical flux. For mixing shake 20min by stirrer. Take 25ml solution in a
Biker and add 121ml yarn emerged into 45min. after passed 45 min. Set the solution
with spectrophotometer .which is the Show absorbance result that is shade test.

Determine % of indigo per liter in dye bath solution:
Require chemicals: NaOH,H2O,K3[Fe(CN)6] of(.05M),indigo color
Working procedure: 1st take 1 ml NaOH with 30 ml water in a biker. Then
Electrode enter in the mixture and N2 running in the mixture. After 5-7 min 3ml
indigo color add in the mixture. Then we start the m/c (metrohm) and
experiment running.
At 1st m/c gives data 410 mili volt and K3[Fe(CN)6] slowly entered into the
solution.when indigo color will be fox color then m/c gives a result End point
(EP1) =.5ml(hydro).After some time this experiment is running and m/c gives
2nd result End point (EP2)=1.25ml(indigo).Gpl=Ep2-Ep1*6.557 ©/3
=1.250-.500*6.557/3
=1.63 gpl
Then m/c calculated and gives indigo gpl result=1.63
Major Mechanical Parts:
Liquid level sensor
Pneumatic pressure controller
Temperature sensor
Dosing pump
Steam injection system
Taflon coated cylinder dryer
Chemical reservoir tank
Hopper feeder to inject hydrous
Air blowing system for quick oxidation
Moisture measure sensor
Lease rods
Safety door
Pressure roller
Oil tanker Oil pumper
Hydraulic trolley to transfer the wrapper beam

Flow meter : Its used for dosing . Every chemical are flow by
different flow meter & it also show flow rate.
Bomb Meter:
NaOH density are measure by bomb meter for 12 Ne
yarn, NaOH density – 10 Be
9Ne yarn , NaOH density -11Be

Hand Refactometer – Its use for measure % of SOLID CONTET of chemical .
Mainly it is use to measure the solid content of sizing bath .The range of brix %
0-30.
Viscosity measure:
Viscosity are measured by Aluminum visco meter
which is lick age first take starch solution with
full feed then drop the solution and measure time
how much . If take 45 second then viscosity is 45.

Skying :
For Making insoluble form air oxidation are used through indigo dyeing . For
oxidation 4 times skiing are needed
by guide roller then dyeing time.
Reactor: Used for producing fine molecule & micro particle of
indigo dyes. there is also one electrode & ultrasonic rod which
produce vibration to make micro particle of dyes
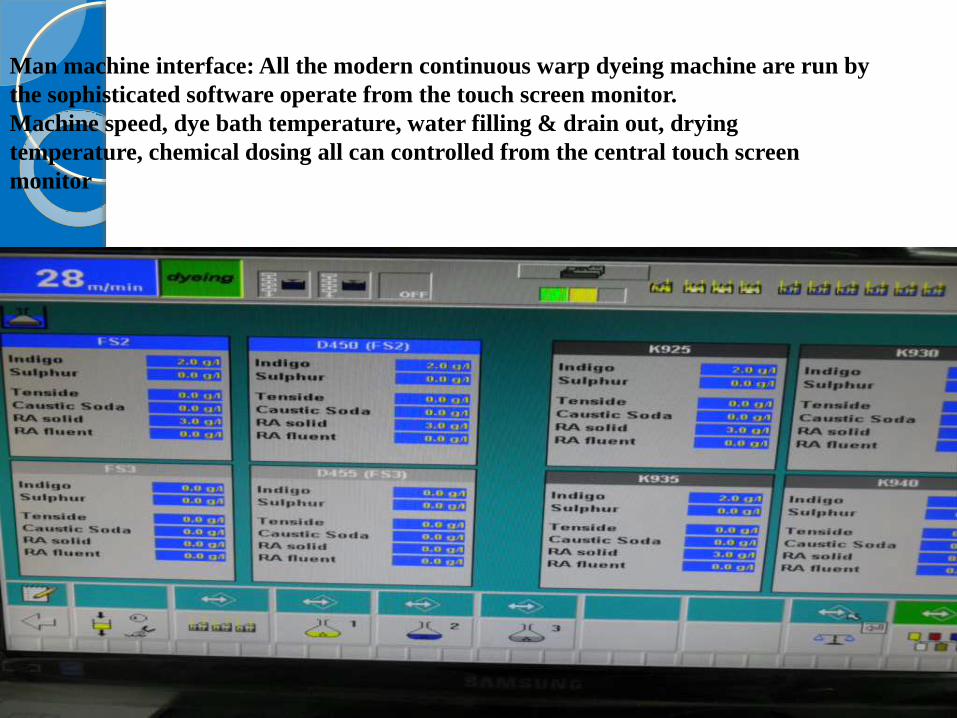
Man machine interface: All the modern continuous warp dyeing machine are run by
the sophisticated software operate from the touch screen monitor.
Machine speed, dye bath temperature, water filling & drain out, drying
temperature, chemical dosing all can controlled from the central touch screen
monitor

AHENDING
Y P
P





























