Embed Size (px)
Citation preview

Protective Paints and Coatings
STRUCTURAL STEEL

YOUR SOLUTION PARTNER KANAT
To provide global services and to meet the demands of the future projects, KANAT has;
a dedicated team of design, production and sales to provide the best service to customers.
extensive R&D facilities for the formulation and testing of coating solutions.
commitment to apply a safe and healthy procedures in all activities to protect employees, customers and environment.
a technical group follow up the industrial organizations such as NACE, AWWA, API, ISO, ASTM to implement new
standards and technologies in compliance with customer specifications and industrial standards.
skilled in developing solutions with qualified project team for its customers by preparing coating specifications and
inspection services by NACE certified inspectors.
technical and logistics services as a whole to customers with the advantages of the special geography at a distance
equal to east and west in the point of intersection of energy lines.
Utilizing its expertise in production of PROTECTIVE COATINGS and GENERAL INDUSTRIAL PAINTS, KANAT will
continue to protect your future and investments.
KANAT is leading manufacturer of protective paint and coating SOLUTIONS based on SUSTAINABLE FUTURE, INNOVATION
and CREATIVITY with a proven experience that dates back to 1986.

IMPORTANCE OF PROTECTIVE PAINTS FOR STRUCTURAL STEEL
The corrosion process involves the deterioration of a metal or its properties because of reaction with its environment.
Corrosion processes change the iron in steel to another substance that no longer has the properties desired like strength or
toughness. The volume and thickness of metal is finally reduced to a point where a structural component will not be able to
perform the function for which it was designed.
Corrosion represents the degradation of metals and cost a lot of money if it is not controlled by suitable methods. However,
when the proper corrosion control actions are taken, the process of corrosion is under control to keep up with the degradation.
The most widely used method for protecting steel is the use of paints. When a protective coating layer is applied, a film is
built up to prevent corrosive effects.
Air
Oxygen Water
3
H OO
O H+2Fe + O + H O
O +4e + H O 4OHFe
Fe
RustCathode Area
MetalAnode AreaFe O2Fe Fe +4e2+
2+
Corrosion formation
Steel structures protected with proper coating systems;
resistance to environmental corrosion effects
operational and maintenance costs
life time of investment
INCREASE
INCREASE
DECREASE
1

environmental conditions
expected life of protective paint systems
health and safety issues
easiness of application
cost
SELECTION OF PROTECTIVE PAINT SYSTEM
Selection of Protective Paint System According to ISO 12944
ISO 12944
While selecting suitable protective paint system, the following criteria are usually considered;
Selection of proper paint system is essential for effective corrosion protection of steel structures. It is necessary for owners,
inspectors and manufacturers of coating materials to have information about corrosion protection.
ISO 12944 gives adequate information to select appropriate protective paint systems. ISO 12944 is used as a global reliable
guide for the selection of different types of protective paint systems. There are eight different sections covering issues such
as the measurement of the corrosivity of various environments, surface preparation and laboratory testing procedures.
1. Definition of atmospheric-corrosivity categories
The classification of environments to which steel structures are exposed, and the corrosivity of these environments are
defined in ISO 12944-2.
2. Determination of protective paint systems and thicknesses
Different generic type of paints on the basis of their chemical composition and the type of film formation process are given
with examples of various protective paint systems suitable for corrosivitiy categories in ISO12944-5.
3. Laboratory performance test methods
Laboratory test methods that are to be used when the performance of protective paint systems to be assessed are defined
in ISO 12944-6.
KANAT “Basic Paint Trainings” include ISO 12944.
2
The expected durability is a period during which protective paint system protects its quality until the maintenance painting. ISO
12944-5 indicates three ranges of durability as low, medium and high:
Low (L) : 2-5 years
Medium (M) : 5-15 years
High (H) : more than 15 years

CERTIFICATES
There have been developments in paint technology, resulting with higher-performance products and new test methods.
KANAT is ready to share its knowledge in order to achieve the expected performance of paint system, beginning with the selection
process of painting with customers at all stages.
KANAT shares third party certificates and reports for different topics including accelerated weathering reports according to
ISO 12944.
3
Salt spray testASTM B117
UV condensation testASTM D4587:2001
Shop primer weldabilitycertificate
Determination of blistering ISO 4628-2Determination of rusting ISO 4628-3
Controlled condensation testASTM D4585:2007
KANAT is a trademark covering different paint system demands based on well known international standards.
COST
PAINT SYSTEMS BY KANAT
Product cost is an important element for selecting paint system. It is not only enough to consider unit price or spreading rate,
but also these do not show the total cost.The real total cost is the sum of the costs paid during whole life cycle of paint
system.
Indirect or job related cost items should also be considered when estimating the painting cost. For this reason, cost comparison
should be estimated by unit cost on annual basis. Paint cost should be evaluated on formula.
The main elements of the total cost in a typical painting job are;
paint cost 20-40%
surface preparation cost 30-60%
application cost 10-25%
general expenses 5-10%
Total Cost
m² x years
KANEPOX
KANAT
KANEPOX
Shop primers
Epoxy paints
KANPOLY
KANTHERM
KANALKYD
4
KANAT has extensive range of protective paint and coating solutions for various kinds of environmental conditions.
Polyurethane
paints
Silicone paints
Certified epoxy and ethyl silicate shop primers
Wide range epoxy alternatives; zinc rich primers, MIO pigmented, zinc phosphate
pigmented primers, high build paints, semi gloss, high gloss topcoat paints, hygienic
solvent free paints, one coat paints
Topcoats resistant to different environments, elastic, special designed one coat paints
Heat resistant silicon based paints from 200°C to 600°C
Zinc phosphate alkyd primers, topcoat paintsAlkyd paints

Exterior InteriorCorrosivity
Category
Expected
Durability
Paint Type Product
Code
Dry film
Thickness
(µm)
Typical paint systems that KANAT has offered for different service conditions according to ISO 12944 criteria are given below:
Atmospheres with low
level of pollution. Mostly
rural areas.
Urban and industrial
atmospheres, moderate
sulphur dioxide pollution.
Coastal areas with low
salinity.
Industrial areas with high
humidity and aggressive
atmosphere.
Coastal and offshore areas
with high salinity
Zinc phosphate epoxy
Aliphatic acrylic polyurethane
Zinc phosphate epoxy
Aliphatic acrylic polyurethane
Zinc phosphate epoxy
High build epoxy
Aliphatic acrylic polyurethane
Zinc rich epoxy
High build epoxy
Aliphatic acrylic polyurethane
Zinc rich epoxy
High build epoxy
Aliphatic acrylic polyurethane
Glassflake epoxy
Epoxy coating
Zinc rich epoxy
Coal tar epoxy
Zinc rich epoxy
High build epoxy
Aliphatic acrylic polyurethane
Zinc phosphate epoxy
High build MIO epoxy
Aliphatic acrylic polyurethane
Industrial areas and
coastal areas with
moderate salinity
Fresh water(river installations, hydro-electric power pl.)
Sea or brackish water(harbour areas with structures
like sluice gates, locks, jetties; offshore structures)
Soil (buried tanks, steel piles, steel pipes)
Unheated buildings where
condensation may occur,
e.g. depots, sports halls.
Production rooms withhigh humidity and someair pollution, e.g.food-processing plants,laundries, breweries,dairies.
Chemical plants,
swimming pools, coastal
ship and boatyards.
Buildings or areas with
almost permanent
condensation and with
high pollution
Buildings or areas withalmost permanentcondensation and withhigh pollution
Medium
5-15 years
Medium
5-15 years
Medium
5-15 years
High
>15 years
Medium
5-15 years
High
>15 years
High
>15 years
140
High
>15 years
60
60
200
60
60
200
C2
low
C3
medium
C4
high
C5-I
very high
(industrial)
C5-Mvery high(marine)
11930
37370
11930
14430
37370
11350
12200
37370
11804
15951
37370
11350
12200
37370
11350
14430
37370
16200
11804
37370
15510
11350
18000
5
Paint systems given in table are typical paint systems. Please contact to KANAT Project Group for different paint alternatives, customer special solutions and for other information.

6
PRODUCTCODE
10500
10600
11080
11320
11350
11390
11410
11420
11804
11930
12200
12850
14430
14700
14930
15400
15401
15510
15570
15670
15951
16200
16510
16801
18000
18100
18250
18520
18521
18650
18750
19020
19255
19300
19570
19900
22350
26130
37050
37090
37370
39810
50050
51050
51250
52050
52300
60110
61400
62600
63100
64700
76080
97500
62.0
28.0
31.0
62.0
63.0
59.0
61.0
64.0
61.0
74.0
78.0
56.0
83.0
78.0
74.0
62.0
71.0
82.0
80.0
81.0
77.0
81.0
56.0
62.0
89.0
70.0
98.0
100.0
100.0
100.0
75.0
55.0
75.0
79.0
100
35.0
55.0
52.0
56.0
63.0
55.0
49.0
49.0
40.0
39.0
40.0
34.0
100.0
81.0
100.0
62.0
56.0
50.0
2.45
1.30
1.15
2.60
2.40
2.90
2.05
2.60
1.50
1.60
1.45
1.40
1.45
1.45
1.60
1.50
1.60
1.40
1.35
1.45
1.50
1.35
1.15
1.40
1.45
1.30
1.35
1.25
1.25
1.40
1.25
1.35
1.45
1.45
1.30
0.90
1.35
1.25
1.30
1.40
1.30
1.20
1.90
1.05
1.00
1.35
1.15
1.00
1.55
1.45
1.45
1.50
1.25
1.38
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
INORGANIC
INORGANIC
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
EPOXY
ALKYD
ALKYD
POLYURETHANE
POLYURETHANE
POLYURETHANE
POLYURETHANE
SILICONE
SILICONE ACRYLIC
SILICONE ACRYLIC
SILICONE
SILICONE
EPOXY
EPOXY
EPOXY
POLYURETHANE
ALKYDWATER BASED ALKYD
WATER BASED VINYL ACRYLIC
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER
PRIMER / MIDCOAT
PRIMER / MIDCOAT
PRIMER
MIDCOAT
PRIMER / MIDCOAT
PRIMER / MIDCOAT
PRIMER / MIDCOAT
PRIMER / MIDCOAT
ONECOAT
ONECOAT
MIDCOAT / TOPCOAT
PRIMER / MIDCOAT
ONECOAT
TOPCOAT
TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT
PRIMER
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
TOPCOAT
PRIMER
TOPCOAT
TOPCOAT
TOPCOAT
TOPCOAT
ONECOAT
PRIMER
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
ONECOAT / TOPCOAT
PRIMER
TOPCOAT
PUTTY
TOPCOAT
ONECOAT / TOPCOAT
ONECOAT
ONECOAT
KANAT ZnR-SILICATE PRIMER
KANAT Zn-SILICATE SHOP PRIMER
KANEPOX SHOP PRIMER RC
KANEPOX ZINC RICH HC
KANEPOX ZINC RICH TT
KANEPOX ZINC RICH HCX
KANEPOX ZINC PRIMER
KANEPOX ZINC RICH 80
KANEPOX MFF PRIMER 60
KANEPOX STEEL HB-930
KANEPOX UNIFAST
KANEPOX ALUGAL PRIMER
KANEPOX MIDCOAT HBX
KANEPOX UNIFAST MIO
KANEPOX STEEL HB-930 MIO
KANEPOX TOL PRIMER
KANEPOX TOL PRIMER
KANEPOX TOL
KANEPOX TOL ALU
KANEPOX MASTIC
KANEPOX MIO HBX F
KANEPOX GLASSFLAKE HB
KANEPOX ENAMEL HG
KANEPOX STEEL-801
KANEPOX TAR
KANEPOX TAR-100
KANEPOX FREE TAR
KANEPOX LINING FREE WG
KANEPOX LINING FREE
KANEPOX HELICAL-650
KANEPOX FLOWCOAT HB
KANEPOX NOVA HOLDING PRIMER
KANEPOX NOVA WG
KANEPOX NOVA PREMIUM
KANEPOX HYGIENIC
KANEPOX VERNİK
KANALKYD METAL PRIMER ST
KANALKYD METAL TOPCOAT-130
KANPOLY ACR SHINE
KANPOLY ACR HB
KANPOLY ACR ENAMEL
KANPOLY MASTER SF
KANTHERM ZINC PRIMER
KANTHERM SILACRYL 300
KANTHERM SILACRYL 300 ALU
KANTHERM 600
KANTHERM 600 ALU
KANFLOOR SEALER C-WR
KANFLOOR TOPCOAT
KANEPOX MACUN
KANPOLY FLEX 100
KANTEX YOL ÇİZGİ
KANAQUA PRO-080
KANAT SILOCOAT
PRODUCT NAMEPAINT GENERIC COAT
VOLUME
SOLID (%V)±2
DENSITY
(g/ml)±0.1
APPLICATION AREAS
STRU
CTUR
AL S
TEEL
an
d TE
CHNI
CAL
EQUI
PMEN
T
TAN
K an
d PI
PE(I
NTE
RIOR
)
TAN
K an
d PI
PE(E
XTER
IOR)
ONSH
ORE
CON
CRET
ES a
nd
STEE
LS
FLOO
R CO
ATIN
GS
√
√
√
√
√
25.0 - 35.0

Steel is blasted automatically or manually before mechanical manufacturing to avoid blasting problems encountered if blasting is
done after mechanical manufacturing. Shop primers with fast drying property (a few minutes) are applied on just blasted
steel to avoid corrosion during manufacturing.
Shop Primers;
Do not effect welding quality.
Provide 4-6 months corrosion protection with 15-20 microns dry film thickness.
Prevent steel damage during mechanical manufacturing (cutting, press etc.)
Could be applied manually or with automatic equipment.
There are two types of shop primers in KANAT product portfolio, organic and inorganic:
KANAT has developed products that could be applied as primer or midcoat with fast drying properties. In addition to fast
drying, these products provide;
Decreased unit costs
Decreased consumption due to high built property
Low VOC levels
Low temperature cure down to -5°C
SHOP PRIMERS
FAST DRYING-ECONOMICAL PRIMERS/MIDCOATS
Epoxy Shop Primer11080 KANEPOX SHOP PRIMER RC
Zinc Ethyl Silicate Shop Primer10600 KANAT Zn-SILICATE SHOP PRIMER
Epoxy resin based, two component
Contains zinc phosphate as anti-corrosive pigment
Overweldability has been tested by SLV-Germany and
approved by Germenischer Lloyd
Could be applied with automated painting equipment
Ethyl silicate resin based, two component
Contains zinc and zinc phosphate as
anti-corrosive pigment
Could be applied with automated painting
equipment
Owerweldability has been tested by
Turkish Lloyd
11930 KANEPOX STEEL HB-930 12200 KANEPOX UNIFAST
Epoxy resin based, two component
Fast cure even at low temperatures down to -50C
High built (Volume solids 74%)
Low VOC
Contains zinc phosphate as anti-corrosive pigment
Used as primer and midcoat
Could be applied 50-120 microns dry film thickness
per coat
Epoxy resin based, two component
Fast cure even at low temperatures down to -50C
High built (Volume solids 78%)
Low VOC
Contains zinc phosphate as anti-corrosive pigment
Used as primer and midcoat
Could be applied 100-200 microns dry film thickness
per coat
7

Zinc rich primers are primarily used as primers of protective paint systems or alone on bridges, chemical plants, exposures
subjected to sea water where outstanding resistance to severe weathering is important. Zinc rich primers are very important
for high corrosion resistant paint systems as explained in ISO 12944 standard. Zinc metal in these primers provide barrier
properties as well as cathodic protection if film is damaged.
There are two types of zinc rich primers in KANAT product portfolio, inorganic and organic:
Zinc Ethyl Silicate Primer10500 KANAT ZnR SILICATE PRIMER
Ethyl silicate resin based, two component
Contains zinc as anti-corrosive pigment
Zinc content in dry film conforms to SSPC Paint 20, Level
2 and ISO 12944 standards
Resistant to dry temperatures up to 400°C
Zinc Rich Epoxy Primer11350 KANEPOX ZINC RICH TT
Epoxy resin based, two component
Contains zinc as anti-corrosive pigment
Low VOC
Resistant to dry temperatures up to 200°C
37370 KANPOLY ACR ENAMEL
Aliphatic, acrylic polyurethane
UV resistance is tested by third party laboratories
according to ASTM D4758:2001
Excellent mechanical resistance
Excellent yellowing resistance and gloss retention
Very good chemical resistance
UV RESISTANT POLYURETHANE TOPCOATS
Steel structures exposed to sun light are protected by yellowing
resistant topcoats.
KANAT produces aliphatic acrylic polyurethane topcoats with excellent
yellowing resistance and gloss retention against UV light.
8
Zinc rich epoxy primers are solvent based, two
component primers with short overcoating time.
Ethyl silicate primers are two component, solvent
based products curing with humidity to form a
resistant film.
ZINC RICH PRIMERS

COATING PROCESS
SURFACE PREPARATION
Surface preparation, application and ambient conditions during the film formation should be controlled to sustain the performance
of paints.
Paint failures are generally originated due to effects during applications. Variables such as surface condition, ambient
temperature, relative humidity, metal surface temperature during application are the main parameters which directly affect
coating performance. Besides that, paint specific parameters such as mixing ratio, pot life, preparation of mixture, and application
equipment are also important factors.
All the necessary data regarding to paint application is given in the technical data sheets prepared by manufacturer and all
the instructions in these should be strictly followed for success.
In painting process;
surface preparation
paint application
field tests
stages are important for the paint performance.
The life of a coating mostly depends as much on the degree and quality of surface preparation or lack of coating adhesion.
Surface preparation, therefore, should receive thorough consideration.
Before the application of protective paint systems, proper surface preparation must be considered which is explained
by widely used standards like ISO 8501, SSPC, NACE etc.
9
Most coating failures can be attributed to inadequate surface preparation.
PAINT APPLICATION
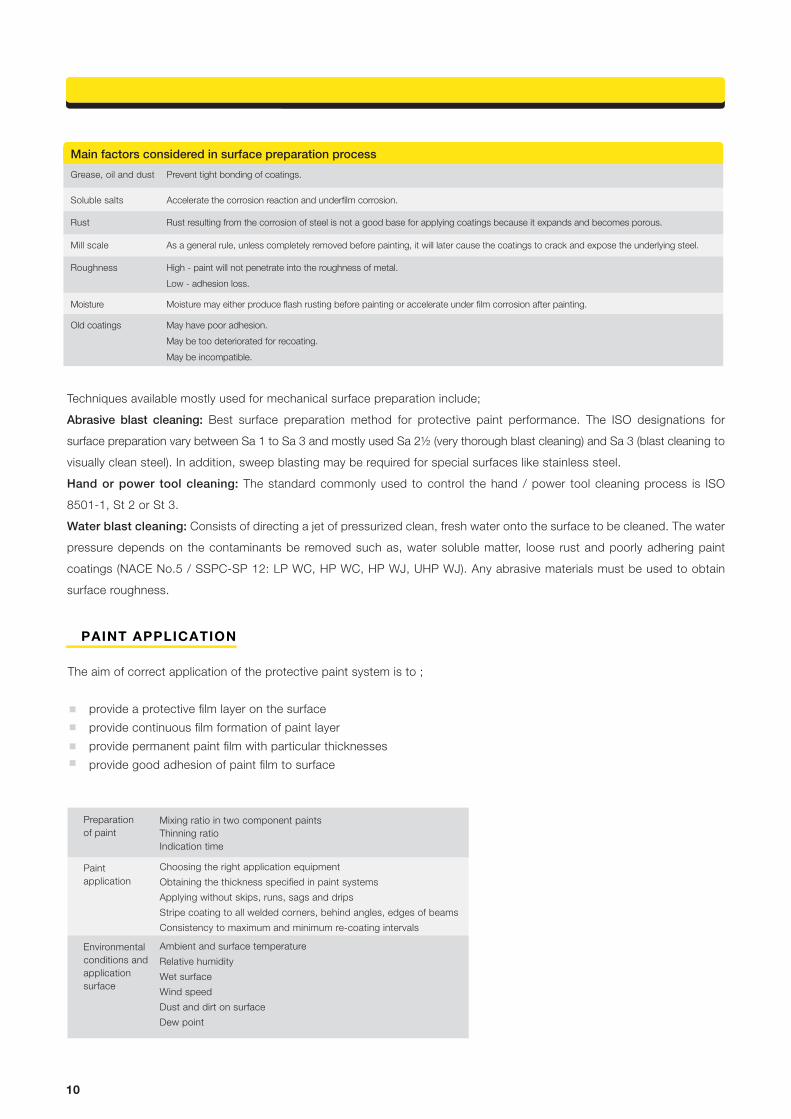
Mixing ratio in two component paints Thinning ratio Indication time
Choosing the right application equipment
Obtaining the thickness specified in paint systems
Applying without skips, runs, sags and drips
Stripe coating to all welded corners, behind angles, edges of beams
Consistency to maximum and minimum re-coating intervals
Ambient and surface temperature
Relative humidity
Wet surface
Wind speed
Dust and dirt on surface
Dew point
The aim of correct application of the protective paint system is to ;
provide a protective film layer on the surface
provide continuous film formation of paint layer
provide permanent paint film with particular thicknesses
provide good adhesion of paint film to surface
Preparationof paint
Paintapplication
Environmentalconditions andapplicationsurface
10
Main factors considered in surface preparation process
Grease, oil and dust Prevent tight bonding of coatings.
Soluble salts Accelerate the corrosion reaction and underfilm corrosion.
Rust Rust resulting from the corrosion of steel is not a good base for applying coatings because it expands and becomes porous.
Mill scale As a general rule, unless completely removed before painting, it will later cause the coatings to crack and expose the underlying steel.
Moisture Moisture may either produce flash rusting before painting or accelerate under film corrosion after painting.
Old coatings May have poor adhesion.
May be too deteriorated for recoating.
May be incompatible.
Roughness High - paint will not penetrate into the roughness of metal.
Low - adhesion loss.
Techniques available mostly used for mechanical surface preparation include;
Abrasive blast cleaning: Best surface preparation method for protective paint performance. The ISO designations for
surface preparation vary between Sa 1 to Sa 3 and mostly used Sa 2½ (very thorough blast cleaning) and Sa 3 (blast cleaning to
visually clean steel). In addition, sweep blasting may be required for special surfaces like stainless steel.
Hand or power tool cleaning: The standard commonly used to control the hand / power tool cleaning process is ISO
8501-1, St 2 or St 3.
Water blast cleaning: Consists of directing a jet of pressurized clean, fresh water onto the surface to be cleaned. The water
pressure depends on the contaminants be removed such as, water soluble matter, loose rust and poorly adhering paint
coatings (NACE No.5 / SSPC-SP 12: LP WC, HP WC, HP WJ, UHP WJ). Any abrasive materials must be used to obtain
surface roughness.

BASIC PAINT CONSUMPTIONS
KANAT provides technical services by NACE certified inspectors
during field applications.
To plan the whole work at the beginning
To assure the quality of the paint application
To measure the parameters and recording the results
periodically
FIELD TESTS
Paint failures are generally originated from application. As a solution, independent organisations such as NACE, SSPC,
FROSIO developed training programs for paint applicators and inspectors and determined necessary field tests.
Most of the methods and instruments employed in field tests are regulated by international standards.
TC
PC
or
PCx 001VS
DFTTFW =
x d x 100VSDFT
101x
VSDFT
VS x (1 -L/100)DFT x d x 100
10 x VS x (1-L/100)DFT
TC1-L/100
TC1-L/100
Users wish to know the amount of paint needed for the specified area. Paint consumption calculation is based on volume solids
and density of the paint. Consumption can be calculated based on the values indicated in technical data sheet or product
inspection report as follows;
Wet Film Thickness (µm) : WFT
Dry Film Thickness (µm) : DFT
Theoretical Consumption (g/m², l/m²) : TC
Practical Consumption (g/m², l/m²) : PC
Volume Solid (%) : VS
Loss (%) : L
Density (g/ml) : d
g/m² I/m²
11
KANAT provides technical service by NACE certified inspectors during field applications.

CONCRETE PROTECTION
200 µm
60 µm
KANAT also provides superior protection on concrete structures in industrial plants.
Concrete is mostly used for structures because of its strength, ease of shaping, application and low cost. However, corrosion is also an important problem for concrete structures during the life time.
Concrete surfaces may be coated for a variety of reasons. Although concrete can be formed in such a way that it will not transmit liquid water, it is a porous material and is generally not impervious to moisture vapor transmission. Concrete is highly alkaline when first placed and depleted by moisture passage, so corrosion of the surface may be accelerated.
Enhancing chemical resistance is also important because concrete is very reactive material. It is essential to protect concrete from other reactive materials, either to prevent corrosion of the concrete or contamination of the chemical product.
Reinforcing steel can seriously corrode if the concrete is porous such that chloride, sulfate or other less common ions and oxygen permeate to the reinforcing steel. Most of these substances cause corrosion cells to form on there inforcing steel, which leads to breaking and spalling of the concrete.
The most practical protection is to maintain the concrete with protective coatings. High performance coatings applied to the concrete surface can protect the concrete and reinforc-ing steel embedded in it.
The characteristics of such a coating; good adhesion to concrete surface low water and water vapor permeability high elasticity durability
Solvent free epoxy sealer
Epoxy mastic
Aliphatic acrylic polyurethane
250 g/m²
12
Field Tests
Ambient Conditions
Surface Preparation
Paint Tests
ISO 8501-1
ISO 8502-3
ISO 8502-6
ISO 8503
ASTM D 4417
ISO 4624
ASTM D 4541
ISO 2409
ASTM D 3359
–
–
–
SSPC PA 2
ASTM D 5162
Test Standard Instrument
Relative Humidity
Wet film thickness
Dry film thickness
Adhesion
Pinhole/holiday detection
Hygrometer
Adhesive tape
Bresle test
equipment
Wet film comb
Dry film thickness detector
Pull-off test equipment
Cutter for cross cut, X cut tests
Visual
Thermometer for surface and ambient
Surface comparator
Film replica tape
Digital surface profile gauges
Temperature
Surface cleanliness quality
Surface roughness
Surface dust control
Determination of solublesalts on the surface
Low voltage holiday detector
High voltage holiday detector
High performance sample coating system for concrete surfaces
Epoxy
polyurethane
system

SOME OF OUR INTERNATIONAL CERTIFICATES
July 2012
Electrochemical Impedance Spectroscopy Report
18521 Kanepox Lining Free Coating applied at 12 mil s Dry Film Thickness
Subject: Electrochemical Impedance Spectroscopy
Client: Kanat Paints & Coatings Inc. Client Reference: 09-0744
Distribution: Mustafa Cankat
Report Date: May 26, 2009
Document Number: 09-0744-ND-3298
Author: Nicole de Varennes
Signature: _________________________ Report Review: Hennie F Prinsloo, P. Eng.
APEGGA Permit to Practice P5158
Signature: __________________________

Kanat Boyacılık Tic. ve San. A.Ș.
Kemalpașa O.S.B. Mah.
Kemalpașa / İZMİR / TURKEY
İzmir Ankara Yolu No: 321
Phone : +90 232 878 95 00
Fax : +90 232 878 95 95
www.kanatpaints.com





























