Embed Size (px)
Citation preview
Finishing So that fabrics might be prepared to be used by the consumer, in the clothing manufacturing, textiles for home furnishing, technical textiles and others products, oftentimes it is necessary to apply chemical or mechanical treatments to textile materials, in order to improve or confer them some characteristics.
Textile Processes Page 22
04 . Finishing Page 23
Finishing To the operations set integrated in this process, it is designated as finishing. Finishing can be divided into:
• Pre-finishing
• Dyeing
• Printing and Finishes
Pre-finishing The pre-finishing operations are intended for the material preparation, so that it can be processed for dyeing, printing and finishing. The pre-finishing operations are intended for the material preparation, so that it can be processed for dyeing, printing or to get some specific finish.
Dyeing The dyeing aim is to colour the textile material in a uniform way. These two stages of the process are performed more often on fabric or knit, however those can be also performed on fibre, thread or on some clothing.
Reactive dyeing The reactive dyeing is a method in printing (fixing) a dye or wax by the use of blending where the colours are created. The reactive dyeing process presents as major characteristic the melting (a chemical reaction) of the dyes and pigments, in which the fibre is being dyed, restraining the bleeding or the loss and modification of the original colour, during the washing or utilisation. With a dyeing paste and a heat-activated printing additive, images can be permanently bonded to the substrate (typically textiles but they can include cellulose, fibres, polyester and even proteins).
Method Fibre dyeing: The most used process for long fibres (wool) and filaments.
Textile Processes Page 24
It achieves blended articles. In the case of synthetic articles, we can obtain colours through pigments addition even before the filament manufacture. Thread dyeing: The most common process is the pack dyeing, however it’s possible to be performed during others spinning processes. More indicated for the manufacturing of jacquard, check or striped fabric. The thread dyeing gives an advantage in getting more levelled colours, in spite of bringing the obligation to verify some processes that represent time and labour costs. Another thread dyeing often used is the warp dyeing that can be performed with open warp or cord warp. Both are very used in dyeing with indigo dye. Fabric dyeing: This is the most developed process in the last years, due to several advantages such as greater levelling over the whole length of the cloth, less dyes waste, fewer processes, once it is together with the fabrics finishing operations. It produces a plain fabric. It can be produced with the rope-form fabric (it occupies less space and the fabric can remain more loosen) or the open fabric (it doesn’t form sharp edges and can be worked on continuous process).
Warp threads dyeing with indigo dye Discontinuous or batch process: Process used for batches with smaller length or lower manufacture. In the same machine, all the processes of preparation, bleaching, dyeing and washing can be performed. It can be executed with open or rope-form fabric, depending on the machine used, and the more common ones are Vat, Jet, Flow or Jigger.
Semi-continuous process: The fabric impregnation through a dye bath performed by padding. After this process, the fabric remains settled for few hours, in order to initiate the dye reaction and the after- washing. The process is known as “pad-batch”. Continuous process: Suitable for large productions and batches with wider length. The dye reaction on the fibre is accelerated with the vapour or temperature addition. With that, the fabric prepared for dyeing enters in the machine and gets out dyed and washed. The more common processes are “pad-steam”, with steamer, for cotton fabrics, and “pad-dry”, with the hot air circulation (hot-flue), for synthetic fabrics.
04 . Finishing Page 25
Dyes Classes Some dyes classes used in the textile industry are the following:
• Cellulose (cotton, viscose, flax, ramie): reactive dyes, direct dyes, vat dyes, sulphur dyes, naphthol dyes and indigo dyes.
• Polyester: disperse dyes.
• Polyamide (Nylon): disperse and acid dyes.
• Wool: reactive and acid dyes.
Dyes are the water-soluble or disperse products that have affinity with fibres and have as purpose promoting the colour.
Reactive Dye
Advantages
They are economically intermediary; high fastness to light and moisture; doesn’t need a fixation agent; high reproducibility; Disadvantages
It has restriction in the chlorine treatment; it has noxious effects on the environment;
Fibres: CO (cotton), CL (flax).
Azo Dye
Advantages
The colour is produced into the fibre; high fastness; excellent lustre; red; doesn’t use a fixation agent; Disadvantages
Expensive; long process; it has noxious effects on the environment; Fibres: CO (cotton), CL (flax).
Textile Processes Page 26
Pigment In biology, pigments are the chemical compounds responsible for animals’ or plants’ colours. Almost every type of cells, as ones from the skin, eyes, hair, etc. contains pigments. People with a pigment deficiency are denominated albinos. In the colouration of paintings, inks, plastics, fabrics and others materials, a pigment is a dry dye, usually, an insoluble powder. There are natural pigments (organic and inorganic) and synthetic. Pigments absorb selectively parts from the spectrum (see light) and reflect the others ones. Generally, a distinction is made between the pigment, which is insoluble, and the colouring dye, which is liquid or soluble. There is a well-defined dividing line between pigments and colouring dyes: a pigment is not soluble in its solvent while the dye is. In this way, a dye can be as much a pigment as a colouring dye depending on the solvent used. In some cases, the pigment is done through a soluble dyeing precipitation with metal salt. The outcome pigment is denominated as “lake”. The deteriorative pigment is the one that is not permanent and light-sensitive. It is about a special case of dyeing, once it is necessary to bond pigments to the fibres surface, with a product called binder that polymerise under heat action. This product should be abrasive resistant and elastic, that’s why, most often, it concerns a copolymer with two monomers, one of which confers it the resistance and the other one gives it the elasticity. You can realize a pad dyeing with the pigment and the binder, and you can dry and polymerise to a temperature of 120-150ºC.
Advantages
It can be applied to any kind of fibre. It can be applied together with finishing products. It has a low cost. It allows the removal of final washes.
Disadvantages
Rough to the touch. Weak fastness to abrasion.
04 . Finishing Page 27
Sulphur Dyeing Sulphurous acid, H2SO3, is an acid formed through the bond between water (H2O) and sulphur dioxide (SO2). Is less strong than sulphuric acid (H2SO4), however its release in the environment, which occurs through the acid rains, is highly harmful and represents a considerable risk for every one.
• Reductive agent – sodium sulphide in alkaline medium;
• Dyeing performed by boiling;
• Rinsing, immediately after the dyeing process, in order to prevent the deposit of insoluble product.

Textile Processes Page 28
Pre-finishing One of the operations performed on the cotton, as a fibre, consists in washing and boiling, having the purpose of eliminating water-soluble substances, greases, waxes and some dyes. Wool should also be submitted to washing, in order to eliminate all the extraneous substances in the fibre before those one are being processed. After washing and before spinning, it is performed the lubricating, i.e., the introduction of lubricating oil in the fibre to facilitate the thread formation. Threads can also be subjected to previous treatments, before to be transformed into fabric or knit. For fabrics manufacturing, warp threads are submitted to sizing in order to give wider strength to threads, considering the efforts of which they are subjected with the shed formation. In treatments made on fabric, we can refer to singeing to eliminate the cotton fibres pilosity, reducing the trend to pills formation. Another operation is desizing that, as its name indicates, consists in removing all chemical products, introduced during the sizing, from the fabric. Mercerising is another treatment applied in cotton fibres, and confers them an increase of lustre, strength, tensile and dyes absorption. It’s also usual to perform boiling and bleaching processes on fabrics. The chemical products used in these operations depend on which fibres the fabric is made of.
04 . Finishing Page 29
Textile Finishes Operation, performed after the preparation, dyeing or printing, designates to make the textile substrate more appropriate to its purpose. Main objectives of finishes:
• Modify the final effect of the article.
• Modify the dyed or printed article’s functionality. The consumer expects that clothing, besides the fashion factor, provides him with:
• A personal style
• Comfort
• High performance
• Security
• Functionality
• Easy care Nowadays, textile finishes begin to be known as:
• Carded
• Peach-skin finish
• Easy care
• Wrinkle free
• No-iron
• Anti-soiling and water-proof finish (resistant to washing and tumble drying)
• Anti-pilling

Textile Processes Page 30
Textile finishes divide into two major groups:
• Mechanical Finishes Singeing Mercerising Carding Emerising Milling Calendering Compacting/Sanforizing Stentering
• Chemical Finishes Washing Softening Anti-bacteria Anti-pilling (enzyme-linked) Anti-felting Easy care / wash-and-wear / no-iron
Mechanical Finishes Singeing/Scorching Operation designates to burn (flame) the loose fibres into the articles surface, without burning the basic threads. Used in fabrics, knit and thread (in cotton articles and its blending with synthetic fibres).
Objectives:
• Removal of the loose fibres and piles in the articles surface
• Reduction of pills formation (pilling) in the next operations
Before After
04 . Finishing Page 31
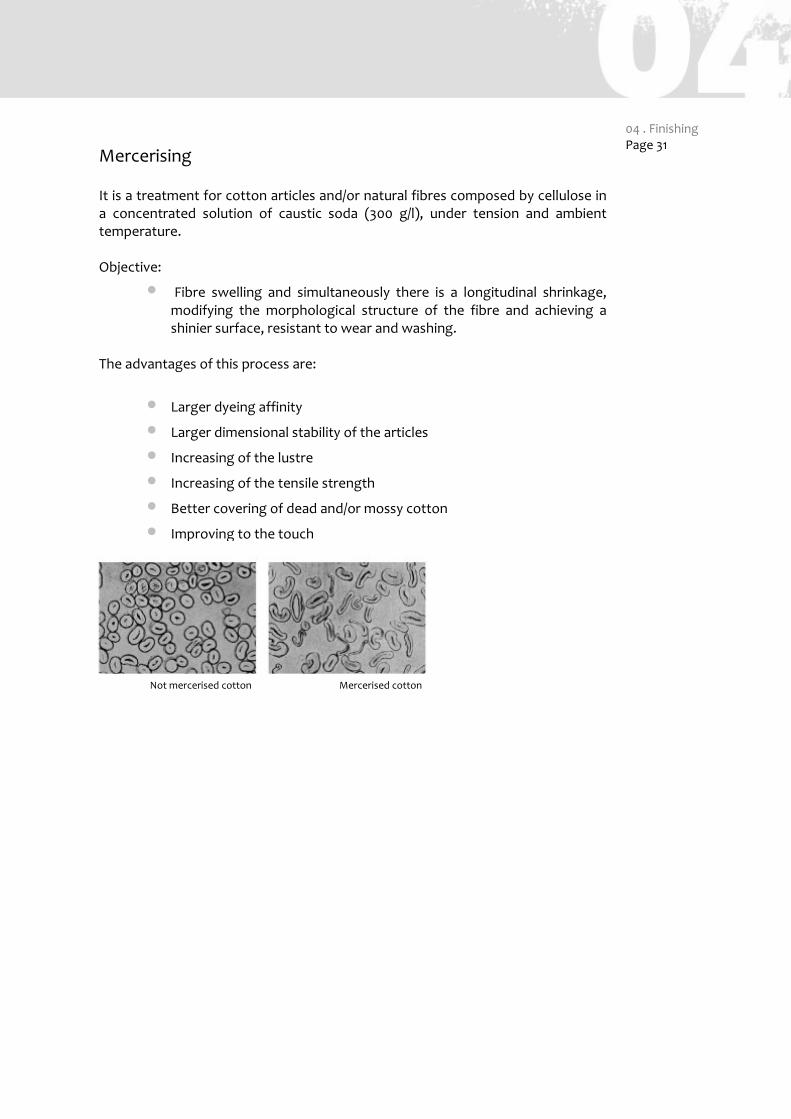
Mercerising It is a treatment for cotton articles and/or natural fibres composed by cellulose in a concentrated solution of caustic soda (300 g/l), under tension and ambient temperature. Objective:
• Fibre swelling and simultaneously there is a longitudinal shrinkage, modifying the morphological structure of the fibre and achieving a shinier surface, resistant to wear and washing.
The advantages of this process are:
• Larger dyeing affinity
• Larger dimensional stability of the articles
• Increasing of the lustre
• Increasing of the tensile strength
• Better covering of dead and/or mossy cotton
• Improving to the touch
Not mercerised cotton Mercerised cotton
Textile Processes Page 32
Carding It is an appropriate operation to “comb the pile” of wool articles, cotton (flannel), synthetic fibres and blending. Objectives:
• Improving to the touch
• Heat retention
Carding machine
Emerising Normal emerising It is an operation where an article undergoes emery rollers (abrasive type), allowing a slight pile raising, although is smaller than in carding. Suitable finish for fabric, in spite of being already applied in knit.
Objectives:
• Peach-skin look
• Improving to the touch
It is the substitution of the abrasive roller by a brush roller with long pile from carbon fibre. It renders the article soft to the touch with less pile formation, innovating the peach-skin finish and evolving up to the so-called “no-pile” effect.
Carbon emery (new technology)

04 . Finishing Page 33
Milling Operation designated to cut the pile or loop from the fabrics (by means of a spiral blade), conferring them a smoother and more uniform surface. Objectives:
• Levelling of the pile height after carding or loops cut in knit or fleece
• Smoother surface
Calendering It is a continuous “ironing” operation, pressing the fabric between a heated metallic roller and another one with some elasticity.
Objectives:
• Ironing effect
• Lustre increasing
• Touch modification
• Transparency modification

Textile Processes Page 34
Compacting Fabrics have the tendency to shrink in washing, due to tensions introduced during the spinning, weaving, knitting, dyeing and in some finishing operations. This operation consists in applying chemical products or mechanical treatments (compacting, sanforizing and stentering machine) in order that the clothing has the minimum dimensional alterations after being manufactured. Objective:
• Dimensional stability of textile substrates
Compacting machine for tubular knit
Compacting machine for open knit
Sanforizing A more efficient method than the compacting since, with an accurate adjustment, it grants us 1% shrinkage in the washing. The previously moistened fabric must be compacted through a rubber clothe curved by a roller. Most often used in fabrics.
Sanforizing machine
04 . Finishing Page 35
Stentering It is used to dry, to give stability to articles, to water-set articles of synthetic fibres, to straighten wefts and it is also used to give different chemical finishes. The stentering machine is the finishing machine by excellence.
Stentering machine
Chemical Finishes Objectives:
• Reconstitution of lost effects – The fibre touch and resistance are reduced during posterior treatments (boiling, bleaching, dyeing, printing…)
• Transmission of new effects – It is demanded, to natural fibres as much as to synthetic fibres, properties that they cannot achieve, without specific treatments (stability dimensional, wrinkle resistance, anti-felting, hydrophility, moisture-proof, crease resistance…)
• Support for mechanical processes – A lot of the effects obtained by mechanical processes demands the utilisation of chemical products (achievement of lustre, carding, emerising…). By another hand, threads, knits and fabric transformation needs products to increase resistance to improve the seaming in the confection.
Traditional chemical finishes were limited to confer a pleasant touch to textiles and some weight (body) to make them more attractive for the consumer. In the middle of 20th century, synthetic fibres development allows the combination between natural fibres with artificial and synthetic fibres, providing the appearance of textiles wit new properties.
Textile Processes Page 36
These properties begin to be improved with the application of specific chemical products, conferring inclusive to 100% cotton articles some specific characteristics of synthetic fibres. Then, it is possible to conciliate in a same article characteristics of natural fibres with characteristics of synthetic fibres. Thus, it appears the concept of Chemical Finish. The Chemical finish consists in chemical products application to textile substrates, in order to confer them qualities that they didn’t have earlier. Technical Textiles
They are all the textile structures designated to protective clothing industry, sport and leisure, household textile industry, and others industrial sectors that use them either in its final form or transformed as a complement to theirs products. For that reason, technical textiles cover wider markets than the conventional textiles, once those are designated exclusively to generic clothing and household textiles. They are denominated as technical because they are conceived to support quality patterns demanded in extreme technical utilisations, which are out of reach of conventional textiles. Intelligent Textiles
They match to the most recent generation of technical textiles. They are produced by technologies that develop in textile materials capacities for the functions performance, that until today were provided by others products developed by others sciences, namely health and communications. Functional Textiles
They are which determine certain function, incorporating a raw material type or finishing.
04 . Finishing Page 37
Fabric Softeners The raw cotton contains natural softeners (waxes and creases in the cuticle and the primary layer) but these products have to be removed in the first stage of the textile finishing, because they make the cotton hydrophobic. In another hand, finishing with resins presents an inconvenient of worsening clothing touch. Thus, in every finishing treatment, it is practically obligatory the inclusion of one softener, due to its soft touch that is one of the major attractive qualities for the buyer. Different touch effects can be obtained through the following processes:
• Mechanical Softening
• Chemical Softening
• Biologic Softening
Mechanical Softening
It is defined as a touch modification through a mechanical action of friction between a stiff structure of equipment and the textile substrate. Example: emerising, carding, milling and “beat” operations (Biancalani Airo and Biancalani Petra)
Chemical Softening
Although the mechanical finish is very important, the chemical finish is considered more efficient in obtaining different softening effects. Nowadays, the combination of both processes is more and more used to obtain some effects.
Biologic Softening
Also designated as “Bio-Finish” and “Bio-Polishing”, it’s a process that allows modifying the touch in cellulose fibres through the action of specific enzymes – cellulases. Softeners can have the following actions:
• Non-permanent – easily removed during washing (derivatives of fatty acids)
• Permanent – resistant after several washings
Textile Processes Page 38
Most of the softening products present analogous characteristics to a detergent: a long aliphatic chain and a hydrophilic part. Its classification is usually based on characteristics from the hydrophilic part. Thus, there are the following softeners: non-ionic, anionic, cationic, amphoteric and reactive. The last ones are those, which present best fastness to washing, since they are chemically fixed to the fibres. The anionic softeners are soft, plain, full and rough to the touch and present an insulating stability. They are stable in alkaline baths and stable to almost every dye, except for cationics with which efficiency is lower than cationic and non-ionic softeners. The cationic softeners are very soft, sliding and bulky to the touch and are usually used in colours, since it can modify the white degree applied in almost every fibre. They are little hydrophilic and antistatic. The non-ionic softeners present an independent efficiency from the pH and they are resistant to hard water. Softeners that are part of this group are the amphoterics and softeners based on silicone (with a mediocre hydrophilic effect), and the ethoxylates that have a very good hydrophility, a good insulating stability without causing yellowing, but these ones have an effect less intense than the cationic softeners. The reactive softeners are usually applied in permanent finishes – they are resistant to washing (on the contrary of others) and react to cellulose fibre. Beyond the soft effect, they have a slight hydrophobic finish. Softeners, with HYDROPHOBIC characteristics, confer a pleasingly soft, bulky and sometimes fatty to the touch. Softeners, with HYDROPHILIC characteristics, provide generally a drier touch and very often they are designated as less soft. Due to the ionic character of most softening products, it is better to consider the possibility of an incompatibility with others products. The more usual case is the cationic softeners that are incompatible with anionic products and cause frequently the yellowing of optical whites. It is important to refer that using softeners on the fabric is propitious to pilling and increase the risk of fabrics yellowing during ironing. Most of the softeners reduce the fabric hydrophility, which is a great inconvenient (in the case of towels that doesn’t clean). In another hand, the fastness in washing is always more and less limited. However, housewives can proceed to the softening introducing those products in the last rinsing water.
04 . Finishing Page 39
While it is possible to apply all softeners by PADDING, by EXHAUSTION it is only possible for those that present substantivity. In general, cationic and amphoteric products can be applied by exhaustion on all fibres. The exhaustion rate varies in function of the products and the fibres. When you want to use cationic products with the dye fixation, this one can prevents the softener action (blocking effect). Thus, it is preferable to soften the fabric first and then apply the fixation agent – best touch effects.
Thermoplastic Resins These resins are polymers obtained generally by polyaddition and, as the name indicates, they soften when heated. They are deposited on the textile fibres and show a certain fastness in the washing but no to organic solvents. They can be soluble or insoluble into the water. Insoluble thermoplastic resins are most used in textile finishes. They are applied in the form of aqueous dispersion that contain, beyond the polymer, emulsifying and plasticising agents. The main applications are the stiffening finishes (increase of the fabrics body and weight) to reduce the yellowing obtained through light exposure, to increase threads and fabrics strength, to coating, etc., but without great demands on the washing fastness and dry clean. The main thermoplastic resins are based on: polyvinyl chloride, polyvinyl acetate, acrylic polystyrenes, polystyrene, polyethylene, polyamide, etc. Soluble thermoplastic resins are most used as sizing products, printing thickeners or sometimes as stiffening finishes. They are simultaneously applied with a thermosetting resin and they take to a reduction of the resistance to tensile and to normal abrasion in cross-linking finishes. Into this group, we can refer polyvinyl alcohol and polyacrylic acid.
Textile Processes Page 40
Thermosetting Resins General principles Nowadays, thermosetting resins are almost compulsory part of the finishing bath of fabrics that contain cotton or viscose. As the name indicates, they are substances, when heated, polymerise and beyond that they can react with cellulose. In a generic way, we can talk about “cross-linking finish”, including the following effects:
• Wrinkle-resistant or smooth finishing (no-iron, easy-care, wash-and-wear);
• “Teflon”, “Scotchgard” finishing;
• Permanent-press finishing;
• Shrink-resistant finishing. The wanted looks – dimensional stability and wrinkle recovery – are obtained thanks to the formation of a three-dimensional polymer inside of the fibre (mostly inside of the amorphous areas) but also due to the reaction to cellulose, forming bridges or cross-links. Besides the improvement effects of the wrinkle recovery angle (screening when dry and wet) and the dimensional stability, this kind of finishing presents the following second effects:
• Reduction of the tensile resistance;
• Reduction of the abrasion resistance;
• Great sensitivity of the fabric to chlorine treatment;
• Eventual modification of the colour tonality;
• Reduction of dyes and actives fastness, mostly in the case of direct and reactive dyes, except for fastness in wet treatments (water, washing, perspiration, etc.) that is commonly improved;
• Eventual yellowing of fabrics;
• Modification of the touch;
• Formaldehyde release.
04 . Finishing Page 41
At present, most of the commercialised thermosetting resins are based on urea and formaldehyde (and include in this group the so-called derivatives of cyclic urea) or condensates of melanin and formaldehyde, denominated of self-condensable, once they can be applied to any fibre, with the disadvantage of the formaldehyde release in large quantity. The reactive resins respond directly to the cellulose fibres, originating a lower formaldehyde release. There are still resins without formaldehyde, denominated glyoxylic, used in finishing for baby articles, which results are not as good as in the wrinkle-resistant finishing. To apply these resins, it is fundamental that the fabric had endured the appropriate treatment, namely a good desizing, boiling (good and uniform hydrophility) and, if possible, a mercerising. Reactions of polymerisation and cellulose cross-linking are only performed in a noticeable way with a catalyst. Catalysts can include since very strong acids (type Lewis acid, etc.) to strong acids as the hydrochloric acid. The catalyst choice depends on the level of the fibre swelling during the cross-linking process.
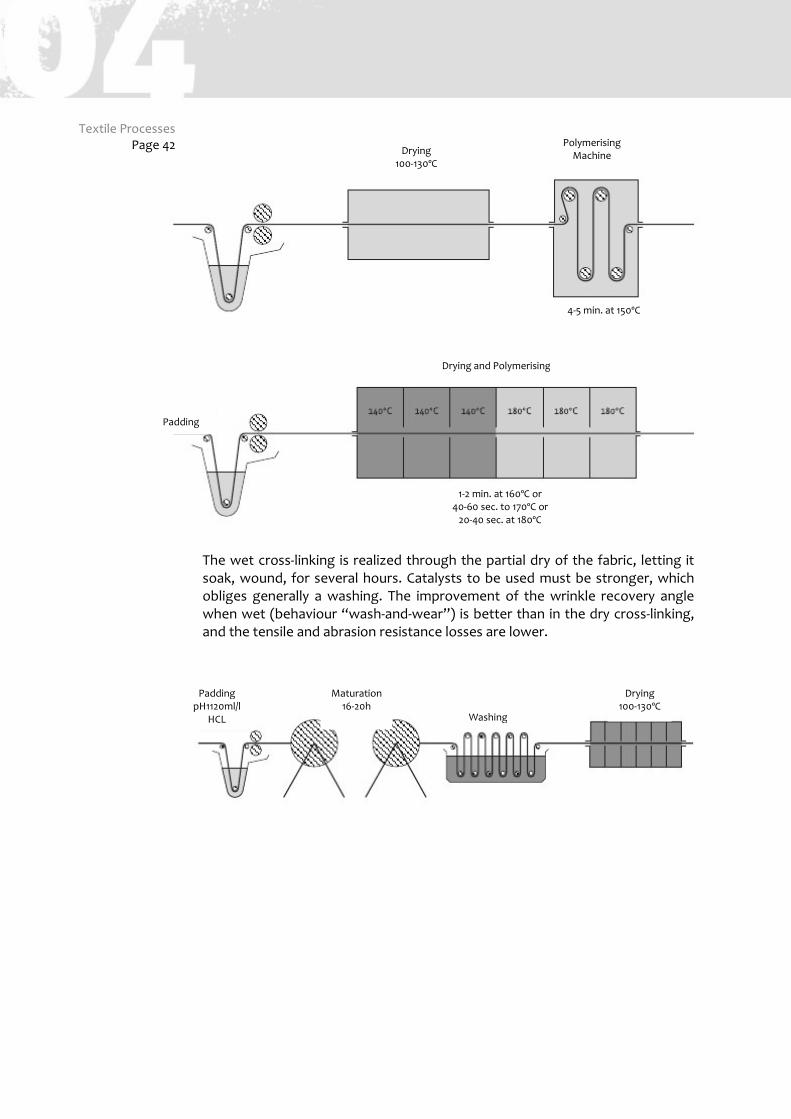
Fixation processes The most current finishing process is the dry cross-linking where is made a drying after the impregnation followed by a thermal treatment at high temperature (120ºC to 200ºC) – condensation stage. For this process, weaker catalysts are used and will remain on the fabric, once it is not usual neither economic to proceed to the washing after the finishing. With this process, we can reach to an improvement of the wrinkle recovery, mostly when dry, but the losses of tensile and abrasion resistance can be noticeable. Drying and condensation can be performed in a single machine. Therefore, we are talking about the “flash” process (or shock process), commonly applied to stentering but obliges to a lower speed.
Textile Processes Page 42
Drying
100-130ºC
Polymerising Machine
4-5 min. at 150ºC
Drying and Polymerising
Padding
1-2 min. at 160ºC or 40-60 sec. to 170ºC or
20-40 sec. at 180ºC
The wet cross-linking is realized through the partial dry of the fabric, letting it soak, wound, for several hours. Catalysts to be used must be stronger, which obliges generally a washing. The improvement of the wrinkle recovery angle when wet (behaviour “wash-and-wear”) is better than in the dry cross-linking, and the tensile and abrasion resistance losses are lower.
Padding pH1120ml/l
HCL
Maturation 16-20h
Washing
Drying 100-130ºC
04 . Finishing Page 43
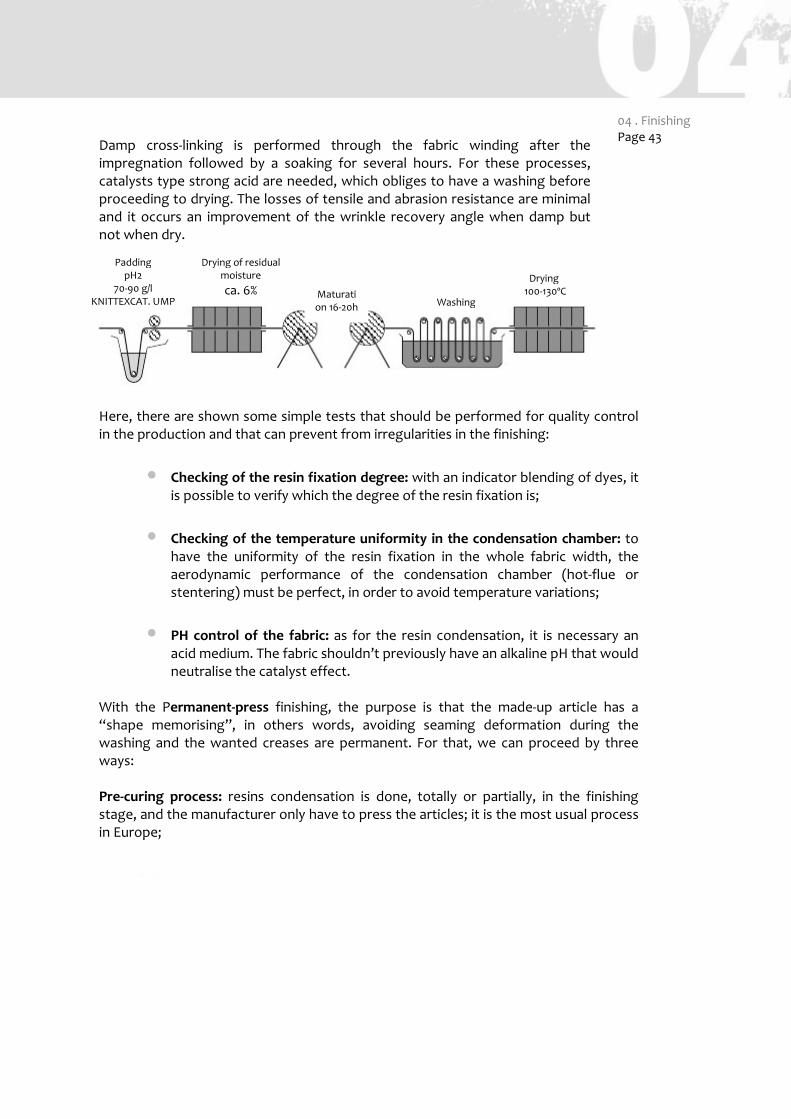
Damp cross-linking is performed through the fabric winding after the impregnation followed by a soaking for several hours. For these processes, catalysts type strong acid are needed, which obliges to have a washing before proceeding to drying. The losses of tensile and abrasion resistance are minimal and it occurs an improvement of the wrinkle recovery angle when damp but not when dry.
Padding pH2
70-90 g/l KNITTEXCAT. UMP
Drying of residual moisture
ca. 6%
Maturation 16-20h
Washing
Drying 100-130ºC
Here, there are shown some simple tests that should be performed for quality control in the production and that can prevent from irregularities in the finishing:
• Checking of the resin fixation degree: with an indicator blending of dyes, it is possible to verify which the degree of the resin fixation is;
• Checking of the temperature uniformity in the condensation chamber: to have the uniformity of the resin fixation in the whole fabric width, the aerodynamic performance of the condensation chamber (hot-flue or stentering) must be perfect, in order to avoid temperature variations;
• PH control of the fabric: as for the resin condensation, it is necessary an acid medium. The fabric shouldn’t previously have an alkaline pH that would neutralise the catalyst effect.
With the Permanent-press finishing, the purpose is that the made-up article has a “shape memorising”, in others words, avoiding seaming deformation during the washing and the wanted creases are permanent. For that, we can proceed by three ways: Pre-curing process: resins condensation is done, totally or partially, in the finishing stage, and the manufacturer only have to press the articles; it is the most usual process in Europe;
Textile Processes Page 44
Post-curing process: a resin/catalyst system is applied on the fabric and only actuate at high temperature. In the finishing stage, the fabric is only dried and the resin is condensed after production, introducing it into a high temperature chamber. Process of finishing application only in the manufacture: the manufactured articles are introduced into a high temperature chamber, where vapours from cross-linking products will be blown.
Hydrophobic Products and Lipophobic Products For certain purposes, the fabrics have to be waterproof but have to let the air passing through them. For that, we must modify its surface tension in relation to the water that is achievable thanks to hydrophobic products. There are several products with those properties, since waxes to reactive products, but today the most important ones are silicones that present a reasonable fastness to washing and dry cleaning. It is important to enhance that softening products reduce generally the fabric hydrophibility. The waxes/paraffins form what we call a “barrier” perpendicular to the fibre surface and prevent from water passing across. Polysiloxanes form a silicone film involving the fibres also perpendicular to the fibres surface, which confers hydrophobic properties. Fluorocarbon polymers form also films perpendicular to the thread axis, preventing from the wetting of the surface – but with hydrophobic and lipophobic action (explained by the extremely low surface tension of the fluorocarbon chain relative to chemical compounds). The hydro-lipophobic effect of the fluorocarbons is excellent on synthetic fibres, in spite of having an insufficient water repellent action in the cellulose fibres – that’s why the application is performed with others products based on melamine and paraffin resins.
04 . Finishing Page 45
Jeans treated with permanent Teflon finishing – water and oil repellent article (doesn’t damp neither soil with sludge, rain, snow, dew, etc) and have an identical appearance/touch to traditional jeans.
Anti-foaming Products The foam formation is usually unwanted in the dyeing as much as in the printing. Thus, it can be necessary to introduce in the finishing bath products that reduce the formation of foam. The most current are fatty alcohols and silicones. Meanwhile, we have to point out the new finishing techniques where it is precisely pretended a high quantity of foam.
Fireproofing Products In the last 20 years, great efforts have been developed in order to protect the people from fire dangers caused by textile articles. The research in the industry of finishing products leads to the commercialisation of products range with fireproofing properties, mostly for the application on cellulose fibres. The industrialised countries begin to impose more and more restrictions concerning flammability of certain types of articles (baby clothing, tablecloths, carpets in public places, etc).
• Among those products, we can refer the following:
• Mineral salts that don’t present any fastness during washing;
• Halogenated derivatives; (chlorinated polymers, titanium and antimony chloride, etc.)
• Phosphor and halogen derivatives;
• Derivatives based on nitrogen and phosphor (among which we can include products THPC and APO type, usual in the United-States, and Pyrovatex CP®, usual in Europe).
The application of most these products should be done simultaneously with a thermosetting resin. To obtain an important fireproof effect, we have to apply approximately 20% of the product in relation to the fibre weight, what might naturally affect the fabric touch.
Textile Processes Page 46
Biocidal Products The natural/artificial fibres, namely cotton and viscose, can be attacked by mircoorganisms of bacteria and fungus type that originate mould. This attack is exposed by an unpleasant smell, by the formation of coloured soils and by the loss of the articles’ mechanical strength. The attack is helped by the high moisture conditions and the mild atmosphere, and is hindered by the sunlight. Those conditions can happen during the fabrics’ storage. Like wool and its blending can be attacked by moth and other type of insects. There are several organic products that can be applied to textile articles to prevent this attack and it is essential not to be toxic when in contact with the human body:
• For a permanent protection, products can be applied simultaneously with the dyeing to impede fibres of being assimilated by moth larvae, which is the case of commercial brands Mitin and Eulan that present a reasonable fastness to washing.
In this group are included mites proofing and mothproofing finishing. Microorganisms can also attack synthetic fibres. Not the fibre itself but they attack the sizing agents and finishes. Biocidal products can have the following functions:
• Fungicides – fungus removal
• Bactericides – bacteria removal
• Fungistatics – prevent from fungus formation
• Bacteriostatics – prevent from bacteria growth
04 . Finishing Page 47
The care and disinfecting agents are usually based on:
• Phenolic Derivatives
• Organic and Mineral Metal Salts
• Formaldehyde Derivatives
• Quaternary Ammonium Derivatives They can be applied by exhaustion, padding and pulverizing. Recently, this type of finishing introduced the notion of Textile and Bioactive Finishing, in others words, they have the property in protecting the user against microorganisms, restraining its proliferation, eradicating them totally. This type of finishing reveals an innovator appearance because they are used in clothing (socks and others articles with direct contact to the skin), textiles for hospital purposes, and technical articles.
Antistatic products Synthetic fibres load easily static electricity, due to its weak electrical conductivity related to the weak moisture absorption. To reduce this effect, enzymatic products are applied in the fibres manufacturing, which ones are however removed in the pre-treatment operations. Then, it is convenient to include antistatic products into the finishing bath, which ones according to their characteristics can have larger or lower fastness in washing.
Plasma This treatment submits the textile article to an electromagnetic field, in a gas partially ionized under certain pressure. The plasma is defined like ionized gases – ions, electrons, photon, radicals and neutral particles with no electrical charge, produced by electrical discharges.
This ecological treatment incorporates in the article the following characteristics:
• Increase of the absorption capacity.
• Increase of dyes affinity, fastness, lustre and touch.
• Reduction of the shrinkage and anti-felting effect of the wool.
• Improvement in the soil-repellent treatment.
Cationization It consists in the ionic modification of the cellulose chemical structure (cotton and viscose) with a cationic product, to modify its dyeing characteristics. In this way, the aim is to achieve fastener dyeing processes with a minor quantity of dyes and textile auxiliaries. Application examples:
• Differential dyeing: “tone-on-tone”, reserve or contrast effect and tricolour effects (substrate: treated thread/PES/CO no treated)
• “Vagabond” finishing with Sandozol dyes
Functional Textiles Functional textiles, knits or woven fabrics, present characteristics of touch, comfort, hygiene, flexibility and easy care. They are the textiles that, incorporating some type of raw materials or finishing, provide certain functions:
• Perfumed clothing
• Thermoregulated sweaters
• Filling of antibacterial pillows
• Shirts of 100% cotton that don’t crease
Textile Processes Page 48
04 . Finishing Page 49
• Antibacterial Underwear
• Socks with no smell
• Impermeable, transpirable and stretchable sports clothing
• Anti-UV T-shirts (blending of cotton and polyester, containing in the polyester core ceramic fibres that reflect the UV rays and retain the infrared rays)
• Bio-actives for the furniture
Those articles, denominated Functional, will obtain the indicated properties. They require a highly technological development that confer them added value, allowing to be differentiated from the concurrence and win segments of the market. Many treatment methods provide these properties. The finishing can be performed by the introduction of an active agent in the fibre core, applied to the liquid polymer, before the extrusion stage – ex.: antibacterial fibres and mites proofing. In others cases, the additive is previously applied on the fibres or on the article, by means of a binder. The micro-encapsulation isolates the active principle and allows a controlled release, considering the thickness and porosity of the microspheres membrane (ex.: perfumed articles, the perfume comes from microcapsules that open during product life). It is possible to get thermo-regulated articles (protection according to the temperature) through the microcapsules integration into the articles, containing a material that changes the stage – PCM (substance that melts storing energy, restoring it during the posterior crystallization, with the temperature reduction).
Textile Processes Page 50
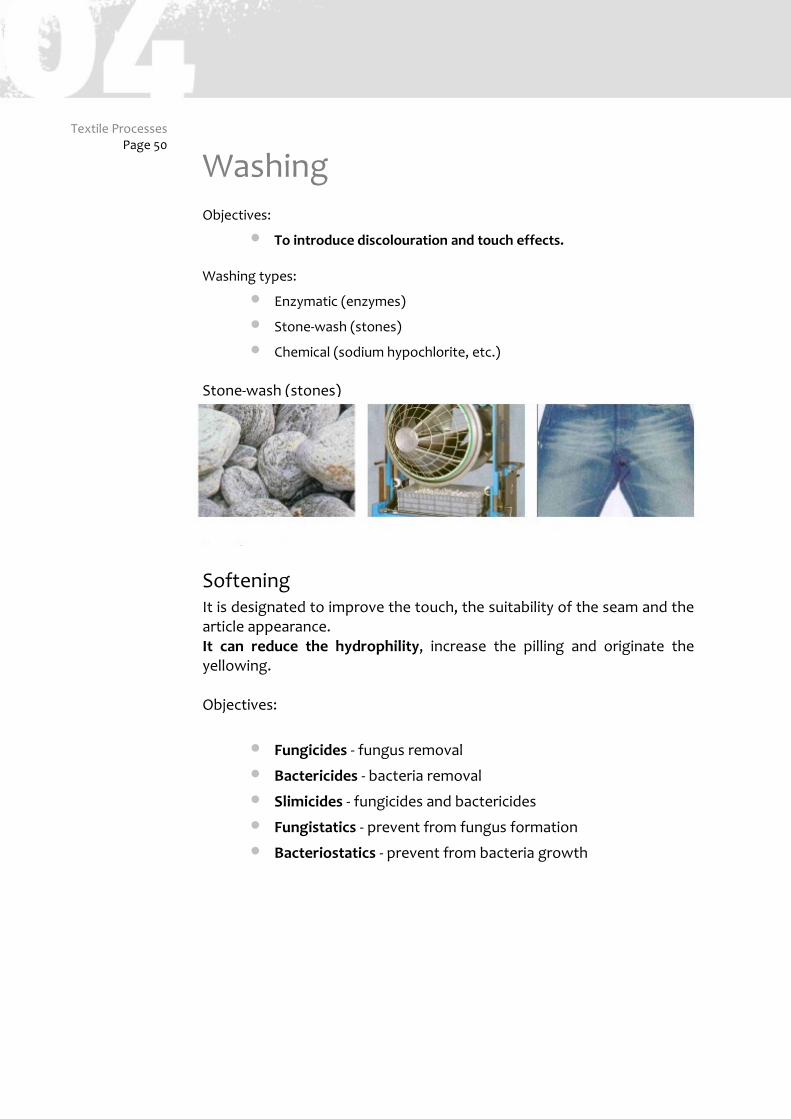
Washing Objectives:
• To introduce discolouration and touch effects. Washing types:
• Enzymatic (enzymes)
• Stone-wash (stones)
• Chemical (sodium hypochlorite, etc.)
Stone-wash (stones)
Softening It is designated to improve the touch, the suitability of the seam and the article appearance. It can reduce the hydrophility, increase the pilling and originate the yellowing. Objectives:
• Fungicides - fungus removal
• Bactericides - bacteria removal
• Slimicides - fungicides and bactericides
• Fungistatics - prevent from fungus formation
• Bacteriostatics - prevent from bacteria growth
04 . Finishing Page 51
Antibacterial Finishing - Attack to the fibres Microorganisms of bacteria and fungus type attack the fibres and appear by the following ways:
• Release of unpleasant smell
• Formation of coloured soiling
• Loss of mechanical strength Fibres that may be attacked:
• Natural fibres Cotton Viscose Wool
• Synthetic fibres Elastane Starch
Attack conditions:
• Temperature
• Moisture
• PH
Textile Processes Page 52
Sulphur Ecoldye Process High efficiency for the dyeing process It is a quick method of cationized sulphur dyeing on manufactured PFD garments (prepared for dyeing) and jeans. It is possible to create many different effects after dyeing, such as: corrosion paste, frayed, marbled, pigment and resin whiskers, etc. Highlights:
• Process at low temperature (15 min. at 60ºC in the dyeing stage);
• The oxidation process and the washing of the sulphurous dyes are executed in a single bath (10 minutes at 50ºC), with lower water consumption and operational time;
• Good characteristics of fastness to friction, light and washing.
• Minor contamination and small volume of residual water;
• Low soiling level in the equipments;
• Easier removal of the reducing agent;
• Lower process time;
• Lower consumption of water x power;
• Variety of the fashion effects;
• Reduced reproducibility and process time.
04 . Finishing Page 53
Advanced Colour Process
Development in Technology, Quality and Productivity It is a fast and economical process at low temperature of 60ºC and it characterizes by the use of a specific cationic product (interactive) for the cellulose fibre pre-treatment before the dyeing. The dyeing stage is carried out with high-tech reactive dyes selected for this process at 60ºC, according to procedures in our colours catalogue. This process confers to the improved clothes:
• Excellent abrasion effect and velvet touch after the final stonewashing;
• Good fastness to light and washing;
• Great levelling;
• Best exhaustion and washability;
• Final wash with less waste dump at the effluent treatment station;
• Operational low-cost;
• Reduced process time.
Textile Processes Page 54
Ecoldye Process
High efficiency for the dyeing process Ecoldye are fully ecological dyes, with a rapid process that reduces considerably the dyeing duration, increasing the productivity and with a full guaranty in the colours reproduction, on jeans and PFD garments (prepared for dyeing), in a cationic process or without cationization. Ecoldye enhances mainly for:
• Process versatility;
• Fast exhaustion in 20 min. at 60ºC;
• Excellent levelling and washability;
• High index fixation and fastness;
• Low salt consumption in the dyeing process;
• Lower consumption of water and power;
• Lower contamination and low residual water volume.
04 . Finishing Page 55
Biomofo Process High efficiency for the dyeing process Specific process to overdye by exhaustion manufactured garments, creating a “musty-like” look in low relief points on jeans, such as: waistband, belt loops, side seams, external part of the fly, pockets and stripes. It is indicated for guiding mixtures, varying the dosage and the colour in accordance with the wished pattern and choice. As advantages, the process has the following:
• Presents good fastness properties;
• It is practical working with only one dye, excluding the possibility of errors in the production weighing.
Textile Processes Page 56
Ecolzol Process (Dirty Effect) Simultaneous dyeing and softening Ecolzol are unique dyes, dismissing textile auxiliaries from the dyeing process, indicated to fast process for the exhaustion overdyeing of jeans and PFD (prepared for dyeing) manufactured clothes. It is indicated for guiding mixtures, varying the dosage and the colour in accordance with the wished pattern and choice. Ecolzol enhances mainly for:
• Reduction of the dyeing and softening operation time in a single bath (20 minutes at 40ºC, except for greyish tones that might be done at 60ºC);
• It can also be used together with fixation agents;
• It is practical working with only one dye, excluding the possibility of errors in the production weighing and, in this way, allowing reproducibility of batches in process.
04 . Finishing Page 57
Blue Jeans Process It enhances by the versatility of the chemical or mechanical visual effects that are characterized through ultramodern processes, in spite of being simple, which concretize by the quality and the efficiency of their applied products. Peculiarities In the Blue Jeans process, we work to keep the natural blue of clothes adding particular effects, such as:
• Traditional process
• Brightening process with no chlorine Clarol and Active; Picture 1 Clarol and Active; Picture 2 Redutec Plus; Picture 3
• Bleaching process with Alvax 5060 and Hydrogen Peroxide. Picture 4 (it confers to the garment a natural blue, salt and pepper look);
• Bleaching process with Bioblue and Hydrogen Peroxide. Picture 5 (it confers to the garment a fluorescent bluish);
• Bleaching process with Clarol and Active Gris (it confers to the garment a greyish blue look);
• Local painting with niggled and sprayed Spray Color. Picture 6
• Local painting with niggled and sprayed Soft Megaprint. Picture 7
• Corrosion Effects with niggled and sprayed Corrofix. Picture 8
• Corrosion Effects with niggled and sprayed Corrodenim. Picture 9
• Resin effects with Hi-Soft Resin and Hi-Tech Resin. Picture 10
• Quick Dark Effect. Picture 11 (it confers to the garment a yellow look in the jeans weft and where is worn).

Textile Processes Page 58
Picture 1
Picture 2
Picture 3
Picture 4
Picture 5
Picture 6
Picture 7
Picture 8
Picture 9
Picture 10
Picture 11
04 . Finishing Page 59
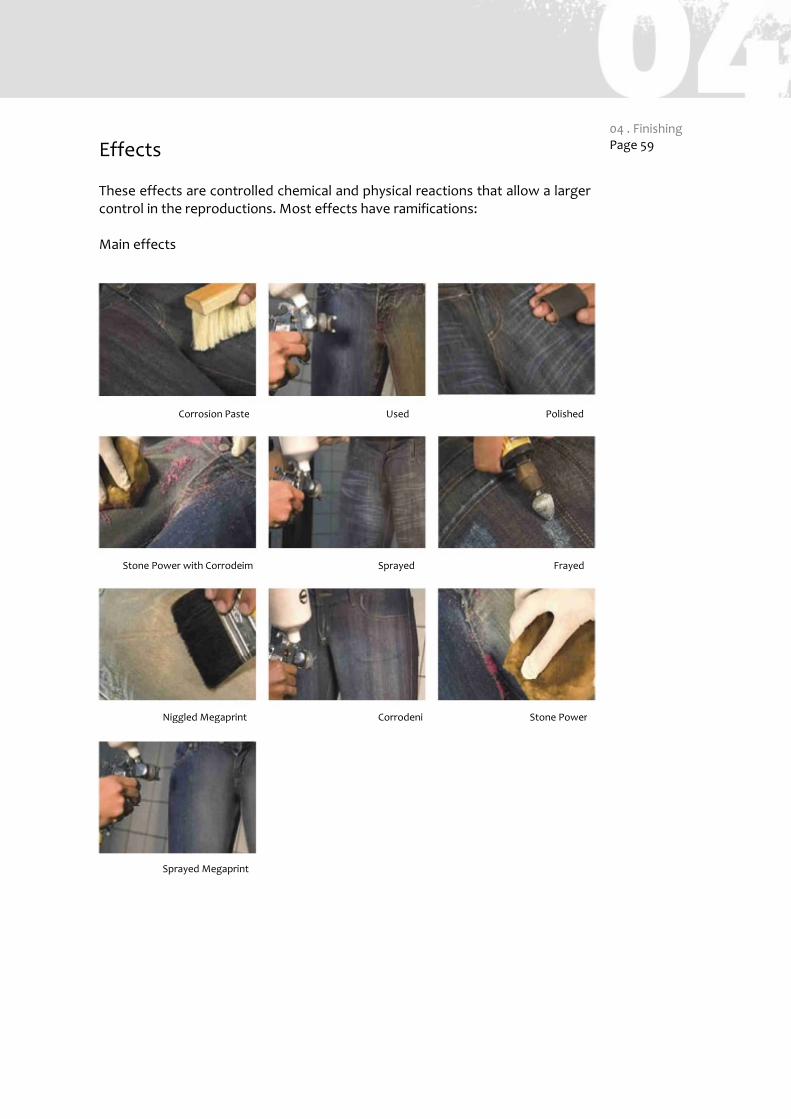
Effects These effects are controlled chemical and physical reactions that allow a larger control in the reproductions. Most effects have ramifications: Main effects
Corrosion Paste
Used
Polished
Frayed
Sprayed
Stone Power with Corrodeim
Stone Power
Sprayed Megaprint
Niggled Megaprint
Corrodenim










![B.Tech [Textile Technology (Textile Chemistry)] SEMESTER ...enggedu.com/tamilnadu/university_syllabus/TC_4_8sem.pdf · LIST OF ELECTIVES FOR B.TECH TEXTILE TECHNOLOGY (TEXTILE CHEMISTRY)](https://img.dokumen.tips/doc/110x75/5fa670c560dc363f34640f1d/btech-textile-technology-textile-chemistry-semester-list-of-electives-for.jpg)