Embed Size (px)
Citation preview

Procesing ’16 • 21
ZAVARENI SPOJ – KRITIČNO MESTO NA OPREMI POD PRITISKOM
WELDED JOINT - CRITICAL PART OF PRESSURE EQUIPMENT
Radomir JOVIČIĆ Inovacioni centar Mašinskog fakulteta
Univerziteta u Beogradu [email protected]
Sanja PETRONIĆ, Olivera ERIĆ CEKIĆ, Inovacioni centar Mašinskog fakulteta Univerziteta u Beogradu
spetronić@mas.bg.ac.rs; [email protected]
Sigurnost opreme pod pritiskom je predmet mnogih propisa za njeno projektovanje, izradu, kontrolu i eksploataciju. I pored toga se, tokom
eksploatacije, dešavaju otkazi ove opreme. Oni su često praćeni katastrofalnim posledicama izazvanim oslobađanjem akumulisane energije i materija koje su
ponekad opasne po ljude i okolinu. Eksploatacijska sigurnost opreme pod pritiskom zavisi, između ostalog, i od mogućnosti predviđanja ponašanja
svakog njenog dela tokom eksploatacije. Kada su u pitanju materijali od kojih su napravljeni pojedini delovi opreme pod pritiskom, kao što su omotač, danca, prirubnice, predviđanje njihovog ponašanja je relativno jednostavno jer se radi
o materijalima čije su osobine uglavnom ujednačene u svim pravcima. Međutim, predviđanje ponašanja zavarenih spojeva, zbog hemijske i strukturne
nehomogenosti, promene geometrije zida na mestu zavarenog spoja, zbog zaostalih napona i grešaka formiranja šava, je znatno teže i time i manje
pouzdano. Zbog toga zavareni spojevi pretstavljaju kritična mesta na opremi pod pritiskom.
Ključne reči: oprema pod pritiskom; zavareni spoj; strukturna nehomogenost; napon; greške šava
Safety of pressure equipment is subject to many regulations related to its design, manufacture, control and exploitation. Nevertheless, during the
exploitation of this equipment failures occur. They are often accompanied by disastrous consequences caused by the release of accumulated energy and matters that are sometimes dangerous for humans and the environment.The
safety of exploitation of pressure equipment depends, among other things, on prediction of behavior of each of its part during operation. When we consider the materials of which the certain part of pressure equipment is made of, such
as layer, bottoms, flanges, prediction of their behavior is relatively simple

22 • Procesing ’16
because the properties of those materials are largely uniform in all directions. However, predicting the behavior of welded joints, due to chemical and
structural inhomogeneity that changes the geometry of the wall at the site of the weld, due to residual stress and defects of weld formation, is significantly
harder and therefore less reliable. Therefore, welds represent critical parts of the pressure equipment.
Key words: pressure equipment; welded joint; structural inhomogeneity; stress; welding defects
I. UVOD Sa velikom izvesnošću se može tvrditi da je danas sigurnost opreme pod
pritiskom (OPP) u eksploataciji na visokom nivou. Ako se ta sigurnost proceni kao odnos broja otkaza u eksploataciji prema ukupnom broju posuda koje su u eksploataciji, onda je rizik od loma sveden na 10-6 po godini eksploatacije [1], što govori da je nivo eksplatacijske sigurnosti OPP visok. Ovo je postignuto ugrađivanjem višegodišnjih iskustava u standarde i propise. Takođe, razvoj materijala, tehnologija izrade i metoda kontrole pri izradi i eksploataciji su zna-čajno doprineli da se broj otkaza OPP smanji.
Međutim, otkazi OPP i dalje pretstavljaju značajan praktični problem. Iz prakse su poznati mnogi slučajevi otkaza OPP tokom eksploatacije: lom broce za hlor u postrojenju za dezinfekciju pijaće vode, propuštanje vagon citerne za transport amonijaka, propuštanje više sfernih rezervoara, eksplozija adsorbera amina u rafineriji nafte, eksplozija autocisterne za transport amonijaka [1]. U svim navedenim sučajevima do otkaza je došlo usled lomova zavarenih spojeva. Predviđanje ponašanja zavarenih spojeva tokom eksploatacije OPP je složeniji problem u odnosu na predviđanje ponašanja osnovnih materijala (OM), zato što su zavareni spojevi izrazito strukturno nehomogeni materijali, zato što sadrže veći broj grešaka nego OM i zato što u zavarenim spojevima vlada složenije naponsko stanje nego u OM.
Za izradu zavarene opreme pod pritiskom koriste se različite vrste čelika npr. niskougljenični, niskolegirani i visokolegirani čelici [2]. Svaka od navede-nih vrsta čelika ima svoje specifičnosti kada su u pitanju tehnologija zavarivanja i osobine zavarenih spojeva. Često se, zbog optimizacije, pojedini delovi OPP, izrađuju od različitih vrsta čelika. Zbog toga se na OPP sreću i tkz. heterogeni spojevi, tj. spojevi između različitih vrsta čelika, npr. spojevi između niskou-gljeničnih i visokolegiranih čelika. Zbog razlika i fizičkim i mehaničkim osobi-nama ovih čelika, heterogeni spojevi imaju svoje specifičnosti koje ih u znatnoj meri razlikuju od spojeva između istorodnih čelika [3].
Predviđanje ponašanja zavarenih spojeva na OPP, koja je izrađena od na-vedenih vrsta čelika je široka i složena problematika. Zbog toga će se dalji tekst odnositi na samo na spojeve na niskougljeničnim toplovaljanim, sitnozrnim i mikrolegiranim čelicima primenjenim na OPP.

Procesing ’16 • 23
II. LOM ZAVARENIH SPOJEVA Od svih tipova grešaka koje se mogu pojaviti u zavarenim spojevima do
loma mogu da dovedu samo prsline. Ostale greške pore, uključci, zajedi, šuplji-ne, neprovarena mesta, nalepljivanja, oštri prelazi preseka, smaknuća i nedo-voljne dimenzije metala šava (MŠ) [4], same po sebi ne mogu da izazovu lom zavarenih spojeva, ali mogu da budu uzrok nastanka prslina. Preduslov za lom zavarenih spojeva je uvek nastanak prslina.
Iz prakse su poznati mnogi slučajevi da su zavarene konstrukcije završile svoj radni vek sa prslinama u zavarenim spojevima, a da nije došlo do njihovog loma. To navodi na zaključak da ne dovode sve prsline do lomova zavarenih spojeva. Prsline dovoljno malih dimenzija, čiji je vrh okružen plastičnim materi-jalom i na koje deluju dovoljno mali naponi neće, tokom eksploatacije OPP, moći da rastu i neće dovesti do loma. Da bi ove prsline počele da rastu potrebno je da se neki od navedenih faktora promeni.
Pod dejstvom nekog od mehanizama rasta prslina, kao što su npr. korozi-ja, niskociklični zamor, puzanje i plastično preopterećenje prslina može da po-veća dimenzije [1]. Prsline tada rastu sporo do dostizanja kritične veličine od koje dalje rastu brzo i na kraju dovode do loma. Kritična veličina prsline zavisi od plastičnosti materijala ispred vrha prsline i napona koji okružuju prslinu i sa smanjenjem plastičnosti i povećanjem napona se smanjuje. Ako se u zavarenom spoju nađu prsline kritične veličine ili veće, one će, pri povećanju napona, npr. u momentu dostizanja radnog ili ispitnog pritiska, početi da rastu brzo i da do-vedu do loma [5].
Tokom eksploatacije OPP, osim povećanja dimenzija prslina, može doći i do pada plastičnosti materijala i do povećanja delujućih napona. Plastičnost OM i delova zavarenog spoja se može smanjiti usled strukturnih transformacija, difundovanja vodonika iz radnog madijuma, usled plastične deformacije koju lokalno izazivaju naponi koji su veći od napona tečenja MŠ ili delova ZUT i eksploatacije ili ispitivanja pritiskom na temperaturama ispod prelazne tempera-ture žilavosti OM i zavarenog spoja. Delujući naponi se mogu povećati zbog smanjenja debljine zida usled korozije ili erozije.
Lom OPP se može odvijati uz trenutni rast prsline, što je praćeno eksplo-zijom, ili uz spori rast prsline, što je praćeno procurivanjem. Kod eksplozije posledice su katastrofalne, jer dolazi do razaranja OPP, a kod procurivanja posledice mogu da budu beznačajne, ali i vrlo ozbiljne kod otrovnih i zapaljivih radnih fluida.
III. PRSLINE U ZAVARENIM SPOJEVIMA POSUDA POD PRITISKOM Na slici 1. prikazane su prsline u zavarenom spoju priključka vertikalnog,
cilindričnog, rezervoara, zapremine 25 m3, namenjenog za skladištenje tečnog ugljendioksida [3]. Rezervoar je izrađen od mikrolegiranog čelika P 460 NL1,

24 • Procesing ’16
debljine 12 mm. Najniža radna temperatura rezervoara je – 55 °C, najviši radni pritisak je 25 bara, a ispitni pritisak je 32,5 bara.
Prsline su otkrivene ispitivanjem metodom replike, neposredno nakon zavarivanja, a pre povećanja pritiska u rezervoaru. Na slici se vide dve mikroprsline koje se nastavljaju jedna na drugu. Kraj jedne od mikroprslina se nalazu u grešci formiranja šava koja se nalazi na liniji stapanja MŠ i OM. Ukupna stvarna dužina obe mikroprsline je 1,8 mm. Na osnovu položaja i morfologije mikroprsline su okarakterisane kao hladne prsline. Uzroci njihovog nastanka su veliki zaostali naponi i prisustvo nadkritične količine vodonika u ZUT.
Slika 1. Mikroprsline u ZUT zavarenog spoja priključka
Slika 2. prikazuje otisak prsline otkrivene, tokom eksploatacijskog ispitivanja, vertikalnog, cilindričnog, rezervoara zapremine 50 m3, namenjenog za skladištenje tečnog ugljendioksida [6]. Rezervoar je izrađen od sitnozrnog čelika St 52 – 3 N. Maksimalni radni pritisak u rezervoaru je 16 bara, ispitni pritisak je 20,8 bara, a najniža radna temperatura je – 40 °C.
Prslina je otkrivena ispitivanjem magnetnim česticama, a njen otisak je dobijen pomoću crnog magnetnog praha. Prslina je otkrivena u sredini MŠ po-dužnog spoja na omotaču rezervoara u blizini ukrsnog mesta sa kružnim spo-jem. Dužina prsline je bila 42 mm.
Slika 2. Otisak prsline u metalu šava
Vizuelnim pregledom je utvrđeno da je lice šava, u kome je otkrivena prslina, zavareno EPP postupkom iz jednog prolaza. Završni prolaz ovog spoja je imao veliku širinu i veliku zapreminu, zbog čega su u njemu nastali, krupno-zrna dendritna struktura, niske čvrstoće i niske plastičnosti i veliki zaostali na-poni. U takvim uslovima je verovatnoća nastanka prslina u sredini MŠ velika.

Procesing ’16 • 25
IV. SPECIFIČNOSTI ZAVARENIH SPOJEVA A. Strukturna nehomogenost
Zavareni spojevi pretstavljaju izrazito strukturno nehomogen materijal, što je posledica razlika u hemijskim sastavima, uslovima očvršćavanja i tempe-raturnom ciklusu u pojedinim njihovim delovima.
Struktura i osobine MŠ zavarenih spojeva niskugljeničnih čelika zavise od hemijskog sastava DM i od primenjenog postupka i parametara zavarivanja. Struktura MŠ je po pravilu livena struktura. Za zavarivanje toplovaljanih čelika koriste se niskugljenični DM sa sadržajem ugljenika nižim nego u OM. Za za-varivanje sitnozrnih i mikrolegiranih čelika koriste se DM koji imaju snižen sadržaj ugljenika i koji mogu da sadrže i manje količine legirajućih elemenata, npr. Ni i Mo. Primenjeni postupak i parametri zavarivanja utiču na udeo OM i DM u MŠ, zapreminu tečnog kupatila, raspored i nivo temperatura u MŠ, stepen završenosti metalurških reakcija i uslove kristalizacije. Sa porastom količine unete energije raste udeo OM u MŠ što menja njegov hemijski sastav, strukturu i osobine; raste zapremina tečnog kupatila zbog čega nastaje krupnozrna struk-tura, niže čvrstoće i niže plastičnosti, koja je sklonija nastanku prslina, slika 2; širi se zona u kojoj naredni prolaz delimično pretapa prethodni prolaz i širi se njegova ZUT; metalurške reakcije kao što su oksidacija, redukcija, degazacija, difuzija, rastvaranje se odvijaju sa većim stepenom završenosti, a uslovi krista-lizacije pogoduju nastanku krupnog metalnog zrna.
Strukturno najsloženiji deo zavarenih spojeva niskougljeničnih čelika je ZUT. Na slici 3. prikazana je struktura ZUT jednoprolaznog šava izvedenog na toplovaljanom čeliku sa sadržajem ugljenika 0,15 %.
Kriva na levom delu slike 3. pretstavlja raspodelu temperatura po popreč-nom preseku zavarenog spoja. Povezivanjem ove krive sa dijagramom Fe – Fe3C, desni deo slike 3., mogu se pratiti strukturne transformacije u pojedinim delovima ZUT. Slika pokazuje da se, u ovom slučaju, ZUT sastoji od pet strukturno različi-tih delova. Oblik krive na slici 3. zavisi od izabranog postupka i parametara zava-rivanja. Kod postupaka sa koncentrisanim unosom energije kriva će imati strmi pad zbog čega će ZUT i pojedini njegovi delovi biti uski. Kod postupaka sa ma-nje koncentrisanim unosom energije kriva raspodele temperatura će imati blaži pad, pa će zato širina ZUT i pojedinih njenih delova biti veća.
Na konačnu strukturu ZUT niskougljeničnih čelika ima uticaj i brzina hlađenja kroz temperaturni interval 800 – 500°C. Uticaj brzine hlađenja na strukturu čelika se prati na njegovom TTT dijagramu. Slika 4. prikazuje TTT dijagram mikrolegiranog čelika P 460NL1. Sa slike 4. se vidi da se pri većim brzinama hlađenja u ZUT obrazuje martenzit, a da se sa smanjenjem brzine hlađenja dobijene strukture pomeraju preko beinitne ka feritno – perlitnoj. Usporavanje hlađenja ZUT dovodi i do porasta metalnog zrna i time do pada plastičnosti i žilavosti i porasta prelazne temperature žilavosti [7]. Ovo je naro-čito izraženo kod mikrolegiranih i u manjoj meri kod sitnozrnih čelika.

26 • Procesing ’16
Slika 3. Struktura ZUT jednoprolaznog sučeonog spoja niskougljeničnog čelika
Pojava krtih struktura martenzita i neotpuštenog beinita, ukrupnjavanje metalnog zrna i velika širina ZUT povećavaju njegovu sklonost ka nastanku i rastu prslina. Zbog toga se količina energije unete pri zavarivanju i brzina hla-đenja ZUT moraju održavati u određenim granicama, što se postiže ograničava-njem parametara zavarivanja.
Slika 4. TTT dijagram čelika P 460 NL1
Navedena razmatranja se odnose na jednoprolazni šav. Međutim, u praksi su uglavom primenjuju višeprolazni šavovi. Za njih je karakteristično da nared-
Procesing ’16 • 27
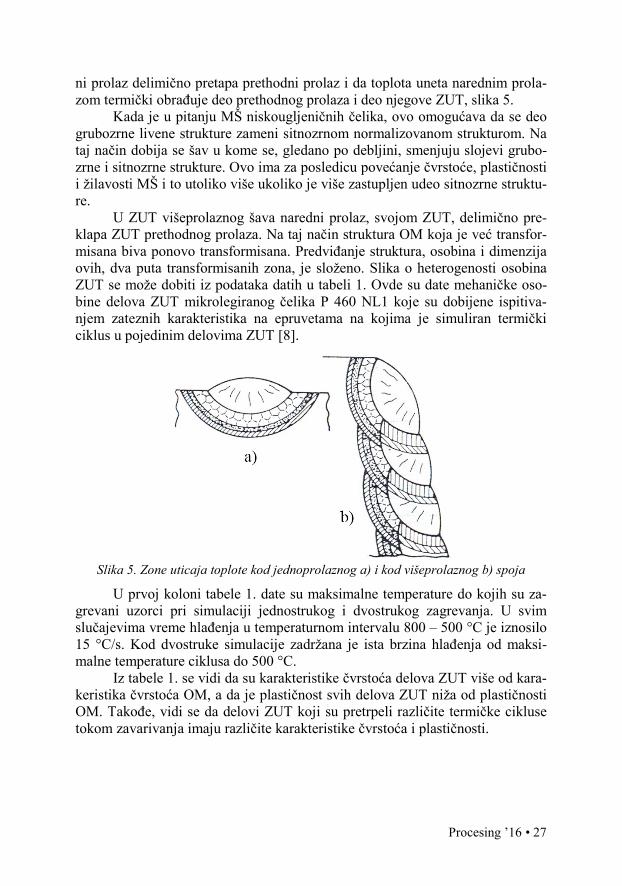
ni prolaz delimično pretapa prethodni prolaz i da toplota uneta narednim prola-zom termički obrađuje deo prethodnog prolaza i deo njegove ZUT, slika 5.
Kada je u pitanju MŠ niskougljeničnih čelika, ovo omogućava da se deo grubozrne livene strukture zameni sitnozrnom normalizovanom strukturom. Na taj način dobija se šav u kome se, gledano po debljini, smenjuju slojevi grubo-zrne i sitnozrne strukture. Ovo ima za posledicu povećanje čvrstoće, plastičnosti i žilavosti MŠ i to utoliko više ukoliko je više zastupljen udeo sitnozrne struktu-re.
U ZUT višeprolaznog šava naredni prolaz, svojom ZUT, delimično pre-klapa ZUT prethodnog prolaza. Na taj način struktura OM koja je već transfor-misana biva ponovo transformisana. Predviđanje struktura, osobina i dimenzija ovih, dva puta transformisanih zona, je složeno. Slika o heterogenosti osobina ZUT se može dobiti iz podataka datih u tabeli 1. Ovde su date mehaničke oso-bine delova ZUT mikrolegiranog čelika P 460 NL1 koje su dobijene ispitiva-njem zateznih karakteristika na epruvetama na kojima je simuliran termički ciklus u pojedinim delovima ZUT [8].
Slika 5. Zone uticaja toplote kod jednoprolaznog a) i kod višeprolaznog b) spoja
U prvoj koloni tabele 1. date su maksimalne temperature do kojih su za-grevani uzorci pri simulaciji jednostrukog i dvostrukog zagrevanja. U svim slučajevima vreme hlađenja u temperaturnom intervalu 800 – 500 °C je iznosilo 15 °C/s. Kod dvostruke simulacije zadržana je ista brzina hlađenja od maksi-malne temperature ciklusa do 500 °C.
Iz tabele 1. se vidi da su karakteristike čvrstoća delova ZUT više od kara-keristika čvrstoća OM, a da je plastičnost svih delova ZUT niža od plastičnosti OM. Takođe, vidi se da delovi ZUT koji su pretrpeli različite termičke cikluse tokom zavarivanja imaju različite karakteristike čvrstoća i plastičnosti.

28 • Procesing ’16
TABELA 1. Mehaničke osobine simuliranih delova ZUT čelika P 460 NL1
čelik P 460 NL1 547 738 28,6 jednostruka simulacija zavarivanja
1350 1011 1011 1,0 1100 943 1189 12,6 950 818 1036 18,0 850 660 936 11,8
dvostruka simulacija zavarivanja 1350/750 815 948 7,2 1350/650 889 1035 12,0
B. Zaostali naponi Slika 6. prikazuje raspodelu zaostalih napona u sučeonom zavarenom
spoju. Zaostali naponi su posledica neravnomernog zagrevanja MŠ i OM pri zavarivanju i javljaju se u sva tri pravca. Prema literaturnim podacima [4, 9] maksimalna vrednost zaostalih napona je jednaka naponu tečanja OM. Kod OPP koja je naponski žarena zaostali naponi ne mogu da budu manji od 0,3 od napona tečenja OM [9].
Slika 6. Raspodela zaostalih napona u sučeonim zavarenom spoju
Slika 6.a) prikazuje raspodelu zaostalih napona u pravcu poprečnom na pravac zavarenog spoja, a slika 6.b) prikazuje raspodelu zaostalih napona u pravcu zavarenog spoja. Pošto prsline nastaju i rastu pod dejstvom zateznih napona u ravni upravnoj na pravac delovanja ovih napona, poprečni naponi dovode do nastanka podužnih prslina u zavarenom spoju, a podužni naponi
Temperatura [oC] Napon tečenja Rp [MPa]
Zatezna čvrstoća Rm [MPa]
Izduženje A5 [%]

Procesing ’16 • 29
dovode do nastanka poprečnih prslina u zavarenom spoju. Slika 6.c) prikazuje raspodelu zaostalih napona po debljini OM. Sa slike se vidi da na površini OM deluju maksimalni zatezni naponi i da se oni naglo smanjuju idući u dubinu materijala. Oko sredine OM zatezni naponi prelaze u pritisne.
C. Geometrijska nehomogenost Na mestima lokalne promene oblika zavarenih konstrukcija, pri dejstvu
spoljnog opterećenja, naponi rastu brže u odnosu na ostatak konstrukcije. Ovo je posledica dejstva kocentratora napona. Zbog toga već smo postojanje nadvi-šenja lica i korena šava dovodi do lokalnog povećanja napona oko zavarenih spojeva.
Na slikama 7. i 8. prikazane su numeričke simulacije raspodela napona oko zavarenih spojeva dobijene metodom konačnih elemenata. Simulirani su spojevi zavareni MAG postupkom (dodatni materijal SG2) na čeliku S 235 J0, debljine 10 mm. Ovaj dodatni materijal ima veću čvrstoću u odnosu na navedni čelik. U ovoj simulaciji spojevi su opterećeni jednoosnim zateznim naponom veličine 100 MPa u pravcu upravnom na njihovu osu.
Na slici 7. prikazan je zavareni spoj sledećih dimenzija: širina lica šava 12,6 mm, visina lica šava 2,3 mm, ugao prelaza sa lica šava na OM 150 °, širina korena šava 3,0 mm i visina korena šava 1,3 mm. Spoj ne sadrži greške formi-ranja šava. Šav ovih dimenzija zadovoljava nivo kvaliteta B, tj. zadovoljava najviši nivo kvaliteta zavarenih spojeva koji propisuje standard [4]. Sa slike se, na osnovu razlike u obojenju pojedinih područija poprečnog preseka spoja, vidi da na prelazu sa lica i sa korena šava na OM postoje zone sa povećanim napo-nima (crveno obojena područija).
Slika 7. Raspodela napona oko sučeonog zavarenog spoja, koji ne sadrži greške
formiranja šava
Ovo je uslovljeno promenom oblika i promenom veličine poprečnog pre-seka na ovim mestima. Sa slike 7. se vidi da su naponi na prelazu sa lica i kore-

30 • Procesing ’16
na šava na OM veći za 28% u odnosu na napon koji deluje u OM (100 MPa). To znači da će napon na prelasku sa lica i korena šava na OM, u ovom slučaju, uvek biti veći za 28% od delujućeg napona, tj. da je faktor koncentracije napo-na, izazvan promenom oblika, u ovom slučaju 1,28. Ukoliko se delujući napon, npr. zbog povećanja unutrašnjeg pritiska poveća, napon na prelasku sa lica ili korena šava na OM će se uvek povećati za 28%.
Na slici 8. je prikazan spoj koji ima neprovareni koren. U odnosu na pri-mer prikazan na slici 7., primer prikazan na slici 8. se razlikuje samo po obliku korenog dela šava, gde je prikazan neprovareni koren dubine 1 mm. Sa slike 8. se vidi (crveno obojeno područije) da je faktor koncentracije napona izazvan ovom greškom 1,97. To praktično znači da će, u ovom slučaju, napon izazvan unutrašnjim pritiskom uvek biti dva puta veći u zoni neprovarenog korena od napona u OM.
Slika 8. Raspodela napona oko sučeonog zavarenog spoja sa neprovarenim korenom
V. MOGUĆNOSTI ZA PREDVIĐANJE PONAŠANJA ZAVARENIH SPOJEVA
Za izradu OPP od niskougljeničnih čelika uglavnom se koriste limovi i cevi tj. proizvodi dobijeni valjanjem i izvlačenjem. Mehaničke osobine limova i cevi se u manjoj meri razlikuju u pravcu deformacije i poprečno na njega. Me-đutim, duž ovih pravaca mehaničke osobine su ujednačene i zato su lako pred-vidive. Ovi OM retko sadrže greške koje mogu da budu uzrok njihovog loma. Samo se kod debljih limova mogu pojaviti nizovi nemetalnih uključaka koji mogu da izazovu lom usled lamelarnih prslina. Zbog ravnomernog zagrevanja i hlađenja celokupne zapremine ovih OM, tokom njihove proizvodnje, u njima ne treba očekivati značajnije zaostale napone.

Procesing ’16 • 31
Predviđanje ponašanja MŠ tokom eksploatacije OPP najviše otežavaju greške oblika i dimenzija šava i greške formiranja šava (pore, uključci, naleplji-vanje, neprovaren koren). Hemijski sastav, struktura i mehaničke osobine su karkteristike MŠ koje se mogu utvrditi ispitivanjima na osnovu čega se može predvideti njihov uticaj na ponašanje MŠ tokom eksploatacije OPP. Uticaj obli-ka šava i grešaka formiranja šava se svodi na lokalno povećanje napona u zoni oko grešaka, što povećava verovatnoću nastanka i rasta prslina. Procena uticaja grešaka na ponašanje MŠ je, pri praktičnim ispitivanjima, veoma teška. Ovu procenu olakšavaju standardi [4] u kojima su definisani kriterijumi prihvatljivo-sti za greške različitih tipova, veličina, učestalosti i položaja. Međutim, problem time nije u potpunosti rešen jer standardima nije obuhvaćen uticaj dveju ili više grešaka koje se mogu naći na istom mestu u zavarenom spoju, npr. preveliko nadvišenje i smaknuće ili oštar prelaz preseka i ivični zajed [10]. Greške u MŠ, mogu imati uticaj ne samo na naponsko stanje u MŠ nego i na naponsko stanje u ZUT, slika 7. Dimenzije MŠ imaju uticaj i na veličinu zaostalih napona. Kako se sa slike 3.c vidi, povećanje širine MŠ povećava veličinu zaostalog zateznog napona, zbog čega raste verovatnoća nastanka prslina u ZUT.
Predviđanje ponašanja ZUT, tokom eksploatacije OPP, najviše otežava složenost njene strukture i nemogućnost utvrđivanja osobina pojedinih delova ove strukture. ZUT sa sastoji iz većeg broja strukturno različitih delova u kojima je polazna struktura OM pretrpela jednostruke ili višestruke termičke cikluse sa različitim maksimalnim temperaturama i različitim brzinama hlađenja. Zbog toga ti delovi ZUT imaju različite strukture, osobine i dimenzije. Zbog malih zapremina pojedinih delova tako dobijenog ZUT nije moguće ispitivanjima utvrditi njihove mehaničke osobine. Dodatni problem pretstavljaju razlike u strukturama pojedinih niskugljeničnih čelika, naročito mikrolegiranih. Zbog razlika u polaznim strukturama mogu se pri istim termičkim ciklusima na različitim čelicima dobiti različite strukture u ZUT. Slika o osobinama ZUT se može dobiti na osnovu metalografskih ispitivanja, merenja tvrdoća i ispitivanja uzoraka sa simuliranim termičkim ciklusima.
Predviđanje ponašanja ZUT dodatno otežavaju faktori kao što su difuzija vodonika iz MŠ, uticaj grešaka u MŠ, zaostali naponi, naknadne strukturne transformacije i naponi usled strukturne nehomogenosti. Difuzija vodonika iz MŠ smanjuje plastičnost materijala u ZUT i time povećava njegovu sklonost ka nastanku i širenju prslina, slika 1. Zbog razlika u karakteristikama čvrstoća i plastičnosti pojedinih delova ZUT oni se razičito ponašaju pri opterećivanju što dovodi do pojave novih napona. Naponi u ZUT se mogu povećati i zbog nak-nadne transformcije zaostalog austenita u martenzit. Ova trasformacija je praće-na promenom zapremine zbog čega se javljaju novi zatezni naponi.
VI. ZAKLJUČCI Greške su sastavni deo zavarenih spojeva. Nije realno očekivati da se
mogu izraditi spojevi bez grašaka. Od svih tipova grešaka, koje se mogu pojavi-

32 • Procesing ’16
ti u zavarenim spojevima, do loma mogu da dovedu samo prsline. Pri oceni ponašanja zavarenih spojeva na opremi pod pritiskom treba računati sa prslina-ma u zavarenim spojevima.
Zavareni spojevi su materijali sa izrazito nehomogenom strukturom. Naj-veću strukturnu nehomogenost ima zona uticaja toplote. U zavarenim spojevima na opremi pod pritiskom se, osim napona izazvanih unutrašnjim pritiskom, jav-ljaju i zaostali naponi, naponi izazvani strukturnom nehomogenošću i naponi usled naknadnih strukturnih trasforamacija. Napon izazvan unutrašnjim priti-skom se lokalno povećava na mestima promene oblika, koje se pojavljuju zbog nadvišenja šava i grešaka formiranja šava. Izražena strukturna nehomogenost onemogućava preciznije ispitivanje osobina materijala, a istovremeno delovanje više napona uzrokuje složeno naponsko stanje.
Pri projektovanju i izvođenju zavarenih spojeva javlja se niz promenljivih i često nepoznatih faktora, zbog kojih su mogućnosti predviđanja ponašanja svih delova zavarenog spoja i svih grešaka u njemu daleko manje od mogućno-sti predviđanja ponašanja osnovnih materijala. Zbog toga zavareni spojevi pret-stavljaju kritična mesta na opremi pod pritiskom.
VII. LITERATURA [1] Jovičić R., Procena sigurnosti zavarenih posuda pod pritiskom
ispitivanjem u toku eksploatacije, Magistarska teza, Tehnološko metalurški fakultet Univerziteta u Beogradu, Beograd, Jugoslavija, 1998.
[2] Sedmak S., M. Nikolić, V. Vojvodić, Priručnik za konstruisanje procesne opreme, Tehnološko metalurški fakultet Univerziteta u Beogradu, Beograd, Jugoslavija, 1994.
[3] Jovičić R., Analiza uticaja prslina na integritet feritno austenitnih zavare-nih spojeva, Doktorska teza, Mašinski fakultet Univerziteta u Beogradu, Beograd, Srbija, 2007.
[4] SRPS EN ISO 5817/2015: Zavarivanje - Spojevi zavareni topljenjem na čeliku, niklu, titanu i njihovim legurama (isključujući zavarivanje snopom) — Nivoi kvaliteta nepravilnosti, Institut za standardizaciju Srbije, 2015.
[5] Sedmak S., Eksploatacijske prsline u zavarenim spojevima posuda pod pritiskom, Monografija – Eksploatacijske prsline u posudama pod pritiskom i rezervoarima, Tehnološko metalurški fakultet Univerziteta u Beogradu, Goša Institut Beograd, Beograd, Jugoslavija, 1994.
[6] Jovičić R., Izveštaj o ispitivanju u eksploataciji rezervoara za skladištenje tečnog ugljendioksida f.b.16583, br. izveštaja 10/12.00IR – 12.03/00, Ma-šinski fakultet Univerziteta u Beogradu, Beograd, Srbija, 2000.
[7] SRPS EN 1011 – 2/2007, Zavarivanje – Preporuke za zavarivanje metalnih materijala – Deo 2: Elektrolučno zavarivanje feritnih čelika, Institut za standardizaciju Srbije, 2015.
[8] Gerić K., Prsline u zavarenim spojevima, Monografija, Fakultet tehničkih nauka, Univerzitet u Novom Sadu, Novi Sad, Srbija, 2005.

Procesing ’16 • 33
[9] Sedmak S., Uputstvo za ocenu prihvatljivosti grešaka u zavarenim kon-strukcijama PD 6493, Seminar za specijaliste za posude pod pritiskom, Tehnološko metalurški fakultet Univerziteta u Beogradu, Beograd, Jugo-slavija, 1996.
[10] Jovičić R., S. Sedmak, U. Tatić, U. Lukić, М. Walid: Stress State Araund Imperfections in Welded Joints, časopis Structural Integrity and Life, 2015, Vol 15, No 1, str. 27-29, 2015.