INVENTORY CONTROL WITH
MRP II SYSTEM IN PLACE
by
CHEUNG CHI-LEUNG STANLEY, HA WAI-HUNG MICHAEL 張志良 夏偉雄
MBA PROJECT REPORT
Presented to
The Graduate School
In Partial Fulfilment
广 of the Requirements for the Degree of
MASTER OF BUSINESS ADMINISTRATION
€
THREE-YEAR MBA PROGRAMME
THE CHINESE UNIVERSITY OF HONG KONG
May 1994

[/ L-
i s t ^ / / ( I f So
c u ( p
U/统系館書圖v\ Lf
I , 2 3 JAN 1995 M \\ \— — —• _•——JJ
UinVERGiTY j 》公、、dY SYSTEJ},/ yy

APPROVAL
Name: Cheung Chi-Leung Stanley Ha Wai-Hung Michael
Degree: Master of Business Administration
Title of Project: Inventory Control with MRP II System in Place
(Dr. T. S. Lee)
Date Approved

iii
ABSTRACT
Manufacturing Resources Planning (MRP II) system is
widely considered as a means to reduce inventory. Yet,
not many companies can achieve first class user of MRP II
system. Inventory is still a major problem in some
companies with MRP 工工 system installed. Are these users
unable to tap all the benefits from the MRP II system or
are the MRP II system has some imperfections that cannot
solve their users' real life business problems ?
This study tries to make use of a real-life case to
look at the causes of the inventory problems in an
electronics manufacturing company. Solutions will also
be suggested in this report to the company in the case
study.

iv
TABLE OF CONTENTS
ABSTRACT iii
TABLE OF CONTENTS iv
LIST OF ILLUSTRATIONS vi
ACKNOWLEDGMENTS vii
Chapter
I. INTRODUCTION 1
Company Background . . . . . 3 Objective and Methodology 9
II. WHAT IS MRP II 12
III. MRP II SYSTEM IN XYZ COMPANY 15
IV. THE INVENTORY PROBLEMS 22
High Level of Excess and No 23
Current Use Inventory Engineering Changes 23 Forecast Fluctuation 26 Customer Order Cancellation • • • • 28 Management Reluctant to Write Off • 29 Long Lead-Time of Components • • • 30
Active Inventory Level Higher • • • • 31 Than Management Expectation
Incorrect Purchase Order 33 Time Bucket
Inefficient Re-scheduling • • • • 35 Activities
Inefficient Time Fencing 38
Ineffective Control 3 8
Vendor Early Deliveries 39 Ineffective Priority of 40
Purchasing Activities Ineffective Follow-Up of
4 0
Discrepancies
vi
Unable to Project Inventory Within • • 41 Tolerance
Alternative Parts 42 Goods in Transit 48 Consumption of Active Inventory • . 49
and Reconciliation of Supply and Demand
Inaccurate Inventory Record 52 Space Limitation 53 Staff Training 55 Policies and Procedures . 57 Cycle Counting 57
V . SUMMARY OF OBSERVATION 60
BIBLIOGRAPHY 78

vi
LIST OF ILLUSTRATIONS
TABLE 1 SNAP-SHOT OF TIME BUCKET SETTING . . . 34
FIGURE 1 MANUFACTURING RESOURCES PLANNING . . . 65
FIGURE 2 INVENTORY VALUE IN 1993 . 66
FIGURE 3 INVENTORY TURNS IN 1993 67
FIGURE 4 SALES TURNOVER IN 1993 68
FIGURE 5 FISH BONE DIAGRAM OF THE 69
INVENTORY PROBLEMS
FIGURE 6 LEAD-TIME BY ITEM FOR A PRODUCT . . . • 70
FIGURE 7 CANCELLATION CLAIM LIST 72
FIGURE 8 ABC CLASSIFICATION • • • 73
FIGURE 9 SUPPLY AND DEMAND ANALYSIS 74
FIGURE 10 EARLY DELIVERIES 77
vii
ACKNOWLEGMENT
This project would not have been carried out
successfully without the co-operation and assistance of
the Managing Director, the Materials Manager, the
Material Planning Manager, the Material Control Manager,
the Purchasing Managers f and the MRP II System
Administrator of the company in the study. However, to
keep the company anonymous, we are unable to quote their
names directly here. They provided all the information
on the details of the MRP II system, and inventory
control problems that they are confronting in the
company.
We are also indebted to Dr. T. S. Lee, our
supervisor, for his advice, opinions, and support during
the period that we are working on the project.
CHEUNG CHI-LEUNG STANLEY
HA WAI-HUNG MICHAEL

1
CHAPTER I
INTRODUCTION
Many books and articles on Material Requirement
Planning (MRP) and Manufacturing Resources Planning (MRP
II) have quoted inventory reduction as one of the
benefits of installing such methodology or system. Adam
and Ebert1
mentioned in a section on the benefits of MRP
system through inventory reduction,
、、MRP determines how many of a component are needed
and when, in order to meet the master schedule. MRP
enables the manager to procure that component as it
is needed, thereby avoiding costs of excessive
inventory."
The very basic capability of MRP system to translate
master schedule of end products into demands of raw
material in one processing provides user with more timely
information to react to changes in master schedule.
1 ’Material Requirements Prnrinrtion and Oneration Management, Concepts,
Models, and Behavior: p.524

2
Wight2
also quoted a typical gain of 20 to 35
percent through inventory reduction by
^getting the right material at the right time via
better scheduling.“
The timeliness in updating demand data of dependent
demand with respect to changes in independent demand is
again the source of benefits. On the other hand,
Parmelee3
reported that when MRP II system is used in
conjunction with JIT (Just-In-Time) philosophy,
y y
Raw and in-process inventories have decreased about
60 percentr inventory turns have doubled.〃
As a result, inventory reduction is becoming a
taken-for-granted benefit of installing MRP or MRP II
system by many companies. However, is the function of
inventory management as simple as getting a report from
the system and then doing a few data entries into your
MRP or MRP II system? Are there problems, especially
inventory problems, that MRP II system cannot solve for
you?
In this project, we are going to look at a real-life
case of performing inventory management in a company with
MRP II system installed. From the various issues
2 "The Productivity of Money," MRP TT Unlocking America's Productivity Potential: p.78
3,,Just-In-Time MRP II Cuts Electronics Inventory 60%," Production Inventpry Review
with APTCS News: April 1987, p.41
3
discussed, it should be apparent that MRP or MRP II
software is merely a tool to help you control and achieve
reduction in inventory. Whether you can really benefit
from such installation also depends on other factors like
hardware support for the system, expertise to keep
settings and parameters correct, and company's strategies
or policies in tackling her business problems.
Company Background
Before we go straight into inventory management
tasks, let1
s first have an overview of the company in our
case study and see why inventory management is so
important to the company.
The original name of the company will not be used
here in the report. Instead, let1
s refer it as company
XYZ. XYZ Co. is an OEM (Original Equipment Manufacturer)
of electronics products. Its core business is the
manufacturing of switching power supplies, chargers and
adapters. Its products are used mainly on computers
(mini-, personal, and notebook), photocopying machines,
telecommunication equipment, and many other digital
data/signal processing equipment. Based on customers'
specifications, the company will design new products or
modify existing standard products to suit customers'
requirements. She also has its own line of standard
products that customers can order directly.
4
XYZ Co. has its headquarter based in Hong Kong and
factories located in China, Hong Kong and Malaysia. She
also has a design office in her HK headquarter and in
Singapore. Sales offices are also set up in the United
States, United Kingdom, Taiwan and Europe.
This project is centered around one of the
operations of XYZ Co., namely, its operation in China.
We will refer to this division as the China Division of
XYZ Co. The factory in China is located in Bao1
An County
near Shekou. It is registered as a wholly foreign-owned
company. It started its operation in 1989 and was ISO
9002 certified in 1993 by HKQAA.
With the recent price war among the manufacturers of
personal computer (PC), there is tremendous pressure on
the selling prices of components for PCs. Being one of
the major components inside a PC, price of switching
power supplies is inevitably affected.
The speed of development or change in the PC market
is so fast that product life is becoming shorter and
shorter. Products are quickly replaced by other new
products. For examples, the 386, 486, Pentium, 3.3 V
Central Processing Uriits (CPUs), power saving options
(the Green PCs, and the Energy Star program),." all
these demanded a shorter development lead-time of all
personal computer systems. This pressure on development
lead-time is also carried over into switching power
supplies design and manufacturing.

5
As a result, the operation of the China Division is
threatened by the following factors:
1. Lead-time dilemma:
Customers required shorter development lead-time.
Yet, component lead-time is increasing as fewer and fewer
manufacturers are interested in the production of
analogue components in general. The lengthening of
component lead-time is also worsened by the explosion of
the Sumitomo plant in Japan in early 1993 which resulted
in tightening of resin material supply for molding of
most encapsulated components. Material buffering seems
to be necessary to achieve short ordering lead-time
delivery.
/
2. Price dilemma:
Ever-increasing pressure on product prices but
leveled (if not increasing) raw material costs eroded
XYZ Co.'s profit margins. Thus, cost reduction in other
areas, e.g., administrative cost, indirect labor cost,
and Research and Development cost, becomes very important
to keep the company reaping reasonable profit. To this
end, a smooth and efficient inventory management system
does help reduce avoidable costs associated with material
shortages, production line down, material obsolescence,
etc. Among other alternatives, the company also chose

6
the target of becoming a debt-free company as its overall
business objective. With this target, again, inventory,
the largest working capital attracts much management
attention.
3. Market and Market Share Volatility:
The recent volatility of the PC market is also
threatening the company. Many big PC manufacturers
themselves are suffering from their first net losses
ever. One of their inevitable reactions is to transfer
the situation to their suppliers by asking for price
reduction. They will also try to minimize their own
inventory and become conservative in forecasting future
requirement.
Strong competition also leads to market share
volatility. That means a customer can switch to your
competitors for generic products within a short duration,
and lower your market share dramatically. This may be
the result of not just price but also lead-time
competition.
With the anticipation of increasing importance of
cost control, the company already replaced its old MRP
software system with an MRP II software system in 1989.
The new software system had been available in the market
for quite some time and has already been proven to be
successful in some other implementations. Together with

7
the new softwarer the company also installed an IBM 3090
mainframe computer to run the MRP II package. Multiple
instances of the same MRP II system with different
settings are run on the same machine to provide tailor-
configured system for different Strategic Business Units
(SBUs) of the company.
The China Division, similar to other divisions of
the company, is connected to this mainframe system via a
Wide Area Network (WAN) using leased data lines.
Since the MRP 工工 system is such an advanced
application, it is closely related to the Management
Information System (MIS) department of XYZ Co. The
existing MIS department in the company is structured
under the head office. Its manager reports directly to
the Chief Financial Officer (CFO)• MIS department
provides services to all SBUs of the group. However, it
has been the practice of the MIS department in the
company to report problems of individual SBU directly to
head office without giving the individual SBU any chance
to look into the issue and try fixing it first. As a
result, the China division (perhaps other divisions as
well) is reluctant to unveil any internal problems or
findings in the early stage. To avoid letting MIS know
what is being investigated at the divisional level for
improvement, the division used its own resources to
analyze problems using PCs.

8
Besides, the capacity of the mainframe computer,
which is housed in the head office and is used to run all
the MRP II systems for all SBUs of the group, is very
limited. The division is already suffering from frequent
loss of system up time because batch processing is taking
too much of the daily time slot. Currently, the on-line
system is only available for twelve hours a day for user
data entry. After that, the system must go off-line the
remaining twelve hours to perform daily batch processing.
On weekends, it has to go off-line on Saturday afternoon
and Sunday for the actual MRP processing. For month
ends, it has to go off-line starting Friday mid—night to
allow more time for the batch processing of month end
reports. It is therefore obvious that both the 、、batch
window" and the ^on-line window" are currently fully
occupied. This situation implies that further
enhancement to the system by means of new computer
programs will only worsen the availability of the on-line
environment.
Because of the above two factors, the division
prefers to perform problem identification, analysis, and
problem-solving using personal computers. Unfortunately,
the connectivity of the mainframe to PC is very poor.
The only viable communication is through report text
files. Therefore, the PC analyst in the division has to
deformat the text report which is collected using some
9
utilities to print the report to a disk file instead of
to printer.
Yet, results proved that working on PCs is more
flexible and beneficial to the division. Therefore, in
the discussions to come, a lot of improvement or
corrective actions are carried out in terms of PC
analysis and reports. However, the revert to PC analysis
does not decline the usefulness of the MRP II system
running in the mainframe. The PC analysis simply
supplements the ma inframe tasks and provides more timely
and better-informed reports. Should more resources be
available on the mainframe so that more enhancements can
be run without affecting the on-line window, it is
believed that all the PC reports and analysis can be
performed equally well or even better than on the
mainframe because of direct and more timely access to
data.
Objective and Methodology
Even with an MRP II system, inventory control is not
a straight-forward task. Management of the company is
still not satisfied with the large amount of excessive
inventory of the division. This calls for the
significance of this study. And, the purpose of the
project is to:
1. Evaluate the magnitude of the inventory problems;
10 2
• Identify the possible causes of these inventory
problems (WHY);
3. Recommend possible solutions to the problems and
evaluate feasibility.
This project is carried out as a single case study4
into、、WHY inventory cannot be controlled in XYZ Co. with
the help of the MRP II system". It is believed that the
findings can be applicable to at least some similar
situations.
As such, special concern will be placed on whether
the problems identified can be improved or solved using
the existing MRP II system or not. In fact, most real-
life problems on MRP II applications are due to improper
configuration5
, e.g., settings do not match users'
requirements. Yet, there are imperfections, or
improvements yet to be incorporated, in almost all
computer applications and they may not be able to solve
some real world business problems.
Data and other information on the company's
contemporary inventory management techniques will be
investigated. Techniques from various sources will be
investigated for feasibility. Suggestions and
recommendations will then be summarized.
'Robert K. Yin. C^ae Study R^nrch. Desitm and Methods
5 Alan D. Luber. Solving Business Problems with MRP II

11
The main idea is that MRP II system MAY NOT BE the
complete answer to your inventory management problem. It
is just a tool to help you. Moreover, through the
typical problems identified in this single case study, it
should provide some insights to the criteria of selecting
your next MRP II or even MRP IIIs
system.
'”MRP III: World Class Control”,Computerize^ Manufacturing. April 1990.
12
CHAPTER II
WHAT IS MRP II
Material Requirement Planning (MRP) is the name
given to those computer applications that plan to balance
material supply and demand with some lot-sizing rules
like Economic Order Quantity (EOQ). It utilizes
information from the Bill of Material (BOM) which
contains basically what and how much is needed to build a
product, and the master production schedule to explode
into demands of every item required to support the master
production schedule.
MRP system also maintains information on available
inventory, and outstanding purchase orders. These
together constitute the supply side of the equation. By
analyzing the imbalance in supply and demand of each item
required, MRP system will suggest ordering strategy to
place future orders.
Further information to expedite shortages, re-
schedule or cancel existing orders are also provided.
With further advancement of digital computers, the
same concept is extended to include other manufacturing
13
resources on top of material. When planning of
production capacity, man-power resource, cash flow, etc.
are included in the applications, MRP II is used to
denote "Manufacturing Resources Planning" to distinguish
it from the traditional approach that considers material
only.
In figure 1, the basic components of an MRP II
system are illustrated. It starts from the top level
Business Planning System (BPS) which is simply a company-
wide target on revenue in the periods to come. This is
usually a long-range planning system and specific details
may not be available. Then comes the Master Production
Schedule (MPS) which is the medium-term plan with
details. A rough cut on Capacity Requirement Plan is
required at this stage to ensure that the MPS is
supported or to highlight constraints that have to be
resolved to support the MPS.
The MPS is fed into the traditional MRP sub-system
which performs the supply and demand analysis and
balancing to create action plans. The plan created will
be validated on capacity and material availability by
feedback loops. This means that users of the system have
to obtain reports from the system to identify problems
with capacity and material availability. If the MPS is
instead not supported by material schedules or capacity
plans, the original MPS must be refined and the whole
process starts over again.

14
Further details to the working of the MRP II system
can be referred to from the references included in the
bibliography section.
15
CHAPTER III
MRP II SYSTEM IN XYZ COMPANY
By replacing the old MRP system with the existing
MRP II system, XYZ company is now able to cope with the
following critical issues that she was unable to handle
before 1989:
1. Time phased engineering changes
2. Delaying placing purchase orders
3. Handling of alternative sources
The first two issues have already been discussed in
detail in Luber' s book7
• The old MRP system in the
company allowed only one version of the bills of
materials to exist at a time. Any changes to bills of
materials take effect immediately. If part A is replaced
with part B, the system will tell store people to use
part B immediately leaving part A in inventory and not
used up. Part A ends up in the list of obsolete
materials.
With the new MRP II system, you can tell the system
to implement the change two months later. In the mean
7 Alan D. Luber. Solving Business Problems with MRP II. p. 27 & p. 72
16
time, part A will still be used. Schedules to ship the
product two months later will demand part B
automatically. This avoided a lot of manual effort to
prevent parts becoming obsolete unnecessarily.
The old MRP system also automatically orders
material as soon as a requirement is known. The facts
that the requirement may be six months later, and it
requires only two weeks to get the part, will not stop
the system from telling the buyers to place the order
now. This resulted in material being ordered too soon.
Schedules for shipments six months from now may change
later. Then system will tell buyers to modify the
quantity on the purchase order. All such manual effort
could have been saved if the original order was not
placed yet #
The new MRP II system incorporated vendor lead-time
data on the item master. System will not request buyer
to place order until it is needed. In the example
mentioned above, the system will not tell the buyer to
place order until two weeks before the quantity is
required.
The third issue is specific to the way the old MRP
package is designed and used. In the old system, the
vendor information is built into the item number itself.
This caused difficulties when two suppliers are supplying

17
the parts with functions identical in all aspects.
Examples will include simple resistors. Same functional
parts will be referred to by two different item numbers.
This led to unnecessary difficulties in allocating the
two parts between different demands.
In the new system, taking advantage of the
opportunity to redesign the item numbering convention and
the availability of separate vendor information data
base, the company is now using same item number for one
functional part. Vendor related information is left to
the Purchase Control System.
In fact, the installation of the MRP 工工 system also
helped the company in getting ISO 9002 certification in
1993:
1. With the detail records in the MRP II system,
traceability is possible upon request. In case a
component from a certain vendor is found to have
reliability or even safety problem in the field, the
division can make use of the week code on the
product to trace back the period that the lot of
problematic component is used. She can also
identify the range of other possible products (if
any) which may be affected. Corrective action can
then be initiated to concerned parties.
18
2. With the company-wide database of vendor information
within the MRP II system, vendor qualification can
be easily and centrally controlled. In case a
certain vendor is dis-qualified, the information can
be updated onto the database immediately. Further
order loading to this dis-qualified vendor will then
be prohibited. Outstanding purchase order(s) on the
supplier can also be summarized easily for
disposition. This capability is equally applicable
when a part is dis-qualified and should no longer be
used.
3. One of the biggest contribution of the MRP II system
in helping to get 工 SO certification is on
Engineering Change Control. The Bill of Material
system in MRP II acts as the company-wide database.
Authorized engineering changes, after proper sign -
off, can be updated to the system and every
concerned party will be alerted as the system will
act per the changes right on the next processing.
Capability to handle time-phased Engineering Changes
helps keep track of current, past and future
revisions.
4. The fact that only authorized users are allowed to
update critical information ensures data integrity
in the company-wide database. For instance, only

19
authorized persons from the Engineering department
are allowed to maintain the BOM, master scheduler to
update master schedule, and buyers to update their
own purchasing related data, and so on.
5. Demand pegging is the standard feature in MRP II.
With it, demand of every component can be traced
back to its related product, then to the
corresponding master schedule, to the corresponding
customer order and so on. This ensures that every
purchase order is supported by corresponding
documentation.
The foregoing features and the fact that the system
has been proven in other installations saved the company
a lot of effort explaining to the auditors of ISO
certification how the related clauses in the ISO
standards are being met. The division needs only to
ensure a proper paper-work flow system for the
authorization of these activities.
After understanding the benefits of MRP II compared
with the older MRP package and how MRP II helped the
company in obtaining ISO certification, it is necessary
to quote some critical parameters of the configuration,
and indicators that show the size of the MRP II system in
Company XYZ:

20
1, Lot-sizing rule:
Although a number of advanced options are available,
the company chose to use the Lot-For-Lot8
rule. Based on
this rule, the system will suggest buyers to place a
purchase order to cover demand within a defined period
when vendor lead-time window is due. This rule has its
beauty of simplicity. Ridenoure9
also suggested
designing
^material order policies based on pareto analysis
(ABC) to limit the order lot sizing of expensive
material".
Besides, by linking the period covered with ABC
Classification, the company is able to define a level of
inventory that is theoretically attainable. In fact, the
division is reluctant to change to use the more optimal
approach of Economic Ordering Quantity in lot sizing
because she finds forecast volatility and engineering
changes created a lot of obsolescence in the past. By
employing a sub-optimal lot-for-lot rule, the company can
estimate and control its risk of obsolescence in return.
8 "Material Requirements Planning", Production and Operations Management, Concepts,
Models, and Behavior, p. 356
9 Ridenoure, Scott W. "The ABC's of an Inventory Autopsy - Why Is It Here ?”,
Production & Inventory Review with APTCS News. June 1991.

21
2. Some critical parameters:
MRP processing is run weekly. In fact, the software
package is capable of running MRP processing every day.
However, the division believes that daily MRP would be
too frequent. There will not be sufficient time for the
human side of the system to react.
The size of the database should also illustrate the
complexity of material management in XYZ company. There
are totally sixteen thousand items in the item master,
but among these only two thousand are active• Besides,
on average, the number of active models is around a
hundred.
22
CHAPTER IV
THE INVENTORY PROBLEMS
First of all, let's look at the inventory status of
the company in 1993. Figure 2 and 3 show the inventory
value and inventory turns of the company in 1993. Figure
4 shows the sales turnover of the company in 1993.
The inventory turns of 6.3 at the end of year 1993
is quite far away from management1
s target of nine turns.
Despite the deviation from the management target on
inventory turns, the company is already at a net cash
position at the end of year 1993, and is now the number
one supplier of power conversion products as a whole.
However, overall market share is only around 8 percent.
Moreover, as at the end of year 1993, slow_moving or non-
moving inventory in the company also amounted to
US$860,000 which is roughly 7 percent of the total
inventory value at that time.
The fact that there are sixteen thousand different
parts in the item master virtually rejected the
possibility of using human intelligence to handle
23
inventory management. An MRP II system is therefore a
suitable candidate.
In this study, we conducted interviews with key
personnel who have bearings in the area of inventory
management. Summarizing their views and the factual
information, a fish-bone diagram is constructed and is
shown in figure 5. Details about major entries on the
fish-bone diagram will be discussed.
High Level of Excess and No Current Use Inventory
、、Excess and no current use inventory," which is also
termed 、、slow or non-moving inventory, “ amounted to 7
percent of the total inventory value of the company at
the end of year 1993. The following factors that
contributed to this high level of non-active inventory
are identified
Engineering Changes
There are frequent Engineering Changes requesting
immediate effectivity. These changes may have been
raised per customer change of specification or as a fix
to design problem. However, the change potentially
creates slow or non-moving inventory. Why? This is
because a large portion of the parts used to manufacture
24
the end products are either shipped out three to five
weeks before the ex-factory date of the product (for
overseas delivery) or started to be fabricated by local
vendor (for local delivery)•
Some engineering changes in itself may not
necessarily cause obsolescence. However, owing to the
ineffective coordination among responsible parties,
obsolescence is still resulted. Take an example, when
part to be phased out by this month end is in shortage,
buyers may simply search for alternative to keep the
production line running• They may not aware that the
original part/ when arrived later, may become dead
inventory in the stock room until it is written off the
book and scrapped later.
For changes that are intended to be phased in
gradually, the MRP II system still required a specific
date for the effectivity. Software system is still not
intelligent enough to accept generic phase-in changes
like "'Change to use part B instead of part A when
inventory on hand of part A is used up." Instead you can
only tell the system "Change to use part B instead of
part A starting 02 May, 1994." An exact date of
implementation is always required. To estimate the most
appropriate effectivity date, latest supply and demand
details are analyzed. Once the date is fixed, if
concerned buyer does not update the result accordingly
when supply and demand situation changes, parts ordered
25
for forecast, which is removed after the initial check,
may become dead inventory.
For example, if part A is to be replaced by part B
after using up existing stock, buyer will look at the on-
hand inventory of part A first, say 1000 pes. Demand for
part A will be counted and may find out that this 1000
pes can be used up in three months by firm customer
orders of 600 pes total and forecasted demand of another
400 pes. So, the change will be entered into the MRP 工工
system to be effective three months from now. After
that, sales people changes their estimation of the future
demand of the product. Forecasted demand for part A,
therefore, dropped from 400 pes to 300 pes. If the buyer
do not delay the effectivity of the change, 100 pes of
part A will not be used up when the change is
implemented.
Corrective Actions:
Excess and no current use inventory is summarized
regularly. Reason code is added to every item that
appears in the list. Dollar impact on inventory due to
every engineering change is evaluated and summarized to
management and corresponding parties periodically. This
may not eliminate the problem. Nevertheless, this
procedure can associate the problem with its originator.
In case changes are requested by customer, claims
will be made to customer (after balancing potential

26
impact on relationship with customer) to recover the
losses due to obsolescence.
Forecast Fluctuation
Forecast fluctuation is perhaps experienced by every
manufacturing company. Forecast, by definition, is a
guess and a guess only. However, the company is caught
into a very difficult situation by the lead-time dilemma
that customers are placing official orders for typically
8-week demand only while the company needs to place
orders to its vendors for 12-week to 16-week demand
depending on the ordering lead-time required by
individual supplier. This leaves the company with net
liability to pay vendors which is not covered by
corresponding sales orders.
This is not unreasonable for customers to place firm
orders for 8-week demand only under the current market
situation. Some customers do not really know whether
they can sell their expected number of product two months
later in this volatile PC market. However, check in
figure 6, which is a sample summary of the lead-time
requested by the division's vendors on the parts, it can
be seen that a large portion of the parts have a supplier
lead-time longer than eight weeks.
On top of this vendor lead-time/ the factory itself
needs a two-week manufacturing time to complete the
27
product. That means, at the time when customer places an
8-week lead-time order, the company should have already
placed orders for all raw material with vendor lead-time
longer than six weeks.
The only source of information to know how much to
order before receiving an official customer order is the
sales forecast. The division is therefore forced to
drive its MRP for firm and forecast demand within nine
months (which is around 39 weeks as the company uses a
13-week quarter in its working calendar) to provide
sufficient visibility in future demand of components. In
fact, some components required an ordering lead-time of
2 6 weeks. The 39-week window on MRP provides only a 13-
week window of forecast to suppliers of these parts.
Fortunately, the MRP II system of the company is
capable of requesting buyers to place purchase orders
only at lead-time. (Some less sophisticated system is not
capable of doing so.) That is, system will not ask
buyers to place purchase order (P〇) on a 6-week lead-time
part for all the requirement in the 39 weeks. It will
only tell buyers to place PO now for the requirement
within a time bucket (which is to be defined item by item
and is a one-week bucket for the most active parts) six
weeks later.
However powerful the system may be, "Garbage in
garbage out" is still the rule. A lot of purchase orders

28
placed for forecasted demand have to be cancelled or re-
scheduled when forecasts are not realized. Inaccurate
forecast, therefore, definitely contributes to the
inventory problem.
Corrective Actions:
Volatility in forecast is being summarized regularly
and brought to management attention• However, there is
nothing that can be done from the company alone. Sales
Department is assigned the responsibility to work with
customers more closely to understand their forecast
better.
In extreme cases where all forecast for a model is
removed, which potentially rendered a lot of parts to
become dead inventory, a claim list similar to the one
discussed in customer order cancellation below will be
generated. This keeps management alert of the impact of
forecast changes.
Customer Order Cancellation
Whenever a customer cancels its order, which is
usually within 8 weeks of shipment, the company is stuck
with parts ordered. The company attempted to prepare
claims in the past but was not very successful because
cancellation liability could not be estimated quickly and
accurately. There were disputes between sales people and
29
the factory on what items and how many of each item
should the customer be liable for. Sales people, who are
supposed to expedite customer concur and payment, are not
very aggressively following up with these kinds of
activities. Perhaps, sales people are afraid of
impairing their relationship with customer by doing so.
Corrective Action:
A report from the MRP II system showing the excess
and no current use inventory and purchase orders is used
to generate Claim List on customer cancellation based on
the Bill of Material of the corresponding end product
cancelled. This kind of report is not included as part
of the MRP II package. A sample is shown in figure 7.
Management Reluctant to Write Off
Management has been reluctant to authorize write off
dead inventory. Questions on possible use-up in form of
concession, on higher salvage values, etc., have been the
major concerns. These are valid concerns as write off
usually affects the business1
s bottom line directly
unless provision had been properly prepared for in the
budget. However, keeping the dead inventory in store
will only do harms to the company.
30
Corrective action:
It is suggested to prepare a weekly summary of write
off documents generated by the division but is not yet
signed off by management. Besides, on every write off
submission, a justification should also be attached.
Should the items being written off is caused by customer
cancellation, customer1
s agreement to settle the claim
will definitely speed up the approval cycle.
All these actions help take the excess and no
current use inventory out from the stock room (either
main store or off-site warehouse) to free up more space
for turning around of active inventory.
Long Lead-Time of Components
In the section on forecast fluctuation above, the
problem with component lead-time has already been
mentioned. In spite of the general pressure on
decreasing lead—time, the division is actually
experiencing vendors asking for longer lead—time. This
is typically on capacitors.
Corrective Action:
The Corporate Procurement of head office has been
assigned to negotiate with vendors for better lead-time
or to source vendors locally to shorten the lead-time.
This will not be a short term exercise.
31
Active Inventory Level Higher Than
Management Expectation
"What is a justified expectation of inventory
level?" is always difficult to answer. In an attempt to
assess what should be the target, the ABC Inventory
Analysis is used. The MRP 工工 package included an ABC
ANALYSIS REPORT on projected usage. A sample is included
in figure 8. Using ABC Classification1 0
, those items
accounting for the top 80 percent of total projected
usage value are classified as "A" class items. The next
10 percent as "B" class items while the remaining 10
percent will be classified as "C" class items. Items
without usage in the projected horizon will have blank
class.
Management expected that all、、A" class items will be
procured for a 5-day1
s requirement (under the Lot-For-Lot
rule used in setting up the current MRP II system)• This
requires vendor delivery every week. Similar requirement
is also applicable for、、B" and、、C" class items for 20-day
and 40-day respectively. Assuming that the average
inventory level will be half of the total requirement in
the procurement bucket (i.e., 2.5 days of requirement for
class、、A" items) , the inventory turns can be estimated as
follows:
10 "Inventory Control Applications”, Production and Operations Management, p. 502

32
、、A" class items constitute 80 percent of total
projected usage value. Average inventory will be 2.5
days because of the 5-day Purchase Order bucket. 、、B"
class items, which constitute 10 percent of total
projected usage value, have 10-day of average inventory.
Similarly, 、、C" class items, which constitute 10 percent
of total projected usage value, have 20-day of average
inventory.
Thus, inventory allowed for procurement bucket
= 2 . 5 * 0.8 + 10 * 0.1 + 20 * 0.1
= 5 days of average daily material cost
WIP (Works in Progress) held up in shop-floor is 10-
day (the average lead-time of manufacturing for the
division) while FG (Finished Goods) held up in store
before shipment is 5-day maximum.
Since WIP and FG are valuated at higher value to
account for the labor costs and overhead absorption as
the product is assembled, the factors of 1.1 for WIP and
1.2 for Finished Goods are used. Then, the following
will be the estimated days of inventory held up on
average:
33
Expected inventory level
= 5 + 10 * 1.1 + 5 *1.2
= 2 2 days of average daily material cost
This 22-day of inventory is roughly equal to twelve
inventory turns (250 days in a year divided by 22 days).
Of course, this estimation is based on active inventory
only. Management therefore believes that a requirement
of nine turns be reasonable on net inventory. Current
inventory level is at around six to seven turns and is
higher than management expectation. As a result,
divisional management has to submit weekly status and
projection of inventory level to head office.
Note that the target of nine turns on inventory is
equivalent to about 27.8 days of average daily material
costs. Compared with the theoretical value of 22, the
division has 5.8 days or 26 percent for leverage.
The following factors are identified to cause the
high level of active inventory:
Incorrect Purchase Order Time Bucket
As mentioned above, management of the company
expected a 5-day bucket for、、A" class items. For、、B" and
、、C" class items, the expected time buckets are 20-day and
40-day respectively. However, a snap-shot of the current

34
settings in the item master file reveals results shown in
Table 1 below:
TABLE 1
A SNAP-SHOT OF TIME BUCKET SETTING
Class A B C Null
01 day 5 0 1 0
05 days 324 97 160 13
10 days 69 156 251 0
15 days 4 0 32 6
20 days 5 4 26 0
40 days 59 160 12525 1
50 days 0 0 5 0
Note: 、、Null〃 Class includes those items
that have zero projected usage in the
ABC Classification (i.e., not
required in the horizon of
calculation).
It can be seen from the above table that a lot of
components are set with the incorrect time bucket value.

35
Corrective Action:
MIS was instructed to prepare a computer program to
update this time bucket setting according to management's
expectation. The program should not down-grade the
control if an item migrates from class 、、A" into class
、、B". Manual intervention is needed for the down-grade of
control. This program was implemented starting end of
February, 1994.
Inefficient Re-scheduling Activities
Buyers in the division have been accused of unable
to react promptly per rescheduling instructions from the
MRP II system. If POs can be cancelled or re-scheduled
timely enough, the inventory problem, that can be on an
active part or on an inactive part, should be avoidable.
The following are quoted as difficulties encountered with
this approach:
System not designed to de-expedite1 1
Similar to many other MRP II packages, the system
that the company is using can suggest rescheduling of
existing orders to meet changing requirements. However,
the system will only report its suggestion once on the
Planning Action Report which is standard among MRP II
11 "The Inventory Problem”,Solving Business Problems with MRP II. p. 70

36
packages. If nothing is acted on by the planner and
buyer, and there is no change in the total supply and
demand, the suggestion will not be printed again in later
reports. That item may not even appear in later report.
This is what is termed "Report on Exceptions only."
This phenomenon raised two concerns:
1. Manager cannot focus on critical activities when
there is no report to highlight the priority of all
these re—scheduling activities. Priority in this
sense will be connected with dollar impact of each
re-scheduling activity,
2. Buyers, if occupied by other management focus (e.g.,
shortages) , may be less initiative to act on re-
schedules . If management cannot prioritize, then it
will never be under control.
Vendors do not accept cancellation.
It is natural that vendors will not accept
cancellation so easily. The company itself does not
accept cancellation by its customer easily either. This
is really a difficult task for purchasing to achieve.
However, the company in some cases may not be in any
better situation with some of the big suppliers of
electrical component. The volume of business with them
is not big from the supplier's perspective • They can

37
shut the production lines of the company down simply by
putting deliveries on credit hold. The company had come
across a number of situations that it needs to accept
delivery of definitely slow or non—moving items to
prevent credit hold situation of other critical parts.
Other similar situations will be found on vendors
with whom the company needs an urgent delivery. This
also limits the company1
s leverage on the issue of
pushing order cancellation.
The company also has some small vendors which are
forced into financial problems when the company cancels
major business with them with short prior notice. This
causes some conflicts between business objectives and
moral standard. The company does not want to cause its
vendors to go bankruptcy. Humane considerations again
causes some slow or non-moving inventory coming into
dock.
Corrective Actions:
Again, PC report is developed to highlight
priorities to purchasing managers on the top 20 percent
of rescheduling activities. This usually covers the top
80 percent of value of such activities. This allows
purchasing managers to push and monitor buyers for
actions in a possible and effective way. A sample of
this report is included as figure 9.

38
Ineffective Time Fencing
Time fencing is generally quoted as a crucial
element in maintaining the stability of an MRP or MRP II
system in the short term. However, the lead-time dilemma
that the company is experiencing is destroying any time
fence that has developed. A frozen window of 8 weeks was
set up in the company to prohibit changes in MPS
requirement within the window. However, management
itself is starting to destroy the time fence because
customers are asking for shorter and shorter ^order to
delivery" lead-time that the company is unable to meet
with this frozen window.
No corrective action seems to be feasible in this
area except that the company should review its overall
business policy to see whether it is justified to plan
for buffer finished product as well, and to start some
degree of 、、!nake to forecast" activity.
Ineffective Control
Inventory control has been considered to be very
ineffective in the division. Vendors' early deliveries
are not c o n t r o l l e d or not even highlighted for management
attention. Re—scheduling activities are not followed up
closely and prioritized with management involveitient when
necessary. All these stem from the bulkiness of reports
39
from the MRP II system. Full review of all suggestions
on these reports is not feasible. As a result, a number
of PC reports are developed to highlight priorities using
the 20-80 rule similar to the ABC Classification.
Vendor Early Deliveries
Early deliveries from vendors were identified as one
area that no control was exercised in the past.
Shipments will be received as long as there is a
corresponding purchase order within the system. Whether
vendor is shipping the goods, say, two months ahead, is
not considered. This unnecessarily increased the
inventory of the division. If payment is also settled
routinely, the division also worsens its cash flow
situation.
Although there is a standard report from the MRP II
system on early receipts, it shows all details and is
intended for operational level staff. Management again
needs a concise summary.
Corrective Action:
A PC report is developed to summarize those early
receipts that are more than 5 days earlier than requested
date. A sample is shown in figure 10.
40
The same report requires buyer and purchasing
manager to assign disposition to the receipts.
Alternatives include:
a) Return to vendor.
b) Accept shipment but delay payment until original
scheduled delivery date.
c) Accept shipment without further action.
Critical cases had been identified via this early
receipt report. In one incident, arrangement was made to
ship the goods back to vendor partially as they are
shipped two months before requested date.
Ineffective Priority of Purchasing Activities
This has been touched on in the section of in-
efficient re—scheduling activities. The same PC report
is used to prioritize activities in purchasing and for management control. Purchasing manager regularly reviews
with buyers on the progress of the activities mentioned
in the reports in the order presented.
Ineffective Follow-Up of Discrepancies
Managers are facing difficulties in identifying
issues to follow up with the buyers. The PC reports now
prioritize the activities and allow follow-up task to be

41
taken easily in the order presented. However, the
managers are also reminded that, due to high volatility
of demand in the MRP II system, the priorities shown on
the reports will also change frequently. These must be
reviewed more regularly to ensure proper follow-up.
Unable to Project Inventory Within Tolerance
Before one can effectively control inventory, you
must be able to project it within a certain bandwidth.
However, there is no standard report from the MRP II
system that helps one to do so. The only two reports
related to this function are:
- P r o j e c t e d Inventory Value report.
一 Excess and Obsolete Inventory and Supply report.
However, the projected inventory value report is
based on status quo and does not incorporate any
improvements that can be achieved. Also, it does not
include the magnitude of actionable values that
management can assess their confidence of achieving.
Basically, divisional management needs more information
on top of this standard report to perform better
inventory projection and control.
It should be noted that the MRP II package that the
company is using is designed based on a push and pull

42
logic. The standard MRP system pushes buyers to place
the orders in order to avoid shortages. Facility to warn
users of excessive purchases and inventory is not handled
in the standard MRP section in any satisfactory level.
On the other hand, the Excess and Obsolete Supply and
Inventory report summarizes the impact beyond a certain
horizon (120 days or 6 months for the company) • This
highlights the actions required to avoid excess and
obsolete six months later. This is considered not enough
in the situation of volatile market that the company is
engaged in.
In an attempt to formalize a procedure to project
inventory level within tolerance, the following factors
are identified that may prevent accurate projection:
Alternative Parts
Many MRP II packages are programmed to drive for
demand of primary parts only. That means, if a product
has a component that can be sourced from more than one
vendor or there are multiple functional parts that can
serve the same purpose, only the one that is called as
the primary part in the Bill of Material will be driven
by the MRP system. The other part simply serves as a
reference in the BOM. This is closely related to the
part numbering system of the company.
43
Currently, if parts from multiple sources or vendors
are functionally identical, only one part number is
assigned. The different sources are distinguished by
different source code which is basically ignored by the
MRP system when balancing supply and demand. This
creates no difficulty if buyer wants to maintain multiple
sources. He or she simply places purchase orders to
different vendors for a share of the total demand. MRP
II system is still capable of balancing supply and demand
perfectly.
However, in cases where the parts are not identical
(examples are the semi-conductors which each manufacturer
is supplying functionally compatible but not identical
parts) but are functionally suitable for a certain
application/ the situation is a bit more difficult to be
solved. The following example helps to illustrate the
situation:
Case 1: Same part number:
Part 149-00000001 is a resistor which can be sourced
from three different vendors. Because resistors are
simple, the parameters are identical from the sources.
These sources are interchangeable in all applications.
Therefore, same part number is assigned to parts from
different vendors. MRP makes no distinction among the
sources in balancing supply and demand.
44
Case 2: Different part number:
Part 211-00000010 is a semi-conductor from Motorola.
Part 211-00000020 is another semi-conductor from Hitachi.
They served similar applications but since parameters are
different, they are not considered to be globally
interchangeable. However, in the application in product
、、FG0001 〜 i t happens that both parts can be used (because
the parameters that are different are not important in
this specific application). To code the use of two parts
in the same product as alternative, almost every MRP II
package requires you to code one as the primary and the
other as the secondary. System will only tell buyers to
buy the primary part only. The secondary part is for
reference only. That is why most MRP II packages are
said to be designed for single source application.
Actually, dynamic allocation among alternatives is
difficult to program logically. However, real-life
applications may not be fully supported by the proposal
of single source. The following considerations in the
company lead to inevitable use of alternatives or
multiple sourcing:
a) Small vendor volume:
For some parts, any single vendor will not be able
to support all your requirement. The company definitely
needs to source alternative parts and use both parts
concurrently.
45
b) Strategic parts:
For parts that are used on many products, if the
company sticks to single source and this single vendor
has fatal shut down (e.g. Explosion of Sumitomo plant in
Japan)• All your products will be affected. The company
definitely does not want to be locked into this kind of
situation (She experienced similar crisis in the past).
Sourcing functionally compatible parts from more than one
source helps to minimize the impact of problem with a
major supplier. You still have the other sources with
which the company is keeping close relationship in case
of emergency.
The above discussions should have clearly
illustrated the necessity for multiple sourcing.
Nevertheless, the MRP II system that the company is using
definitely has no solution to balance supply and demand
on alternative parts. Demand is always being driven on
primary parts. System keeps telling buyers to release
more POs on the primary part (since supply is less than
demand)• On the other hand, system also keeps telling
buyers to re-schedule POs placed on the alternative parts
(since no demand is seen by MRP) • This dilemma is the
main drawback of the system that we can identify. We are
not sure whether this is generally found in other
packages or in other companies. Yet, this caused a lot
of confusion on the system data and reports.

46
Corrective Actions:
After reviewing with the system people in MIS, the
possible solutions include:
a
) Code Bill of Material with fractional usage.
For example, code 0.5 pes for 211-00000010 and 0.5
pes for 211-00000020.
This is undesirable as every lot of finished product
will have half quantity from each source. Future
traceability will be more difficult. Also, the system's
internal checking for unreasonable fractional usage for
the "PCS" unit of measure has to be turned off. This
potentially switches off one of the important data
integrity checking mechanism in the system.
b) Regular swap between the sources:
The Bill of Material should be changed regularly
(say once every two weeks) to drive demand for half and
half on both sources. This is better than (a) but
involves work in the Engineering division which is not
under full control by the factory. They will be
reluctant to accept more workload to solve the situation
which is "A Material Problem".
c) volume share among models:
This alternative is to code one part as primary in
one product and code the other as primary in another

47
product• If these products are manufactured roughly at
the same rate, the company can then both achieve keeping
multiple vendors alive and working, and avoiding many
system issues. The concern here will be whether model
sharing can actually be identified and evaluated
regularly.
This alternative is considered not desirable by the
division as it requires a knowledgeable person to define
and maintain the share regularly.
d) Use of dummy supply and demand:
This approach involves creating a dummy supply and
demand to re-direct the demand on primary parts into
demands of alternative parts. In actual implementation,
a supply will be created on the primary part and a demand
created on the alternative part concurrently. This
balances the supply and demand of both items. However,
it also inflates the total demand and supply in the
system.
Among the four alternatives above, the division
chose the option (d) • Although this approach somewhat
tackles the business problem by enhancing the current
package, the enhancement itself is creating confusion to
other users who are not trained to understand the other
reports under the influence of this enhancement.

48
Goods In Transit
Goods in transit is one of the major items in the
inventory report of the division. In the past, it is
always estimated. The following factors prevent an
accurate goods in transit (GIT) figure from practical
reach:
a) Vendor may not send all invoices per cut-off;
b) Invoices sent may be on its way at cut-off;
c) Someone from purchasing has to distinguish valid
invoices from early shipped ones;
d) It is difficult to define cut—off for vendor
invoices.
In an attempt to estimate GIT, we use the full list
of outstanding Purchase Orders from the division. We
also ask the purchasing managers to estimate the in-
transit time for shipment from each vendor. Local
vendors are excluded from this estimation as no GIT will
be provided for local shipments. Based on these in—
transit times and the PO details, we estimated a US$1.5
million GIT at year end of 1993. However, managers in
the material department are not confident in the
estimation and continue to use the estimate from account
department•
49
Anyway, it can be seen that GIT figure in actual is
usually estimated and is difficult to get exact.
Consumption of Active Inventory and Reconciliation
of Supply and Demand
To cope with the difficulty on the possible
imbalance in supply and demand due to existence of
alternative parts, together with managers in the
division, we tried to establish a method to project
inventory by breaking down the demand and supply details
in the coming months first. Again, because of capacity
constraint and lead-time for enhancement on the
mainframe, the division chose to perform analysis on PC.
Current inventory is divided into:
a) Non-available inventory.
This is portion of the inventory that includes
rejected parts. This portion of the inventory is not
useable in any future period. Disposition to discard as
soon as possible is needed. This is assumed to stay
constant in the six months to come unless a schedule to
dispose has been worked out.
50 b
) Excess and Obsolete inventory.
This will be the amount included in the Excess and
Obsolete inventory report. This is constant in the next
six months.
c) Active inventory.
This portion of the inventory should be gradually
consumed in the coming months. Schedules of consumption
can actually be worked out from the Supply and Demand
analysis.
This divides the existing inventory into a fixed
base plus a gradually decreasing portion.
Besides current inventory, supply and demand must
also be considered. On the supply side, the following
categories are established:
a) Purchase Orders placed and needed:
This is the portion of the supply that is scheduled
as needed. No change is required on these.
jb) Purchase Orders to be cancelled or re-scheduled from
each month:
This portion summarizes the supply orders that
should be rescheduled out or cancelled. This is
calculated on the basis of each month.

51
cj Additional Purchase Orders to be released:
This summarizes the amount of material that is not
supported by the current PO schedules. Additional
material must be ordered to avoid shortages.
Note that under this way of categorization, POs to
pull-in will be shown under categories (b) and (c)
simultaneously. For example, if an order is placed for
July for $30,000 of material which is actually needed in
June. $30, 000 will be included in category (b) in July
and in category (c) in June.
Finally, on the demand side, the following summary
is required:
a) Demand backed up by corresponding shipment schedule:
This includes those demands that are valid for
finished product shipment.
b) Demand put into system for buffering purpose:
There are demands in the system for material
buffering. These demands will be re-scheduled on a
regular basis but will usually not consumed.
With all these details available, the material
management team can assess the amount of supply orders
that they feel confident to achieve rescheduling with
vendors. They can also assess the inventory impact of

52
every demand that is kept for buffering purpose. After
that, they can finally project the inventory levels in
the weeks to come.
Inaccurate Inventory Record
Inventory accuracy is one of the factors affecting
the effectiveness of an MRP or MRP II system. Most
systems require an accuracy of over 95 percent in
inventory records. In some cases, users (typically
material picker) of the system are unable to locate parts
that, according to system records, should be found on a
certain rack in the main store. Such unexpected shortage
leads to expedition of parts at top urgency. Otherwise,
master schedule conimitted will have to be re-scheduled.
From inventory control point of view on that part,
this may not affect the inventory level as any purchase
resulted will be used up very shortly after receiving the
parts. In case inventory of a certain part is overstated
in the computer records, identification of the problem
will cause downward adjustments on inventory figures
(usually small)• On the other hand, upward adjustments
will be resulted in case inventory is understated in the
records•
53
The major concern related to inventory control is
that such unexpected shortages allows no lead-time to
vendors and may not be satisfied even by paying premium.
As a result, schedule to ship out the product will have
to be delayed. This dramatically increases inventory
level at cut-off time (either as raw material inventory
if not assembled, or as Work-in-Progress if partly
assembled) as all the components of the product are not
consumed as expected.
The following factors are identified to affect
inventory accuracy in Company XYZ:
1. Space Limitation;
2. Staff Training;
3. Policy and Procedure;
4. Cycle Counting.
Space Limitation
The main store occupies around 8, 000 sq. ft. in the
factory in B a of
A n . Although there are separate areas to
hold newly received parts waiting for Incoming Quality
Inspection, finished products, parts rejected due to
quality reasons, etc., this main store is already fully
occupied. There have been cases that even the corridors
between racks were filled with pallets or cartons. This
54
jammed the main store and prevented effective picking
process from being carried out.
There is no plan to increase the store area as it is
believed there should be measures that can be taken to
avoid future occurrence of store being jammed.
Corrective Actions:
It is suggested that slow moving items should be
identified regularly and removed from the main store to
off-site warehouse. This leaves valuable space for
turning around active items, and thus, makes a more
productive use of the area in main store.
Items of relatively large physical size, like fan,
metal box, packaging materials, are controlled separately
by a special group in the factory. The deliveries of
these items are on a daily basis and are according to
latest production schedule in the factory. This is
somewhat similar to Just—In-Time deliveries* Deliveries
of such items are also directly from Incoming to
Production floor. This avoided keeping these items in
the main store at any moment.
The lead-time offset feature of the MRP II system is
also employed on items that are required only at the end
of the manufacturing process. Such items as output wire
55
assemblies, packaging materials and metal boxes are
structured to come at a later time compared with other
items in the Bill of Material.
Staff Training
Man-power turnover in the China plant is usually
high after the Chinese New Year Holiday. This is typical
for factories in China. When staff go back to their home
county, which may be as far as the Northern part of
China, they may get married with the money earned and
saved. Some are tired of the hard work in the factory
while some others are attracted by companies nearby or
even those in other Special Economic Zones (SEZ) like
Shanghai. Typical man-power turnover after the Chinese
New Year is from 15 percent to 30 percent.
It is also typical that more experienced workers are
prompt to drain to other companies or competitors.
Such high man-power turnover problem caused
difficulties in maintaining the qualified skills of the
work-force. MRP II systems are usually difficult to
understand even for staff in Hong Kong. Local Chinese
workers in the factory usually experience more
difficulties in getting skillful in working with the MRP
56 II system. Regular and quality training is therefore
important.
However, the MRP II system in the company was bought
from the States and has only English version of manuals.
Local Chinese workers, therefore, have difficulties in
reading the original training materials on the MRP II
system.
Corrective Actions:
Activities and exercises to get ISO 9002 certified
do help in this aspect. Training is a very important
part in these quality standards. ISO audits already
require that every worker using the MRP II system must
have completed qualified training. Refreshment courses
are also suggested.
As on the training material, the company is
arranging to translate the English training material into
simplified Chinese characters for the local worker in the
factory. Coupled with up-to-date ^policies and
procedures" document to be discussed in the next section,
training should be sufficiently effective to maintain
users' proficiency in using the system.

57 Policies and Procedures
To ensure correct data are entered the correct way
and in the correct sequence, most MRP II system require
that you have ^Policies and Procedures'' set up for every
activity related to the system. The company has a
version of such policies and procedures prepared when the
MRP II system was newly installed. Only minor updates
were done afterwards. This rendered the document out-
dated and required review and major update.
Corrective Actions:
It is suggested that the expert within each section
is to review the correctness of related sections of the
policies and procedures of the company. English version
has to be updated first and then a version in simplified
Chinese Characters compiled. This document, when
updated, can be used as another source of reference or
training material for both new comers and existing
workers for refreshment training purpose.
Cycle Counting
The MRP II system of the company has a very-
primitive feature related to cycle counting. The item
master contains two fields on、、the next count date" and
、、the interval between counts". There is a daily report

58
which lists the inventory status of all items whose next
count date is the current date. After the items are
listed for cycle counting activities, the next count date
is incremented by the interval between counts.
Such a feature has the following drawbacks:
a) Should users want to incorporate ABC Classification
into cycle counting activities, the item master must
be updated regularly. The company actually wants to
count 、、A" class items once every month, 、、B" class
items once every quarter, and、、C〃 class items once
every year. This requires regularly refreshing the
data in the item master.
b) Randomness is not incorporated in such feature. The
selection of items for cycle count is pre-
determined.
c) For new items, the fields will not be initialized
with any default value. Actually, when a new item
is created, it will not have any demand nor
inventory and will not have any ABC Classification.
All the above factors prevent an automatic way of
generating a list for cycle count from the system that
i n c o r p o r a t e s randomness, proper weighting b y A B C

59
Classification, completeness in covering all the items in
inventory.
Corrective Actions:
Instead of the system standard cycle count report,
the daily inventory report and the ABC Classification
Report are used for cycle counting purpose. Counts are
calculated first to define how many 、、A", 、、B", and 、、C"
class items are to be counted respectively on a daily
basis. Then, items are randomly selected among the 、、A"
class items until the corresponding count is satisfied.
This goes on for 、、:B〃 class and 、、C〃 class items. This
method is simple and does not require any complicated
data update. The only drawback is if an item's inventory
record is totally missing, it will never be counted.
However, it is believed that such possibility is very
small. It should be noted that the standard report from
the MRP II system does not have this drawback.
In fact, if cycle counting results show consistent
accuracy above 98 percent on a daily basis, the company
will consider performing inventory audit once every year
instead of twice every year.
It should be stressed that the corrective actions to
fix the root cause of every discrepancies found in cycle
counts are more important than the count itself.
60
CHAPTER V
SUMMARY OF OBSERVATIONS AND CONCLUSION
Among the corrective actions identified in the
previous discussions, only the following issues can be
resolved by enhancing or replacing the existing MRP II
system in the company:
a) Alternative Parts handling/
b) Goods in Transit estimation/
c) Consumption of Active Inventory and Reconciliation
of Supply and Demand;
d) Cycle Counting;
e) Customer Order Cancellation/
f) Vendor Early Deliveries.
In fact, not all of the existing MRP II packages on
the market can satisfy all these requirements. The
handling of alternative parts is a typical example that
many other packages cannot resolve. However, the company
still has a better option of allocation by model to cope
with this problem.
61
Some issues can be classified as business issues
that the company has to cope with whether she has a MRP
II system or not:
a) Forecast Fluctuation (Time Fencing);
b) Long Lead Time of Components (Material Buffering);
These required the management of the company to make
strategic decisions on how to handle these. Such
decisions can then be translated into the parameters in
the MRP II system or Policies and Procedures so that
people can follow.
The rest of the issues are related to effective
management of large volume activities. Most of the
corrective actions suggested employ the 20-80 rule which
is very similar to the ABC Classification. Management
attention should be focused on the top 20 percent of the
related items as these usually accounted for 80 percent
of the total problem.
As a summary, the MRP II system that XYZ Company is
using still has room for further improvement. However,
most of the problems related to inventory control are not
caused or limited by the system. Non-software-related
issues are, in fact, the major causal for the inventory
problems in Company XYZ. How engineering changes can be
implemented without affecting inventory? How effects of

62
forecast fluctuations can be minimized or prevented? How
to justify inventory write off to management? How to
buffer long lead time material to cope with short lead
time orders? All these are questions that the software
of MRP II system cannot answer.
In fact, the MRP II system is one of the tools that
we can use to implement answers to these questions. For
example, if buffering is decided and details can be
worked out, the quantity to buffer on each item can then
be maintained in the MRP II system. The system will
consider this as a demand and plan for it automatically.
However, MRP II system is not the complete answer to
your inventory problems. To enable an MRP II system to
provide the maximum benefits (including but not limited
to inventory reduction) , the company must also have a
comprehensive policies and procedures, a commitment on
sufficient resources (e.g. MIS staff and hardware
resources) , and a commitment on training programmes and
related expenses. A full time system administrator to
look after and control the overall system (including
software, hardware, and related logistics) is also
suggested. This list is by no means exhaustive.
Besides, from the issues discussed, the following
listed factors are also worth considering if one is going

63
to select a new, or replace your existing MRP or MRP II
software package:
a) Selection of platform and software:
As can be seen from the case itself, XYZ Company
uses a central mainframe to run its MRP II software. The
limited resource handicapped further development. Trend
on the market of computer system is towards distributed
data processing. If a package running on Local Area
Network can satisfy your needs already, then do not
consider the mainframe area. This will increase your
flexibility in future expansion also.
The inability of the MRP II system of XYZ Co. to
allow concurrent batch processing and on-line data entry
is another major bottle-neck. Try and see if the
software and hardware combination is capable of doing so
when you are selecting among different products. This
avoids batch processing eating into on-line window when
more and more enhancements are added to the system.
b) Computer Language Used:
The computer language that is used in creating the
MRP II system is another consideration. System developed
using Forth Generation Language or for open systems are
usually more accessible using other available utilities.
This somehow may save your future expenses and efforts in
performing specific enhancement or data manipulation by
n o n-expert staff. Such system also allows higher
64
flexibility to entertain ad hoc requests for one time
only analysis.
Of course, among the features offered by various MRP
and MRP II packages, you need to identify those features
you required definitely, those you would like to have,
and those that are irrelevant to your applications. This
will definitely help you in making a good choice.

Figure 1
Manufacturing Resources Planning MRP II
Production or Business Planning (BPS) $/Time
x
Master Production Schedule I Rough-cut ^― (MPS) I CRP
> 1
Material Requirements Planning < (MRP)
\ Capacity Material Planning Scheduling
Yes Yes Y >jr
Execute Execute Capacity — — Material
Plan Plan
± i Shop Floor Vendor
Dispatch List Releases

Figu
re 2
XYZ C
O. LT
D. IN
VEN
TOR
Y-19
93
20 fiii
Ja
n Fe
b M
ar
Apr
May
Ju
n Ju
l Au
g Se
p O
ct
Nov
Dec
I M
illion
USD
14
.1
15.7
14
.8
14.8
14
.3
14.1
16
.5
15.3
13
.8
13.5
12
.5
12.1
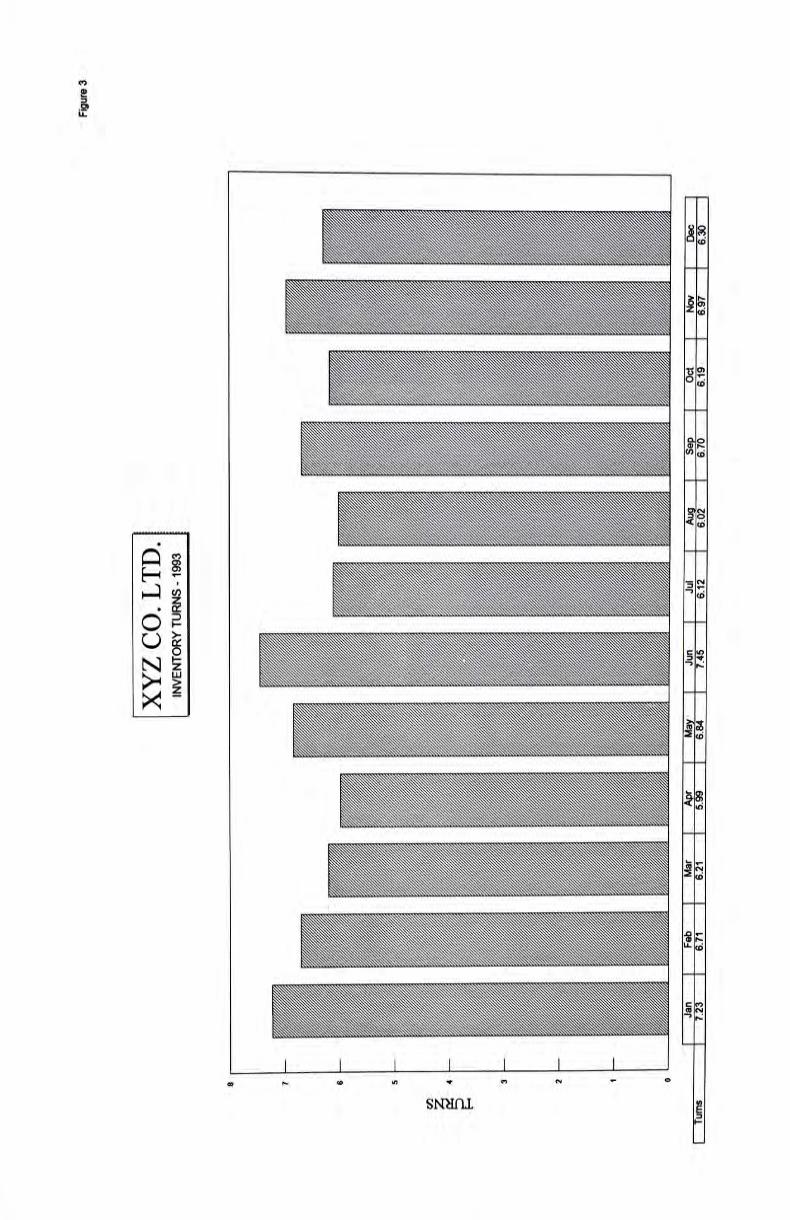
Figu
re
2
XYZ C
O. LT
D. IN
VENT
ORY
TUR
NS -1
993
画
Jan
Feb
I M
ar
I Ap
r I
May
Ju
n Ju
l Au
g Se
p O
ct
Nov
Dec
I Tu
rns
7.23
6.
71
6.21
5.
99
6.84
7.
45
6.12
6.
02
6.70
6.
19
6.97
6.
30
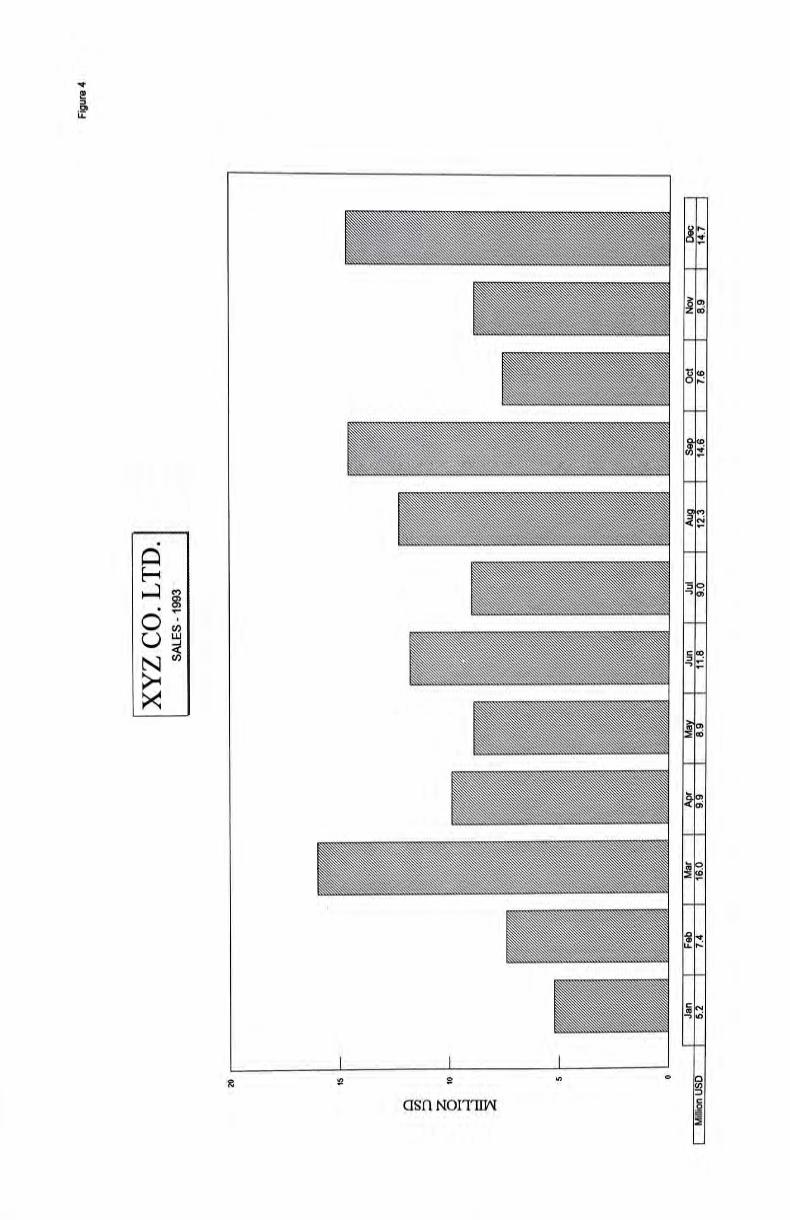
Figu
re
2
XYZ C
O. LT
D. I
SA
LES
-199
3 |
20 iili
iiBBi
l Ja
n Fe
b M
ar
Apr
May
Ju
n Ju
l Au
g Se
p O
ct
Nov
Dec
I M
illion
USD
5.
2 7.
4 16
.0
9.9
8.9
11.8
9.
0 12
.3
14.6
7.
6 8.
9 14
.7
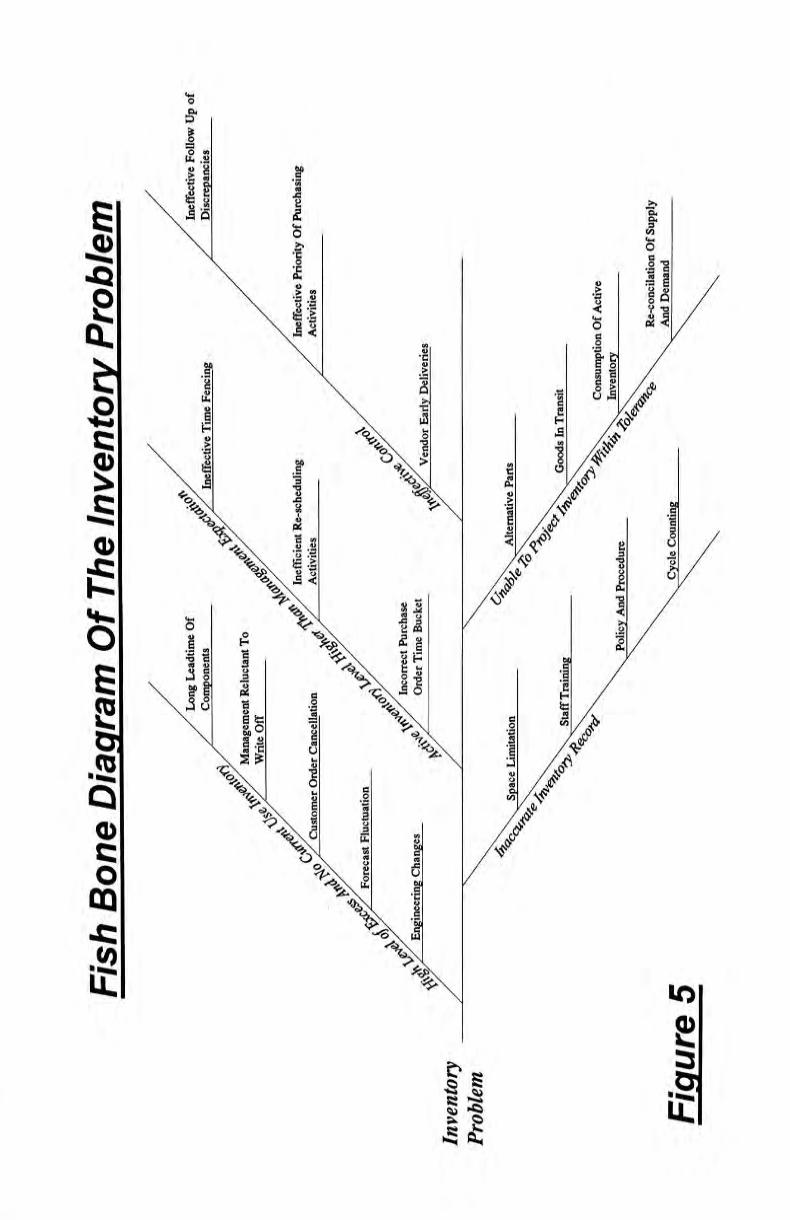
Fish
Bon
e D
iagr
am O
f The
Inve
ntor
y Pr
oble
m
y/
Lon
g L
eadt
ime
Of
/ In
effe
ctiv
e F
ollo
w U
p o
f /
Com
pone
nts
^
/ In
effe
ctiv
e T
ime
Fen
cing
X
D
iscr
epan
cies
Man
agem
ent
Rel
ucta
nt T
o /
/
Ine^
lc^
en
t Re-
sche
duli
ng
Z
Inef
fect
ive
Pri
orit
y O
f P
urch
asin
g ^
jXC
ust
om
er
Ord
er C
ance
llat
ion
a^
/ A
ctiv
itie
s /
Act
ivit
ies
a^/
For
ecas
t F
luct
uati
on
^y/
^1
10
0^
01 P
urch
ase
Eng
inee
ring
Cha
nges
J
,/
Ord
er T
ime
Buc
ket
^Z
ve
nd
or
Ear
ly D
eliv
erie
s
Inve
ntor
y /
Z
Prob
lem
Spac
e L
imit
atio
n A
lter
nati
ve P
arts
Sta
ffT
rain
ing
Go
od
s fo
Tra
nsit
Con
sum
ptio
n O
f A
ctiv
e …
. •
…
. ‘
In
ve
nt
or
y X
P
o"cy
And
Pro
cedu
re
%
Re-
conc
ilat
ion
Of
Supp
ly
_ 一
„
, „
‘.
And
Dem
and
Figu
re 5

R g u i v 0
Mo d d : A B C O C Y Z
P S . - I A P r. 2
? g c m b f
o i f 接 s i o s e l S 8 H o e ? s c f p * T a l . L i ^ s l L
I ^ P C P 4 S 4 7 6 0 . 1 0 . 1 p i 0 . 0 1 0 . 0 1 9 0
U M
a « P 1 S 7 S l . i 0 . 0 2 8 1 . 0 2 0 0 p § 8 7 5 2 9 7 S S s
^ l - s 3 M - . 1 8 1 i 0 0 2 8 1 0 2 0 0 P 8 7 2 8 1 . S 7 2 8 7 0
t u ^ o R E C T. S K
1 0 A
4 2 E S A C S
3 M
J J . 4 0 2 S 8 - i 0 0 6 8 1 . 8 8 0 . 1 2 0 1 2 5 2 . 5 2 2 6 s s
» o l ^ ^ ^ S C R 2 N § 6 P
3 2 2 7 i p i p i o . i o . o o i 0 0 0 0 0 0 0 3
J oM3 8 5 3 0 0 0 2 6 0 C O N N E C T O R
R T
5 7 6 5 . S A P C
f o 4 . 2 0 0 0 0 0 1 . 0 0 0 0 o b i 1 . 0 2 8 P 8 4 § 4 . 2 8 4 0 0 0 3
h D I O n M 5 0 0 6 0 2 7 0 2 2 N » 2 . ® 2 . 2 7 b z z 2 7 2 L P C M P 1 2 7 8 S , i o . i 1 o § 0 . 1 s 0 . 1 3 4 2 6 8 s
O O P W2 1 0 1 0 1 S 0 C H O K E
A S S Y
P C w 0 . I W 8
1 0 0 0 0 o . o i 1 . 0 0 0 0 0 . 0 0 0 § 9 . 5 0 0 0 0 0 6 0
• > s s i i T R F A S S Y s M 3 . 2 6 0 0 0 0 1 . 0 0 0 0 o . o i 1 . 0 0 0 0 0 . 0 0 0 0 0 0 3 . 2 6 0 0 0 0 s
S 2 1 3 0 0 3 9 0 B C T S K 1 0 A 4 0 V C 1 0 P O 4 O P C M M
. 7 1 2 5 0 0 o . o i 0 . 0 0 0 0 0 . 0 § 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 8
一 1 1 S 1 0 2 0 2 2 7 0 T R F A S S Y 3 2 2 . 3 0 0 0 0 0 1 . 0 0 0 0 0 . 0 0 0 0 1 . 0 0 0 0 0 . 0 0 0 § 2 . 3 0 0 0 0 0 s
1 2 2 8 0 0 4 0 2 7 0 2 Z N R 8 b o H Z 2 7 . 2 P C 2 2 2 7 8 7 s o i o . i o . o i 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 6 0
s 2 2 5 0 0 4 § 3 M
Z Z Rt f t . l o H Z 5 C. 2 P C M 0 . 1 2 7 8 7 6 1 . 0 0 0 0 0 . 0 6 8 1 . 0 6 0 0 P 0 0 6 3 9 3 0 . S 4 2 6 ®
s
s S 8 - I S F F T E a S O K E C S L A S S Y
P C M
0 . 9 0 0 0 0 0 1 . 0 0 0 0 0 . 0 0 0 0 1 . 0 0 0 0 0 . 0 0 0 0 0 0 0 . 9 0 0 0 0 0 8
5 S S 1 S 3 0 M
Z N R 4 < 3 G B Z X 7 8 4 < 3
P C M P S S 8 0 . 0 0 0 0 0 . 0 § 0 . 8 8 0 . 8 8 8 o . o o o i s
s 2 2 5 0 0 4 0 0 4 3 3 z z a 4.3 0 H Z 4 C. 3 s
M o . s . 7 8 7 6 1 . 0 0 0 0 0 . 0 5 8 1 0 6 0 0 o . § 3 9 3 0 . 1 3 4 2 s 6 0
1 7 2 1 1 1 0 6 0 0 1 7 0 8 4 0 2 7 4 B / S U B B Y 2 1 1 0 0 0 0 0 6 9 7 P C M 1 . 3 1 7 § o . o i 0 . 0 0 0 0 0 . 0 § 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 s
1® 2 1 1 1 0 8 0 0 1 4 0 - C L M3 9 3 P P C M 1 . 6 & 0 0 0 0
1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 0 0 0 . 0 3 1 0 0 0 1 . S 1 0 0 0 6 0
1 9 0 6 1 0 1 2 0 2 2 4 C A P- E 1
M0 Z 1 8 V IC M E.V B
P C M 0 . 0 4 3 2 s 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 8 0 . 0 1 2 8 s 0 . 6 S 1 S 8
8 8 1 0 1 S 2 1 6 4 C A P- E
M2 2 M
i K M E.V B
s 2 o . s s s 1 . 0 0 0 0 0 0 2 8 1 . 0 2 0 0 P 0 1 1 6 2 5 P 5 9 8 7 S 8
s 8 3 6 4 2 7 0 5 4 C A P . C 靼 T P J 5 0 V S L P C M 0 . 0 7 8 2 s o . o i o . o i 0 . 0 0 0 0 o . o o o i o . o o o i 6 0
s 0 6 1 8 4 1 0 1 3 M C A P - E 0 M 1 S 1 6 V S M E . V B P C M P 1 7 8 2 5 0 1 . 0 0 0 0 O . O I 1 0 2 8 0 . § s a 1 0 . 1 2 8 s s
2 3 2 1 1 1 0 8 8 2 9 0 I C H A 1 7 3 9 3 3 2 P 2 3 7 8 0 o . o i 0 . 0 § 0 . 0 0 0 0 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 s
2 4 2 1 1 1 0 8 0 0 1 8 IC.R E G
T L 4 3 1 C L P
P C 2 1 . 8 7 6 0 0 0 . 0 0 0 0 0 . 0 0 0 0 o . o i 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 S 3
M o t 0 6 3 6 4 0 1 0 4 8 9 C A P - C 0 U 1 Z 5 0 V F 3 2 P 2 3 2 6 6 0 3 . 0 0 0 0 p 1 § « 1 § P 0 3 4 8 9 7 0 . 7 3 2 8 4 7 s
2 6 2 1 0 1 2 5 § 2 9 D E L E T E D P C M 0 . 0 0 0 0 0 0 0 . 0 § 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 s
2 7 8坊2 1 0 1 0 0 9 0 0 C H O K E
A S S Y
P C M 9 . 5 0 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 8 0 . 0 0 0 0 0 0 0 . 0 0 0 0 8 S O
s 2 1 0 1 2 5 0 0 0 3 9 P N P 1 A 8 0 V D 4 1 E 7 . 2 s 2 0 . 6 0 0 0 0 0 0 . 0 0 0 0 o . o i o . o i 0 . 0 0 0 0 0 0 o . o o o i s
2 9 M2 6 1 0 4 0 0 0 6 0 R E C T
G P 1 A
i 1 N 4 8 1 G P P C M
0 . 1 7 0 6 0 0 1 . 0 0 0 0 o . o i 1 . 0 6 8 p § 5 2 5 0 . 1 7 9 0 8 s
3 0 0 6 1 8 1 秦 7 0 7 秦 C A P l h 秦
7 U 2 6 3 V S X E P C M 0 . 3 0 0 7 8 1 . 0 0 0 0 0 . 0 6 8 1 . 0 S 0 0 P o l 5 0 3 炉 0 . 3 1 明 7 3 炉
s
3 1 M2 6 1 0 4 0 0 0 7 0 R E C T- F R
1 > 1 0 0 V
R G P 1
O B
P C M P 3 2 o t 6 0 0 o . o i 0 . 0 § 0 , 0 0 0 0 0 . 8 0 8 0 o . o o o i s
3 l s > 0 6 1 0 1 6 1 8 5 1 C A P E 1 C o s 5 0 V I C M E V B P C 2 0 . 1 炉 & § 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 8 0 . 0 0 0 0 0 0 5 0
3 3 2 -Ml 0 7 8 2 1 0 S O D E- S I 0 A 2
8 5 V
IN 靼a 0 6 P C M
9 0 7 7 5 0 0 0 . 0 0 8 0 . 0 0 8 0 . 0 0 8 0 . 0 0 0 0 8 0 . 0 0 0 0 8 5 0
3 4 M 1 1 1 8 8 7 8 - c . n E G A S 4 3 1 S T D P C l o 1 . 0 6 4 0 0 0 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 8 0 . 0 2 1 0 6 0 1 . 0 7 5 0 6 0 5 0
3 O I 0 6 1 8 4 1 8 6 1 C A P - E 1 C O S 5 0 V S M E . V B P C 2 0 . 1 3 1 7 6 0 0 . 0 0 0 0 0 . 0 § 0 . 0 0 8 0 . 0 0 0 0 8 0 . 0 0 0 0 8 s
3 6 Ml 1 1 0 3 0 0 6 8 0 R E G U C P C 1 0 0 3 J P C M 1 . ^ 6 8 7 0 0 0 . 0 0 8 o . o i 0 . 0 0 8 0 . 0 0 0 § 0 . 0 0 0 § 5 0
3 7 2 1 0 1 1 7 0 0 6 1 0 P N P 袅 O V 2 f U 4 0 3 P C M 0 . 1 9 3 7 s o . o i 0 . 0 0 8 0 . 0 0 8 0 . 0 0 0 0 8 0 . 0 0 0 0 8 s
s 2 1 1 1 0 3 0 0 3 3 0 I C - R E G U 4 3 1 C L P P C 2 1 . 1 6 2 § 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 8 0 . 0 0 0 0 8 0 . 0 0 0 0 8 s
3 9 2 1 0 1 1 7 0 0 4 7 0 P N P 2 A i 2 S A 1 0 2 0 < o / f v l P C M 0 . 6 2 7 0 0 0 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 8 0 . 0 1 o s o 0 . S 7 S 0 5 0
4 0 2 4 9 1 0 7 4 7 9 5 0 R E S - F M F 办 R 7 J W 3 3 N F R 2 5 s M 0 . 1 8 7 s 1 . 0 0 0 0 o . o i 1 . 0 5 8 0 . 8 5 8 7 P I 0 5 7 8 7 5 0
s 2 4 9 1 0 7 1 0 1 s R E S. F M F
O KI J
W3 3 N F R 2炉
3 M
p 1 8 7 6 0 1 . 0 0 0 0 o . o i 1 . 0 5 8 0 . 8 5 8 7 0 . 1 0 5 7 8 7 S O
s 2 0 9 1 2 8 0 0 3 6 0 Z P N 1 0 > 6 0 v D 4 4 Z 8
P C 2 2 . 7 1 2 6 0 0 o . o i o . o i o . o i 0 . 0 0 0 0 s 0 . 0 0 0 0 8 5 0
s 2 1 0 1 1 7 0 0 4 7 3 p N p
2 > s o v 2 S > 1 0 2 O O 0
P C 2 p s ^ § o . o i 0 . 0 0 0 0 0 . 0 0 8 0 . 0 0 0 0 8 0 . 0 0 0 0 8 5 0
4 4 2 4 7 2 7 0 1 4 0 2 2 V C S MF 2 K 7 F 1/ 4
W
P C M
P 8 S 8 1 , 0 0 0 0 0 . 0 5 0 0 1 o § 0 . 0 0 1 7 6 3 0 . 0 3 7 0 2 6 4 明
s 2 0 9 1 1 7 0 0 4 6 0 Z P N 0 A 7
2 0 S / 2 S D 4 a 7 B/ c P C M 0 . 1 7 8 2 5 0 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 8 0 . § s ( p 0 . 1 8 1 8 1 切 s
s 2 0 0 1 2 8 0 0 0 1 0 Z P N 1 0 A 6 0 V D 4 4 H 8 P C M 2 . 4 8 0 0 0 0 1 . 0 0 0 0 0 . 0 1 0 0 1 0 1 0 0 0 0 2 4 0 0 0 2 . 6 0 4 8 0 0 f f
4 7 0 5 3 6 4 0 2 7 1 S 4 C A P . C N 2 7 J S O V S L P C M 0 . 1 2 6 1 9 炉
o o i 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 8 0 . 0 0 0 0 8 $
4 8 0 6 3 6 0 4 7 0 S 1 1 C A P - C 4 7 P J 5 0 V S L P C M 0 . 0 & M 7 0 0 1 . 0 0 0 0 P 0 2 0 0 1 0 2 0 0 0 . 0 0 1 0 5 4 0 . 0 5 3 7 明 靼 9
s 2 0 9 1 1 7 0 0 7 7 0 Z P N
0 > 6 4 0 V
2 N 4 4 0 1
P C M 0 . 3 - 8 0 0 . 0 0 0 0 0 . 0 § 0 . 0 § 0 . 0 0 0 0 8 0 . 0 0 0 0 8 4 c r
s 2 4 9 0 1 0 5 2 2 0 0 R E S-
M OF I C 2 2
J 1W
E R G- S P C 2 0 . 1 9 2 9 7 &
0 . 0 0 8 0 . 0 0 8 0 . 0 0 0 0 0 . 0 0 0 0 8 0 . 0 0 0 0 s s
o l l 2 4 7 3 3 0 0 4 0 2 2 R E S - M F
K 3 3
F 1 / t P C M
1 . 0 0 0 0 p o s o o 1 0 5 0 0 p o o l 7 6 3 0 . 0 3 7 0 2 6 s
s § 6 0 4 7 3 8 2 1 C A P C ^ T N ZiY F
P C M 0 . - 5 S 0 5 . 0 0 0 0 0 . 1 § < r . 1 § P 0 S 7 2 O 1 P 7 <
r 8 7 < l 1 s
s 2 4 7 1 2 0 0 4 0 2 I O R E $-
MF 2 F
1 / 4妄
P C M
0 . 8 S 8 1 . 0 0 0 0 o b i 1 . 0 6 0 0 p o o l 7 6 3 P 0 3 7 0 2 6 f f
5 4 M 4 9 § < r M 2 0 0 R E S - M O F I C r o r o J 1 W R S S P C l o P 0 7 7 & 0 0 1 . 0 0 0 0 o . o i 1 . 0 6 0 0 0 . 0 0 3 8 7 < y 1 0 . 0 ® - Q s 4 ( 9 1
5 5 2 4 7 1 2 0 2 4 0 1 0 2 r e S M F
1 2 K
F 1 / 4W
P C M
P 8 S S 2 , 0 0 0 0 P 1 § N 1 § p § 5 2 6 P 3 S S 9
s 2 4 7 I O 2 0 1 4 0 M M P E $ - M F 2 K M 1 = 1 / 4 W P C M 0 . 8 S S 1 . 0 0 0 0 o . o i 1 . 0 5 0 0 0 . 0 0 1 7 6 3 0 . 0 3 7 0 2 6 4 明
3 2 4 7 M 2 0 0 4 0 2 2 P E S - M F I C W W F - / 4 W P C t o 0 . 0 3 ( r 2 6 3 1 . 0 0 0 0 0 . 0 6 0 0 1 . 0 5 0 0 0 . 0 0 1 7 6 3 0 . 0 3 7 0 2 6 4 ( p
s 0 5 3 6 0 l o 7 1 o ' 1 1 C A P- C
ZIO 7
J 5 0 V
S L
P C M 0 b 7 0 6 N >t f » ^
0 § o . o i 1 0 2 0 0 p o a u l o 0 , 0 7 1 9 3 5 s
s S 7 2 4 0 1 4 0 2 I O A S - M F 2 K 4
F 1 / 4W
P C M
0 . 8 S 6 3 0 . 0 0 8 o . o i 0 . 0 0 8 0 . 0 0 0 0 0 0 0 . 0 0 0 0 0 0 4 0 1
s 0 5 3 2 7 1 0 4 8 4 0 C A P- C
0 U 1
Z
2 S < F P C 2 P I 5 5 1 0 0 3 . 0 0 0 0 P I 5 0 0 s s o 0 , 0 2 3 2 6 5 P 4 8 8 5 6 5 s
5 2 1 2 1 0 7 § 3 0 S O D E S I 0 A 2 C D 5 V 1 Z 4 6 0 6 P C 2 0 . 0 6 0 4 5 0 1 . 0 0 0 0 P 0 5 0 0 1 . 0 5 0 0 0 . 0 0 3 0 2 2 0 . 8 3 4 7 2 $
s 4 1 1 2 0 0 e 1 1 ( r 1 s c r - P / p 、 4 - 4 0 x 1 / 4 c z c P C M 0 . 8 0 § o . o i 0 . 0 § 0 . 0 § o . o o o i 0 . 0 0 0 0 0 0 4 W
8 3 S 1M2 O 3 O 0 O
C L 1 8 7
# 2 2 MS B U C
3 2 M 0 . 1 2 8 7 8 0 . 0 0 0 0 o . o i 0 . 0 0 0 0 0 . 0 0 0 § 0 . 0 0 0 0 0 0 4 0
s 0 6 3 6 0 1 0 3 8 1 8 C A p . c 1 0 N Z 5 0 V Y F P C 2 0 . 0 6 S S 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 8 0 . 8 1 2 2 4 P 0 6 2 4 4 9 4 0
9 0 8 4 1 0 0 0 0 3 5 0 F C S E . F B 3 A S M 5 0 V S 4 . 8 . 5 s w 0 . 6 9 7 S 8 1 . 0 0 0 0 O . O I 1 . 0 1 8 0 . § 9 S P 7 2 4 7 S 4 0
3 8 2 0 0 8 0 0 1 = W A S H E R S P W N G M 2 . S P C 2 0 . 8 7 6 8 3 . 0 0 0 0 0 . 8 8 3 . 8 8 0 . 0 0 0 6 8 4 0 . 0 2 3 4 8 4 4 0
6 7 0 6 7 1 8 2 0 0 0 0 S U B 5 0 6 1 0 6 3 1 8 4 0 P C 2 0 . 1 s § 1 . 0 0 0 0 o . o i 1 0 5 0 0 0 . 0 0 6 2 8 0 . 1 3 0 2 0 0 4 0
8 4 1 1 2 0 0 6 1 1 s S C R - P / P J - 4 0 X 1 / 4 C Z C P C 2 0 . 0 2 1 0 0 0 3 . 0 0 0 0 0 . S 8 3 . 8 8 0 . 8 1 S 0 P S 4 S 0 4 0
6 9 8 7 S 1 2 0 3 3 0 S U B
B Y
8 1 0 S 1 0 1 2 1 / 3 M
0 . 1 8 6 0 0 0 o . o i o . o i o . o i o . o o o i 0 . 0 0 0 0 0 0 s
7 0 H i s C A P - P IO NIC
s o / 1 1 T D Y
P C ~ 0 . 8 S S 2 . 0 0 0 0 0 . 1 0 0 0 r o . 1 0 0 0 0 . § S 5 0 . 1 7 9 0 2 5 4 0
7 1 § 2 2 3 0 0 3 8 0 C A P . P I O 2 N I C 5 0 / 1 變 T D Y P C M 0 . 8 9 1 8 - 0 § O . O I 1 . 0 § 0 . 0 0 4 4 s 0 . 8 3 S 1 s
7 2 S 6 1 1 3 0 0 3 8 0 R E C T - S K 1 0 A 4 0 V S 1 0 6 C 4 M P C M w . 4 0 2 § o . o i 0 . 0 0 0 0 0 . 0 0 0 0 0 . 0 0 0 0 0 0 0 . 0 0 0 § 4 0
7 3 8 5 2 1 0 1 § 7 0 F I L T E R C H O K E C O I L A S S Y P C M 0 . 8 0 0 0 0 0 1 0 0 0 0 o . o i 1 . 0 0 0 0 o . o o o i 0 . 8 0 0 0 0 0 4 0
7 4 3 2 8 8 1 8 7 1 0 I O C T R 1 S H K 1 5 0 K - 9 7 6 1 P C 2 0 . 2 6 0 0 0 0 1 . 0 0 0 0 0 . 0 2 8 1 . 0 2 0 0 0 . 8 5 2 8 0 . 8 S 2 0 0 s
7 ( 1 1 3 5 2 2 2 0 1 2 0 W I R E . P V C T C 3 3 M M C L 1 8 7 P C 2 0 . 0 3 9 2 0 0 1 . 0 0 0 0 0 . S 8 - o i 0 . 8 1 9 6 0 0 . 0 4 1 1 8 4 0
7 6 3 5 8 0 8 0 0 0 0 1 W I R E - T C D —
0 . 6 M M 5 z f o o . s - i 0 . 1 2 s o . i ® 0 . 1 2 9 ® p § 7 9 ( 0 0 . 0 2 8 8 6 4 0
7 7 2 1 0 0 0 0 0 0 1 8 0 J p 0 A 6 备 O V 2 N 4 4 8 P C M 0 . 2 7 1 2 s 0 . 0 0 0 0 o . o i o . o i o . o o o i o . o o o i 4 0
7 8 3 9 1 8 2 2 5 0 3 1 S C R E W P / B M / C M 2 . S X 8 P C 2 0 . 0 1 6 0 0 0 3 . 0 0 0 0 0 . 8 8 Q . 8 8 0 . 8 1 4 4 0 0 . 0 4 9 4 4 0 s
7 9 4 8 5 3 0 0 0 1 8 B o m P L A T E A A 7 8 1 3 P C l o 2 . 0 0 0 0 0 0 1 . 0 0 0 0 0 . 8 8 1 . 0 3 0 0 0 . 0 6 0 0 0 0 2 . 0 6 0 0 0 0 4 0
8 0 0 5 8 2 2 2 0 0 1 1 0 C A P . P 2 N 2 K s / l l T D Y P C 2 0 . 0 7 7 W 0 1 . 0 0 0 0 0 . S 8 - o i 0 . 0 0 3 8 7 S 0 . 0 6 1 3 7 6 4 0
8 1 2 4 0 1 2 0 6 0 2 2 H E S . C F 0 M 1 J V 4 W P C M 0 . 0 1 7 8 2 5 l o . i O . I 2 . 1 § 0 . 8 1 7 8 2 0 . 8 7 4 s g
s 2 4 0 1 2 3 0 6 0 2 2 B S . C F 1 2 K J 1 / 4 W P C l o 0 0 1 7 8 8 l o . i o . i 2 0 0 0 P 8 1 7 S P 8 7 4 3 2 w N o t
8 2 4 0 1 2 4 8 0 2 2 f C S C F M 1 2 J 1 / 4 W P C 2 0 . 0 1 7 8 8 - 0 § o . o i - . 8 8 0 . 0 0 0 9 9 1 0 . 0 1 8 7 1 6 3 S
8 4 2 4 0 5 2 0 6 0 2 2 S S - C F I K S J 1 / 4 W P C 2 0 . 0 1 7 8 2 5 - i O . O I l . i o . o i - P 0 S 7 S
8 5 2 4 0 1 0 3 0 6 0 s A S . C F 1 8 J 1 / 4 W P C M P 0 1 7 8 S 2 . 0 0 0 0 P 1 § 2 . 1 i P 8 1 7 8 2 0 . 8 7 4 s
s 2 4 0 1 2 8 0 s B S . 9 5 5 J 1 / 4 W P C 0 0 1 7 8 S l o . i o . i s § P 8 1 7 8 2 P 8 H
8 7 2 4 0 2 7 1 8 0 2 2 B S - C F K 2 7 J 1 / 4 W P C 2 0 . 0 1 7 8 s l . i 0 . 0 § 1 . S 8 0 0 0 0 8 9 1
s 2 4 0 2 7 3 0 6 S 2 H E S-C F
2 7 K
J 1 / 4W
P C 2 0 . 0 1 7 8 2 5 - i o . i 1 0 5 0 0 o . o i -
s 2 4 § 2 0 6 0 2 2 K S.C F 3 K 3 J 1/ I P C 2 0 . 0 1 7 8 s - i o . o i - 1 O . J ^
IC S.C F 3 K 3J 1 / 2W
P C 2 0 . 0 3 - 8 2 . 0 0 0 0 o . i a ^ ^
2 8 F i 2 2 8 - C F 3 K 2 V 4 W s 2 a i s - i o . i - o i 1 5 3 1 1 a ^
B S - C F 1 S J 1/ 4
W
P C 2 0 . 0 1 7 8 s 1 i o b i 1 . 0 6 0 0
^ p - i B S.C F K 4 7 J 1/ 4
W
s 2 0 . 0 1 7 8 s 1 1 o b i - 1
^ y i s ® S- C F 4 K 7 J 1/ 4
W
s 2 0 . 0 1 7 8 s 2 i o . i 2 . 1 §
^ n ^ H ^ O K S.C F 4 7 KJ 1 / 4W
s 2 P o l 7 8 8 - 0 § 0 . 8 8 - . 0 1 0 . 0 0 0 8 9 1 P 0 1 8 7 S 8
^ H y ^ s 纷 0 0 1 7 8 8 l . i p o § 1 b § P 0 0 0 8 9 1 0 . 0 1 8 7 1 6 s
^ y y ^ P M P C 2 P 0 1 7 8 2 S - i o b i - 1 0 . 1 - 0 0 1 3 S g
^ y y ^ 3 M - i o b i l o i 0 . 1 2 P 0 1 8 7 S g
^ y ^ y P P ^ M a l o g - i o b i l o i 0 . 1 - 0 0 1 8 7 1 6 3 S
i s u l i i l s s H P C
2 P i 2 6 I I o b i 1 . i 0 . 1 2 p i s 3 S
i i n y ^ H m u u i l a 2 p i - i o i - . 1 o i l
】> ol ^ ^ t u m s k s g M 2 P S 1 § 0 . 1 0 . 1 0 . 1 0 . 0 0 1 0 . 0 0 1 3 5 § ^ M 2 P 0 2 2 0 0 0 p i 0 . 1 o i 0 . 0 0 0 0 0 0 o . o o i 8
0 y y U S I J I 2 P I S 2 . 0 0 0 0 P 1 § 2 . i 0 . 8 5 s 0 J
“ y y E S G e i T i b s 2 0 . 8 2 S 1 0 . 8 6 0 0 . 8 1 7 P 8 7 7 0 . 8 1 4 3 1 P O J
1 ^ i ^ n g K J 1 / 4 w P C 2 0 . 0 1 7 8 s i o . i l o . l o o o 0 . 8 1 7 s P 8 7 4 S 8
y ^ M 2 - 1 8 I s p i o o i 0 . 8 i ”
^ ^ ^ r l T 2 2 s 2 T P C 2 0 . 0 1 1 S 8 3 . i 0 . 8 8 3 0 9 8 0 . 8 1 0 3 5 P 0 3 S 5 3 5 3 5
i p ^ ^ p p P C 2 0 . 8 7 7 8 0 . 1 0 . S 8 3 . 8 8 0 . 1 8 O . O I 3 5
1 8 ^ I
O N 0 . S 8 4 . 8 8 o . o s i o . g l 8
J O ^ H ^ I S 9
M
8 o i p i p i 0 . 0 1 o b i s
―
P C 2 o b i 3 i 0 . 8 8 3 . 8 8 0 . 8 S 8 o . s i 8
- s y . ^ 5 1 s 2 1 p i o i p i o b i 0 . 0 1 2 0
- s P C 2 2 . 6 6 i 1 i o b i - . 0 - 8 o . o i 2 . 6 8 6 6 8 8
- s G 2 O . S S S o i p i o i o . o o i o . o o i 8 - s y ^ p ^ p o - o ^ o c ) I O N o i o i o i o b i 0 . 0 1 8
\ - s S ^ ^ D O P 2 8 S 5 I D P 8 z c ] I
O N o i o i o i 0 . 0 0 0 0 0 0 o . o i 8 3 ^ ^ ^ ^ " ^ I s s s i p i o i o i o b i 0 . 0 0 0 0 0 0 8
- 3 o ^ ^ u . y M M i o p i p i o i 0 . 0 1 0 . 0 1 8
I s o j m u z 2 o . i 0 . 0 1 6 0 0 . 4 1 6 0 0 . 8 1 6 s 0 . 2 2 0 s 8 ^ y H y p s H s , 0 . 4 0 0 0 0 0 1 i P 8 0 0 - i o . o s i o i l 8
PM Q9 1 I t
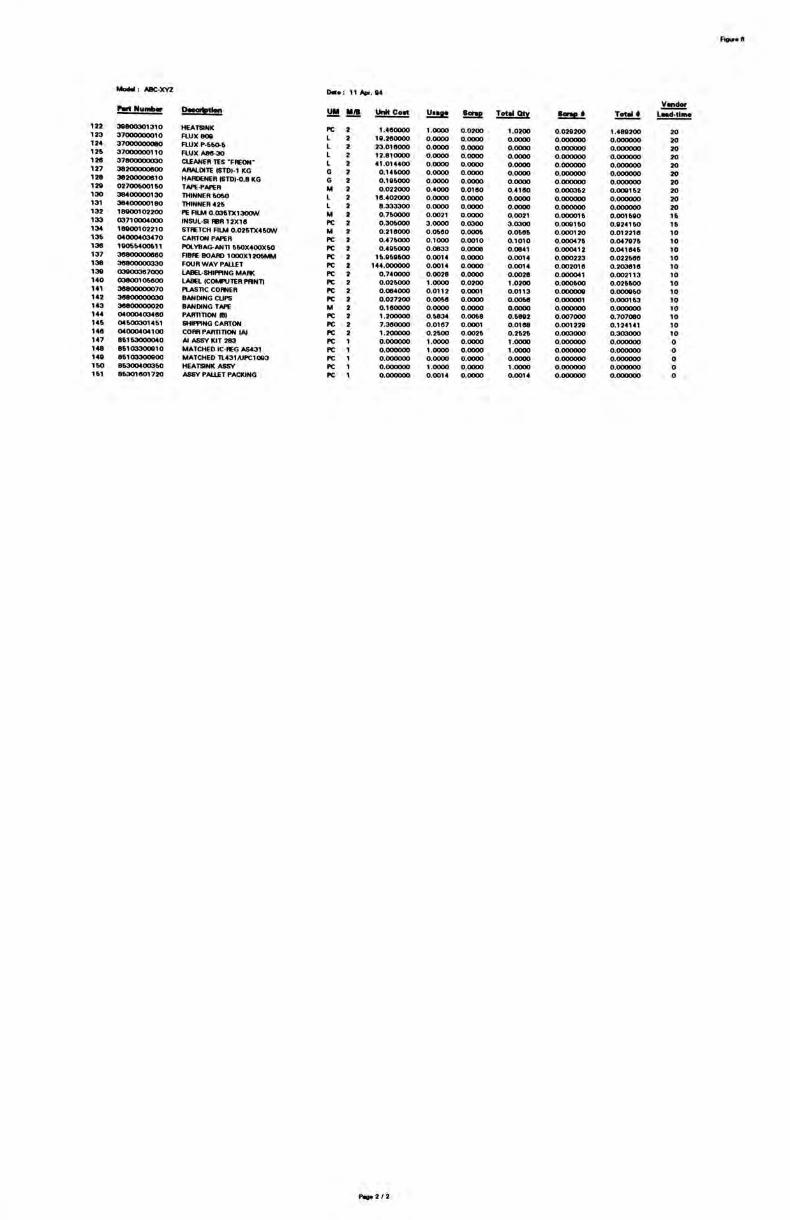
Figur* 6
Modal: ABC-XYZ Dot* : 11 Apr. 04
p
*rtWuwbM
Sssi^sn UM MS udLSss !issas Sse Totiotv 胁傘 Toti» 123 二 S ^ J ^ « 2 1.400000 1.0000 0.0200 1.0200 0.029200 1.480200 20
24 L 2 10280000 0 0000 0.0000 0.0000 0.000000 0.000000 20 ]ll a S S L 2
M OIdOOO 0.0000 0.0000 0.0000 0.000000 0.000000 20 !!!
1 2 ,2.810000 0.0000 0.0000 0.0000 0.000000 0 000000 20
!!? ? ! C ^ A N E R T C S - F f € O N - L 2 41.014400 0.0000 0.0000 0.0000 0.000000 0.000000 20 \ 2 1 ? ? ? A R A L W T E ISTDM KG G 2 0.146000 0.0000 0.0000 0.0000 0.000000 0.000000 20
»®200000610 HARDENER I8T0I-0.8 KG G 2 0.196000 0.0000 0.0000 0.0000 0.000000 0.000000 20
^PEPAreF I M 2 0.022000 0.4000 0.01C0 0.4100 0.000362 0.000152 20
J?? THINNER 5060 L 2 16.402000 0.0000 0.0000 0.0000 0.000000 0.000000 20
" I 3 8 4 0 0 0 0 0 1 8 0
THINNER 426 L 2 8.333300 0.0000 0.0000 0.0000 0.000000 0.000000 20
H I 1 8 0 0 0 1 0 2 2 0 0
PE FILM 0.036TX1300W M 2 0.760000 0.0021 0.0000 0.0021 0.000016 0.001600 16
133 03710004000 INSUL-81 RBR12X16 PC 2 0.306000 3.0000 0.0300 3.0300 0.009160 0.Q24160 16
134 18000102210 STFETCH RLM 0.025TX460W M 2 0.210000 0.0600 0.0006 0.0665 0.000120 0.012210 10
135 04000403470 CARTON PAPER PC 2 0.476000 0.1000 0.0010 0.1010 0.000476 0.047076 10
136 190S6400S11 P0LVBAG-ANT1 660X400X60 PC 2 0.406000 0.0633 0.0006 0.0641 0.000412 0.041646 10
137 36800000660 FIBRE BOARO 1000X1206MM PC 2 U . 0 6 0 6 0 0 0.0014 0.0000 0.0014 0.000223 0.022606 10
138 36800000330 FOUR WAY PALLET PC 2 144.000000 0.0014 0.0000 0.0014 0.002018 0.203616 10
139 03000367000 LABEL-SHIPPING MARK PC 2 0.740000 0.0028 0.0000 0.0028 0.000041 0.002113 10
140 03800105600 LABEL (COMPUTER PfVNT) PC 2 0.026000 1.0000 0.0200 1.0200 0.000600 0.026600 10
141 36800000070 PLASTIC CORNER PC 2 0.064000 0.0112 0.0001 0.0113 0.000000 0.000060 10
142 36800000030 BANDING CUPS PC 2 0.027200 0.0066 0.0000 0.0060 0.000001 0.000163 10
143 36800000020 BANDING TAPE M 2 0.160000 0.0000 0.0000 0.0000 0.000000 0.000000 10
144 04000403460 PAFTTITION (B| PC 2 1.200000 0.6834 0.0068 0.6802 0.007000 0.707000 10 145 04S00301451 SHimNG CARTON PC 2 7.360000 0.0167 0.0001 0.0108 0.001220 0.124141 10 146 04000404100 CORR PARTITION (A| PC 2 1.200000 0.2600 0.0026 0.2626 0.003000 0.303000 10 147 8S153000040 Al ASSY KIT 283 PC 1 0.000000 1.0000 0.0000 1.0000 0.000000 0.000000 0 148 8S103300910 MATCHED IC-FEG A8431 PC 1 0.000000 1.0000 0.0000 1.0000 0.000000 0.000000 0 140 86103300900 MATCHED TL431AIPC1003 PC 1 0.000000 0.0000 0.0000 0.0000 0.000000 0.000000 O 150 86300400360 HEATSINK ASSY PC 1 0.000000 1.0000 0.0000 1.0000 0.000000 0.000000 0 161 86301601720 ASSY PALLET PACKING PC 1 0.000000 0.0014 0.0000 0.0014 0.000000 0.000000 0
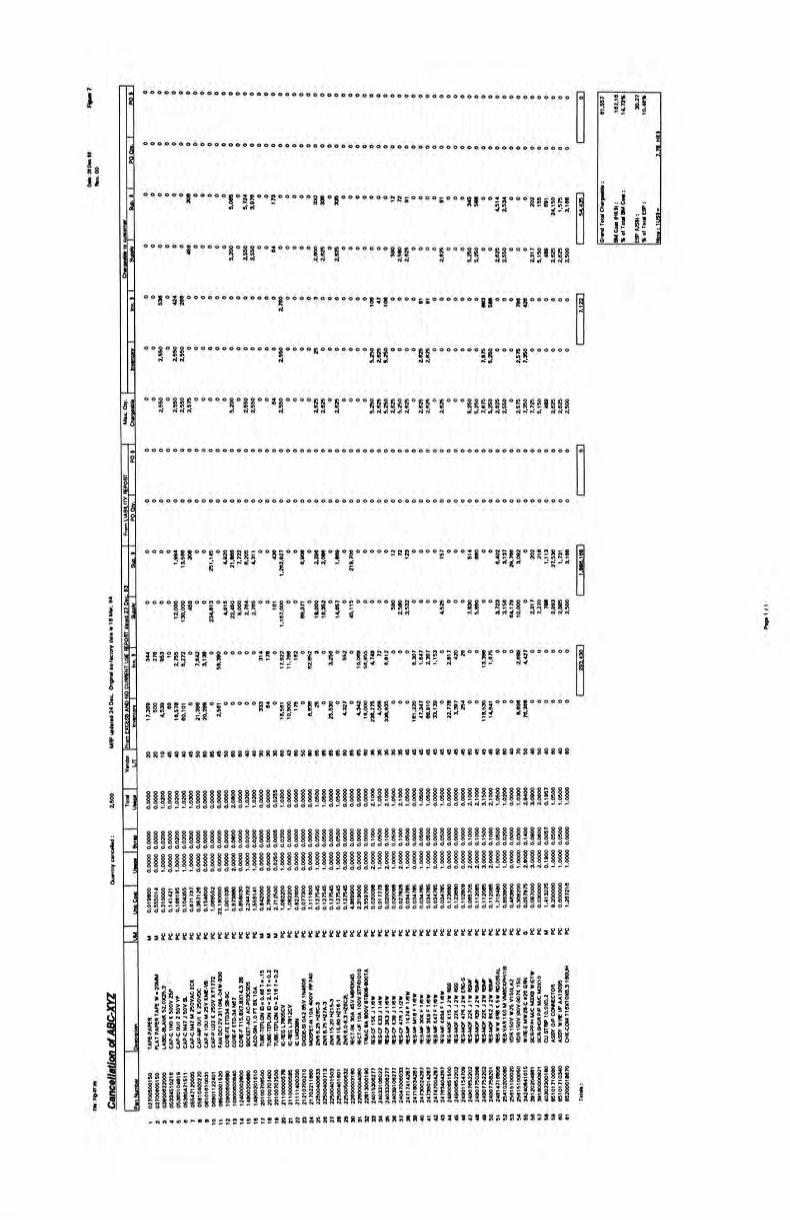
^ I o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o 1 7 怕 % ^ _
鄉 ; ^ 8 • 請
I n f . o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o 7 8 H
r _ 故
I B . * 。 。 。 。 。 。 3 0 s 。 。 。 。 。 0 « s 。 7 2 4 9 7 « 。 。 1 n 。 。 。 。 。 3 3 3 3 3 $ 。 3 3 s 。 。 S ” S 。 。 。 。 S 。 。 。 3 4 5 5 a B 。 。5 1 4 s 。。。3 0 2 s l s o l e 8 一 C O M
:
5 5 . 3 . 4 . 2 . , w l . 5 3 , 1 ^ : :8 r ; r
? 丨 U a | ; 则 % 0 |
j l 。 。 。 。 。 。 4 S B 。 。 。 。 。 l 。 l l 。 。 s 。 。 。 。 。 e o o s 。 e 2 5 。 。 。 。 。 。 。 § 5 a o s 。 。 。 。 s 2 s 。 。 。 g 2 5 0 。 。 s 5 5 0 。 。 。 3 t 7 1 5 0 4 8 s g e 2 5 5 0 0
^ & 5 么 2 . 2 . 2 . 2 . 2 . % 2 . 5 . 5 . Z Z 2 . 5 . Z 2 . C ?
f . o o 饿 O 4 2 4 w o o o o o o o o o o o o o 7 o o o o o o 3 o © o © o o o o e 4 7 o e o o o o 9 1 0 1 o o o o o o o 8 8 3 脚 o o o 7 9 e 4 2 e o o o o o o 2 2
拟
i 7 . 1
o r v O o s o o 5 0 5 5 0 o o o o o o o o o o o o o 5 5 0 o o o o 2 9 o o o o o o o 2 5 0 e 2 5 2 s o o o o o 6 2 5 6 2 5 o o o o o o o 7 5 2 s o o o o g 3 5 0 o o o o o o
_ 2 , 2 . z 2 . 2 . 2 , 9 ' 7 .
Q l y . ! 。 。 5 5 0 。 5 5 0 g 5 7 s 。 。 。 。 。 2 0 0 。 s 5 0 s 5 0 。 。 2 g 。 。 。 。 g g 。 g 。 。 。 。 2 s o g g g 2 5 0 g 。 g g 。 g 。 。 。 2 6 0 2 s o g 2 5 0 g 5 s o 。 5 7 5 3 5 0 g 1 5 0 4 8 s g g 5 0 0
x . c g 2 . 2 . 2 . 2 . 5 » 2 ' 2 . d 2 . 2 . 2 , 5 . 2 . 5 . 2 . 5 . 2 . Z Z Z 5 . 5 . 7 . 5 . 2 . Z Z 7 * 7 . 5 . 2 . 2 . 2 .
M a c h w
s o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o
g
R r
柳 丨 丨
T Y o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o o
B L I a n r
5 p o F
i 0 0 0 0 9 8 4 0 6 3 0 6 0 0 4 5 0 8 2 0 8 6 0 畑 2 o 5 a 1 1 o 0 _ 9 2 7 o 0 9 0 e o 2 9 6 o e e o e 6 8 o 7 o d o o o o 0 1 2 7 2 2 3 0 0 o o s 7 0 o o 5 1 4 6 e 0 o o 4 0 2 3 7 j g 0 9 2 o 2 0 2 加 1 3 5 3 8 7 3 1 0 8 面
J 1 1 3 : 5 2 5 1 . 1 A I 6 4 : 3 2 0 2 9 e . t l . 1 9 7 1 1 5 c’ » " 3 . 2 1 . 1 2 7 / 3 : 1 a a e l j
a r . 9 4 ^ … 。 o o o 『 。 a 1 3 。 s 1 5 4 5 0 o o o 7 « 4 r 。 1 8 1 r o 3 7 1 o § r r r o o j s a o g o o 。 。 5 2 s 。 。 o g 8 9 0 j 1 s e 1 » o o o o 3 1 7 2 7 0 s s o o n
M « 2 J Z 3 0 . 3 4 , 4 ,
办 9 . 2 , 2 * e 7 . s 9 .
良
6 ’ 永 4 5 . 2 » X < 7 . 5 . r f 3 . « 4 , 1 0 f 2 . 7 * 2 .之 z 1
1 8 1 1 1 2 1 1 6 1 1 1 1 • « •
w d p
I
卿
- E £ g 2 7 2 o « 4 2 『 3 s o o o o J 1 7 8 o s o s s 2 J O 『 s a l o 3 0 7 s o a 1 7 4 2 0 1 3 8 e g o o o s 。 。 s o o
l T U l n v 2 . e . 7 , 3 . g - 1 7 1 1 : 8 2 . 3 . g - 5 8 . V e . e . 1 . 2 . 1 . 2 . J f l . 2 . V 2 9 3
l 剛
伪 c
机 N o l 匚
^ A N O i s s r e r l r r s o o F o l l r l l r n s r J : r € 。 l 4 : 9 4 1 。 。 。 i r 。 。
K I 2 二 1 7 - < 1 e « 0 : 2 1 2 0 : z 1 8 1 0 : S . 2 S 4 . ^ ^ .
‘ S 1 4 7 g 3 3 , 1 9 1 4 . ^ r e
I J
M f " 2 0 2 0 1 0 « 劝 4 0 « w w « s « s ! « o e o 4 0 4 0 3 0 3 0 3 0 w « 8 0 s o a o 8 s l 6 « s « s 8 0 « 5 I B « o * 3 5 3 5 » 3 5 « « « 4 s « « 4 5 4 5 4 5 « o 4 5 4 5 4 5 e o s o 4 0 r o s o 4 0 s o 4 0 « o 4 0 8 0
v T r
§ ^ 二 二 J 二 二 二 二 二 二 二 二 二 二 二 二 二 二 二 二 二 二 纖 二 二 二 二 二 二 二 二
z T u a a o . 1 . o . 1 . , 1 0 0 0 0 0 2 0 1 1 0 0 0 * - 0 0 0 0 1 1 0 1 0 0 0 0 2 1 2 ’ 2 1 0 , 1 1
M
: 0 0 0 0 1 1 = 0 2 0 0 二
i E i i E = i E = l s = E E 二 二 S E S 二
l n E r E _ . : E ; E ; E : E E ; E E : E : r ; E , : r : i E ; E E E E E i E
u u « 0 . 0 . L a 1 . 1 . , : 0 . 0 . C J C J d c i d 1 , c i 0 . 0 1 0 0 0 0 1 1 0 1 0 0 0 0 2 1 2 1 2 1 1 1 1
一 三 二 = : 二 s E E s ? 7 . 1 1 1 0 . 1 2 0 . 1 2 0 . 1 2 i L 2 . 3 1 3 . 5 5 = E E E ^ o . o e s o . u 0 . 1 1 0 . 1 1 £ E E _ t . 2 e
L I E S J a s i E E S S S E S S … … … 吣 口 … S i e … = r … i
g … 二 一 ~ s … I L I I l h r 一
i " J l i i i = M l l _ i l l = =
1 j | = = = 二 一 二 = = = 一 三 l l = i L l = E i i 圓 涯 鑑 E L
• I — :
? § 1 1 1 1 1 1 = 二 1 1 1 1 1 1 = 1 1 1 1 1 1 = 1 = 二 I = i r = l l l 二 1 = 1 1
_ S J i i l l l l l E L l l l l E E E i i i i E E i F s i y E s h i s i i L J
i 3 « s 8 J . . 9 1 0 ; : 1 2 s u 1 s 1 « 1 7 1 a 1 9 2 0 S M R 2 « » 2 « s 2 « 2 9 3 0 3 1 M W 3 4 » * 3 7 3 a » 4 0 4 t 4 2 4 3 4 4 4 5 4 e 4 7 4 a 4 9 s a 5 tM M M I 8 s « 5 7 5 a s 9 < 0 e 1
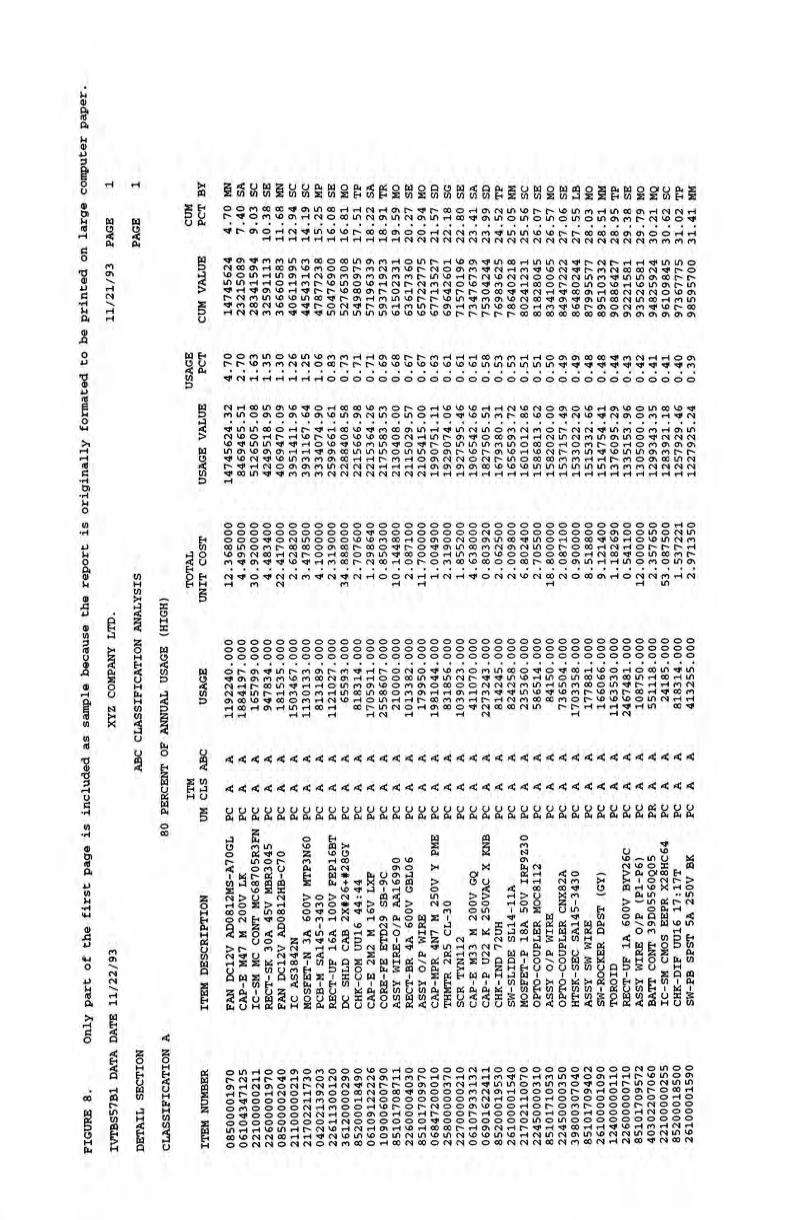
FIGURE
8.
only
part
of
the
first
page
is
included
as
sample
because
the
report
is
originally
formated
to
be
printed
on
large
computer
paper.
IVTBS57B1
DATA
DATE
11/22/93
XYZ
COMPANY
LTD.
11/21/93
PAGE
1
DETAIL
SECTION
ABC
CLASSIFICATION
ANALYSIS
PAGE
1
CLASSIFICATION
A 80
PERCENT
OF
ANNUAL
USAGE
(HIGH)
ITM
TOTAL
USAGE
CUM
ITEM
NUMBER
ITEM
DESCRIPTION
UM
CLS
ABC
USAGE
UNIT
COST
USAGE
VALUE
PCT
CUM
VALUE
PCT
BY
08500001970
FAN
DC12V
AD0812MS-A70GL
PC
A A
1192240.000
12.368000
14745624.32
4.70
14745624
4.70
MN
06104347125
CAP-E
M47
M 200V
LK
PC
A A
1884197.000
4.495000
8469465.51
2.70
23215089
7.40
SA
22100000211
IC-SM
MC
CONT
MC68705R3FN
PC
A A
165799.000
30.920000
5126505.08
1.63
28341594
9.03
SC
22600001970
RECT-SK
3OA
45V
MBR3045
PC
A A
947834.000
4.483400
4249518.95
1.35
32591113
10.38
SE
08500002040
FAN
DC12V
AD0812HB-C70
PC
A A
181535.000
22.417000
4069470.09
1.30
36660583
11.68
MN
21100000219
IC
AS3842N
PC
A A
1503467.000
2.628200
3951411.96
1.26
40611995
12.94
SC
21702211730
MOSFET-N
3A
600V
MTP3N60
PC
A A
1130133.000
3.478500
3931167.64
1.25
44543163
14.19
SC
04202139203
PCB-M
SA145-3430
PC
A A
813189.000
4.100000
3334074.90
1.06
47877238
15.25
MP
22611300120
RECT-UF
16A
100V
FEP16BT
PC
A A
1121027.000
2.319000
2599661.61
0.83
50476900
16.08
SE
36120000290
DC
SHLD
CAB
2X#26+#28GY
PC
A A
65593.000
34.888000
2288408.58
0.73
52765308
16.81
MO
85200018490
CHK-COM
UU16
44:44
PC
A A
818314.000
2.707600
2215666.98
0.71
54980975
17.51
TP
06109122226
CAP-E
2M2
M 16V
LXF
PC
A A
1705911.000
1.298640
2215364.26
0.71
57196339
18.22
SA
10900600790
CORE-FE
ETD29
SB-9C
PC
A A
2558607.000
0.850300
2175583.53
0.69
59371923
18.91
TR
85101708711
ASSY
WIRE-O/P
AA16990
PC
A A
210000.000
10.144800
2130408.00
0.68
61502331
19.59
MO
22600004030
RECT-BR
4A
600V
GBL06
PC
A A
1013382.000
2.087100
2115029.57
0.67
63617360
20.27
SE
85101709970
ASSY
O/P
WIRE
PC
A A
179950.000
11.700000
2105415.00
0.67
65722775
20.94
MO
06847200010
CAP-MPR
4N7
M 250V
Y PME
PC
A A
1981044.000
1.004900
1990751.11
0.63
67713527
21.57
SD
25800000370
THMTR
2R5
CL-30
PC
A A
831856.000
2.319000
1929074.06
0.61
69642601
22.18
SG
22700000210
SCR
TYN112
PC
A A
1039023.000
1.855200
1927595.46
0.61
71570196
22.80
SE
06107933132
CAP-E
M33
M 200V
GQ
PC
A A
411070.000
4.638000
1906542.66
0.61
73476739
23.41
SA
06901622411
CAP-P
U22
K 250VAC
X KNB
PC
A A
2273243.000
0.803920
1827505.51
0.58
75304244
23.99
SD
85200019530
CHK-IND
72UH
PC
A A
814245.000
2.062500
1679380.31
0.53
76983625
24.52
TP
26100001540
SW-SLIDE
SL14-11A
PC
A A
824258.000
2.009800
1656593.72
0.53
78640218
25.05
MM
21702110070
MOSFET-P
18A
50V
IRF9Z30
PC
A A
235360.000
6.802400
1601012.86
0.51
80241231
25.56
SC
22450000310
OPTO-COUPLER
MOC8112
PC
A A
586514.000
2.705500
1586813.62
0.51
81828045
26.07
SE
85101710530
ASSY
O/P
WIRE
PC
A A
84150.000
18.800000
1582020.00
0.50
83410065
26.57
MO
22450000350
OPTO-COUPLER
CNX82A
PC
A A
736504.000
2.087100
1537157.49
0.49
84947222
27.06
SE
39800307040
HTSK-SEC
SA145-3430
PC
A A
1703358.000
0.900000
1533022.20
0.49
86480244
27.55
LB
85101709402
ASSY
SW
WIRE
PC
A A
177881.000
8.518800
1515332.66
0.48
87995577
28.03
MO
26100001090
SW-ROCKER
DPST
(GY)
PC
A A
166066.000
9.121400
1514754.41
0.48
89510332
28.51
MM
12400000110
TOROID
PC
A A
1163530.000
1.182690
1376095.29
0.44
90886427
28.95
TP
22600000710
RECT-UF
1A
600V
BYV26C
PC
A A
2467481.000
0.541100
1335153.96
0.43
92221581
29.38
SE
85101709572
ASSY
WIRE
O/P
(P1-P6)
PC
A A
108750.000
12.000000
1305000.00
0.42
93526581
29.79
MO
40302207060
BATT
CONT
39D05560Q05
PR
A A
551118.000
2.357650
1299343.35
0.41
94825924
30.21
MQ
22100000255
IC-SM
CMOS
EEPR
X28HC64
PC
A A
24185.000
53.087500
1283921.18
0.41
96109845
30.62
SC
85200018500
CHK-DIF
UU16
17:17T
PC
A A
818314.000
1.537221
1257929.46
0.40
97367775
31.02
TP
26100001590
SW-PB
SPST
5A
250V
BK
PC
A A
413255.000
2.971350
1227925.24
0.39
98595700
31.41
MM
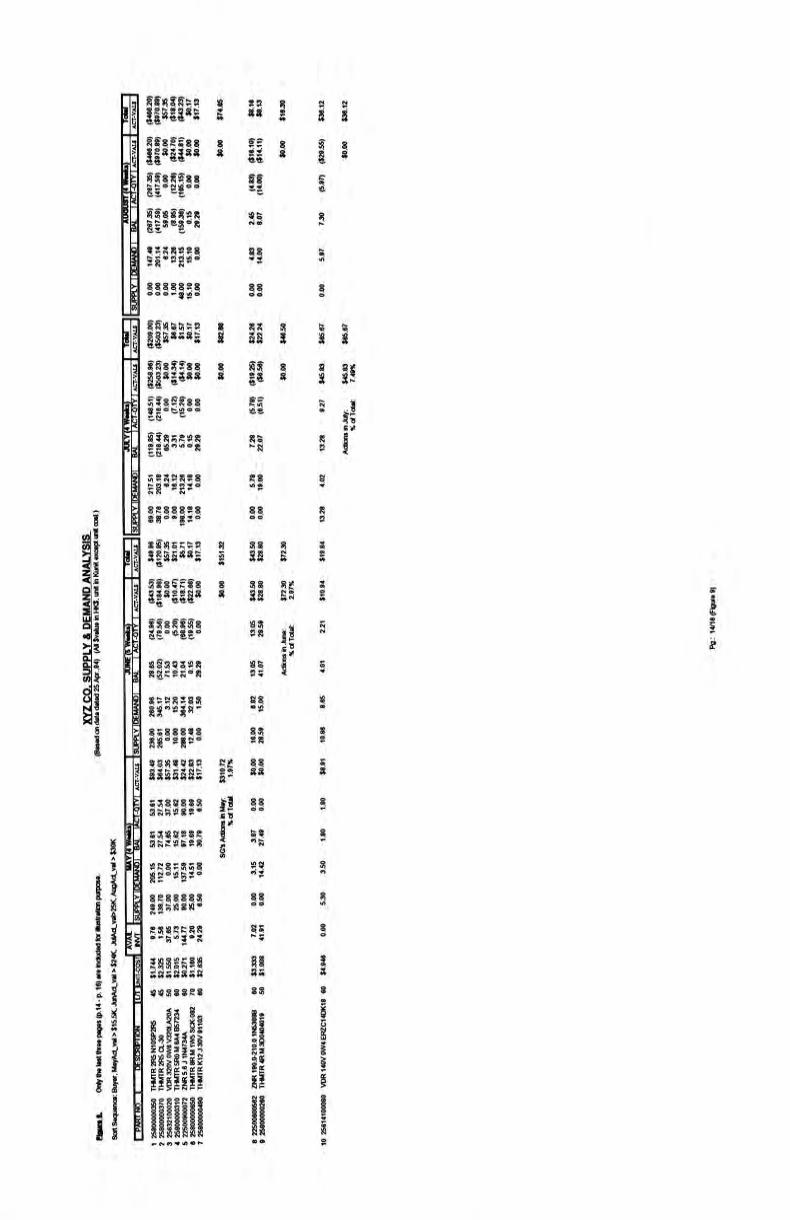
XYZ
CO
. SUP
PLY
A D
EMAN
D A
NALY
SIS
Onl
y ttw
tost
Ihra
s (p
.14
- p. 1
6) a
m m
dudt
d fo
r Hkn
tralio
n pm
pote
. (B
ased
on
data
dat
ed 2
5 A
pr.,9
4)
(AH
$va
lue
in H
K$,
uni
t in
Kuni
t axo
ept u
nll a
ott)
Sort
S«q
ueno
»: B
uyer
. Msy
AcL
val >
$15
£K. J
unA
cLva
l > $
24K
. Ju
lAoL
v«l>
25K
. Aug
AoL
val >
$30
K
I M
Ml
I m
VMVl
Mat
1
I tM
II
JULV
<4W
U»1
I To
y II
AUftU
SrUW
wbl
I To
y I
I PA
RT
NO
. I
KS
Cft
lP關
L
UF
LJN
.T-C
QST
L
WT
ls
UW
.V
IO
EM
AN
BI
'FL
AL
L
/FC
T-Q
TV
I A
CT
-VX
U
Is
tm
V
Ibfc
MA
Nb
l B
AL
I
AC
T-V
AH
I
XC
I^
Iiils
UW
.V
Ib
EM
AW
I B
AL
1 A
CT
-QT
V I
AC
T-V
AU
I
AC
T-V
AI
II
^J
PP
LY
I
DE
MA
TO
I
BA
L
| A
cf-o
rv
|
AC
T-V
AU
I
XC
R-
V^
J
jfssrs
^ 踨
m
= s
認 K
s =
s «
^ 二
s s
« 冗
•
« «
r=°
o s
r^
is s
認 ^
; ^
^ %%
二 品
^
a a
s 二 溫
<(?|) «
%f7
j js
oS
A s
5
22
50
09
00
07
2
ZN
R 5
.6 J
1N
47
34
A
60
$
0.2
71
1
44
.77
9
0.0
0
13
75
9
97
.18
9
0.0
0
$2
4.4
2
28
8.0
0
36
4.1
4
21
04
(6
8.9
6)
($1
8.7
1)
$5
.71
1
98
.00
2
13
.26
5
.79
<
15.2
6)
($4
.14
) $
1^
7
48
.00
2
13
.15
(1
50
,36
) (1
66
.1S
) ($
44
.M)
($4
3.2
3)
6
2S
80
00
00
65
0
TH
MT
R 8
R M
1W
S S
CK
-08
2
70
$
1.1
60
9
.20
2
5 0
0
14
.51
1
9.6
9
19
.69
$
22
.83
1
2.4
8
32
.03
0
.15
(1
9.5
5)
($2
2.6
6)
$0
.17
1
4.1
8
14
.18
0
.15
0
00
$
0.0
0
$0
17
1
5.1
0
15
.10
0
.15
0
.00
$
0 0
0
10
17
7
25
80
00
00
49
0
TH
MT
R K
12
J 3
0V
91
10
3
60
$
2.6
35
2
4.2
9
63
0
0.0
0
30
.79
6
.50
$
17
.13
0
.00
1
.50
2
9.2
9
0.0
0
$0
.00
$
17
.13
0
.00
0
.00
2
0.2
9
0.0
0
$0
.00
$
17
.13
0
.00
0
.00
2
9.2
9
0 0
0
10
.00
$
17
.13
SG
^A
oU
on
sin
Ma
y:
$3
10
.72
$
0.0
0
$1
51
.32
$
00
0
$8
2.8
8
$0.0
0
$7
4.6
5
%O
TT
O(A
I 1
.97
%
8
22
50
06
00
56
2
ZN
R 1
90
.0-2
10
.01
N5
38
8B
6
0
$3
.33
3
7.0
2
0.0
0
3.1
5
3.8
7
0.0
0
$0
.00
1
6.0
0
6.8
2
13
.05
1
3.0
5
$4
35
0
$4
3.5
0
0.0
0
5.7
8
7.2
8
(5.7
8)
($1
9.2
5)
$2
4.2
6
0.0
0
4.8
3
2.4
5
(4.8
3)
($1
6.1
0)
18
.1«
9
2
S8
00
00
02
60
T
HM
TR
4R
M 3
00
40
40
W
50
$
1.0
08
4
1.9
1
0.0
0
14
.42
2
7.4
9
0.0
0
$0
.00
2
8.5
9
15
.00
4
1.0
7
28
50
$
28
.80
$
28
.80
0
.00
1
9.0
0
22
.07
(6
.51
) ($
6.5
6)
$2
2.2
4
0.0
0
14
.00
8
.07
(1
4.0
0)
($1
4.1
1)
$8
.13
Acti
on
s in
Ju
ne
: $
72
.30
$
72
.30
$
0.0
0
$4
63
0
$0
.00
$
16
,30
% o
f T
ota
l:
2.9
7%
10
2
56
14
10
00
80
V
DR
14
0V
0W
4E
RZ
C1
4D
K1
8
60
$
4.9
46
0
.00
5
.30
3
.50
1
.80
1
.80
$
8.9
1
10
.86
8
.65
4
.01
2
.21
$
10
.94
$
19
.84
1
3.2
8
4.0
2
13
.28
9
.27
$
45
.83
$
«5
.67
0
.00
5
.97
7
.30
(5
.97
) ($
29
55
) $
36
.12
Ad
ion
s i
n J
uly
: $
45
.93
$
65
.67
$
0.0
0
$3
6.1
2
% o
f T
ota
l:
7.4
9%
Pg.
: 14
/16 (
Figu
re 9
)

XYZ
CO
. SUP
PLY
& D
EMAN
D A
NA
LYSI
S on
ly th
e la
st th
ree
pcge
s (p
.14
- p. 1
6) a
re in
clud
ed fo
r iNus
traUo
n pu
ipot
e.
(Bas
ed on
dat
a da
ted
25 A
pr..9
4)
(AN I
valiM
in H
K$. u
nR
in Ku
nll e
xoap
t uni
t a»
t)
Scxt
Seq
uenc
e: B
uyer
. May
AoLv
al >
$1S
.5K.
Jun
AcLv
al >
$24
K,
JulA
cLva
l>25
K. A
ugAc
Lval
> $
30K
nmn
mavow^
i 一
_••”
—jon
es^m
i ir
一
:m:
v《4w
^ i Tear—ii
—f"
6
^4
^^
I I
RT
OT
TT
O.
«
啦挪
職
LL
/F ib
N»T
.CO
STl
INV
T
LS
IMV
LT
^M
AN
BL
M
IA
ct-
6tV
I A
CTU
ALS
Is
UW
>L
VIK
MA
^I
BA
L
I A
ct-
Qt^
?
I A
CT
-VA
U
I A
CT
-VA
U
IIS
UP
PL
YID
EM
AN
DI
BA
L
IaC
T-Q
tVi
AC
T.V
ALI
• A
CT-V
ALS
h
SU
RP
LY
ID
EM
AN
DI
BA
L
IAC
T-Q
TY
I A
CT
.VA
U •
A
CT
-VA
^
1
10900S
00360
C
OR
E-F
PQ
3220
H638
SO
$2.3
64
38.7
9
260.1
6
170.8
0
128.1
5
128.1
5
$302.9
2
130.0
0
0.0
0
268.1
5
130.0
0
$307.2
9
$610.2
2
40.0
0
0.0
0
298.1
5
40.0
0
$9
45
5
$704.7
7
0.0
0
0.0
0
29
81
5
0M
$0.0
0
$7
04
77
2
85200018480
C
HK
-CO
M U
U16
44:4
4
60
$2.7
08
88.1
3
307.2
5
289.7
2
105.6
6
105.6
6
$286.0
7
236.9
3
346.8
0
(4.2
1)
(109.8
7)
($297.4
8)
($11.4
1)
38.0
0
203.1
0
(169.3
1)
(169.3
1)
($458.4
3)
($458.4
3)
0.0
0
20
95
0
(378.8
1)
(378.8
1)
^1-;
^ ^
3
85200018400
C
HK
-O/P
T106-2
6 S
A145
60
$4.3
37
42.6
1
115.3
2
94.0
0
63.9
3
63.9
3
$277.2
4
164.8
0
193.3
0
35.4
3
(28.5
0)
($123.6
0)
$153.6
4
0.0
0
131.1
0
(95.6
7)
(131.1
0)
($668.5
5)
($414.9
1)
0.0
0
134.0
0
(229.6
7)
(229.6
7)
($9
W 0
5
(JM
6 0
5
4
85200018500
C
HK
-DF
UU
1617:1
7T
60
$
25
39
1
14
59
278.1
0
289.7
2
102.9
7
102.9
7
$261.4
5
256.5
0
346.8
0
11.6
7
(91.3
0)
($231.8
1)
$29.6
4
38.0
0
203.1
0
(153.4
3)
(1«5.1
0)
($419.1
9)
($3
89
55
) 0
00
2
09
50
(3
62
.W)
(36
2.W
) ($
921.4
7)
($921.4
7
5
8S
200019530
C
HK
WD
72
UH
W
$2.0
63
150.S
7
242.7
5
289.3
0
104.0
2
104.0
2
$214.5
4
266.5
0
358.8
0
11.7
2
(92.3
0)
($190.3
7)
$24.1
7
42.0
0
219.1
0
(165.3
8)
(177.1
0)
($365.2
7)
($341.1
0)
0.0
0
211.0
0
(376.3
8)
(376.3
8)
($7
76
^9
) ($
776.2
9)
6
10900S
00300
C
OR
E-F
PQ
3220
2S
00B
2
SO
$2.1
62
0.0
0
210.0
0
149.6
2
60.3
8
60.3
8
$130.5
5
0.0
0
319.2
8
(258.9
0)
(319.2
8)
($690.3
8)
($559.8
3)
120.0
0
149.7
6
(288.6
6)
(288.6
6)
($624.1
8)
($«24.1
8)
0.0
0
14
35
2
(432.1
8)
(432.1
8)
($W
45
1)
7
10900600800
C
OR
E-F
ET
D-2
9 2
S00B
2
50
$1.0
77
40.0
6
81.6
0
0.0
0
121.6
6
81.6
0
$87.9
1
0.0
0
0.2
0
121.4
6
0.0
0
$0.0
0
$87.9
1
60.0
0
0.0
0
181.4
6
60.0
0
$64.6
4
$152.5
6
0.0
0
0.0
0
181.4
6
0.0
0
$0
.00
$
15
25
6
8
10900600810
C
OR
E-F
ET
D 2
9 N
67
60
$1.0
85
2.3
6
70.0
0
0.8
4
71.5
2
70.0
0
$75.9
5
0.0
0
0.0
0
71
52
0.0
0
$0
.00
$75.9
5
60.0
0
0.0
0
131.5
2
60.0
0
$«5.1
0
$141.0
5
0.0
0
19.7
6
111.7
6
(18.2
4)
($19.7
9)
$1
21
^6
9
85200014190
T
RF
-CO
M 2
2X
13
X6
^ 6
.7M
H
60
$4.8
94
6.8
8
24.8
0
17
^3
14.3
5
14.3
5
$7
0.2
2
1.0
0
14.9
0
0.4
5
(13.9
0)
($68.0
3)
$2.1
9
3.1
2
15.8
0
(12.2
3)
(12.6
8)
($62.0
5)
($59.8
7)
0.0
0
13.0
0
(25.2
3)
(25.2
3)
($123.4
9)
($123.4
9)
10
8S
20001S
540
C
HK
-O/P
T130-2
6 S
A201
抑
$4.8
12
4.8
7
29.5
9
21.4
8
12.9
8
12.9
8
$62.4
5
2.1
0
18.4
0
<3.3
2)
(16.3
0)
($78.4
3)
($15.9
8)
0.6
6
20.4
0
(23.0
6)
(23.0
6)
#1
10
.96
) ($
110.9
6)
0.0
0
17.2
0
(40.2
6)
(40
^6
) ($
1J3.7
2)
($1
W 7
2)
11
10900600520
C
OR
E-F
E E
TD
39
2500B
2
50
$1.8
52
2
35
2
60.0
0
52.0
4
31.4
8
31.4
8
$5
8.3
1
0.0
0
14.7
7
16.7
1
(14.7
7)
($27.3
5)
$30.9
5
0.0
0
0.0
0
16.7
1
0.0
0
$0.0
0
$30.9
S
0 0
0
0.0
0
16.7
1
0.0
0
$0.0
0
$30.9
5
12
8&
220101260
0.2
2U
H O
/P F
ILT
ER
CH
OK
E
60
$0.4
96
227.6
2
302.3
0
418.2
0
111.7
2
111.7
2
I&5
.39
393.8
0
49
25
0
13.0
2
(98.7
0)
($48.0
4)
$d
.46
62.0
0
333.3
0
(258.2
8)
(271.3
0)
($1
34
51
) ($
128.0
6)
0.0
0
31
1.1
0
(569,3
8)
(569.3
8)
($282.3
0)
($282.3
0)
13
10900601000
C
OR
E-F
EE
R39/4
4 6
H20
40
$2.0
93
0.8
8
102.0
0
78.5
9
24.2
9
24.2
9
$50.8
3
100.0
0
100.4
6
23.8
3
(0.4
6)
($0.9
7)
$49.8
6
74.0
0
101
SO
(3.6
8)
(27
50
) ($
57.5
5)
($7.7
0)
0 0
0
44.1
0
(47.7
7)
(47.7
7)
($99.9
7)
($99.9
7)
14
10900600560
C
OR
E-F
RM
10
NC
-2H
75
$1.9
38
18.9
0
56.4
0
52.1
8
23.1
2
23.1
2
$44.8
0
80.2
0
30.3
7
72.9
5
48.8
3
$96.5
5
$141.3
5
0.0
0
37.4
4
35
51
(3
7.4
4)
($7
25
4)
$68.8
1
0.0
0
40
56
(5
.05)
(40
56
) ($
78
59
) ($
9 7
8)
15
12400001590
C
OR
E-T
10X
6X
4 H
24A
5
0
$0.9
61
2.3
5
60.0
0
18.2
4
44.1
1
44.1
1
$42.3
9
15.0
0
32.2
4
26.8
7
(17.2
4)
($16.5
7)
$25.8
2
13.0
0
24.9
6
14.9
1
(11.9
6)
($11.4
9)
$14.3
3
0.0
0
8.7
4
6.1
7
(8.7
4)
($8.4
0)
$5.9
3
16
12400003280
C
OR
E-F
T2
6.9
X1
4.5
X1
1.1
6
40
$0.8
37
0.0
0
182.0
0
133.8
5
48.1
5
48.1
5
$40.3
0
11S
.00
90.5
3
63.6
2
15.4
7
$12.9
5
$S
3.2
5
33.0
0
144.5
6
(47.9
4)
(111.5
6)
($W
.38
) ($
40.1
2)
0.0
0
100.0
5
(147.9
9)
(147.9
9)
($123.8
6)
($123.8
6)
17
12400002470
C
OR
E-T
33X
19.8
X11.1
52
5
0
$1.7
13
10.0
0
51.7
5
39.9
6
21.7
9
21.7
9
$37.3
2
39.5
0
34.7
0
26.6
0
4.8
1
$8.2
3
$4
55
5
0.0
0
34.3
2
(7.7
3)
(34.3
2)
($58.7
8)
($13.2
3)
0.0
0
19.7
6
(27.4
9)
(27.4
9)
($47.0
8)
<$47.0
8)
18
85200015580
C
HK
-DF
T61-2
4376U
H
60
$1.9
09
31.9
8
109.7
0
123.5
0
18.1
8
18.1
8
$34.7
0
98.0
0
98.0
0
18.1
8
0.0
0
$0.0
0
$34.7
0
0.0
0
42.0
0
(23.8
2)
(42.0
0)
($80.1
7)
($45.4
6)
0.0
0
54.0
0
(77.8
2)
(77.8
2)
($1
48
53
) ($
14
83
3)
19
85200019020
C
HK
-CO
M T
22X
14X
8 2
.6M
H
108
$2.9
64
18.3
7
99.2
4
105.9
4
11.6
7
11.6
7
$34.5
8
102.2
0
114.2
0
(0.3
3)
(12.0
0)
($35.5
6)
($0.9
8)
18.5
0
93.1
0
(74.9
3)
(74.9
3)
($222.0
7)
($222.0
7)
0.0
0
$5.4
0
(140.3
3)
(140.3
3)
($415.8
8)
($415.8
9)
20
30300000010
U
NF
TF
DM
IS00-2
044
40
$18.7
55
0.6
0
2.1
0
1.0
2
1.6
8
1.6
8
$31.4
5
0.0
0
1.4
0
0.2
8
(1.4
0)
($26.2
6)
$6.2
0
0.3
5
0.6
0
0.0
3
(0.2
5)
($4.6
9)
$0
^1
0.0
0
0.6
0
(0.5
7)
(0.6
0)
($11.2
5)
($10.7
5)
21
85220101290
4.4
UH
O/P
FI.
TE
R C
HO
KE
60
$0.5
98
36.7
0
48.5
0
40.5
0
44.7
0
44.7
0
$26.7
1
31.5
0
76.0
6
0.1
4
(44.5
6)
($26.6
2)
$0.0
8
8.1
0
31.2
4
(23.0
0)
(23.1
4)
($13.8
3)
($13.7
4)
0.0
0
23.9
8
(46.9
8)
(46
.W)
($28.0
7)
($28.0
7)
22
30300000030
T
OR
OIO
AS
SY
40
$1.5
04
16.1
5
24.9
3
23.7
8
17.3
0
17.3
0
$26.0
1
0.0
0
17.8
0
(0.5
0)
(17.8
0)
($26.7
6)
($0.7
5)
0.0
0
14.0
0
(14.5
0)
(14.5
0)
($21.8
0)
($21.8
0)
0.0
0
11.6
0
(26.1
0)
(26.1
0)
($39.2
4)
($3
9^
4)
23 85200017510
C
HK
-DF
T94-2
634U
H
60
$2.2
25
12.6
0
16.2
0
17.3
3
11.4
6
11.4
6
$25.5
0
3.5
0
14.9
0
0.0
6
(11.4
0)
($25.3
7)
$0.1
4
4.0
0
15.8
0
(11.7
4)
(11.8
0)
($26.2
6)
($26.1
2)
0.0
0
13.0
0
(24.7
4)
(24.7
4)
($55.0
5)
($55.0
5)
24
10900600040
C
OR
E-F
E E
TD
44/2
2/1
S
60
$2.1
31
15.0
5
17.8
4
21.3
0
11
59
11.5
9
$24.7
0
5.1
3
9.5
7
7.1
5
<4.4
4)
($9.4
6)
$15.2
4
1.5
0
9.9
8
(1.3
3)
(8.4
8)
($18.0
8)
($2.8
4)
0.0
0
9.5
7
(10.9
0)
(10.9
0)
($23.2
3)
($2
3^
3)
25
85200017940
C
HK
-O/P
T106
AA
16990
60
$3.1
89
19.3
3
49.8
5
61.5
0
7.6
8
7.6
8
$24.4
9
49.0
0
49.0
0
7.6
8
0.0
0
$0.0
0
$24.5
0
0.0
0
21.0
0
(13.3
2)
(21.0
0)
($66.9
7)
($42.4
7)
0.0
0
27.0
0
(40.3
2)
(40.3
2)
($128.5
7)
($1
28
57
) 26
30200100050
T
RF
AC
E^
230/1
17V
40
$8.0
00
0.6
6
5.1
0
3.0
8
2.6
8
2.6
8
$21.4
2
0.0
0
1.1
1
1.5
7
(1.1
1)
($8.8
9)
$12.5
3
0.0
0
1.4
1
0.1
5
(1.4
1)
($11.3
1)
$1.2
2
0.0
0
0.6
1
(0.4
6)
(0.6
1)
($4.8
5)
($3.6
3)
27 85200006880
P
WR
TR
F A
SS
Y-A
A7780
60
$11.0
00
0.0
0
4.0
0
2.0
7
1.9
3
1.9
3
$21.2
3
0.1
0
2.0
0
0.0
3
(1.9
0)
($20.9
0)
$0.3
3
0.0
0
0.0
0
0.0
3
0.0
0
$0.0
0
$0.3
3
0.0
0
0.0
0
0.0
3
0.0
0
$0
.00
$0.3
3
28
8520001S
340
C
HK
IN
O16X
10X
6 J
600U
H
60
$1.7
98
3.4
2
18.1
0
9.9
S
11.5
7
11.5
7
$20.8
0
0.0
0
8.0
1
3.5
6
(8.0
1)
($14.4
0)
$6.3
9
0.0
0
3.3
0
0.2
6
(3.3
0)
($5.9
3)
$0.4
6
0.0
0
3.2
0
(2.9
4)
(3.2
0)
($5.7
5)
($5.2
9)
29 85200018070
C
HK
-AC
F T
16X
10X
6.3
105U
H
60
$1.9
89
11.S
3
60.1
0
61.5
1
10.1
3
10.1
3
$20.1
3
49.0
0
49.0
0
10.1
3
0.0
0
$0.0
0
$20.1
4
0.0
0
21.0
0
(10.8
7)
(21.0
0)
($41.7
6)
($21.6
2)
0.0
0
27.0
0
(37.8
7)
(37.8
7)
($75.3
1)
($75.3
1)
30
85200017460
T
RF
-AU
X U
U12
SA
230-3
415
60
$2.2
88
4.1
1
8.6
5
4.5
8
8.1
7
8.1
7
$18.7
0
0.0
0
55
0
2.6
7
(5.5
0)
($12.5
8)
$6.1
2
0.0
0
4.1
0
(1.4
3)
(4.1
0)
($9.3
8)
($3.2
7)
0.0
0
3.5
0
(4.9
3)
(4.9
3)
($11.2
7)
($11.2
7)
31
85200015230
C
HK
-IN
D T
61-2
4376U
H
80
$1.2
72
6.1
2
19.4
0
11.6
1
13.9
1
13.9
1
$17.6
8
3.5
0
14.5
0
2.9
1
(11.0
0)
($13.9
9)
$3.7
0
0.0
0
7.0
0
(4.0
9)
(7.0
0)
($8.9
0)
($5.2
0)
0.0
0
0.0
0
(4.0
0)
(4.0
9)
($5.2
0)
($5.2
0)
32
10900200590
C
OR
E-F
E42/2
1/1
SA
B50
SO
$1.6
28
13.2
S
22.1
8
24.7
0
10.7
3
10.7
3
$17.4
6
7.6
2
16.4
3
1.9
1
(8.8
2)
($14.3
5)
$3.1
1
18.1
4
20
38
(0
33
) (2
.24)
(S3.6
S)
($0
53
) 0.0
0
19.9
7
(20.3
0)
(20.3
0)
($33.0
3)
($33.0
3)
33
85200008590
F
ITE
R C
HO
KE
AC
W>
60
$2.7
48
4.6
9
11.4
9
9 8
5
6.3
3
6.3
3
$17.3
9
0.9
0
6.1
0
1.1
3
(5^
0)
($14.2
9)
$3.1
1
0.0
0
5.8
0
(4.6
7)
(5.8
0)
($15.9
4)
($12.8
3)
0.0
0
4.6
0
(9.2
7)
(0.2
7)
(I2
S.4
7)
($2S
.47)
34
85200019090
C
HK
-DF
T94-2
634U
H
108
$1.1
48
7.7
5
113.4
0
106.1
3
15.0
1
15.0
1
$17.2
4
102.1
5
114.2
0
2.9
6
(12.0
S)
($13.8
4)
$3.4
0
18.5
0
93.1
0
(71.6
4)
(74.6
0)
($85.6
6)
($82.2
6)
0.0
0
69.2
0
(140.8
4)
(140.8
4)
($161.7
2)
($161.7
2)
35
12400002610
C
OR
E-T
25X
15X
10
T4A
60
$2.6
44
0
00
9.7
6
3.3
3
6.4
3
6.4
3
$17.0
1
0.0
0
7.0
8
(0.6
5)
(7.0
8)
($18.7
1)
($1.7
1)
0.0
0
3.0
2
(3.6
6)
(3.6
6)
($9.6
8)
($9.6
8)
0.0
0
5.6
2
(9^
8)
(9.2
8)
(S24.S
3)
($2
45
3)
36
85200019010
C
HK
-SU
B T
51-8
C790 S
A201
108
$1.2
87
9.9
2
108.9
3
105.9
4
12.9
1
12.9
1
$16.6
1
102.1
5
114.2
0
0.8
6
(12.0
S)
($1S
.S0)
$1.1
1
18
^0
93.1
0
(73.7
4)
(74.6
0)
($95.9
8)
<$94.8
8)
0.0
0
69.2
0
(142.9
4)
(142.9
4)
($163.9
1)
($183.9
1)
37
85200016740
C
HK
-IN
D R
5X
201.1
6U
H
60
$0.7
18
4.5
6
27.4
0
8.9
3
23.0
4
23.0
4
$16.5
4
0.0
0
9.5
0
13.5
4
(9.5
0)
<$6.8
2)
$9.7
2
0.0
0
5.0
0
8.5
4
(5.0
0)
($3.5
9)
$6.1
3
0.0
0
5.0
0
3.5
4
(5.0
0)
($3.5
9)
$2
54
3
8
10900200740
C
OR
E-F
E2S
.4X
9.S
X6.4
2E1
45
$0.6
36
2
05
3
26.0
0
20.6
0
25.9
3
25.9
3
$16.5
0
0.0
0
11.3
S
14
58
(1
1.3
5)
($7.2
2)
$9.2
8
0.0
0
9.9
8
4.6
0
(9.9
8)
($6.3
S)
$2.9
2
0.0
0
9JS
7
(4.9
7)
(9.5
7)
($6.0
9)
($3.1
6)
39
8S
200017890
C
HK
-CO
M T
25X
15X
101.8
MH
60
$4.6
51
4.5
6
8 0
S 9.2
S
3.3
6
3.3
6
$15.6
S
7.9
5
11
^0
0.0
1
(3.3
5)
($15.5
8)
$0.0
7
0.0
0
5.5
2
(55
1)
(5.5
2)
($2S
.67)
(S2S
.61)
0.0
0
2.9
0
(8.4
1)
(8.4
1)
($39.1
0)
($39.1
0)
TP
^sA
GU
onsin
May:
$2
^8
1.1
5
$425.0
2
$1,4
95.7
9
$224.2
9
$1.1
24.0
2
$0
.00
$
1.0
18
^3
%
of T
ota
l 16.3
5%
40
10900600880
C
OR
E-F
ET
D-2
9 H
63B
80
$1.0
85
0.0
0
0.0
0
0.0
5
(0.0
5)
(0.0
5)
($0.0
5)
160.0
0
0.0
0
159.9
5
159.9
5
$1
73
55
$
17
35
5
174.0
0
73.8
4
260.1
1
100.2
1
$108.7
3
$282.2
2
0.0
0
70.7
2
189.3
9
(70.7
2)
($76.7
3)
$205.4
9
41
10900600460
C
OR
E-F
ET
D34 H
63B
50
$1.3
60
10.3
9
5.0
0
11.0
7
4.3
2
4.3
2
$5.8
7
78.0
0
2.3
1
80.0
1
75.6
9
$102.9
4
$108.8
1
0.0
0
45.2
2
34.7
8
(45.2
2)
($6
15
1)
$47.3
1
0.0
0
0.0
0
34
.78
0.0
0
$0.0
0
$4
7.3
1
42
12400000110
T
OR
OO
40
$1.1
32
3
7^
5
295.6
0
33
15
6
1.3
9
1.3
9
$1.5
7
471.0
0
407.6
2
64.7
6
63.3
8
$71.7
1
$73.2
8
0.0
0
326.2
5
(261.4
9)
(326.2
5)
($369.1
5)
($295.8
7)
0.0
0
224.2
2
(485.7
1)
(485.7
1)
($549.5
8)
($5
49
58
) 43
10900300290
C
OR
E-I
P U
U16
26
45
$
02
65
(1
.00)
463.0
0
465.1
3
(3.1
3)
(3.1
3)
($0.8
3)
696.0
0
529.3
6
163.5
1
163.5
1
$43.3
5
$43.3
5
0.0
0
446.1
6
(282.6
5)
(443.0
3)
($117.4
5)
($74.8
3)
0.0
0
314.5
0
(597.1
5)
(597.1
5)
($158.3
0)
($1
58
50
)
Actions
in Ju
ne:
$3
91
54
$398.9
9
$108.7
3
$329.5
3
$0.0
0
$252.7
9
% o
f T
ota
l:
16.0
6%
Pg.
: 15/
16
(Fig
ure
9)
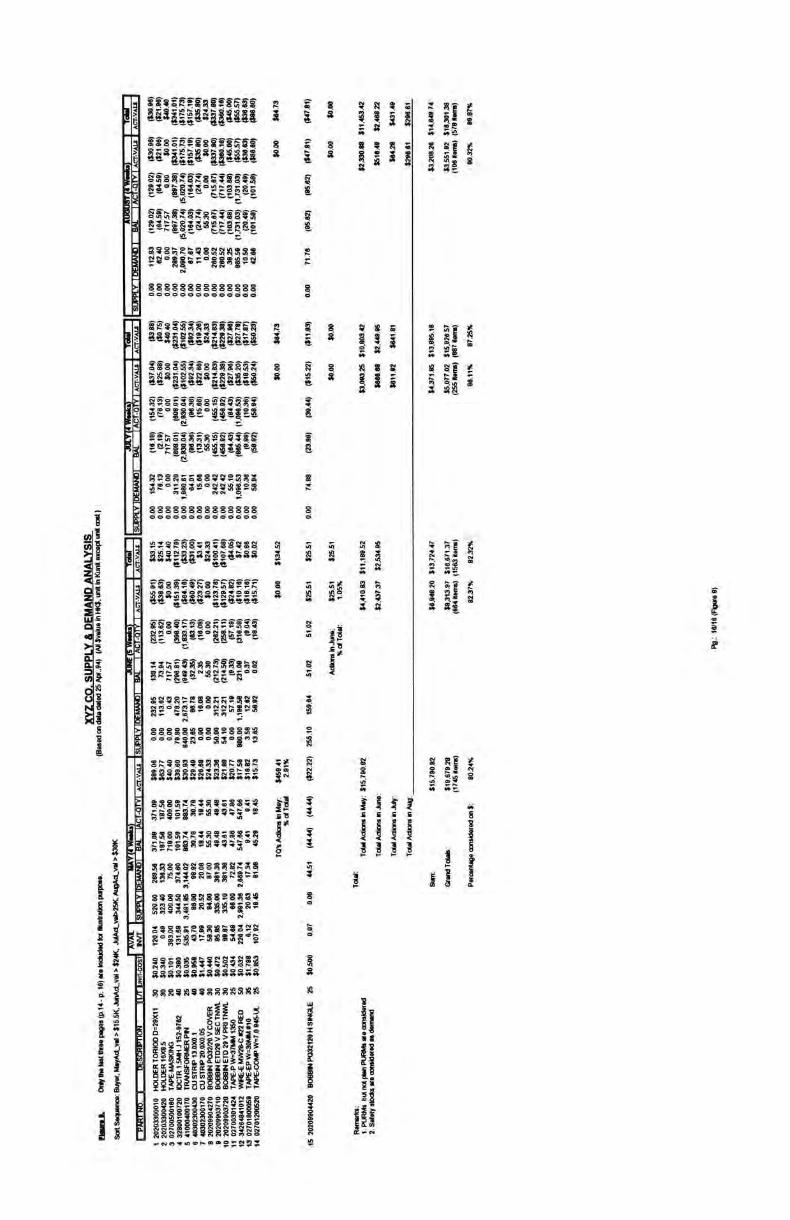
XYZ
Co,coupprY»demazd
>z>sg
bse^
li
Is914, p.
“,i
I&& ff
iQi
1
8
«
.
m
s
e
d on
i al 25 Apr..94> 1
f ©3-15.1 _n
KunK
ex8pt
i I
》
Soft Sequence:
Buyer.
MayAOLVs.V $1S.5K.
JunACLVfi.V
$24K. JUIACLVfi.v2SK.
AugAcLval
V«0K
M Ig M
Hi llutf
.L
“ hDPPCVIS』l:^-8r_
A9VAU
ISIL<lsil
g^^y
I
Aq.vAU
I
A^HhDppmsMANDI
B^TA^V
-
ACT.VAU
I Jr
M
Isll
B^T^QTnrLA^^
gilII^PTSi s
H
H!!?
ns
弱el
“ 0ppss
“
i
I
I
I
l
l
I
I
!
}
i
l
l
i
l
l
p^ llJ
ytiss311一IIiissHII託
p
0 Jss
。iip
IP
k,
ssslo蛄
pioflSIi£§26
^yy S
0 貼283.§|非
3ISSSis
12 鈣
8 840.00
2.873.17
1.6
0!B33.17{
f.13($33.23)
ll.soelNi.of
2,i.04二lIIsa<$!s^iiS5SU <51115<sEl32::l5sis253.2
I
yiiG
pou
40
r 43.70
s.§
S.92
30.78
30.78
$29.49
1 S.78
J !1这s
lts>iiUS2^slil钱这lluII365
7 40302300170
2 STRIP 20
0X0
05
40
$1.447
17.S
ss 18.44
18.44
$2eb>8
0.00
1S8
2.35
0S3(«3 27>
i
pg 15.S
i.31>
^ss »p^s^^
<RS§2>
^
@>
^
y COVER
308^440
S
30 84
s 87.00
55.30
55.30
$24.33
0.00
0.00
55.30
OS $000
$24.8
OS OS
55.30
ooo $000
$24.33
OS
OS
55.30
0.8
I2.S
5
S》oe
“
SS
sai 49.48
49.48
I23.3e
S.00
312.21
ss
<
2
8
2
.
2
1
》
1
3
.
7
3
P
S
3
8》(S14.S
OS
2i2
1.3
(71SS
u»s>
iS
yp^
si
62
6.2
$21.89
S4.10
312.21
214.50}
258.11>
<$129.S7>
($127.s
OS
242
42
Is <
$
!
g
l
s
J
J
i
s
g
i
.
代
(
M
i
t
p
i
t
{
缝
|
3
賤
|
3
^ p^ 2Ss%
.434
S4.S
g.s 72.82
47.8e
47.8e
$20.77
OS
S7.S <9.碧
^ >s
fs^
f^ 000
55.10
<2.5
(871
5271
0
00
8.K
dM <^3項
M 34264841012
WS-EMW28.C
#22
RED
SO
$0§
22S4
2.92
36
2.§9.74
S47.ee
S47.8
$17s
sooo
1,196.58
231.08
<31e.s>
鸳
fe 0.S10S.53
<865.44><1.i.53>
u 《277308
865.59
a21.8>?7JJ.这
^ y 35
11.788
8.12
20.8
17.34
21
21
$16.82
3.S
12.S
0.37 <S4>
is8.66 go
10.3e
<9.93is
》3S
s
0.00
10.50 <20.盡
^
J1OC2701200520
TAPE-COMP
w"s W5-UL
25
8.853
107.92
IMS
81.08
45.29
盆
fe
sfe
892
0.02
<18.5
f.J S02
OS
58.2
u
18^
Is
0.00
42$
i1.58>
l.J
l.s>
TQ 械 AcUon$lnM®y:
$
4
5
9
.
4
1
«
.
§ $134.52
$0.00
$64.73
Hu
泸 oT
Total
2.911;
ltflioii BOBB2PO32S0ZSINGLE
25
$0.58
©07
PS
44.51
<44.44
》a
A«2lo2>
s
12
202
S1.02
$2551
$25.51
0.00
74.8
<
2
3
.
8
3
<
$
1
5
.
2
2
》
朶?8
》
o.s
71.7$
<$47.81
》
<r7.81>
Acuons3Jse: $25.51
$25.51
$0.00
$0.00
$0.00
$0.00
沭 of
Total:
1.05%
Remarks: Total:
1.PURMs bulnollpuRMSawoonswefed
Total
Acuonss-
May:
$15.20.82
$4.410.8
$
1
1
,
1
8
.
5
2
8
.
§
2
S $10.803.42
$2.330.88
$11.4S3.42
2. Mafety
stocks
s
oosa$&
s
demand
昏
$2.437.37 $2.534.96
is
$2.449$
I51A.49
$2.468.22
iAcuonsinJuly: sells
1.2
$64.28
$431.49
HHOS?>£- $296.61
$296.61
I: $15,790.82
8.848.20
$13.724.47
$4,371.85
$13.895.18
$3.208.26
$14.649.74
Grand Totals:
$19.679.28
$8.313.97
$1S71.37
$5077.02
$
1
s
,
9
2
e
.
s
7
«
.
S
5
1
.
9
2 $16.301.38
<1745ilerm>
s
sol :s63»'ems>
(255ilems>
(s7Mevm>
:silerm>
<S78Kevm>
VS0SM9
psli
s 80.24%
82.37%
82.32%
S.11/87.25%
90.32%
89.87%
Pp.: 1S6
《Figure
9>

Fig
ure
10
EA
RL
Y R
EC
EIP
T R
EPO
RT
(Data
from report date 29 Apr, 94)
Sort Sequence: Buyer, Total Extend for items received 5 days early
(Extended vahje =
rtc
mve
d HK$ • Days of early)
r"T>a
rt du
mbe
r I
bsec
riptio
n •
Ord
er-N
o |B
uyer
|Ven
d.|
Price
I C
ur I
Rec.
Qty
. I
Rec
. HK$
I
Rec-
Date 通
D
ck-D
ate
p
ays o
f| E
xtended
valu
e 画
Tota
l Ext
end
IS/C
jRT
V^
N/S 壓
R
em
ark
s
匪
ICodel
I Early「
1140303106531
|BOX-B
ASE
1CB
0457
1-06-002 |M
K 丨2925 |
$12.000 |
HK|
6a4.0q
$8,208.00 |2
S-Ap
r-94 |17-May~94
| 19
$155,952.00 丨
S1
55.952.Q
Q1
丨丨
丨
一
~2 40303106541 BOX>COVER
CB04571-07-002 MK~2925"
$6.650 HK"
600!00 $3,99000 26-Apr-94 17-May»94 19
$75,810 00
$75.810.00
~3 18500002310 [CABINET-BOTTOM AA1 lcB04505-02-001 ML~113F $11.370 HK~
122.00 $1,387.14 2&-Apr-94 11-May-94 13
$18,032.62
$18.032.82
~4 16500002300 |CABlNET-TOP AA1660 |CB04505-01-001 ML~1137 $10.650 HK~
110.00 $1,171.50 28-Apr-94 11-May-94 13
$15,229.50 “
$15.229.50
一
~5 18400200350 BUSHINGSR-6P-4BL CA3060a-02>001 ~ML~7618" $0.034 PS
2,000.00 一
$525.37 28-Apr-94 19-May-94 21
$11,032.77
$11.032.77
~6 04202137602
一 PCB-M AA16741
CB042604-002~ MP~ 300T"
$7.400 HK
225.00 $1,665.00 28-Apf»94 23-May-94
$41,625.00
S41.625.00
~7
3
94
00
40
00
41
H
EX
N
UT
M
3X
2.4
T
^0
65
7-0
3-0
01
b
AQ
~~
US
6~
$
0.0
21
" H
K
20
,00
0.0
0
$4
20
.00
2
8-A
pr-
94
0
6-M
ay
-94
~
6~
$
3,3
60
.00
S
3.3
60
.00
~8 06109147124
一 CAP-E M47M16VLX
CA30599-02-002~ SA~ 1239"
$049 DS~ 4,000.00 一
$1,514.30 2ft-Apf-94 03-Jurv94
~ $54,514.60 :
~9
0
61
09
14
71
24
一
CA
P-E
M
47
M
1
6V
LX
C
A3
05
99
-0
2-0
04
~ S
A~
i
W
$0
^4
9
US
~
12
,00
0.0
0
$4
,54
2.8
9
28
-Ap
r-9
4
20
>M
ay
-94
$
99
,94
3.5
8
S1
54
.45
8.3
a
"l
0
06
10
05
10
06
3
“
CA
P-E
1
0U
M 5
0V
K
M
CA
30
59
9-0
6-d
01
~
SA
~
12
^"
$0
!02
6
US
5
,00
0.0
0 一
$
1,0
04
.38
2
6-A
pf-
94
2
0-M
ay
-94
2
2
$2
2,0
96
.36
"ll
"0
61
00
51
00
63
C
AP
-E 1
0U
M
5
0V
KM
C
A3
07
51
-03
-00
1
~1
23
9~
$
0.0
26
U
S
5,0
00
.00
$
1,0
04
.38
2
&-A
pr-
94
2
0-M
ay
>9
4
~
$2
2,0
96
.36
—
^^
"12
0610
0510
063一
CAP
-E 10
U M
50V
KM
CA30
S99-0
a^)02
SA
~123
9"
$0.02
6 US
~"
7,000
.00
$1,40
6^13
" 28-A
pr-94
27
-May
-94
29 一
$4
0,777
.77
S84.9
70.49
"13 06100522961 “
CAP-E 2U2 M 50V KM CA30599-06-601~ SA~ 1239"
$035 OS
3,000.00
$811.23 28-Apr>94 20-May-94 ~
$17,847.06
S17.847.06
"14 06100122094一
CAP-E 22UM100VS — CA30S9S-05-001 SA~1239
$0.045 Us" 1,000.00
$349"!99 28-Apr«94 03-Jun-94 36 “
$12,599.64
$12.599.64
~1
5
21
11
06
00
29
0
>C
HA
17
39
3
—C
A2
57
52
-01
-00
6
SC
~
06
34
$
0.1
05
U
S~
1
5,0
00
.00
$
12
,16
8T
45
2
8-A
pr»
94
1
6-M
ay
-94
"
16
一
$2
19
,03
2.1
0
S2
19
.03
2.1
0
"16" 22649900120 " RECT-UF1A600VMU CA30109-01-002 SE~ 0145"
$070 US 10,000.00 $13,134.20 26-Apr>94 06-May-94 ~8~
$105,073.60
"1722649900120 RECT-UF 1A600VMU~CA30109-01-003
SE~0145" $0.170 US~ 10,000.00 $13,134.20 2ft>Apf-94~0S-May-9T 8 — $105,073.60" $210.147"
"18" 07610451206 “
CAP-MCC 0U1 K 50V
CA30369-0802~ SF~ 0649"
$3700 YN
18,000.00 $4,948.36 2S-Apr-94 ia>May-94 20
$98,967.60
~19 07610451206 CAP-MCC 0U1 K 50V 一
CA30389-06-001 SF~ 0649""一 $3.700 YN~ 102,000 00 $28,04012 2a-Apr-94 11-May-94 13 ~ $364,530.66
$463.496.26
07622471209—CAP-MCC U22Z50VCA29978-02-001
SF~0649"一 $4.320 YN~ 21,000 00 $6,740T50 26-Apr-94 H-May-94
13 “
$87,626.50
S87.626.50
07304515277
一 CAP-MCC 1N5K50V
CA30559-05-001~ SF~ TlTT"
$010
US 64,000.00 — $4,944.64 2ft-Apr>94 10-May-94 ~12~
$59,335.66
$59.335.68
"^
"0
70
02
31
02
61
C
AP
-ML
C1
N0
K
10
0V
~ C
A2
66
43
-0e
-00
1
SF
~
iTT
l $
0.0
31
U
s"
7,5
00
00
$
1,7
96
.30
2
8-A
pr-
94
1
1-M
ay
-94
1
3
一
$2
3,3
51
.90
S
23
.35
1.9
0
07
00
23
10
36
5
CA
P-M
LC
10
N
K 5
0V
C
A2
66
43
-05
-00
1
SF
~
TT
TT
$
0.0
30
U
S~
7
,50
0.0
0 一
$
1,7
38
.35
2
8-A
pr>
94
1
1>
Ma
y-9
4
"1
3~
$
22
,59
6.5
5
$2
2.5
98
.55
24 25622260013 THMTR 2K2 J 0W5 23 C0297-01-001 ~"SG~01S2~ $0.110 Us" 36,500.00 $32,719.61 28-Apr-94 18-May-94 ~
$654,392.20
25
62
22
60
01
3~
T
HM
TR
2
K2
J 0
WS
23
C
A2
89
91
-04
^)0
7
SG
~
01
52
""一
$
0.1
10
U
S~
2
5,0
00
.00
$
21
,24
6"!5
0
28
-A
pr
-9
4~
2
3-M
ay
-94
2
5
一
$5
31
,16
2.5
0
S1
.18
5.5
54
.70
^2
6 2
2500500921
ZN
R 8
.3-6
.7 H
Z9B
1L 一
CA
26393-1
M)0
1
SG
~0
63
4$
0.0
17
Us
"
5,0
00.0
0
$637
"!40
28-A
pr-
94~
19-A
ug
-94~
113
一
$72,0
26.2
0
|Z2,0
26.2
0
"2
7
22
50
04
01
22
0~
ZN
R
12
.90
HZ
12
B>
1/
CA
25
36
6-3
CM
)03
S
G~
06
34
—
$
0.0
17
U
S"
5,0
00
.00
$
63
7^
40
2
8-A
pr-
94
1
9-A
ug
-94
1
13
一
$7
2,0
26
.20
S
72
.02
6.2
0
~28 22500400932
ZNR 9.30
HZ9
02
CA
26141-02-001 ~
SG
0634
$0.017
US
~5^000.00
$637.40 2&-A
pf-94
19-A
ug-94 1l3~"
$72,026.20
$72.026.20 一
2250
0401
500
ZNR
14.80 H
Z15-
1/2
CA26
393-
15)0
2
SG
~ 0
^4"
$0.01 f
US
5;00
0.00
$637
.40 2
S-Ap
f-94
27
Jui>-
94
""§5
~ $3
8,24
4.00
$3
6.24
4.00
~
30
4
03
02
30
04
30
~C
U
ST
RIP
1
3.0
X0
.1
CA
30
52
5-0
5-0
02
T
Q~
06
90
"^
$
6.7
67
T
FT
"
24
,94
0.0
0
$1
6,2
45
.62
2
8>
Ap
r-9
4~
09
-Ma
y-9
4~
1
1
一
$1
78
,70
1.^
S
17
8.7
01
.82
"~3l"40302300010
CU STRIP 25.0X0.2 CA30525-02>002 TQ~0690"
$32.909 YhT" 4,730.00 $11,565"!5l"2&-Apf-94~09-May-94" 11
一 $127,220.61" t!2L220.61
32|40302300180 CU STRIP 10.0X0.2 CA30525-03K)1 TQ~
$12.701 YN~ 3,135.00 $2,9545 28-Apr-94 09>May94 11 一
$32,542.95" S32.542.95
33
14
03
02
30
03
50
|C
U S
TR
IP 1
4.0
X0
.1
lCA
30
52
5-0
4-0
02
丨T
Q
丨0
69
0 丨
$
9.4
25
|Y
N
3,6
00
.00
1
$2
,52
1.0
0 |
28
>A
pr-
94
|o
»M
ay
~9
4 丨
1
1
$2
7,7
31
.00 丨
S
27
.73
1.Q
o|
丨丨
丨
“
$204.452.44
S3.482.581.53
Rmlc
040 &
045 s
eries o
f ite
ms h
a ve b
een s
cre
ened o
ut
N/
S 一
Nee
d
Sh
ipm
ent
S/
C -
S
tora
ge
Ch
arg
e R
IV
— R
etu
rn
to
Ven
dor
No. of items/Lines
Received HKS
Extended HKS
Avo-davs
Tot
ol
* If
"N
/S
" is
sel
ecte
d,
cla
rify
m
ust
be
nee
ded
w
ith
fo
llow
ing
rea
son
s
>5 days early
27 / 33
204.45
3482.58
17.03
A
) W
ith
out p
roce
ss
P/
O
am
end
men
t
B)
Ven
dor
ca
nn
ot
ma
tch
sc
hed
ule
Latedeiverv
201/274
2076.79
•10346.60
(4.98<
C
) K
ey
in e
rror
- P
urc
ha
sin
g si
de
D)
Key
in
err
or
- S
tore
si
de
E)
Sta
nd
ard
p
ack
ing
ded
uct
ed
from
n
extP
O
F)
Con
trol
It
ems
G)
Oth
ers
(nee
dJu
rlh
er
Exp
lan
ati
on)
Pg.: 1

7 8
BIBLIOGRAPHY
Books
Everette E. Adam, Jr., Ronald J. Ebert Production and Operations Management, Concepts, Models, and Behavior. Fifth Ed. Prentice-Hall.
Luber, Alan D. Solving Business Problems with MRP II. Digital Press, 1991.
Porter Michael E . Competitive Strategy• Free Press, 1980.
Wight, Oliver W . MRP II : Unlocking -America's Productivity Potential• Oliver Wight Limited Publications, 1981.
Yin, Robert K. Case Study Research : Design and Methods. Sage Publications, 1984.
Periodicals
Chong, Philip S. "Performance Measurements in an MRP
System" Production & Inventory Review with APICS News, June 1989^ — —
F o m a n , Joseph R. "Integrating JIT with MRP II"
Production &Inventory Review with APICS News, March 1989. — —
Marshall, Dan. and Olson, Gordon. "A Top Down Look at MRP" Production & Inventory Review with APICS News, January 1987.

7 9
Paquee, Michael. "Inventory - How Do We Control It?"
Production & Inventory Review with APICS News, March 1989.
Parmelee, Robert A . and Rice, Jack F. "Just—In—Time MRP 工工 Cuts Electronics Inventory 60%" Production & Inventory Review with APICS News, April 1987.
Ridenoure, Scott W. "The ABC1
s of an Inventory Autopsy -Why Is It Here?" Production & Inventory Review with APICS News, June 1991.
Saunders, Carol A . and Meyers, Charles E. "MRP 工工 + Repetitive = JIT" Production & Inventory Review with APICS News, April 1987.
Woodgate, Sam. 、、MRP III: World Class Control" Computerized Manufacturing/ April 1990


_ ... 一
CUHK Libraries
_ _ _
•003^^756 I
Recommended