Embed Size (px)
Citation preview

������� � �������� ����� ���
�������
������� �� ������ ������� !����
���������������� ����
����������

��������������� �����
���� ���������
������� ���� ��� ������
������� � �������� ����� ��� �������
����� �� ������ ���� ��� �� ������� �� ��� � ��� ��� �� ������� ��� ������ !" #$ %

ii

iii
��������
As the nation’s premier research organization for aviation technology, the Federal AviationAdministration’s (FAA) aircraft research and development (R&D) program has madesignificant contributions to assure the safety, efficiency, and cost effectiveness of the nationalaviation system. Today that system is under heavy pressure to keep pace with rising trafficdemand, needs for essential safety and security improvements, airspace user requirements formore flexible and efficient air traffic management operations, and demands for furthermitigation of the environmental impacts of aircraft operations. To meet these futurechallenges, the FAA employs a comprehensive research, engineering, and developmentprogram that assures all available resources remain customer-focused and targeted on thehighest priority activities.
The fundamental mission of the FAA is to foster a safe and efficient air transportationsystem. With respect to safety, the FAA’s goal is to establish an operating environment thatpromotes an error free system that produces no accidents or fatalities. The mission of theAirport and Aircraft Safety R&D Program is:
o provide a safe global air transportation system by developing technology,technical information, tools, standards, and practices to promote the safe operationof the civil aircraft fleet.
This report contains highlights of the major accomplishments and applications that have beenmade by Airport and Aircraft Safety researchers and by our university, industry, andgovernment colleagues during the past year. The highlights illustrate both the broad range ofresearch and development (R&D) activities supported by the FAA and the contributions ofthis work in maintaining the safety and efficiency of the national aerospace system. Thereport also describes some of the Division’s most important research and testing facilities,considered to be some of the most scientifically advanced in the world. For furtherinformation regarding this report, contact Mr. Thomas J. O’Brien, Technical Assistant forPrograms, AAR-400, FAA William J. Hughes Technical Center, Atlantic City InternationalAirport, NJ 08405, (609) 485-4143, or Mr. Joseph Manning, Technical Assistant forFacilities, AAR-400, FAA William J. Hughes Technical Center, Atlantic City InternationalAirport, NJ 08405, (609) 485-5397.
Chris C. SeherDirector
T

v
������� �������
�������� .................................................................................................................................iii
Structural Integrity
Engineering Approach to Predict Residual Strength of Fuselage Panels With WFD............... 1Bulging Factors for Predicting Residual Strength of Fuselage Panels With WFD................... 2Enhanced Repair Assessment Procedure and Integrated Design (RAPID) .............................. 3Supplemental Inspection Documents for Commuters............................................................... 4FAA-NASA Fracture Testing of Stiffened Panels With Multiple-Site Damage
(MSD).................................................................................................................................. 5Experimental Verification of T* Theory................................................................................... 7Full-Scale Curved Panel Test System....................................................................................... 8Flight Loads Data Collection Program, Large Transport Airplanes......................................... 9Video Landing Parameter Survey at London City Airport, United Kingdom........................ 11Video Landing Parameter Survey, John F. Kennedy International Airport............................ 12Variation in Load Factor Experience of Fokker F27 and F28 Operational
Acceleration Exceedance Data.......................................................................................... 13FAR23 Loads Program - Computer Aided Engineering for Airplane Loads to the
Code of Federal Regulations............................................................................................. 14Joint FAA-Air Force Corrosion Fatigue Interaction Research Program................................. 15Aviation Safety Program Managers for Airworthiness........................................................... 16Methodology for Delamination Growth Assessment in Composite Material Aircraft
Structures........................................................................................................................... 17Handbooks for Advanced Composites.................................................................................... 19Compression Testing of Composite Materials........................................................................ 21Advisory Circular - Visual Inspection for Aircraft ................................................................. 22Installation of Composite Doubler on L-1011 Aircraft in Delta Airlines Fleet ...................... 23Eddy-Current Methods for Crack Detection........................................................................... 25Thermal Wave Imaging of Disbonding and Corrosion in Aircraft Structures........................ 26Visual Inspection Reliability................................................................................................... 27Eddy-Current Detection of Small Cracks................................................................................ 29Early Fatigue Detection and Characterization Using the Meandering Winding
Magnetometers.................................................................................................................. 30Superconducting Quantum Interference Devices for Detection of Hidden Cracks................ 32NDE Capabilities Data Book .................................................................................................. 33
Propulsion Systems
Economical Eddy-Current for Engine Components................................................................ 35Enhanced Turbine Rotor Material Design and Life Methodology ......................................... 36Fleet Octane Requirement for Unleaded Fuels....................................................................... 38Uncontained Turbine Engine Debris Characterization and Vulnerability Analysis............... 39

vi
Crashworthiness
Overhead Stowage Bin Research............................................................................................ 41Commuter Airplane Dynamic Drop Testing........................................................................... 41Head Injury Criterion Research............................................................................................... 42
Safety of Flight
Aviation Risk Analysis Rapid Prototyping Facility................................................................ 43SPAS Performance Measures Components............................................................................ 44HALOTM Ice Detection System............................................................................................... 46Electromagnetic Environment for Aircraft ............................................................................. 47Icing Information Notes.......................................................................................................... 48Data Acquisition to Characterize a Hazardous Icing Environment ........................................ 49
Fire Safety
A New Flammability Test for Airline Blankets...................................................................... 51A Microscale Combustion Calorimeter for Determining Flammability Parameters of
Research Materials............................................................................................................ 52Fuel Fire Burnthrough Resistance Improvements................................................................... 54Continued Fire Worthiness of Seat Fire-Blocking Layers...................................................... 56Fire-Resistant Elastomers for Aircraft Seat Cushions............................................................. 58Fireproof Composites.............................................................................................................. 59Lavatory Fire Extinguisher Test Standard .............................................................................. 61Nanocomposite Fire-Retardant Technology for Aircraft Interiors ......................................... 63Chemical Oxygen Generator Fire Testing .............................................................................. 64Fuel Fire Penetration Test and Destruction of a Transport Aircraft ....................................... 66
Airport Technology
National Airport Pavement Test Machine............................................................................... 69Evaluation of Airfield Lighting Circuit Performance............................................................. 70Soft Ground Arresting System for Airports............................................................................ 72Runway Instrumentation at DIA - Development of Database................................................ 73Infrared Aircraft Deicing......................................................................................................... 74Rescue and Fire Fighting......................................................................................................... 76
Research Facilities
Materials Fire Test Facility ..................................................................................................... 77Airflow Induction Test Facility............................................................................................... 79FAA Engine Nacelle Fire Simulator ....................................................................................... 81Dynamic Vertical Drop Test Facility...................................................................................... 83Full-Scale Fire Test Facility.................................................................................................... 85Chemistry and Materials Sciences Laboratory........................................................................ 87Aircraft Components Fire Test Facility .................................................................................. 89Runway Friction Laboratory ................................................................................................... 91Propulsion and Fuel Systems Test Facilities........................................................................... 93National Airport Fire Extinguishing Agent Performance Test Facility .................................. 95Category I Reconfigurable Approach Lighting System Testbed............................................ 97

�������������������

1
Engineering Approach to PredictResidual Strength of FuselagePanels With WFD
Widespread fatigue damage (WFD) in theform of small cracks emanating frommultiple rivet holes in the fuselage lapsplice joint can degrade the load carryingcapability of an aircraft below the originalcertification requirements. Tools andmethodologies to evaluate the effect ofWFD on the structural integrity of aircraftare under development. One of thesetools, an engineering approach forevaluating the residual strength of fuselagepanels with WFD, is being developed bythe FAA. The approach, developed byBroek and Swift, assumes that the smallercrack will be absorbed by the main leadcrack through plastic collapse of the netsection ligament. Referred to as theplastic zone linkup criterion, this occurswhen the plastic zones from the lead crackand smaller crack meet. The geometry ofthe plastic zones is determined fromappropriate values of the stress-intensityfactors (SIF).
The engineering approach has beensuccessfully applied to predict the residualstrength in flat panels containing variousmultiple crack configurations. The flatpanels were tested by the FAA at theNational Institute of Standards and
Technology (NIST). On average, thedifference between the experiments andthe predictions of the fracture strength was13%. The engineering approach isappealing since it can be used in numerousparametric studies to screen a largenumber of cases to identify criticalconfigurations, which may then beanalyzed in more detail.
To further develop the engineeringapproach to predict the residual strength ofcurved fuselage panels with WFD, theeffect of bulging has been incorporatedinto analysis. Finite element resultsgenerated in a parametric study were usedto derive an expression for the bulgingfactor for unstiffened shells usingdimensional analysis. The shape of thebulging profile was modeled and used inan energy balance approach to derive anexpression for the bulging factor, whichwas incorporated into the engineeringapproach. The resulting methodology wasused to predict the residual strength of an
unstiffened fuselage panel with multiple-site damage (MSD). The differencebetween the experimental and theprediction of the fracture strength was 7%.
POC: Dr. John Bakuckas, AAR-431,(609) 485-4784.
4.5
9.0
13.5
18.0
22.5
27.0
31.5
36.0
40.5
2 4 6 8 10 12 14 16 18
Lead Crack StrengthMSD Crack Strength1st Linkup
Predicted, 6.4 ksi Experiments, 4.7 ksi
Fracture Predicted, 8.4 ksi Experiments, 7.9 ksi
Lead Crack MSD Cracks
Crack Length (in)
ResidualStrength (ksi)
Irwin Plastic Zone:
0
20
40
60
80
100
1 4 5 7 8 9 10
T est , deW i t et al , N I ST
Engineer ing Appr oach, Br oek and deW it
FailureLoad (kips)
Panel Number

2
Bulging Factors for PredictingResidual Strength of FuselagePanels With WFD
An engineering approach for evaluatingthe residual strength of fuselage panelswith widespread fatigue damage (WFD) isbeing developed by the FAA. Theapproach, developed by Broek and Swift,uses the residual strength diagrammodified to include multiple-site damage(MSD) cracks. It is assumed that the MSDcrack will be absorbed by the main leadcrack through plastic collapse of the netsection ligament. Referred to as theplastic zone linkup criterion, this occurswhen the plastic zones from the lead crackand MSD crack meet. The geometry ofthe plastic zones is determined fromappropriate values of the stress-intensityfactors (SIF).
A two-part investigation was conducted togenerate bulging factors for pressurizedunstiffened and stiffened fuselagestructures. In the first part, bulging factorsand crack profiles were calculated for avariety of configurations using a global-local hierarchical (GLH) approach usingnonlinear finite element analyses.Comparisons with bulging factors β fromthe literature (Riks and Chen and Schijve)were used to validate the GLH approach.Once validated, results showed that, forthe unstiffened cases, the bulging factorincreases as the crack length increases anddecreases as the applied pressureincreases. For the stiffened cases, theeffect of an intact and broken central strapon the bulging factor and strap stresseswas studied. An intact central strapsignificantly reduces both the bulgingeffect and the stresses in the adjacent strapcompared to a broken central strap.
Pressure (psi)
0 2 4 6 8 10
β
1
2
3
GLH ApproachRiks (12)Chen and Schijve (14)
In the second part, results from the GLHapproach were used to derive ageneralized expression for the bulgingfactor for unstiffened fuselage panelsusing a dimensional analysis. The shapeof the bulging profile was accuratelymodeled and used in an energy balanceapproach to derive an expression for thebulging factor. For all cases, the derivedexpression was within a few percent of theresults generated using the GLH approach.
a/R
0.00 0.05 0.10 0.15 0.20
β
1
2
3
4
pR/t = 5 ksipR/t = 10 ksipR/t = 15 ksipR/t = 20 ksi
The reported solutions for the bulgingfactors will be used in future work topredict the residual strength of fuselagepanels containing widespread fatiguedamage.
POC: Dr. John Bakuckas, AAR-431,(609) 486-4784.
βσ
= +
1 07751 3 5 6
./ /E a
R

3
Enhanced Repair AssessmentProcedure and Integrated Design(RAPID)
A critical issue identified by the aviationindustry is the need to examine the effectsof fuselage skin repairs on the structuralintegrity of the aircraft. The incorporationof damage tolerance methodologies in themaintenance and repair practices ofaircraft is required in order to insure theircontinued airworthiness and operationalsafety. The resources needed for damagetolerance designs of repairs are lacking forsmall operators, independent repairfacilities, and military repair depots. In aneffort to address this need, a task wasundertaken under the joint sponsorship ofthe United States Air Force and the FAAto develop a new user-friendly softwaretool, Repair Assessment Procedure andIntegrated Design (RAPID), capable ofstatic strength and damage toleranceanalyses of fuselage skin repairs.
RAPID is a Windows-based, user-friendlyrepair analysis and design software toolthat can run on a PC computer withminimal hardware and softwarerequirements.
Repairs Near Other Repairs Repairs Over Stiffeners
Repairs Over Joints
The development of RAPID has beenundertaken in two phases. Phase 1,completed March 1996, considered simplefuselage skin repairs. In Phase 2,completed in November 1997, more
common fuselage skin repairs found inindustry are considered including repairsnear other repairs, repairs of splice joints,and repairs over stiffeners. The analysisfeatures include:
• Two-dimensional fastener loads• Stress spectrum options:
- Generic spectrum for the narrow-and wide-body aircraft
- User-specified stress spectrum- Equivalent stress
• Two crack growth analysis options:- Simplified, based on Walker’s
Equation- Cycle-by-cycle
• Crack growth analysis in thelongitudinal and circumferentialdirections
All aspects of the damage toleranceanalysis methodology in RAPID wereevaluated. A comparison of the resultsfrom the cycle-by-cycle and the simplifiedcrack growth models using a generic stressspectrum is shown below. Due to theexcellent agreement, the simplifiedapproach can be used to obtain a quick andaccurate solution when retardation effectscan be neglected.
Number of Flights (x 1000)
0 40 80 120 160
Crack Length (in)
0
5
10
15
20
SimplifiedCycle-By-Cycle
σBypass
σBearing
σGross
σBypass
σBearingσBearing
σGross
Initial Flaw:
Growth:
1st Flight j-th Flight
Time Sequence
...Generic Spectrum
POC: Dr. John Bakuckas, AAR-431,(609) 485-4784.

4
Supplemental InspectionDocuments for Commuters
Increased utilization, longer operationallives, and the high safety demandsimposed on currently operating air carrierairplanes have indicated that there is aneed for a program to provide for a highlevel of structural integrity for all airplanesin the commuter transport fleet.Supplemental Inspection Programs (SIP)have been used successfully to providethis level of safety in the large transportsegment of the industry.
To extend this concept to commutercategory airplanes, the FAA proposeschanges to require all airplanes operatedunder CFR Part 121, all U.S.-registeredmultiengine airplanes operated under part129, and all multiengine airplanes used inscheduled operations conducted under part135 to undergo inspections after their 14th
year in service to ensure their structuralintegrity. The proposed rule would alsorequire that damage tolerance (DT) -basedSIPs be developed for these airplanes
before specific deadlines. This proposalrepresents a critical step towardcompliance with the Aging Aircraft Safety
Act of 1991. It ensures the continuingairworthiness of aging airplanes byapplying modern DT analysis andinspection techniques to older airplanestructures that were certificated beforesuch techniques were available.
Many commuter airplane manufacturersand operators do not have the largeengineering staffs, budgets, or fleet sizesto support a program as extensive as thelarge transport program. To ease thisburden, the FAA is assisting U.S.manufacturers of selected airplane modelsto develop Supplemental InspectionDocuments (SIDs) which could then beused by operators to develop SIPs. In
addition, other manufacturers can also usethese SIDs as guidance material as theydevelop the documents for their aircraftmodels. SIDs are under development forthree models of aircraft representing across-section of the commuter fleet:Cessna 402, Fairchild Metro 227, and thePiper Navajo.
To date, Cessna has developed inspectionthresholds and intervals for each of theprincipal structural elements (PSEs) forthe Model 402 through the use of DT-based analyses. A PSE is an element ofstructure that carries a significant amountof load and is essential in maintaining theoverall structural integrity of the aircraft.The inspection thresholds and intervals, as

5
well as recommendations and descriptionsof inspection techniques, will form thebasis for the SID, which is to be completedearly next year. Fairchild has identified alist of PSEs and determined thecorresponding stress spectrum for use inthe DT analysis of the Metro airplane. It
is anticipated that Piper will begindeveloping a SID for the Navajo airplaneearly next year.
POC: Mr. Richard Micklos, AAR-432,(609) 485-6531.
FAA-NASA Fracture Testing ofStiffened Panels With Multiple-Site Damage (MSD)
A joint FAA-NASA experimental programhas been conducted to evaluate the effectof multiple-site damage (MSD) crackingon the strength of stiffened, flat panels.MSD cracking is a scenario that haspotentially catastrophic consequences forcommercial airliners and military transportaircraft. Each time an aircraft flies, itundergoes a pressurization of the fuselagestructure, exposing the aircraft skin andinternal structure to a cyclic stress. Theseaircraft have been designed to withstandthis cyclic operating stress even with asingle large (10 inches or more in length)crack. Such a lead crack would bedetected, using existing inspectiontechnology, before it grew to a length(critical length) that threatened thestructure. However, if in addition to thesingle long crack a number of small MSDcracks developed in a concentrated area(along a row of rivets for example), thenthe critical length of the lead crack wouldbe sharply reduced. The shorter thecritical length of the lead length, the lessthe chance that the crack would bedetected by inspection. Moreover, the
typical size of the MSD cracks (0.01-0.05inch) are too small to be confidently foundusing existing inspection technology, sothe operator may have no prior indicationof impending fleet MSD problems.
The objective of this joint FAA-NASAexperimental program was to conductfracture tests to evaluate and quantify theeffect of MSD cracking on stiffenedpanels. Ten, 40-inch-wide panels of0.063-inch-thick 2024-T3 aluminum alloywere tested. Five of the panels had rivetedstiffeners to simulate tear straps of anaircraft fuselage; the other five panelswere unstiffened. The crackconfigurations tested were (1) a single 8-inch lead crack, (2) a single 8-inch leadcrack in line with 24 open holes, (3) asingle 8-inch lead crack with 24 openholes with a 0.01-inch-long crack on bothsides of each hole, (4) a single 8-inch leadcrack with 24 open holes with a 0.03-inch-long crack on both sides of each hole, and(5) a single 8-inch lead crack with 24 openholes with a 0.05-inch-long crack on bothsides of each hole. During each test,applied load, crack growth, strain at 60locations, and large area x, y, and zdisplacements were measured. The resultsindicate that the presence of the small

6
MSD cracks reduced the load required tofail the stiffened and unstiffened panels bymore than 25%. The results of this studywill provide experimental data to showthat MSD cracking sharply reduces thecritical load for stiffened structures andwill be used to verify analytical fracturemodels. Once verified, these analyticalfracture models can be used to predictwhen an aircraft would develop MSDcracking, determine inspection intervals tomaintain safety in the presence of MSD,and evaluate repairs suggested to eliminateMSD problems.
The following figure is a photograph of a40-inch-wide, flat, stiffened panel. Thefive vertical riveted tear straps are clearlyvisible. In the center of the panel is asingle 8-inch-long crack that runsperpendicular to the tear straps. Alsovisible in the photograph are some of the60 gages used for strain measurements anda black and white speckled region used forthe large area x, y, and z displacementmeasurements.
POC: Dr. Paul Tan, AAR-431, (609) 485-6665.

7
Experimental Verification of T*Theory
The FAA Center of Excellence forComputational Modeling of AircraftStructures, Georgia Institute ofTechnology (GIT), has developed anelastic-plastic crack growth criteria whichis based on strain energy at the crack tip,T*. This criteria has been successfullyused to predict crack growth in stiffenedand unstiffened flat panels. It has beenproposed that T* is a material propertyand thus the objective of this work was toexperimentally measure this quantity.
The specimens used consisted of fatigueprecracked, thin, single-edged notched(SEN) and center notched (CN), 2024-T3aluminum alloy specimens. Theorthogonal displacement componentssurrounding the crack tip was measured byMoiré interferometry using a cross-diffraction grating of 40 lines/mm prior toand during stable crack growth. T*software, developed by the FAA Center ofExcellence for Computational Modeling ofAircraft Structures was modified toevaluate T*ε integral using Moiré fringedata along a given part rectangular contourwhich moved with the moving crack tip.The T*ε integral and the crack openingangle (CTOA) were determined duringsuccessive increments of stable crackgrowth. Simultaneously, the SENspecimens were analyzed by GIT and theCN specimens were analyzed at theUniversity of Washington (UW) using theABAQUS finite element (FE) code. Theseresults were then compared with theexperimentally determined T*ε.
The following figure shows the results ofthe experimentally and numericallydetermined T*ε in the region closest to the
crack tip where distinct Moiré fringes areobserved.
Concurrent with these experimental andnumerical efforts were efforts to extendthe T*ε theory to mixed modes I and IIloading as well as to the growth of acurved crack.
Experimental and Finite Element AnalysisT*ε Integral Values. (2024-T3 Aluminum
Alloy SEN, CN and CT Specimens)
POC: Dr. Paul Tan, AAR-431, (609) 485-6665.

8
Full-Scale Curved Panel TestSystem
A full-scale curved panel test system isbeing developed under contract with theBoeing Company, Long Beach, CA. It is aunique adaptation of mechanical, fluid,and electronic components, which will becapable of applying pressurization,longitudinal, hoop, and shear loads to acurved panel test specimen.
The internal pressure will be applied usingwater as media, eliminating the possibilityof a catastrophic accident. The systemwill be capable of dynamically cycling theinternal pressure as well as performing astatic pressurization to levels above flightgradients.
The hoop and longitudinal stresses will besimulated by the controlled application ofdistributed loads around the perimeter ofthe test panel. Hoop forces will bedistributed by individual loading linkagesusing a two-tier coaxial whiffle treeassembly, which generates four equalforces from each controlled load point. Atotal of seven load points are used on eachside of the specimen, creating a total of 28attachment points. Longitudinal forces arecreated using similar loading devices oneach end of the panel, consisting of fourload control points and 16 attachmentpoints. Similar devices are available toapply bending and tension loads at eachend of a frame.
An innovative shear loading system hasbeen developed that uses two loaddistribution points in the longitudinaldirection at the edges of the specimen.The force is applied as a couple and isreacted by a couple in the hoop direction.A unique feature of the shear loadingsystem is the elastomeric coupling
between the loading mechanisms and thetest specimen. The elastomer, which has asoft shear modulus, creates a closeapproximation to uniform sheardistribution in both the applied and reactedcouples.
All forces are generated using water as thefluid medium. The external loads aregenerated by applying water pressure tobladder type actuators, which arecontrolled by pressure activated domevalves. The dome valves areautomatically controlled by the use ofpneumatic control valves. The valves aredriven by a computer control system in aclosed-loop configuration. A graphicalinterface allows the operator to control theloads, speed, and type of test desired.Data acquisition from strain transducers,load transducers, pressure transducers,etc., will be displayed on color monitors inreal time, as well as stored for off-lineanalysis.
The system is scheduled to be installed atthe FAA William J. Hughes TechnicalCenter in June 1998. The photographbelow shows the test rig being assembled.
POC: Dr. Paul Tan, AAR-431, (609) 485-6665.

9
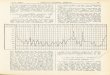
Flight Loads Data CollectionProgram, Large TransportAirplanes
The Federal Aviation Administration hasre-established a flight loads data collectionprogram for large transport airplanes.
The FAA system is operational, and thedata collection and analysis procedureshave been established and verified bycollecting and reporting on approximately900 hours of operational data on a B-737(DOT/FAA/AR-95/21, Flight Loads Datafor a Boeing 737-400 in CommercialOperation, 1996). An additional 18,000hours of B-737 data and 8000 hours ofMD-82 data have been collected and arecurrently being reduced and analyzed.Another technical report summarizing thenew data is expected later this year.
A number of initial results are alreadyavailable. As an example, see figuresbelow. At high altitude the gustexceedance is considerably less than that
from the National Administration of CivilAeronautics (NACA) reports, yet,conversely, at low altitudes the gustexperience is considerably greater thanprevious NACA data.
Equally important is the merging of threeFAA programs for on-board datamonitoring sources. Researchers from thesubject program and the Flight OperationalQuality Assurance and AutomatedPerformance Measuring System have beensharing data from their respective systems.See figure on next page. For the FlightLoads Program, we purchased only 12Optical Quick Access Recorders, yet arereceiving data from 27 recorders withexpectations of data from an additional 16during the next fiscal year. Host airlinesare gaining an interest in on-board datamonitoring and are purchasing their ownrecorders and making these data availableto the FAA for research.
Airframe manufactures strongly supportthis research effort and played a major role
Derived Gust Velocity Cumulative Peak Counts
Upward Gusts, Hp = 30,000-40,000 ftUpward Gusts, Hp< 2000 ft

10
in defining the data reduction formatspresented in the referenced FAA report. Asecond and yet more extensive set ofstatistical requirements has been jointlyresearched by the FAA and aircraftmanufacturers.
As the program matures even further,additional recorders will be installed bythe airlines in different type airplanes todevelop a balanced database. The nextinstallations are expected to be on B-767airplanes.
POC: Mr. Thomas DeFiore, AAR-431,(609) 485-5009.
DE-IDENTIFIEDDATA
DE-IDENTIFIEDDATA

11
Video Landing Parameter Surveyat London City Airport, UnitedKi ngdom
Personnel from the Propulsion andSystems Section AAR-432 lead a jointresearch team, from the FAA William J.Hughes Technical Center and the NavalAir Warfare Center, Patuxent River, MD,to conduct a extensive video landingparameter survey at London City Airport(LCY), United Kingdom. Landings atboth Runways 10 and 28 were videotaped. This was the fourth of a series ofsurveys conducted by the FAA to morefully characterize the landing contactconditions of transport aircraft in routineoperations. Prior surveys were conductedat JFK International, Runway 13L,Washington National, Runway 36, andHonolulu International, Runway 8L.
LCY is a relatively new, commuter only,airport in East London, UK, near the docklands. LCY has a single east-west runway,3800 feet long which requires aircraft todescend with a minimum 5.5 degree glideslope (3.0 degrees is typical). The dataacquisition system was expanded tomonitor both ends of the LCY runway,and six cameras were used to collect thelanding video images. Approximately80% of the total daily operations at LCYwere recorded. A total of 430 landings,mostly BA-146’s and FK-50’s, weredigitally video taped at LCY during thetwo week period from June 23 to July 4.
UK Civil Aviation Authority (CAA) andBritish Aerospace (BAe) researchers haveindicated that the foremost missingelement in their usage performance data isa precise characterization from the timethe airplane is over the runway thresholdto landing impact. Another importantmissing element is a description of the
dispersion of the actual touchdownlocations. The landing parameter dataacquisition survey conducted on this 5.5degree glide slope airport is expected toprovide the CAA and BAE researcherswith much of the landing ground contactdata needed for new future regulationsregarding steep approaches.
POC: Mr. Thomas DeFiore, AAR-431,(609) 485-5009.

12
Video Landing Parameter Survey,John F. Kennedy InternationalAirport
The Federal Aviation AdministrationWilliam J. Hughes Technical Center isconducting a series of video landingparameter surveys at high-capacitycommercial airports to acquire a betterunderstanding of typical contactconditions for a wide variety of aircraftand airports as they relate to currentaircraft design criteria and practices.
The initial survey was conducted at JohnF. Kennedy (JFK) International Airport inJune 1994. Four video cameras weretemporarily installed along the north apronof Runway 13L. Video images of 614transport (242 wide-body, 264 narrowbody, and 108 commuter) aircraft werecaptured, analyzed, and the resultspresented in FAA Technical ReportDOT/FAA/AR-96/125 Video LandingParameter Survey - John F. KennedyInternational Airport, published this year.Landing parameters presented include sink
rate; approach speed; touchdown pitch,roll, and yaw angles and rates; off-centerdistance; and the landing distance from therunway threshold. Wind and weatherconditions were also recorded and thelanding weights were available for mostoperations. Since this research isconcerned with overall statistical usageinformation only, all data were processedand presented without reference to theairline or flight number.
The video landing data acquisition systemhas proved to be a practical, cost-effectivetechnique for collecting large quantities oftypical landing parameter data at majorcommercial airports.
While the initial indications are that theheavy wide-body aircraft (B-747, MD-11,DC-10, L-1011) land with a higher sinkrate than other jet transports, the ratherlimited number of these large jets suggestthat additional data on these aircraft needto be collected before any conclusionsconcerning their landing performance canbe made. See figure below.
Probability of Distribution of JFK Survey Sinking Speeds
PR
OB
AB
ILIT
Y (
PE
RC
EN
T)

13
The commuter data collected during thissurvey may not reflect typical operationsfor this category aircraft since theseaircraft landed on a 10,000-foot runway
with heavy jets in the landing pattern.
POC: Mr. Thomas DeFiore, AAR-431,(609) 485-5009.
Variation in Load FactorExperience of Fokker F27 andF28 Operational AccelerationExceedance Data
Fatigue meter data obtained duringoperational flights of Fokker F27 and F28aircraft were reprocessed and analyzed tostudy the variation in load experiencebetween different aircraft of the samemodel type.
The data covered about 470,000 flightswhich were made by 101 aircraftbelonging to 51 different operators. Asimple algorithm was developed toquantify the load factor experience interms of fatigue damage per flight. Thedata were subjected to a statistical analysiswhere considerable variations in loadexperience were obtained. Seeaccompanying figures for the F27 andF28. The results give an indication of the
potential benefits which can be gainedfrom individual aircraft load monitoring.Similar studies are planned on data for UScarriers when sufficient fl ight data areobtained.
This research was performed under amemorandum of cooperation between theFederal Aviation Administration and theNetherlands Aviation Department. As partof this effort, the National AerospaceLaboratory was contracted to participate inthis research effort.
A final technical report was published,DOT/FAA/AR-96/114, Variation in LoadFactor Experience of Fokker F27 and F28Operational Acceleration ExceedanceData, December 1996.
POC: Mr. Thomas DeFiore, AAR-431,(609) 485-5009.

14
FAR23 Loads Program -Computer Aided Engineering forAirplane Loads to the Code ofFederal Regulations
The FAR23 Loads Program wasdeveloped to approximate loads on smallairplanes from preliminary airplanegeometry using methods acceptable to theFAA. The program includes 20 modulesthat are each self-contained sub-programsdesigned for specific application.
Most of the detailed flight loads aredeveloped from the flight envelopesspecified in 23 CFR Parts 333 and 345. Atevery point specified in the flightenvelope, the airplane is balanced by a tailload reacting to the specific linear normalacceleration and the aerodynamic lift,drag, and moment about the center ofgravity. The data needed to make thesebalancing calculations consists of (1) theweight at the center of gravity, (2)aerodynamic surface geometry, (3)structural speeds, and (4) aerodynamiccoefficients. After the balanced loads aredeveloped, the critical structural loads aredetermined for each component. For thecritical conditions, the air, inertial, and netloads are calculated. Aileron, flap, tab,engine mount, landing, and one engine outloads are also calculated. Landing loadsare calculated from the landing geometry,landing load factor, weight, and center ofgravity data.
The FAR23 Loads Program provides aprocedure for calculating the loads on anairplane according to the Code of FederalRegulations, Title 14 - Aeronautics andSpace, Chapter I - Federal AviationAdministration, Subchapter C - Aircraft,Part 23 - Airworthiness Standards:Normal, Utility, Aerobatics, and
Commuter Category Airplanes, Subpart C- Structures.
The FAR23 Loads Computer Program isdocumented in an FAA Technical Report,DOT/FAA/AR-96/46, User’s Guide forFAR23 Loads Program. Computer AidedEngineering for Airplane Loads to FederalAir Regulations.
POC: Mr. Thomas DeFiore, AAR-431,(609) 485-5009 and Mr. Richard Micklos,AAR-432, (609) 485-6531.

15
Joint FAA-Air Force CorrosionFatigue Interaction ResearchProgram
The problems of corrosion and fatigueassociated with aging aircraft are commonto both civilian and military aircraft. Theinteraction of pre-existing corrosion withfatigue is being examined by testingfuselage panels supplied by the US AirForce obtained from disassembly of retiredBoeing 707 and C/KC-135 airplanes.
Both fatigue and static strength tests arebeing done on the FAA Aging AircraftTest fixture located at and operated byFoster-Miller, Inc., under contract with theVolpe National Transportation SystemsCenter. The test fixture accommodatespanels that are approximately 10 feet inlength by 6 feet along the circumferencewith a 74-inch radius of curvature. Priorto the current test program, only laboratorypanels had been tested in the fixture. Thework in progress demonstrated that panelsfrom actual aircraft can be tested in thefixture.
Various nondestructive inspection (NDI)techniques are being applied to the panelsbefore testing to detect any hiddencorrosion or fatigue cracking from in-service usage. These methods includethermal wave imaging, magneto-opticimaging, D-sight, pulsed eddy current, andultrasonics. These NDI methods will bevalidated by panel teardowns after the testprogram is completed.
To date fatigue testing has been completedon two Boeing 707 panels taken from thesame airplane. The airplane had been inservice for 23 years and accumulated22,071 flight cycles and 77,742 flighthours. One panel was taken from alocation forward of the wing and had a
nominal skin thickness of 0.040 inch. Theother panel was taken at a location aft ofthe wing and had a skin thickness of 0.062inch. Both panels were tested in fatiguewith pressures varying from 1 to 9.5 psi.
The first panel tested, the panel with thethinner skin, was characterized as havinglight corrosion by the NDI techniques.The first fatigue crack was found after36,000 fatigue cycles. Linkup of twoadjacent cracks occurred after 47,500cycles. Linkup of several adjacent cracksoccurred after 48,616 cycles resulting in asingle crack length of over 14 inches inlength. At this point, fatigue cycling wasstopped and a static residual strength testwas performed. The internal pressure wasincreased at a rate of 0.2 psi per secondfrom 0.5 psi until panel failure occurred at13 psi. The residual strength test revealedthat the tear straps provided sufficientcrack arrest capability to create a safedecompression during failure as shown inthe photograph.
The remaining panels will be inspectedusing the NDI techniques to detect anycorrosion or cracks prior to testing andthen tested in a similar manner to the firstpanel. The fatigue and residual strengthtests on all the panels will be completed bythe end of 1998.
POC: Dr. Thomas Flournoy, AAR-433,(609) 485-5327.

16
Aviation Safety ProgramManagers for Airworthiness
FAA field unit Aviation Safety ProgramManagers for Airworthiness (ASPM/A)have many job functions. A major one istheir ongoing development and delivery oftechnical safety training sessions tocomponents of the aviation community.The safety training covers a broadspectrum of content areas ranging fromnew CFRs and Airworthiness Directives(ADs) to the newest concepts in aviationmaintenance technician (AMT)preparation and training.
In 1996, a video tape, with a workbook, onhow to develop and deliver effectivetraining was developed at the request ofthe FAA Aviation Safety ProgramManager. It was felt that the ASPM/Aforce would be able to better perform theirsafety training function if there was astandard training tape (train-the-trainertype) available with an accompanyingworkbook. The workbook would capturethe essentials of the training tape andprovide sets of checklists covering allaspects of the training development anddelivery.
By using the video and the workbook, theASPM/As would develop and delivertraining in accordance with the bestprinciples and practices available. Thevideo and workbook would enable the
ASPM/As to translate their safetyexpertise into a format where it could beeffectively shared with and used by theaviation community. Thus, consistent,high-quality safety training would beavailable across a gamut of categories ofoperation from general aviation (GA) tocorporate and even the USAF.
The format and content for the video scriptand the workbook were developed. TheFAA’ s Imaging Video Lab did the filming,with FAA and professional personnel used
as both actorsand off-screenvoices. Thevideo andworkbook, alongwith a tutorialon the products,were madeavailable to theFAA ASPM/Asduring 1997.
The training tape and workbook aresomewhat generic; i.e., they are notspecific to the development and deliveryof a specific type of training, but rather toany training. As a result, aviation industrypersonnel can make good use of the videoand workbook in their efforts to developand deliver quality technical training thatimproves and enhances aviation safety.
POC: Dr. Ronald Lofaro, AAR-433, (609)485-4501.

17
Methodology for DelaminationGrowth Assessment in CompositeMaterial Aircraft Structures
Delamination growth is a common failuremode in laminated composite aircraftstructures. Delaminations occur in criticalareas of the structure, as shown below, andneed to be addressed to satisfy damagetolerance requirements during certificationand in-service to guide inspection andrepair activities. Presently, the criticalityof the delaminations, by size and location,is determined by tests. An efficientanalytical methodology to reduce testingwill also reduce the costs of certificationand aircraft maintenance.
GSC.0173.96-2
Delamination Buckling Skin-Stringer(High Shear)
Free Edges
Curved Parts
Bonded Joints
Ply Drop-Off
Such a methodology has been developedfor the prediction of delamination growthin laminated composites at SyracuseUniversity under FAA grant sponsorship.To predict delamination growth, theavailable energy to create a new surfacearea through delamination, defined asstrain-energy-release rate, G, is comparedto a critical value of that energy ortoughness. If G at a particulardelamination tip exceeds the materialtoughness, the delamination will grow.The developed methodology addressesboth the computational difficulties andcomplexities of determining G and theexperimental determination of materialtoughness for practical structural details(as shown above) found in compositeaircraft structures.
The developed methodology uses a crack-tip element (CTE) analysis based onclassical plate theory. The CTE analysisprovides closed-form expressions for Gand for its components, GI (crack openingmode) and GII (sliding mode),respectively, in terms of force and momentresultants in the vicinity of delaminationtip. Such quantities are usually availablefrom a global finite element analysis(FEA) of the structural component. Asthis procedure is computationally efficientit can be used at a large number ofinterfaces where delamination growth islikely. Once G is calculated it is comparedto material toughness at the appropriatemode mix ratio (GI/GII) to determinedelamination growth initiation. Inaddition, the CTE approach allows non-classical definitions of the individual Gcomponents. This is useful for manylaminated composites when classicallinear elastic fracture mechanics (LEFM)is inapplicable. For those cases where thenear-tip damage zone is small and theclassical definitions of G apply, solutionsby the CTE approach have been comparedto FEA showing excellent correlation andcomputing efficiency. See comparisonson the next page for a laminate with adelamination under compressive loading.The predictions match not only the total Gbut also the mode mix as shown by theGII/G plot.
The experimental part of the methodologyhas established testing requirements tocharacterize fracture properties ortoughness for various mode mix ratios ofthe composite material. Standard ASTMtests and newer methods were used todetermine number of tests required and thespecimen configurations. Data reductionof these tests was studied extensively andit was found that the CTE method providesa robust procedure to obtain a single value

18
of toughness for the full range of mixedmode ratios.
Although the developed methodology hasbeen demonstrated to work forunidirectional laminates of one materialsystem, for the method to be accepted bythe aircraft industry it must be shown towork for other material systems and otherlay-ups and must be compared to testresults of more complex structural details.This work and the extension to repeatedload environments are underway.
The developed methodology has thepotential of profoundly affecting design,analysis, and certification procedures forcomposite aircraft structures. First, it willallow a relatively rapid assessment at alarge number of possible locations, under awide range of loadings, as to whetherdelamination growth is likely. This willprovide an early identification of possiblefailure sites that may not be found by thecurrent selective testing approach resultingin improved flight safety. Second,knowledge of the critical size and locationof delaminations will reduce maintenanceactivity as it will serve as a guide forrepair actions. Finally, this methodologymay allow the implementation of a moreeconomic certification procedure based ona mix of analysis and testing to assure adamage tolerant structure, similar to thatpresently in-use for metallic structure.
POC: Mr. Peter Shyprykevich, AAR-431,(609) 485-4967.

19
Handbooks for AdvancedComposites
With the increased use of advancedcomposite materials in fabrication ofcommercial aircraft parts, there is a needto have readily available pertinentinformation on composites for use by theregional FAA offices. The informationwould be used to aid engineers andmanufacturing inspectors in theircertification and continued airworthinessactivities.
Two handbooks “Fiber CompositeAnalysis and Design: Composite Materialsand Laminates, Volume I” DOT/FAA/AR-95/29,I and “Handbook: ManufacturingAdvanced Composite Components forAirframes” DOT/FAA/AR-96/75 havebeen published to provide this neededinformation. Both were completerevisions of texts that were first publishedin the nineteen-eighties.
The “Fiber Composite Analysis andDesign: Composite Materials andLaminates, Volume I” provides anextensive background on thecharacteristics and mechanics of fiberreinforced composites which permitsengineers experienced in the evaluation ofstructures involving conventionalmaterials, especially metals, to extendtheir competence to the assessment offibrous composite structures. Theemphasis is on the definition of the natureand magnitude of the differencesassociated with the use of compositescompared to conventional metallicmaterials and particularly on explainingthe reasons for the differences and theirimplications for design evaluation.Accordingly, a broad spectrum oftechnologies is involved, ranging fromdetailed methods of analysis to more
qualitative discussions on methods ofanalysis and design. The material isdivided into two major categories: (1)composite materials and laminates, treatedin Volume I; and (2) structures covered ina separate FAA technical report(DOT/FAA/CT-88/18, Volume II), whichis currently undergoing similar revisionsand should be available in early 1998.Volume I has been revised to includesignificant advancements in the design ofcomposite structures as well as in theanalysis mechanics of composites.
The design process for composites isessentially the same as for conventionalmetals. With composites, however, there isan additional requirement that the materialbe designed along with the structure. Thereare more steps required in the design cyclethan heretofore with metallic structures, asillustrated in the following figure.
Thus, with composites, the possibilities ofimprovement in the design by reiteration ofthe design cycle are increased by the addedsteps in the design cycle. In other words,the structural efficiency of a design may beimproved by changes in constituentproperties and laminate configurations.
The “Handbook: ManufacturingAdvanced Composite Components for

20
Airframes” is a compendium ofinformation on methods of manufacture ofadvanced composite components forairframes. It is aimed at familiarizing thereader with the common industrystandards and aspects of using compositesin aircraft applications. The contents aredrawn from various sources and arecondensed into an easy-to-read,comprehensive format.
The contents of the handbook includeintroductory background on compositematerials describing fiber reinforcements,matrix systems, core types and styles,handling, related practices found in themanufacturing and fabrication as well asthe use of these materials, the concepts ofproducing parts using tooling, variousmanufacturing methodologies, processing,machining, quality assurance, assembly,repair, and related safety andenvironmental issues.
The organization and flow of thehandbook are arranged to mirror that ofthe conventional processing of acomposite part as shown below.
First, as with any material, anunderstanding of the basic materials withdetails on their unique properties are
covered. Next, the steps required in thefabrication of a composite, beginning withthe lay-up and orientation of the materialin the mold, are described. From there,bagging, processing (cure), trimming, andinstallation of the composite parts arecovered. Other topics include inspection,damage identification, repair, and safehandling requirements.
The handbooks will provide FAApersonnel with a better understanding ofcomposites. The topics addressed in thesehandbooks are considered essential forproper assessment of the engineering,design, and manufacturing qualities ofcomposite parts used in civil aviationtoday and in the future. The handbooksare also distributed to the aerospacecommunity who have found them to beuseful.
POC: Mr. Donald Oplinger, AAR-431,(609) 485-4914, and Mr. PeterShyprykevich, AAR-431, (609) 485-4967.

21
Compression Testing ofComposite Materials
In contrast to metallic structures madewith materials that are well characterized,certification of composite airframestructures requires a variety of structuralproperty tests because of the influence ofprocessing and resulting variability. Ofthe various properties (tension,compression, shear etc.) of compositelaminates that must be determined,satisfactory measurement of compressionstrength values (related primarily to upperwing skin, lower fuselage, and variouscontrol surface applications) has been amajor stumbling block to compositeairframe manufacturers. Difficulty withcompression testing can lead to highdevelopment costs of composite structuresbecause of the need for repeatingquestionable test values, as well asinefficient use of these materials becauseof the extra conservatism which must beaccepted in the presence of large scatter intest results. The Composite MaterialsResearch Group (CMRG) at the Universityof Wyoming has made significant progressin overcoming the problems ofcompression testing of composites bydeveloping an improved test method.
Existing test methods, such as theAmerican Society of Testing and Materials(ASTM) Standard D 3410 IITRIcompression test method seen above right,were first thoroughly examined toestablish their limitations. Finite elementanalyses suggesting that a combination ofshear and end loading would providebetter test results by reducing detrimentalstress concentration effects. This lead tothe Combined Loading Compression(CLC) fixture shown below on the right.
The CLC test method has been receivedwith considerable interest by thecomposites community. Members of theMIL-HDBK-17 Composite MaterialsHandbook Guidelines Committee,
CLC Test Fixture
IITRI Compression Test Fixture

22
including representatives of Boeing,McDonnell Douglas, Lockheed Martin,Sikorsky, and the FAA, together withmembers of ASTM D30, have recentlymet to discuss the status of compressiontesting and the issue of adopting theapproach developed by Wyoming CMRGas an industry standard. Adoption of the
CLC test method as an ASTM standard isbeing given serious consideration. Aprogram for making such a decision isbeing formulated and will be carried outwithin the next year.
POC: Donald Oplinger, AAR-431, (609)485-4914.
Advisory Circ ular - VisualInspection for Aircraft
Visual inspection is an essential part ofairplane maintenance. Over 80 percent ofthe inspections on large transport categoryaircraft are visual inspections and thepercentage is even greater on smalltransport and general aviation aircraft.Visual inspection is defined as the processof using the eye, alone or in conjunctionwith various aids, as the sensingmechanism from which judgments may bemade about the condition of the objectbeing inspected. Visual inspection isusually the most economical and fastestway to obtain an early assessment of thecondition of an aircraft and itscomponents. Many of the defects foundon aircraft are found by visual inspections,and airframe manufacturers and usersdepend on regular visual inspections toensure the continued airworthiness of theiraircraft. It is important that visualinspection methods be understood andproperly applied by those responsible forthe continued airworthiness of aircraft.Proficiency in visual inspection is crucialto the safe operation of aircraft. Suchproficiency is obtained throughexperience, but also by learning the
methods developed by others. Thisadvisory circular describes the methods ofvisual inspection and the ways they areused in the various inspections carried outon aircraft.
Advisory Circular 43-204, “VisualInspection For Aircraft” was completedand signed on 8/14/97 after an extensiveFAA and industry review. The AdvisoryCircular was sponsored by the FAA FlightStandards Service, AFS-300.
POC: Mr. James Newcomb, AAR-433,(609) 485-5720.

23
Installation of Composite Doubleron L-1011 Aircraft in DeltaAirlines Fleet
A boron epoxy doubler was applied as adoor corner reinforcement on anoperational Delta Airline, L-1011 onFebruary 18 and 19, 1997. Theinstallation occurred while the airplanewas undergoing a heavy maintenance visit(D-check). The installed doubler passedall the planned inspections and was inservice as of February 28. The FAAAirworthiness Assurance NondestructiveInspection Validation Center (AANC)performed additional inspections of thedoubler in order to accumulate historyregarding the long-term doubler enduranceunder actual flight conditions. Thisactivity represents the completion of theFAA-sponsored project which involvedthe services of the followingorganizational participants:
(1) FAA provided oversight andregulatory format approval.
(2) AANC provided projectmanagement, NDI development,validation, and structural testing.
(3) Lockheed provided doubler designanalysis and OEM approvaldocuments.
(4) Delta installed the doubler, issuedprocess specifications, and providedengineering oversight.
(5) Textron provided doubler materialsand installation training.
The bonded composite doubler hasnumerous advantages over the mechanicalfastened repair. They are:
(1) adhesive bonding eliminates thestress concentrations caused byadditional fastener holes,
(2) the composite laminate was easilyformed to fit the contour of thefuselage section,
(3) corrosion resistance,(4) a high strength-to-weight ratio, and(5) economic advantages.
Delta’s maintenance program indicatesthat the installation of the conventionalmetallic repair requires approximately 600man-hours. The composite doublerinstallation and inspection requiredapproximately 250 man-hours.
From an engineering view, the door cornerapplication, shown below, provided a goodshowcase for composite doublercapabilities. The design, fabrication, and
installation challenges included large heatsinks, severe bending loads (shearstresses), a cutout in the center of thedoubler, a complex geometry, multipletaper directions and an extremely thick (72ply/0.040 inch) doubler.
The data resulting from this study servesas a comprehensive evaluation of a bondedcomposite doubler for general use. Theassociated documentation packageprovides guidance regarding the design,analysis, installation, damage tolerance,and nondestructive inspection of thedoubler. The documentation package for

24
this validation effort resides in the publicdomain. The FAA Atlanta ACO maintainsthe documents under the FAA projectnumber SP1798T-Q. The engineeringdata and process specifications will also bepublished in a series of FAA DOT reports.
Currently, a composite doubler projectwith Boeing (Long Beach) and FederalExpress is underway. Activities includethe selection of candidate compositedoubler repairs on Federal Express aircraftand identifying the specific tasksnecessary to produce a composite repairinstallation on a DC-10 aircraft.
The main goals of the current compositerepair program is to move the technologyand associated validation into the repairregime, expand composite doublersponsorship to another original equipmentmanufacturer, and complete thetechnology transfer to another carrier. Amajor emphasis is to streamline thedesign-to-installation process in order tomake composite doubler technology moreattractive for wide-scale use.
POC: Mr. James Newcomb, AAR-433,609-485-5720.

25
Eddy-Current Methods for CrackDetection
A novel pulsed eddy-current instrument(originally developed for use in detectionof hidden corrosion in lap splices) hasbeen adapted to detect small fatigue cracksin layered aircraft structures by researchersat the FAA Center for Aviation SystemsReliability−Iowa State University. Theadvantages of pulsed eddy-currenttechniques include the wide bandwidthattainable, which permits a single probeand a single measurement to provideinformation over a broad frequency range.Pulsed eddy-current signals can be used tocharacterize cracks and locate them in thedepth of the material. Time gating of thepulsed eddy-current signals provides ameans to discriminate against interferingsignals from lift off, air gaps, andfasteners.
Pulsed-Eddy Current (PEC) Device
The principal advantage of the instrumentdeveloped in this program, as compared tothe commercially available pulsed eddy-current instrument, is that this instrumentcan be adapted for use with anycommercial probe and used in any type ofgeometry normally inspected with eddycurrents. The commercial instrumentemploys a rotating Hall-effect sensor and
is designed specifically for fastenerinspection. The ability to scan and imageareas up to 8 x 20 inches in size is aconsiderable advantage. The time-gatingfeature included in this instrument is aunique capability that has no parallel incommercial instrumentation.
Samples of laboratory-produced fatiguecracks are being obtained from Prof.Morris Fine and Ms. Zayna Connor ofNorthwestern University for furtherdevelopment of the technique. Work iscontinuing on optimizing probe design forflaw detection and increasing the scannerresolution to improve the detection of verysmall cracks. A constant current probedrive has been constructed and will betested in the coming year. Demonstrationsof the instrument at the FAAAirworthiness Assurance NondestructiveInspection Validation Center (AANC),Northwest Airlines, and Foster-Miller, Inc.are anticipated next year.
The instrument has been licensed toSierra-Matrix, a California-basedcompany, for commercialization.
PEC Output Display
POC: Dr. Christopher Smith, AAR-433,(609) 485-5221.

26
Thermal Wave Imaging ofDisbonding and Corrosion inAircraft Structures
Infrared (IR) thermal wave imaging,developed by R. L Thomas and his team atthe Center for Aviation SystemsReliability–Wayne State University, is anew technology with applications to agingaircraft. The technique uses pulsedsurface heating (with flashlamps) and fast,synchronous IR video imaging of thesurface temperature to form rapid (two orthree second), wide-area (more than asquare foot) images of subsurfacestructure, such as skin corrosion anddisbonded doublers or tear straps. Imagesof doublers resemble x-ray images, withthe disbonds showing as bright contrast ona dark background. On typical aircraftskins, thermal wave imaging is capable ofmeasuring corrosion thinning with asensitivity of better than 2 percent materialloss.
Example of Disbonded (Left) and BondedDoubler Regions on a B747 Aircraft.
During two 1997 visits to NorthwestAirlines (NWA) and one to Boeing-Wichita the Thermal Wave Imaging (TWI)System demonstrated the capability toinspect painted aircraft without applyingwater soluble paint. In earlier versions ofthe TWI system, it was necessary totemporarily apply a water soluble paint tothe area of the fuselage to be inspected.The inspection results were as good orbetter than results from the same areawhen paint was applied and were in
agreement with independent inspectionsby NWA and Boeing personnel. This newcapability significantly reduces theinspection preparation and cleanup timeand should relieve recurring industryconcerns regarding the application of paintto inspection areas.
Based on these demonstrations, NorthwestAirlines has asked Boeing to authorize theuse of thermal wave imaging for both therepetitive inspections and the terminatingactions called for in service bulletins.United Airlines has also asked Boeing toauthorize the use of thermal wave imagingfor similar authorization for a separateinspection application. Boeing intends topursue activities required to add thermalwave imaging to their nondestructivetesting (NDT) manual.
6.9 %
Loss > 5%
Area: 6.15 sq.in
Loss > 10%
Area: 1.85 sq.in
Loss > 25%Area: 0.28 sq.in
Loss > 15%
Area: 1.17 sq.in
Original ThermalWave Image
CORROSION ANALYSIS
Example of Corrosion Analysis of a Two-Layer Corrosion Test Specimen.
Intergranular Corrosion Creeping outFrom Under the Countersunk FastenerHeads (Bright Areas) on 3 of the 4 KC-
135 Wing Fasteners Displayed.
POC: Dr. Christopher Smith, AAR-433,(609) 485-5221.

27
Visual Inspection Reliability
The FAA Airworthiness AssuranceNondestructive Inspection ValidationCenter (AANC) has completed benchmarkexperiments on the reliability of visualinspection. The experiments are part of acoordinated effort to examine a broadrange of visual inspection tasks. Theexperiments used professional aircraftinspectors, inspecting real aircraft, andwere designed to be broadly applicable toa large class of visual inspection tasks.
The primary test beds consisted of aBoeing 737 and a Fairchild Metro IIcommuter aircraft. Both aircraft are partof the AANC’s collection of testspecimens. Simulated lap splicespecimens with well-characterized crackswere also used in the experiments.
The experimental program consisted oftwo different phases. The first phase usedthe Boeing 737 as a test bed and included12 inspectors from four different majorairlines who have the Boeing 737 in theirfleets. The second phase used theFairchild Metro II and included 11inspectors from North Americancommuter and cargo operators with theFairchild Metro in their fleets. Each of theinspectors spent two days at AANCperforming different inspection tasksspecific to their background. Both groupsalso inspected the simulated lap splicespecimens.
Following are some significantobservations coming from theseexperiments.
1. Substantial inspector-to-inspectorvariation in performance existed. Thetwo figures on the right (Transportand Commuter PoDs) showprobability of detection curves fit toresults of the simulated lap spliceinspection for cracks from beneath
rivets. Comparable inspector-to-inspector variation, as well as anoverall level of detection, is exhibitedin each of the population ofinspectors. The commuter inspectorsspent more time on the task andproduced more false calls. This is asexpected since the specific task wasmore familiar to the transportinspectors.
2. Performance levels were task specific.An inspector’s good performance(relative to other inspectors) on onetask did not necessarily indicate arelatively good performance on othertasks.
3. The AANC investigators were able todistinguish inspector failures ofdetection specific to the searching forcracks from a decision failure in
Commuter P oDs
0
0.2
0.4
0.6
0.8
1
1.2
-0.1 0.1 0.3 0.5
crack length (inch)
Transp ort Inspector P oDs
00.20.4
0.60.8
11.2
0 0.2 0.4 0.6
crack length (inch)

28
calling an indication a crack. Thesearch component of the process wasthe larger factor in determiningperformance levels, although thedecision process accounted for muchof the worst performance. Theimplications here are that most, if notall, inspectors can benefit fromtraining interventions that addresssearch procedures.
4. Both test-beds contain several cracksthat were found by only one or two ofthe inspectors, and not the same
inspectors. The lengths of these test-bedcracks did not significantly contribute inpredicting the number of inspectors thatwould detect them. The implication ofthese results is that probability of detectioncurves as a function of crack length aremeaningful only within specific inspectiontasks and conditions of inspection.
POC: Dr. Chrisotpher Smith AAR-433,(609) 485-5221.

29
Eddy-Current Detection of SmallCracks
Over the past few years the FAAAirworthiness Assurance NondestructiveInspection Validation Center (AANC) hasconducted numerous experiments using avariety of eddy-current inspectionequipment to inspect for small cracks frombeneath rivets. All of the experimentswere performed as blind experiments.That is, the person or persons performingthe inspections did not know whether anyspecific inspection site contained cracks ornot. In this way the inspections mimickedconditions of actual inspections that wouldtake place in normal use conditions.
Equipment included in the study were thefollowing off-the-shelf equipment: Nortec30 Eddyscan, Krautkramer BransonCrackfinder, Hocking FastScan, Nortec19e with sliding probe procedure, andMIZ22 with pencil probe and templateprocedure. Also included wereinstruments or probes recently developedthat are not readily available to the public.These include the Northrop-developedlow-frequency eddy-current array(LFECA), the NASA-developed rotatingself-nulling probe, and a McDonnellDouglas Aerospace/GK Engineeringsurface scanning probe used with anElotest B1 minirotor.
Eddy-current procedures commonlyemployed in aircraft inspection are capableof reliably detecting cracks as small as0.050 inch while maintaining false callsbelow 1 percent. However to achieve suchdetection rates requires careful settings ofthreshold levels and appropriate standardsfor setup.
There are newly developed techniques andinstruments that are capable of doing
better. The NASA self-nulling rotatingprobe demonstrated that it could reliablybe used to find cracks as small as 0.032inch and the Northrop LFECAdemonstrated a capability of reliablydetecting cracks as small as 0.040 inch.These rates were achieved without anincrease in false calls. (Illustrativeprobability of detection curves for theNASA probe are shown in the figure.)
Other experimenters have reported that theHocking FastScan, Nortec-30 Eddyscan,Northrop LFECA, and GKEngineering/Elotest are capable ofdetecting surface cracks 1.0 mm (0.040inch) in length under flush-head aluminumrivets. The AANC study extends theseresults and indicates that although capableof detecting this size crack, the probabilityassociated with routinely detecting them(at false call rates < 0.01) areapproximately 0.23 (FastScan), 0.74(Eddyscan), 0.88 (LFECA), and 0.67(GK).
The effect of inspecting through paint(0.003 to 0.005 inch) is often a decrease inthe probability of detection. However, thiseffect seems to be due primarily to thedifficul ty in properly centering the probeover the rivets rather than because of thepaint layer. Techniques that give the
NASA Rotating Probe
0
0.2
0.4
0.6
0.8
1
1.2
0 0.01 0.02 0.03 0.04 0.05
crack length- inchcrack length (inch)
Threshold = 3Threshold = 4

30
operator signal feedback that can be usedto assure proper centering were shown tobe effective in removing this level of paintas a major reliability factor.
The AANC also addressed methodologyissues for estimating probability ofdetection curves from signal data.Specifically, they have shown that thetraditional “a-hat versus a” analysis thatlooks at NDI signal strength versus flawsize can be generalized by considering ananalysis performed on crack flawpredictions based on the signal strength.
The predicted values are treated as thedependent variable with the flawcharacteristics as the independentvariables in the traditional “a-hat versus a”analysis to estimate the probability ofdetection curve. This proposedmethodology was shown to be equivalentto the “a-hat versus a” analysis when thereis a single dimensional signal, but offersthe capability of extending the analysis tomultiple dimensions of a signal.
POC: Dr. Chrisotpher Smith, AAR-433,(609) 485-5221.
Early Fatigue Detection andCharacterization Using theMeandering WindingMagnetometers
A thin, conformable eddy-current sensorand associated grid measurement algorithmsinvented at the MIT Laboratory forElectromagnetic and Electronic Systemswas further developed under FAA and DoDsponsorship by JENTEK Sensors, Inc. TheMeandering Winding Magnetometer(MWM) measures electricalconductivity profiles as a function of depthfrom the outer skin surface. The sensorhas the capability to:
• provide manufacturing quality controland fatigue and thermal degradationmonitoring for coated and uncoatedengine components (e.g., thermaldegradation of thermal barriercoatings, overtemperature for 718alloy blades, and degradation of
diffused aluminide coatings for turbineblades)
• detect signs of unusual materialdistress in aircraft skins and structuralmembers prior to the formation ofdetectable cracks, which may provideevidence of the onset (or absence) ofwidespread fatigue damage
The patented MWM sensor shown belowhas demonstrated the capability to measurethe thickness variation of thermally grownoxide layers under thermal barrier coatingswith a precision of better than 1 micron.
MWM Sensor

31
The MWM sensor is essentially atransformer confined to a single plane.The impedance (secondaryvoltage/primary current) magnitude andphase is converted to electrical propertiesat each applied frequency using a patentedmeasurement approach. The measurementgrids (look-up tables) are generated off-line (in advance) using a model of theMWM interactions with multiple-layeredmedia, such as an aircraft skin lapjoint.These grids are then stored in a gridlibrary. The grids and GridStationsoftware provide real-time electricalproperty profile measurement as a functionof depth from the exposed surface. TheMWM is thin and flexible permittinginspection of complex geometries such asthe leading edge of an airfoil/roottransition region for a turbine blade. The figure below shows the results ofsingle frequency MWM measurements onaluminum and stainless steel bendingfatigue specimens. Photomicrographs ofsectioned aluminum specimens showmicrocrack clusters approximately 1-3mills deep near the surface for specimens
MWM Single Frequency Measurementson Four Point Bending Fatigue Specimens.
at 70% of the estimated fatigue life. Thesemicrocracks could not be detected withfocused liquid penetrant testing. Thestainless steel specimens showed nomicrocracking at 75% of the estimatedfatigue life. JENTEK is working onsimilar curves for titanium and nickelalloys used in engine components.
JENTEK Sensors, Inc. has continued thistechnology development under an FAAPhase I Small Business InnovativeResearch (SBIR) for commercial aircraftapplications, and under a Navy Phase IISBIR for military aircraft. JENTEK plansto continue the testing and validation ofthis technology on the Boeing 737 test bedand engine test specimens at the FAAAANC. The MWM and portableGridStation system are nowcommercially available from JENTEKSensors, Inc. For more informationcontact Dr. Neil Goldfine at (617) 926-8422.
POC: Dr. Chrisotpher Smith, AAR-433,(609) 485-5221.
0 20 40 60 80 100
0.92
0.93
0.94
0.95
0.96
0.97
0.98
0.99
1.00
ss304Al 2024
control specimens
Nor
mal
ized
MW
M C
ondu
ctiv
ity M
easu
rem
ents
Percent of Total Fatigue Life

32
Superconducting QuantumInterference Devices for Detectionof Hidden Cracks Pulse-excited superconductive quantuminterference devices (SQUIDs) are a newtechnology for eddy current evaluation ofaircraft structures. Their high sensitivityat extremely low frequencies enablespenetration of 15 mm of aluminum (0.6inch) through multiple layers to identifysubmillimeter fatigue cracks and materialloss of less than 5 percent. In combinationwith emerging eddy-current scanningtechniques, this technology is capable of athree-dimensional view of defects insublayers and tomographic imaging ofmultilayer structures.
Hand-held scanning head
In recent years the price and capability ofsuperconducting technology have arrivedat a point where near-term (2-3 year)implementation in airframe manufacturingenvironments, and subsequently inairframe maintenance facilities, ispossible. This and the FAA’s increasinginterest in thicker structure motivated theFAA to fund a Phase I Small BusinessInnovative Research proposal submittedby SQM Technology in late 1995.
Results of the Phase I work include:
• Detection of a 1 mm change inthickness through 5, 10, and 15 mm of
aluminum plate to demonstrate deeppenetration of pulsed eddy currentswith SQUIDs.
• Resolution of the lengths of millimetersize cracks through 10 mm ofaluminum plate with SQUID pick-uploops of 1 mm diameter.
• Time discrimination of pulsed eddycurrents that separates surface effects,like lift-off and tilt, from signatures ofdeep cracks.
• Submillimeter sampling at scan ratesof 1mm/sec or more over a 25 mmswath.
• Demonstration of the feasibility of asmall hand-held unit suitable for afield environment.
POC: Dr. Christopher Smith, AAR-433,(609) 485-5221.
25 mm Crack Under 10 mm Al

33
NDE Capabilities Data Book
An FAA program, conducted by theNondestructive Testing InformationAnalysis Center (NTIAC), is in progress tocollect, analyze, and organize documentedprobability of detection ( PoD) data andinformation for a variety of nondestructiveevaluation (NDE) methods, procedures,materials, and applications related toaircraft inspection. PoD has been used asa quantitative measure of NDE reliabilityand capability for a number of years.Originally developed as a datapresentation approach to meet functionalengineering analysis needs, the concepthas grown into a recognized approach forcomparison of the performancecapabilities of various NDE procedures,for quantification of improvements inNDE procedures, for validation andmanagement of NDE system performance,and for personnel skill development andqualification. Compilation of thisinformation into an NDE CapabilitiesData Book provides an engineeringreference for use in NDE engineeringanalyses and for development andvalidation of new NDE procedures. PoDreference data in the Data Book can beused in selecting an NDE procedure for aspecific application and for assessing thepotential equivalency of an alternate NDEprocedure.
The current edition of the NDECapabilities Data Book, available in bothhard copy and on compact disk, contains284 PoD curves presented and organizedby NDE method. A documentation pageprecedes each PoD data set and provides acondensed description of the test object,test artifacts, NDE procedures, and resultssummary. The PoD curves for varyingtest object, test artifact, and data collectionconditions are presented as a function ofcrack length and as a function of crack
depth and crack depth-to-thickness ratiofor selected datasets. Original referencesource information is provided for eachdata set. Work is continuing on upgradingthe Data Book with additional PoDinformation, such as the visual inspectionreliability data developed by the FAAAirworthiness Assurance NondestructiveInspection Validation Center (AANC).
POC: Dr. Chrisotpher Smith, AAR-433,(609) 485-5221.
Example PoD Curves From the NDECapabilities Data Book
0.10 0.20 0.30 0.40 0.50 0.60 0.70
100
90
80
70
60
50
40
30
20
10
0
Data Set:Test Object:Condition:Method:Operator:
Opportunities =Detected =90% POD =False Calls =
XTAAA01L-AAluminum/Flat PanelAs MachinedX-radiography
16427N.A. in.Not Documented
PRED. PODHIT/MISS D ATAX
ACTUAL CRACK LENGTH - (INCH)T - 01 (1)B CRACK LENGTH 0.220 Inch Nominal Panel Thickness - XAA
100
90
80
70
60
50
40
30
20
10
0
Operator A
Operator C
Operator B
ACTUAL CRACK L ENGTH (INCH)
Po
D (
%)

34
�����������������

35
Economical Eddy-Current forEngine Components
In an effort to eliminate potential serviceinspection problems before they result inserious consequences, the FAA EngineTitanium Consortium (ETC) is workingwith the airlines to identify commonservicing needs of the most popular enginemodels. As a result of their efforts, therenow exists a suite of eddy-current toolswhich allows controlled scanning anddigital data acquisition for a variety ofapplications.
A portable scanner and data acquisitionsystem have been developed for use inairline overhaul and maintenance shops.The portable scanner consists of a genericmechanical scanning system withapplication specific tooling for probepositioning and manipulation. Adapterplates are used to mate the mechanicalscanning system to a variety of enginedisks by using the bolt hole patterns toalign the system to specific disks. A lunchbox computer has been used for dataacquisition and analysis. The system hasbeen interfaced with a variety ofcommercially available instruments aswell as conventional and wide fieldprobes, including the ETC-developedprobe.
A series of onsite meetings at airlinemaintenance and overhaul facilities and asurvey of over 50 national andinternational engines were used todetermine the features of the final product.The ETC scanning tools have beendemonstrated at the ATA NDT Forumsannually since 1994. This continues toprovide valuable input to the applicationof the tools. In addition to the commercialaviation community, the portable scannerconcept has been discussed with potential
military users including demonstrations atseveral Air Force sponsored meetings.Key inspection personnel from the TinkerAFB Air Logistics Command, OklahomaCity, and the Wright Patterson R&D staffwill participate in the upcomingdemonstration at American Airlines.
To date, bore scans (axial motion), webscans (radial motion), and slot scans havebeen demonstrated on engine hardwarefrom all three engine manufactuersinvolved in ETC: Pratt & Whitney,General Electric Aircraft Engines, andAlliedSignal. Validation testing has beencompleted at United Airlines andNorthwest Airlines where efforts focusedon inspection of the 14th and 15th stages ofthe JT9D compressor disks. Additionalvalidation testing is under way withAlliedSignal and is planned withAmerican Airlines. Signal processingtools are being developed at Iowa StateUniversity for use in the AlliedSignalapplications.
ETC Portable Scanner Applied toAlliedSignal Engine Component.

36
The Northwest Airlines Atlanta facilityhas expressed interest in conductingvalidation testing in late 1997 or early1998. To date the scanner and dataacquisition system have been successfullyadapted for use with six instruments atvarious airline facilities. In addition to theintended jet engine applications, minimaladaptation has enabled the system to beapplied to inspection of propeller blades,reportedly saving the industry over $10million.
Commercialization discussions began withapplicable vendors in 1996 and led to therecent partnership with Uniwest. The firstcommercial version of the scanner isexpected to be on the market in early1998. Several airlines and OEMs haveexpressed interest in purchasing thescanner for future inspection initiatives.
POC: Dr. Christopher Smith, AAR-433,(609) 485-5221.
Enhanced Turbine Rotor MaterialDesign and Life Methodology
A major, ongoing, multiyear programmanaged by the FAA AirworthinessAssurance R&D Branch through acooperative grant to Southwest ResearchInstitute (SwRI) with engine companypartners General Electric, Pratt &Whitney, Allied Signal, and Allisonfeatures the development of a probabilisticcode to improve the structural integrity offailure critical turbine rotor disks used incommercial aircraft engines. The researchteam led by SwRI produced a majordeliverable in the summer of 1997. Thefirst functional version of the code wascompleted, called DARWIN (DesignAssessment of Rotors with Inspection)incorporating the most sophisticated riskassessment methods into designprocedures. The deliverable featured auser manual with executable source codeand example problems. A successfulevaluation and verification was completedby AlliedSignal using a company impellerdesign example. The figure on the next
page shows the framework for thisintegrated rotor design code.
When completed, the code will be thebasis for an approved FAA advisorystandard that engine companies canincorporate into their design systems. Theanticipated outcome when fullyimplemented will have the potential toreduce the uncontained rotor disk failurerate while providing more realisticinspection schedules.
Current design practice for these criticalengine parts uses a safe-life approach.This method assumes that any material ormanufacturing condition that could affectthe life of a part, such as a material flaw, isaddressed by the rigorous standard testingprocedures carried out in manufacturers’laboratories as well as by conservativeestimates of mechanical properties.
However, service experience by theaircraft turbine engine industry has shownthat despite this rigorous approach,material and manufacturing flaws that can

37
reduce structural integrity may remainundetected. As an example, the loss of aDC-10 at Sioux City, Iowa, in 1989 whichwas caused by an uncontained disk failurewas eventually traced to just such anundetected defect. The chance of theseflaws being detected by standardnondestructive testing procedures is verysmall.
In response to this issue, the FAA,working closely with the engine industrythrough the Rotor Integrity Subcommitteeof the Aerospace Industries Association,has developed supplemental design andlifing methods that formed the basis forthis research program. The probabilisticdesign code standard developed by thisprogram does not replace the current safe-
life methods but provides an additionaltool to minimize the risk of failure.
The first phase of the program is focusingon the presence of melt-related defects,known as hard alpha, found in titaniumalloys. Hard alpha refers to small zones inthe material microstructure stabilized bythe presence of nitrogen, which can beintroduced at various stages in the meltinghistory of the alloy. The zones often havecracks or voids associated with them andcan initiate the low-cycle fatigue cracksthat contribute to disk failure. Futurephases of the program may apply themethodology to other types of titaniumflaws and to other widely used rotormetals such as nickel alloys.
POC: Mr. Bruce Fenton, AAR-432, (609)485-5158.

38
Fleet Octane Requirement forUnleaded Fuels
The 1990 Clean Air Act Amendmentspassed by the US Congress called for theelimination of the use of tetraethyl lead inall fuels. Since that time the FAA hasbeen encouraging a partnership betweengovernment and industry to oversee thedevelopment of an unleaded fuel toreplace the primary fuel used by thegeneral aviation industry, 100 low lead(100LL).
In February of 1995, a CoordinatingResearch Council (CRC) committee wasformed with members from the FAA andprivate industry to oversee thedevelopment of a replacement fuel for100LL. This forum has served as amechanism for the competitive interests ofindividual segments of the general aviationindustry to share information and helpfoster the development of a new unleadedaviation gasoline.
Soon after its formation, the CRCcommittee agreed that determining theoctane requirement of the general aviationfleet was the most important parameterdemanding immediate attention. The leadin the fuel provides the octane ratingnecessary for the safe operation of high-performance general aviation pistonengines. Data generated by the FAAWilliam J. Hughes Technical Center ontest engines, shown on the right, hasyielded data to develop and validate aground-based procedure to determine anengine’s octane requirement. Thatprocedure has been documented in a draftreport that will be submitted at the nextsemiannual American Society of Testingand Materials (ASTM) meeting forapproval as an ASTM standard procedure.
Octane rating tests conducted in FY97determined that to date no engines haveperformed with 100% satisfaction on theprimary reference fuels. This result hasforced the generation of new formulations,from the participating oil companies, ofunleaded primary reference fuels that willhave octane ratings higher than 100. Priorto this development, primary referencefuels needed lead to get a rating higherthan 100. FY98 promises moredevelopments in this area that should yieldthe first submission of industry-suppliedreplacement candidate fuels.
POC: Mr. Stewart Byrnes, AAR-432,(609) 485-4499.

39
Uncontained Turbine EngineDebris Characterization andVulnerability Analysis
Uncontained turbine engine events havecaused catastrophic results to aircraft. TheFAA saw a need to update advisorymaterial relative to uncontained turbineengine failures. An Aviation RulemakingAdvisory Committee (ARAC) was taskedto update Advisory Circular (AC) 20-128,“Design Considerations for MinimizingHazards Caused By Uncontained TurbineEngine and Auxiliary Power Unit Rotorand Fan Failure.” This group determinedthat there was a need to better characterizethe types of failures, number of fragments,velocity of fragments, and damage causedby these fragments. However, engine andairframe manufacturers, who consideredthis data to be proprietary, had collectedmuch of the data needed to do this.Therefore, in 1995, the FAA TechnicalCenter entered into an interagencyagreement with the Naval Air WarfareCenter, Weapons Division (NAWCWD),China Lake, CA , to gather this data andconduct an analysis of the data whichcould then be used to update AC 20-128.Data was given freely to NAWCWDbecause this organization had pre-existingnondisclosure agreements with mostengine and airframe manufacturers andcould therefore respect the proprietarynature of this data. This data has nowbeen analyzed and the results have beenmade available to members of the ARACto use for the update of AC 20-128. Theresults of this characterization ofuncontained debris will also be publishedshortly in an FAA report to be prepared byNAWCWD. Additionally, thischaracterization will also be used toprepare stochastic models ofuncontainment events of various types tobe used in conjunction with vulnerability
assessment tools. These tools (FASTGEN3 and COVART 4.0) have been used bythe military to assess the vulnerability oftheir aircraft to hostile threats. Bymodifying this code for use by civilianairframe manufacturers, the vulnerabilityanalysis of a commercial airframe to thethreat from uncontained engine debris canbe conducted. NAWCWD and theirsupport contractor, The ServiceEngineering Company, have alreadyidentified certain modifications to thiscode. These modifications will beginshortly. In addition, initial testing of thesevulnerability assessment tools by airframemanufacturers will begin shortly. BothBoeing and McDonnell Douglas willconduct initial evaluations of thevulnerability assessment tools undercontract from NAWCWD. Bothcontractors shall providerecommendations, which will improve thetools’ ability to assess aircraft safety to theuncontained engine debris threat.NAWCWD will then prepare avulnerability assessment tool improvementplan. The resulting vulnerabilityassessment tools will enhance the safety ofcommercial aircraft by providing themeans to critically examine the threatposed by uncontained engine debris andallow steps to be taken to mitigate thethreat.
POC: Mr. Robert Pursel, AAR-431, (609)485-6343.

��������������

41
Overhead Stowage Bin Research
Recent aircraft accidents have shown thata serious threat to the safety of aircraftpassengers in an accident is the contents ofthe overhead stowage bins or the binsthemselves. One test series has beenconducted and another test series iscurrently underway which seek to quantifythe threat posed to the passengers. Ten-foot sections of narrow-body fuselages(accompanying photograph) have beenconfigured with in-service overhead binsfrom various manufacturers. Thesefuselage sections are then subject to bothnondestructive horizontal accelerationsand destructive vertical drop tests tosimulate actual severe but survivableaccidents. The bins are highly
instrumented. Test results to date indicatethat the failure mechanism of the bins maybe highly dependent on bin design andattachment to the fuselage.
POC: Mr. Gary Frings, AAR-431, (609)485-5781.
Commuter Airplane DynamicDrop Testing
Dynamic seat testing requirements hadbeen adopted for all categories of aircraftexcept small commuters. To define theloads and structural deformations whichthis type of airplane might experience, aseries of destructive dynamic drop tests(accompanying photograph) have beenconducted which simulate a severe butsurvivable crash environment. Results todate indicate that these fuselages are verystiff. Consequently, the loads experiencedby the passengers are relatively high.Dynamic seat testing requirements shouldreflect the results of this research.
POC: Mr. Gary Frings, AAR-431, (609)485-5781.

42
Head Injury Criterion Research
A unique pass/fail certificationrequirement exists in the seat dynamicperformance standard relative to passengerhead injury criteria (HIC). To determine ifa manufacturer’s seat installation passesthis requirement, dynamic sled testing ofthe seat installation must be conducted.This testing is expensive and timeconsuming. A HIC component tester(shown in the photograph), used in lieu ofactual sled testing during thedevelopmental stage, would be aninvaluable aid. Research conducted todate holds out the promise that such acomponent tester might be available forseat installation developmental purposes.
POC: Mr. Gary Frings, AAR-431, (609)485-5781.

42
���������������
HPU
COLD SOAK FUEL CELLSENSOR LOCATION
OUTER WING CHORDSENSOR LOCATION
HALO PROCESSING UNIT
CDU
COCKPIT DISPLAYS

43
Aviation Risk Analysis RapidPrototyping Facili ty
In 1997 the Aviation Risk AnalysisSection established a rapid prototypingfacility at the FAA William J. HughesTechnical Center. The mission of thisfacility is to develop sophisticatedanalytical techniques using data from thevarious data sources to support decisionmaking regarding the safety of commercialaviation operations. Response is quicksince the extensive coordination necessaryto develop out-of-house requirements isbypassed. The prototype software isinstalled in the field and evaluated todetermine the operational efficacy of theanalysis results.
The core of this facility is a 180 MHzPentium processor server with 132 MBRAM and 32 GB of hard drive space.This server is running Microsoft WindowsNT Server 4.0 and Microsoft SQL Server6.5. Periodically the data base is refreshedwith data from various data sourcesuploaded via the FAA Wide Area Network
(WAN). Two full-time mathematicalanalysts with extensive experience inengineering data analysis comprise thedevelopment team.
The development team participates inseveral expert panel meetings chartered topublish the requirements of the safetyanalysis program. From observations atthese meetings and review of theproceedings, the team develops prototypealgorithms and data presentation methodsto assist the users, aviation safetyinspectors, in uncovering potentiallyhazardous situations involving commercialcivilian aviation operations.
To date, several field facilities have beentargeted to receive the prototype softwarefor evaluation purposes (see map below).The program is installed by downloadingthe software from the file transfer protocol(FTP) site housed within the same NTServer.
POC: Mr. Carmen Munafo, AAR-424,(609) 485-5907.
�
�
�
�
�
�
�
Bedford
Winston-Salem
Seattle
Rapid City
Nashville
Denver
Van Nuys
Legend�Up and running�Planned or begun

44
SPAS Performance MeasuresComponents
The performance measures of SafetyPerformance Analysis System (SPAS) areunder development by the Risk AnalysisSection (AAR-424) at the FAA William J.Hughes Technical Center. Early in thedevelopment, it became apparent thatperformance measures in the format thatwas used for large air carriers would bedifficult to implement and would not, ingeneral, result in useful performancemeasures. The purpose of the work at theWilliam J. Hughes Technical Center is tointegrate the information, displaybackground information, performcomputations of parameters required forsurveillance, investigation, andcertification activities, and to providecontinuous monitoring of criticalparameters. The objectives are to providea means of informing Aviation SafetyInspectors of potentially importantsituations and to expedite the inspector’sactivities in the areas of certification, re-certification, surveillance, andinvestigation by providing readilyaccessible information from a variety ofdata sources.
The Risk Analysis Section produced a setof working models to support developmentof integrated performance measurementand information profile software for theAir Personnel and the Air Agencycomponent of SPAS. These measures willinclude flags to advise the inspector of theneed for closer analysis, numeric dataresulting from computations that generatedthe flag, and raw data in tabulated queryform that support the computations. Theseworking models use the Microsoft VisualBasic language and data from a variety ofdata sources. The working models wereused for prototype analysis and interaction
with SPAS expert panels duringdevelopment of SPAS components.
For the Air Personnel component, a widevariety of air personnel furthercomplicated the issue. The resultingconcept became a blend of context-sensitive, rule-based performancemeasures and an expanded personnelinformation profile. A set of general areasof interest (personnel dimension) has beenspecified which may have more than oneparameter, depending on the specific typeof personnel concerned. Specificperformance measure parameters will bebased on computations concerningactivity, events, dates of required actions,etc. Specifications for Designated PilotExaminers, Designated MechanicExaminers, Certificated Flight Instructors,and Mechanic with Authorization havebeen completed and was submitted to theVolpe Center on September 30, 1997, forproduction. Research and developmentwill continue on other types of AirPersonnel that were specified by the AirPersonnel Expert Panel. The figures onthe next page show some of the typicalscreen layouts for SPAS.
The proposed Air Agency component usedan extensive agency profile and a set ofrule-based performance measures. Certaindata was highlighted to provide inspectorswith information regarding requiredactions or other information which mightinfluence their decisions. This highlighteddata is displayed in the same manner asperformance measures but will usually notinvolve computations and may not directlyreflect a problem of the agency’sperformance. For the Air Agencycomponent, specifications for CertificatedRepair Stations were completed andsubmitted to the Volpe Center on April 29,1997, for production. The development of

45
the Repair Stations profile and itsimbedded performance measures werereleased in SPAS II in mid-September1997. The draft Schools and TrainingCenters Software RequirementsSpecifications was submitted to VolpeCenter on August 8, 1997, for production.Research and development will continue
on other performance measures that werespecified by the Air Agency Expert Panel.
POC: Ms. Cristina Tan, AAR-424, (609)485-8168.
Qualification/Profile Section ScreenLayout
School Profile Information Section ScreenLayout
Repair Station Profile Information Section Screen Layout

46
HALO TM Ice Detection System
In response to a number of aircraftaccidents attributed to frozen precipitationand/or ice on critical aircraft aerodynamicsurfaces, the FAA mandated the “CleanWing” concept. The Clean Wing conceptprescribes that no aircraft may take offwith frozen precipitation adhering to itscritical aerodynamic surfaces. In order toassure that their aircraft have clean wingsduring takeoff, airlines commonly employglycol-based deicing and anti-icing fluids.
Both deicing and anti-icing fluids haveholdover timetables (HOTs) that provide arange of times that a particular fluid willremain effective under various weatherconditions. Use of HOTs requires thepilot to make judgments on the remainingeffectiveness of the deicing or anti-icingfluid applied to his aircraft based on oftenrapidly changing meteorologicalconditions. Pilots will often attempt toascertain the condition of the wings and/orthe anti-icing fluid by examining themthrough a cockpit or cabin window.Unfortunately, this must often be done inpoor visibility conditions, at night, or both.
A system that would continually andaccurately monitor the condition of thewing and the applied deicing and anti-icing fluids could potentially make thepilot’s job much easier and operations infreezing precipitation much safer. Further,a monitoring system that could prevent theneedless reapplication of deicing and anti-icing fluids would reduce the impact ofglycol runoff on the environment andwould reduce costs to the airlines. The USAir Force, facing similar problems withtheir transport aircraft, decided to sponsorresearch and development (R&D) for awing mounted ice detection systemthrough the Department of Defense (DOD)Advanced Research Projects Agency
(DARPA) Joint Use Program. Due to itsextensive expertise in this area, the FlightSafety Research Section, AAR-421, wasasked by DARPA to direct and managethis R&D program. A consortiumconsisting of McDonnell Douglas,Northwest Airlines, FBS Inc. (aPennsylvania State University-basedtechnology business), and led byRosemount Aerospace, were chosen byDARPA to perform this research.DARPA and the consortium contributedfinancial and material resources in equalamounts. The result of this governmentand industry cooperative effort is theHALOTM ice detection system. Thesystem consists of four ultrasonic sensors,a single HALO processing unit (HPU),and a cockpit display. Two ultrasonicsensors are installed on each wing, oneeach in an inboard and outboard location.In addition to determining theeffectiveness of the glycol, the twoinboard sensors also provide foreign objectdamage (FOD) ice detection capability forrear mounted engine aircraft.
The formal R&D effort was completed inFebruary 1997. Rosemount Aerospace isnow evaluating the HALO system foroperational use.
POC: Mr. Edward J. Pugacz, AAR-421,609-485-5707.
HPU
COLD SOAK FUEL CELLS E N S O R L O C A T I O N
O U T E R W I N G C H O R DS E N S O R L O C A T I O N
HALO PROCESSING UNIT
CDU
COCKPIT D ISPLAYS

47
Electromagnetic Environment forAircraft
A survey was conducted of allelectromagnetic transmitters in the UnitedStates. It included transmitters such astelevision stations, radio stations, radars,cellular telephone transmitters, ship andaircraft transmitters, etc. The purpose ofthe survey was to define the high intensityradiated fields (HIRF) environment thatcivil aircraft are exposed to during flight.The data is needed to develop, design, andtest criteria for the flight controls andavionics systems onboard the aircraft toinsure that they will not be susceptible tothe electromagnetic transmitters. Newaircraft, and retrofit aircraft, areincorporating more and more advanceddigital technology which can be sensitiveto electromagnetic interference.Additionally, some new aircraft arereplacing aluminum skin and structurewith composite materials which, thoughvery strong, do not have the sameshielding effectiveness againstelectromagnetic interference. A similarsurvey was conducted in Europe and thedata was combined with the U.S. data.The result is a set of tables which definethe worldwide HIRF environment for alltypes of civil aircraft. A table for the
HIRF Certification Environment is shownbelow.
The table contains peak and average signalmeasurements, in volts per meter, for theUS, Europe, and Combined. Themeasurements are displayed in frequencybands which start at 10 KHz and go up to40 GHz. Other data collected were used todefine the HIRF Normal, Severe, andRotorcraft environments as well. This is asignificant accomplishment since the USand European aviation communities havebeen working on a worldwide environmentfor many years and, up until now, were notable to come to an agreement on the signallevels. This meant that aircraft wouldhave to be tested and certificated twice,once in the US and then again in Europe.The development of an agreed uponworldwide HIRF environment permits oneset of tests and one certification for eachaircraft while ensuring aircraft safety.
POC: Mr. Peter Saraceni, AAR-421,(609) 485-5577.
1997 HIRF Certification Environment

48
Icing Infor mation Notes
Several informal technical notes have beenwritten to provide practitioners in the fieldof aircraft icing with clear, readyreferences on some of the fundamentals.These write-ups were prepared in responseto requests from the field or to clarifyknown areas of confusion in theinterpretation and application of icing dataand technical literature. The informationnotes available at this time are describedbelow.
“Looking for Large MVD’s? ” Tellswhat to look for and what to expect whensearching for icing clouds with dropletMVD’s in the range of 30 to 50 micronsduring test flights.
“Terminology for Droplet SizeMeasurements” There are oftenquestions, errors, or confusion aboutdroplet size measurements, computations,and terminology. Topics include: CloudDroplet Basics, Water Content of Clouds,Engineering Significance of Droplet Sizes,Substitutes for Dropsize Distributions(Mean or Average Diameter, Median-Volume Diameter (MVD), Mean-VolumeDiameter, and Mean Effective Diameter),and Cautions in Reading Icing Literatureand Interpreting Dropsize Tables.
“Answers to Questions about Low-LevelIcing Conditions” Answers the questions“Are low-level icing conditions above ahigh-elevation airport any different fromlow-level icing conditions near sea level?”and “Is the Continuous MaximumEnvelope (Fig. 1 of FAR 25, Appendix C)really valid all the way down to groundlevel or sea level?”
“Legitimate (and Illegitimate!) Uses ofthe LWC Adjust ment Curves inAppendix C of FARs 25 and 29” There
are often questions, errors, or confusionabout the legitimate use of the LWCadjustment (F-factor) curves in AppendixC. Topics include: Proper Use of the F-factor Curves; Converting Available LWCAverages to Equivalent Values Over 17.4nmi or 2.6 nmi; Judging the Adequacy ofan Icing Exposure for Test or CertificationPurposes; and Acceptable Methods forDocumenting, Comparing, andExtrapolating Test Exposures.
“Method for Computing CondensableWater due to Expansion (Suction)Cooling in Turbine Engine Air Inlets”When air is drawn into turbine engineinlets during low-speed (ground)operations, the air can be cooled by asmuch as 15oF (8oC) due to the air pressuredrop inside the inlet. If the outside air ismoist and the temperature drops below itsdew point during ingestion, then moisture(and possibly ice) will condense in theinlet. This note describes a method forcomputing the mass (grams) ofcondensable water per unit mass(kilograms) of ingested outside air.
“Summary of Some Current Practicesin Selecting Design Values from theIcing Envelopes in Appendix C of FARs25 and 29” Questions arise periodicallyon the significance, proper usage, andinterpretation of horizontal extent of icingconditions represented by the designenvelopes in Appendix C of FARs 25 and29. Topics include: Selecting ExposureDistances, Selecting Values of MVD, andSpecial Considerations.
POC: Dr. Richard Jeck, AAR-421, (609)485-4462.

49
Data Acquisition to Characterizea Hazardous Icing Environment
In October 1994, a turbopropeller aircraftcrashed near Roselawn, Indiana, after theaircraft had been holding in icingconditions awaiting clearance to land inChicago. The accident claimed the livesof all sixty-four people aboard. TheNational Transportation Board found thatthe accident occurred in a form of freezingdrizzle which researchers refer to assupercooled large droplets (SLD) aloft. Atthat time, and still today, droplets thislarge are not included in the icingcertification envelopes in Part 25,Appendix C, and no aircraft are certifiedfor such conditions. The FAA William J.Hughes Technical Center was given thechief responsibility for organizing theFAA International Conference on AircraftIn-flight Icing (attended by more than fourhundred participants from twentycountries) for the purpose of joining withindustry, research organizations, pilotorganizations, and other parts of theinternational aviation community todetermine the most appropriate course ofaction. It was determined at theconference that North American data onSLD aloft is mainly limited tomountainous regions of the western U.S.and the maritime provinces of Canada.This resulted in a recommendation urgingthe acquisition of more data in othergeographic areas of North America, suchas the Great Lakes region, in order tobetter to characterize the SLD aloftenvironment. Such information was seenas valuable for guidance on operations,simulation, and design and as a necessaryprerequisite to modifying orsupplementing the Appendix Ccertification envelopes to include SLDaloft. Following the conference, the FAA
issued an Inflight Aircraft Icing Planendorsing this recommendation.
The FAA William J. Hughes TechnicalCenter joined with NASA Lewis ResearchCenter and the National Center forAtmospheric Research in a flight researchprogram aimed at the acquisition of SLDaloft data. The project was based inCleveland, Ohio, and researchersconducted many successful flights in theGreat Lakes region, a geographic areawhere severe icing conditions occur withgreater frequency than in most other areasof North America.
In addition, the FAA William J. HughesTechnical Center has initiated a researcheffort at the Mount WashingtonObservatory in New Hampshire to acquirefreezing drizzle data. Because of itsheight above sea level, this location offersan appropriate and cost-effective locationto acquire data in conditions representativeof SLD aloft.
Data from these and other efforts will beentered into the FAA SLD database, anddetailed analyses of the data will be usedby the FAA to determine appropriateguidance material and regulatory action.
POC: Mr. James T. Riley, AAR-421,(609) 485-4144.

50
�����������

51
A New Flammability Test forAirline Blan kets
In 1993, a fire erupted in a stowage binaboard a Northwest Airlines Boeing 727-200 aircraft. The fire was noticed just asthe aircraft was being pushed back fromthe loading gate at Dorval InternationalAirport in Canada. Upon completion oftheir investigation, the TransportationSafety Board (TSB) of Canada determinedthat the original source of the fire was the100% polyester airline blankets. Prior tothis incident, there was no FederalAviation Administration (FAA) regulationthat required flammability testing ofairline blankets. Because of this incident,the U.S. National Transportation SafetyBoard asked the FAA to develop a fireperformance test method and performancecriterion for blankets supplied tocommercial airline operators.
At the time, many airlines only usedblankets that met the FAA vertical Bunsenburner test specified in FAR 25.853-Appendix F. This test, however, wasinappropriate as a measurement ofignitability for certain types of blankets
since the polyester blankets involved inthe Northwest 727 fire met the test criteria.For example, some polyester blanketscompliant with the Bunsen burner testcould be ignited with a match.
The FAA William J. Hughes TechnicalCenter Fire Safety Section conducted atest program to evaluate a number ofdifferent flammability tests for airlineblankets. This program led to thedevelopment of a 4-ply horizontal testmethod that produced consistent testresults, correlated well with full-scaletesting, and was more realistic since theblankets are folded and stored horizontallyin the aircraft stowage bin.
A full report and test method was issued inMarch 1996. In August 1996, a FlightStandards Information Bulletin for AirTransportation (FSIB) went into effect,specifying the FAA recommendation thatair carriers replace old blankets at the endof their service life with blankets that meetthe 4-ply horizontal test. During 1997, the4-ply horizontal test fixture wasredesigned in order to simplify the testprocedure for the operator. New drawings
Blanket Flammability Test

52
were also sent out to laboratories thatperform this test to assure that the testresults are reproducible amonglaboratories. Additionally, the test methodwill be included in the Materials Fire TestHandbook that is scheduled for release inearly 1998. The handbook will be themost comprehensive, detailed descriptionof aircraft material fire test methods andcriteria available as guidance material forFAA certification engineers, designatedengineering representatives, and testmethod operators.
Although not mandated, the majority ofairlines require that replacement blanketsbe compliant with the new flammabilitytest method. The addition of this testmethod is another step in the improvementof fire safety for the flying public.
POC: Ms. Patricia Cahill, AAR 422,(609) 485-6571.
A Microscale CombustionCalorimeter for DeterminingFlammabili ty Parameters ofResearch Materials
A microscale combustion calorimeter hasbeen developed to measure flammabilityparameters of milligram polymer (plastic)samples under test conditions whichapproximate aircraft cabin fires. The testprovides a quantitative measure of the firehazard of new materials in an aircraftcabin fire when only research quantitiesare available for testing.
Figure 1 is the microscale combustioncalorimeter showing, from left to right, thesample pyrolysis stage, the heated oxygenmixing manifold, and the combustionfurnace and oxygen analyzer.
Figure 1. Microscale CombustionCalorimeter.
Figure 2 is a composite plot ofmicrocalorimeter data for differentplastics, some of which are used in aircraftinteriors. A sharp, quantitative, andreproducible heat release rate peak isobtained in the test. After normalizing thecurves for the sample size the results are

53
independent of the physical form of thematerial (e.g., powder, film, fiber, etc.).The microscale heat release rate data areexpressed in kilowatts per gram of originalmaterial. The best and worst samplestested differ by a factor of 100 in peak heatrelease rate.
Figure 3 compares the peak heat releaserate (HRR) measured on milligramsamples in the microcalorimeter to theheat release rate measured for 100 gramsamples in a fire calorimeter. The heatrelease rate plotted along the vertical axisin figure 3 is the steady-state or averagevalue obtained in a fire (cone) calorimeterat 50 kW/m2 incident heat flux accordingto standard procedures.
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
0 50 100 150 200 250 300 350 400
Hea
t Rel
ease
Rat
e (k
W/g
)
Time (seconds)
PEEK
Polyimide
Polyethylene
PMMA
Polyetherimide
Polysulfone
Figure 2. Heat Release Rate Curves forVarious Polymers in the Microcalorimeter.
0
200
400
600
800
1000
1200
1400
Fire
Ca
lori
me
ter H
RR
(kW
/m2)
Microcalorimeter HRR (kW/kg)
ABS
PT-30 POMPET
PEEK
PEI
PX-1000 Nylon 66PMMA PBT
PS
PE
PP
Polysul fone
0 30001000 2000PTFE
Figure 3. Correlation Between Microscaleand Fire Calorimeter Results.
Full-scale fire tests at the FAA haveshown that the heat release rate of interiormaterials measured in a fire calorimetercorrelates with passenger escape time in asimulated postcrash fuel fire. The goodcorrelation between fire and micro-calorimeter results in figure 3 shows thatthe microcalorimeter is also a goodpredictor of passenger escape time and,therefor, of full-scale fire hazard. ADOT/FAA patent has been filed on thisinvention.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.

54
Fuel Fire Burnthrough ResistanceImprovements
Fuselage burnthrough refers to thepenetration of an external jet fuel fire intothe interior of an aircraft. The time toburnthrough is critical because in amajority of survivable aircraft accidentsaccompanied by fire, ignition of theinterior of the aircraft is caused by burningjet fuel external to the aircraft. Therefore,the integrity of the aircraft and its abilityto provide a barrier against fuel firepenetration is an important factor relatedto the survival of aircraft occupants.Fuselage burnthrough resistance becomesparticularly important when the fuselageremains intact following a crash. The bestexample of an accident where fuselageburnthrough was determined to be criticalto the outcome was the Boeing 737accident in Manchester, England, in 1985.In this accident, the investigatorsconcluded that burnthrough occurredwithin 60 seconds and did not allowsufficient time for all occupants to escape(55 people died from the effects of thefire).
Fuselage burnthrough resistance may besimplistically viewed as the time intervalfor a fuel fire to penetrate three fuselageshell members: aluminum skin, thermalacoustical insulation, and sidewallpanel/cabin flooring. Flame penetrationmay occur in other areas as well, such aswindows, air return grilles, and seams orjoints. The burnthrough resistance of thealuminum skin is well known. It takesonly about 20 to 60 seconds for the skin tomelt, depending on its thickness. Thethermal acoustical insulation is the nextimpediment to burnthrough following themelting of the aluminum skin. In pastFAA outdoor fuel fire burn tests onsurplus fuselages, it was determined that
the fiberglass insulation provided anadditional 1 to 2 minutes of protection, if itcompletely covered the fire area andremained in place. Thus, the method ofsecuring the insulation to the fuselagestructural members is important. Thesidewall panels and flooring offer the finalbarrier to fire penetration. Sandwichpanels comprised of honeycomb cores andfiberglass facings are effective barriers;however, full-scale fire tests also showthat the fire can penetrate into the cabinthrough air return grilles, seams, joints, orwindow reveals. Moreover, someairplanes use aluminum sidewall panels,which offer minimal burnthroughresistance. FAA researchers are focusingon the thermal acoustical insulation as themost potentially effective and practicalmeans of achieving a burnthrough barrier.
A full-scale test article is used toaccurately evaluate improved materialsand concepts when installed realisticallyinside a fuselage and subjected to anexternal fuel fire. The test article is a 20-foot-long barrel section, constructed ofsteel framing members, inserted in the aftend of a Boeing 707 fuselage. A 10-foot-long by 8-foot-wide fuel pan subjects thetest article to an intense fuel fire.
Aircraft thermal acoustical insulationbatting is typically comprised oflightweight fiberglass encapsulated in athin film moisture barrier, usuallypolyester or polyvinyl fluoride. Severalmaterials have been tested which exhibitmarked burnthrough resistance comparedto the baseline thermal acoustical batting.The effective materials include a heatstabilized, oxidized polyacrylonitrile fiber(OPF) as a replacement for the fiberglass,a lightweight ceramic fiber mat used inconjunction with the present fiberglass,polyimide foam encased in quartz fiber

55
mat, and a polyimide film as areplacement for the polyester or polyvinylfluoride films. A comparison of full-scaletest temperature readings taken at theinside of the insulation and near the ceilingillustrate the burnthrough protectionprovided by the OPF insulation. Both theOPF and fiberglass insulation materialswere securely attached to the framingmembers. It takes about 1.5 to 2 minutesfor the fuel fire flames to penetrate thealuminum skin and fiberglass batting,whereas the OPF insulation did not burnwhen subjected to a fuel fire for over 5minutes. A 5-minute window forpassenger evacuation should cover most, ifnot all, crash accident scenarios.
In summary, full-scale fire tests haveidentified a number of promising materialsthat can significantly improve fuselageburnthrough resistance. The next step is todevelop burnthrough design guidelines,including a small-scale fire test to evaluatematerials and methods of attachment.
POC: Mr. Timothy Marker, AAR-422,(609) 485-6469.
Burn Test with Ineffective Insulation
Burn Test with Effective Insulation

56
Continued Fire Worthiness ofSeat Fire-Blocking Layers
On April 6, 1993, a China Eastern AirlineMD-11 diverted to Shemya, Alaska, due toflight control problems. The aircraft wasable to land without loss of life butsuffered severe interior structural damage.During the subsequent investigation, theNational Transportation Safety Board(NTSB) noticed interior cabin seatcushions with worn fire-blocking layersexposing the polyurethane foam.Typically, a fire-blocking layerencapsulates the passenger and crew seatcushions to minimize the fire hazard of thefoam itself in the event of a cabin fire. Asa result of the NTSB accident report, theFederal Aviation Administration (FAA)was charged with evaluating the continuedfire worthiness of various cabin materialsas they aged. The material particularlyhighlighted was the fire-blocking layerrequired on aircraft seat cushions. The fireperformance for aircraft seat cushions isregulated through 14 CFR and FAR 25,
§25.853; a fire test method fordemonstrating compliance is given inAppendix II of that document.
The fire-blocking layers aboard the ChinaEastern Airline aircraft that was involvedin the accident that lead to the FAAinvestigation were graphite-based fibersnot commonly used by U.S. air carriers.To address the NTSB charge, the FAAinvestigation was shifted to focus on theU.S. civil fleet. Observations were madeon in-service aircraft seat cushions todetermine the level of degradation, andused materials were donated bycooperative U.S. air carriers.
On aircraft in-service seat cushions wereexamined at three airports: NewarkInternational Airport (Newark, NJ),Stewart International Airport (Newburg,NY), and the Atlantic City InternationalAirport (Pomona, NJ). The in-serviceconditions of the fire blocking layers inseat cushions on Shorts 360, ATR 42,Embraer EMB-120RT, McDonnell
After 45Seconds
Fire Blocked Unblocked

57
Douglas DC9/MD80, Boeing 727, andAirbus A300 aircraft were evaluated. Atotal of 176 seats were examined.Evaluations of the in-service seat cushionsindicated the materials were in satisfactorycondition and were not the same materialsfound by the NTSB on the China EasternMD11. U.S. air carriers also donated 38seat cushion sets for destructive testing.The condition of the donated cushions wascompared to the materials observed duringthe on aircraft in-service investigations.The donated materials possessed similardegradation characteristics. The donatedmaterials were destructively tested todetermine their compliance with FederalRegulations. The FAA specified test wasused to evaluate the worn seat cushionmaterials. Although the test conditionswere not precisely applicable, the testresults provided a credible indication ofwhether or not the worn materials werewithin compliance intent. All the donatedmaterials demonstrated an acceptable levelof fire endurance even though materials on
average were 7 years old. From theseresults, it was concluded that the seat fire-blocking materials commonly used byU.S. air carriers retain their fire enduranceeffectiveness during service. These resultseliminated the need to add additional teststo determine the material degradation withage, which would have resulted in costly,periodic inspection of seat cushions, asrecommended by the NTSB. This projectwas done in cooperation with participantsfrom industry and government in theInternational Aircraft Material Fire TestsWorking Group sponsored by the FireSafety Section, AAR-422. A detailedreport has been issued describing thework, “A Study of Continued FireWorthiness of Aircraft Seat Cushion Fire-Blocking Layers,” DOT/FAA/AR-95/49,published in March 1997.
POC: Mr. Douglas Ingerson, AAR-422,(609) 485-4945.

58
Fire-Resistant Elastomers forAircraft Seat Cushions
Commercial transport aircraft containbetween 1000 and 2500 pounds offlammable elastomers (rubber) as seatcushions, pillows, and sealants.Polyurethane rubber seat cushions arefavored for their durability and recoverybut they are among the primarycontributors to the fire hazard in aircraftinteriors.
In 1987 the FAA imposed regulations onthe flammability of aircraft seat cushionsto delay their involvement in cabin fires.Manufacturers responded to theseregulations by wrapping the polyurethaneseat cushion in a fire-resistant barrierfabric. Seat fire blocking allowedmanufacturers to pass the FAAcertification test but the cushions burnvigorously when the fire-blocking layer isconsumed after minutes of exposure to afire.
The flammability of foamed rubberdepends on the chemical composition ofthe polymer from which it is made.Rubbers made from carbon-hydrogen-based (organic) polymers are the mostflammable because of their high fuelvalue. Replacing carbon and hydrogenatoms in the polymer with inorganic atomssuch as chlorine, silicon, nitrogen, sulfur,or phosphorus results in a semiorganicpolymer with reduced flammabilitybecause of the lower fuel value orincreased heat resistance.
In the Fire-Resistant Materials researchprogram we are focusing on semiorganicrubbers for seat cushions. Phenyl-silicon-oxygen backbone (silphenylene)elastomers which are crosslinkable andextremely heat resistant have beensynthesized. The silphenylene whosechemical structure is shown belowcontains only 30% combustible materialand can withstand temperatures of 600ºC(1100ºF).
Si
CH 3
CH 3
O Si
CH 3
OSi
CH3
CH 3 2CH CH
n

59
Polyphosphazenes are semiorganic rubbersbased on a phosphorus-nitrogen backboneas shown below
N = P
R
R
n
where R is an organic group which allowsthe material to be dissolved or crosslinked.Commercial production ofpolyphosphazene was recentlydiscontinued despite the extremely lowtoxicity and ultra fire resistance of thesefoams because the process for makingthem was prohibitively expensive.
We are pursuing a new low-cost, low-temperature synthetic route topolyphosphazenes which eliminates acostly intermediate from the process andallows control over the molecular weightof the polymer. This new direct syntheticroute has provided the first phosphazenecopolymers including an 80-20 urethane-phosphazene copolymer which does notignite in a flame.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.
Fireproof Composites
The flammability of organic polymermatrix, fiber-reinforced composites limitsthe use of these materials in commercialaircraft where fire hazards are importantdesign considerations because of restrictedegress. At the present time, affordable,processable resins for fire-resistant aircraftinteriors are unavailable since mostorganic polymers used for this purposeignite and burn readily under fuel fireexposure conditions.
The Aircraft Safety R&D Branch, FireSafety Section of the Federal AviationAdministration is conducting a researchprogram to develop aircraft cabinmaterials with an order-of-magnitudereduction in fire hazard when compared toplastics and composites currently used asinterior materials. The goal of theprogram is to eliminate cabin fire as a
cause of postcrash death in aircraftaccidents.
The Geopolymer resin in the beaker aboveis being evaluated as a resin for use infireproof aircraft cabin interior panels andcargo liners (see test at right).Geopolymer is a two-part, water based,liquid potassium aluminosilicate resinwhich cures at 80oC (176oF) to a fireproofsolid having twice the density of water.

60
Geopolymer has the empirical formulaSi32O99H24K7Al. The fire response andmechanical properties of Geopolymercomposites were measured and comparedto lightweight organic matrix compositesand aluminum used in aircraft.
Carbon fabric reinforced Geopolymercrossply laminates were found to havecomparable initial strength to phenolicresin composites currently used in aircraftinteriors. Unlike the phenolic laminateshowever, the Geopolymer composites didnot ignite, burn, or release any heat orsmoke even after extended exposure tohigh heat flux. Geopolymer compositesretained 67 percent of their originalflexural strength after fire exposure whileorganic (e.g., phenolic) composites andaluminum had no residual strength afterthe test. Geopolymer composites havehigher strength and stiffness per unitweight, higher temperature capability, andbetter fatigue resistance than steel oraluminum.
Future work will focus on understandinghow Geopolymer resin protects the carbonfibers from oxidative degradation at 800ºC(1500ºF) in air, optimizing processing toobtain maximum strength, and improvingthe toughness of laminated composites.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.

61
Lavatory Fire Extinguisher TestStandard
The requirement for an automatic fireextinguisher which discharges into alavatory trash container was proposed inFAA Notice 84-5 as a consequence of twoaircraft accidents. The first involved anaircraft cabin fire (Air Canada, Cincinnati1983) in which 23 people perished. Thesecond occurred at Tampa InternationalAirport in Florida on June 25, 1983, wherepassengers and crew evacuated the aircraftwith no injuries or loss of life. Followingthese accidents, an inspection survey ofthe U.S. carrier fleet by the FAA revealedthat the fire containment capabilities oftrash containers may be compromised bythe wear and tear typical of service.Considering the seriousness of inflightcabin fires, enhanced fire protection wasconsidered necessary. As a result,rulemaking was implemented on April 29,1987, that required each lavatory trashcontainer be equipped with a built-in fireextinguisher which dischargesautomatically into the container whenthere is a fire.
Currently, all aircraft lavatory disposalreceptacle fire extinguishers use Halon1301 as the fire extinguishing agent. Dueto environmental concerns, a total ban onthe production of Halon 1301 was issuedon January 1, 1994. Halons, and Halon1301 in particular, are the mainstay ofaircraft fire protection systems and thusenvironmentally acceptable replacementsmust be identified, as well as the meansfor their approval.
A standard test method is needed toestablish that a replacement will provide alevel of safety equal to Halon 1301. TheFAA established the International HalonReplacement Working Group to address
the development of performance standardsfor aircraft fire extinguishing systemsemploying halons. A specific task groupwas formed to develop a minimumperformance standard for the lavatorytrash receptacle fire extinguishing system.The minimum performance standarddevelopment process started with the testarticle, shown in the photograph below,based on input from the BoeingCommercial Airplane Group. The testarticle is representative of the largest trashreceptacle currently in service. To providesufficient air circulation combustion tostart and continue until the lavatoryextinguisher (Lavex) is discharged,ventilation was provided at both the topand bottom of the test article. Theventilation holes could be closed withdamper flaps so that the agent wouldn’tleak from the bottom of the test articleafter discharging.
Initial tests found that crumpled paperhand towels were the most appropriatematerial to represent lavatory trash. A pairof nichrome coils located close to thebottom of the trash receptacle provided theignition source. This simulated a glowingcigarette buried in the trash, providing adeep-seated, smoldering combustion. Tocover the range of aircraft operational

62
conditions, a minimum test temperaturewas set to ensure the Lavex wouldfunction properly in cold environments,such as can result when an aircraft isparked for extended periods. Several otherrequirements were implemented into theminimum performance standard in order toobtain a repeatable test condition. Theseinclude standardization of the ignitionsource temperature, towel specification, aminimum number of required successfultests for acceptance, and tolerances on theactual “crumpling” tightness of the papertowels. The minimum performancestandard for lavatory trash receptacle fireextinguishers is documented in FAA
Report, “Development of a MinimumPerformance Standard for Lavatory TrashReceptacle Automatic Fire Extinguishers,”DOT/FAA/AR-96/122, dated February1997. The test standard may be used incertification testing of halon alternativesfor lavatory trash receptacles. PolicyLetter TAD-97-003, March 31, 1997,generated by the FAA Transport AirplaneDirectorate was circulated to the variousAircraft Certification Offices to servenotice that this new standard is now inplace.
POC: Mr. Timothy Marker, AAR-422,(609) 485-6469.

63
Nanocomposite Fire-RetardantTechnology for Aircraft Interiors
Commercial transport aircraft containbetween 1500 and 2500 pounds offlammable plastics as seat trim, windows,window shades, wire insulation, andmiscellaneous parts. At present thesemolded parts are not required to meet theheat release rate regulations imposed onlarge area interior panels, stowage bins,ceilings, and partitions. The lowerflammability requirement for molded partsis due to the fact that they are notconsidered to be a significant fuel load.High-temperature plastics that do pass theheat release rate test do not have therequisite toughness, durability,environmental resistance, and aesthetics tofunction effectively in aircraft interiors.
The Federal Aviation Administration iscommitted to developing the enabling
materials technology for a totally fireproofcabin. The goal of the program is toeliminate cabin fire as a cause of death inaircraft accidents. To achieve this goal wewill need interior plastics with an order-of-magnitude reduction in their fire hazardcompared to that of current materials.
Nanocomposite technology is an entirelynew generic approach to reducing theflammability of polymeric (plastic)materials using environmentally friendly,chemical-free additives. The fire-retardanteffect of nanometer sized clay particles inplastics was discovered by the FAAthrough a research grant to CornellUniversity. The National Institute ofStandards and Technology (NIST)subsequently confirmed the effect in firecalorimeter testing. The approach is todisperse individual, nanometer-sized,layered silicates in a molten polymer tocreate a clay-plastic “nanocomposite.”The clay particles are about the same sizeas the polymer molecules themselves (lessthan one millionth of an inch in diameter)so they become intimately mixed andchemically bonded. This has the overalleffect of increasing the thermal stabilityand viscosity of the plastic while reducingthe transmission of fuel gases generatedduring burning.
POLYMER MELT
+
SURFACE TREATED
CLAY
100 nanometers
NANOCOMPOSITE

64
The result is a 60% reduction in the rate ofheat released from a burning nylonnanocomposite containing only 5% clay.This extraordinarily high degree of fireretardant efficiency comes with reducedsmoke and toxic gas emissions and at no
sacrifice in mechanical properties. Thenylon nanocomposite has twice thestiffness and strength of the original nylonand a 150ºF higher softening temperature.
POC: Dr. Richard E. Lyon, AAR-422,(609) 485-6076.
Chemical Oxygen Generator FireTesting
Fire Safety Section personnel at the FAAWilliam J. Hughes Technical Centerparticipated in the National TransportationSafety Board (NTSB) investigation of thecrash of a ValuJet DC-9 near Miami onMay 11, 1996. During the initialinvestigation, it was determined that up to140 unexpended and improperly packagedsodium chlorate oxygen generators were inthe forward cargo compartment of theairplane. As the investigation proceeded,burned pieces of oxygen generators wererecovered at the accident site and thereconstruction of the forward cargocompartment showed increasing evidenceof a severe inflight cargo fire. Althoughthese types of generators were previouslyinvolved in aircraft fires, there was verylittle test data on the likelihood of aninadvertently activated generator starting afire or the magnitude of a fire possibleinvolving up to 140 generators.
The Fire Safety Section began tests toprovide some of this data. Initial testsmeasured the temperature of the steel caseof a variety of types of generators afteractivating the firing mechanism. Thephotograph shows the size of one of the
generators. The temperatures were in the300 to 400oF range, well below themanufacturers specification of a maximumtemperature of 500oF.
The next series of tests involved activatingthe generators in a variety of packagingmaterials. In the majority of tests, thepackaging materials ignited due to thetemperature of the generators and thehigher than normal oxygen concentrationswithin the packages. When multiplegenerators were packaged in the same box,the heat of the burning package wassufficient to initiate the chemical reactionin adjacent generators which producedeven more heat and oxygen. The resultingfire quickly consumed all the generatorsand packaging materials present. The

65
temperatures generated were high enoughto melt steel which has a melting point ofapproximately 2500oF.
A series of three tests were then conductedin an instrumented DC-10 cargocompartment for the NTSB. The threetests were run as follows: (1) one boxcontaining 24 generators, (2) five boxeseach containing 24 generators, and (3) fiveboxes each containing 24 generators andsuitcases and an aircraft tire inflated to 50psi with nitrogen adjacent to thegenerators. The last test, shown below,was designed to be similar to the way theforward cargo compartment of theaccident airplane was loaded. In all of thetests, all of the generators were consumedin the test fires, and, in the last test, theaircraft tire burst from the heat. Theinstrumentation in the cargo compartmentwas able to measure up to 3400oF; thetemperature exceeded that value for ashort period of time. The video recordingof the last test was played at the NTSBpublic hearing for the accident inNovember 1996 and was released to thepress by the NTSB. It was replayednationwide by all the major networks. Thetests corroborated the on-site accidentinvestigation findings and demonstratedthe unusual severity and rapiddevelopment of the fire. It provided
NTSB with additional evidence to supporttheir conclusion that the probable cause ofthe accident was the activation of anoxygen generator in the forward cargocompartment.
A last series of tests was conducted in twodifferent volumes of cargo compartmentsusing a Halon 1301 fire suppressionsystem. Various quantities of oxygengenerators were used for the tests. Thesetests had mixed results. Temperatureswere kept under control when relativelysmall quantities of generators wereinvolved in fires in the large compartmentbut the Halon had minimal impact whenlarger quantities of generators were usedin the smaller compartment. Theaccompanying photos show a sodiumchlorate oxygen generator and the fire testconducted for the NTSB in the DC-10cargo compartment in the FAA Full-ScaleFire Test Facility.
POC: Mr. David Blake, AAR-422, 609-485-4525.

66
Fuel Fire Penetration Test andDestruction of a TransportAircraft
In 1985, a British Airtours B737experienced an engine failure while takingoff from Manchester International Airportin Manchester, England. The left wingtank was punctured releasing fuel into thefire plume trailing from the damagedengine. The plane was safely brought to ahalt on the runway, where fuel continuedto spill from the wing tank creating a poolfire upwind of the aircraft. The windcarried the fire onto the left rear part of theaircraft where it penetrated the hull andignited the interior. Fifty-five people losttheir lives in spite of prompt airport fire-fighter response.
Survivors and accident investigatorsinitially reported that the fire entered theaircraft in as little as 15 seconds after theaircraft was brought to a stop. This rapidburnthrough was inconsistent withprevious accidents and FAA-conductedburnthrough tests. The aircraft should
have resisted fire penetration into thecabin for up to 2 minutes.
In an effort to better understand the rapidburnthrough of the aircraft and resultanthigh loss of life, a test was designed andconducted at the FAA William J. HughesTechnical Center that incorporated manyof the key elements of the Manchesteraccident. A Convair 880 was selected foruse as the test article with modificationsdesigned to emulate the Boeing 737involved in the accident. The aircraft wasequipped with instrumentation thatprovided temperature, heat flux, and toxicgas data designed to track the progress ofthe fire and the resultant cabinenvironmental conditions. Extensivevideo and motion picture camera coveragewas provided to document both theexternal and internal fires. Thephotograph below shows that final stagesof the test conducted at the TechnicalCenter.
The test scenario was derived from theaccident report and included sequenced

67
door openings, external pool fire size andlocation, and wind speed and direction.The external pool fire was lit and the firewas allowed to progress, eventuallypenetrating the aircraft and igniting theinterior. The aircraft was allowed to burnuntil it was completely consumed by thefire.
This test provided what may be the mostrealistic accident reenactment conductedto date. Fire penetration points, cabinsmoke patterns, and fire propagationwithin the cabin closely matched survivorand eyewitness accounts of theManchester accident.
The data collected in this test has providedinsight into the dynamics of external fuelfire penetration and propagation into anaircraft fuselage. The three factors thathad the greatest bearing on survivabilitywere clearly the resistance to burnthrough,the flammability of cabin materials, andthe buildup of toxic gases. The forwardpart of the aircraft remained survivable,despite a raging fire in the rear, until aphenomenon called flashover occurred.Flashover is the sudden combustion ofbuilt up gases that occurs during aninterior fire. When flashover occurs, theavailable oxygen is reduced and lethallevels of toxic gases are produced. Theimportance of reducing the incidence offlashover through the development of fire-resistant materials was clearlydemonstrated. The toxic gases became thedriving factor determining survivability inthe forward cabin, reaching lethal levelsminutes before the smoke and temperaturelevels become unsurvivable.
This test was used as the basis for anongoing effort to improve the resistance ofan aircraft to resist burnthrough from an
exterior fuel fire through the developmentof improved insulation materials.
The data and conclusions derived fromthis test significantly increased ourunderstanding of the mechanism ofburnthrough and the factors that affectsurvivability in a postcrash fuel fireenvironment. For additional informationregarding this test, please refer to the finalreport, DOT/FAA/AR-96/48, published inDecember 1996.
POC: Mr. Harry Webster, AAR-422,(609) 485-4183.

68
�����������������

69
National Airport Pavement TestMachine
…a joint FAA/Boeing partnership project
The Federal Aviation Administration andthe Boeing Company have joined in aCooperative Research and DevelopmentAgreement (CRDA) to construct andoperate an airport pavement test machinecapable of testing full-scale airportpavements to destruction with simulatedfull-scale traffic loading. The purpose istwo-fold: first, to validate newmethodologies for designing, constructing,and evaluating airport pavements; andsecond, to develop a basis for petitioningInternational Civil Aviation Organization(ICAO) to modify the internationalconvention for describing aircraft andairport compatibility. Currentmethodologies for both of these activitiesare inadequate when applied to theadvanced landing gears proposed forfuture heavy aircraft.
he facility is under construction at theFAA William J. Hughes Technical Centerat the Atlantic City International Airport,New Jersey. The test machine will be
located in a fully enclosed building.Overall dimensions of the structure areapproximately 1200 feet long, 100 feetwide, and 40 feet high. Pavement testsections will be constructed usingconventional construction equipment andtechniques; thus representing actual fieldconstruction. Testing will be conducted24 hours a day, year round, and in a fullyautomated mode.
The pavement test section area isapproximately 900 feet long and 60 feetwide. This size permits simultaneoustesting of 9 different pavement crosssections. Simulated aircraft loading willbe applied with an electrically drivenvehicle operating on railroad rails. Thevehicle will be roughly 75 feet long and 80feet wide and weigh approximately 1.1million pounds. Hydraulic actuatorsreacting against the dead weight of thevehicle will provide the desired wheelloads. Loads on the pavement testsections will be variable up to a maximumtotal load of 900,000 pounds. Movablewheel module assemblies permit wheelgroups to be moved up to 20 feet laterallyand longitudinally to simulate a variety ofwheel base configurations.

70
The facility will be operational in late1998. The total cost to design, construct,and conduct the first series of tests is $21million. Under the terms of the CRDA the
Boeing Company has provided a total of$7 million towards the project; the FAA isproviding the remaining $14 million.
POC: Dr. Satish Agrawal, AAR-410,(609) 485-6686.
.
Evaluation of Air field L ightingCircuit Perfor mance
New requirements for airfield guidancesigns have necessitated replacement andpurchase of a large number of airfieldsigns throughout the United States. In theprocess, manufacturers have developednew designs for airfield signs usingcurrent technology for illumination andcontrol. However, as the new signs areplaced into service, airports haveexperienced problems with theperformance of the signs. In order todetermine the scope and to investigatethese problems, the Federal AviationAdministration (FAA) conducted anevaluation at several different airports. AnFAA Technical Report DOT/FAA/AR-96/120 was issued July 1997 detailing thisevaluation.
For the evaluation, a test program wasdeveloped which consisted of bothphotometric and electrical performancetesting. Crucial to this program was theneed to obtain data on several differenttypes of airfield guidance signs, constant-current regulators, and the differentconfigurations of airfield circuits.Furthermore, it was essential to obtain thisdata during real-life airfield applications innormal operating conditions. Toward this
end, data was obtained at six differentairports.
During the course of the evaluation itbecame evident that the signage problemsencountered were not airport specific, i.e.,the problems were characteristic of newairfield signs. Results showed that thesource of the electrical problems was theincompatibility between the signs andconstant-current regulators (CCRs).Contributing to this incompatibility werethe harmonics present in the signs and theregulators during normal operating

71
conditions. It was also concluded that thephotometric output of the sign wasimpacted by the electrical characteristicsand sign performance. In particular, thelight output was a function of the shape ofthe CCR output voltage waveform. Themore distortion that exists in the waveformthe less the photometric output of the sign,i.e., the sign is less bright.
The study lead to recommendations forimprovements to both the signs and theregulators. To minimize the effects ofharmonics and the nonlinearcharacteristics of the CCR and to improvethe photometric performance of the signsas well as the compatibility of the signsand regulators, it was recommended thatcriteria be established to limit the timewhich the regulator is not conductingwithin one complete cycle (dead time)exhibited in the output waveforms at all
ranges of connected load. A practicalsolution for improving the harmonics isthe addition of a tap-setting mechanism inthe regulator. Two suggested methodsinclude an automatic tap setting and a tapsetting that will work in conjunction withthe regulator output step setting toaccommodate load changes.
It was also necessary that the photometricperformance of the signs comply withFAA requirements. To better define thephotometric performance parameters ofthe signs, it was recommended that theFAA standards be revised to include (1)luminance requirements for the redbackground on mandatory signs, (2)contrast requirement for mandatory signs,and (3) field test procedures toperiodically measure the photometricoutput of the signs.
POC: Mr. Paul Jones, AAR-410, (609)485-6713.

72
Soft Ground Arresting System forAirports
On February 28, 1984, a jet transportaircraft overran runway 4 Right at JFKInternational Airport and plunged into theThurston Basin. The aircraft wasextensively damaged and required $20million in repairs. A similar overrunaccident occurred 2 years prior at BostonLogan Airport on January 23, 1982. Theaircraft was destroyed and two peoplewere killed in that accident.
To eliminate such accidents, the FAA nowrequires a safety overrun zone of 1000 feetin length beyond the end of a runway.However, many older runways, builtbefore the 1000 feet became a standard, donot have sufficient space available tocomply with this requirement. For suchlocations, the FAA’s solution is to installwhat is known as a soft ground arrestingsystem.
Through extensive research and testing atthe FAA William J. Hughes TechnicalCenter, the FAA developed preliminarydesign specifications for a soft ground
arresting system. Under a CooperativeResearch and Development Agreementwith Engineered Systems Company, theFAA demonstrated that a Boeing 727aircraft could be stopped in less than 300feet from a speed of about 63 mph. Thephotograph below shows the B-727 in thesoft ground arresting system.
Following the successful demonstration,the Port Authority of New York and NewJersey signed a contract with theEngineered Systems Company to install afull-scale arrestor bed at runway 4R atJFK—the scene of the 1984 accident. Theinstallation was completed in December1996. The FAA is monitoring itsperformance over the next two years tocollect data for a Soft Ground ArrestorStandard. Such as standard will provideadvanced modeling, materials, andmethods for safely arresting aircraft thatoverrun the ends of runways.
POC: Mr. James White, AAR-410, (609)485-5138.

73
Runway Instrumentation at DIA -Development of Database
A better understanding of in situ behaviorof airport pavements under operationalconditions is one of the critical elements inthe development of improved designmethodologies, new pavement materials,advanced construction techniques, andbetter maintenance procedures.
The Federal Aviation Administration(FAA) initiated a major research effort tostudy the in situ response and performanceof Portland cement concrete (PCC)pavements. A comprehensiveinstrumentation system with a total of 462sensors was installed within the pavementstructures in the takeoff area of Runway34L at the Denver International Airport(DIA). An elaborate data acquisitionsystem was put in place to control thesesensors and collect data. Remote accesswas established in 1994, providing theFAA with on-line access to the dataacquisition system.
In 1997, the response data was madeavailable on-line through the Internet. Allsensor responses are recorded and storedas data files by a data acquisition systemlocated at the site; transmitted to the FAAWilliam J. Hughes Technical Center inAtlantic City International Airport, NewJersey; processed by PC-based computerprograms; and the reduced data stored inan on-line Oracle database.
The instrumented section of pavement is80 feet long and is located 400 feet fromthe threshold of the runway. There are135 H-Bar strain gages, 23 Carlson elastic-wire strain meters, 60 LVDT’s in 10multidepth deflectometers (MDDs) and 20single-depth deflectometers (SDDs), and15 geophones. Six infrared LED
emitter/detector pairs are located onopposite sides of the runway to senseaircraft position. Each aircraft event lastsapproximately 10 seconds, depending onthe speed the aircraft passes over thepavement. Data processing is by means ofa Windows-based computer programwritten in Visual Basic. The program(1) reads the binary data file containing allsensor data for a single aircraft event,(2) filters (where necessary) and convertsthe data to engineering units, (3) displaysrelevant sensor data in a tabular format,(4) provides a graphical display of the datarecord for individual sensors,(5) calculates aircraft speed and positionas a function of time, (6) identifies theaircraft type, (7) calculates peak responses,and (8) generates a standard-query-language (SQL) file for transfer of theprocessed data to the Oracle database.This data processing procedure can also beexecuted in an automatic batch mode for alarge number of aircraft events.
The speed and longitudinal and lateralposition of the nose wheel of the aircraftare computed from Infrared (IR) sensortrigger signals. Additional information onwheel base and main gear geometry iscalculated from the response of verticalstrain sensors positioned at 1-foot intervalsacross the pavement at the beginning andend of the test section. Aircraft type isdetermined by comparing computed geargeometry with gear geometry of commonaircraft types stored in a library.Maximum peak values are foundautomatically, with the peak definedrelative to the offset of the leading part ofthe data record. Up to two additionalpeaks can be selected manually and theirvalues retained for storage in the database.The offset of the trailing portion of thedata exceeding a predetermined thresholdare retained for storage in the database.

74
For the 10 percent of the records in eachsensor category which have the largestmaximum peak values, each of the datarecords is converted to a text string forstorage in the database.
The resulting SQL files containing theprocessed information are then transferredinto the on-line Oracle database residing ina UNIX workstation in the AirportTechnology Branch. With on-line Internet
access to the database, it providesworldwide users with the most convenientmeans to obtain the collected data andallows the FAA to disseminate valuableresearch information as soon as it becomesavailable. The Internet address for theDIA database ishttp://www.airtech.tc.faa.gov/dbase/.
POC: Dr. Xiaogong Lee, AAR-410, (609)485-6967.
Infrared Aircraft Deicing
The Code of Federal Regulations (CFR)prohibit takeoff when snow, ice, or frost isadhering to wings, propellers, controlsurfaces, engine outlets, and other criticalsurfaces of the aircraft. This rule is thebasis for the clean aircraft concept.
The clean aircraft concept is essential tosafe flight operations. Common practice isto deice and, if necessary to anti-ice anaircraft before takeoff. In most cases thisis done using glycol.
Glycol runoff from deicing/anti-icingoperations can impose a significant impacton adjacent water systems. Glycolcontaminated storm water runoff candeplete dissolved oxygen levels andthreaten aquatic life. Additionally, thedeicing fluids contain corrosion and rustinhibitors which are considered toxic tobiological systems.
The escalating environmental andeconomic cost of chemical deicers hasprompted the development of alternative
ways to deice an aircraft. ProcessTechnologies, Inc., (PTI) has developed agas-fired, radiant heat unit which iscapable of melting ice and snow from thesurfaces of an aircraft.
In April 1995 (under the terms of aCooperative Research and DevelopmentAgreement), the FAA’s instrumentedConvair 580 was deiced with infraredenergy inside a temporary hangar inBuffalo, NY. PTI erected the structure,fabricated and installed 96 EPU’s, andconducted the tests in the presence of FAApersonnel. Observable results showed thatthe aircraft, with ≈3/16" ice coating, wasdeiced in approximately 5 minutes. Thetest report for these activities is availablefrom Process Technologies, Inc.
A series of deicing demonstrations wereconducted with the FAA’s Boeing 727 testaircraft in March 1996 within a largerhangar that spanned Taxiway C1 atGreater Rochester International Airport,shown in the photograph below. Deicingtimes ranged from 5 to 9 minutesdepending on power settings. Hourly fuel

75
cost for the deicing was estimated at lessthan $100/hour.
In April 1997, PTI and Prior Aviation, thefixed base operator (FBO) at BuffaloAirport, jointly designed, built, and
operated the first infrared deicing facility.AIP/PFC funding eligibility for this typesystem was granted by the FAA in July1997.
POC: Mr. James White, AAR-410, (609)485-5138.

76
Rescue and Fire Fighting
Phase I of the Large Frame Fire FightingEvaluation Program has been completed.Under a joint interagency agreement theAirports Technology Research andDevelopment Branch and the UnitedStates Air Force, Tyndall AFB, Florida,completed the first phase of a multiyeartask to evaluate improved rescue and firefighting equipment, advance technologies,extinguishing agents, and airportrequirements for fire fighting.
The central theme in this research anddevelopment effort is improvement intechniques and equipment with improvedcost-effectiveness. Sensitivity to costs isvery important, especially at small airportswhere fire protection can be a very largepart of the airport’s operating costs. FAApolicy is to maintain or improve currentlevels of service and fire fightingeffectiveness while stabilizing or reducingcosts of that service and its associatedequipment.
The focus of this program is to advancethe state of the art in fire fightingstrategies and to provide an increase inpassenger survivability under the extreme,harsh conditions of a postcrash interiorfire. This technology program, the most
comprehensive look at airport fire fightingin the last 30 years, includes evaluation ofsuch equipment as airport emergencyresponse equipment such as GPS movingmap and infrared vision enhancementdevices. It also includes evaluations of theeffectiveness of elevated boom and cabinskin penetration systems, hydra-chemicalnozzle applications, and advanced airportfire fighting extinguishing agents whichare more environmentally acceptable tothe ground water and air quality.
Phase II of this research effort will look atproviding fire protection needs for newgeneration aircraft including multilevelsecond floor passenger aircraft and theirunique fire protection requirements.
POC: Mr. Joseph Wright, AAR-410,(609) 485-5131.

79
������������������

77
Materials Fire Test FacilityBuilding 203
The Materials Fire Test Facility, Building 203, located in the Safety Research and Developmentarea of the Federal Aviation Administration (FAA) William J. Hughes Technical Center, isdedicated to small-scale fire testing of aircraft materials. All of the test equipment required toconduct all of the regulatory tests for aircraft interior materials specified in Code of FederalRegulations 25.853 is part of the Materials Fire Test Facility. This includes the Ohio StateUniversity (OSU) rate of heat release apparatus, the National Bureau of Standards (NBS) smokechamber, oil burners for the seat cushion and cargo liner tests, and Bunsen burners for thevertical, horizontal, 45-, and 60-degree flammability tests. The facility provides technicalsupport to the Northwest Mountain Region-Transport Airplane Directorate, Aircraft Certificationoffices, Designated Engineering Representatives, testing laboratories, and aircraft materialsmanufacturers.
The facility is also the site for thedevelopment of new small-scaleflammability tests such as the wet anddry arc propagation tests for aircraftwiring, as shown on the left. Whileother test methods are used in somelaboratories, a number of the NASAlabs have adopted the dry arcpropagation test developed in theMaterials Fire Test Facility with a fewminor modifications. A more realisticsmoke test for aircraft wiring using theNBS smoke chamber was alsodeveloped in this facility. This test
duplicates the behavior of overheated wires and smoking insulation in an in-flight hidden-firescenario.
As a result of a fire in a stowage bin aboardan aircraft and a recommendation from theNational Transportation Safety Board, anew flammability test for aircraft blanketswas developed in the Materials Fire TestFacility. The new test procedure wasreleased as a Flight Standards InformationBulletin in 1996.
Round-robin testing by interested parties inthe United States and Europe is monitoredand the test data is collected and evaluatedby FAA personnel at the Materials Fire Test Facility. This has led to improved flammabilitytests for aircraft materials. One example is the “cotton swab” test method for thermal/acoustical

78
insulation films. This test method will be incorporated into the Aircraft Materials Fire TestHandbook which is scheduled for release in early 1998. The FAA is also working with industryand regulatory personnel on an international scale to encourage use of the cotton swab testmethod for selection of thermal/acoustical insulation film coverings.
The Materials Fire Test Facilitypersonnel also participate in aircraftaccident investigations by testing andevaluating materials removed from theaircraft. Other projects, such as burn-through, electrical wiring, and seatcomponent programs are also supportedin this facility.
To find out more about the MaterialsFire Test Facility, contact:
Ms. Patricia Cahill, AAR-422, (609)485-6571.

79
Airflow Induction Test FacilityBuilding 204
The Airflow Induction Test Facility, Building 204, is located in the Safety Research andDevelopment area of the Federal Aviation Administration (FAA) William J. Hughes TechnicalCenter. The facility contains a 5 ½-foot-diameter subsonic wind tunnel and a low-turbulence,low-speed wind tunnel as described below.
5 ½-Foot-Diameter Subsonic Wind TunnelThe 5 ½-foot wind tunnel is an induction type nonreturn design. The induction drive is providedby two Pratt and Whitney J-57 turbine engines exhausting into the diffuser cone. The high-speed
exhaust from the two engines provides the primary flow that induces a secondary flow throughthe test section(s). The nonreturn design allows a continuous supply of fresh air to the facilityessential for combustion type work. This design is very rugged and unaffected by debris passingthrough the drive section. Tunnels of this design simulate an increase in altitude as the airspeedis increased.
Test Section (high speed): The test section (shown on theright) is 5 ½ feet in diameter and 16 feet in length.Maximum airspeed in this section is limited toapproximately 0.9 Mach. The entire lower lobe of thesection swings away to allow for the installation of thetest article. A 5- x 16-foot elevator deck makes raising
the test article intoposition simple andsafe.
Test Section ( low speed): This test section (shown on theleft) is 9 feet in diameter and 20 feet in length and islocated upstream of the high-speed section and operates ata lower speed. Maximum airspeed in this section islimited to approximately 150 miles per hour.

80
The 5 ½-foot wind tunnel has been used for a variety of research applications including testing ofairport runway signs to determine the design requirements needed to withstand turbine engine jetblasts and simulated in-flight testing of hand-held fire extinguishers used in general aviationaircraft.
Low-Turbulence, Low-Speed Wind Tunnel
This wind tunnel was originally designed to provide an environment to calibrate wind speedinstruments. The highly accurate airspeed measurement capability, in conjunction with the sixcomponent force balance system, make this facility ideal for model testing. The facility alsocontains a model shop and a data acquisition system.
The low-turbulence, low-speed wind tunnel consists of anAerolab low-speed open circuit type wind tunnel and forcebalance. The dimensions of the test section are 20 x 28 x48 inches. The electrically driven wind tunnel can achievespeeds ranging from 0 to 160 mph in the test section. Thesix component balance system can accurately measure lift,yaw, pitch, drag, side force, and rolling moment.
The low-speed wind tunnel has been used to accurately calibrate air flow and velocity devicesand is now configured to conduct model testing.
Environmental Test Chamber
The environmental test chamber is designed to simulatepreset temperature, humidity, and air pressure (altitude)conditions. Chamber controllers can be programmed tosimulate an entire flight from takeoff to climb-out, cruise,approach, and landing. The test chamber measures 72 x71 x 93 inches. The environmental chamber has beenused to study the behavior of in-flight fires at altitude, toevaluate the performance of wing ice detectors, and tocalibrate various environmental sensors.
To find out more about the Airflow Induction Test Facility, contact Mr. Harry Webster, AAR-422, (609) 485-4183.

81
FAA Engine Nacelle Fire SimulatorBuilding 205
The Engine Nacelle Fire Simulator, Building 205, located in the Safety Research andDevelopment area of the Federal Aviation Administration (FAA) William J. Hughes TechnicalCenter, is designed to mimic the environment found in today’s modern high-bypass ratioturbofan engines. The simulator is used by the Fire Safety engineers at the Technical Center toevaluate substitutes for halon as fire suppressants.
Currently, halon replacement is an important issue for aviation. As a result of work sponsoredby the Fire Safety Section, in the Airport and Aircraft Safety Research and DevelopmentDivision, a document titled “The Minimum Performance Standard for the Engine and APUCompartments” (MPSE) was drafted. This document describes the geometry of an enginenacelle simulator, operational parameters, and testing requirements required to evaluate amaterial or technology being considered as a halon replacement within the engine or auxiliarypower unit (APU) compartment. In support of this mission, a basic engine nacelle simulator wasfabricated in Building 205. The simulator will simulate the proper engine environment, meetingthe intent of the MPSE.
The total fire suppression simulation requires an engine nacelle geometry, an air flow, a firescenario, and a fire suppressant delivery. To address each element of the simulation, varioussystems are used. All systems are housed in a test bay having a volume approaching 12,000cubic feet and a floor area of 4,000 square feet. The control room is adjacent to the test bay andhouses support personnel and control and data gathering equipment necessary to operate thesimulator.
The simulator is an 80-foot-long duct containing the air supply equipment, approach and exhaustducts, and a test section. Three additional components are required; the first provides different
aviation-specific liquids, suchas fuels, at the desiredtemperature and quantity to thesimulator interior. The secondcomponent provides a gaseousfire suppressant to the simulatorinterior, and the thirdcomponent provides thesimulator control and datagathering functions for theentire process.
The air supply equipment iscapable of 0.9-3.0 lbm/s airflows heated as high as 500°F.
The approach ducting contains the air flow and is 3 feet in diameter and approximately 40 feetlong. The approach houses airflow sensors and stream flow correcting mechanisms. The test

82
section, measuring 18 feet long and 4 feet in diameter, follows and is the heart of the simulator.The test section contains geometry representing an engine compartment, hardware to producetwo different fire scenarios, sensors to record the environmental data, and portals to visuallyrecord fire behavior. Two fire scenarios, either pool- or spray-based, are possible. The fires arefed by the external fuel supply system which is capable of delivering fuel at 150°F and up to 1gallon per minute. The gaseous fire suppressants are delivered by piping from the agentextinguisher into the diffuser cone entrance of the test section. These fire suppressants can bestored in various quantities at differing pressures and temperatures. Four gaseous firesuppressants (Halon 1301, HFC125, HFC227ea, and CF3I) are on-site for near-term work.
Rounding out the capabilities of this facility is the ability to record the testing. For each test, arecord is established describing the fire suppression event. The record will contain aconcentration profile within the test section recorded by a Halonyzer gas analyzer for gaseousfire suppressant events; a computer file containing sensor activity measuring temperatures,pressures, air flows, and ambient relative humidity; and finally, a visual recording of the firezone and its activity during the event.
The FAA Engine Nacelle Simulator was completed in 1997 and the test program to evaluatematerials or technologies being considered as a halon replacement within the engine/APUcompartments will be completed by December 1998. By using a simulator and not a true aircraftengine for the bulk of the halon replacement work, maintenance costs will be reduced.Additionally, the generic geometry of the simulator can be used to develop a betterunderstanding of the fire suppression environment. The specific geometry of an existing enginenacelle may present a unique case which might cloud general understanding and inhibitwidespread application of the generated data.
To find out more about the FAA Engine Nacelle Fire Simulator, contact Mr. Douglas Ingerson,AAR-422, (609) 485-4945.

83
Dynamic Vertical Drop Test FacilityBuilding 214
The Federal Aviation Administration (FAA) is responsible for airplane crashworthinessstandards. These standards increase the possibility of occupant survival in case of an accidentand were established empirically using the results of prior airplane crash test programs. Indevelopment of those standards it was noted that the full-scale airplane impact test database didnot include airplanes representative in size of commuter category airplanes. To provide data forthose size airplanes, the FAA initiated a full-scale vertical impact test program of 14 CFR 23commuter category airplanes. As part of this program a test of a Metro II I aircraft wasconducted in April 1992 and a Beechcraft aircraft was tested in October 1995. The tests werestructured to assess the impact response characteristics of airframe structures, seats, and thepotential for occupant impact injury.
In addition, the Aircraft Safety Research Plan calls for the vertical impact test on a series oftransport category fuselage sections. These tests are conducted to determine the impact responsecharacteristics of some typical items of mass installed on board a transport airplane to assess theadequacy of the design standards and regulatory requirement for those components. Items ofmass include overhead stowage bins, auxiliary fuel tanks, and seats/occupants.
The FAA’s Dynamic Vertical Drop Test Facility, located in the Safety Research andDevelopment area at the FAA William J. Hughes Technical Center, Atlantic City InternationalAirport, New Jersey, is used to obtain the empirical data needed to set crashworthiness standardsand to obtain other crashworthiness data as described above. The data from tests conducted atthis facility will enable a quantitative evaluation of the effects of crash events on occupantsurvivability.
The Technical Center drop test facility, shown in the photograph below, is comprised of two 50-foot vertical steel towers connected at the top by a horizontal platform. An electrically poweredwinch, mounted on the platform, is used to raise or lower the test article and is controlled fromthe base of one of the tower legs. The current lifting capacity of the winch is 13,600 pounds.Attached to the winch is a cableused to raise or lower the test article.A sheave block assembly hangingfrom the free end of the reevedcable is engaged to a solenoidoperated release hook. Acable/turnbuckle assembly connectsthe release hook to the airframe withhooks bolted to the fuselage section.A 15- by 36-foot wooden platformis located below the winch cableassembly and between the towerlegs. The platform rests on I-beamsand is supported by 12 independentload cells. The load cells are used

84
to measure the fuselage impact on the platform.
The data collected in future tests will be addedexisting databases. Scheduled vertical drop testsinclude testing a commuter Shorts330 aircraft andtwo transport narrow body fuselage sections, onewith overhead stowage bins and one with anauxiliary fuel tank. The data obtained in these testswill be used to improve standards for seats, overheadstowage bins, and auxiliary fuel tanks.
To find out more about the Dynamic Vertical DropTest Facility, contact Mr. Gary Frings, AAR-431,(609) 485-5781.

85
Full-Scale Fire Test FacilityBuilding 275
Completed in 1980, the Full-Scale Fire Test Facility, Building 275, located in the SafetyResearch and Development area at the FAA William J. Hughes Technical Center, is the largestU.S. Government operated facility of its kind. A 40-foot-high fire-hardened ceiling allowstesting with large pool fires under controlled conditions. There are currently two aircraftfuselages inside the facility which can be set up to simulate a variety of test conditions. Thenarrow-body Boeing 707 test article can be configured for cabin water mist, seat comparison,and burnthrough tests, while the 132-foot-long hybrid DC-10 test article has the added capabilityof supporting cargo compartment fire simulations in three fully instrumented sections.Continuous gas sampling, temperature measurements, smoke levels, heat flux, and acid gases canbe monitored in each of the test sections. The data obtained from the fire tests can be transferredinto hazard models designed to generate estimated survival times at particular cabin locations.All testing is conducted from a remote area that contains state-of-the-art video monitoringequipment for continuous observation. Both in-flight and postcrash fire scenarios have beenstudied, which has led to the development of vastly improved fire safety standards for aircraftcabin interiors and cargo compartments.
In addition to the two test articles, there are small test chambers located within the facility thatare capable of supporting existing and new laboratory-scale tests, as well as quick mock-up workoften required during accident investigations. A full-length attached warehouse serves as anenclosure for the many aircraft components and equipment required to support the full-scaletests.
Currently, there are two major research programs underway at this facility: halon replacementand fuselage burnthrough.
Halon Replacement. Halon, a gaseous extinguishing agent used in aircraft cargo compartments,engine nacelles, lavatory trash receptacles, and hand-held extinguishers, is the most effective fireextinguishing agent on a weight basis. Although effective, halon depletes stratospheric ozone.
Halon manufacturing was banned under the1994 Montreal Protocol, a treaty signed bycountries around the world. The FAA is inthe process of developing minimumperformance standards by whichreplacement agents’ effectiveness can bemeasured. Candidate fire protectionsystems for the cargo compartment areasinclude gaseous agents, pyrotechnicallygenerated aerosols, and water mist. Thephotograph on the left depicts the initialstages of a cargo compartment fire scenarioagainst which the various agents will beevaluated.

86
Fuselage Burnthrough. After an accident, fuel fire flames can enter the cabin through aninadvertently open escape exit or, in a more severe impact, through a break in the fuselage. Firecan also enter the cabin by penetrating the fuselage structure, which is the focus of this researchproject. In an accident in Manchester, England, in 1985, 55 fatalities occurred due to the rapidburnthrough from an external fire. As a result of this accident, fire tests were conducted todetermine the burnthrough paths and the time frame involved in order to better understand theaccident scenario. The emphasis of the current test program is on evaluating improvements todelay the burnthrough time and thereby increase the escape time and to validate test work beingperformed on a medium-scale burnthrough rig. To date, several technologies have emerged thathave the capability of delaying burnthrough for several additional minutes. The photographbelow shows the external pool fire used during these experiments.
To find out more about the Full-Scale Fire Test Facility, contact Mr. David Blake, AAR-422,(609) 485-4525.

87
Chemistry and Materials Sciences LaboratoryBuilding 277
The Chemistry and Materials Sciences (C&MS) Laboratory located in Building 277 in the SafetyResearch and Development area at the FAA William J. Hughes Technical Center provides FAAchemists, fire scientists, and materials engineers the facilities and equipment to quantify theamount of toxic gas produced during full-scale aircraft cabin fire tests. The FAA is committed todeveloping the enabling materials technology for a totally fireproof cabin. The goal of theprogram is to eliminate cabin fire as a cause of death in aircraft accidents. To achieve this goalwe will need interior plastics with an order-of-magnitude reduction in fire hazard compared tocurrent materials. In the C&MS Laboratory, research and development of new, more fire-resistant materials is conducted using state-of-the-art laboratory equipment for thermal analysis,calorimetry, spectroscopy, rheology, surface chemistry, microscopy, and multiaxial mechanicaltesting. Flammability and combustion parameters of cabin materials are determined in bench-scale fire calorimeters. Prototype components up to 1/2 meter square can be fabricated. C&MSLaboratory equipment includes:
• Netzsch High-Speed Thermogravimetric Analyzer (TGA) for evolved gas analysis• Perkin Elmer System 7 TGA and Differential Scanning Calorimeter• Nicolet Magna 550 Fourier Transform Infrared (FTIR) Spectrometer• Parr Oxygen Bomb Calorimeter for heat of combustion determinations• FAA Microscale Combustion Flow Calorimeter (patent pending)• Dionex DX 500 Ion Chromatograph with Thermo-Separations AS 3500 Autosampler• Rheometrics RDA-II Dynamic Analyzer for rheological testing of fluids and solids• Instron Model 1125 Universal Mechanical Testing Machine• Rame-Hart Contact Angle Goniometer for surface chemistry measurements• PHI Heated Laminating Press–50 Ton/1000°F capability• Gruenberg Curing Oven–800°F (426°C) capability• Atas Scientific Cone Calorimeter–measures flaming combustion parameters of materials
A unique instrument, the microscale combustion calorimeter which was developed by FAAresearchers, is located in the C&MS Laboratory. The calorimeter is used to measureflammability parameters of milligram polymer (plastic) samples under conditions whichapproximate aircraft cabin fires. The testsperformed using the calorimeter provide aquantitative measure of the fire hazard of newmaterials in an aircraft cabin fire when onlyresearch quantities are available, thus savingthe expense of manufacturing and testing largequantities of new materials. The photographon the right shows the microscale combustioncalorimeter, showing, from left to right, thesample pyrolysis stage, the heated oxygenmixing manifold, and the combustion furnaceand oxygen analyzer.

88
A new, potentially fire-resistant material being tested in theC&MS Laboratory is the Geopolymer resin. This materialis being evaluated as a resin for use in fireproof aircraftcabin interior panels and cargo liners (see test at right).Geopolymer is a two-part, water based, liquid potassiumaluminosilicate resin which cures at 80oC (176oF) to afireproof solid having twice the density of water.Geopolymer has the empirical formula: Si32O99H24K7Al.The fire response and mechanical properties ofGeopolymer composites were measured and compared tolightweight organic matrix composites and aluminum usedin aircraft.
Carbon fabric reinforced Geopolymer crossply laminateswere found to have comparable initial strength to phenolicresin composites currently used in aircraft interiors. Unlikethe phenolic laminates however, the Geopolymercomposites did not ignite, burn, or release any heat orsmoke even after extended exposure to high heat flux.Geopolymer composites retained 67 percent of theiroriginal flexural strength after fire exposure while organic (e.g., phenolic) composites andaluminum had no residual strength after the test. Geopolymer composites have higher strengthand stiffness per unit weight, higher temperature capability, and better fatigue resistance thansteel or aluminum.
Work in the C&MS Laboratory is continuing on understanding how the Geopolymer resinprotects the carbon fibers from oxidative degradation at 800ºC (1500ºF) in air, on optimizing theprocessing of materials made with the Geopolymer resin to obtain maximum strength, and onimproving the toughness of laminated composites made with the Geopolymer resin.
To find out more about the Chemistry and Materials Sciences Laboratory, contact Dr. RichardLyon, AAR-422, (609) 485-6076.

89
Aircraft Co mponents Fire Test FacilityBuilding 287
The Aircraft Components Fire Test Facility, located in theSafety Research and Development area at the FAAWilliam J. Hughes Technical Center, houses two test baysdesigned and used for component or intermediate-scalefire tests. The larger of the test bays is 2000 sq. ft. and thesmaller is 1600 sq. ft. Both bays are 20 feet high and haveaccess through a large roll up door. Both bays areconstructed of fireproof materials and contain largeblowout panels for explosion protection. A centrallylocated instrumentation and control room contains test monitoring and data collection equipmentand is connected to the bays via under floor conduits. In addition to the test bays, the buildingincludes a small work and buildup area, a conference room, a computer lab, and office space forsix fire safety personnel.
Recent testing in the building has included thedevelopment of new fire test standards for flight datarecorders. The testing included propane burner tests,shown on the left, as well as long-term elevatedtemperature tests, using a high-temperatureprogrammable oven. The results were used in thedevelopment of a new Technical Standard Order (TSO)for flight recorders.
The testing of solid oxygen generators was conductedunder various scenarios. This included the testing of asingle canister (see photo on right) under variousconditions up to full-scale tests of over 100 generators in aBoeing 727 cargo compartment. The results were used aspart of the Valujet investigation and as part of thejustification for rulemaking to eliminate class “D” cargocompartments.
Testing was conducted to develop a methodologyto use HFC 125 as a substitute for Halon 1301 incertification testing of firesuppressant/extinguishing systems. Bysubstituting HFC 125 for Halon 1301, less Halon1301, an ozone depleting gas, is expended duringthe certification tests of new systems.

90
The testing of thermal/acoustic insulation materialsincluded the standardization of a small-scaleflammability test method. This method has beenincluded in the Aircraft Materials Fire Test Handbookand has been adopted by major airframe manufacturers.Additionally, larger scale mockup tests were conducted(photo on right) in sections of an aircraft fuselage. Theresults of those tests have lead to the modification of thespecification for thermal/acoustic insulation by at leastone major airframe manufacturer.
The cargo compartment fire suppressiontesting included comparisons of class “D”and class “C” compartments for variousfire threats and suppression systems. Thetest article used was a Boeing 727 cargocompartment. Fire scenarios includedexploding aerosol cans (photo on left) andsuppression systems ranging from thepresently used Halon 1301 tononconventional water mist systems.Work was in support of ongoingrulemaking.
To find out more about the Aircraft Components Fire Test Facility, contact Mr. Richard Hill,AAR-422, (609) 485-5997.

91
Runway Friction LaboratoryBuilding 288
The FAA’s regulatory obligation (49 USC Sec 47105(b)3) includes operation and maintenanceof the massive airport system. Surface traction is a fundamental element in this respect. Loss ofbraking ability and directional control continues to be a problem for a small but significantnumber of aircraft operations. Previous research has led to the use of runway friction measuringequipment in maintaining airport pavements in proper condition. But additional work is neededin order to use this equipment to provide operational information to pilots. The followingprecision measuring equipment is housed in Building 288 located in the Safety Research andDevelopment area at the William J. Hughes Technical Center and supports a variety of researchprograms where the measurement of micro-texture on a runway surface must be considered.
Surface Friction Tester (SFT)
The SFT is a front wheel drive, self-contained,continuous friction measurement device. Mountedinside the rear of a Saab 900 is a hydraulicallycontrolled fifth wheel with a chain connection to therear axle. A slip ratio of 10%-12% is produced. Atorque measurement is used to compute friction valuesversus distance traveled. The calculated friction valuesare printed on a strip chart and can be downloaded to alaptop computer for further analysis.
Runway Friction Tester (RFT)
The RFT is a front wheel drive, self-contained, continuous friction measuring device. Thefriction equipment is mounted inside a Dodge Caravan and was manufactured by K. J. Law
Engineers, Inc. This device uses a two-axis forcetransducer that measures vertical and drag loads. Thefriction measuring wheel is connected to the rear axle by agear drive that produces a fixed 13% slip. The computercalculates friction coefficient values for each foot ofdistance traveled and can plot this data directly to a digitalprinter installed in the van. The data can also bedownloaded to a laptop computer for further analysis.
Mu-Meter
The Mu-Meter is a side-force measuring trailer marketed by Bison Industries. Two of the threewheels on the trailer unit are positioned at 7.5° from the center axis of the trailer. This producesan apparent slip ratio of 13.5°. The third wheel is for distance measurement. The computerequipment produces a strip chart with continuous friction values versus distance traveled.

92
Skidometer BV-11
The Skidometer is a trailed vehicle, equipped with a friction measuring wheel designed tooperate at a fixed slip rate between 15 and 17 percent. Airport Equipment Co. markets the trailerdevice. A torque measurement is processed by the computer and recorded on a strip chart as acontinuous plot of friction values over the distance traveled.
Swenson Solid Chemical Spreader
This equipment mounts in the bed of a pickup truck and is used for dispersing solid chemicals atprecise application rates. The solid chemicals are usually runway deicers and anti-icers, but sandand salt can also be dispersed. The advantage of this particular piece of equipment lies in thecomputer control and monitoring capabilities, which were specifically designed to produceminute applications of solid chemicals for research projects.
Batts Liquid Chemical Sprayers
This equipment also mounts in the bed of a pickup truck or on a trailer. It is a small-scaleversion of common chemical dispersal equipment used on highways as well as airports. Thecontrol box is specifically manufactured for the precise application of runway deicers and anti-icers but has also have been used for spraying aircraft deicing fluids as well as water.
To find out more about the Runway Friction Laboratory, contact Mr. Wayne Marsey, AAR-410,(609) 485-5297.

93
Propulsion and Fuel Systems Test FacilitiesBuildings 292 and 211
Several individual laboratories which comprise the propulsion and fuels systems test facilities arelocated within the Safety Research and Development area at the FAA William J. HughesTechnical Center. The facilities provide research and testing to ensure the safety of all civilaircraft propulsion, fuel, and powerplant and fuel system installations. These facilities alsoprovide the validation of data and technical bases for improvements to civil aircraft certificationand operational standards, including procedural guidance and means of demonstrated complianceto these standards. The individual laboratories include (1) Large Turbine Engine TestLaboratory, (2) Small-Engine Test Laboratory, (3) Fuels Research Laboratory, and (4) WingFuel Spillage and Jettison Laboratory.
Large Turbine Engine Test Laboratory
The Large Turbine Engine Test Laboratoryconsists of two test cells (40 by 30 ft.), acontrol room, and supporting test and dataacquisition equipment that can be used toassess the safety and performance of largeturbine engines and related systems. Theactive test cell is equipped with a thrust standrated at 20,000 lbs. and an eddy-currentdynamometer that can accommodate aviationpiston engines up to a maximum rating of 500shaft horsepower. The second test cell is a multipurpose facility that is used for engine test or forother non-engine research program support. Research conducted within this test cell laboratoryinclude full-scale tests and safety investigations associated with turbine engine fuels and fuelsystems, water ingestion, emissions, and turbine engine failure prediction studies. One of thesetest cells is shown above.
Small-Engine Test Laboratory
The Small-Engine Test (SET) Laboratory is designed forfull-scale testing and performance evaluation of smallaircraft engines, including existing engine (i.e., turbine,piston, etc.) and future engine (i.e., diesel, rotary, etc.)designs. The building contains two test cells equippedwith water brake (750 hp) and eddy-current (500 hp)dynamometers, control room, data acquisition system, andassociated support equipment needed to perform enginecombustion analysis, exhaust emission, detonationdetection, and other safety and performance relatedassessments. The photograph on the right shows a pistonengine-dyno test cell installation in the SET Laboratory.

94
Fuels Research Laboratory
The Fuels Research Laboratory (shownat left) consists of two main test areas,one for fuels analysis and another for fuelcomponent system testing. The fuelanalysis area is equipped for conductingtests in accordance with AmericanSociety for Testing and Materials(ASTM) test standards specified foraviation turbine fuels (ASTM 1655),aviation gasolines (ASTM D910),automotive gasolines (ASTM D439), and
other alternate fuels. The fuel component systems test area includes bench test installations toperform research and testing associated with aircraft fuel transfer and other handling systems.The fuel component systems test area is set up to conduct tests on (1) engine fuel systems (i.e.,tanks, pumps, valves, fittings, etc.), (2) engine controls and accessories, and (3) engine fireprotection systems.
Wing Fuel Spillage and Jettison Laboratory
The Wing Fuel Spillage and JettisonLaboratory (see photograph at right)consists of a ram air (200 knots) windtunnel and a wing test section and dataacquisition control area that is used toassess the safety and performancecharacteristics of fuels and fuel transfersystems under simulated high air flowflight conditions. The laboratory has beenused to evaluate postcrash effectiveness ofsafety fuel additives and can be used for procedures associated with the emergency jettison ofaircraft fuel and other experiments involving fuel and fuel transfer system performance needs.
To find out more about the Propulsion and Fuels System Test Facilities, contact Mr. StewartByrnes, AAR-432, (609) 485-4499.

95
National Airport Fire Extinguishing Agent Perfor mance Test Facility
Improved fire fighting training, techniques, and equipment are needed to support FAA airportsafety and certification programs. It is FAA policy to maintain or improve current levels ofservice and fire fighting effectiveness while stabilizing or reducing the costs of that service andassociated equipment. The central theme in this research and development effort is theimprovement of fire fighting techniques and equipment while maintaining or improving cost-effectiveness. Sensitivity to cost is very important, especially at small airports where fireprotection can be a very large part of the airport’s operating costs.
This program is focused primarily on advancing the state of the art in fire fighting strategies andincreasing passenger survivability under the extremely harsh conditions of an interior postcrashfire. A secondary focus includes evaluating the effectiveness of elevated boom and cabin skinpenetration systems for interior fires, cargo fires, and composite material fires, as well asevaluating the effectiveness of advanced airport fire fighting extinguishing agents which aremore environmentally acceptable so that ground water and air quality are protected.
Laboratory tests have not proved reliable to predict the performance of extinguishing agents inlarge postcrash fuel spill fires. Additionally, interior aircraft fire protection requirements canonly be measured under actual full-scale interior fire conditions of flashover. Real-time firefighting strategies and fire protection requirements need to be established for new generationaircraft having second-level seating passenger designs. In addition, aircraft constructed ofadvance composite materials pose unique and specialized requirements on firefighters which willbe determined using this facility.
The test facility consists of three parts:
• A full-scale, environmentally protected ground facility to test new fire extinguishing agentsand collect toxic waste and spent fuel without endangering the environment.
• A full-scale aircraft facility with second-level passenger configurations to test newequipment, fire fighting tactics, and strategies.
• The FAA’s advanced high-performance rescue research vehicle (HPRV) with its 55-footelevated boom and cabin skin penetration system.
A large military surplus C-133 cargo aircraft will be fire hardened and configured to test agentdistribution and fire performance in several unique fire scenarios, including interior fires, cargofires, and second-level fires.
The ground spill fire facility measures 200 x 120 feet and will be used to assess the performanceof unique fire extinguishing agents used for specialized airport fire protection needs. Thisfacility will be used to develop new performance standards for all classes of extinguishing agentsincluding dry chemical and Halon Alternative Clean Agents.

96
The facility is concrete protected with a 5000-gallon collection containment vault. Thespecialized two-level aircraft facility measures 190 feet in length, 12 feet in diameter, and 26 feethigh. It will be the first full-scale second-level aircraft fire test facility in the world. Thephotograph below shows the advance high-performance rescue research vehicle (HPRV) with its55-foot elevated boom and cabin skin penetration system conducting a fire test.
To find out more about the National Airport Fire Extinguishing Agent Performance Test Facility,contact Mr. Joseph Wright, AAR-410, (609) 485-5131.

97
Category I Reconfigurable Approach Lighting System Testbed(RALST)
The Airport Technology Research and Development Branch, Airport Safety Technology Section,has a Category I Reconfigurable Approach Lighting System Testbed at the Atlantic CityInternational Airport, New Jersey.
The testbed consists of seven 5-lamp barrettes spaced 200 feet apart starting 200 feet in front ofthe threshold of Runway 4. At the 1000-foot station two additional barrettes of 5 lamps are oneither side to the 5-lamp barrette. Fromthe 1600- to the 2400-foot station, 5strobes are spaced 200 feet apart (1strobe per station). The lamps on eachbarrette are individually controlled formaximum flexibili ty in approachlighting research and development.External power is provided at eachstation to provide for new technologyresearch.
The testbed is currently being used insupport of the Approach LightingResearch and Development project.This project will provide data to ensuresafe and efficient airport groundoperations, especially at night and underlow-visibili ty conditions. Improvementsin the visual aids will help to eliminaterunway incursions. The goal of thisprogram area is to eliminate deficienciesin visual guidance systems and procedures that may contribute to surface collision accidents.
To find out more about the Reconfigurable Approach Lighting System Testbed, contact Mr.Donald Gallagher, AAR-410, (609) 485-4583.
![ALASKA WORKERS’ COMPENSATION BOARDappeals.dol.alaska.gov/docs/workerscomp/2013/2014/14-0082.pdf · konosis [sic] and posterior disc bulging. Spinal fluid was noted impressing the](https://img.dokumen.tips/doc/110x75/5e7b56e2909b0c168d43cfd1/alaska-workersa-compensation-konosis-sic-and-posterior-disc-bulging-spinal.jpg)