Embed Size (px)
Citation preview
ECKART GmbH
Guentersthal 4
91235 Hartenstein, Germany
Tel +49 9152 77-0
Fax +49 9152 77-7008
www.eckart.net
ECKART America Corporation
4101 Camp Ground Road
Louisville, Kentucky 40211, USA
Tel +1 502 775-4241
Fax +1 502 775-4249
Toll-free: 877 754 0001
www.eckart.net
ECKART Asia Ltd.
Unit 3706-08, 37/F
248 Queen‘s Road East
Wan Chai
Hong Kong
Tel +852 3102 7200
Fax +852 2882 5366
www.eckart.net
2/Dezember2013.10 CO
099115XX0
Gedruckt mit / Printed with:
METALSTAR 06 7500 PANTONE Premium Silver
Mit freundlicher Empfehlung
With compliments
Aluminiumpasten für wässrige Lacksysteme Aluminium Pastes for Aqueous Coating SystemsTechnische Informationen / Technical Information
STAPA®

2 ECKART ECKART 3
InhaltContents
Umweltverträglichkeit und Effizienz haben für ECKART höchste
Priorität. Dies beweisen unsere stetigen Innovationen bei Effekt-
pigmenten für wasserbasierende Lacksysteme.
ECKART entwickelte mit den Typenreihen
STAPA® HYDROLAC
STAPA® HYDROXAL
STAPA® HYDROMIC
STAPA® HYDROLUX
STAPA® HYDROLAN
STAPA® HYDROLAN S
STAPA® HFG
blättchenförmige, nach verschiedensten Verfahren stabilisierte
„leafing“- und „non-leafing“-Aluminumpigmente für höchste
Kundenanforderungen. Diese Pigmente sind nicht nur wasser-
dispergierbar, sie ermöglichen auch die Formulierung gasungs-
und damit lagerstabiler wässriger Metalleffektlacke auf
Aluminiumbasis für vielfältige Anwendungsbereiche.
Mit dem Produkt HYDROSHINE bietet ECKART hochbrillante
stabilisierte Effektpigment-Dispersionen für Wasserlacke. HYDRO-
SHINE basiert auf qualitativ äußerst hochwertigen PVD-Aluminium-
pigmenten. PVD-Pigmente erzielen einzigartige Spiegeleffekte,
welche dem Anwender vielfältige Gestaltungsmöglichkeiten
bieten. Sie werden in einem speziellen PVD-Verfahren (Physical
Vapour Deposition) hergestellt, welcher ihnen ihre einzigartige
optische Eigenschaft verleiht.
Die Neuentwicklung STAPA HFG steht für Hydro Food Grade. Diese
Pigmente sind PAH-frei und konform mit diversen europäischen
Bestimmungen hinsichtlich des Lebensmittelkontakts. So besitzt
STAPA HFG eine FDA-Zulassung.
Environmental sustainability and efficiency are both of very high
priority for ECKART. This is proven by our constant innovations in
the field of effect pigments for waterbased coatings systems.
ECKART developed with the products
STAPA® HYDROLAC
STAPA® HYDROXAL
STAPA® HYDROMIC
STAPA® HYDROLUX
STAPA® HYDROLAN
STAPA® HYDROLAN S
STAPA® HFG
flake-shaped, “leafing” and “non-leafing” aluminium pigment
pastes, that were stabilized in various different processing steps,
in order to meet our customers’ highest demands. These pigments
are not only water dispersable, but they also allow the formulation
of gassing resistant and storable aqueous metallic lacquers based
on aluminium pigments for various fields of application.
With the product HYDROSHINE, ECKART offers highly brilliant
effect pigment dispersions for waterborne coatings. HYDROSHINE
is based on the most advanced PVD aluminium pigments. PVD
pigments allow the realization of unique mirror-like effects that
offer manifold design options. They are produced in a special PVD
(Physical Vapour Deposition) process which guarantees their
captivating optical appearance.
The latest product development, STAPA HFG, stands for Hydro
Food Grade. The pigments are PAH free and compliant with
various European standards regarding food contact. STAPA HFG
has also been approved by the FDA.
Einleitung Introduction
3 Einleitung / Introduction
4 – 5 Verarbeitungshinweise / Processing instructions
6 – 15 Produktreihen / Product range
16 – 27 Anwendungen und Richtrezepturen / Applications and guiding formulations
28 – 29 Qualitätskontrolle / Quality control
30 – 33 Testmethoden / Testing methods
4 ECKART ECKART 5
Zur Verarbeitung unserer Aluminiumpigment-Pasten für wässrige
Systeme gelten grundsätzlich die gleichen Empfehlungen wie für
die konventionellen Aluminiumpigment-Pasten. So sollten zur
Erzielung einer homogenen Verteilung und der damit verbundenen
optimalen Pigmenteigenschaften, u. a. – Helligkeit/Brillanz/Deck-
fähigkeit und Färbevermögen/Abbildschärfe (DOI)/Flop – die Alu-
miniumpigment-Pasten mit einem Lösemittel, wie z. B. – Wasser/
Butylglykol/Methoxypropanol/Isopropanol – im Verhältnis 1:1 oder
1:2 angeteigt werden.
Dabei empfiehlt es sich, die Aluminiumpigment-Pasten vorzu legen
und das Lösemittel unter Rühren portionsweise zuzugeben.
Diese Vormischung kann dann entweder nach Stehenlassen
(„Einsumpfen lassen der Pigmentpaste“) oder sofort mit einem
Rührer (Dissolver) homogenisiert werden. Der Rührer sollte dabei
bis weit in das untere Drittel des Anteigekessels reichen, um
undispergierte Pigmentpastenreste am Kesselboden zu vermeiden.
Das Verhältnis zwischen Rührer- und Kesseldurchmesser sollte
zwischen 0,5–0,7 liegen.
Dabei ergibt sich folgende Reihenfolge bei der Herstellung:
– Zuerst die Pigmentpaste vorlegen, dann das Lösemittel
(evtl. mit Netzmittel) zugeben.
– Nach Homogenisieren in einem Rührwerk sollte der Pigment-
slurry auf Vorhandensein evtl. undispergierter Pastenreste über-
prüft werden
– Nach erfolgter Kontrolle erfolgt die evtl. notwendige weitere
Anteigung mit Wasser und die Zugabe der weiteren Rezepturbe-
standteile.
Da die genannten Lösungsmittel unterschiedliche Benetzungs-
eigenschaften besitzen, sollten unter Umständen (z. B. bei Wasser)
geeignete Netzmittel verwendet werden.
Die Aluminiumpigment-Pasten sind mit einer Vielzahl der auf dem
Markt befindlichen anionischen, kationischen und nicht ionogenen
Tenside gut verträglich.
When using our aluminium pigment pastes for aqueous systems
the same general recommendations apply as for conventional
aluminium pastes. To achieve the optimum pigment dispersion and
develop the full potential charateristics of the metallic pigment,
i.e. – brightness, brilliance, coverage and tinting strength,
distinctiveness of image (DOI), flop (two tone) we recommend
predispersing the aluminium pigment paste in suitable solvents,
i.e. – water, butyl glycol, methoxypropanol, isopropanol in a
proportion 1:1 or 1:2.
At the same time it is recommended to gradually add the solvent
to the aluminium pigment paste whilst stirring constantly. Upon
completion of the solvent addition, the slurry may be stirred
more thoroughly to ensure complete dispersion. In addition, some
benefits may be observed upon holding the pigment/ solvent slurry
for a period of time before any further processing is done. Please
note the mixing blade should be close to the bottom of the mixing
vessel in order to ensure complete dispersion of the pigment paste.
The diameter of the mixing blade should be 1/2 to 3/4 the diameter
of the mixing vessel.
Following is a recommended procedure:
– First add the aluminium pigment to the mixing vessel,
then add solvent and if necessary – a wetting agent
– After thorough mixing, check for any undispersed pigment
– After thorough mixing has been achieved, other formulation
components may be added.
Addition of suitable wetting or dispersing agent can be beneficial.
Aluminium pigment pastes are compatible with a variety of anionic,
cationic and nonionic emulsifiers.
Verarbeitungshinweise Direction for processing
STAPA®
In both solvent and waterborne coating systems, extensive
mechanical stress due to high shear forces should be avoided. High
shear may result in deforming and/or fracturing of the pigment
particles. This damage will reduce the optical properties, gassing
stability and overall shelf life of the product.
Low shear mixing blades are recommended, their diameters
have to be adjusted to the size of the mixing vessel (see above).
Suggested mixing speed for dissolver blades is 500 –800 rpm.
Other parameters determining the performance of the aluminium
pigmented coating material are the pH-value and the additives for
adjustment of the pH-value in the coating material that influence
shelf life and gassing stability.
According to our own experience, coatings with a pH-range
between 5–8 can be produced with sufficient stability by using
STAPA® HYDROLAC,
STAPA® HYDROXAL,
STAPA® HYDROMIC,
STAPA® HYDROLUX and
STAPA® HYDROLAN types.
However these limits are dependent on the binder system used
and therefore testing and control of gassing is very important
in both development and manufacture (the testing methods
“boiling test” and “40°C test” are described in the annex).
In all cases the binder system has to be adjusted to the correct
pH-value before blending with the aluminium paste slurry. When
choosing suitable additives for the adjustment of the pH-value such
as Ammonium Hydroxide, TEA, DMEA, AMP 90, TMEA and others,
it should be considered that products like Ammonia or TEA have a
more disadvantageous influence on the gassing stability than e.g.
DMEA or AMP 90.
Die folgenden Produkte wurden in verschiedenen Bindemittel-systemen mit Erfolg getestet (ohne Anspruch auf Vollständigkeit):
The following products have been successfully tested in different binder systems and found to be suitable (This list does not claim to be complete but can be used as a guide for initial tests.):
Info
– Disperbyk 192– Byk 011– Byk 347– Aquatix 8421– Additol XL 250
Wie bei konventionellen Metalleffektlacken ist auch in
wässrigen Systemen bei der Vordispergierung der Aluminium-
pigmente und bei der Zugabe der Bindemittel-Lösung eine zu starke
mechanische Belastung der Pigmente durch einen zu hohen Eintrag
von Scherenergie zu vemeiden, weil es dadurch zur Verformung
bzw. Nachzerkleinerung der Aluminiumpigment-Teilchen kommen
kann. Dies wiederum könnte eine Veränderung bzw. Verschlech-
terung des optischen Effektes sowie eine Verschlechterung der
Lager- bzw. Gasungsstabilität zur Folge haben.
Als schonende Rühraggregate empfehlen sich Dissolverscheiben
mit Drehzahlen von ca. 500–800 rpm, die mit den oben ange-
gebenen Richtwerten auf den Rührkessel bzw. den Dispergier-
behälter abzustimmen sind. Neben der mechanischen Belastung
haben auch der pH-Wert des Lackes und die für die Einstellung
des pH-Wertes verwendeten Additive mehr oder weniger starken
Einfluss auf die Lager- bzw. Gasungsstabilität des Lackes.
Erfahrungsgemäß können mit den
STAPA® HYDROLAC-,
STAPA® HYDROXAL-,
STAPA® HYDROMIC,
STAPA® HYDROLUX- bzw.
STAPA® HYDROLAN-Typen
im Bereich von ca. pH 5–8 Lacke mit guter Stabilität hergestellt
werden. Diese Grenzen sind jedoch sehr stark vom Bindemittel-
system abhängig, so dass bei der Entwicklung und Herstellung
von wässrigen Metalleffektlacken die Prüfung bzw. Kontrolle der
Gasungsstabilität eine wichtige Rolle spielt. (Testmethoden „Koch-
test“ und „40°C Test“ im Anhang).
In jedem Fall ist das jeweilige Bindemittel vor dem Vermischen
mit der Aluminiumpasten-Aufschlämmung auf den empfohlenen
pH-Wert einzustellen. Bei der Auswahl der zur Einstellung des
pH-Wertes gebräuchlichen Additive, wie Ammoniak, TEA, DMEA,
AMP 90, TMEA oder ähnliche, ist zu beachten, dass stark dissoziierte
Produkte, wie Ammoniak oder TEA, die Gasungs stabilität stärker
beeinflussen als z.B. DMEA oder AMP 90.
6 ECKART ECKART 7
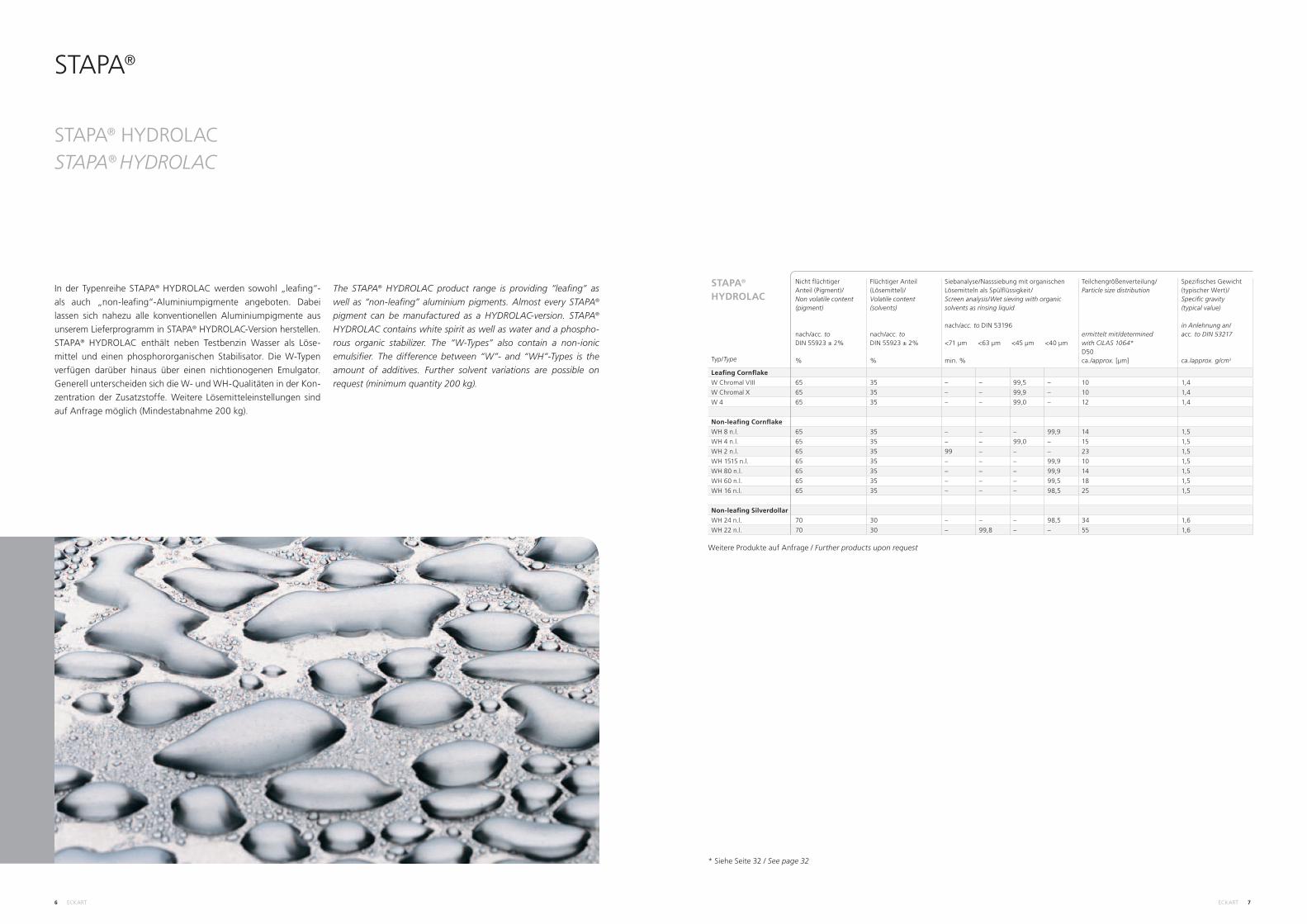
In der Typenreihe STAPA® HYDROLAC werden sowohl „leafing“-
als auch „non-leafing“-Aluminiumpigmente angeboten. Dabei
lassen sich nahezu alle konventionellen Aluminiumpigmente aus
unserem Lieferprogramm in STAPA® HYDROLAC-Version herstellen.
STAPA® HYDROLAC enthält neben Testbenzin Wasser als Löse-
mittel und einen phosphororganischen Stabilisator. Die W-Typen
verfügen darüber hinaus über einen nichtionogenen Emulgator.
Generell unterscheiden sich die W- und WH-Qualitäten in der Kon-
zentration der Zusatzstoffe. Weitere Lösemitteleinstellungen sind
auf Anfrage möglich (Mindestabnahme 200 kg).
The STAPA® HYDROLAC product range is providing “leafing” as
well as “non-leafing” aluminium pigments. Almost every STAPA®
pigment can be manufactured as a HYDROLAC-version. STAPA®
HYDROLAC contains white spirit as well as water and a phospho-
rous organic stabilizer. The “W-Types” also contain a non-ionic
emulsifier. The difference between “W”- and “WH”-Types is the
amount of additives. Further solvent variations are possible on
request (minimum quantity 200 kg).
STAPA® HYDROLAC STAPA® HYDROLAC
STAPA®
STAPA® HYDROLAC
Typ/Type
Nicht flüchtiger Anteil (Pigment)/Non volatile content (pigment)
nach/acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel)/Volatile content (solvents)
nach/acc. to DIN 55923 ± 2%
%
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/Screen analysis/Wet sieving with organic solvents as rinsing liquid
nach/acc. to DIN 53196
<71 µm <63 µm <45 µm <40 µm
min. %
Teilchengrößenverteilung/Particle size distribution
ermittelt mit/determined with CILAS 1064*D50ca./approx. [µm]
Spezifisches Gewicht(typischer Wert)/Specific gravity (typical value)
in Anlehnung an/ acc. to DIN 53217
ca./approx. g/cm3
Leafing Cornflake
W Chromal VIII 65 35 – – 99,5 – 10 1,4
W Chromal X 65 35 – – 99,9 – 10 1,4
W 4 65 35 – – 99,0 – 12 1,4
Non-leafing Cornflake
WH 8 n.l. 65 35 – – – 99,9 14 1,5
WH 4 n.l. 65 35 – – 99,0 – 15 1,5
WH 2 n.l. 65 35 99 – – – 23 1,5
WH 1515 n.l. 65 35 – – – 99,9 10 1,5
WH 80 n.l. 65 35 – – – 99,9 14 1,5
WH 60 n.l. 65 35 – – – 99,5 18 1,5
WH 16 n.l. 65 35 – – – 98,5 25 1,5
Non-leafing Silverdollar
WH 24 n.l. 70 30 – – – 98,5 34 1,6
WH 22 n.l. 70 30 – 99,8 – – 55 1,6
Weitere Produkte auf Anfrage / Further products upon request
* Siehe Seite 32 / See page 32
8 ECKART ECKART 9
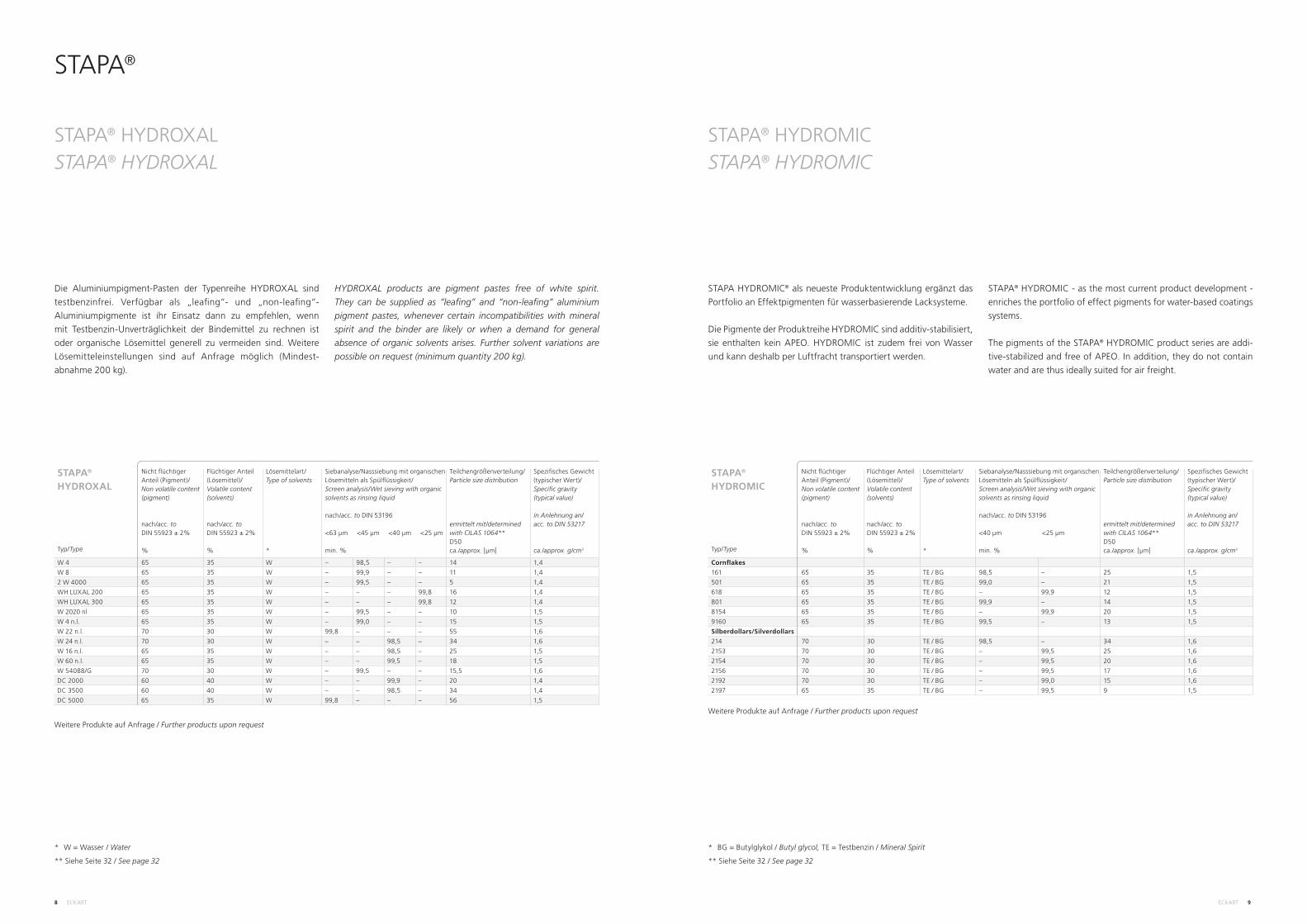
Die Aluminiumpigment-Pasten der Typenreihe HYDROXAL sind
testbenzinfrei. Verfügbar als „leafing“- und „non-leafing“-
Alu miniumpigmente ist ihr Einsatz dann zu empfehlen, wenn
mit Testbenzin-Unverträglichkeit der Bindemittel zu rechnen ist
oder organische Lösemittel generell zu vermeiden sind. Weitere
Lösemitteleinstellungen sind auf Anfrage möglich (Mindest-
abnahme 200 kg).
STAPA HYDROMIC® als neueste Produktentwicklung ergänzt das
Portfolio an Effektpigmenten für wasserbasierende Lacksysteme.
Die Pigmente der Produktreihe HYDROMIC sind additiv-stabilisiert,
sie enthalten kein APEO. HYDROMIC ist zudem frei von Wasser
und kann deshalb per Luftfracht transportiert werden.
HYDROXAL products are pigment pastes free of white spirit.
They can be supplied as “leafing” and “non-leafing” aluminium
pigment pastes, whenever certain incompatibilities with mineral
spirit and the binder are likely or when a demand for general
absence of organic solvents arises. Further solvent variations are
possible on request (minimum quantity 200 kg).
STAPA® HYDROMIC - as the most current product development -
enriches the portfolio of effect pigments for water-based coatings
systems.
The pigments of the STAPA® HYDROMIC product series are addi-
tive-stabilized and free of APEO. In addition, they do not contain
water and are thus ideally suited for air freight.
STAPA® HYDROXAL STAPA® HYDROXAL
STAPA® HYDROMICSTAPA® HYDROMIC
STAPA®
* W = Wasser / Water
** Siehe Seite 32 / See page 32
STAPA® HYDROXAL
Typ/Type
Nicht flüchtiger Anteil (Pigment)/Non volatile content (pigment)
nach/acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel)/Volatile content (solvents)
nach/acc. to DIN 55923 ± 2%
%
Lösemittelart/Type of solvents
*
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/Screen analysis/Wet sieving with organic solvents as rinsing liquid
nach/acc. to DIN 53196
<63 µm <45 µm <40 µm <25 µm
min. %
Teilchengrößenverteilung/Particle size distribution
ermittelt mit/determined with CILAS 1064**D50ca./approx. [µm]
Spezifisches Gewicht(typischer Wert)/Specific gravity (typical value)
in Anlehnung an/ acc. to DIN 53217
ca./approx. g/cm3
W 4 65 35 W – 98,5 – – 14 1,4
W 8 65 35 W – 99,9 – – 11 1,4
2 W 4000 65 35 W – 99,5 – – 5 1,4
WH LUXAL 200 65 35 W – – – 99,8 16 1,4
WH LUXAL 300 65 35 W – – – 99,8 12 1,4
W 2020 nl 65 35 W – 99,5 – – 10 1,5
W 4 n.l. 65 35 W – 99,0 – – 15 1,5
W 22 n.l. 70 30 W 99,8 – – – 55 1,6
W 24 n.l. 70 30 W – – 98,5 – 34 1,6
W 16 n.l. 65 35 W – – 98,5 – 25 1,5
W 60 n.l. 65 35 W – – 99,5 – 18 1,5
W 54088/G 70 30 W – 99,5 – – 15,5 1,6
DC 2000 60 40 W – – 99,9 – 20 1,4
DC 3500 60 40 W – – 98,5 – 34 1,4
DC 5000 65 35 W 99,8 – – – 56 1,5
Weitere Produkte auf Anfrage / Further products upon request
* BG = Butylglykol / Butyl glycol, TE = Testbenzin / Mineral Spirit
** Siehe Seite 32 / See page 32
STAPA® HYDROMIC
Typ/Type
Nicht flüchtiger Anteil (Pigment)/Non volatile content (pigment)
nach/acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel)/Volatile content (solvents)
nach/acc. to DIN 55923 ± 2%
%
Lösemittelart/Type of solvents
*
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/Screen analysis/Wet sieving with organic solvents as rinsing liquid
nach/acc. to DIN 53196
<40 µm <25 µm
min. %
Teilchengrößenverteilung/Particle size distribution
ermittelt mit/determined with CILAS 1064**D50ca./approx. [µm]
Spezifisches Gewicht(typischer Wert)/Specific gravity (typical value)
in Anlehnung an/ acc. to DIN 53217
ca./approx. g/cm3
Cornflakes
161 65 35 TE / BG 98,5 – 25 1,5
501 65 35 TE / BG 99,0 – 21 1,5
618 65 35 TE / BG – 99,9 12 1,5
801 65 35 TE / BG 99,9 – 14 1,5
8154 65 35 TE / BG – 99,9 20 1,5
9160 65 35 TE / BG 99,5 – 13 1,5
Silberdollars/Silverdollars
214 70 30 TE / BG 98,5 – 34 1,6
2153 70 30 TE / BG – 99,5 25 1,6
2154 70 30 TE / BG – 99,5 20 1,6
2156 70 30 TE / BG – 99,5 17 1,6
2192 70 30 TE / BG – 99,0 15 1,6
2197 65 35 TE / BG – 99,5 9 1,5
Weitere Produkte auf Anfrage / Further products upon request
10 ECKART ECKART 11
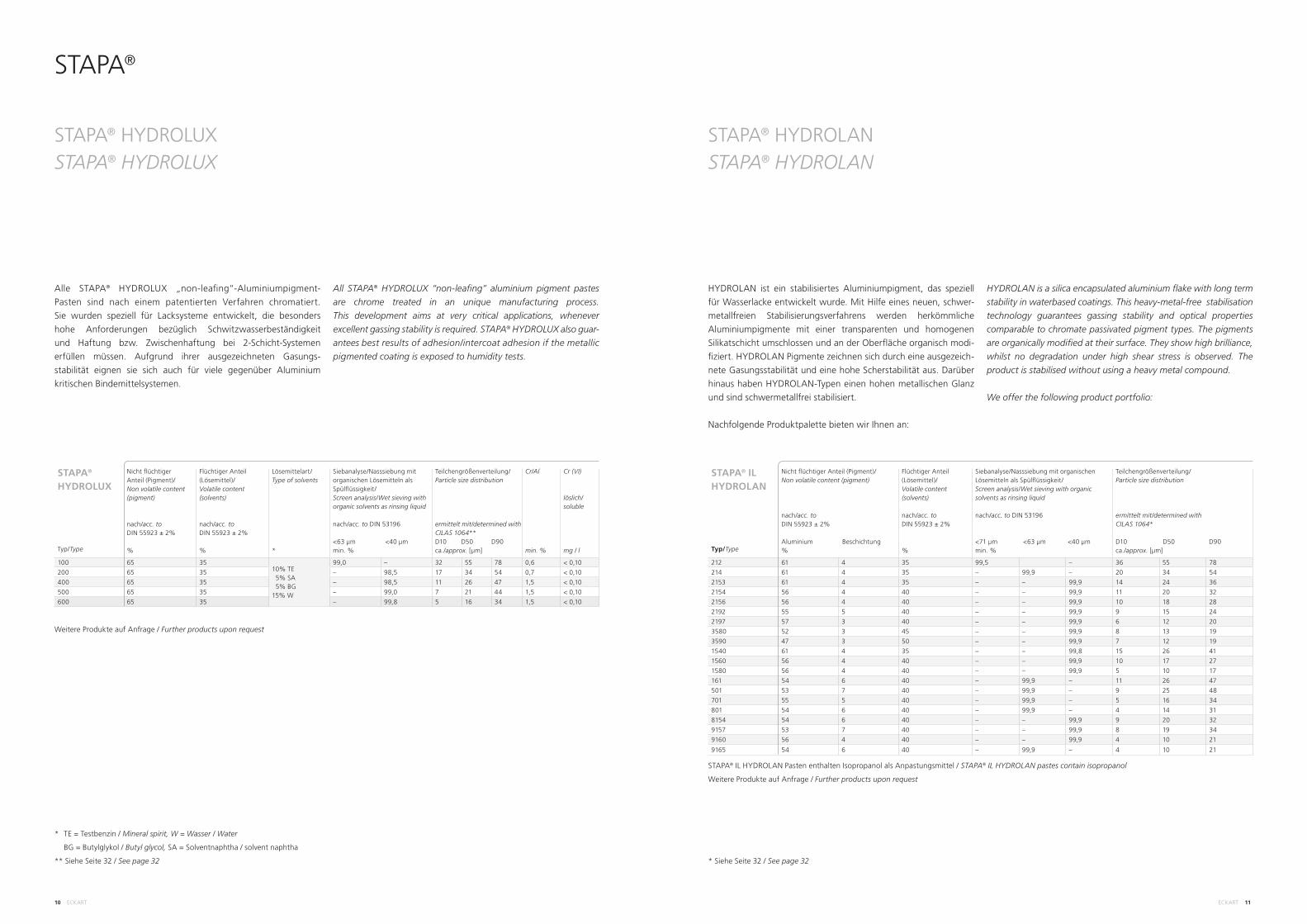
Alle STAPA® HYDROLUX „non-leafing“-Aluminiumpigment-
Pasten sind nach einem patentierten Verfahren chromatiert.
Sie wurden speziell für Lacksysteme entwickelt, die besonders
hohe Anforderungen bezüglich Schwitzwasserbeständigkeit
und Haftung bzw. Zwischenhaftung bei 2-Schicht-Systemen
erfüllen müssen. Aufgrund ihrer ausgezeichneten Gasungs -
stabi lität eignen sie sich auch für viele gegenüber Aluminium
kritischen Bindemittelsystemen.
All STAPA® HYDROLUX “non-leafing” aluminium pigment pastes
are chrome treated in an unique manufacturing process.
This development aims at very critical applications, whenever
excellent gassing stability is required. STAPA® HYDROLUX also guar-
antees best results of adhesion/intercoat adhesion if the metallic
pigmented coating is exposed to humidity tests.
STAPA® HYDROLUX STAPA® HYDROLUX
STAPA®
* TE = Testbenzin / Mineral spirit, W = Wasser / Water
BG = Butylglykol / Butyl glycol, SA = Solventnaphtha / solvent naphtha
** Siehe Seite 32 / See page 32
STAPA® HYDROLUX
Typ/Type
Nicht flüchtiger Anteil (Pigment)/Non volatile content (pigment)
nach/acc. to DIN 55923 ± 2%
%
Flüchtiger Anteil (Lösemittel)/Volatile content (solvents)
nach/acc. to DIN 55923 ± 2%
%
Lösemittelart/Type of solvents
*
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/Screen analysis/Wet sieving with organic solvents as rinsing liquid
nach/acc. to DIN 53196
<63 µm <40 µmmin. %
Teilchengrößenverteilung/Particle size distribution
ermittelt mit/determined withCILAS 1064**D10 D50 D90ca./approx. [µm]
Cr/Al
min. %
Cr (VI)
löslich/soluble
mg / l
100 65 3510% TE 5% SA 5% BG15% W
99,0 – 32 55 78 0,6 < 0,10
200 65 35 – 98,5 17 34 54 0,7 < 0,10
400 65 35 – 98,5 11 26 47 1,5 < 0,10
500 65 35 – 99,0 7 21 44 1,5 < 0,10
600 65 35 – 99,8 5 16 34 1,5 < 0,10
HYDROLAN ist ein stabilisiertes Aluminiumpigment, das speziell
für Wasserlacke entwickelt wurde. Mit Hilfe eines neuen, schwer-
metallfreien Stabilisierungsverfahrens werden herkömmliche
Aluminiumpigmente mit einer transparenten und homogenen
Silikatschicht umschlossen und an der Oberfläche organisch modi-
fiziert. HYDROLAN Pigmente zeichnen sich durch eine ausgezeich-
nete Gasungsstabilität und eine hohe Scherstabilität aus. Darüber
hinaus haben HYDROLAN-Typen einen hohen metallischen Glanz
und sind schwermetallfrei stabilisiert.
Nachfolgende Produktpalette bieten wir Ihnen an:
HYDROLAN is a silica encapsulated aluminium flake with long term
stability in waterbased coatings. This heavy-metal-free stabilisation
technology guarantees gassing stability and optical properties
comparable to chromate passivated pigment types. The pigments
are organically modified at their surface. They show high brilliance,
whilst no degradation under high shear stress is observed. The
product is stabilised without using a heavy metal compound.
We offer the following product portfolio:
STAPA® HYDROLAN STAPA® HYDROLAN
STAPA® IL HYDROLAN
Typ/Type
Nicht flüchtiger Anteil (Pigment)/Non volatile content (pigment)
nach/acc. to DIN 55923 ± 2%
Aluminium Beschichtung%
Flüchtiger Anteil (Lösemittel)/Volatile content (solvents)
nach/acc. to DIN 55923 ± 2%
%
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/Screen analysis/Wet sieving with organic solvents as rinsing liquid
nach/acc. to DIN 53196
<71 µm <63 µm <40 µmmin. %
Teilchengrößenverteilung/Particle size distribution
ermittelt mit/determined withCILAS 1064*
D10 D50 D90ca./approx. [µm]
212 61 4 35 99,5 – 36 55 78
214 61 4 35 – 99,9 – 20 34 54
2153 61 4 35 – – 99,9 14 24 36
2154 56 4 40 – – 99,9 11 20 32
2156 56 4 40 – – 99,9 10 18 28
2192 55 5 40 – – 99,9 9 15 24
2197 57 3 40 – – 99,9 6 12 20
3580 52 3 45 – – 99,9 8 13 19
3590 47 3 50 – – 99,9 7 12 19
1540 61 4 35 – – 99,8 15 26 41
1560 56 4 40 – – 99,9 10 17 27
1580 56 4 40 – – 99,9 5 10 17
161 54 6 40 – 99,9 – 11 26 47
501 53 7 40 – 99,9 – 9 25 48
701 55 5 40 – 99,9 – 5 16 34
801 54 6 40 – 99,9 – 4 14 31
8154 54 6 40 – – 99,9 9 20 32
9157 53 7 40 – – 99,9 8 19 34
9160 56 4 40 – – 99,9 4 10 21
9165 54 6 40 – 99,9 – 4 10 21
STAPA® IL HYDROLAN Pasten enthalten Isopropanol als Anpastungsmittel / STAPA® IL HYDROLAN pastes contain isopropanol
Weitere Produkte auf Anfrage / Further products upon request
Weitere Produkte auf Anfrage / Further products upon request
* Siehe Seite 32 / See page 32

Pigmentzusammensetzung /Composition of pigment
12 ECKART ECKART 13
Ringleitungsstabilität Durch ihre Sandwich-Struktur weisen die silikatbeschichteten
Flakes eine ausgezeichnete Ringleitungsstabilität auf. Die Ring-
leitungsstabilität wird im so genannten „Waring Blendor Test“
geprüft. Dabei werden die Pigmente in Abhängigkeit von den
L-Werten bei 20°C (CIELAB) in drei Klassen unterteilt:
∆L < 5: non degrading
∆L = 5–10: semi degrading
∆L > 10: degrading
Licht- und WetterechtheitMit unbehandelten Aluminumpigmenten vergleichbar.
LagerstabilitätDie Lagerstabilität der silikatbeschichteten Aluminium flakes
beträgt 24 Monate bei Raumtemperatur.
Degradation resistanceThe sandwich type structure of the silica encapsulated aluminium-
flakes provides aluminium pigments with a high resistance to
degradation. Simulation of the mechanical stress is afforded
by means of a “Waring Blendor Test”. The shear stability of the
pigments is divided into three levels, depending on the L values at
20°C (CIELAB):
∆L < 5: non degrading
∆L = 5–10: semi degrading
∆L > 10: degrading
Weathering and UV resistance Comparable to untreated aluminum pigments.
Storage stabilityStorage stability (at room temperature) of the silica coated
aluminium flake type is 24 months.
STAPA® HYDROLAN STAPA® HYDROLAN
STAPA®
= Aluminiumflake
Aluminium flake
= Silikatschicht
Silica layer
= Organische Oberflächenbeschichtung
Organic top coat
Waring Blender Test (15 Min. bei 20.000 rpm) D65/10 /Waring blender test (15 min at 20,000 rpm) D65/10
Cielab Farbraum / Cielab colour differential [∆L]
10
5
0
-5
-10
-15
20° 25° 35° 45° 55° 70° 75° 110°
Winkel [Grad] / Angle [Degrees]
Hydrolux 8154
Metallux R 8754
Hydrolan IL 8154
Die STAPA® HYDROLAN S-Reihe besteht aus extrem dünnen Silber-
dollarpigmenten der Reihe SILVERSHINE S. STAPA® HYDROLAN S
wurde speziell für Wasserlacke entwickelt. Mit Hilfe eines neuen,
schwermetallfreien Stabilisierungsverfahrens werden herkömm-
liche Aluminiumpigmente mit einer transparenten und homogenen
Silikatschicht umschlossen.
STAPA® HYDROLAN S schließt die Lücke zwischen konventionellen
Silberdollars und PVD-Pigmenten: Die enge Teilchengrößenverteilung
führt zu einer besonders hellen, chromähnlichen Optik. Funktional
überzeugt STAPA® HYDROLAN S mit einer äußerst hohen Deck-
fähigkeit, einer hervorragenden Gasungsstabilität sowie einer
optimalen Scherstabilität.
STAPA® HYDROLAN S-ReiheSilikatbeschichtete Aluminiumpigmente für wasserbasierte Beschichtungen STAPA® HYDROLAN S Series Silica-Encapsulated Aluminium Pigments for Water-Based Coatings
The STAPA® HYDROLAN S series consists of the extremely thin silver-
dollar pigments of the SILVERSHINE S series. STAPA® HYDROLAN
S was developed especially for water-based coatings systems.
A new heavy-metal-free stabilization procedure encapsulated
conventional aluminium pigments with a transparent and homo-
geneous silica layer.
STAPA® HYDROLAN S closes the gap between conventional silver-
dollars and PVD pigments: The narrow particle size distribution
results in a very bright, chrome-like appearance. From a functional
point of view, STAPA® HYDROLAN S convinces with its extremely
strong hiding power, an excellent gassing stability and a high shear
stability.
STAPA® HYDROLAN S
Typ/Grade
Festkörpergehalt/Non volatile content
Teilchengrößenverteilung / Particle size distributionermittelt mit / determined with CILAS 1064*ca. / approx.[µm]D10 D50 D90
Lösemittel/ Solvent
S 1100 50 % 5 9 13 Isopropanol / Iso-propanol
S 1500 20 % 8 14 23 Isopropanol / Iso-propanol
S 2100 60 % 11 20 32 Isopropanol / Iso-propanol
Weitere Produkte auf Anfrage / Further products upon request
* Siehe Seite 32 / See page 32

14 ECKART ECKART 15
HYDROSHINE
Typ/Grade
Pigmentgehalt/Pigment content
%
Teilchengrößenverteilung/ Particle Size Distribution D50 ca. / approx. [µm]
Lösemittel/ Solvent
Eigenschaften/Properties
Additivstabilisierte Pigmente / Additive-stabilized pigments
WS 1001 21,5 10 Butylglykol / Butyl glycolHohe Chemikalienresistenz und Gasungsstabilität / High chemical resistance and gassing stability
WS 1011 23 11 Isopropanol / Iso-propanol Hochbrillant / Highly brilliant
WS 4021 10 10 Butylglykol / Butyl glycol Dunkler Chromeffekt / Dark chrome-like effect
Schwermetallfreie Einkapselung / Heavy-metal-free encapsulation
WS 3001 10 11 Isopropanol / Iso-propanolSehr hohe Chemikalienresistenz und Gasungsstabilität / Very high chemical resistance and gassing stability
WS 3003 10 11 Isopropanol / Iso-propanolAusgezeichnete optische Effekte / Excellent optical effects
WS 3004 10 11 Isopropanol / Iso-propanolHöchste Chemikalienresistenz und Zwischenschichthaftung /Highest chemical resitance, very good intercoat adhesion
WS 4001 10 10Methoxypropanol /
Methoxy-propanol
Äußerst dunkles Pigment. Höchst chemikalienstabil / Extremely dark pigment. High chemical resistance
HYDROSHINE steht für hochbrillante stabilisierte Effektpigment-
Dispersionen, die in wasserbasierten Lacken eingesetzt werden
können und auf qualitativ hochwertigen PVD-Aluminium-
Pigmenten basieren. ECKART bietet unterschiedliche Technologien
an, um den speziellen Kundenanforderungen nach Gasungsstabilität,
Schwitzwasserbeständigkeit und optischem Erscheinungsbild
gerecht zu werden.
Folgende HYDROSHINE-Serien sind erhältlich:Additivstablilisierte Pigmente:HYDROSHINE WS 1000-Serie
Pigmente verfügbar in unterschiedlichen Lösemitteln.
HYDROSHINE WS 4021
Passiviertes PVD-Pigment für dunkle Chromeffekte.
Pigmente mit schwermetallfreier Einkapselung:HYDROSHINE WS 3000-Serie
Hohe Chemikalien- und Hydrolysebeständigkeit. Äußerst brillante
Chromeffekte.
HYDROSHINE WS 4001
Dunkelstes Pigment unter den HYDROSHINE WS-Produkten, aus-
geprägter Flop. Höchst chemikalienstabil.
Je nach gewünschtem Effekt variiert die typische Pigmentierungs-
höhe zwischen 0,5 % und 1,5 % (Aluminiumpigment-Festgehalt).
Das ideale Pigment-Bindemittel-Verhältnis liegt bei 1:5 bis 1:10.
HYDROSHINE is a highly brilliant effect pigment dispersion for
waterborne coatings based on the most advanced PVD aluminium
pigments. ECKART offers a choice of different technologies to
meet customers' specific demands for gassing stability, humidity
resistance and optical performance.
The following HYDROSHINE series are available:Additive-stabilized pigments:HYDROSHINE WS 1000 series
Pigments available in different solvents.
HYDROSHINE WS 4021
Passivated pigment for dark, chrome-like effects.
Pigments with heavy-metal-free encapsulation:HYDROSHINE WS 3000 series
High chemical and hydrolysis resistance. Highly brilliant chrome-
like effects.
HYDROSHINE WS 4001
Darkest pigment within the HYDROSHINE WS portfolio,
pronounced flop. Outstanding chemical resistance.
Depending on the desired effect the typical pigmentation will vary
between 0.5 % and 1.5 % (solid content of aluminium pigment).
The pigment to binder ratio should be between 1:5 to 1:10.
Hochbrillante Effektpigment-Dispersionen für WasserlackeUltra Brilliant Effect Pigment Dispersions for Waterborne Coatings
STAPA®
STAPA® HFG ist die weltweit einzigartige Produktinnovation für was-
serbasierende Beschichtungslösungen in Anwendungsbereichen
mit direktem Lebensmittelkontakt. Die Abkürzung HFG steht für
Hydro Food Grade. Dahinter verbergen sich speziell beschichtete
und stabilisierte Aluminiumpigmente.
STAPA® HFG ist PAH-frei und konform mit diversen europäischen
Bestimmungen hinsichtlich des Lebensmittelkontakts. STAPA® HFG
verfügt unter anderem über folgende Zulassungen:
– FDA-Zulassung 175.300
– Europäischer Standard für Spielzeuge EN 71-3 (Stand Nov. 2002)
Aus diesem Grund eignet sich STAPA® HFG hervorragend für Ein-
satzbereiche wie Spielwaren, Verpackungen, Can Coatings oder
für die Beschichtung von Kochgeschirr. Die wasserbasierende Pro-
duktlösung verleiht der jeweiligen Anwendung die gewünschte
effektvolle Optik: von silbermatt bis hochglänzend.
STAPA® HFG – Hydro Food GradeWasserbasierende Beschichtungen für direkten Lebensmittelkontakt STAPA® HFG – Hydro Food Grade Waterborne Coatings for the Direct Contact with Food
STAPA® HFG is a worldwide unique product innovation for water-
borne coatings in the field of applications with direct food contact.
HFG means Hydro Food Grade. The aluminium pigments used for
this product are specially coated and stabilized.
STAPA® HFG is PAH free and compliant with various European
standards regarding food contact. Amongst others, STAPA® HFG
is in accordance with:
– FDA approval 175.300
– European standard for toys EN-71-3 (as of Nov. 2002)
For this reason, STAPA® HFG is perfectly suited for applications
such as toys, packagings, can coatings or for the coating of cook-
ware. This water-based product solution provides the desired
expressive optics for your application: from a soft, greyish shade
to high-sparkling effects.
STAPA® HFG Nicht flüchtiger Anteil
(Pigment) / Non volatile
content (pigment),
nach/acc. to DIN 55923
+ 2%,
in %
Siebanalyse/Nasssiebung mit organischen Lösemitteln als Spülflüssigkeit/ Screen analysis/Wet sieving with organic solvents as rinsing liquid nach/acc. to DIN 53196
Teilchengrößenverteilung / Particle size distributionermittelt mit / determined with CILAS 1064ca./approx.[µm]
D10 D50 D90
Effekt / Effect
< 71 µm < 63 µm
min. % ca. / approx. [µm]
212 65 99,5 – 34 55 78 Hochglänzend / Very sparkling
214 65 – 99,9 21 37 61 Glänzend / Sparkling
501 60 – 99,9 9 25 48 Brillant / Brilliant
801 60 – 99,9 6 17 35 Seidiger, heller Schimmer /
Silky gloss, bright
9160 60 – 99,9 4 10 21 Silbermatt, strukturlos /
Greyish, structureless
Weitere Produkte auf Anfrage / Further products upon request
16 ECKART ECKART 17
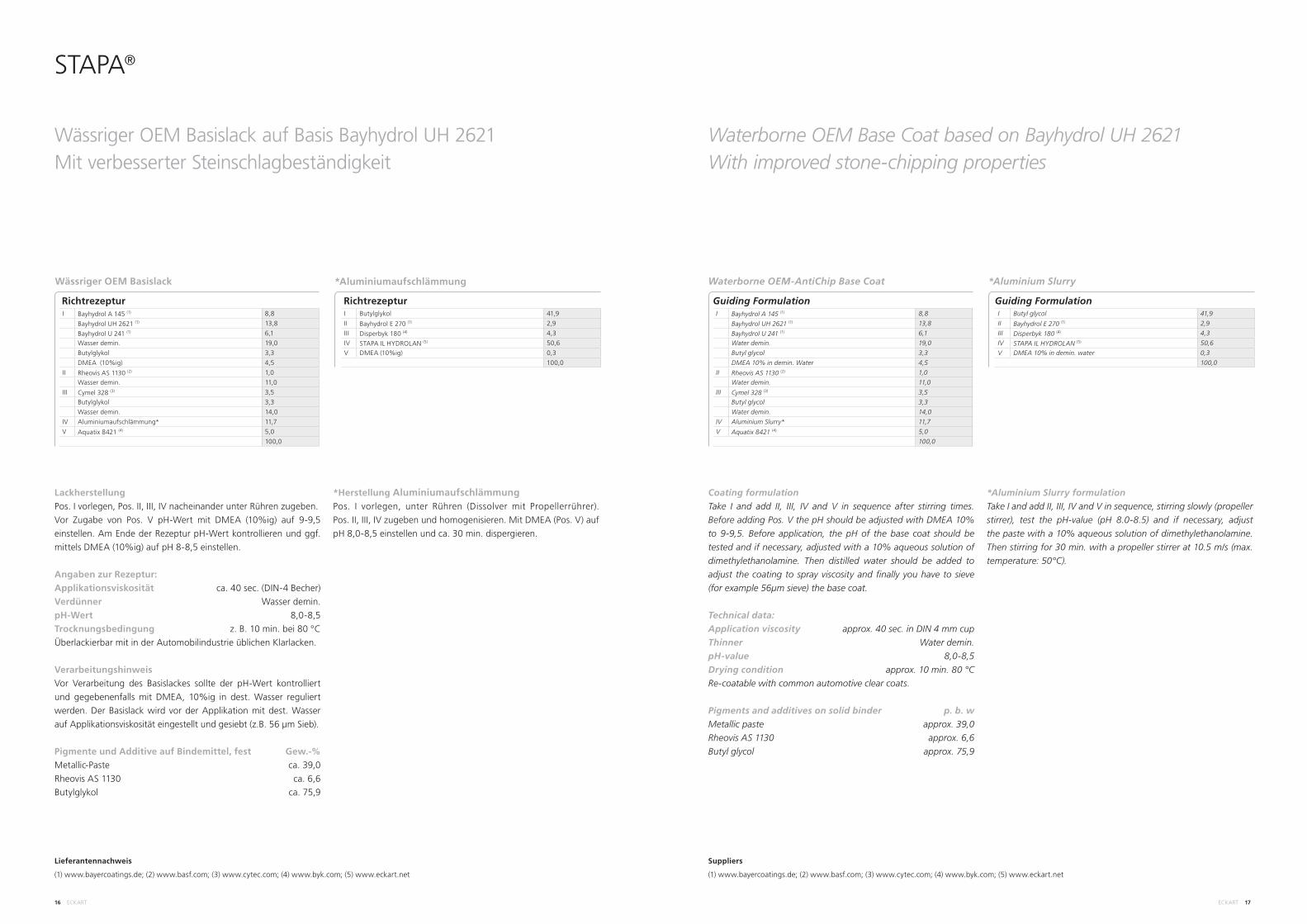
Wässriger OEM Basislack auf Basis Bayhydrol UH 2621Mit verbesserter Steinschlagbeständigkeit
LackherstellungPos. I vorlegen, Pos. II, III, IV nacheinander unter Rühren zugeben.
Vor Zugabe von Pos. V pH-Wert mit DMEA (10%ig) auf 9-9,5
einstellen. Am Ende der Rezeptur pH-Wert kontrollieren und ggf.
mittels DMEA (10%ig) auf pH 8-8,5 einstellen.
Angaben zur Rezeptur: Applikationsviskosität ca. 40 sec. (DIN-4 Becher)
Verdünner Wasser demin.
pH-Wert 8,0-8,5
Trocknungsbedingung z. B. 10 min. bei 80 °C
Überlackierbar mit in der Automobilindustrie üblichen Klarlacken.
VerarbeitungshinweisVor Verarbeitung des Basislackes sollte der pH-Wert kontrolliert
und gegebenenfalls mit DMEA, 10%ig in dest. Wasser reguliert
werden. Der Basislack wird vor der Applikation mit dest. Wasser
auf Applikationsviskosität eingestellt und gesiebt (z.B. 56 µm Sieb).
Pigmente und Additive auf Bindemittel, fest Gew.-%Metallic-Paste ca. 39,0
Rheovis AS 1130 ca. 6,6
Butylglykol ca. 75,9
RichtrezepturI Bayhydrol A 145 (1) 8,8
Bayhydrol UH 2621 (1) 13,8
Bayhydrol U 241 (1) 6,1
Wasser demin. 19,0
Butylglykol 3,3
DMEA (10%ig) 4,5
II Rheovis AS 1130 (2) 1,0
Wasser demin. 11,0
III Cymel 328 (3) 3,5
Butylglykol 3,3
Wasser demin. 14,0
IV Aluminiumaufschlämmung* 11,7
V Aquatix 8421 (4) 5,0
100,0
RichtrezepturI Butylglykol 41,9
II Bayhydrol E 270 (1) 2,9
III Disperbyk 180 (4) 4,3
IV STAPA IL HYDROLAN (5) 50,6
V DMEA (10%ig) 0,3
100,0
Waterborne OEM Base Coat based on Bayhydrol UH 2621With improved stone-chipping properties
Coating formulationTake I and add II, III, IV and V in sequence after stirring times.
Before adding Pos. V the pH should be adjusted with DMEA 10%
to 9-9,5. Before application, the pH of the base coat should be
tested and if necessary, adjusted with a 10% aqueous solution of
dimethylethanolamine. Then distilled water should be added to
adjust the coating to spray viscosity and finally you have to sieve
(for example 56µm sieve) the base coat.
Technical data: Application viscosity approx. 40 sec. in DIN 4 mm cup
Thinner Water demin.
pH-value 8,0-8,5
Drying condition approx. 10 min. 80 °C
Re-coatable with common automotive clear coats.
Pigments and additives on solid binder p. b. wMetallic paste approx. 39,0
Rheovis AS 1130 approx. 6,6
Butyl glycol approx. 75,9
*Herstellung AluminiumaufschlämmungPos. I vorlegen, unter Rühren (Dissolver mit Propellerrührer).
Pos. II, III, IV zugeben und homogenisieren. Mit DMEA (Pos. V) auf
pH 8,0-8,5 einstellen und ca. 30 min. dispergieren.
*Aluminium Slurry formulationTake I and add II, III, IV and V in sequence, stirring slowly (propeller
stirrer), test the pH-value (pH 8.0-8.5) and if necessary, adjust
the paste with a 10% aqueous solution of dimethylethanolamine.
Then stirring for 30 min. with a propeller stirrer at 10.5 m/s (max.
temperature: 50°C).
Wässriger OEM Basislack *Aluminiumaufschlämmung Waterborne OEM-AntiChip Base Coat *Aluminium Slurry
STAPA®
Guiding FormulationI Bayhydrol A 145 (1) 8,8
Bayhydrol UH 2621 (1) 13,8
Bayhydrol U 241 (1) 6,1
Water demin. 19,0
Butyl glycol 3,3
DMEA 10% in demin. Water 4,5
II Rheovis AS 1130 (2) 1,0
Water demin. 11,0
III Cymel 328 (3) 3,5
Butyl glycol 3,3
Water demin. 14,0
IV Aluminium Slurry* 11,7
V Aquatix 8421 (4) 5,0
100,0
Guiding FormulationI Butyl glycol 41,9
II Bayhydrol E 270 (1) 2,9
III Disperbyk 180 (4) 4,3
IV STAPA IL HYDROLAN (5) 50,6
V DMEA 10% in demin. water 0,3
100,0
Lieferantennachweis
(1) www.bayercoatings.de; (2) www.basf.com; (3) www.cytec.com; (4) www.byk.com; (5) www.eckart.net
Suppliers
(1) www.bayercoatings.de; (2) www.basf.com; (3) www.cytec.com; (4) www.byk.com; (5) www.eckart.net
18 ECKART ECKART 19
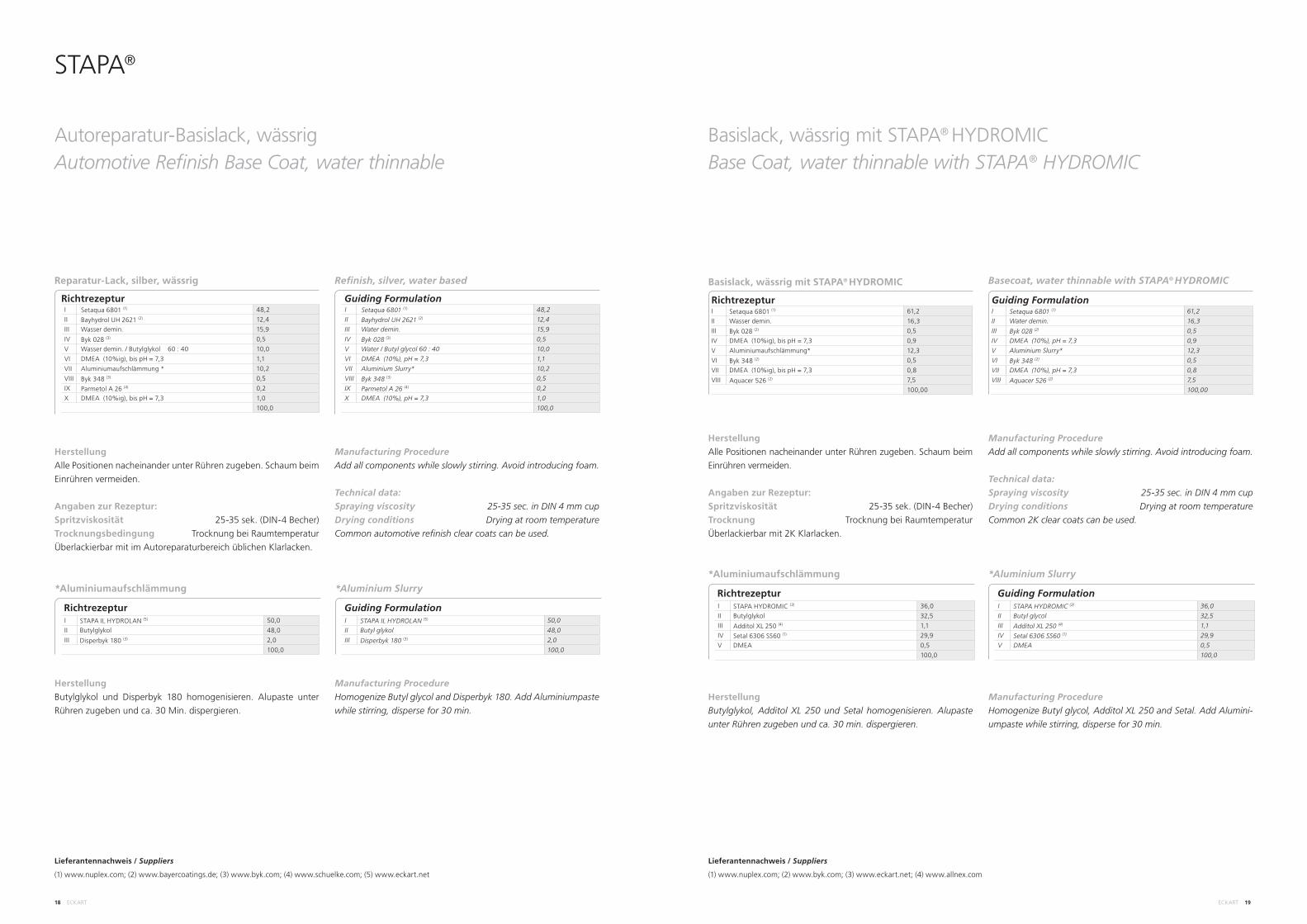
RichtrezepturI Setaqua 6801 (1) 48,2
II Bayhydrol UH 2621 (2) 12,4
III Wasser demin. 15,9
IV Byk 028 (3) 0,5
V Wasser demin. / Butylglykol 60 : 40 10,0
VI DMEA (10%ig), bis pH = 7,3 1,1
VII Aluminiumaufschlämmung * 10,2
VIII Byk 348 (3) 0,5
IX Parmetol A 26 (4) 0,2
X DMEA (10%ig), bis pH = 7,3 1,0
100,0
Autoreparatur-Basislack, wässrigAutomotive Refinish Base Coat, water thinnable
HerstellungAlle Positionen nacheinander unter Rühren zugeben. Schaum beim
Einrühren vermeiden.
Angaben zur Rezeptur: Spritzviskosität 25-35 sek. (DIN-4 Becher)
Trocknungsbedingung Trocknung bei Raumtemperatur
Überlackierbar mit im Autoreparaturbereich üblichen Klarlacken.
Manufacturing ProcedureAdd all components while slowly stirring. Avoid introducing foam.
Technical data: Spraying viscosity 25-35 sec. in DIN 4 mm cup
Drying conditions Drying at room temperature
Common automotive refinish clear coats can be used.
Reparatur-Lack, silber, wässrig Refinish, silver, water based
RichtrezepturI STAPA IL HYDROLAN (5) 50,0
II Butylglykol 48,0
III Disperbyk 180 (3) 2,0
100,0
*Aluminiumaufschlämmung
Guiding FormulationI Setaqua 6801 (1) 48,2
II Bayhydrol UH 2621 (2) 12,4
III Water demin. 15,9
IV Byk 028 (3) 0,5
V Water / Butyl glycol 60 : 40 10,0
VI DMEA (10%), pH = 7,3 1,1
VII Aluminium Slurry* 10,2
VIII Byk 348 (3) 0,5
IX Parmetol A 26 (4) 0,2
X DMEA (10%), pH = 7,3 1,0
100,0
Guiding FormulationI STAPA IL HYDROLAN (5) 50,0
II Butyl glykol 48,0
III Disperbyk 180 (3) 2,0
100,0
*Aluminium Slurry
HerstellungButylglykol und Disperbyk 180 homogenisieren. Alupaste unter
Rühren zugeben und ca. 30 Min. dispergieren.
Manufacturing ProcedureHomogenize Butyl glycol and Disperbyk 180. Add Aluminiumpaste
while stirring, disperse for 30 min.
STAPA®
HerstellungAlle Positionen nacheinander unter Rühren zugeben. Schaum beim
Einrühren vermeiden.
Angaben zur Rezeptur: Spritzviskosität 25-35 sek. (DIN-4 Becher)
Trocknung Trocknung bei Raumtemperatur
Überlackierbar mit 2K Klarlacken.
Manufacturing ProcedureAdd all components while slowly stirring. Avoid introducing foam.
Technical data: Spraying viscosity 25-35 sec. in DIN 4 mm cup
Drying conditions Drying at room temperature
Common 2K clear coats can be used.
Basislack, wässrig mit STAPA® HYDROMIC Base Coat, water thinnable with STAPA® HYDROMIC
RichtrezepturI Setaqua 6801 (1) 61,2
II Wasser demin. 16,3
III Byk 028 (2) 0,5
IV DMEA (10%ig), bis pH = 7,3 0,9
V Aluminiumaufschlämmung* 12,3
VI Byk 348 (2) 0,5
VII DMEA (10%ig), bis pH = 7,3 0,8
VIII Aquacer 526 (2) 7,5
100,00
Basislack, wässrig mit STAPA® HYDROMIC Basecoat, water thinnable with STAPA® HYDROMIC
Guiding FormulationI Setaqua 6801 (1) 61,2
II Water demin. 16,3
III Byk 028 (2) 0,5
IV DMEA (10%), pH = 7,3 0,9
V Aluminium Slurry* 12,3
VI Byk 348 (2) 0,5
VII DMEA (10%), pH = 7,3 0,8
VIII Aquacer 526 (2) 7,5
100,00
RichtrezepturI STAPA HYDROMIC (3) 36,0
II Butylglykol 32,5
III Additol XL 250 (4) 1,1
IV Setal 6306 SS60 (1) 29,9
V DMEA 0,5
100,0
*Aluminiumaufschlämmung
Guiding FormulationI STAPA HYDROMIC (3) 36,0
II Butyl glycol 32,5
III Additol XL 250 (4) 1,1
IV Setal 6306 SS60 (1) 29,9
V DMEA 0,5
100,0
*Aluminium Slurry
HerstellungButylglykol, Additol XL 250 und Setal homogenisieren. Alupaste
unter Rühren zugeben und ca. 30 min. dispergieren.
Manufacturing ProcedureHomogenize Butyl glycol, Additol XL 250 and Setal. Add Alumini-
umpaste while stirring, disperse for 30 min.
Lieferantennachweis / Suppliers
(1) www.nuplex.com; (2) www.bayercoatings.de; (3) www.byk.com; (4) www.schuelke.com; (5) www.eckart.net
Lieferantennachweis / Suppliers
(1) www.nuplex.com; (2) www.byk.com; (3) www.eckart.net; (4) www.allnex.com
20 ECKART ECKART 21
STAPA®
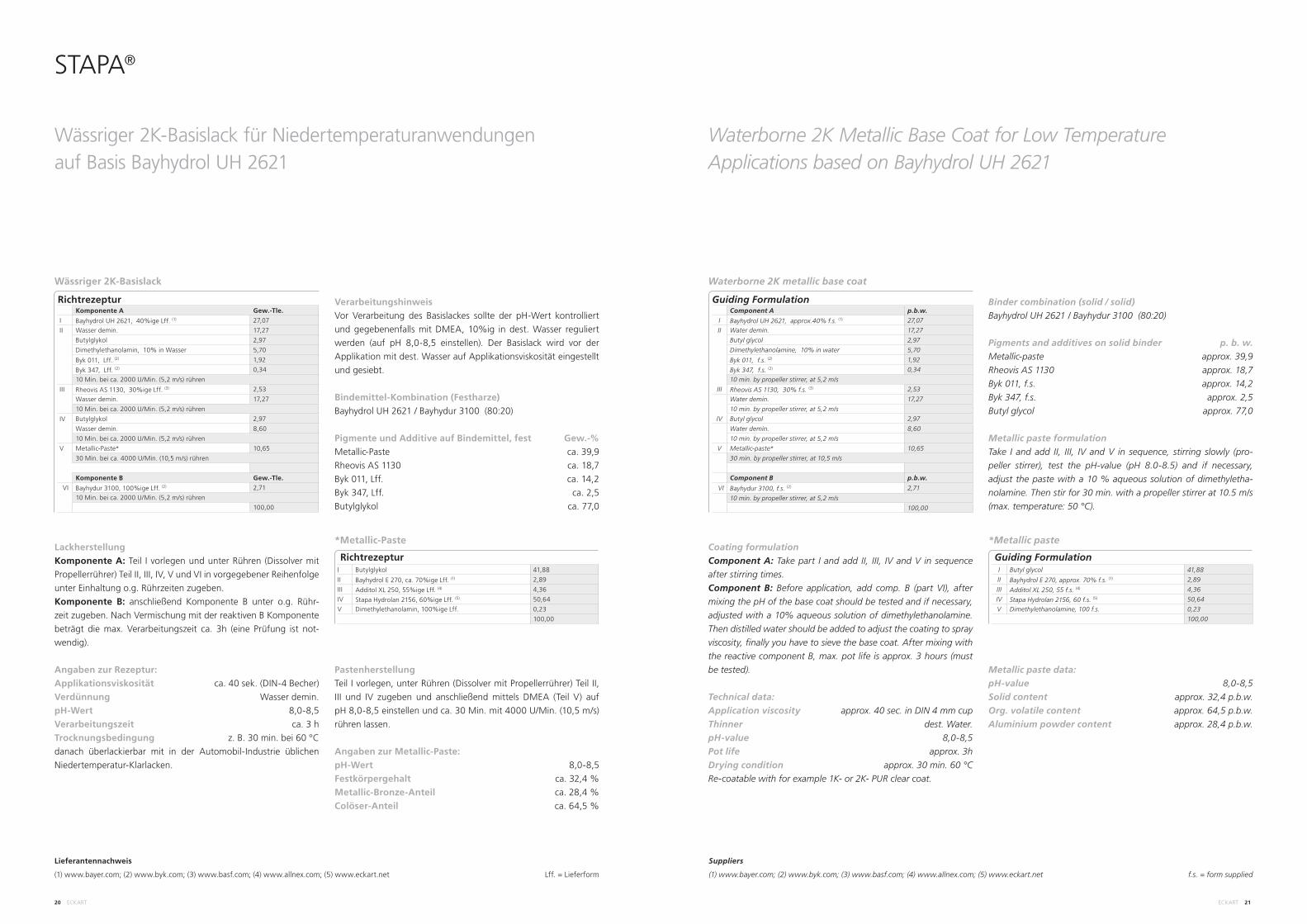
Wässriger 2K-Basislack für Niedertemperaturanwendungen auf Basis Bayhydrol UH 2621
VerarbeitungshinweisVor Verarbeitung des Basislackes sollte der pH-Wert kontrolliert
und gegebenenfalls mit DMEA, 10%ig in dest. Wasser reguliert
werden (auf pH 8,0-8,5 einstellen). Der Basislack wird vor der
Applikation mit dest. Wasser auf Applikationsviskosität eingestellt
und gesiebt.
Bindemittel-Kombination (Festharze)Bayhydrol UH 2621 / Bayhydur 3100 (80:20)
Pigmente und Additive auf Bindemittel, fest Gew.-%Metallic-Paste ca. 39,9
Rheovis AS 1130 ca. 18,7
Byk 011, Lff. ca. 14,2
Byk 347, Lff. ca. 2,5
Butylglykol ca. 77,0
RichtrezepturKomponente A Gew.-Tle.
I Bayhydrol UH 2621, 40%ige Lff. (1) 27,07
II Wasser demin. 17,27
Butylglykol 2,97
Dimethylethanolamin, 10% in Wasser 5,70
Byk 011, Lff. (2) 1,92
Byk 347, Lff. (2) 0,34
10 Min. bei ca. 2000 U/Min. (5,2 m/s) rühren
III Rheovis AS 1130, 30%ige Lff. (3) 2,53
Wasser demin. 17,27
10 Min. bei ca. 2000 U/Min. (5,2 m/s) rühren
IV Butylglykol 2,97
Wasser demin. 8,60
10 Min. bei ca. 2000 U/Min. (5,2 m/s) rühren
V Metallic-Paste* 10,65
30 Min. bei ca. 4000 U/Min. (10,5 m/s) rühren
Komponente B Gew.-Tle.
VI Bayhydur 3100, 100%ige Lff. (2) 2,71
10 Min. bei ca. 2000 U/Min. (5,2 m/s) rühren
100,00
LackherstellungKomponente A: Teil I vorlegen und unter Rühren (Dissolver mit
Propellerrührer) Teil II, III, IV, V und VI in vorgegebener Reihenfolge
unter Einhaltung o.g. Rührzeiten zugeben.
Komponente B: anschließend Komponente B unter o.g. Rühr-
zeit zugeben. Nach Vermischung mit der reaktiven B Komponente
beträgt die max. Verarbeitungszeit ca. 3h (eine Prüfung ist not-
wendig).
Angaben zur Rezeptur: Applikationsviskosität ca. 40 sek. (DIN-4 Becher)
Verdünnung Wasser demin.
pH-Wert 8,0-8,5
Verarbeitungszeit ca. 3 h
Trocknungsbedingung z. B. 30 min. bei 60 °C
danach überlackierbar mit in der Automobil-Industrie üblichen
Niedertemperatur-Klarlacken.
PastenherstellungTeil I vorlegen, unter Rühren (Dissolver mit Propellerrührer) Teil II,
III und IV zugeben und anschließend mittels DMEA (Teil V) auf
pH 8,0-8,5 einstellen und ca. 30 Min. mit 4000 U/Min. (10,5 m/s)
rühren lassen.
Angaben zur Metallic-Paste:pH-Wert 8,0-8,5
Festkörpergehalt ca. 32,4 %
Metallic-Bronze-Anteil ca. 28,4 %
Colöser-Anteil ca. 64,5 %
Waterborne 2K Metallic Base Coat for Low Temperature Applications based on Bayhydrol UH 2621
Binder combination (solid / solid)Bayhydrol UH 2621 / Bayhydur 3100 (80:20)
Pigments and additives on solid binder p. b. w.Metallic-paste approx. 39,9
Rheovis AS 1130 approx. 18,7
Byk 011, f.s. approx. 14,2
Byk 347, f.s. approx. 2,5
Butyl glycol approx. 77,0
Metallic paste formulationTake I and add II, III, IV and V in sequence, stirring slowly (pro-
peller stirrer), test the pH-value (pH 8.0-8.5) and if necessary,
adjust the paste with a 10 % aqueous solution of dimethyletha-
nolamine. Then stir for 30 min. with a propeller stirrer at 10.5 m/s
(max. temperature: 50 °C).
Coating formulationComponent A: Take part I and add II, III, IV and V in sequence
after stirring times.
Component B: Before application, add comp. B (part VI), after
mixing the pH of the base coat should be tested and if necessary,
adjusted with a 10% aqueous solution of dimethylethanolamine.
Then distilled water should be added to adjust the coating to spray
viscosity, finally you have to sieve the base coat. After mixing with
the reactive component B, max. pot life is approx. 3 hours (must
be tested).
Technical data: Application viscosity approx. 40 sec. in DIN 4 mm cup
Thinner dest. Water.
pH-value 8,0-8,5
Pot life approx. 3h
Drying condition approx. 30 min. 60 °C
Re-coatable with for example 1K- or 2K- PUR clear coat.
Metallic paste data:pH-value 8,0-8,5
Solid content approx. 32,4 p.b.w.
Org. volatile content approx. 64,5 p.b.w.
Aluminium powder content approx. 28,4 p.b.w.
Wässriger 2K-Basislack
RichtrezepturI Butylglykol 41,88
II Bayhydrol E 270, ca. 70%ige Lff. (1) 2,89
III Additol XL 250, 55%ige Lff. (4) 4,36
IV Stapa Hydrolan 2156, 60%ige Lff. (5) 50,64
V Dimethylethanolamin, 100%ige Lff. 0,23
100,00
*Metallic-Paste
Guiding FormulationComponent A p.b.w.
I Bayhydrol UH 2621, approx.40% f.s. (1) 27,07
II Water demin. 17,27
Butyl glycol 2,97
Dimethylethanolamine, 10% in water 5,70
Byk 011, f.s. (2) 1,92
Byk 347, f.s. (2) 0,34
10 min. by propeller stirrer, at 5,2 m/s
III Rheovis AS 1130, 30% f.s. (3) 2,53
Water demin. 17,27
10 min. by propeller stirrer, at 5,2 m/s
IV Butyl glycol 2,97
Water demin. 8,60
10 min. by propeller stirrer, at 5,2 m/s
V Metallic-paste* 10,65
30 min. by propeller stirrer, at 10,5 m/s
Component B p.b.w.
VI Bayhydur 3100, f.s. (2) 2,71
10 min. by propeller stirrer, at 5,2 m/s
100,00
Waterborne 2K metallic base coat
Guiding FormulationI Butyl glycol 41,88
II Bayhydrol E 270, approx. 70% f.s. (1) 2,89
III Additol XL 250, 55 f.s. (4) 4,36
IV Stapa Hydrolan 2156, 60 f.s. (5) 50,64
V Dimethylethanolamine, 100 f.s. 0,23
100,00
*Metallic paste
Lff. = Lieferform
Lieferantennachweis
(1) www.bayer.com; (2) www.byk.com; (3) www.basf.com; (4) www.allnex.com; (5) www.eckart.net
Suppliers
(1) www.bayer.com; (2) www.byk.com; (3) www.basf.com; (4) www.allnex.com; (5) www.eckart.net f.s. = form supplied
22 ECKART ECKART 23
STAPA®
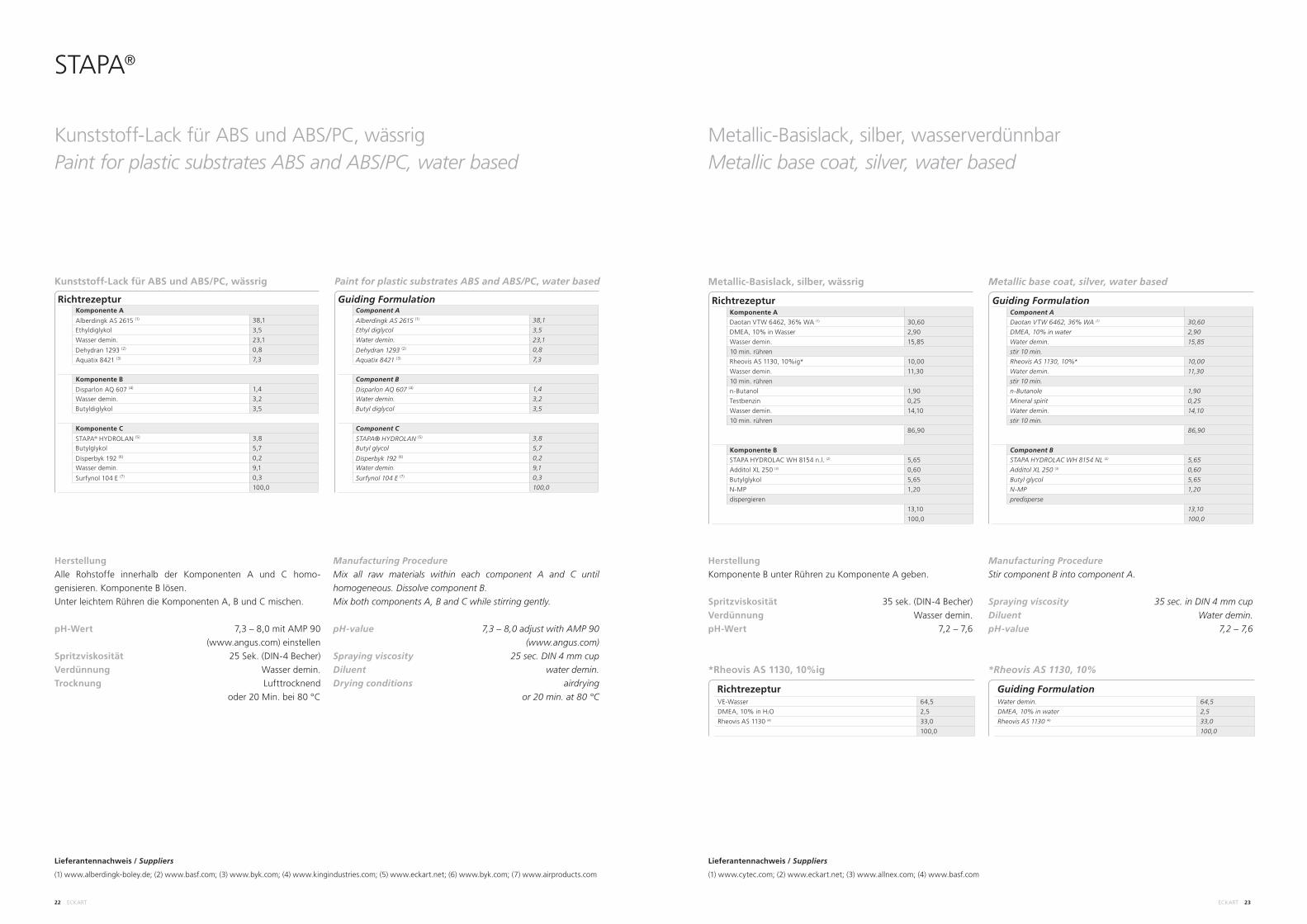
Kunststoff-Lack für ABS und ABS/PC, wässrig Paint for plastic substrates ABS and ABS/PC, water based
RichtrezepturKomponente A
Alberdingk AS 2615 (1) 38,1
Ethyldiglykol 3,5
Wasser demin. 23,1
Dehydran 1293 (2) 0,8
Aquatix 8421 (3) 7,3
Komponente B
Disparlon AQ 607 (4) 1,4
Wasser demin. 3,2
Butyldiglykol 3,5
Komponente C
STAPA® HYDROLAN (5) 3,8
Butylglykol 5,7
Disperbyk 192 (6) 0,2
Wasser demin. 9,1
Surfynol 104 E (7) 0,3
100,0
HerstellungAlle Rohstoffe innerhalb der Komponenten A und C homo-
genisieren. Komponente B lösen.
Unter leichtem Rühren die Komponenten A, B und C mischen.
pH-Wert 7,3 – 8,0 mit AMP 90
(www.angus.com) einstellen
Spritzviskosität 25 Sek. (DIN-4 Becher)
Verdünnung Wasser demin.
Trocknung Lufttrocknend
oder 20 Min. bei 80 °C
Kunststoff-Lack für ABS und ABS/PC, wässrig
Guiding FormulationComponent A
Alberdingk AS 2615 (1) 38,1
Ethyl diglycol 3,5
Water demin. 23,1
Dehydran 1293 (2) 0,8
Aquatix 8421 (3) 7,3
Component B
Disparlon AQ 607 (4) 1,4
Water demin. 3,2
Butyl diglycol 3,5
Component C
STAPA® HYDROLAN (5) 3,8
Butyl glycol 5,7
Disperbyk 192 (6) 0,2
Water demin. 9,1
Surfynol 104 E (7) 0,3
100,0
Manufacturing Procedure Mix all raw materials within each component A and C until
homogeneous. Dissolve component B.
Mix both components A, B and C while stirring gently.
pH-value 7,3 – 8,0 adjust with AMP 90
(www.angus.com)
Spraying viscosity 25 sec. DIN 4 mm cup
Diluent water demin.
Drying conditions airdrying
or 20 min. at 80 °C
Paint for plastic substrates ABS and ABS/PC, water based
Metallic-Basislack, silber, wasserverdünnbar Metallic base coat, silver, water based
RichtrezepturKomponente A
Daotan VTW 6462, 36% WA (1) 30,60
DMEA, 10% in Wasser 2,90
Wasser demin. 15,85
10 min. rühren
Rheovis AS 1130, 10%ig* 10,00
Wasser demin. 11,30
10 min. rühren
n-Butanol 1,90
Testbenzin 0,25
Wasser demin. 14,10
10 min. rühren
86,90
Komponente B
STAPA HYDROLAC WH 8154 n.l. (2) 5,65
Additol XL 250 (3) 0,60
Butylglykol 5,65
N-MP 1,20
dispergieren
13,10
100,0
HerstellungKomponente B unter Rühren zu Komponente A geben.
Spritzviskosität 35 sek. (DIN-4 Becher)
Verdünnung Wasser demin.
pH-Wert 7,2 – 7,6
Manufacturing ProcedureStir component B into component A.
Spraying viscosity 35 sec. in DIN 4 mm cup
Diluent Water demin.
pH-value 7,2 – 7,6
Metallic-Basislack, silber, wässrig Metallic base coat, silver, water based
RichtrezepturVE-Wasser 64,5
DMEA, 10% in H2O 2,5
Rheovis AS 1130 (4) 33,0
100,0
*Rheovis AS 1130, 10%ig
Guiding FormulationWater demin. 64,5
DMEA, 10% in water 2,5
Rheovis AS 1130 (4) 33,0
100,0
*Rheovis AS 1130, 10%
Guiding FormulationComponent A
Daotan VTW 6462, 36% WA (1) 30,60
DMEA, 10% in water 2,90
Water demin. 15,85
stir 10 min.
Rheovis AS 1130, 10%* 10,00
Water demin. 11,30
stir 10 min.
n-Butanole 1,90
Mineral spirit 0,25
Water demin. 14,10
stir 10 min.
86,90
Component B
STAPA HYDROLAC WH 8154 NL (2) 5,65
Additol XL 250 (3) 0,60
Butyl glycol 5,65
N-MP 1,20
predisperse
13,10
100,0
Lieferantennachweis / Suppliers
(1) www.cytec.com; (2) www.eckart.net; (3) www.allnex.com; (4) www.basf.com
Lieferantennachweis / Suppliers
(1) www.alberdingk-boley.de; (2) www.basf.com; (3) www.byk.com; (4) www.kingindustries.com; (5) www.eckart.net; (6) www.byk.com; (7) www.airproducts.com
24 ECKART ECKART 25
Guiding FormulationComponent A
WorleeCryl 7135, 42 % W (1) 50,0
start with pos. 1
Acrysol RM 8, 30 % in water demin. (2) 0,6
Water demin. 13,9
blend pos. 2 and 3 and mix into pos. 1
Water demin. 10,5
Methoxy propanol 5,0
add one after the other while stirring
Component B
STAPA® HYDROLAC WH Chromal X (3) 10,0
Water demin. 10,0
disperse homogeneously
100,00
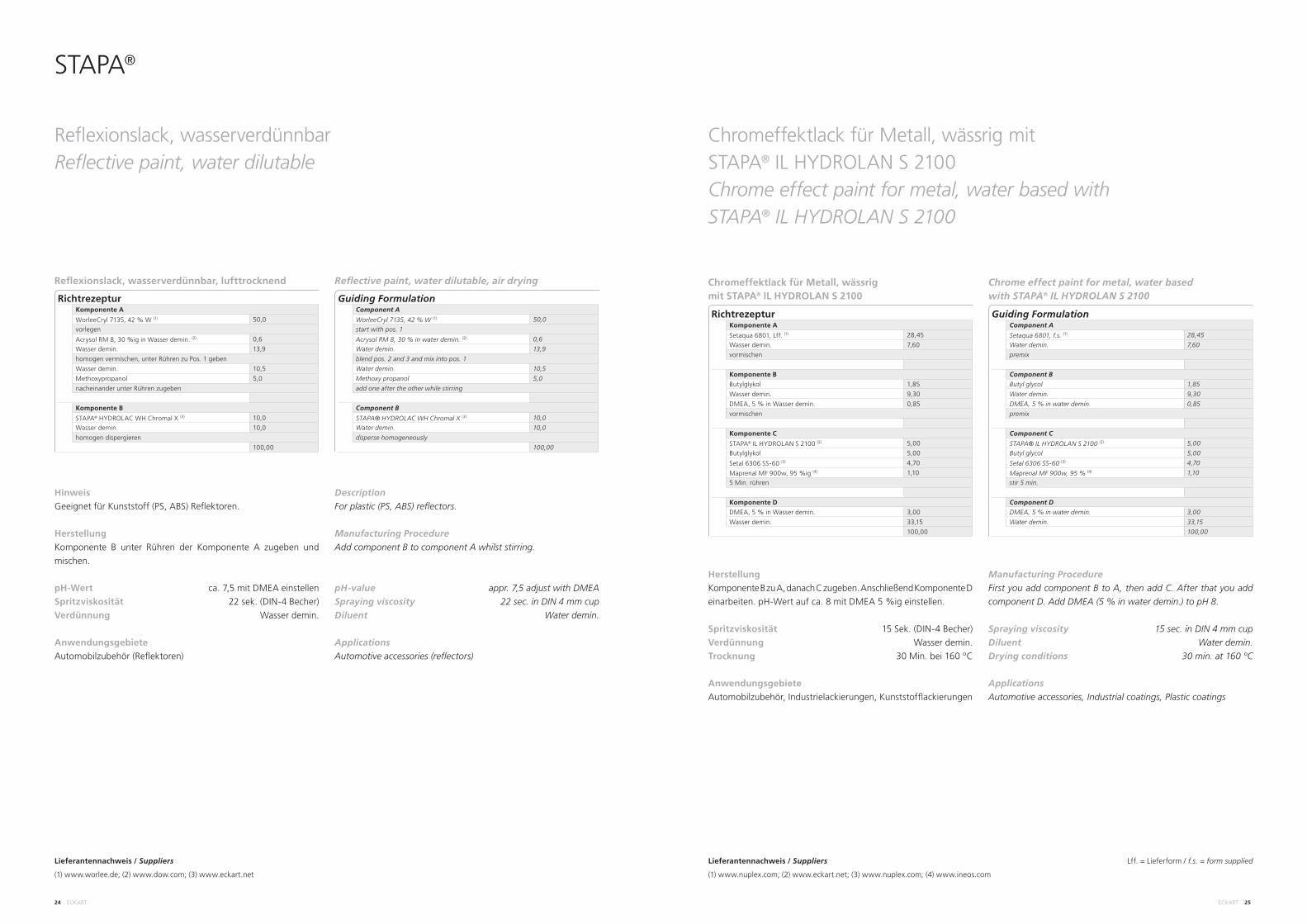
RichtrezepturKomponente A
WorleeCryl 7135, 42 % W (1) 50,0
vorlegen
Acrysol RM 8, 30 %ig in Wasser demin. (2) 0,6
Wasser demin. 13,9
homogen vermischen, unter Rühren zu Pos. 1 geben
Wasser demin. 10,5
Methoxypropanol 5,0
nacheinander unter Rühren zugeben
Komponente B
STAPA® HYDROLAC WH Chromal X (3) 10,0
Wasser demin. 10,0
homogen dispergieren
100,00
HerstellungKomponente B zu A, danach C zugeben. Anschließend Komponente D
einarbeiten. pH-Wert auf ca. 8 mit DMEA 5 %ig einstellen.
Spritzviskosität 15 Sek. (DIN-4 Becher)
Verdünnung Wasser demin.
Trocknung 30 Min. bei 160 °C
AnwendungsgebieteAutomobilzubehör, Industrielackierungen, Kunststofflackierungen
Manufacturing ProcedureFirst you add component B to A, then add C. After that you add
component D. Add DMEA (5 % in water demin.) to pH 8.
Spraying viscosity 15 sec. in DIN 4 mm cup
Diluent Water demin.
Drying conditions 30 min. at 160 °C
ApplicationsAutomotive accessories, Industrial coatings, Plastic coatings
Chromeffektlack für Metall, wässrig mit STAPA® IL HYDROLAN S 2100Chrome effect paint for metal, water based with STAPA® IL HYDROLAN S 2100
RichtrezepturKomponente A
Setaqua 6801, Lff. (1) 28,45
Wasser demin. 7,60
vormischen
Komponente B
Butylglykol 1,85
Wasser demin. 9,30
DMEA, 5 % in Wasser demin. 0,85
vormischen
Komponente C
STAPA® IL HYDROLAN S 2100 (2) 5,00
Butylglykol 5,00
Setal 6306 SS-60 (3) 4,70
Maprenal MF 900w, 95 %ig (4) 1,10
5 Min. rühren
Komponente D
DMEA, 5 % in Wasser demin. 3,00
Wasser demin. 33,15
100,00
Chromeffektlack für Metall, wässrig mit STAPA® IL HYDROLAN S 2100
Guiding FormulationComponent A
Setaqua 6801, f.s. (1) 28,45
Water demin. 7,60
premix
Component B
Butyl glycol 1,85
Water demin. 9,30
DMEA, 5 % in water demin. 0,85
premix
Component C
STAPA® IL HYDROLAN S 2100 (2) 5,00
Butyl glycol 5,00
Setal 6306 SS-60 (3) 4,70
Maprenal MF 900w, 95 % (4) 1,10
stir 5 min.
Component D
DMEA, 5 % in water demin. 3,00
Water demin. 33,15
100,00
Chrome effect paint for metal, water based with STAPA® IL HYDROLAN S 2100
STAPA®
Lff. = Lieferform / f.s. = form supplied
HerstellungKomponente B unter Rühren der Komponente A zugeben und
mischen.
pH-Wert ca. 7,5 mit DMEA einstellen
Spritzviskosität 22 sek. (DIN-4 Becher)
Verdünnung Wasser demin.
AnwendungsgebieteAutomobilzubehör (Reflektoren)
Manufacturing ProcedureAdd component B to component A whilst stirring.
pH-value appr. 7,5 adjust with DMEA
Spraying viscosity 22 sec. in DIN 4 mm cup
Diluent Water demin.
ApplicationsAutomotive accessories (reflectors)
Reflexionslack, wasserverdünnbarReflective paint, water dilutable
HinweisGeeignet für Kunststoff (PS, ABS) Reflektoren.
DescriptionFor plastic (PS, ABS) reflectors.
Reflexionslack, wasserverdünnbar, lufttrocknend Reflective paint, water dilutable, air drying
Lieferantennachweis / Suppliers
(1) www.worlee.de; (2) www.dow.com; (3) www.eckart.net
Lieferantennachweis / Suppliers
(1) www.nuplex.com; (2) www.eckart.net; (3) www.nuplex.com; (4) www.ineos.com
26 ECKART ECKART 27
STAPA®
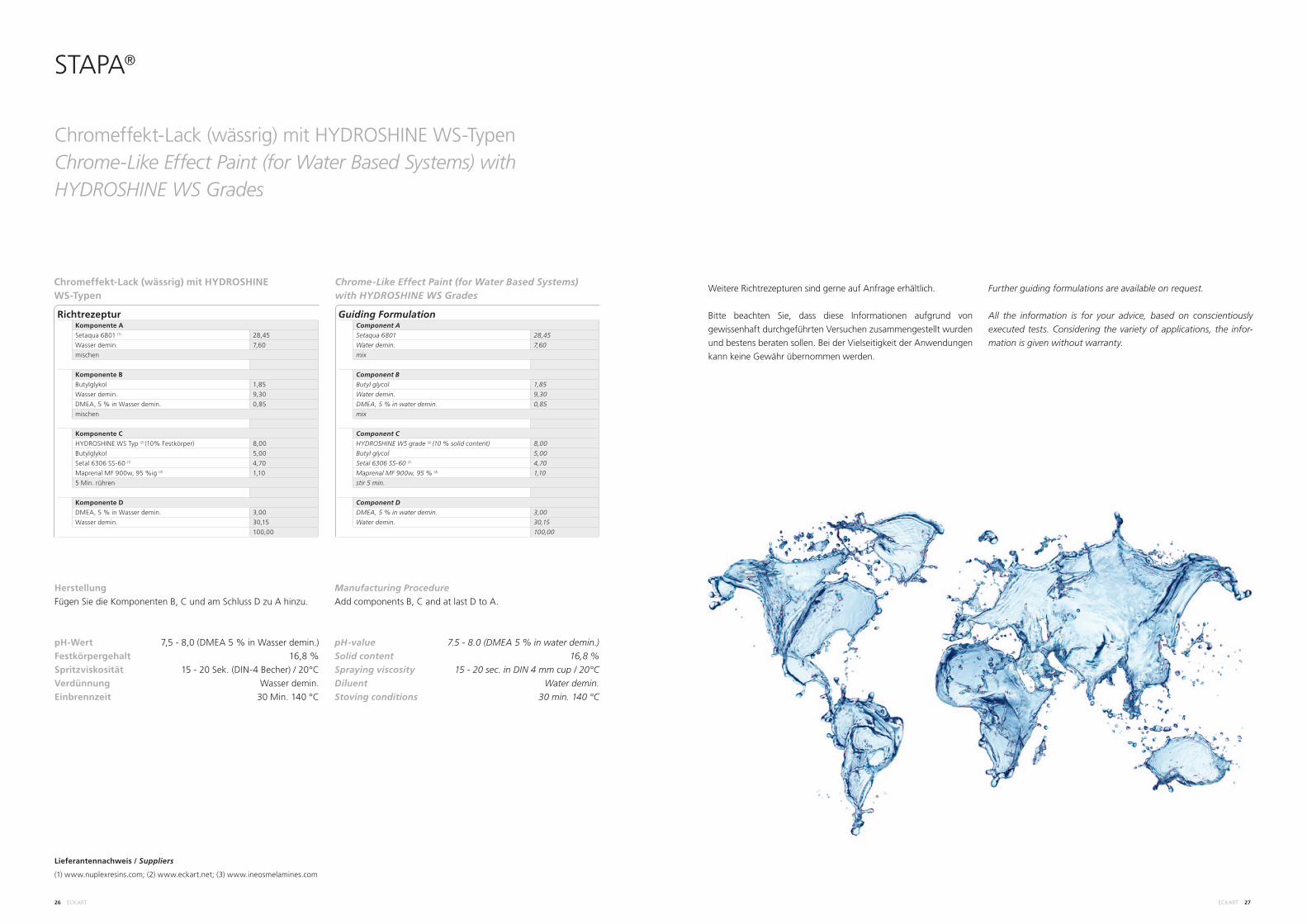
Chromeffekt-Lack (wässrig) mit HYDROSHINE WS-TypenChrome-Like Effect Paint (for Water Based Systems) with HYDROSHINE WS Grades
HerstellungFügen Sie die Komponenten B, C und am Schluss D zu A hinzu.
pH-Wert 7,5 - 8,0 (DMEA 5 % in Wasser demin.)
Festkörpergehalt 16,8 %
Spritzviskosität 15 - 20 Sek. (DIN-4 Becher) / 20°C
Verdünnung Wasser demin.
Einbrennzeit 30 Min. 140 °C
Manufacturing ProcedureAdd components B, C and at last D to A.
pH-value 7.5 - 8.0 (DMEA 5 % in water demin.)
Solid content 16,8 %
Spraying viscosity 15 - 20 sec. in DIN 4 mm cup / 20°C
Diluent Water demin.
Stoving conditions 30 min. 140 °C
RichtrezepturKomponente A
Setaqua 6801 (1) 28,45
Wasser demin. 7,60
mischen
Komponente B
Butylglykol 1,85
Wasser demin. 9,30
DMEA, 5 % in Wasser demin. 0,85
mischen
Komponente C
HYDROSHINE WS Typ (2) (10% Festkörper) 8,00
Butylglykol 5,00
Setal 6306 SS-60 (1) 4,70
Maprenal MF 900w, 95 %ig (3) 1,10
5 Min. rühren
Komponente D
DMEA, 5 % in Wasser demin. 3,00
Wasser demin. 30,15
100,00
Chromeffekt-Lack (wässrig) mit HYDROSHINE WS-Typen
Guiding FormulationComponent A
Setaqua 6801 28,45
Water demin. 7,60
mix
Component B
Butyl glycol 1,85
Water demin. 9,30
DMEA, 5 % in water demin. 0,85
mix
Component C
HYDROSHINE WS grade (2) (10 % solid content) 8,00
Butyl glycol 5,00
Setal 6306 SS-60 (1) 4,70
Maprenal MF 900w, 95 % (3) 1,10
stir 5 min.
Component D
DMEA, 5 % in water demin. 3,00
Water demin. 30,15
100,00
Chrome-Like Effect Paint (for Water Based Systems) with HYDROSHINE WS Grades
Lieferantennachweis / Suppliers
(1) www.nuplexresins.com; (2) www.eckart.net; (3) www.ineosmelamines.com
Weitere Richtrezepturen sind gerne auf Anfrage erhältlich.
Bitte beachten Sie, dass diese Informationen aufgrund von
gewissenhaft durchgeführten Versuchen zusammengestellt wurden
und bestens beraten sollen. Bei der Vielseitigkeit der Anwendungen
kann keine Gewähr übernommen werden.
Further guiding formulations are available on request.
All the information is for your advice, based on conscientiously
executed tests. Considering the variety of applications, the infor-
mation is given without warranty.

28 ECKART ECKART 29
Die Qualitätskontrolle der STAPA®/STANDART® Metallpigmente
umfasst neben der Bestimmung der in den Datenblättern aufgeführ-
ten Qualitätskriterien eine umfangreiche Abprüfung unter optischen
Gesichtspunkten.
Grundsätzlich werden
– Prüfungen am Pigment und
– Prüfungen an der Applikation durchgeführt.
Die direkt am Pigment bestimmten Qualitätsmerkmale sind
– Siebanalyse (Grenzkornsiebung) nach DIN 53196 bzw. ASTM 11
– Teilchengrößenverteilung nach der Lasergranulometermethode
nach ISO 13320-1
Zusätzlich bei allen Pasten
– Gehalt an flüchtigen bzw. nicht-flüchtigen Anteilen in Anlehnung
an DIN 55923
Zusätzlich bei Aluminiumpasten für wässrige Systeme
– Gasungsstabilität (nicht genormt)
Die Prüfungen der optischen Qualitätsmerkmale an einer
Lackapplikation (visuell und/oder instrumental) umfassen
– metallischer Effekt (Flops)
– Helligkeit
– Brillanz
– Abbildeschärfe (DOI)
– Bunttonsättigung
– Färbevermögen
– Deckfähigkeit
In addition to determining the quality criteria specified in the data
sheets, the quality control applied in connection with the STAPA®/
STANDART® metal pigments comprises comprehensive testing of
optical aspects.
As a rule, the following tests are carried out:
– Tests on the pigment, and
– tests in the application.
The quality characteristics determined directly on the pigment are
as follows:
– Sieve analysis (limit size particle sieving)
according to DIN 53196 or ASTM 11
– Particle size distribution according to the laser granulometer
method ISO 13320-1
In addition, for all pastes
– Volatile or non-volatile content in accordance with DIN 55923
In addition, for aluminium pastes for aqueous systems
– Gassing stability (not standardized)
The tests for the optical quality characteristics of a paint
application (visual and/or instrumental) include the following:
– metallic effect (flop)
– brightness
– brilliance
– distinctiveness of image (DOI)
– color saturation
– tinting strength
– covering capacity
Qualitätskontrolle / PrüfmethodenQuality control / Testing methods

30 ECKART ECKART 31
Kochtest ECKART-PrüfmethodeBoiling test ECKART test methods
Kurzbeschreibung des KochtestsDer Kochtest ist eine Methode zur Messung der Stabilität von
Aluminiumpigmenten in Wasser. Gemessen wird die Zeit, in der 1 g
Aluminium in siedendem Wasser 400 ml Wasserstoff
entwickelt.
Durchführung des KochtestsDen Aufbau der Kochtestapparatur zeigt die schematische Darstel-
lung. Die Messung wird folgendermaßen durchgeführt:
1. Im Kochtestkolben c 150 ml VE-Wasser zum Sieden erhitzen.
2. 1 g Aluminium als Pulver oder Paste (bei Pasten Lösungsmittel-
gehalt berücksichtigen!) mit Butylglykol vordispergieren. Gesamt-
einwaage Aluminium + Lösungsmittel: 10 g.
3. Mit dem Gefäß g das Niveau der Sperrflüssigkeit in der Bürette f
auf die obere Messmarke h einstellen.
4. Aluminiumdispersion in den Kolben c geben, Kolben wieder
verschließen und die Uhrzeit notieren.
5. Um einen Überdruck in der Apparatur durch die einsetzende Gas-
entwicklung zu vermeiden, wird durch gelegentliches Tiefersetzen
des Niveaugefäßes g der Flüssigkeitsstand in g und f in etwa auf
gleicher Höhe gehalten. Erreicht das Flüssigkeitsniveau die untere
Messmarke i, wird die Zeit gemessen.
6. Apparatur am Tropfenfänger d öffnen, a und b abschalten.
Brief description of the boiling testThis test is a method to measure the gassing stability of aluminium
pigments in water. Being measured is the time during which 1 g of
aluminium (solid) produces 400 ml hydrogen at the temperature of
the boiling liquid (mainly water, see below).
Test methodAttached is a schematic drawing of the apparatus with a list of the
necessary equipment.
1. 150 ml of dem. water is heated to boiling point (under reflux) in
flask c.
2. 1 g of aluminium as powder or paste (if using an aluminium-
paste the non volatile content is to be considered) is dispersed in
butyl glycol to get 10 g dispersion.
3. Adjust the level of the sealing liquid in burette f with the leveling
bottle g to the upper mark h.
4. Add the aluminium dispersion to flask c and reclose tightly. Note
time.
5. To avoid an over pressure in the apparatus by the hydrogen
evolution, the level of the sealing liquid in g and f should be
adjusted by moving the leveling bottle g down. When the level
of the equalized sealing liquid reaches the lower mark i; note
time again. (We are using a magnetic fload valve and a time
recorder to be time-independent).
6. Switch off magnetic mixer a and heater b and open drip tube d.
Kochtest ECKART-PrüfmethodeBoiling test ECKART test methods
a) Magnetrührwerk
b) Pilzheizhaube
c) 250 ml Zweihalsrundkolben
mit Kochtestdispersion
d) Tropfenfänger
e) Kugelkühler
f) 400 ml Gasbürette mit Sperrflüssig-
keit (angefärbtes VE-H20)
g) Niveaugefäß
h) obere Messmarke
i) untere Messmarke
a) magnetic mixer
b) heater
c) 250 ml flask (two necked)
d) drip tube
e) refluxer
f) 400 ml burette with sealing
liquid (colored water)
g) leveling bottle
h) upper mark
i) lower mark
32 ECKART ECKART 33
Bestimmung der Korngrößenverteilung mit der LasergranulometrieDetermination of particle size distribution with laser granulometer
Die Messung der Teilchengrößenverteilung (typische Kennzahlen)
bedient sich der Methode der Lasergranulometrie und erfolgt nach
der Norm ISO 13320-1.
Außer von der Hardware (Gerätehersteller, Gerätetyp) und der Soft-
ware (Rechnerprogramm der Auswerteeinheit) sind die Ergebnisse
der Lasergranulometer in erheblichem Maße von folgenden Para-
metern abhängig:
– Dispergierart
– Dispergiergerät
– Dispergiermedium
– Dispergierenergie
– Dispergierdauer
Üblicherweise wird die Probe mit Ultraschall dispergiert. Hier kann
entweder die im Gerät integrierte Ultraschallwanne verwendet oder
– vorteilhafter – die Probe in einem externen Ultraschallbad vor-
dispergiert werden.
Je höher die Ultraschallfrequenz bzw. die Energiedichte im Dispergier-
gefäß, desto „feiner“ erscheint die Probe, da umso mehr Feins teilchen
dispergiert werden. Im Extremfall werden bei hoher Energiedichte
Feinstteilchen durch mechanisches Abbrechen vom ursprünglichen
Pigment erzeugt.
Der Einfluss der Dispergierdauer äußert sich darin, dass der Median-
wert (D 50) mit zunehmender Dispergierzeit kleiner wird, die Probe
also wiederum „feiner“ erscheint.
Gegenüber Dispergierenergie und Dispergierdauer hat das Disper-
giermedium einen vergleichsweise geringen Einfluss, wobei für QC-
Zwecke üblicherweise in Isopropanol gearbeitet wird. Abweichende
Lösemittel sind unter Berücksichtigung der Werkstoffeigenschaften
des Geräts zu prüfen.
Eine genaue Beschreibung der Prüfmethode (Prüfanweisung), wie sie
bei ECKART zur Anwendung kommt, steht auf Nachfrage zur Ver-
fügung.
The measurement of the particle size distribution (typical value), is
standardised according to ISO 13320-1.
Besides hardware (equipment manufacturer and type) and soft-
ware (computer program and plotting device), the results of the
laser granulometer are highly dependent on the following para-
meters:
– way of dispersion
– dispersing devise
– dispersing medium
– dispersion energy
– dispersion time
The standard dispersion method applied to the specimen is by
ultrasound. One can either use the built-in ultrasonic bath or
preferably the specimen can be prepared in an external ultrasonic
dispersion bath.
The higher the ultrasound frequency or the greater the energy
concentration in the dispersing vessel, the “finer” the specimen
will appear; this is because more super fine particles have been
dispersed. In cases of an extremely high energy concentration,
super fine particles will be generated by mechanically breaking
off from the original pigment.
The effect of the dispersion time is shown by the median value
(D 50) falling as the dispersion time rises, i. e. once more the
appearance of the specimen is “finer”.
Compared to the dispersion energy and time, the dispersion
medium plays a relatively minor role; the medium generally
used for QC purposes is isopropanol. The material properties
of the device should be checked before using other solvents.
A detailed description of the testing method (test instruction)
applied by ECKART can be obtained upon request.
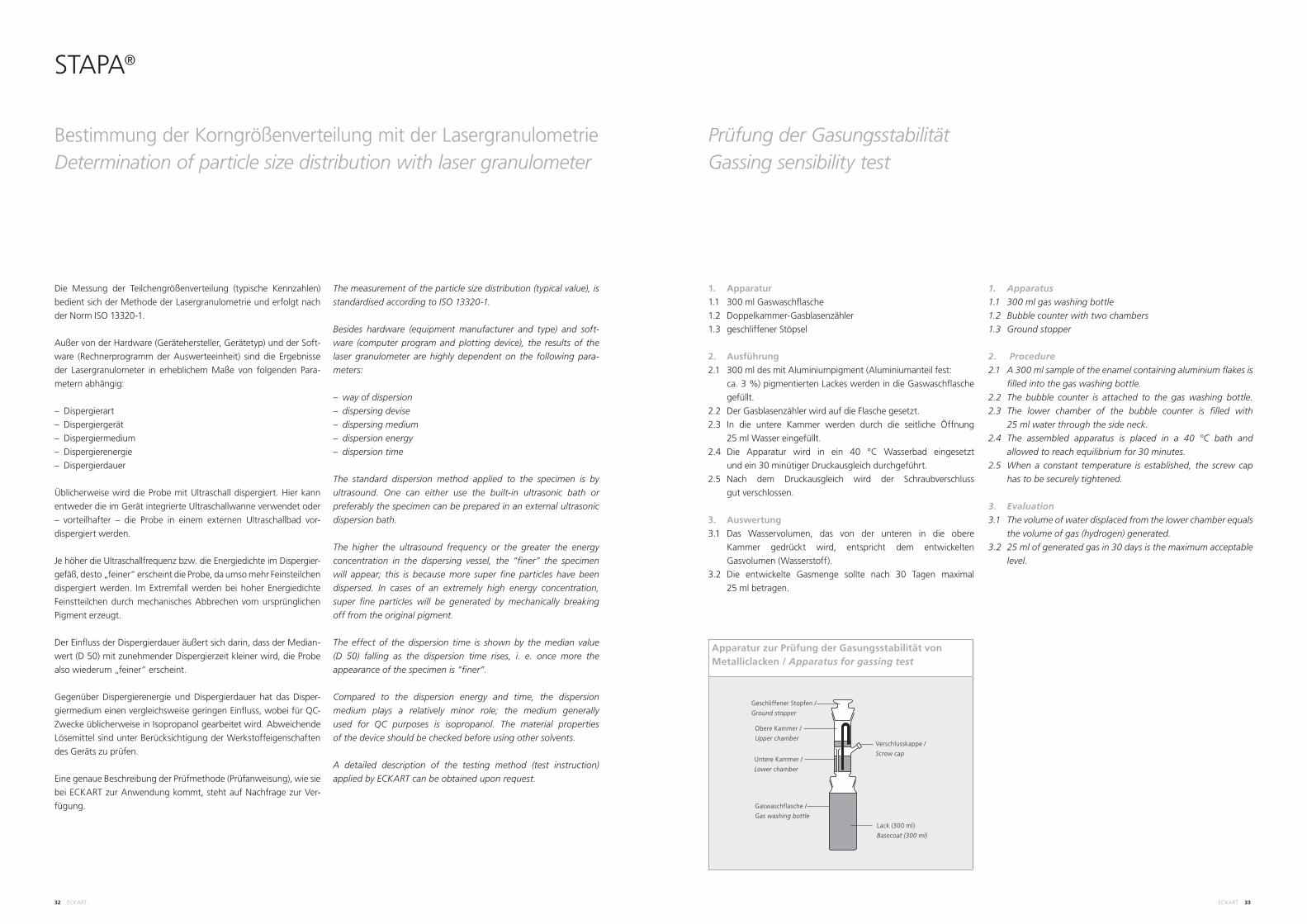
Apparatur zur Prüfung der Gasungsstabilität von Metalliclacken / Apparatus for gassing test
Prüfung der GasungsstabilitätGassing sensibility test
1. Apparatur1.1 300 ml Gaswaschflasche
1.2 Doppelkammer-Gasblasenzähler
1.3 geschliffener Stöpsel
2. Ausführung2.1 300 ml des mit Aluminiumpigment (Aluminiumanteil fest:
ca. 3 %) pigmentierten Lackes werden in die Gaswaschflasche
gefüllt.
2.2 Der Gasblasenzähler wird auf die Flasche gesetzt.
2.3 In die untere Kammer werden durch die seitliche Öffnung
25 ml Wasser eingefüllt.
2.4 Die Apparatur wird in ein 40 °C Wasserbad eingesetzt
und ein 30 minütiger Druckausgleich durchgeführt.
2.5 Nach dem Druckausgleich wird der Schraubverschluss
gut verschlossen.
3. Auswertung3.1 Das Wasservolumen, das von der unteren in die obere
Kammer gedrückt wird, entspricht dem entwickelten
Gas volumen (Wasserstoff).
3.2 Die entwickelte Gasmenge sollte nach 30 Tagen maximal
25 ml betragen.
1. Apparatus1.1 300 ml gas washing bottle
1.2 Bubble counter with two chambers
1.3 Ground stopper
2. Procedure
2.1 A 300 ml sample of the enamel containing aluminium flakes is
filled into the gas washing bottle.
2.2 The bubble counter is attached to the gas washing bottle.
2.3 The lower chamber of the bubble counter is filled with
25 ml water through the side neck.
2.4 The assembled apparatus is placed in a 40 °C bath and
allowed to reach equilibrium for 30 minutes.
2.5 When a constant temperature is established, the screw cap
has to be securely tightened.
3. Evaluation3.1 The volume of water displaced from the lower chamber equals
the volume of gas (hydrogen) generated.
3.2 25 ml of generated gas in 30 days is the maximum acceptable
level.
STAPA®
Lack (300 ml)
Basecoat (300 ml)
Verschlusskappe /
Screw capUntere Kammer /
Lower chamber
Gaswaschflasche /
Gas washing bottle
Geschliffener Stopfen /
Ground stopper
Obere Kammer /
Upper chamber

34 ECKART ECKART 35
RechtshinweisDisclaimer
Unsere anwendungstechnische Beratung in Wort, Schrift und
durch Versuche erfolgt nach bestem Wissen, gilt jedoch nur als
unverbindlicher Hinweis – besonders unter Berücksichtigung der
Daten in unseren technischen Produktinformationen und Sicher-
heitsdatenblättern – auch in Bezug auf etwaige Schutz rechte Dritter,
und befreit Sie nicht von der eigenen Prüfung der von uns ge-
lieferten Produkte auf ihre Eignung für die beabsichtigten Verfah-
ren und Zwecke. Anwendung, Verwendung und Verarbeitung der
Produkte erfolgen außerhalb unserer Kontroll möglich keiten und
liegen daher ausschließlich in Ihrem Verantwortungs bereich.
This information and our technical advice – whether verbal, in
writing or by way of trials – are given in good faith but without
warranty, and this also applies where proprietary rights of third
parties are involved. Our advice does not release you from the obli-
gation to verify the information currently provided – especially that
contained in our safety data and technical information sheets –
and to test our products as to their suitability for the intended
processes and uses. The application, use and processing of our
products and the products manufactured by you on the basis of
our technical advice are beyond our control and, therefore, entirely
your own responsibility.
Notizen Notes





























