Aluminiumpasten für Metallic-Effekte Aluminium pastes for metallic effectsTechnische Informationen/Technical information
STAPA®

3 Einleitung / Introduction
4 Herstellung / Processing
5 Produktreihen / Product range
6 – 17 Eigenschaften / Characteristics
18 – 23 Produkte / Products
24 – 25 Anwendungen / Applications
26 – 30 Qualitätskontrolle/Prüfmethoden / Quality control/Test methods
InhaltContents
2 ECKART

Metallpigmente dienen in der Lack- und Anstrichmittelindustrie
sowohl der Effektgebung als auch der Erfüllung funktioneller Auf-
gaben. Effektpigmente sind stets blättchenförmig (Flakes) und
haben, verglichen mit Farbpigmenten, überproportional große
Partikeldurchmesser. Während Farbpigmente Partikelgrößen im
Wellenlängenbereich des sichtbaren Lichts zeigen, liegen die
Blättchen durchmesser von Effektpigmenten im Allgemeinen bei
5 – 45 µm.
Metallic pigments are used in the paints and coatings industry both
for their appearance and to fulfil certain functions. Special-effect
pigments are always in the form of flakes and particle diameter is
larger than that of colour pigments. While the particle size of colour
pigments is in the wavelength range of visible light, the flake
diameter of special effect pigments is generally around 5 – 45 µm.
Einleitung Introduction
ECKART 3

4 ECKART
Die Eigenschaften der Metallpigmente lassen sich in vielen Fällen
direkt vom Herstellungsprozess ableiten. Während die heute erhält-
lichen Goldbronzepigmente trocken in Kugelmühlen zerkleinert
werden (Hametag-Prozess), werden die modernen Aluminium-
pigmente aus Sicherheitsgründen fast ausschließlich nach dem sog.
Hall-Verfahren durch Nassmahlung in Testbenzin hergestellt.
Ausgangsmaterial ist ein atomisierter, spratziger Aluminiumgrieß
der Mindestreinheit 99,5 % nach EN 576, welcher in Kugel mühlen
in Testbenzin und in Gegenwart eines Mahlhilfsmittels (Schmier-
mittels) zu blättchenförmigen Teilchen verformt bzw. zerkleinert
wird.
Die Auswahl der Zerkleinerungsparameter und des Schmiermittels
werden dabei von den Anwendungsgebieten der Pigmente
bestimmt. Die nach dem Zerkleinern anfallende Pigmentsuspen-
sion wird gesiebt, auf Filterpressen abgepresst und in Mischern auf
die handelsübliche Zusammensetzung von 65 % Festkörper und
35 % Lösemittel ergänzt.
Beim Ergänzen des Filterkuchens kann man das Endprodukt durch
Auswahl spezieller Lösemittel oder durch Zugabe von bestimmten
Additiven für den jeweiligen Anwendungszweck „maßschneidern“.
In many cases the properties of metallic pigments can be deduced
directly from the production process. The gold bronze pigments
available today are milled dry in ball mills (Hametag process), but
for reasons of safety modern aluminium pigments are produced
almost exclusively using the Hall process in white spirit in a wet
milling process.
The raw material is atomized, irregular powder with a minimal
purity of 99.5 % according to EN 576 which is milled or shaped
into flake-like particles in ball mills in white spirit in the presence of
a lubricant.
The milling parameters and the lubricant are determined by the
application for which the pigment is intended. The pigment
suspension produced after milling is screened, pressed on filter
presses and mixed in mixers to the standard combination of 65 %
solids and 35 % solvent.
The final product can be adapted for its later application by the
addition of a special solvent or by adding special additives to the
filter cake.
Herstellungsprozess Production process
STAPA®
HerstellungsprozessProduction process
1 AL min. 99,5 % DIN 1712
2 Schmelze / Melting
3 Verdüsung / Atomizing
4 Sieb / Sieving
5 Kugelmühle / Ball mill
- Testbenzin / Mineral spirit
- Schmiermittel / Lubricant
6 Sieb / Sieving
7 Filterpresse / Filterpress
8 Mischer / Mixer
9 STAPA® Aluminiumpaste / Aluminium paste
1
2
3
4
5
6
8
9
7

ECKART 5
STAPA® METALLIC –breite Teilchengrößenverteilung (TGV), hohe Deckfähigkeit, eher grau
STAPA® MOBILUX – enge TGV, sehr farbrein, für klare Farben
STAPA® METALLUX 200 –
grobe Sparkle-Typen, Glitzereffekt
STAPA® METALLUX 600 – sehr hohe Deckfähigkeit, fein, grau
STAPA® METALLUX 8000 – enge TGV, fein, für reine Farben
STAPA® METALLUX 9000 –
„seidenglanz“, fein, wenig Flop, hell
STAPA® METALLUX 2000 – Standard-Silberdollar
STAPA® METALLUX 3000 – silberdollar, hohe Brillianz, enge TGV
STAPA® METALLUX 4000 – silberdollar, excellente Brillianz, dunkler Flop
STAPA® METALLUX 1000 –deckfähigkeit, Brillianz und Sparkle in einem
STAPA® METALLUX 4800 –weißer Silberdollar, hell in allen Winkeln
NDF – ringleitungsstabile Pigmente, mittlere Feinheit, für sehr
klare Farbtöne.
ALOXAL® – champagnerfarbene Aluminiumpigmente für ganz
neue Farbtöne, ringleitungsstabil.
STAPA® METALLIC – wide particle size distribution (PSD), high tinting strength, greyish
(fine range)
STAPA® MOBILUX – narrow PSD, high colour purity, for clear shades
STAPA® METALLUX 200 – coarse sparkle types, glitter effect
STAPA® METALLUX 600 – very good hiding power, fine, grey in fine range
STAPA® METALLUX 8000 – fine, narrow PSD, for clear shades
STAPA® METALLUX 9000 – “silky gloss”, fine, bright over all angles, low flop
STAPA® METALLUX 2000 – standard silver dollar
STAPA® METALLUX 3000 –silver dollars, very narrow PSD, high brilliance
STAPA® METALLUX 4000 –silver dollars, excellente brilliance, dark flop
STAPA® METALLUX 1000 – high brilliance, sparkle and hiding in one pigment
STAPA® METALLUX 4800 – white silver dollars, light over all angles
NDF – pigments are stable in circulation lines, medium fine, for
very clear shades.
ALOXAL® – champagne-coloured aluminium pigments for
completely new shades, stable in circuit systems.
STAPA® METALLIC/MOBILUX/METALLUX
METALLUX = MEX
MOBILUX = MOX
METALLIC = MIC
Produktreihen im Überblick Overview of product ranges
25 40
Teilchengrößenverteilung / Particle size distribution [µm]
MIC
MEX 2000
MEX 3000/4000
MEX 1000
MEX 4800
MEX 9000
MEX 8000
MEX 600
MEX 200
MOX

6 ECKART
BenetzungsverhaltenBei den verschiedenen Herstellungsverfahren muss zur Vermeidung
von Kaltverschweißungen ein Mahlhilfsmittel zugesetzt werden.
Dieses beeinflusst in charakteristischer Weise das Benet zungs-
verhalten der Metallpigmente. Grundsätzlich unterscheidet man
leafing und non-leafing Pigmente.
Leafing PigmenteVon leafing Pigmenten spricht man, wenn sie aufgrund hoher
Grenzflächenspannung vom Bindemittel nicht benetzt werden und
deshalb im Nassfilm aufschwimmen. Diesen Effekt erzielt man z. B.
durch Verwendung von Stearinsäure als Schmiermittel (Grafik 1).
Typische Eigenschaften und Anwendungsgebiete zeigt Tabelle 1.
In Lacksystemen mit stark polaren Löse- oder Bindemitteln besteht
immer die Gefahr, dass leafing Pigmente durch Benetzung „absau -
fen“ und zu non-leafing Pigmenten werden. Diese Eigenschaft ist bei
der Formulierung von Anstrichstoffen zu berücksichtigen. Im Bedarfs-
fall sind spezielle leafing stabilisierte Pigmente zu verwenden.
Wetting behaviourA lubricant must be used in the various production processes
to avoid coldwelding. This has a typical effect on the wetting
behaviour of the metallic pigments. A distinction is drawn between
leafing and non-leafing pigments.
Leafing pigmentsDue to their high surface tension leafing pigments are not wetted
by the binder and therefore float on the wet film. This effect is
achieved by the use of e.g. stearic acid as lubricant (Fig. 1). Table 1
shows typical properties and areas of use.
In paint systems with strongly polar solvents or binders there is
always a danger that the leafing pigments will “drown” through
wetting and turn into non-leafing pigments. This possibility must
be taken into account when drawing up the formula of paints. If
necessary special leafing stabilized pigments should be used.
Benetzungsverhalten/Leafing Pigmente Wetting behaviour/Leafing pigments
STAPA®
Benetzungsverhalten leafing Aluminiumpigmente
Tabelle 1
Typische Eigenschaften Anwendung
Strahlenreflexionsvermögen – sichtbar – IR (Wärme) – UVIndustrielacke allgemein/ Tankanstriche/Dachanstriche
Barriereschutz durch lange Diffusionswege Korrosionsschutz
Chromeffekt Dekorationsanstriche
Leafing Verhalten abhängig von Löse- und Bindemittel – Polarität – Säurezahl – Wasser
Anstriche sind nicht abriebfest
Überlackieren problematisch
Wetting behaviour of leafing aluminium pigments
Table 1
Typical properties Application
high ability to reflect light – visible – IR (Heat) – UVindustrial paints in general/paints for tanks/roof coating
barrier protection due to long diffusion path corrosion protection
chrome effects decorative coatings
leafing behaviour depends on solvent or binder agent polarity – acid value – water
coatings can be rubbed off
overcoating difficult
Leafing Verhalten / Leafing behaviour
Grafik 1 / Fig. 1
Leafing Pigmente und Bindemittel
Leafing pigments and binding agent
Untergrund / Substrate

ECKART 7
Non-leafing Verhalten / Non-leafing behaviour
Grafik 2 / Fig. 2
Non-leafing PigmenteNon-leafing Pigmente entstehen entweder durch Zugabe von stark
polaren Substanzen oder Netzadditiven zu leafing Pigmenten oder
durch Verwendung spezieller Schmiermittel (z. B. Ölsäure) direkt
im Zerkleinerungsprozess.
Die non-leafing Pigmente werden vollständig benetzt und vertei-
len sich daher gleichmäßig im gesamten Lackfilm (Grafik 2).
Typische Eigenschaften und Anwendungsgebiete zeigt Tabelle 2.
Non-leafing pigmentsNon-leafing pigments are created either by the addition of strongly
polar substances or wetting agents to leafing pigments or by the
use of special lubricants (e.g. oleic acid) directly in the milling
process.
Non-leafing pigments are completely wetted and thus spread
evenly throughout the entire paint film (Fig. 2). Table 2 shows their
typical properties and areas of use.
Non-leafing Pigmente Non-leafing pigments
Benetzungsverhalten non-leafing Aluminiumpigmente
Tabelle 2
Typische Eigenschaften Anwendung
Orientierung im Lackfilm Grundierung
Absolut abriebfest Can coating
Überlackieren problemlos Coil coating
Einfärbungen möglichPolychromatische Effekte in Lack- und Druckfarben
Hammerschlageffekte
3D-Effekte
Fahrzeuglackierung
„Metallic“
Wetting behaviour of non-leafing aluminium pigments
Table 2
Typical properties Application
orientation in the paint film base coats
completely resistant to rubbing can coating
overcoating is no problem coil coating
combination with colour pigments possiblepolychromatic effects in paints and printing inks
hammerfinish
3D-effects
automotive paints
“Metallic”
Non-leafing Pigmente und Bindemittel
Non-leafing pigments and binding agent
Untergrund / Substrate

8 ECKART
Teilchenform – Teilchengröße – TeilchengrößenverteilungDurch die Zerkleinerung bzw. Verformung der spratzigen
Aluminium grieße entstehen in der Kugelmühle infolge der
Duktilität blättchenförmige Metallpigmente mit Formfaktoren
(Blättchen dicke : Blättchendurchmesser) von 1:50 bis 1:500.
Die Teilchenform variiert von unregelmäßigen Blättchen (Corn-
flakes) bis zu nahezu kreisrunden Teilchen, den so genannten
„Silber dollars“. Silberdollars sind die modernste Pigmentgene ration
mit herausragenden optischen Eigenschaften. Sie werden nach
einem sehr aufwendigen Verfahren unter Verwendung spezieller,
sehr feiner Grieße produziert.
Die statistische Blättchendicke kann je nach Produkt und Zer -
kleinerungstechnologie variieren, d. h. es handelt sich bei den ver-
schiedenen Pigmenten nicht um monodisperse Teilchen, sondern
um heterodisperse Systeme mit mehr oder weniger statistischer
Teilchengrößen- und Teilchendickenverteilung.
Die Teilchengrößenverteilung der Metallpigmente hat einen
entscheidenden Einfluss auf die optischen Eigenschaften der Appli-
ka tionen. Zur Charakterisierung der Pigmente und für die Qualitäts-
kontrolle ist deshalb eine Messung der Teilchengrößenverteilung
unerlässlich, aufgrund der Anisotropie der blättchenförmigen Teil-
chen aber nicht einfach.
Particle shape – particle size – distribution of particle sizeThe ductile nature of the metals used means that milling or crushing
of the irregular atomized powder in the ball mill creates flakes with
shape factors (flake thickness : flake diameter) of 1:50 to 1:500.
Particle shape varies from irregular flakes (cornflakes) to almost
completely round particles, the so-called “silver dollars”. Silver
dollars are the latest pigment generation and have excellent optical
properties. They are produced in an extremely elaborate process
using special, very fine granulates.
Statistical particle thickness can vary depending on the product
and the milling technology used, i.e. the various pigments are not
monodisperse particles but heterodisperse systems with a more or
less statistical distribution of particle sizes and thicknessess.
Particle size distribution in metallic pigments has a decisive
influence on the optical properties of the applications. It is essential,
therefore, to measure particle size distribution for quality control
and in order to classify the pigments, the anisotropy of the flakes
makes this difficult, however.
Teilchenform, Teilchengröße, Teilchengrößenverteilung Particle shape, particle size, distribution of particle size
STAPA®
ECKART 9
Optische EigenschaftenMetallpigmente erzeugen ihre charakteristischen Effekte durch
Reflexion und Streuung von einfallendem Licht an der Pigment-
oberfläche. Der Metalleffekt hängt im Wesentlichen ab von
· Teilchengrößenverteilung
· Teilchenform
· Formfaktor
· Oberflächenglätte
· Pigmentorientierung relativ zur Substratoberfläche
· Benetzungsverhalten (leafing – non-leafing)
Es ist nicht ganz einfach, den visuellen Eindruck des Metalleffekts
zu beschreiben bzw. messtechnisch zu erfassen, da er sich aus
einer Summe charakteristischer Einzeleffekte zusammensetzt. Man
unterscheidet folgende Qualitätsmerkmale:
· Farbton
· Helligkeit/Whiteness
· Brillanz (sparkle und metallischer Glanz)
· Färbekraft (Deckfähigkeit)
· Bunttonsättigung
· Abbildeschärfe/DOI
· Flop
Optical propertiesMetallic pigments create their characteristic effects through
reflection and scattering of light falling on the surface of the
pigment. The metallic effect depends mainly on
· particle size distribution
· particle shape
· the shape factor
· the smoothness of the surface
· pigment orientation in relation to the surface of the substrate
· wetting behaviour (leafing – non-leafing)
It is somewhat difficult to describe or measure the visual impression
of the metallic effect as it is made up of a number of characteristic
individual effects. The following quality criteria are distinguished:
· shade
· brightness/whiteness
· brilliance (sparkle and metallic gloss)
· tinting strength (hiding power)
· colour saturation
· DOI
· Flop
Optische Eigenschaften Optical properties
10 ECKART
FarbtonAluminiumpigmente haben keine Eigenfärbung, sie sind unbunt.
Was sie von Schwarz- und Weißpigmenten unterscheidet, ist der
metallische Glanz bzw. die Brillanz, hervorgerufen durch die Licht-
reflexion an den Pigmentblättchen.
Im Markt verfügbar bzw. in der Entwicklung sind inzwischen auch
farbige Aluminiumpigmente, deren Oberfläche mit farbgebenden
Mitteln beschichtet ist. Bekanntestes Beispiel sind goldfarbene, mit
Eisenoxiden belegte Aluminiumflakes (Paliocrom®, BASF Ludwigs -
hafen).
Ein weiteres neues Produkt sind Aluminiumpigmente, die durch
kontrollierte Oxidation eingefärbt werden. Diese „ALOXAL“-Typen
weisen eine champagnerfarbene Eigenfärbung auf, die neue Mög-
lichkeiten der Farbgebung eröffnet. Insbesondere bei der Abmi-
schung mit Farbpigmenten ergeben sich wärmere Farb töne als mit
konventionellen Aluminiumpigmenten.
Darüber hinaus sind ALOXAL-Pigmente witterungsstabil und ring-
leitungsbeständig.
ShadeAluminium pigments have no colour of their own, they are
achromatic, thus distinguishing from black and white pigments by
their brilliance, or metallic shine, which is caused by the reflection
of light from the pigment flakes.
Coloured aluminium pigments whose surfaces are coated with
colouring agents are now available or are under development. The
best known examples are goldcoloured aluminium flakes coated
with iron oxides (Paliocrom®, a trademark of BASF, Ludwigs-
hafen).
Also new are aluminium pigments coloured by controlled oxidation.
These “ALOXAL” types are champagne coloured pigments which
open up completely new colour possibilities. When mixed with
colour pigments, in particular, warmer shades can be achieved
than with conventional aluminium pigments.
ALOXAL pigments are also weather resistant and stable in
circulation lines.
Farbton/Brillanz, Helligkeit, Bunttonsättigung, Flop, Deckfähigkeit und DOIShade/brilliance, brightness, colour saturation, flop, hiding power and DOI
STAPA®
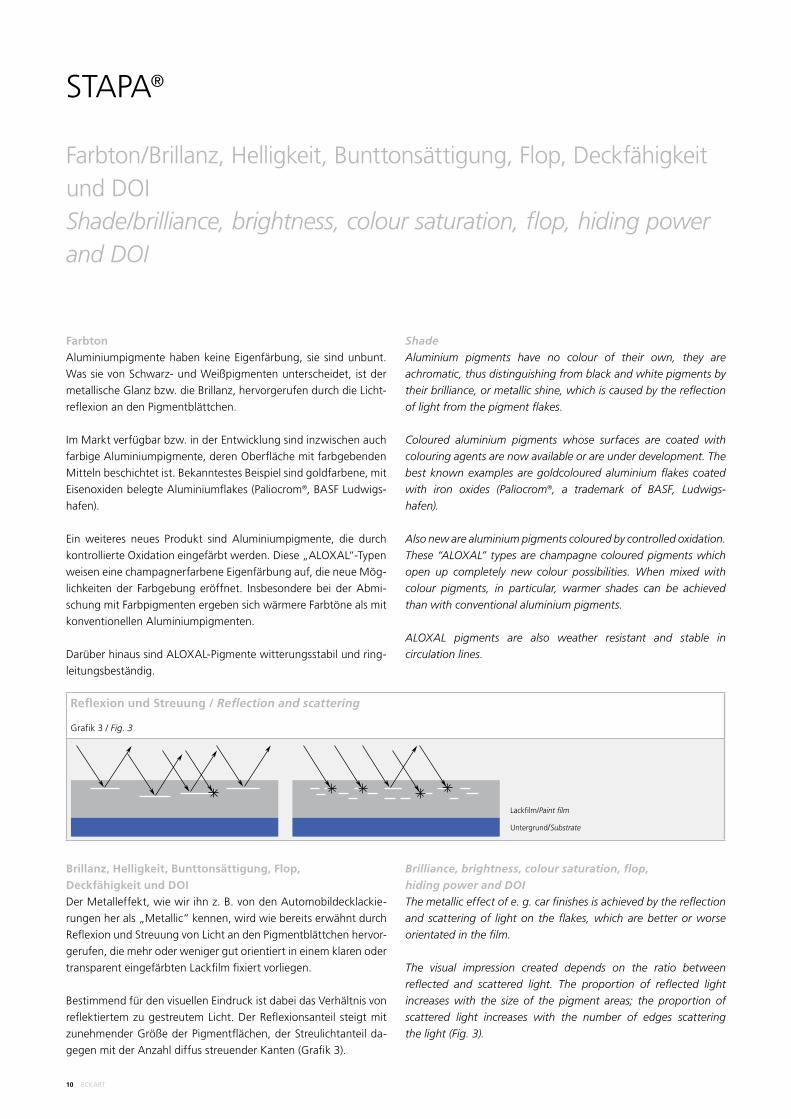
Brillanz, Helligkeit, Bunttonsättigung, Flop, Deckfähigkeit und DOIDer Metalleffekt, wie wir ihn z. B. von den Automobildecklackie-
rungen her als „Metallic“ kennen, wird wie bereits erwähnt durch
Reflexion und Streuung von Licht an den Pigmentblättchen hervor-
gerufen, die mehr oder weniger gut orientiert in einem klaren oder
transparent eingefärbten Lackfilm fixiert vorliegen.
Bestimmend für den visuellen Eindruck ist dabei das Verhältnis von
reflektiertem zu gestreutem Licht. Der Reflexionsanteil steigt mit
zunehmender Größe der Pigmentflächen, der Streulichtanteil da -
gegen mit der Anzahl diffus streuender Kanten (Grafik 3).
Brilliance, brightness, colour saturation, flop, hiding power and DOIThe metallic effect of e. g. car finishes is achieved by the reflection
and scattering of light on the flakes, which are better or worse
orientated in the film.
The visual impression created depends on the ratio between
reflected and scattered light. The proportion of reflected light
increases with the size of the pigment areas; the proportion of
scattered light increases with the number of edges scattering
the light (Fig. 3).
Reflexion und Streuung / Reflection and scattering
Grafik 3 / Fig. 3
Lackfilm/Paint film
Untergrund/Substrate

ECKART 11
Einfluss der Teilchengröße / Influence of particle size
Grafik 4 / Fig. 4
Je gröber also ein Pigment und je runder die Form der Blättchen,
desto höher ist der Reflexionsanteil und damit die metallische
Brillanz, die Helligkeit und die Bunttonsättigung in eingefärbten
Metallics. Auch der Flop, d. h. die Änderung der Helligkeit in
Abhängigkeit vom Betrachtungswinkel, nimmt zu.
In der Praxis erkennt man das Flopverhalten durch den Hellig keits-
Kontrast zwischen senkrechten und waagrechten Wagen partien bzw.
beim Betrachten eines Wagens aus verschiedenen Blickwinkeln.
Je feiner ein Pigment und je unregelmäßiger die Blättchen struktur,
desto höher ist der Streulichtanteil, desto gleichmäßiger und grauer
der Effekt, desto weißer der Flop und desto höher die Deckfähig-
keit und der DOI (Distinctiveness Of Image, Abbilde schärfe).
Je höher der DOI-Wert, desto schärfer ist die Abbildung
(Spiege lung von kontrastreichen Objekten wie Häuser, Wolken,
Bäume etc.) durch die lackierte Oberfläche (Lackglanz).
Besonders gefragt sind nun aber helle, brillante Metallpigmente
mit starkem Flop, die gleichzeitig auch eine hohe Deckfähigkeit
und Abbildeschärfe aufweisen. Leider hängen die erwünschten
Eigenschaften aber großteils gerade gegenläufig von der Teilchen-
größenverteilung ab (Grafik 4).
The coarser the pigment, the rounder the shape of the particles,
the higher the proportion of reflected light and thus of the
brilliance, brightness and colour saturation. Flop – the change
in brightness depending on the viewing angle, also increases.
In practice flop behaviour can be recognized from the difference in
brightness between the horizontal and vertical parts of the car or
by looking at a car from different angles.
The finer the pigment and the more irregular the particle
structure, the higher the proportion of scattered light, the more
uniform, the whiter the flop and darker the effect, the greater the
hiding power and the DOI (distinctiveness of image).
The higher the DOI, the clearer the image (reflection of objects
with high contrast such as buildings, clouds, trees etc.) by the
painted surface (paint gloss).
There is high demand for bright, brilliant metallic pigments
with strong flop which also have good coverage and DOI.
Unfortunately the desired properties depend on particle size
distribution in the opposite way (Fig. 4).
Brillanz, Helligkeit, Bunttonsättigung, Flop, Deckfähigkeit und DOI Brilliance, brightness, colour saturation, flop, hiding power and DOI
fein/fine grob/coarse
Helligkeit / Brightness
Brillanz / Brilliance
Bunttonsättigung / Colour saturation
Flop / Flop
Deckfähigkeit / Coverage
Abbildeschärfe / DOI
12 ECKART
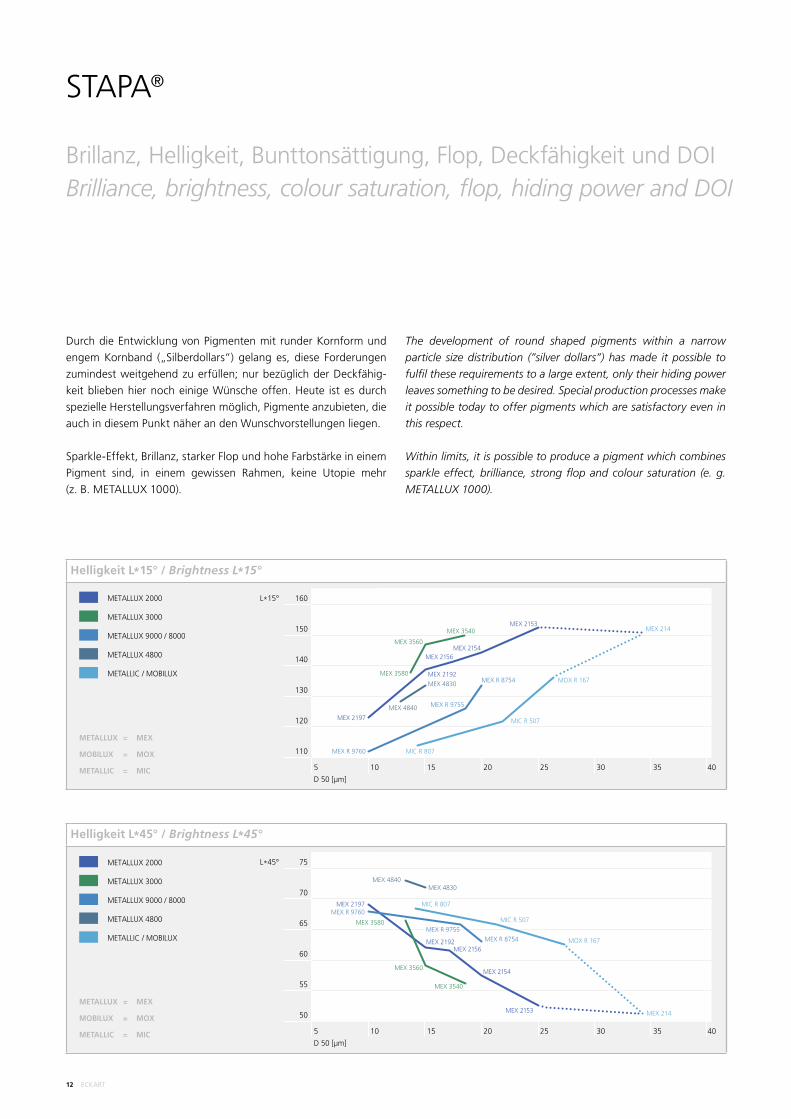
Durch die Entwicklung von Pigmenten mit runder Kornform und
engem Kornband („Silberdollars“) gelang es, diese Forderungen
zumindest weitgehend zu erfüllen; nur bezüglich der Deckfähig-
keit blieben hier noch einige Wünsche offen. Heute ist es durch
spezielle Herstellungsverfahren möglich, Pigmente anzu bieten, die
auch in diesem Punkt näher an den Wunschvor stellungen liegen.
Sparkle-Effekt, Brillanz, starker Flop und hohe Farbstärke in einem
Pigment sind, in einem gewissen Rahmen, keine Utopie mehr
(z. B. METALLUX 1000).
The development of round shaped pigments within a narrow
particle size distribution (”silver dollars”) has made it possible to
fulfil these requirements to a large extent, only their hiding power
leaves something to be desired. Special production processes make
it possible today to offer pigments which are satisfactory even in
this respect.
Within limits, it is possible to produce a pigment which combines
sparkle effect, brilliance, strong flop and colour saturation (e. g.
METALLUX 1000).
Brillanz, Helligkeit, Bunttonsättigung, Flop, Deckfähigkeit und DOI Brilliance, brightness, colour saturation, flop, hiding power and DOI
STAPA®
Helligkeit L*45° / Brightness L*45°
L*45°
5 10 15 20 25 30 35 40
D 50 [µm]
75
70
65
60
55
50
MEX 2197MEX R 9760
MEX 4840MEX 4830
MIC R 807
MIC R 507
MEX R 8754MEX R 9755
MEX 3580
MEX 3560
MEX 3540
MOX R 167
MEX 214
MEX 2192MEX 2156
MEX 2154
MEX 2153
Helligkeit L*15° / Brightness L*15°
METALLUX 2000
METALLUX 3000
METALLUX 9000 / 8000
METALLUX 4800
METALLIC / MOBILUX
METALLUX 2000
METALLUX 3000
METALLUX 9000 / 8000
METALLUX 4800
METALLIC / MOBILUX
L*15°
5 10 15 20 25 30 35 40
D 50 [µm]
160
150
140
130
120
110
METALLUX = MEX
MOBILUX = MOX
METALLIC = MIC
METALLUX = MEX
MOBILUX = MOX
METALLIC = MIC
MEX 2197
MEX 4840
MEX 4830MEX 2192
MEX 2156MEX 2154
MEX 2153
MEX 3580
MEX 3560
MEX 3540
MEX R 9760
MEX R 8754
MEX R 9755
MIC R 807
MIC R 507
MOX R 167
MEX 214

ECKART 13
PigmentorientierungDie beschriebenen Qualitätsmerkmale Brillanz, Helligkeit, Buntton-
sättigung, Deckfähigkeit, Flop und Abbildeschärfe sind aber nicht
nur eine Funktion von Teilchengrößenverteilung und Kornform.
Daneben ist auch die Orientierung der Aluminium blättchen im
Lackfilm von ausschlaggebender Bedeutung für die Ausbildung
eines guten Metalleffekts (Grafik 5).
Einen optimalen Effekt erhält man bei paralleler Ausrichtung der
Blättchen zur Filmoberfläche. Schlechte Orientierung führt zu
„Wolkenbildung“ oder zu einem unruhigen „Salz- und Pfeffer-
Effekt“.
Die Orientierung der blättchenförmigen Pigmente wird im Wesent-
lichen durch die Formulierung und die Applikations bedingungen
beeinflusst.
Grafik 6 zeigt Vergleiche unterschiedlicher Pigmentklassen in zwei
verschiedenen Bindemittelsystemen. Durch das Abdunsten des
Lösemittels schrumpft der Nassfilm und presst praktisch die Alumi-
niumpigmente in eine horizontale Lage. Diese Ausrichtung ist
umso ausgeprägter, je höher der Lösemittelgehalt des Lackes war.
Dies wiederum erklärt die Beobachtung, dass die Pigment-
orientierung und damit auch die optischen Eigenschaften von
„low-solid-Basislacken“ wesentlich besser sind als die von
„high-solid-Lacken“.
Pigment orientationThe quality criteria described – brilliance, brightness, colour
saturation, coverage, flop and DOI – depend not only on particles
and particle size distribution, but also on the orientation of the
aluminium flakes in the paint film (Fig. 5).
Best effects are achieved when the flakes lie parallel to the surface
of the film. Poor orientation leads to ”clouding” or to an uneven
”salt and pepper” effect.
The orientation of flake pigments depends mainly on the formula
and on application conditions. Fig. 6 shows comparisons of diffe-
rent classes of pigments in two different binder systems.
The evaporation of the solvent causes the film to shrink and virtually
press the aluminium pigments into a horizontal position. The
higher the solvent content of the paint, the more pronounced this
effect is. This explains the observed phenomenon that pigment
orientation and thus the optical properties of ”low solid paints” are
considerably better than those of ”high solid paints”.
Einfluss der Teilchenorientierung auf den optischen EffektThe influence of particle orientation on optical effectGrafik 5 / Fig. 5
· schlechte Orientierung /
poor orientation
· ungerichtete Reflexion /
non-directional reflection
· schwacher Flop /
weak flop
· „Salz und Pfeffer“ /
“salt and pepper”
· gute Orientierung /
good orientation
· einheitliche Reflexion /
uniform reflection
· starker Flop /
strong flop
· „Sparkle“ /
“sparkle”
Metalleffekt (ME) verschiedener Pigmente in unterschiedlichen LacksystemenMetallic effect (ME) of different pigments in different paint systemsGrafik 6 / Fig. 6
ME 1800
1600
1400
1200
1000
800
600
400
200
0
Lack A / paint A
Lack B / paint B
c) d)b)a)
a) Silberdollar grob / silver dollar coarse
b) Silberdollar fein / silver dollar fine
c) breites Kornband / cornflakes wide par ticle size distribution
d) enges Kornband / cornflakes narrow par ticle size distribution

14 ECKART
Das abdunstende Lösemittel erzeugt jedoch innerhalb des Nassfilms
starke Turbulenzen und würde bei zu langsamer Verdunstungsrate
durch Bildung sog. Bénard’scher Zellen einer Orientierung des Alu-
miniumpigments im Wege stehen (Wolkenbildung).
Dies kann durch Mitverwendung von Bindemitteln, die die Löse-
mittel schnell abgeben (z. B. Celluloseacetobutyrate), bzw. durch
Zugabe von Additiven, die die Aluminiumpigmente fixieren,
vermieden werden. In der Literatur wird hier besonders auf die
positive Wirkung von Wachsdispersionen als „Abstandshalter“
hingewiesen; auch oberflächenaktive Substanzen werden hierfür
angeboten, jedoch muss deren Wirkung im jeweiligen Bindemittel
erst geprüft werden.
Mechanische Eigenschaften Die z. T. außerordentlich dünnen Metallpigmente sind gegen hohe
mechanische Scherkräfte überaus empfindlich.
Die Folgen einer zu starken mechanischen Belastung wären
Stippenbildung durch Verformung der Teilchen, Verlust der opti-
schen Qualitätsmerkmale durch Nachzerkleinerung der Pigmente,
im ungünstigsten Fall sogar chemische Reaktionen, da durch
Schaffung ungeschützter Metalloberflächen und dadurch bedingte
chemische Aktivierung der Metallpigmente diese mit dem Lack-
system in Wechselwirkung treten können.
Zu beachten sind die mechanischen Eigenschaften der Metall-
pigmente insbesondere bei der Dispergierung der Pigmente, aber
auch bei der Verarbeitung von Metalleffektlacken in kritischen
Pumpensystemen bzw. Ringleitungen.
The evaporating solvent creates powerful turbulences within the
wet film, however, and if evaporation is too slow these hinder the
orientation of the aluminium pigment through the formation of
so-called Bénard cells (clouding).
It is a help here to use binding agents which release the solvents
quickly (e.g. cellulose acetobutyrate) or to include additives which
fix the bronze particles. Attention is drawn in the relevant litera-
ture to the positive effect of wax dispersions as “distance keepers”;
surface active substances are also available for this purpose, but
their effect in the binding agent must be tested first.
Mechanical properties Extremely thin metallic pigments are sensitive to high mechanical
shear forces.
The consequences of mechanical shear stress caused by deformation
of the particles, the loss of optical properties by creating very fine
particles could be the creation of specs, and in the worst case
chemical reactions caused by the creation of unprotected metal
surfaces and thus the chemical activation of the metallic pigments
which can cause interaction with the paint system.
Attention should be paid to the mechanical properties of the
metallic pigments especially during dispersion but also when
special effect metallic paints are being processed in critical pump
systems or circulation lines.
Mechanische Eigenschaften Mechanical properties
STAPA®

ECKART 15
Verarbeitung von MetalleffektpigmentenVoraussetzung für eine optimale Effektausbildung und eine gleich-
mäßige und stippenfreie Lackierung ist eine vollständige Disper-
gierung der Metallpigmente im Lack. Um dies zu erreichen, ist
aufgrund der zuvor beschriebenen mechanischen Eigen schaften
eine gänzlich andere Vorgehensweise der Verarbeitung als bei
Buntpigmenten erforderlich.
Grundsätzlich sind für Metalleffektpigmente Dispergieraggre gate
zu verwenden, die das einzelne Teilchen mechanisch nicht zu stark
belasten. Eine zu starke mechanische Belastung kann zu Verfor-
mung und Nachzerkleinerung der Aluminiumpigmente führen. Die
Folge ist eine Verschlechterung des optischen Effektes.
In diesem Zusammenhang ist bei Rührwerken (Dissolvern) zum
einen auf eine niedrige Umdrehungszahl zu achten, empfehlens-
wert sind Umlaufgeschwindigkeiten von 500 – 800 rpm. Zum
anderen spielt die Form der Dissolver-Scheiben eine entscheiden de
Rolle, geeignet sind hier Flügelrührer, flache oder gezahnte Dissol-
ver-Scheiben. Wichtig ist zudem das Verhältnis zwischen Rührer-
und Kesseldurchmesser, das optimalerweise zwischen
0,5 und 0,7 liegen sollte.
Um Reste nicht dispergierter Pigmentpaste am Kesselboden
zu vermeiden und eine vollständige Dispergierung der Paste zu ge -
währleisten, sollte der Rührer während der Dispergierung bis weit
in das untere Drittel des Anteigekessels reichen.
Unterstützt wird das Homogenisieren der Paste durch ein Vor-
dispergieren des Metallpigmentes im Lösemittel. Das Verhältnis
Aluminiumpaste zu Lösemittel sollte etwa bei 1:1 bis 1:2 liegen.
Geeignete Lösemittel für die Vordispergierung von leafing
Pigmenten sind aromatische Kohlenwasserstoffe (z. B. Xylol) und
Testbenzin. Hier dürfen keine polaren Lösemittel und Dispergier-
Netzmittel verwendet werden, da die Pigmente sonst benetzt wer-
den und somit ihre leafing Eigenschaft verlieren.
Geeignete Lösemittel für die Vordispergierung von non-leafing
Pigmenten sind polare Lösemittel (z. B. Alkohole, Ester, Ether ester)
und Lösemittelgemische.
Processing metallic pigmentsComplete dispersion of the metallic pigments in the paint is essen-
tial if the full special effect is to be achieved and the coating is to
be even without specs. However, the mechanical properties
described above mean that the dispersion process is quite different
to that for colour pigments.
Aggregates are recommended that do not place a high mechanical
strain on to the individual flakes during the dispersion steps. High
shear may result in deforming and/or fracturing of the pigment
particles leading to a deterioration of the visual effect.
Stirrers (dissolvers) should therefore be operated at low speeds of
500 – 800 rpm. The shape of the dissolver discs is also important,
with blade stirrers, flat or toothed dissolver discs being most
suitable. A further important point is the ratio of the stirrer diameter
to the dispersion vessel diameter, which should ideally be some-
where between 0.5 and 0.7.
Please note the mixing blade should be close to the bottom of
the mixing vessel in order to ensure complete dispersion of the
pigment paste.
The homogenisation process is improved by first dispersing the
metallic pigment in a solvent. The ratio of aluminium paste to
solvent should be about 1:1 to 1:2.
Solvents suitable for the preliminary dispersion of leafing pigments
include aromatic hydrocarbons (e.g. xylol) and mineral spirit. Polar
solvents and dispersion wetting agents should not be used here,
otherwise the pigments are wetted, making them lose their leafing
characteristics.
Solvents suitable for the preliminary dispersion of non-leafing pig-
ments include polar solvents (e.g. alcohols, esters, ether ester) and
mixtures of these solvents.
Verarbeitung von Metalleffektpigmenten Processing metallic pigments

16 ECKART
Die Zugabe geeigneter Netzmittel kann den Verarbeitungsprozess
erleichtern, d. h. die Benetzung und das Separieren der Pigmente
beschleunigen. Zudem ist die Paste stabiler und neigt weniger zu
einer Reagglomeration der Pigmente.
Chlorkohlenwasserstoffe sind ungeeignet, da diese unter ungüns-
tigen Bedingungen Chlorwasserstoff abspalten können, welcher
mit dem fein verteilten Pigment reagieren würde. Auf Wasser -
freiheit der Lösemittel ist ebenfalls zu achten, um die Reaktion
unstabilisierter Pigmente mit Wasser auszuschließen.
Zur besseren Verarbeitung empfiehlt sich, die Aluminiumpigment-
pasten vorzulegen und das Lösemittel unter Rühren portionsweise
zuzugeben. Diese Vormischung kann dann entweder nach einer
Ruhephase („Einsumpfen lassen der Pigmentpaste“) oder sofort
mit einem Rührer (Dissolver) homogenisiert werden. Sind sämtliche
Pigmente gut dispergiert, so hat die Vormischung ein sämiges Aus-
sehen.
Folgende Reihenfolge der Lackherstellung ist empfehlenswert:
· Zuerst die Pigmentpaste vorlegen, dann das Lösemittel unter
ständigem Rühren zugeben.
· Nach der Homogenisierung sollte das Pigment-Slurry auf
Vorhandensein undispergierter Pastenreste überprüft werden.
· Nach dieser Kontrolle erfolgt das Auflacken, d. h. die ggf. wei-
tere Anteigung mit Lösemittel und die Zugabe weiterer Rezep-
turbestandteile, wie Bindemittel, Additive usw.
In vielen Fällen muss jedoch umgekehrt gearbeitet und das vor-
dispergierte Metallpigment in das Bindemittel eingerührt werden.
Grund ist ein Konzentrationsphänomen welches einen Pigment-
bzw. Lösemittelschock auslöst und eine Agglomeration der
Pigmente zur Folge hat.
Vor Festlegung der Produktionsabfolge sollte daher unbedingt
in Laborversuchen die richtige Reihenfolge der Lackzubereitung
ermittelt werden.
Während des gesamten Verarbeitungsprozesses ist es wichtig, die
Paste so gut wie möglich abzudecken, um eine starkes Verdunsten
des Lösemittels zu verhindern. Dies würde zu einer Reagglomera-
tion der Pigmente führen.
Adding appropriate wetting agents can help by accelerating
the wetting out of the pigments and separating them from each
other. In addition, this makes the paste more stable, and reduces
the risk of a pigment reagglomeration.
Chlorinated hydrocarbons are not suitable as, under unfavourable
conditions, they can split off hydrogen chloride which would react
with the finely dispersed pigment. Care should also be taken to
ensure that the solvent contains no water, to prevent the reaction
of unstabilised pigments with water.
For improved results, it is advisable to start with the aluminium
pigment paste and then add the solvent gradually while stirring.
This initial mix can then either be homogenised immediately or
after a while (“leaving the pigment paste to soak”) using a stirrer
(dissolver). If all the pigments are fully dispersed, the pigment mix
will take on a thick appearance.
We recommend the following sequence for manufacturing coatings:
· Firstly, put the pigment paste in the dispersion vessel, then
add the solvent, stirring constantly.
· Following homogenisation, the pigment slurry should be
inspected for signs of undispersed pigment paste.
· The next stage after this check will be the addition of more
solvent if necessary to give it a paste consistency, and the
addition of other ingredients such as binder, additives, etc.
It is, however, often necessary to reverse this procedure and to stir
the metallic pigment – after preliminary dispersion – into the binder
in order to avoid a pigment or solvent concentration shock, which
would lead to an agglomeration of the pigments.
It is therefore essential that laboratory tests be carried out in order
to find out the right sequence for the coating preparation before
production.
The paste should be covered as much as possible throughout the
process to limit evaporation of the solvent, which could lead to a
reagglomeration of the pigments.
Verarbeitung von Metalleffektpigmenten Processing metallic pigments
STAPA®

ECKART 17
Chemische Eigenschaften / Chemical properties
Tabelle 3 / Table 3
Verhalten gegenüber/Behaviour towards Aluminium
sauren Medien / Acid media Gasentwicklung, Vergrauung / Gas formation, greying
basischen Medien / Alcaline media Gasentwicklung / Gas formation
Halogenen / Halogens Gasentwicklung / Gas formation
Ringleitungsbeständigkeit In der Automobilindustrie werden die Lacke (Farbtöne) permanent
in Ringleitungen umgepumpt und bei Bedarf aus diesen abgezogen.
In kritischen Pumpensystemen, insbesondere jedoch an den Druck-
regelventilen zwischen Ringleitung und Sprüheinrichtung, treten
hohe Scherkräfte auf, welche zu einer Beschädigung der Metall-
pigmente führen können. Oft sind es jedoch lediglich nachträgliche
Dispergiervorgänge (Nachbenetzung durch lange Verweildauer
und Turbulenzen), welche zu einer Änderung des optischen Effekts
führen.
Für besonders aggressive Ringleitungen wurden daher spezielle
Aluminiumpigmente, die so genannten „non-degrading“-Flakes,
entwickelt. Durch ihre höhere Teilchendicke erweisen sich diese
Produkte als mechanisch besonders stabil. Allerdings bleiben auch
Orientierung, Flop und Farbstärke nicht unbeeinflusst von der ver-
änderten Geometrie.
Chemische Eigenschaften Die chemischen Eigenschaften von Aluminiumpigmenten schrän-
ken die Auswahl an Binde- und Lösemitteln stark ein (Tabelle 3).
Für wässrige Lacksysteme wurden speziell stabilisierte Alumini um-
pigmente entwickelt (STAPA® Hydro…), welche die Formulie rung
lagerstabiler Wasserlacke erlauben.
Degradation resistance In the automotive industry the individual paints (shades) are
constantly pumped round circulation systems and drawn off
as required. High shear forces arise in critical pump systems,
especially at the pressure control valves between the circulation
system and the spraying device and these can damage the metallic
pigments. Often however it is simply subsequent dispersion
processes (subsequent wetting through long dwell times and
turbulences) which lead to a change in the optical effect.
Special aluminium pigments, so-called “non-degrading flakes”
have therefore been developed for particularly aggressive
circulation lines. The greater thickness of the flakes gives these
products higher mechanical stability. The altered geometry is not
without effect on orientation, flop and colour intensity, however.
Chemical properties The chemical properties of aluminium, severely limit the choice
of binders and solvents (Table 3).
Specially stabilized aluminium pigments (STAPA® Hydro…) have
been developed for water-based paint systems which allow the
creation of water-based paints which are stable in storage.
Ringleitungsbeständigkeit / chemische Eigenschaften Degradation resistance / chemical properties
18 ECKART
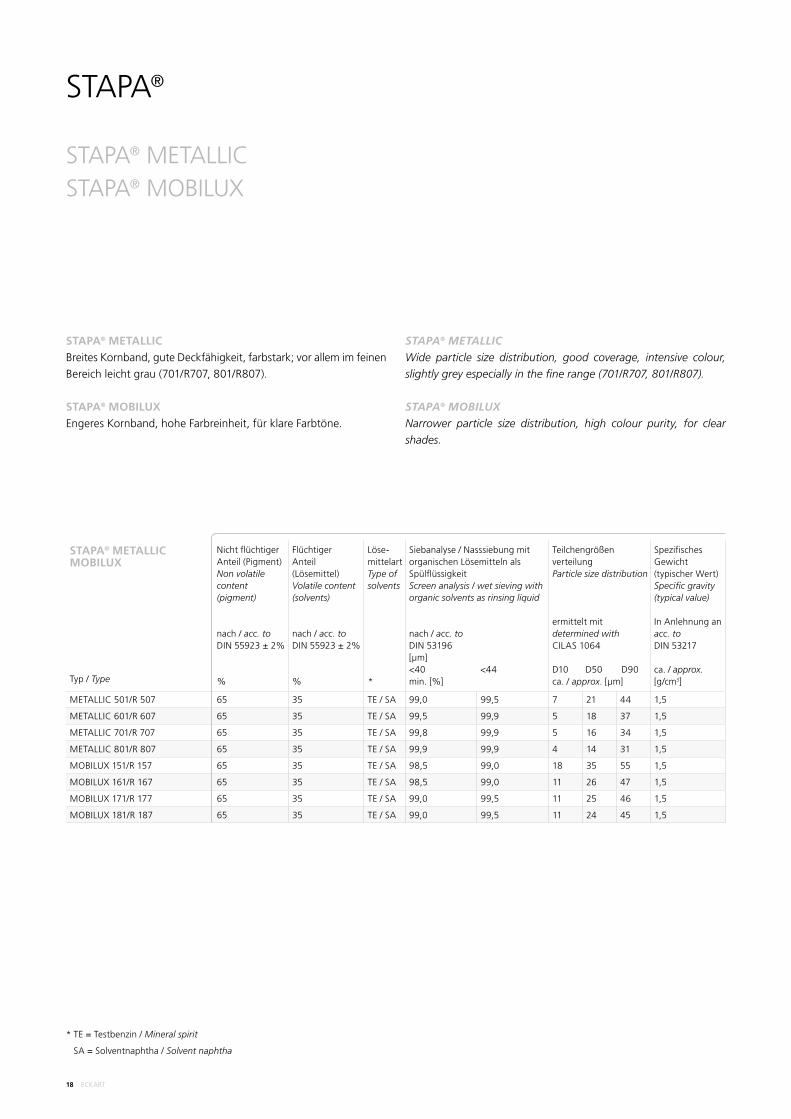
STAPA® METALLICSTAPA® MOBILUX
STAPA®
* TE = Testbenzin / Mineral spirit
SA = Solventnaphtha / Solvent naphtha
STAPA® METALLICBreites Kornband, gute Deckfähigkeit, farbstark; vor allem im feinen
Bereich leicht grau (701/R707, 801/R807).
STAPA® MOBILUXEngeres Kornband, hohe Farbreinheit, für klare Farbtöne.
STAPA® METALLICWide particle size distribution, good coverage, intensive colour,
slightly grey especially in the fine range (701/R707, 801/R807).
STAPA® MOBILUX Narrower particle size distribution, high colour purity, for clear
shades.
STAPA® METALLICMOBILUX
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm] <40 <44min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
METALLIC 501/R 507 65 35 TE / SA 99,0 99,5 7 21 44 1,5
METALLIC 601/R 607 65 35 TE / SA 99,5 99,9 5 18 37 1,5
METALLIC 701/R 707 65 35 TE / SA 99,8 99,9 5 16 34 1,5
METALLIC 801/R 807 65 35 TE / SA 99,9 99,9 4 14 31 1,5
MOBILUX 151/R 157 65 35 TE / SA 98,5 99,0 18 35 55 1,5
MOBILUX 161/R 167 65 35 TE / SA 98,5 99,0 11 26 47 1,5
MOBILUX 171/R 177 65 35 TE / SA 99,0 99,5 11 25 46 1,5
MOBILUX 181/R 187 65 35 TE / SA 99,0 99,5 11 24 45 1,5

ECKART 19
STAPA® METALLUX200 / 400
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm]<63 <40 <44min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
METALLUX 212/R 272 70 30 TE / SA 99,8 – – 31 54 77 1,6
METALLUX 214/R 274 70 30 TE / SA – 98,5 99,0 18 34 53 1,6
METALLUX 216/R 276 70 30 TE / SA – 98,5 99,0 14 30 51 1,6
METALLUX 217/R 277 65 35 TE / SA – 98,5 99,0 13 29 50 1,5
METALLUX 218/R 278 65 35 TE / SA – 98,5 99,0 12 28 49 1,5
METALLUX 414/R 474 65 35 TE / SA – 98,5 99,0 11 26 47 1,5
METALLUX 415/R 475 65 35 TE / SA – 99,5 99,9 9 24 45 1,5
METALLUX 416/R 476 65 35 TE / SA – 99,5 99,9 7 21 42 1,5
STAPA® METALLUX 200STAPA® METALLUX 400
STAPA® METALLUX 200Grobe Sparkle-Typen, sehr enges Kornband, für klare Farbtöne mit
Glitzereffekt.
STAPA® METALLUX 400Mittlere Feinheit, enges Kornband, für helle Silbereffekte.
STAPA® METALLUX 200Coarse sparkle types, very narrow particle size distribution, for clear
shades with sparkle effect.
STAPA® METALLUX 400 Medium fine, narrow particle size distribution, for bright silver
effects.
20 ECKART
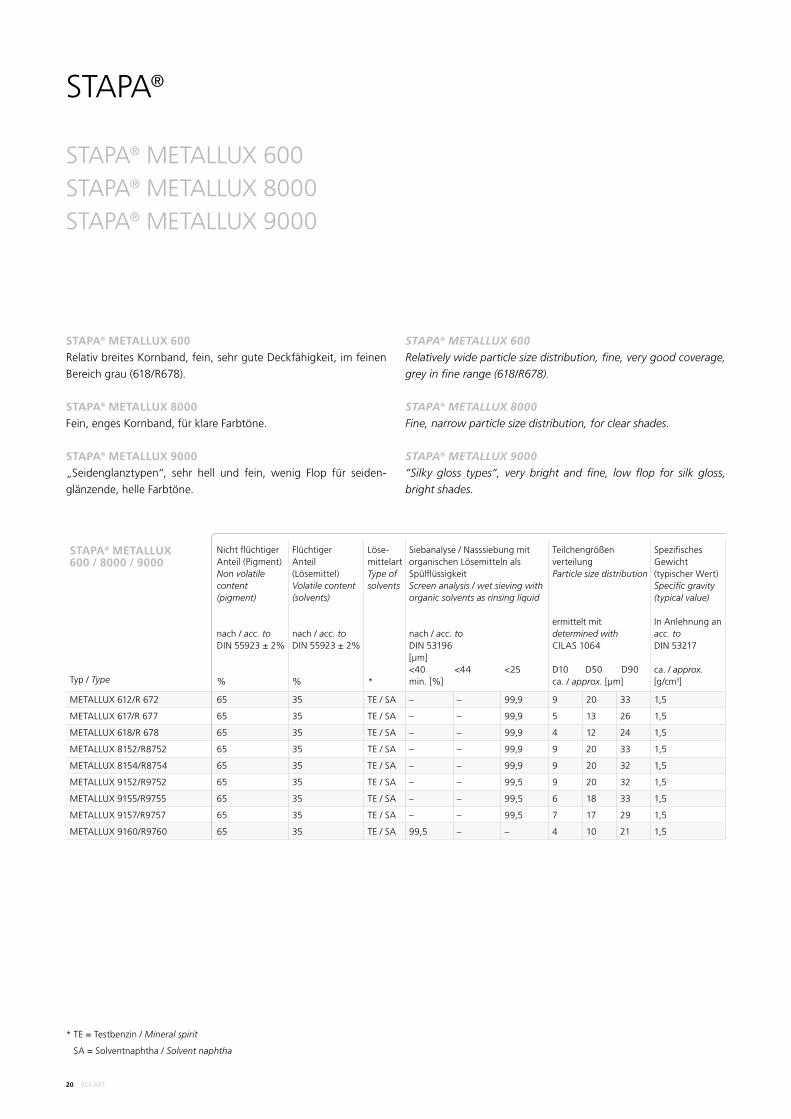
STAPA® METALLUX 600STAPA® METALLUX 8000STAPA® METALLUX 9000
STAPA®
* TE = Testbenzin / Mineral spirit
SA = Solventnaphtha / Solvent naphtha
STAPA® METALLUX 600Relativ breites Kornband, fein, sehr gute Deckfähigkeit, im feinen
Bereich grau (618/R678).
STAPA® METALLUX 8000Fein, enges Kornband, für klare Farbtöne.
STAPA® METALLUX 9000„Seidenglanztypen“, sehr hell und fein, wenig Flop für seiden-
glänzende, helle Farbtöne.
STAPA® METALLUX 600Relatively wide particle size distribution, fine, very good coverage,
grey in fine range (618/R678).
STAPA® METALLUX 8000 Fine, narrow particle size distribution, for clear shades.
STAPA® METALLUX 9000 “Silky gloss types”, very bright and fine, low flop for silk gloss,
bright shades.
STAPA® METALLUX600 / 8000 / 9000
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm]<40 <44 <25min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
METALLUX 612/R 672 65 35 TE / SA – – 99,9 9 20 33 1,5
METALLUX 617/R 677 65 35 TE / SA – – 99,9 5 13 26 1,5
METALLUX 618/R 678 65 35 TE / SA – – 99,9 4 12 24 1,5
METALLUX 8152/R8752 65 35 TE / SA – – 99,9 9 20 33 1,5
METALLUX 8154/R8754 65 35 TE / SA – – 99,9 9 20 32 1,5
METALLUX 9152/R9752 65 35 TE / SA – – 99,5 9 20 32 1,5
METALLUX 9155/R9755 65 35 TE / SA – – 99,5 6 18 33 1,5
METALLUX 9157/R9757 65 35 TE / SA – – 99,5 7 17 29 1,5
METALLUX 9160/R9760 65 35 TE / SA 99,5 – – 4 10 21 1,5
ECKART 21
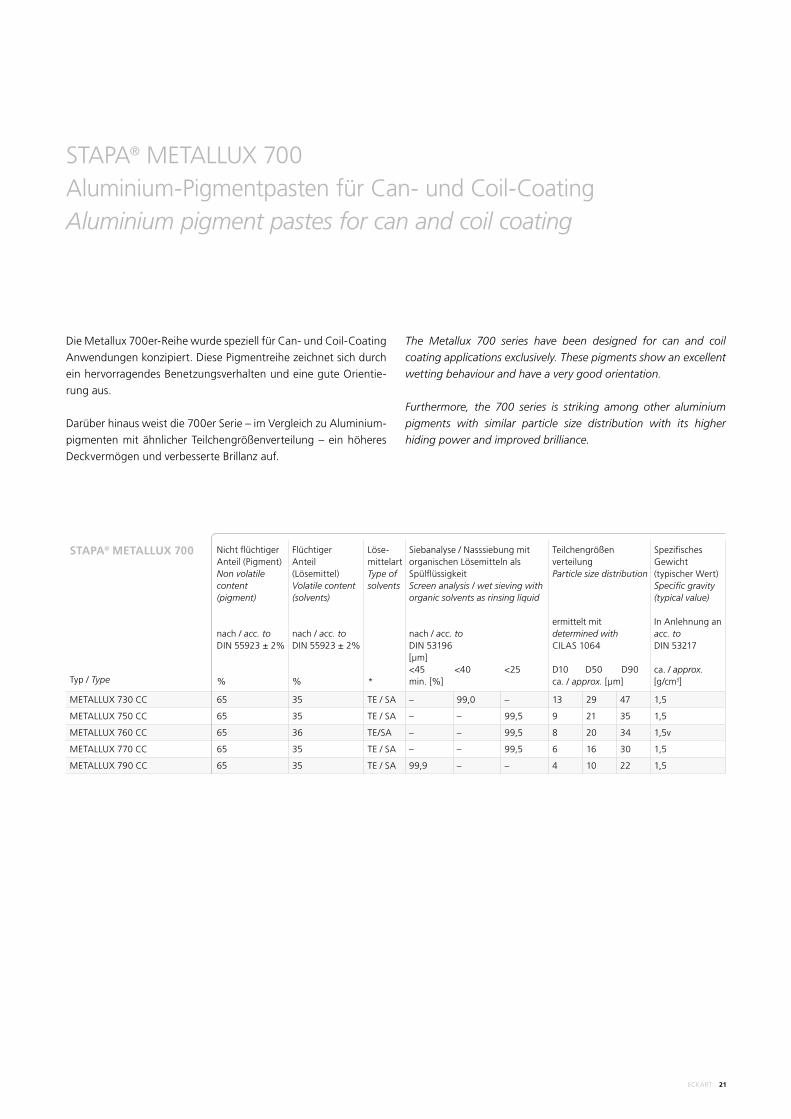
STAPA® METALLUX 700Aluminium-Pigmentpasten für Can- und Coil-CoatingAluminium pigment pastes for can and coil coating
Die Metallux 700er-Reihe wurde speziell für Can- und Coil- Coating
Anwendungen konzipiert. Diese Pigmentreihe zeichnet sich durch
ein hervorragendes Benetzungsverhalten und eine gute Orientie-
rung aus.
Darüber hinaus weist die 700er Serie – im Vergleich zu Aluminium-
pigmenten mit ähnlicher Teilchengrößenverteilung – ein höheres
Deckvermögen und verbesserte Brillanz auf.
The Metallux 700 series have been designed for can and coil
coating applications exclusively. These pigments show an excellent
wetting behaviour and have a very good orientation.
Furthermore, the 700 series is striking among other aluminium
pigments with similar particle size distribution with its higher
hiding power and improved brilliance.
STAPA® METALLUX 700
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm] <45 <40 <25min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
METALLUX 730 CC 65 35 TE / SA – 99,0 – 13 29 47 1,5
METALLUX 750 CC 65 35 TE / SA – – 99,5 9 21 35 1,5
METALLUX 760 CC 65 36 TE/SA – – 99,5 8 20 34 1,5v
METALLUX 770 CC 65 35 TE / SA – – 99,5 6 16 30 1,5
METALLUX 790 CC 65 35 TE / SA 99,9 – – 4 10 22 1,5
22 ECKART
* TE = Testbenzin / Mineral spirit
SA = Solventnaphtha / Solvent naphtha
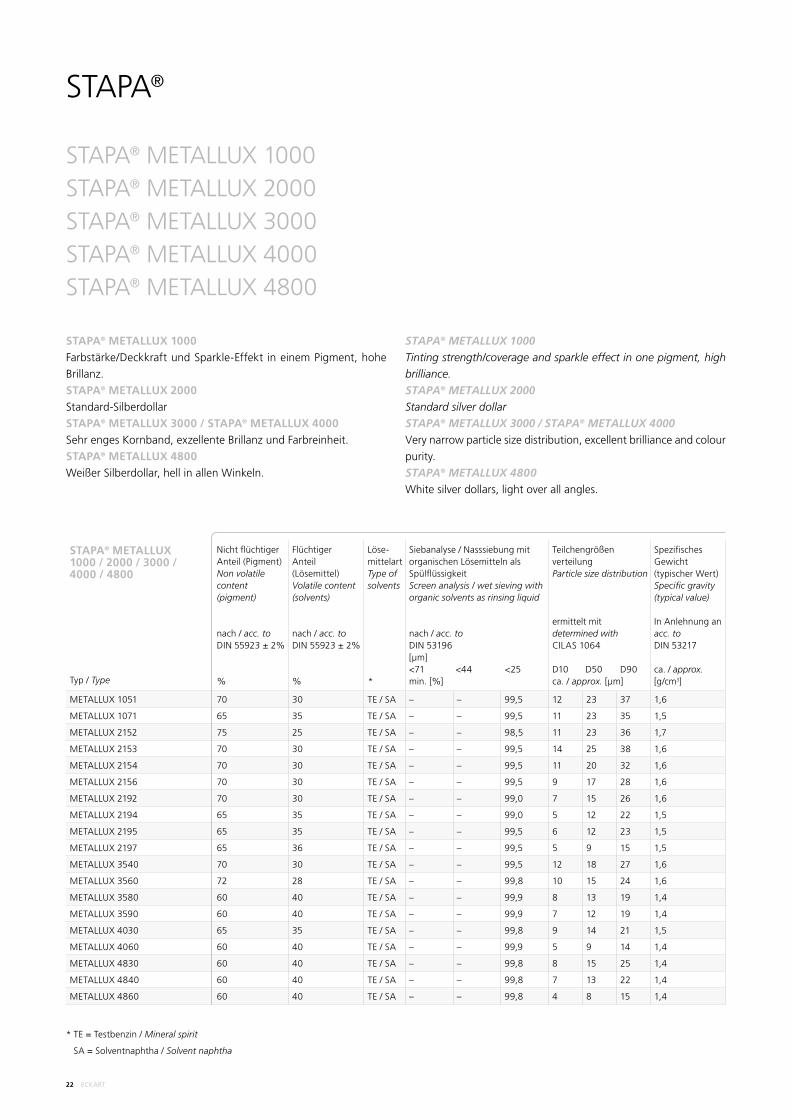
STAPA® METALLUX 1000STAPA® METALLUX 2000STAPA® METALLUX 3000STAPA® METALLUX 4000STAPA® METALLUX 4800
STAPA®
STAPA® METALLUX 1000Farbstärke/Deckkraft und Sparkle-Effekt in einem Pigment, hohe
Brillanz.
STAPA® METALLUX 2000Standard-Silberdollar
STAPA® METALLUX 3000 / STAPA® METALLUX 4000Sehr enges Kornband, exzellente Brillanz und Farbreinheit.
STAPA® METALLUX 4800Weißer Silberdollar, hell in allen Winkeln.
STAPA® METALLUX 1000 Tinting strength/coverage and sparkle effect in one pigment, high
brilliance.
STAPA® METALLUX 2000Standard silver dollar
STAPA® METALLUX 3000 / STAPA® METALLUX 4000 Very narrow particle size distribution, excellent brilliance and colour
purity.
STAPA® METALLUX 4800 White silver dollars, light over all angles.
STAPA® METALLUX1000 / 2000 / 3000 / 4000 / 4800
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm]<71 <44 <25min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
METALLUX 1051 70 30 TE / SA – – 99,5 12 23 37 1,6
METALLUX 1071 65 35 TE / SA – – 99,5 11 23 35 1,5
METALLUX 2152 75 25 TE / SA – – 98,5 11 23 36 1,7
METALLUX 2153 70 30 TE / SA – – 99,5 14 25 38 1,6
METALLUX 2154 70 30 TE / SA – – 99,5 11 20 32 1,6
METALLUX 2156 70 30 TE / SA – – 99,5 9 17 28 1,6
METALLUX 2192 70 30 TE / SA – – 99,0 7 15 26 1,6
METALLUX 2194 65 35 TE / SA – – 99,0 5 12 22 1,5
METALLUX 2195 65 35 TE / SA – – 99,5 6 12 23 1,5
METALLUX 2197 65 36 TE / SA – – 99,5 5 9 15 1,5
METALLUX 3540 70 30 TE / SA – – 99,5 12 18 27 1,6
METALLUX 3560 72 28 TE / SA – – 99,8 10 15 24 1,6
METALLUX 3580 60 40 TE / SA – – 99,9 8 13 19 1,4
METALLUX 3590 60 40 TE / SA – – 99,9 7 12 19 1,4
METALLUX 4030 65 35 TE / SA – – 99,8 9 14 21 1,5
METALLUX 4060 60 40 TE / SA – – 99,9 5 9 14 1,4
METALLUX 4830 60 40 TE / SA – – 99,8 8 15 25 1,4
METALLUX 4840 60 40 TE / SA – – 99,8 7 13 22 1,4
METALLUX 4860 60 40 TE / SA – – 99,8 4 8 15 1,4
ECKART 23
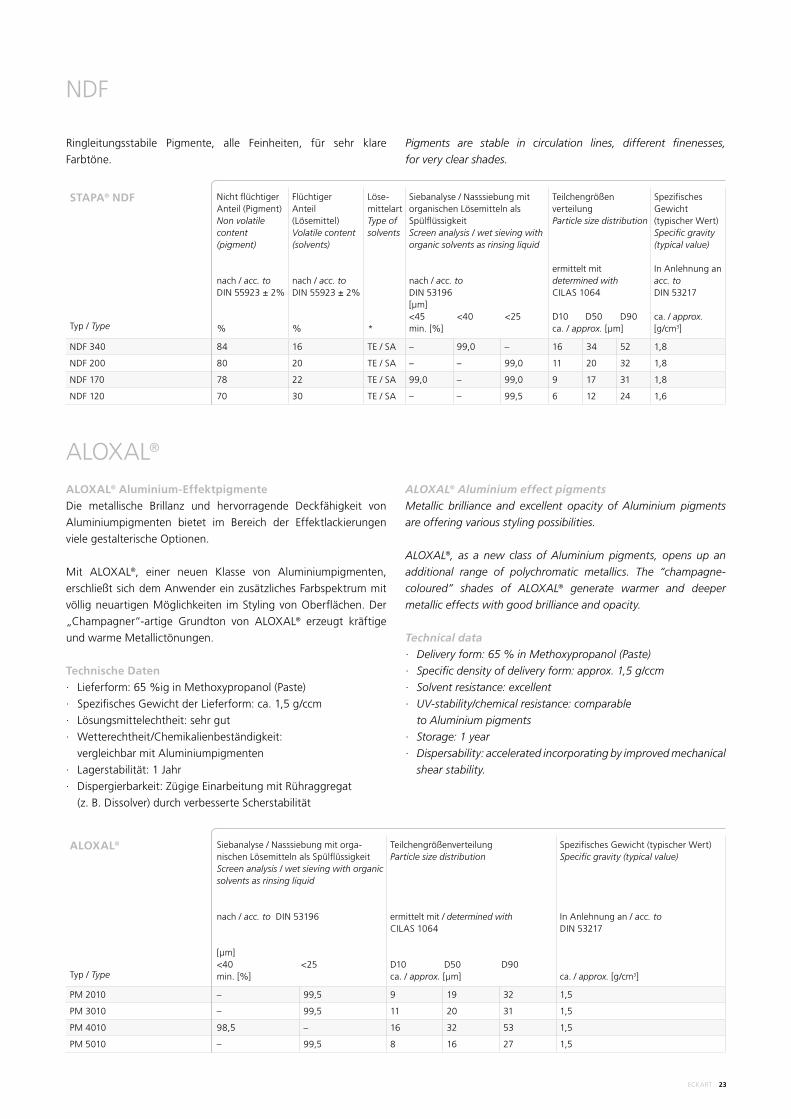
ALOXAL® Aluminium-Effektpigmente Die metallische Brillanz und hervorragende Deckfähigkeit von
Aluminiumpigmenten bietet im Bereich der Effektlackierungen
viele gestalterische Optionen.
Mit ALOXAL®, einer neuen Klasse von Aluminiumpigmenten,
erschließt sich dem Anwender ein zusätzliches Farbspektrum mit
völlig neuartigen Möglichkeiten im Styling von Oberflächen. Der
„Champagner“-artige Grundton von ALOXAL® erzeugt kräftige
und warme Metallictönungen.
Technische Daten· Lieferform: 65 %ig in Methoxypropanol (Paste)
· Spezifisches Gewicht der Lieferform: ca. 1,5 g/ccm
· Lösungsmittelechtheit: sehr gut
· Wetterechtheit/Chemikalienbeständigkeit:
vergleichbar mit Aluminiumpigmenten
· Lagerstabilität: 1 Jahr
· Dispergierbarkeit: Zügige Einarbeitung mit Rühraggregat
(z. B. Dissolver) durch verbesserte Scherstabilität
ALOXAL® Aluminium effect pigments Metallic brilliance and excellent opacity of Aluminium pigments
are offering various styling possibilities.
ALOXAL®, as a new class of Aluminium pigments, opens up an
additional range of polychromatic metallics. The “champagne-
coloured” shades of ALOXAL® generate warmer and deeper
metallic effects with good brilliance and opacity.
Technical data· Delivery form: 65 % in Methoxypropanol (Paste)
· Specific density of delivery form: approx. 1,5 g/ccm
· Solvent resistance: excellent
· UV-stability/chemical resistance: comparable
to Aluminium pigments
· Storage: 1 year
· Dispersability: accelerated incorporating by improved mechanical
shear stability.
ALOXAL®
Typ / Type
Siebanalyse / Nasssiebung mit orga-nischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196
[µm] <40 <25min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit / determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an / acc. to DIN 53217
ca. / approx. [g/cm3]
PM 2010 – 99,5 9 19 32 1,5
PM 3010 – 99,5 11 20 31 1,5
PM 4010 98,5 – 16 32 53 1,5
PM 5010 – 99,5 8 16 27 1,5
ALOXAL®
NDF
STAPA® NDF
Typ / Type
Nicht flüchtiger Anteil (Pigment) Non volatile content(pigment)
nach / acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel) Volatile content (solvents)
nach / acc. to DIN 55923 ± 2%
%
Löse- mittelart Type of solvents
*
Siebanalyse / Nasssiebung mit organischen Lösemitteln als SpülflüssigkeitScreen analysis / wet sieving with organic solvents as rinsing liquid
nach / acc. to DIN 53196[µm]<45 <40 <25min. [%]
Teilchengrößenverteilung Particle size distribution
ermittelt mit determined withCILAS 1064
D10 D50 D90ca. / approx. [µm]
Spezifisches Gewicht (typischer Wert) Specific gravity (typical value)
In Anlehnung an acc. to DIN 53217
ca. / approx. [g/cm3]
NDF 340 84 16 TE / SA – 99,0 – 16 34 52 1,8
NDF 200 80 20 TE / SA – – 99,0 11 20 32 1,8
NDF 170 78 22 TE / SA 99,0 – 99,0 9 17 31 1,8
NDF 120 70 30 TE / SA – – 99,5 6 12 24 1,6
Ringleitungsstabile Pigmente, alle Feinheiten, für sehr klare
Farbtöne.
Pigments are stable in circulation lines, different finenesses,
for very clear shades.
24 ECKART
STAPA®
Metallpigmente in umweltfreundlichen Lacksystemen/ wässrigen LacksystemeMetallic pigments in environment-friendly paint systems/ water-based paint systems
Umweltbelastung und Rohstoffverknappung haben in den letzten
Jahren nahezu dramatisch zugenommen. Auch die Lack industrie
und vor allem auch die Lack verarbeitende Industrie sind durch ent-
sprechende gesetzliche Auflagen und Richtlinien dazu aufgefor-
dert, ihren Beitrag zur Reinhaltung unserer Umwelt zu leisten.
Dies hat nicht nur zur Verbesserung der Applikationsverfahren
(z. B. durch den höheren Auftragswirkungsgrad bei der Elektro-
statik lackierung) und der mechanischen und thermischen Luft reini-
gungs verfahren (Filter, Nachverbrennung usw.), sondern vor allem
auch zur Entwicklung umweltfreundlicher, d. h. lösemittelarmer
bzw. -freier Lacksysteme geführt.
Wässrige LacksystemeAufgrund der auf Seite 17 beschriebenen chemischen Eigen-
schaften von Aluminiumpigmenten ist deren Einsatz in wässrigen
Lack systemen (Dispersionen, löslichen Systemen, anodische und
kathodische Elektrotauchlackierungen etc.) sehr kritisch.
Es geht dabei weniger darum, die an sich hydrophoben Metall-
pigmente durch Zusatz geeigneter Tenside oder durch Mitverwen-
dung wassermischbarer Lösemittel wasserdispergierbar zu machen.
Die Herausforderung ist vielmehr, durch geeignete Schutz-
mechanismen die Lagerstabilität und die Verarbeitbarkeit metall-
pigmentierter Wasserlacke zu gewährleisten.
Aluminiumpigmente für wässrige Lacksysteme müssen nicht
nur gegen Wasser selbst, sondern auch in einer Vielzahl von unter-
schiedlichen Bindemittelsystemen stabil sein. Die Gasungsstabilität
hängt dabei sehr stark von der Beschichtungszusammensetzung
ab und ist damit nur eine relative Größe. Eine wichtige Rolle spie-
len z. B. der pH-Wert, die Nukleophilie der zur Bindemittelneutra-
lisation verwendeten Basen, die Anwesenheit von pigmentaffinen
chemischen Gruppen im Bindemittel und die als Co-Löser enthal-
tenen organischen Lösemittel.
Pollution and the shortage of raw materials have increased
dramatically over recent years. The paints industry and the paint
processing industry are bound by appropriate legislation and regu-
lations to play their part in reducing environmental pollution.
This has led not only to improvements in application processes (e.
g. more effective coating achieved through electrostatic application)
and mechanical and thermic air purification processes (filter, after-
burning etc.), but especially the development of environment-
friendly i.e. lowsolvent or solvent-free paint systems.
Water-based paint systems The chemical properties of aluminium pigments described on page
17 mean that their use in water-based paint systems (dispersions,
soluble systems, anodic and cathodic electro- dipcoating etc.) is
highly critical.
The main challenge is not making the basically hydrophobic metallic
pigments water-dispersible by the use of suitable tensides or the
addition of water-miscible solvents, rather it is ensuring the sto-
rage stability and processing properties of waterbased metallic
pigment paints by using appropriate protection mechanisms.
Aluminium pigments for aqueous paint systems must be stable not
only in contact with water but also with a wide variety of different
binder systems. Gassing stability therefore depends to a large
extent on the composition of the coating and is thus only a relative
parameter. pH is very important, for example, as is the nucleophilia
of the alcalines used to neutralize the binder, the presence in the
binder of chemical groups with an affinity with the pigment and
the organic solvent contained as co-solvent.
ECKART 25
Die Prüfung der Gasungsstabilität eines Aluminiumpigments sollte
deshalb im verwendeten Wasserlack erfolgen. Für eine quantitative
Beurteilung hat sich die Messung der Wasserstoffentwick lung
des Lackansatzes bei 40 °C-Lagerung in einem Gasblasen zähler
bewährt. Zur Stabilisierung von Aluminiumpigmenten haben sich
im Wesentlichen zwei Verfahren durchgesetzt:
· die Absorption geeigneter Korrosionsinhibitoren
auf den Pigmentoberflächen und
· die Umhüllung der Pigmente mit einer schützenden Beschichtung.
Zur praktischen Anwendung in wässrigen Systemen kommen
momentan:
· HYDROLAC, HYDROXAL
· HYDROLUX
· HYDROLAN
· HYDROSHINE
Für weitere Informationen zu wässrigen Lacksystemen fragen
Sie nach unserer Broschüre „STAPA® Aluminiumpigmente für
wässrige Lacksysteme“.
The gassing stability of an aluminium pigment should therefore
be tested in the given water-based paint. The measurement of
hydrogen development in the paint during storage at 40 °C in a
gas bubble meter has proved valuable for quantative assessment.
Two main procedures are established for the stabilization of
aluminium pigments:
· the absorption of suitable corrosion inhibitors
on the surfaces of the pigments and
· encapsulation of the pigments with a protective coating.
Currently used in practice in waterbased systems are:
· HYDROLAC, HYDROXAL
· HYDROLUX
· HYDROLAN
· HYDROSHINE
For further information about aqueous coating systems ask for the
brochure “STAPA® Aluminium pigments for aqueous coating
systems”.
26 ECKART
STAPA®
Qualitätskontrolle/PrüfmethodenQuality control/Test methods
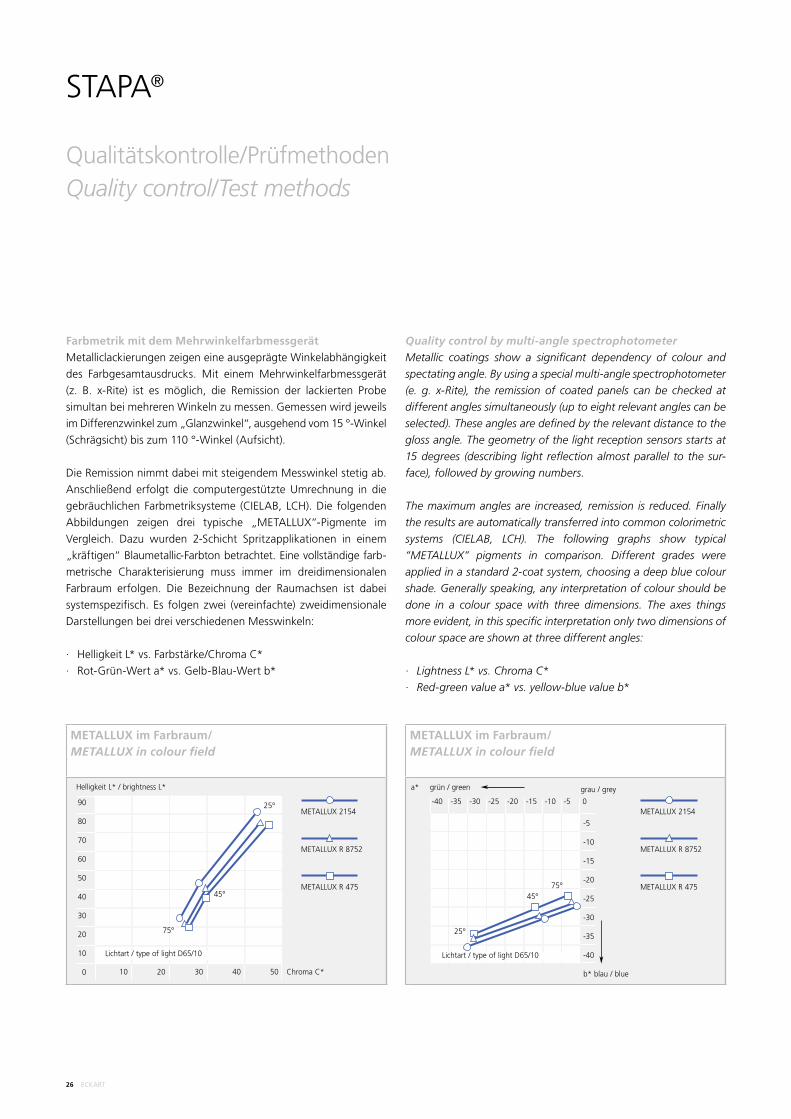
Farbmetrik mit dem Mehrwinkelfarbmessgerät Metalliclackierungen zeigen eine ausgeprägte Winkelabhängigkeit
des Farbgesamtausdrucks. Mit einem Mehrwinkelfarbmessgerät
(z. B. x-Rite) ist es möglich, die Remission der lackierten Probe
simultan bei mehreren Winkeln zu messen. Gemessen wird jeweils
im Differenzwinkel zum „Glanzwinkel“, ausgehend vom 15 °-Winkel
(Schrägsicht) bis zum 110 °-Winkel (Aufsicht).
Die Remission nimmt dabei mit steigendem Messwinkel stetig ab.
Anschließend erfolgt die computergestützte Umrechnung in die
gebräuchlichen Farbmetriksysteme (CIELAB, LCH). Die folgenden
Abbildungen zeigen drei typische „METALLUX“-Pigmente im
Vergleich. Dazu wurden 2-Schicht Spritzapplikationen in einem
„kräftigen“ Blaumetallic-Farbton betrachtet. Eine vollständige farb-
metrische Charakterisierung muss immer im dreidimensionalen
Farbraum erfolgen. Die Bezeichnung der Raumachsen ist dabei
systemspezifisch. Es folgen zwei (vereinfachte) zweidimensionale
Darstellungen bei drei verschiedenen Messwinkeln:
· Helligkeit L* vs. Farbstärke/Chroma C*
· Rot-Grün-Wert a* vs. Gelb-Blau-Wert b*
Quality control by multi-angle spectrophotometerMetallic coatings show a significant dependency of colour and
spectating angle. By using a special multi-angle spectrophotometer
(e. g. x-Rite), the remission of coated panels can be checked at
different angles simultaneously (up to eight relevant angles can be
selected). These angles are defined by the relevant distance to the
gloss angle. The geometry of the light reception sensors starts at
15 degrees (describing light reflection almost parallel to the sur-
face), followed by growing numbers.
The maximum angles are increased, remission is reduced. Finally
the results are automatically transferred into common colori metric
systems (CIELAB, LCH). The following graphs show typical
“METALLUX” pigments in comparison. Different grades were
applied in a standard 2-coat system, choosing a deep blue colour
shade. Generally speaking, any interpretation of colour should be
done in a colour space with three dimensions. The axes things
more evident, in this specific interpretation only two dimensions of
colour space are shown at three different angles:
· Lightness L* vs. Chroma C*
· Red-green value a* vs. yellow-blue value b*
METALLUX im Farbraum/METALLUX in colour field
10 20 30 40 50
Helligkeit L* / brightness L*
Chroma C*
90
80
70
60
50
40
30
20
10
0
25°
75°
45°
Lichtart / type of light D65/10
METALLUX 2154
METALLUX R 8752
METALLUX R 475
METALLUX im Farbraum/METALLUX in colour field
METALLUX 2154
METALLUX R 8752
METALLUX R 475
-40 -35 -30 -25 -20 -15 -10 -5 0
a* grün / green
b* blau / blue
grau / grey
25°
75°45°
-5
-10
-15
-20
-25
-30
-35
-40Lichtart / type of light D65/10
ECKART 27
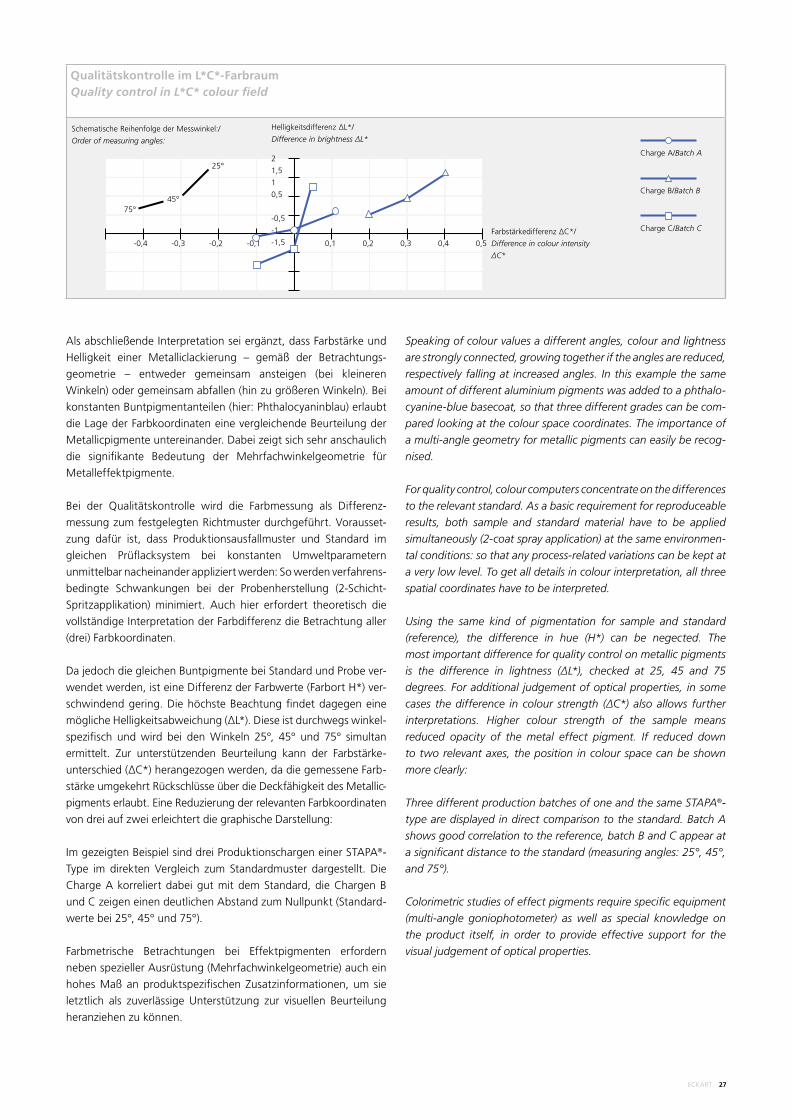
Als abschließende Interpretation sei ergänzt, dass Farbstärke und
Helligkeit einer Metalliclackierung – gemäß der Betrachtungs-
geometrie – entweder gemeinsam ansteigen (bei kleineren
Winkeln) oder gemeinsam abfallen (hin zu größeren Winkeln). Bei
konstanten Buntpigmentanteilen (hier: Phthalocyaninblau) erlaubt
die Lage der Farbkoordinaten eine vergleichende Beurteilung der
Metallicpigmente untereinander. Dabei zeigt sich sehr anschaulich
die signifikante Bedeutung der Mehrfachwinkelgeometrie für
Metalleffektpigmente.
Bei der Qualitätskontrolle wird die Farbmessung als Differenz-
messung zum festgelegten Richtmuster durchgeführt. Vorausset-
zung dafür ist, dass Produktionsausfallmuster und Standard im
gleichen Prüflacksystem bei konstanten Umwelt para metern
un mittelbar nacheinander appliziert werden: So wer den verfahrens-
bedingte Schwankungen bei der Probenherstellung (2-Schicht-
Spritzapplikation) minimiert. Auch hier erfordert theoretisch die
vollständige Interpretation der Farbdifferenz die Betrachtung aller
(drei) Farbkoordinaten.
Da jedoch die gleichen Buntpigmente bei Standard und Probe ver-
wendet werden, ist eine Differenz der Farbwerte (Farbort H*) ver-
schwindend gering. Die höchste Beachtung findet dagegen eine
mögliche Helligkeitsabweichung (∆L*). Diese ist durchwegs winkel-
spezifisch und wird bei den Winkeln 25°, 45° und 75° simul tan
ermittelt. Zur unterstützenden Beurteilung kann der Farbstärke-
unterschied (∆C*) herangezogen werden, da die gemessene Farb-
stärke umgekehrt Rückschlüsse über die Deckfähigkeit des Metallic-
pigments erlaubt. Eine Reduzierung der relevanten Farb koordinaten
von drei auf zwei erleichtert die graphische Darstellung:
Im gezeigten Beispiel sind drei Produktionschargen einer STAPA®-
Type im direkten Vergleich zum Standardmuster dargestellt. Die
Charge A korreliert dabei gut mit dem Standard, die Chargen B
und C zeigen einen deutlichen Abstand zum Nullpunkt (Standard-
werte bei 25°, 45° und 75°).
Farbmetrische Betrachtungen bei Effektpigmenten erfordern
neben spezieller Ausrüstung (Mehrfachwinkelgeometrie) auch ein
hohes Maß an produktspezifischen Zusatzinformationen, um sie
letztlich als zuverlässige Unterstützung zur visuellen Beurteilung
heranziehen zu können.
Speaking of colour values a different angles, colour and lightness
are strongly connected, growing together if the angles are reduced,
respectively falling at increased angles. In this example the same
amount of different aluminium pigments was added to a phthalo-
cyanine-blue basecoat, so that three different grades can be com-
pared looking at the colour space coordinates. The importance of
a multi-angle geometry for metallic pigments can easily be recog-
nised.
For quality control, colour computers concentrate on the differences
to the relevant standard. As a basic requirement for reproduceable
results, both sample and standard material have to be applied
simultaneously (2-coat spray application) at the same environmen-
tal conditions: so that any process-related variations can be kept at
a very low level. To get all details in colour interpretation, all three
spatial coordinates have to be interpreted.
Using the same kind of pigmentation for sample and standard
(reference), the difference in hue (H*) can be negected. The
most important difference for quality control on metallic pigments
is the difference in lightness (∆L*), checked at 25, 45 and 75
degrees. For additional judgement of optical properties, in some
cases the difference in colour strength (∆C*) also allows further
interpretations. Higher colour strength of the sample means
reduced opacity of the metal effect pigment. If reduced down
to two relevant axes, the position in colour space can be shown
more clearly:
Three different production batches of one and the same STAPA®-
type are displayed in direct comparison to the standard. Batch A
shows good correlation to the reference, batch B and C appear at
a significant distance to the standard (measuring angles: 25°, 45°,
and 75°).
Colorimetric studies of effect pigments require specific equipment
(multi-angle goniophotometer) as well as special knowledge on
the product itself, in order to provide effective support for the
visual judgement of optical properties.
Qualitätskontrolle im L*C*-FarbraumQuality control in L*C* colour field
Charge A/Batch A
Charge B/Batch B
Charge C/Batch C
-0,4 -0,3 -0,2 -0,1 0,1 0,2 0,3 0,4 0,5
2
1,5
1
0,5
-0,5
-1
-1,5Farbstärkedifferenz ∆C*/
Difference in colour intensity
∆C*
Helligkeitsdifferenz ∆L*/
Difference in brightness ∆L*Schematische Reihenfolge der Messwinkel:/
Order of measuring angles:
25°
75°45°
28 ECKART
STAPA®
Die Qualitätskontrolle der STAPA®/STANDART® Metallpigmente
umfasst neben der Bestimmung der in den Datenblättern aufge-
führten Qualitätskriterien eine umfangreiche Abprüfung unter
optischen Gesichtspunkten.
Grundsätzlich werden
– Prüfungen am Pigment und
– Prüfungen an der Applikation durchgeführt.
Die direkt am Pigment bestimmten Qualitätsmerkmale sind
– Siebanalyse (Grenzkornsiebung) nach DIN 53196 bzw. ASTM 11
– Teilchengrößenverteilung nach der Lasergranulometermethode
nach ISO 13320-1
Zusätzlich bei allen Pasten
– Gehalt an flüchtigen bzw. nicht-flüchtigen Anteilen in Anlehnung
an DIN 55923
Zusätzlich bei Aluminiumpasten für wässrige Systeme
– Gasungsstabilität (nicht genormt)
Die Prüfungen der optischen Qualitätsmerkmale an einer
Lackapplikation (visuell und/oder instrumental) umfassen
– metallischer Effekt (Flops)
– Helligkeit
– Brillanz
– Abbildeschärfe (DOI)
– Bunttonsättigung
– Färbevermögen
– Deckfähigkeit
In addition to determining the quality criteria specified in the data
sheets, the quality control applied in connection with the
STAPA®/STANDART® metal pigments comprises comprehensive
testing of optical aspects.
As a rule, the following tests are carried out:
– Tests on the pigment, and
– tests in the application.
The quality characteristics determined directly on the pigment are
as follows:
– Sieve analysis (limit size particle sieving)
according to DIN 53196 or ASTM 11
– Particle size distribution according to the laser granulometer
method ISO 13320-1
In addition, for all pastes
– Volatile or non-volatile content in accordance with DIN 55923
In addition, for aluminium pastes for aqueous systems
– Gassing stability (not standardized)
The tests for the optical quality character-istics of a paint
application (visual and/or instrumental) include the following:
– metallic effect (flop)
– brightness
– brilliance
– distinctiveness of image (DOI)
– color saturation
– tinting strength
– covering capacity
Qualitätskontrolle / PrüfmethodenQuality control / Testing methods

ECKART 29

30 ECKART
Bestimmung der Korngrößenverteilung mit der LasergranulometrieDetermination of particle size distribution with laser granulometer
Die Messung der Teilchengrößenverteilung (typische Kennzahlen)
bedient sich der Methode der Lasergranulometrie und erfolgt nach
der Norm ISO 13320-1.
Außer von der Hardware (Gerätehersteller, Gerätetyp) und der
Software (Rechnerprogramm der Auswerteeinheit) sind die
Ergebnisse der Lasergranulometer in erheblichem Maße von fol-
genden Para-metern abhängig:
– Dispergierart
– Dispergiergerät
– Dispergiermedium
– Dispergierenergie
– Dispergierdauer
Üblicherweise wird die Probe mit Ultraschall dispergiert. Hier kann
entweder die im Gerät integrierte Ultraschallwanne verwendet
oder – vorteilhafter – die Probe in einem externen Ultraschallbad
vor-
dispergiert werden.
Je höher die Ultraschallfrequenz bzw. die Energiedichte im Dispergier-
gefäß, desto „feiner“ erscheint die Probe, da umso mehr Feins-
teilchen dispergiert werden. Im Extremfall werden bei hoher
Energiedichte Feinstteilchen durch mechanisches Abbrechen vom
ursprünglichen Pigment erzeugt.
Der Einfluss der Dispergierdauer äußert sich darin, dass der Medi-
anwert (D 50) mit zunehmender Dispergierzeit kleiner wird, die
Probe also wiederum „feiner“ erscheint.
Gegenüber Dispergierenergie und Dispergierdauer hat das Disper-
giermedium einen vergleichsweise geringen Einfluss, wobei für
QC-Zwecke üblicherweise in Isopropanol gearbeitet wird. Abwei-
chende Lösemittel sind unter Berücksichtigung der Werkstoffeigen-
schaften des Geräts zu prüfen.
Eine genaue Beschreibung der Prüfmethode (Prüfanweisung), wie
sie bei ECKART zur Anwendung kommt, steht auf Nachfrage zur
Verfügung.
The measurement of the particle size distribution (typical value), is
standardized according to ISO 13320-1.
Besides hardware (equipment manufacturer and type) and soft-
ware (computer program and plotting device), the results of the
laser granulometer are highly dependent on the following para-
meters:
– way of dispersion
– dispersing devise
– dispersing medium
– dispersion energy
– dispersion time
The standard dispersion method applied to the specimen is by
ultrasound. One can either use the built-in ultrasonic bath or
preferably the specimen can be prepared in an external ultrasonic
dispersion bath.
The higher the ultrasound frequency or the greater the energy
concentration in the dispersing vessel, the “finer” the specimen
will appear; this is because more super fine particles have been
dispersed. In cases of an extremely high energy concentration,
super fine particles will be generated by mechanical breaking
off from the original pigment.
The effect of the dispersion time is shown by the median value
(D 50) falling as the dispersion time rises, i. e. once more the
appearance of the specimen is “finer”.
Compared to the dispersion energy and time, the dispersion
medium plays a relatively minor role; the medium generally
used for QC purposes is isopropanol. The material properties
of the device should be checked before using other solvents.
A detailed description of the testing method (test instruction)
applied by ECKART can be obtained upon request.
STAPA®

ECKART 31
Unsere anwendungstechnische Beratung in Wort, Schrift und durch
Versuche erfolgt nach bestem Wissen, gilt jedoch nur als unverbind-
licher Hinweis – besonders unter Berücksichtigung der Informationen
in unseren technischen Datenblättern und Sicherheitsdatenblättern
– auch in Bezug auf etwaige Schutzrechte Dritter, und befreit Sie
nicht von der eigenen Prüfung der von uns gelieferten Produkte auf
ihre Eignung für die beabsichtigten Verfahren und Zwecke. Anwen-
dung, Verwendung und Verarbeitung der Produkte erfolgen außer-
halb unserer Kontrollmöglichkeiten und liegen daher ausschließlich
in Ihrem Verantwortungsbereich.
This information and our technical advice – whether verbal, in wri-
ting or by way of trials – are given in good faith but without war-
ranty, and this also applies where proprietary rights of third parties
are involved. Our advice does not release you from the obligation to
verify the information currently provided – especially that contained
in our safety data and technical information sheets – and to test our
products as to their suitability for the intended processes and uses.
The application, use and processing of our products and the prod-
ucts manufactured by you on the basis of our technical advice are
beyond our control and, there fore, entirely your own responsibility.
RechtshinweisDisclaimer

ECKART GmbH
Guentersthal 4
91235 Hartenstein, Germany
Tel.: +49 9152 77-0
Fax: +49 9152 77-7008
E-Mail: [email protected]
www.eckart.net
ECKART America Corporation
4101 Camp Ground Road
Louisville, Kentucky 40211, USA
Tel: +1 502 775-4241
Fax: +1 502 775-4249
Toll-free: 877 754 0001
E-Mail: [email protected]
www.eckart.net
ECKART Asia Ltd.
12/F, Asia Orient Tower
33 Lockhart Road, Wanchai
Hong Kong
Tel.: +852 2926 2932
Fax: +852 2882 5366
E-Mail: [email protected]
www.eckart.net
2/May2010.7 CO
99114zz
Mit freundlicher Empfehlung
With compliments
Recommended

















