Embed Size (px)
DESCRIPTION
biotech
Citation preview

PROBLEM DEFINITION:
Malaysia currently produces more than 20 million tons of palm oil mill effluent (POME) which
is treated using conventional treatment consisting of tanks and or pond systems. These systems
require large areas of land taking up as much as 75 % of the total land area in the mill. Such
treatment systems generate nearly 1000 tones of methane (CH4) annually which is emitted into
the atmosphere leading to serious air pollution and health hazards as well as violating the Kyoto
Protocol. . Furthermore currently POME is treated to only meet DOE effluent discharge
requirements into the environment. The whole project should be based on the technical data
sheet from Sime Darby Plantation System attached to this project brief.
Proposed Engineering Solution:
This waste product should be considered as a raw material in the form of agricultural residue
which can be converted into useful by products using bioconversion techniques. You are
required to develop a treatment system for the bioconversion of the POME generated using
BIOTECHNOLOGY PRINCIPLES into VALUE-ADDED products.
ABSTRACT
In this project we need to convert POME to biodiesel. First we have to convert POME to SPO.
Then, parameters to prepare the biodiesel from sludge palm oil (SPO) were studied. The SPO
different from the natural palm oil (Crude Palm Oil, CPO) has the characteristics of :(1) Low
price the premium is only half of the CPO;(2) mud-like at 25℃,the solid content was about
50%;(3) High fatty acid content (about 50 wt.%). SPO has high fatty acids,therefor it has to
carry out the acid catalyzed esterification to convert of the fatty acids in SPO to biodiesel first,
and then used the alkaline catalyzed to further transesterification the SPO.The relationship of

palm oil acid valued and the content of fatty acid was calculated 0.498 in this study.;After acid
catalyzed esterification with methanol, the fatty acids in SPO was completely converted to fatty
acid methyl ester.The water washed method was not suitable for the reducing of the acid value;
According to the experimental results,the increase of NaOH(wt%) was induced to the high
content of methyl ester(i.e. the conversion was high). However, the saponification of the free
fatty acid was occurred as the amount of NaOH larger than 1.2 wt.% was added which leaded to
the separation of two phase more difficult. The yield of methyl ester was also directly
proportional to the amounts of methanol. However, as the methanol more than 40%, the yield of
methyl ester was decrease. The properties of the product can compete with these of the advanced
diesel.
BIO-DIESEL
INTRODUCTION
POME comprises a combination of the wastewaters which are principally generated and
discharged from the following major processing operations as follows (DOE, 1999)
Sterilization of FFB - sterilizer condensate is about 36% of total POME or about 0.9
tonnes POME for each produced tonnes of palm crude palm oil;
Clarification of the extracted CPO - clarification wastewater is about 60% of total POME
(approximately 1.5 tonnes of sludge obtained per tonnes of produced crude palm oil);
Hydrocyclone separation of cracked mixture of kernel and shell-hydrocyclone
wastewater is about 4% of total POME.

POME is considered as one of the most polluting agro-industrial residues due to its high organic
load. POME is in the form of highly concentrated dark brown colloidal slurry of water, oil and
fine cellulose materials from sterilisation and clarification stages. POME is a colloidal
suspension of 95-96% water, 0.6-0.7% oil and 4-5% total solids (Ma, 2000). In general 1 tonne
of POME will be generated from every 2 tonnes of FFB processed from the mill (Yacob et al.,
2005).1
Characteristic of POME2
1 PDF_WASTE 32 PDF_InTech-Microbial_biopolimerization_production_from_palm_oil_mill_effluent_pome_


Literature survey of current methods/technologies employed in the bioconversion of
agricultural residue into useful products. (alia)
From article ‘Bioconversion of lignocellulosic biomass: biochemical and
molecular perspectives’, lignocelluloses is used as agricultural, industrial and
forest residuals account for the majority of the total biomass present in the
world. To initiate the production of industrially important products from
cellulosic biomass, bioconversion of the cellulosic components into
fermentable sugars is necessary. A variety of microorganisms including
bacteria and fungi may have the ability to degrade the cellulosic biomass to
glucose monomers.
Bioconversion energy products including ethanol, methane, hydrogen,
etc. are being considered as integral constituents of biofuels. Ethanol
presently has the largest market due to its useas a chemical feedstock or as
a fuel additive or primary fuel. Hence, several attempts are being made for
the production of ethanol using lignocellulosic materials. Bioconversion of
lignocellulosic biomass could make a significant contribution to the
production of organic chemicals. Biomass-derived sugars can be readily
fermentedto fuel ethanol and commodity chemicals by the appropriate
microbes. B. coagulans have been described that can ferment lignocellulosic
hexoses and pentoses tolactic acid
From the journal ‘Biodegradation and bioconversion of cellulose
wastes using bacterial and fungal cells immobilized in radiopolymerized
hydrogel’, redundant cellulose wastes from agriculture and food processing
is used to produce natural organic fertilizers and, respectively, cellulose
bioconversion into useful products, such as: 'single- cell protein' (SCP) or
'protein-rich feed' (PRF) by using method of continuous enzymatic activities
of immobilized bacterial and fungal cells as improved biotechnological tools
and, also, recent research concerning cellulose wastes biocomposting. The
cellulose biodegradation, induced especially by fungal cultures, used as

immobilized cells in continuous systems, was investigated by enzymatic
assays and the bioconversion into protein-rich biomass was determined by
my celial protein content, during such long time processes. The specific
changes in cellular development of immobilized bacterial and fungal cells in
PAA hydrogels emphasize the importance of physical structure and chemical
properties of such polymeric matrices used for efficient preservation of their
metabolic activity, especially to perform in situ environmental applications
involving cellulose biodegradation by using immobilized microorganisms as
long-term viable biocatalysts.
From the journal ‘Assessing corn stover composition and sources of
variability via NIRS’, Corn stover was used in currently available source of
biomass that potentially could be collected as a biofuels feedstock. Biomass
conversion process economics are directly affected by the overall
biochemical conversion yield, which is assumed to be proportional to the
carbohydrate content of the feedstock materials used in the process.
Variability in the feedstock carbohydrate levels affects the maximum
theoretical biofuels yield and may influence the optimum pretreatment or
saccharification conditions.
A rapid compositional analysis method using near-infrared
spectroscopy/partial least squares multivariate modeling (NIR/PLS) was used
to evaluate compositional variation among 508 commercial hybrid corn
stover samples collected from 47 sites in eight Corn Belt states after the
2001, 2002, and 2003 harvests. The major components of the corn stover,
reported as average (standard deviation) % dry weight, whole biomass basis,
were glucan, xylan, solubles composite, and lignin (corrected for protein).
Much of the variation observed in the structural components (on a
whole biomass basis) is due to the large variation found in the soluble
components. Analysis of variance (ANOVA) showed that the harvest year had
the strongest effect on corn stover compositional variation, followed by

location and then variety. The NIR/PLS rapid analysis method used here is
well suited to testing large numbers of samples, as tested in this study, and
will support feedstock improvement and biofuels process research.
Fom the journal ‘Simultaneous saccharification and co-fermentation of
lignocellulosic residues from commercial furfural production and corn kernels
using different nutrient media’, simultaneous saccharification and
cofermentation (SSCF) of lignocellulosic residues from commercial furfural
production (furfural residue, FR) and corn kernels was used to compare the
effect of using different nutritional media. As the supply of starch grain and
sugar cane, currently the main feedstocks for bioethanol production, become
limited, lignocelluloses will be sought as alternative materials for bioethanol
production.
Production of cellulosic ethanol is still cost-inefficient because of the
low final ethanol concentration and the addition of nutrients. From the
result , they conclude that Starch ethanol promotes cellulosic ethanol by
providing important nutrients for fermentative organisms, and in turn
cellulosic ethanol promotes starch ethanol by providing cellulosic enzymes
that convert the cellulosic polysaccharides in starch materials into additional
ethanol.
Another resourceful agricultural tree is palm. Its residue agricultural
residue can be turned into useful products.

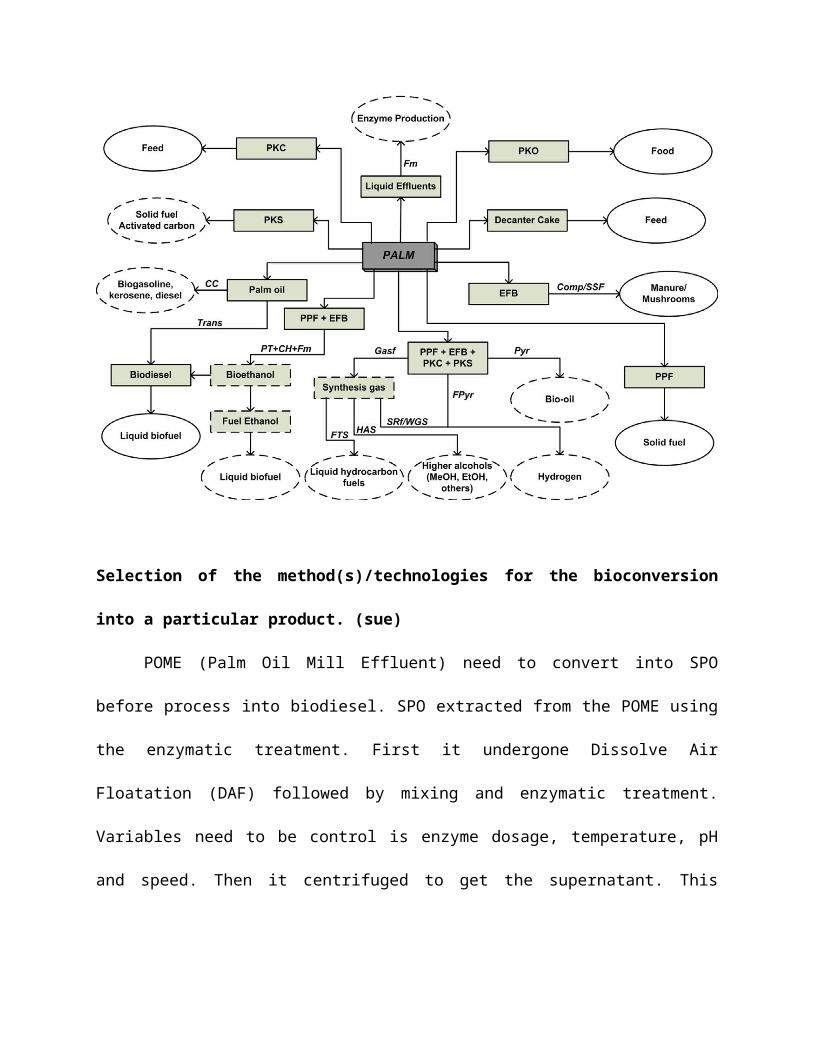
Selection of the method(s)/technologies for the bioconversion into a particular product.
(sue)
POME (Palm Oil Mill Effluent) need to convert into SPO before process into biodiesel.
SPO extracted from the POME using the enzymatic treatment. First it undergone Dissolve Air
Floatation (DAF) followed by mixing and enzymatic treatment. Variables need to be control is
enzyme dosage, temperature, pH and speed. Then it centrifuged to get the supernatant. This
supernatant used for oil purification that produces Sludge Palm Oil (SPO).
After POME has converted into SPO an esterification process is prepared to reduce the
FFA (Free Fatty Acid) content before further to transesterification process. Transesterification
used alkaline catalyst in which the oil should not high than 1%. Since SPO has high amount of
FFA acid which is 25%, it will caused the saponification occurs. Therefore esterification used as

pre-treatment process to convert the FFA into FAME (Fatty Acid Methyl Ester) with acid
catalyst. The most common acid catalyst used are sulfuric, hydrochloric, and P-toluenesulfonic
acid (PTSA). For this process acid catalyst PTSA is selected because it will reduce the FFA
contents as low as 0.75%. Composition of FFA determined by gas chromatography and mass
spectrophotometer. Esterification performed using batch reactor. The crude oil collected from
this process used for the next transestrification process.
Transesterification process performed using alkaline catalyst. Transesterification reaction
in which biodiesel is produced as the main product whereas glycerol is the by-product. Base base
catalysts such as NaOH and KOH are generally used to facilitate the reaction towards completion
at mild reaction temperature (50– 80 °C). In addition, these catalysts are widely used in
commercial scale biodiesel processing plants due to their relatively cheap price and easily
available in the market. However, these catalysts are sensitive to the free fatty acid (FFA) in raw
oil in which the FFA will react with the catalysts to form soap. The soap formed will eventually
lower down the yield of biodiesel and creates difficulty in product separation and finally
resulting to large amount of wastewater. Final processes were separation and purification of
biodiesel. All experiments were performed in batch reactor.
Develop and draw the design process flow diagram for the bioconversion process. Describe
the unit operations, unit processes, and process kinetics / mechanism
(AINA,AYEEN,NADIA,SARA,SALMI)
From POME to SPO
Mixed sludge( sterilizer condensate+oil room sludge)
Dissolved air floatation (DAF) treatment
Sludge+Embedded oil+Trapped oil
Mixing and enzymatic treatment
Control variables: pH, temperature, speed, enzyme dosage
Centrifugation
Solid phase
Screw pressSoli
d(Treated
sludge)
Biocompos fertilizer and
feed
Filtrate(Glucose)
Ethanol
Supernatent(oil+enzy
me+fine particles)
Oil purificati
onSlude Palm
Oil (SPO)8-90% recove
ry

Design the unit operations and unit processes (AINA,AYEEN,NADIA,SARA,SALMI)
In general, the process consists of five sections:
1) Two-stage reaction to make biodiesel
2) Separation of the biodiesel layer after each stage in the reaction
3) Water wash of the biodiesel
4) Methanol and water recovery from all products and byproducts
5) Methanol and water purification by distillation for reuse in the process
Relevant Unit Operations
• Phase separation (gravity, ‘fuges)
• Washing (cc gravity, ‘fuges etc)
• Evaporation (distillation less relevant)
• Heat exchange
• Drying
Figure 1 shows a schematic diagram of the processes involved in commercial-scale biodiesel
production. Alcohol, catalyst and oil (SPO) are combined in a reactor and agitated for
approximately an hour at 60ºC. Large plants (> 4 million liters/year) use continuous flow
processes involving continuous stirred-tank reactors (CSTR) or plug flow reactors.
Figure: Process flow schematic for biodiesel production
The reaction is sometimes done in two steps. In this system, approximately 80 percent of the
alcohol and catalyst is added to the oil in a first-stage CSTR. Then the reacted stream from this
reactor goes through a glycerol removal step before entering a second CSTR. The remaining 20
percent of the alcohol and catalyst is added in this reactor. This system provides a very complete
reaction with the potential of using less alcohol than single-step systems.
Glycerol Separation
Following the reaction, the glycerol is removed from the methyl esters. Due to the low solubility
of glycerol in the esters, this separation generally occurs quickly and may be accomplished with
either a settling tank or a centrifuge. The excess methanol tends to act as a solubilizer and can
slow the separation. However, this excess methanol is usually not removed from the reaction
stream until after the glycerol and methyl esters are separated, because the transesterification

reaction is reversible and the methyl esters may recombine with glycerin to form
monoglycerides.
The glycerol stream leaving the separator is only about 50 percent glycerol. It contains some of
the excess methanol and most of the catalyst and soap. In this form, the glycerol has little value
and disposal may be difficult. The methanol content requires the glycerol to be treated as
hazardous waste.
The first step in refining the glycerol is usually to add acid to split the soaps into free fatty acids
and salts. The free fatty acids are not soluble in the glycerol and will rise to the top, where they
can be removed and recycled. The salts remain with the glycerol, although depending on the
chemical compounds present, some may precipitate out. One frequently touted option is to use
potassium hydroxide as the reaction catalyst and phosphoric acid for neutralization, so that the
salt formed is potassium phosphate, which can be used for fertilizer. After acidulation and
separation of the free fatty acids, the methanol in the glycerol is removed by a vacuum flash
process, or another type of evaporator. At this point, the glycerol should have a purity of
approximately 85 percnet and this is typically sold to a glycerol refiner. The glycerol refining
process takes the purity up to 99.5 percent to 99.7 percent, using vacuum distillation or ion
exchange processes.
Methanol Separation
After separation from the glycerol, the methyl esters pass through a methanol stripper, usually a
vacuum flash process or a falling film evaporator, before entering a neutralization step and water
washing. Acid is added to the biodiesel to neutralize any residual catalyst and to split any soap
that may have formed during the reaction. Soaps will react with the acid to form water-soluble

salts and free fatty acids. The salts will be removed during the water washing step and the free
fatty acids will stay in the biodiesel.
The methanol that is removed from the methyl ester and glycerol streams will tend to collect any
water that may have entered the process. This water should be removed in a distillation column
before the methanol is returned to the process. This step is more difficult if an alcohol such as
ethanol or isopropanol is used that forms an azeotrope with water. Then, a molecular sieve is
used to remove the water.
Washing the Biodiesel
A water washing step is intended to remove any remaining catalyst, soap, salts, methanol or free
glycerol from the biodiesel. Neutralization before washing reduces the water required and
minimizes the potential for emulsions to form when the wash water is added to the biodiesel.
Following the wash process, any remaining water is removed from the biodiesel by a vacuum
flash process. In recent years, so-called waterless wash processes have been developed that
minimize the need for waste water treatment and disposal.
Handling Free Fatty Acids
Special processes are required if the oil or fat contains significant amounts of free fatty acids
(FFAs). Used cooking oils typically contain 2 percent to 7 percent FFAs, and animal fats contain
from 5 percent to 30 percent FFAs. When an alkali catalyst is added to these feedstocks, the free
fatty acid reacts with the catalyst to form soap and water, as shown in the reaction below.

With up to about 5 percent FFAs, the reaction can still be catalyzed with an alkali catalyst, but
additional catalyst must be added to compensate for the catalyst lost to soap. The soap that is
created during the reaction is washed out after the reaction with the water wash.
When the FFA level is above 5 percent, the soap inhibits separation of the methyl esters and
glycerol and contributes to emulsion formation during the water wash. In these cases, an acid
catalyst such as sulfuric acid can be used to esterify the free fatty acids to methyl esters as shown
in the following reaction.
This process can be used as a pretreatment to convert the FFAs in high FFA feedstocks to methyl
esters, and thereby reduce the FFA level. Then, the low FFA pretreated oil can be transesterified
with an alkali catalyst to convert the triglycerides to methyl esters. As shown in the reaction,
water is formed, and if it accumulates it can stop the reaction well before completion.

SPO has high fatty acids, therefore it has to carry out the acid catalyzed esterification to
convert of the fatty acids in SPO to biodiesel first, and then used the alkaline catalyzed to further
transesterification the SPO.
The transesterification reaction requires a catalyst in order to obtain reasonable
conversion rates. The nature of the catalyst is fundamental since it determines the compositional
limits that the feedstock must conform to. Furthermore, the reaction conditions and
postseparation steps are predetermined by the nature of the catalyst used. Currently, most
biodiesel is prepared using alkaline catalysts, such as sodium and potassium methoxides and
hydroxides. Industrially, NaOH and KOH are preferred due to their wide availability and low
cost. Nonetheless, from a chemical standpoint the active species with both types of catalysts are
methoxide ions.3
The mechanism of alkali-catalyzed transesterification is described in Fig.?. The first step
involves the attack of the alkoxide ion to the carbonyl carbon of the triglyceride molecule, which
3 Synthesis of Biodiesel via Acid Catalysis_PDF POME_2
POMERECOVERY OF
SLUDGE PALM OIL
ACID CATALYZED ESTERIFICATION
TO CONVERT FATTY ACIDS TO
SPO
ALKALINE CATALYZED FOR
FURTHER TRANSESTERIFICA
TION THE SPO
MAIN PRODUCT:BIODIES
ELBY-
PRODUCT:GLYCEROL

results in the formation of a tetrahedral intermediate. The reaction of this intermediate with an
alcohol produces the alkoxide ion in the second step. In the last step the rearrangement of the
tetrahedral intermediate gives rise to an ester and a diglyceride.4
(a)
(b)
Figure ?: (a)General equation of transesterification and (b)General equation for
transesterification of triglycerides
During trasesterificatian process, heterogeneous acid catalysts offer several advantages compared
to homogeneous base catalysts:
Esterification and transesterification can be performed in a single step
Insensitive to FFA content in oil
Easy separation of catalyst from reaction products and
4 L.C. Meher,L.C,Sagar,D.V.,and Naik,S.N.(2004). Technical aspects of biodiesel production by transesterification—a review.pp1-21
Catalysts can be recycled and regenerated for the subsequent reaction cycle.
Process parameters such as molar ratio of alcohol to oil, type of alcohol, amount of acid
catalyst, reaction time, and free fatty acid level were investigated to determine the best strategy
for converting the free fatty acids to usable esters.
Large quantities of water are used during the extraction of crude palm oil from fresh fruit
bunches (FFB). About 50% of the water results in POME, the other 50% being lost as steam,
mainly through the sterilizer exhaust and piping leakages, and as wash waters [100–102]. POME
consists of a combination of the wastewaters that are mainly generated and discharged from the
following major processing operations: sterilization of the FFB (the sterilizer condensate is about
36% of the total POME), clarification of the extracted crude palm oil (the clarification
wastewater is about 60% of the total POME) and hydrocyclone separation of the mixture of
cracked kernels and shells (the hydrocyclone wastewater is about 4% of the total POME) [100,
103].
Raw POME is a brown-colored colloidal suspension containing 95–96% water, 0.6–0.7%
oil and 4–5% suspended solids [29, 102]. It is slightly acidic in the pH range of 4.0–5.0 [104,
105]. Physically, the freshly discharged POME from the factory has a temperature of 85–901C
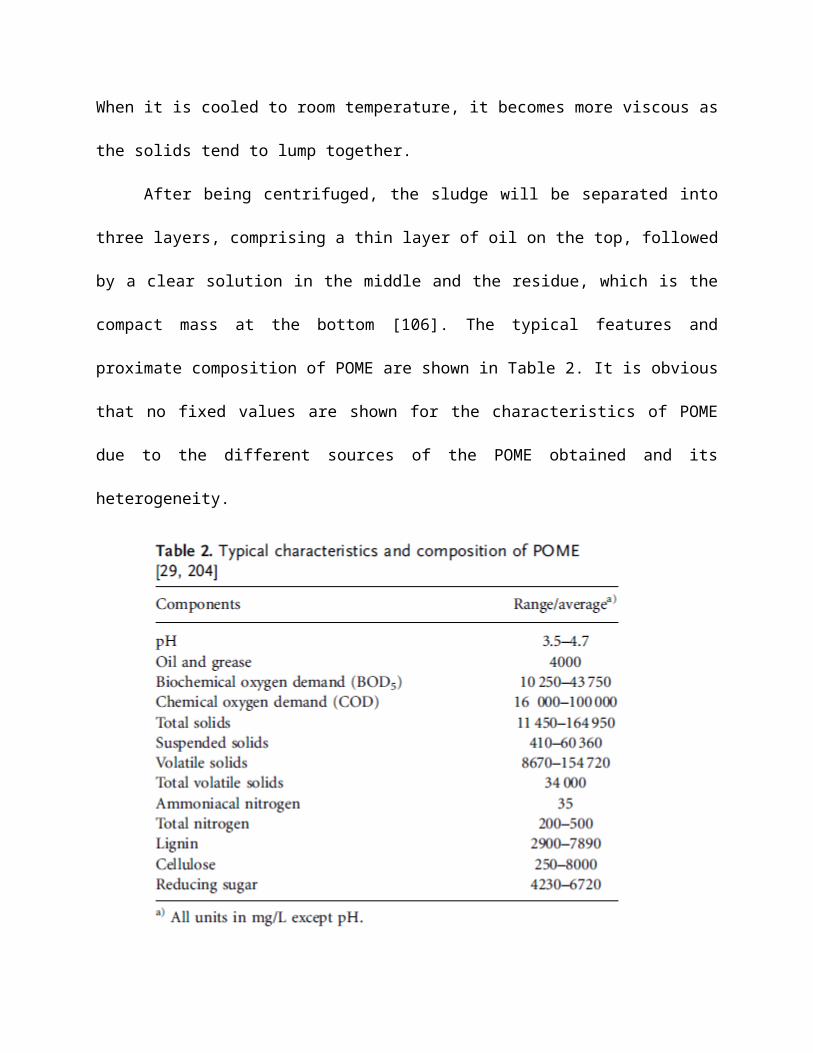
and is less viscous and brownish in color. When it is cooled to room temperature, it becomes
more viscous as the solids tend to lump together.
After being centrifuged, the sludge will be separated into three layers, comprising a thin
layer of oil on the top, followed by a clear solution in the middle and the residue, which is the
compact mass at the bottom [106]. The typical features and proximate composition of POME are
shown in Table 2. It is obvious that no fixed values are shown for the characteristics of POME
due to the different sources of the POME obtained and its heterogeneity.

The other major obstacle to acid–catalyzed esterification for FFAs is water formation.
Water can prevent the conversion reaction of FFAs to esters from going to completion. Keim et
al. (1945) patented a process for esterification of oils containing over 50% free fatty acids. In a
case study described in the patent, unbleached palm oil containing 50.8% free fatty acids was
mixed with methanol (77% of the weight of the oil) and sulfuric acid (0.75% of the weight of the
oil) and stirred at 69³C for 1 h. The reaction products were distilled under vacuum and the yield
obtained was 97.0%. The acid value of the distillate was equivalent to about 5% palmitic acid.
This acid level is approximately equal to an acid value of 10 mg KOH/g which is much higher
than the value of 0.8 mg KOH/g specified in ASTM specification PS121 for biodiesel (Howell,
1997). The water created by the acid–catalyzed reaction of the FFAs with the methanol probably
stopped the esterification reaction before it could be completed.5
5 Howell, S. 1997. U.S. biodiesel standards: An update of current activities. SAE Paper No. 971687. Warrendale, Pa.: SAE.

The application of extractive reaction is one of the integration approaches that can be
used for intensification of biodiesel production. This process consists in the combination of the
chemical reaction and liquid–liquid extraction in the same unit achieving such synergistic effect,
that the increase of selectivity, conversion, productivity, and purity of final product may be
attained (Rivera and Cardona, 2004). Thus, two liquid phases are formed during the reaction. For
this reason, the decanter is not needed.
For the case of ethyl esters of palm oil, the separation of two liquid phases is not possible
using a conventional stirred tank reactor in continuous regime. To attain such separation, a
compact system consisting of one reaction stage and several separation stages working at
nonisothermal conditions put together in a single unit (multi-stage reactor–extractor) have been
developed and is currently being patented.
This system was used to carry out the extractive reaction process intended to the biodiesel
production using palm oil and ethanol in continuous regime. The results obtained (Gutiérrez,
2008) showed that a biodiesel-enriched liquid phase (65% of ethyl esters) and a glycerol-
enriched liquid phase (44% of glycerol) can be continuously removed from the above-mentioned
multi-stage reactor-extractor, which is continuously fed with ethanol and palm oil at a molar
ratio of 6:1, respectively.
In this way, the principle of reaction-separation integration can be applied to the
production of ethyl esters using palm oil and even castor oil (Gutiérrez, 2008; Montoya et al.,
2006). Biodiesel-enriched liquid phase is continuously removed from the reactor-extractor and
sent to a separation unit where ethanol is recovered.

This integrated configuration is shown in Fig. 3b. In order to obtain a high purity
biodiesel, this stream is washed with hot water to extract the excess of KOH and the soap that
could have been formed during the reaction. Glycerol-enriched phase is directed to another
separation unit where part of ethanol is recovered.
Fig. 3. Flowsheet configuration for biodiesel production from oil palm and ethanol. a.
Conventional configuration. b. Integrated configuration involving reactive extraction. (1):
biodiesel-enriched stream, (2): glycerol-enriched stream.

Estimate / predict quantities of bioconversion products based on system
efficiency( including the mass balances). ((ANA,MIMI))
Before this the using of anaerobic ponding system is one of the major treatment processes
practiced by most of the oil-palm industries. The major drawbacks of this process are that it
requires large land areas and emits biogas, which pollutes the environment. Therefore the
alternative way to form this agricultural residue (POME) which can be converted into useful by
products using bioconversion techniques was studied. Biodiesel, a fuel that can be made from
renewable biological sources, such as vegetable oils, animal fats, and POME may have the
potential to reduce the reliance on petroleum fuel and reduce air pollutant emissions from diesel
engines.
There are at least four ways in which oils and fats can be converted into Biodiesel
(Ghadge and Raheman, 2006) which are Transesterification, Blending, Microemulsions and
Pyrolysis. Among these processes, transesterification is the most commonly used method. The
transesterification process is achieved by reaction of a triglyceride molecule with an excess of
alcohol in the presence of a catalyst to produce glycerin and fatty esters. The chemical reaction
with methanol is shown schematically in Figure (1).

Figure 1: Overall mechanism of Transesterification (Gerpen, 2005)
Figure 2: Intermediate steps in Biodiesel Transesterification (Allen et al, 2006)
Therefore the esterification process was choosing to convert the SPO to biodiesel fuel. In
batch esterification process, the biodiesel fuel was produced from SPO using P-toluenesulfonic

acid (PTSA) as acid catalyst in different dosages in presence of methanol to convert free fatty
acid (FFA) to fatty acid methyl ester (FAME). First we have to convert POME to SPO. Then,
parameters to prepare the biodiesel from sludge palm oil (SPO) were studied and the optimum
condition was analyzed. From the analysis we can estimate or predict quantities of bioconversion
products based on system efficiency.
We use of SPO because it can lower the cost of biodiesel production significantly. From
the schematic diagram showing the processes involved in commercial-scale biodiesel production.
Alcohol, catalyst and oil (SPO) are combined in a reactor and agitated for approximately an hour
at 60ºC. But for large plants (> 4 million liters/year) use continuous flow processes involving
continuous stirred-tank reactors (CSTR) or plug flow reactors.
From the studies before the optimum condition for batch esterification process were
0.75% wt/wt, 10:1 molar ratio, 60°C temperature and 60 minutes reaction time. The use of SPO
can lower the cost of biodiesel production significantly, which makes SPO a highly potential
alternative feedstock for biodiesel production. An alkaline catalyst are not prefer to used because
the SPO usually contains high amounts of free fatty acid (FFA) that cannot be converted to
biodiesel. Therefore the esterification process using P-toluenesulfonic acid (PTSA) as acid
catalyst is used in order to pretreat the SPO by converting the FFA to fatty acid methyl ester
(FAME). Usually there are more of ideal acid catalysts such as sulfuric, hydrochloric, sulphonic
acid and P-toluenesulfonic acid (PTSA). However, the PTSA showed highest catalytic activity
compared to other acid catalysts.
The studies were performed in 1.5 of batch reactor with reflux condenser and all
parameters were controlled by digital controller from (Sartorius Stedim biotech Malaysia Sdn
Bhd). And the general reaction occur in this process are
RCOOH + CH3OH ←⎯Acid Catalyst→ RCOOCH + H2O (1)
From the process the yield of biodiesel produced was calculated using Equation 2.
Product yield is define as the weight percentage of the final product relative to SPO weight at the
beginning of experiment. Conversion is the number of converted FFA to FAME per number of
initial FFA, and calculated using Equation 3.
Where
Conv. = conversion of FFA to FAME (free fatty acid (FFA) and fatty acid methyl ester
(FAME))
Nso = FFA content at the start of reaction (%)
Ns = FFA content at the end of reaction (%)
In this study the parameter used for estimation of biodiesel production for analyze the
optimum condition are in term of reaction time, effect of reaction temperature, effect of PTSA
dosage, effect of molar ratio, and effect of PTSA after Transesterification Reaction. From the
studies its show that:
a) Effect of reaction temperature
In this study the optimum reaction temperature was found to be 60°C. At this temperature
the yield of crude biodiesel obtained was 96% and the conversion of FFA to FAME was
90%.
Fig. 3: Effect of reaction temperature on yield of crude biodiesel and conversion of FFA to FAME.
b) Effect of reaction time
The yield of biodiesel is slightly proportional to the reaction time. The biodiesel
production will increased with increase in reaction time. The results obtained from the
present study discovered that, about 60 minutes of reaction was sufficient for the completion
of esterification reaction. The biodiesel production produced is 96% yield of crude biodiesel
and 90.9% conversion of FFA to FAME. At 30 minutes FFA content was 5.42%, while after
60 minutes the FFA content decreased from 25.63% to 2.02%.

Fig. 4: Effect of reaction time on yield of crude biodiesel and conversion of FFA to FAME.
c) Effect of PTSA dosage
In the present study the 0.75 wt% of PTSA gave the highest yield with 96% of crude
biodiesel, and conversion of FFA to FAME was 90.9%. There was no significant increase
observed with higher dosage of PTSA on yield of crude biodiesel and conversion of FFA to
FAME.
Fig. 5: Effect of dosage of PTSA on yield of crude biodiesel and conversion of FFA to FAME.
d) Effect of molar ratio

The yield of crude biodiesel is increased slightly when molar ratio increased from 6:1 to
10:1, and no significant change observed with higher molar ratio. It was show that the
optimum molar ratio was 10:1. This is because FFA content of SPO reduced from 25.63% to
2.02%. Meanwhile when using 8:1molar ratio, FFA content only reduced from 25.63% to
3.16%, which is measured high for transesterification reaction.
Fig. 6: Effect of molar ratio on yield of crude biodiesel and conversion of FFA to FAME.
e) Effect of PTSA after Transesterification Reaction
After the SPO pretreated by esterification process in different PTSA dosages (0.5%,
0.75%, 1.0%, 1.5% and 2%) the SPO was further transesterified. The yield of biodiesel from
SPO and its FFA content is shown in figure below.
It was show that the highest yield of biodiesel from SPO was obtained from sample
which was treated with 0.75% and 1.0% PTSA. However the yield for sample treated with
0.75% was slightly higher than 1%. But when consider in terms of catalyst consumption, the
using dosage of 0.75% was more economically than 1% of PTSA. The results of FFA content
were less than 0.5% for all samples and meet the standard specification for biodiesel fuel
(B100) blend stock for distillate fuels ASTM D 6751-02 and EN 14214.
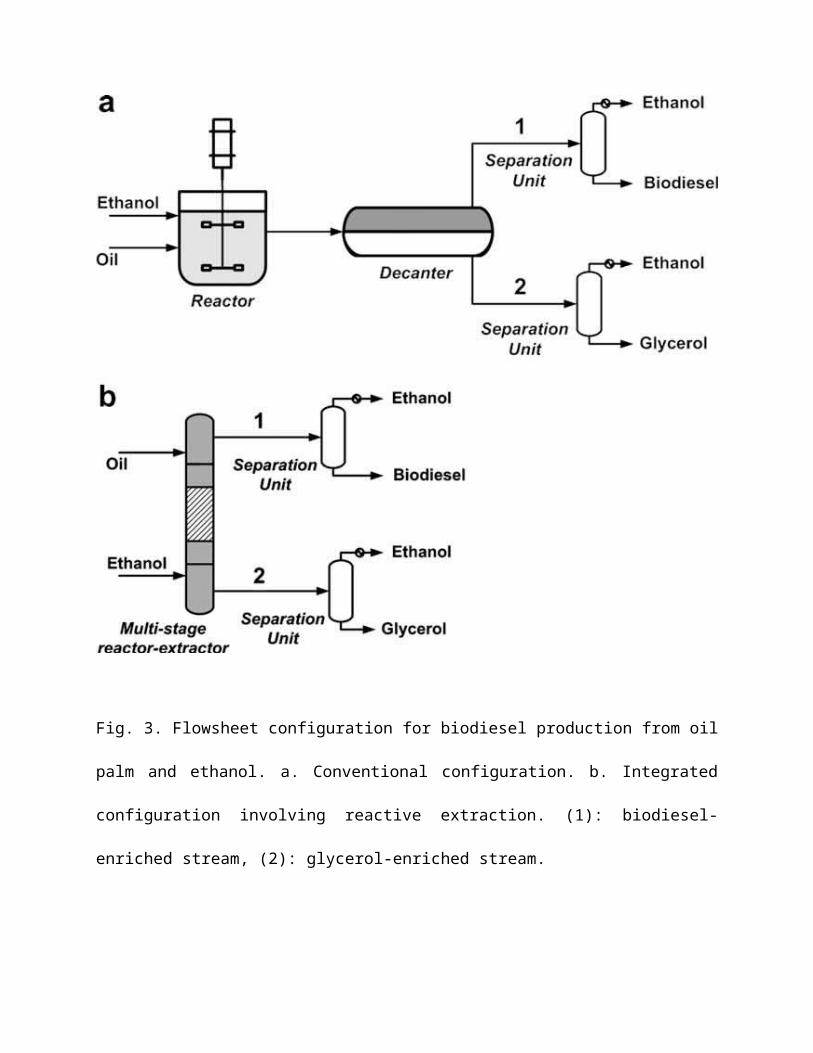
Fig. 7: Effect of dosage of PTSA on yield of biodiesel and FFA content after transesterification reaction.
Therefore, the properties of biodiesel fuel from SPO is reported in Table 1 according to
EN 14214 specification for biodiesel fuel. From Table 1 it can be seen that the highest ester
content achieved after transesterification was with 0.75% of PTSA.
For 0.5% of PTSA, uncompleted transesterification was observed, indicated by high
amount of Triacylglycerines. It shows that, for a given specific transesterification reaction
situation, insufficient amount of acid catalyst during esterification process affects the FFA
content, the transesterification process itself, and the final product also. The using of dosages of
0.75% and 1 wt% of PTSA to SPO meet up the European standard specification for biodiesel
fuel except of ester content which needs to be further transesterified in order to increase the ester
content.
Therefore it can be concluded that the optimum conditions for esterification process were
0.75 wt% PTSA to SPO, 10:1 molar ratio, 60°C reaction temperature, and 60 minutes reaction
time to obtain 96% yield of crude biodiesel and 90.93% conversion of FFA to FAME. The yield
of biodiesel after transesterification was 76.62% and ester content was 93%.
Table 1: Properties of biodiesel from SPO after transesterification reaction.
Table 2: The estimation of biodiesel production in optimum parameters
PARAMETERS OPTIMUM CONDITION
CONVERSION OF FFA TO FAME
BIODIESEL PRODUCED
Effect of reaction temperature60°C 90% 96%
Effect of reaction time60 minutes 90.9% 96%
Effect of PTSA dosage0.75 wt% 90.9% 96%
Effect of molar ratio10:1 89%
(FFA content of SPO reduced from 25.63% to
2.02%)
90.9%
Effect of PTSA after Transesterification Reaction 0.75 wt%
93%76.62%

Estimate the cost of production (pje)
In 2006, NIRAS Consultants (a Danish firm) undertook a comprehensive research project
with the MPOB for the Government of Malaysia (NIRAS, 2006a). This study considered only
two elements of the cost function for biodiesel: processing costs and the price of the final
products and the price of feedstocks (palm oil mill effluent) is already available. The equation
below, taken from the report, shows that the viability of biodiesel production improves with
lower feedstock costs and higher by-product revenue (primarily from sales of glycerol):
PCPO + 0.112PM + PC = 0.96PPD + 0.1PG
Where PCPO = the market prices of crude palm oil, PM = the market prices of methanol, PG = the
market prices of glycerol, PC = the conversion cost and PPD = the outcome price of the palm
diesel.
The equation assumes that one tonne of CPO yields 0.96 tonnes of biodiesel, plus 0.1
tonnes of glycerine. Pleanjai (2004) found that one tonne of biodiesel is produced from 1.14
tonnes of CPO (therefore 1 tonne CPO yields 0.86 tonnes of biodiesel). The analysis did not
include capital costs.
Based on this model we substitute crude palm oil with palm oil mill effluent where palm
oil mill effluent (the main input) was already available as waste product, biodiesel in Malaysia
could be produced for RM 1 99.83 (US$ 57.92) per tonne (RM 1.48 or US$ 0.40 per litre). These
assumed prices for methanol and glycerine of RM 1 070 and RM 2 280 respectively:
PPD = (PPOME + 0.112PM + PC - 0.1PG) / 0.96
= (0 + 0.112*1070 + 300 – 0.1*2280) / 0.96

= 199.83
The NIRAS study also noted that one tonne of biodiesel has a volume of 1 124 litres, and that
biodiesel contains approximately 10 per cent less energy per litre than petroleum diesel fuel. 36
It follows that the production cost of biodiesel would be RM 0.20 (US$ 0.06) per litre of
biodiesel.
Item RM per tonne
US$ pertonne
Variable cost of production (excluding palm oil)
Refining cost adjusted for PFAD & yield loss in refining 90 26
Methanol @ 0.115/MT of Biodiesel, 0.115 MT of methanol per MT of biodiesel & RM1 400/MT of methanol (average 2006 price)
161 46
Catalyst cost @ 2% sodium methoxide @ US$ 900/MT 63 18
Utilities 32 9
Other chemicals 37 9
Yield loss @ 2% 52 15
Labour, consumables and other direct overheads 25 7.2
Total variable cost (TVC) 460 133
Fixed Costs
Financing Costs @ 7% for RM 90 million investment for a 100 000 mt/yr plant
63 18
Total overheads @ RM12 million/annum 120 35
Depreciation on RM 70 million @ 6.7% (over 15 years) 47 13
Working capital cost, 2 months 30 8.70
Total fixed costs (TFC) 260 75
Total production cost (TC = TVC + TFC) 720 210

Glycerine credit @ crude glycerine price of US$ 200/MT & 10% yield on biodiesel.
(70) (20)
Breakeven cost for biodiesel production over crude palm oil price 650 188Notes: All cost of production figures assume a plant capacity of 100 000 tonnes per year; the average exchange rate in 2007 was US$ 1 = RM 3.45.Source: MPOB
The NIRAS, MBA (TVC), Lipochem and Nasir et al. studies only include variable costs.
Based on the Malaysian Biofuel Association study (Table 4.3), fixed costs are likely to add
around ten per cent to the price. Once distribution costs and a profit margin are taken into
account, the pump price of biodiesel would be higher still.
Describe how the waste by products from the bioconversion will be handled to ensure
environmental pollution is minimal. (ika)
Waste traditionally has been seen having no value. In a resource efficient economy and
society, the term ‘waste’ would refer only to those residual materials that have absolutely no
potential to be utilized and, therefore, economic value. Under this definition, traditionally
‘valueless’ streams of waste can be considered resources for a new tier of the economy.They can
be recovered (or prevented from being lost) through greater efficiency and management at every
stage of production and consumption. Even some hazardous or toxic materials may be recycled
or re-refined for reuse.Malaysia is known as one of the biggest palm oil industry in the world.
Malaysia has a lot of resource to produce biodiesel to maximize the efficiency of waste
management and at the same time to minimize environmental pollution. In Malaysia case, waste
from palm oil processing, sludge palm oil (SPO) can be used as a source to produce biodiesel.
According to Bajpai and Tyagi (2006) biodiesel does not emit sulphur and carbon
monoxide on burning. It is also non-polluting, biodegradable and environmentally safe since it is
based on plant. The researchers also give example of biodiesel study on the cytotoxic and
mutagenic effects of diesel engine emissions using biodiesel and petroleum diesel as fuel. In the
study, the particulates associated emissions from the biodiesel and common petroleum diesel fuel
and their vitro cytogenic and mutagenic effects were compared and the results showed the lower
mutagenic potency of biodiesel as compared to diesel fuel.
According to studies, diesel fuel emits more carbon dioxide than biodiesel. The
combustion of biodiesel also reported to emit lesser pollutants compared to diesel. According to
the figure, the reduction of SO2 is 100% while polyaromatic hydrocarbons reduction almost 80%.
Biodiesel also will greatly reduce the production of carbon dioxide as greenhouse gas. Biodiesel
is nearly carbon-neutral as it does not contribute to emission for global warming. This is because,
it is based from plant. Plant uses CO2 to make various reactions for the growth. When the
biodiesel is burned, CO2 and other emissions are released and return to the atmosphere. This
cycle does not add to the net CO2 concentration in the air because the next plant generation will

reuse the CO2 as it grows. When fossil fuels such as coal or diesel fuel are burned, however,
100% of the CO2 released adds to the CO2 concentration levels in the air.
Biodiesel also has another property that will minimize environmental pollution which is
biodegradable. Being biodegradable meaning it will not sustain in the environment for a long
time and can be degrade by natural means such as microbes. Studies also proved that mixed fuels
degradation rate increased twice to petroleum fuel alone.
Conclusions and recommendations
References
Biodiesel: Source, Production, Composition, Properties and Its Benefits
DivyaBajpai, V.K Tyagi
2006





























