CHƢƠNG 9
ĐIỀU ĐỘ SẢN XUẤT

2
ĐH
A
ĐH
B
ĐH
C
BP
Sản xuất
Thực hiện
điều độ
1. ĐH B
2. ĐH A
3. ĐH C
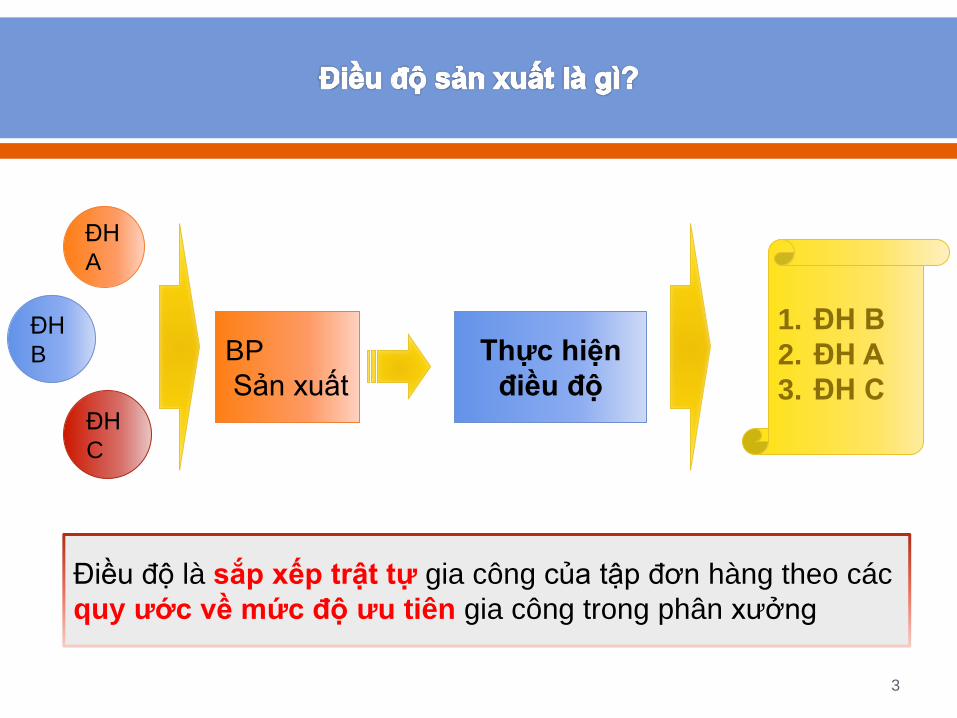
Điều độ là sắp xếp trật tự gia công của tập đơn hàng theo các
quy ƣớc về mức độ ƣu tiên gia công trong phân xưởng
3

4

1. Đặt lộ trình: xác định đơn hàng (CV) cần làm ở đâu
2. Điều độ: xác định thứ tự và th/g thực hiện công việc
3. Phát lệnh: ra lệnh thực hiện đơn hàng xuống từng bộ
phận liên quan tương ứng
4. Kiểm tra: giám sát quá trình để biết các công việc đúng
kế hoạch hay không.
5. Xúc tiến: hiệu chỉnh th/g thực hiện, bổ sung nguồn lực
(nếu có thể)
5

• Thời gian gia công (ti – processing time): là th/g dự
kiến thực hiện đơn hàng.
• Thời điểm sẵn sàng (tr – ready time): là thời điểm mà
đơn hàng đã được chuẩn bị xong, và sẵn sàng được gia
công.
• Thời điểm hoàn thành (tc – completion time): là thời
điểm mà đơn hàng được thực hiện (gia công) xong và
sẵn sàng giao hàng.
• Thời gian giao hàng (d – due date): là th/g yêu cầu
nhận hàng của khách hàng, thường được xác định trên
hợp đồng.
6

• Thời gian lƣu (tf – flow time): là th/g từ khi đơn hàng
sẵn sàng cho gia công đến khi hoàn thành (thời gian
đơn hàng nằm trong PX). Th/g lưu trung bình của tất cả
các đơn hàng có thể cho biết mức độ (tốc độ) thực hiện
đơn hàng.
• Đơn hàng trễ (tt – tardyness): là đơn hàng nào có thời
điểm hoàn thành muộn hơn thời điểm giao hàng. Đây là
một trong những tiêu chuẩn quan trọng trong điều độ
sản xuất. 7

1. Đến trước làm trước (First Come, First Served - FCFS):
công việc (đơn hàng) nào chuẩn bị xong trước (đến máy
trước) thì được gia công trước.
2. Theo th/g gia công ngắn nhất (Short Processing time -
SPT): công việc nào có th/g gia công ngắn nhất được
thực hiện trước.
3. Theo thời hạn sớm nhất (Earliest Due Date - EDD): công
việc nào có thời hạn hoàn thành sớm nhất sẽ được chọn
làm trước. 8

Ví dụ: điều độ các đơn hàng trong bảng sau
Đơn hàng
Thời gian gia công (ngày)
Thời gian giao hàng (ngày)
A
B
C
D
E
5
3
7
4
8
9
6
19
16
25 9

Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
A
B
C
D
E
5
3
7
4
8
9
6
19
16
25
27
10

Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
A
B
C
D
E
5
3
7
4
8
5
8
15
19
27
9
6
19
16
25
0
2
0
3
2
27 74 7
11

+ có thể diễn tả KH điều độ theo sơ đồ găng như sau:
A
5
Sơ đồ găng theo nguyên tắc FCFS (FIFO)
9
B
8
C
15
D
19
E
27
6 19 16 25
Th/g tích lũy
Th/g giao hàng
0
Trật tự gia công theo nguyên tắc FIFO:
1 2 3 4 5
A B C D E
12

Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
13

Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
B
D
A
C
E
3
4
5
7
8
3
7
12
19
27
6
16
9
19
25
0
0
3
0
2
27 68 5
14

+ Có thể diễn tả KH điều độ theo sơ đồ găng như sau:
B
3
Sơ đồ găng theo nguyên tắc SPT
6
D
7
A
12
C
19
E
27
16 9 19 25
Th/g tích lũy
Th/g giao hàng
0
Trật tự gia công theo nguyên tắc SPT:
1 2 3 4 5
B D A C E
15
Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
16
Thứ tự
Đơn hàng
Th/g
gia công
Th/g tích lũy
Thời hạn giao hàng
Th/g trễ
1
2
3
4
5
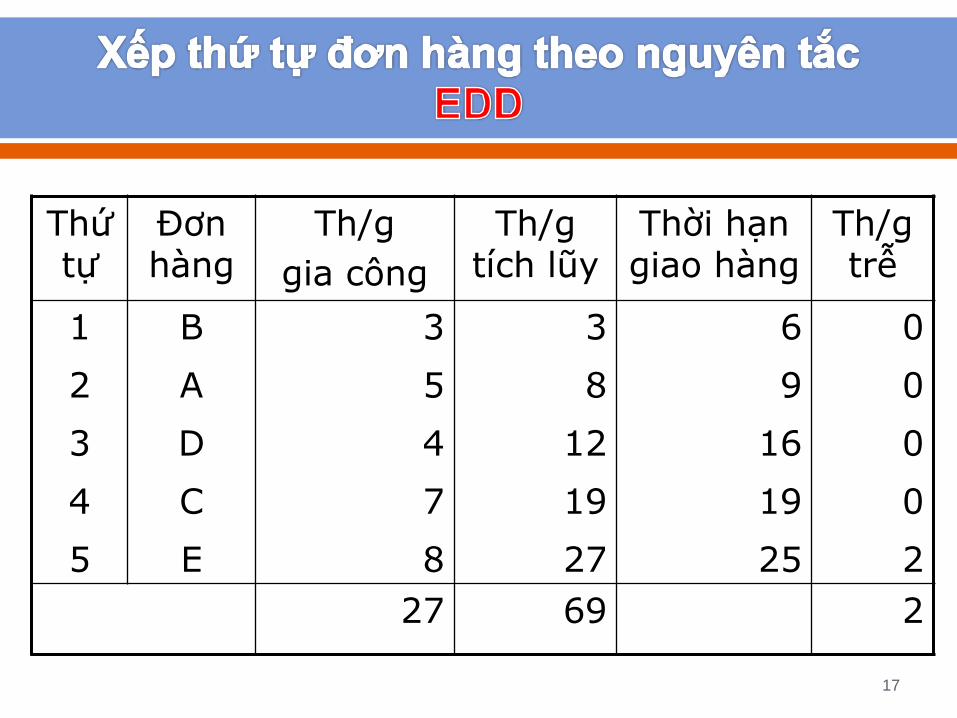
B
A
D
C
E
3
5
4
7
8
3
8
12
19
27
6
9
16
19
25
0
0
0
0
2
27 69 2
17

+ Có thể diễn tả KH điều độ theo sơ đồ găng như sau:
B
3
Sơ đồ găng theo nguyên tắc EDD
6
A
8
D
12
C
19
E
27
9 16 19 25
Th/g tích lũy
Th/g giao hàng
0
Trật tự gia công theo nguyên tắc EDD:
1 2 3 4 5
B A D C E
18

Điều độ các đơn hàng trong bảng sau
Đơn hàng
Thời gian gia công (ngày)
Thời gian giao hàng (ngày)
A
B
C
D
E
6
2
8
3
9
8
6
18
15
23 19
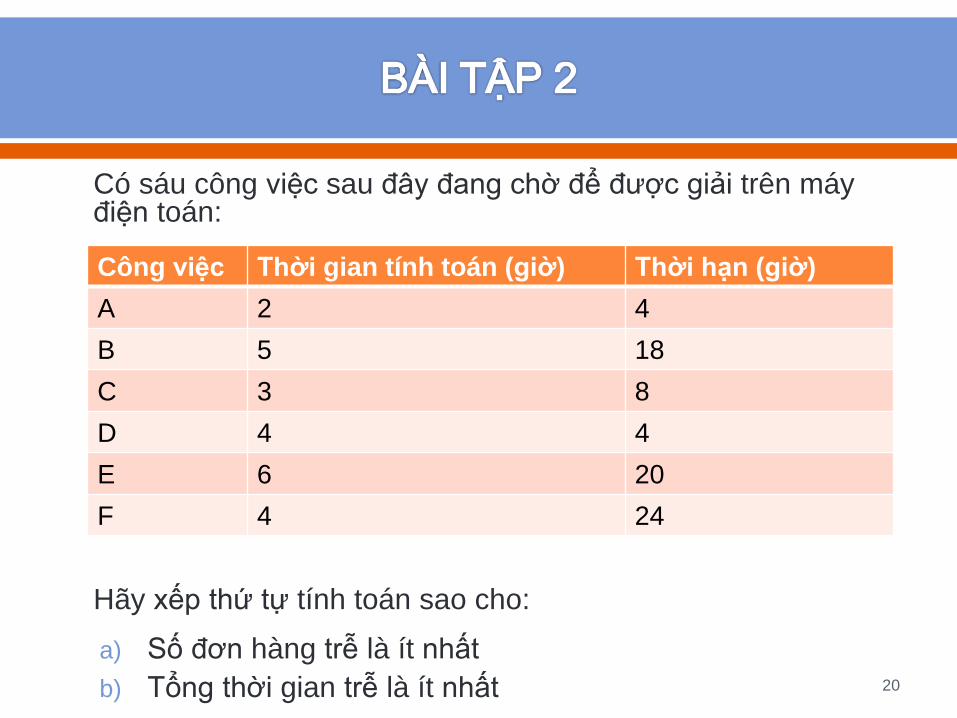
Có sáu công việc sau đây đang chờ để được giải trên máy điện toán:
Hãy xếp thứ tự tính toán sao cho:
a) Số đơn hàng trễ là ít nhất
b) Tổng thời gian trễ là ít nhất
Công việc Thời gian tính toán (giờ) Thời hạn (giờ)
A 2 4
B 5 18
C 3 8
D 4 4
E 6 20
F 4 24
20

Công việc Ngày cần hoàn thành Thời gian gia công (ngày)
A
B
C
D
E
313
312
325
314
314
8
16
40
5
3
Thực hiện điều độ theo các nguyên tắc FCFS, SPT,
EDD. Biết 5 công việc trên đến máy tuần tự trong ngày
thứ 275; số thứ tự ngày gia công được đánh số theo lịch
công tác tính từ đầu năm. 21

Thời điểm sẵn sàng khác nhau
Đơn hàng thời gian chuẩn bị
thời gian gia công
thời gian giao hàng
A
B
0
2
6
2
8
4
22

0
A
6
B
8
8 4
Th/g tích lũy
Th/g giao hàng
Trường hợp 1: chuyền không để trống, không kết
nối.
0
B
4
A
10
4 8
Th/g tích lũy
Th/g giao hàng
Trường hợp 2: chuyền có thể để trống, không kết
nối.
2
23

0
B
4
A2
8
4 8
Th/g tích lũy
Th/g giao hàng
Trường hợp 3: cho phép kết nối (đơn hàng có thể
được cắt A = A1 + A2)
2
A1
24

• Có m chuyền giống nhau (cùng thực hiện được các
đơn hàng với th/g tương đương) sẵn sàng nhận các
đơn hàng tại thời điểm điều độ.
• Có n đơn hàng độc lập đang chờ được gia công.
25

Điều độ song song
Trường hợp đơn hàng có tính kết nối, th/g lớn nhất có thể trên
một chuyền bằng giá trị trung bình phân bổ đối với các
chuyền:
n
iit
mM
1
1*
Áp dụng g/thuật Mc. Naughton xác định KHĐĐ tối ưu:
Bước 1: chọn 1 đơn hàng phân bổ cho chuyền 1,
Bước 2: chọn đơn hàng tiếp theo nếu tổng th/g chưa đạt M*.
Tiếp tục đến khi th/g của chuyền bằng M*.
Bước 3: tiếp tục thực hiện trên các chuyền còn lại cho đến khi
tất cả các đơn hàng đã được phân bổ hết. 26

• Ví dụ:
Th/g tối đa M* = (2+3+5+4+7+9)/3 = 10
Đơn hàng (i)
Thời gian ti
0
2
5
3
10 Chuyền 1
2
1
0 4
5
10 Chuyền 2
4
1
6
10
5
0 Chuyền 3
1
2
2
3
3
5
4
4
5
7
6
9
27

Trường hợp không kết nối
Giải thuật kinh nghiệm như sau:
Đối với tập đơn hàng chuẩn bị điều độ, sắp xếp theo thứ tự
giảm dần th/g gia công của các đơn hàng (chuỗi thời gian gia
công dài nhất – longest processing time – LPT) (có thể sắp xếp
theo thứ tự tăng dần thời gian gia công, xây dựng chuỗi thời
gian gia công ngắn nhất – shortest processing time – SPT)
Phân bổ đơn hàng đang xem xét vào chuyền có tổng th/g gia
công nhỏ nhất; tương tự cho đến khi tất cả các đơn hàng đã
được phân bổ. 28
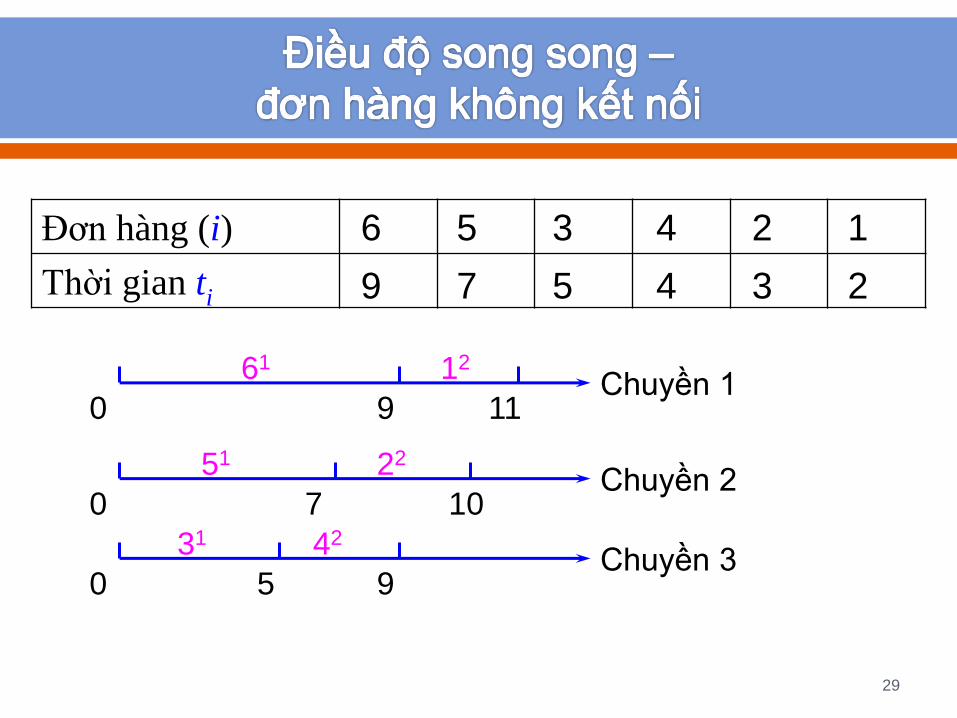
Đơn hàng (i)
Thời gian ti
0 9 11 Chuyền 1
61
0 7
22
10 Chuyền 2
51
0 5
42 Chuyền 3
31
9
12
6
9
5
7
3
5
4
4
2
3
1
2
29

Bước 1: Xác định th/g gia công nhỏ nhất của tập
đơn hàng đang xét,
Bước 2: Nếu th/g này xảy ra trên máy 1 thì đưa lên
gia công trước. Nếu th/g này xảy ra trên máy 2 thì
được gia công sau,
Bước 3: Loại đơn hàng vừa phân bổ ra khỏi tập đơn
hàng đang xét, lập lại bước 1 cho đến khi tất cả các
đơn hàng đã được phân bổ xong.
Giải thuật Johnson
30

+ Ví dụ: trật tự gia công 3 1 4 2
Đơn hàng 1 2 3 4
Thời gian gia trên máy 1 2 6 1 5
Thời gian gia trên máy 2 4 2 2 7
0 1 8 M1
3
0 3 7 M2
3
4
1
3
1
14
2
1
8 15
4
17
2
31

Ví dụ:
Đơn hàng 1 2 3 4
Thời gian gia trên máy 1 2 6 1 5
Thời gian gia trên máy 2 4 2 2 7
+ Trật tự gia công: I II III IV
3 1 4 2
32

• Có 6 công việc được tuần tự gia công trên hai thiết bị I và II với số giờ gia công như sau:
Công
việc
Số giờ gia công
trên thiết bị I
Số giờ gia công
trên thiết bị II
A
B
C
D
E
F
5
4
8
2
6
12
5
3
9
7
8
15
Hãy sắp xếp sao cho thời gian gia công đạt ngắn nhất và thời gian này là bao nhiêu?
33

• Có 6 công việc phải được làm tuần tự trên hai thiết bị. Thiết bị thứ nhất là phun cát, thiết bị thứ hai là sơn.
Công việc Phun cát (giờ) Sơn (giờ)
A
B
C
D
E
F
10
7
5
3
2
4
5
4
7
8
6
3
• Tổng thời gian chờ trên thiết bị phun cát là bao nhiêu? Thời gian chờ trên thiết bị sơn là bao nhiêu?
34

• Điều kiện áp dụng Johnson cho 3 máy:
Công việc tuần tự qua 3 máy:
M1 (t1) -> M2 (t2) -> M3 (t3)
• t1 min > t2 max
• Hoặc: t3 min > t2 max
• Đƣa bài toán điều độ trở về thành 2 máy A và B
với:
• tA = t1 + t2
• tB = t3 + t2
35

CV Máy 1 Máy 2 Máy 3
A 18 9 16
B 12 3 8
C 10 2 20
D 1 4 15
36

CV Qui trình 1
(ngày)
Qui trình 2
(ngày)
Qui trình 3
(ngày)
A 18 9 16
B 12 3 11
C 10 2 20
D 1 4 15
37

• Hãy sắp xếp sao cho thời gian gia công đạt ngắn nhất và thời gian này là bao nhiêu?
• Tổng thời gian chờ tại qui trình 3 là bao nhiêu?
• Công việc C bắt đầu được thực hiện tại qui trình 2 vào lúc nào?
CV Qui trình 1
(ngày)
Qui trình 2
(ngày)
Qui trình 3
(ngày)
A 18 9 16
B 12 3 11
C 10 2 20
D 1 4 15
38

• Hãy thực hiện điều độ tập đơn hàng bên dưới cho 4 dây chuyền giống nhau, biết các đơn hàng không có tính kết nối, năng suất chuyền là 400 sp/ ngày
Đơn
hàng
A B C D E F G H I
Số
lƣợng
sp
4000 3200 800 1600 1200 6400 3600 5000 8000
39
Recommended

















