Embed Size (px)
Citation preview
Vortrag zum TAPPI Symposium @ Interzum
„Insights Into Modern Surfaces“
Dr. Gerhard Görmar
Decor Druck Leipzig GmbH
Neue anwendungstechnische Herausforderungen für den Einsatz von Dekorfinishfolien
Dekor Druck Leipzig GmbH- Teil der Kosche - Unternehmensgruppe
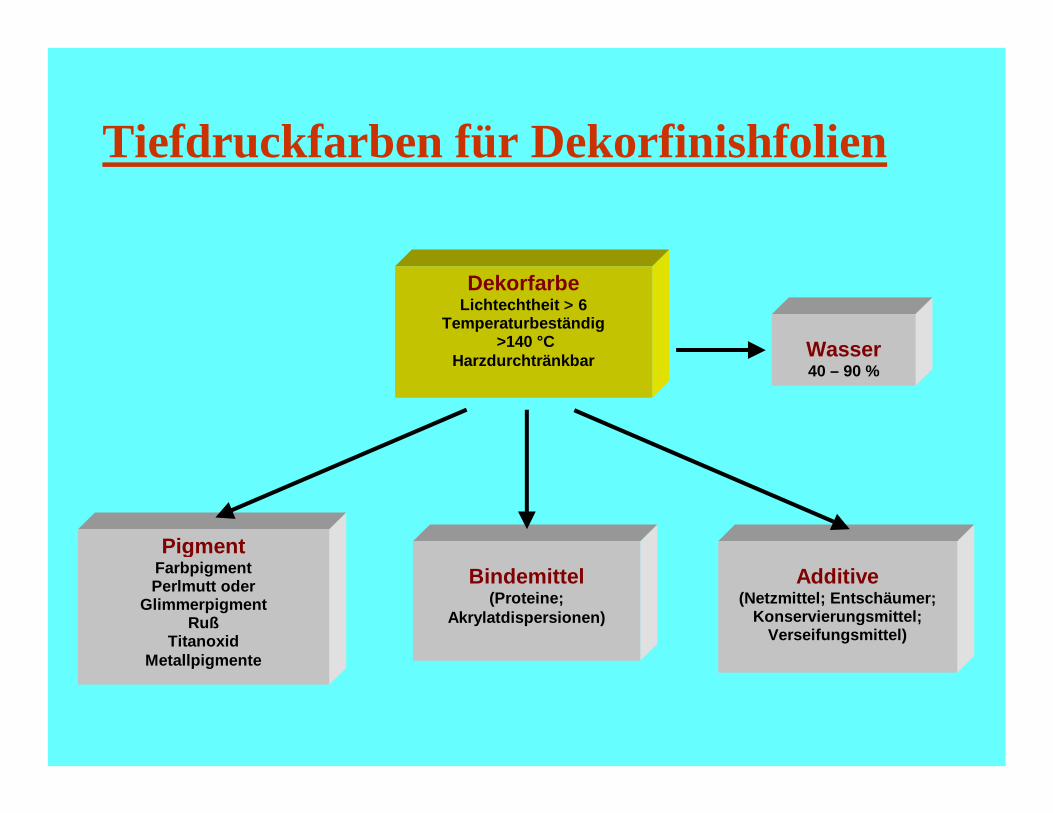
Tiefdruckfarben für Dekorfinishfolien
Additive (Netzmittel; Entschäumer;
Konservierungsmittel; Verseifungsmittel)
DekorfarbeLichtechtheit > 6
Temperaturbeständig >140 °C
Harzdurchtränkbar
Pigment Farbpigment Perlmutt oder
Glimmerpigment Ruß
Titanoxid Metallpigmente
Bindemittel (Proteine;
Akrylatdispersionen)
Wasser 40 – 90 %
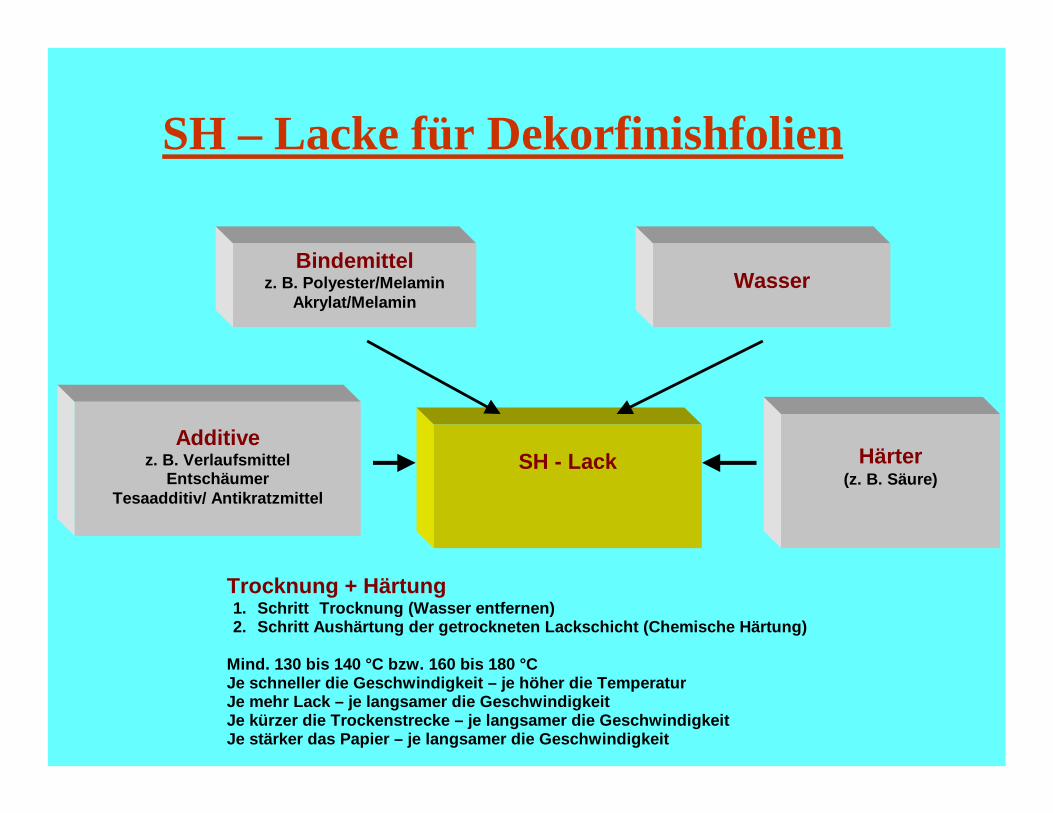
SH – Lacke für Dekorfinishfolien
Trocknung + Härtung 1. Schritt Trocknung (Wasser entfernen) 2. Schritt Aushärtung der getrockneten Lackschicht (Chemische Härtung)
Mind. 130 bis 140 °C bzw. 160 bis 180 °C Je schneller die Geschwindigkeit – je höher die Temperatur Je mehr Lack – je langsamer die Geschwindigkeit Je kürzer die Trockenstrecke – je langsamer die Geschwindigkeit Je stärker das Papier – je langsamer die Geschwindigkeit
SH - Lack
Bindemittelz. B. Polyester/Melamin
Akrylat/Melamin
Härter (z. B. Säure)
Additive
z. B. Verlaufsmittel Entschäumer
Tesaadditiv/ Antikratzmittel
Wasser

Weitere Lacke für Dekorfinishfolien
Lacke für Dekorfinishfolien
Strahlenhärtende Lacke
UV-LackeESH-Lacke
1–K – Akrylatlack
2-K – AkrylatlackAkrylatbindemittelHärter (Isocyanat)
Polyesterlacke(Peroxidvernetzend)

Dekorfinishfolien
PaneeleMöbelplattenMöbelkorpusMöbelfront
Möbelleisten Fußleisten Übergangsleisten
Schrankrückwände Spezielle Anwendungen
TürblätterTürzargen
Fußboden
Anwendungsgebiete für Dekorfinishfolien
1. Dekorative Eigenschaften- Farbgestaltung des Dekors
(Farbort, Metamerie) – Farbkonstanz über viele Jahre- spezielle Effekte (Glanz/Matt;
Metalleffekte; Glimmer)- dreidimensionale Strukturen
(Prägung, u. a.)- Haptik (rauh oder glatt; harter
oder weicher Griff)
2. Funktionelle und schützende Eigenschaften- Beständigkeiten gegen kalte Flüssigkeiten (gegen Chemikalien) - Beständigkeiten gegen mechanische Beanspruchungen
(Abrieb; Kratzen)- Beständigkeiten gegen Temperaturen und ihren Veränderungen
(Hitze; Kälte)
Eigenschaften einer Dekorfinishfolie
3. Umweltrelevante Eigenschaften- Emissionen (VOC einschließlich Formaldehyd)- Schwermetalle (Cadmium, Blei und Quecksilber) - Speichel – u. Schweißechtheit- Sensorische Eigenschaften (Geruch usw.)
4. Verarbeitungseigenschaften-Rollneigung der Folie (Verarbeitung
von Bogenware in Pressen)- Verklebung der Folien auf
unterschiedlichen Untergründen und mitunterschiedlichen Klebstoffsystemen
- mechanische Bearbeitungseigenschaften(Bohren und Fräsen)
- Maschinenlauf (Aufpoliereffekte derOberfläche)
Eigenschaften einer Dekorfinishfolie
Beständigkeiten gegen mechanische Beanspruchungen (Abrieb; Kratzen)
Beständigkeiten gegen kalte Flüssigkeiten (gegen Chemikalien)
Funktionelle und schützende Eigenschaften
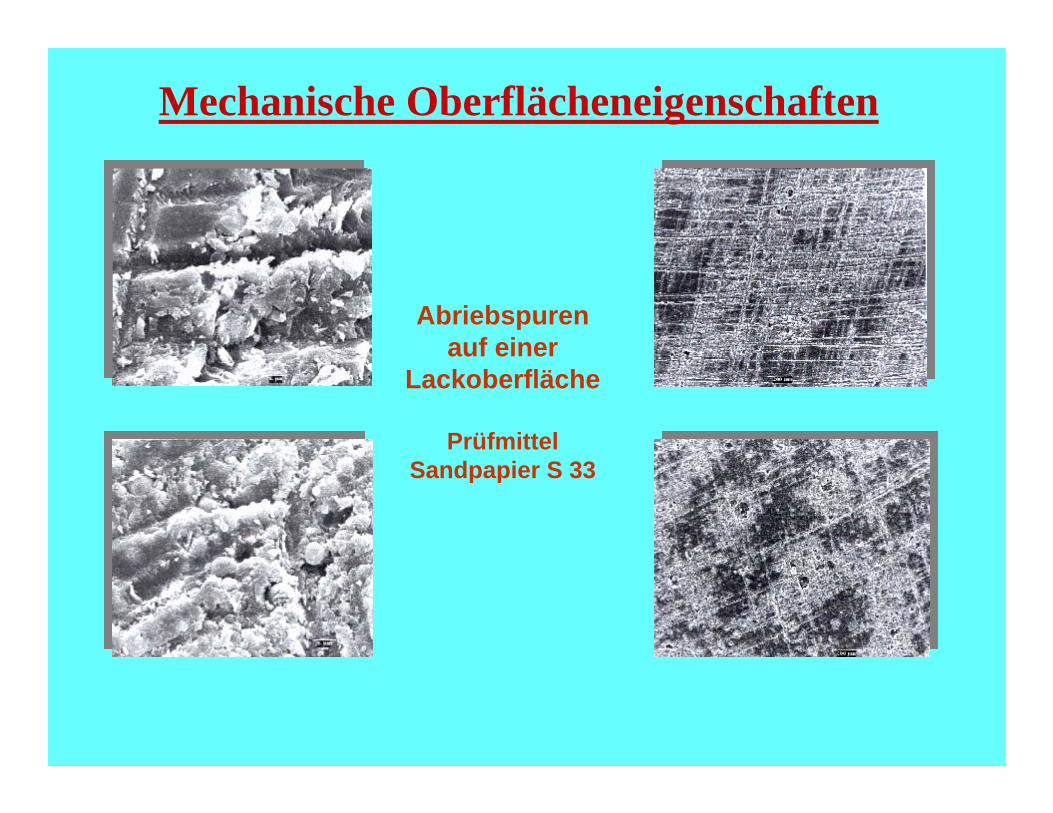
Mechanische Oberflächeneigenschaften
Abriebspuren auf einer
Lackoberfläche
Prüfmittel Sandpapier S 33

Kratzfeste Oberflächen
Einbau von Korund in die Oberfläche(MohsscheHärte 9,0)
Einbau von Mikropartikeln (Mohssche Härte6,0 – 6,5)
Einbau von SiO2 - Nanopartikeln
Bild Prof. Dr. Mehnertmit freundl. Genehmigung
Bild Prof. Dr. Mehnertmit freundl. Genehmigung
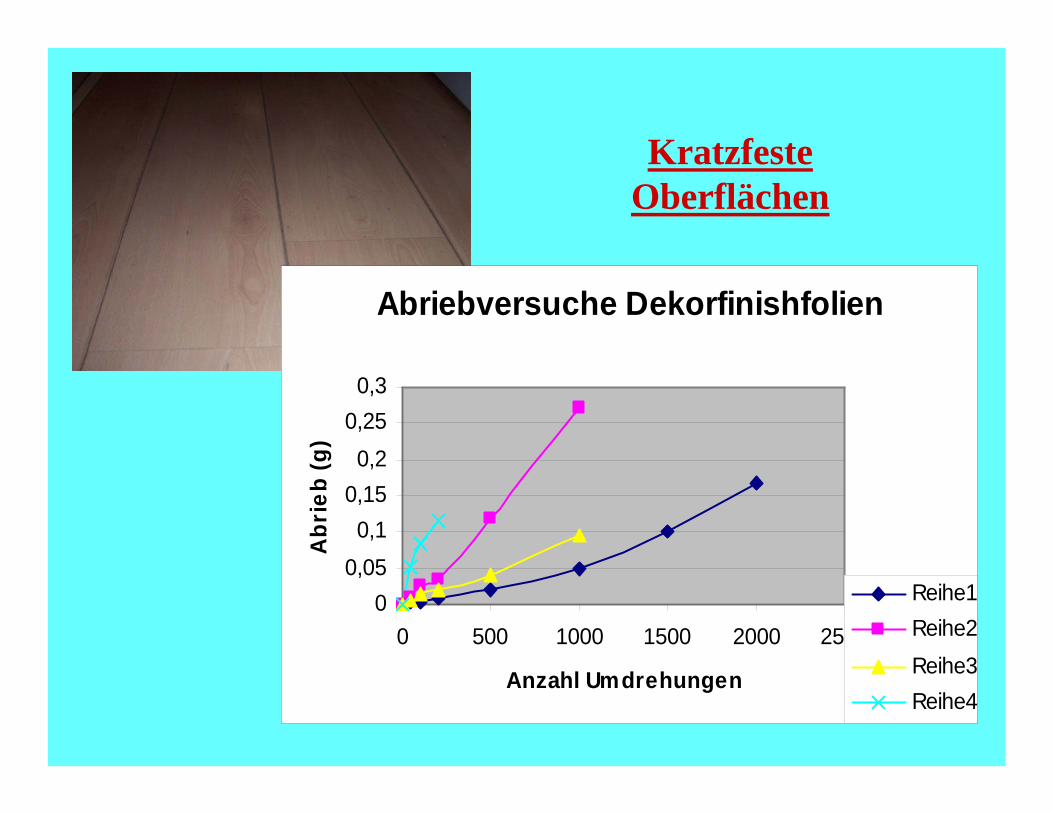
Abriebversuche Dekorfinishfolien
00,050,1
0,150,2
0,250,3
0 500 1000 1500 2000 2500
Anzahl Umdrehungen
Abr
ieb
(g)
Reihe1Reihe2Reihe3Reihe4
Kratzfeste Oberflächen

Chemikalienbeständigkeitenbestimmt nach DIN 68861 - 1
Beständigkeit gegenüber kalten Flüssigkeiten (Chemikalien- bzw. Wasserbeständigkeit) ist die Veränderung der Oberfläche einer auf ein Trägermaterial (Spanplatte; MDF; HDF) aufgebrachten Dekorfinishfolie nach Einwirkung von bestimmten im Haushalt gebräuchlichen Flüssigkeiten, wie z. B. Wasser; Reinigungsmittel ; Rotwein; Alkohol/Wasser; Kaffee; Tee; Tinte; H2O2 etc. nach definierten Zeitintervallen z. B. 10 min; 1 h; 16 h; 24 h

Chemikalienbeständigkeiten bestimmt nach DIN 68861 - 1
Wasser 16 h
Kaffee 1 h
Paraffin 24 h
Rotwein 16 h
Wasser 16 h
Kaffee 16 h
Senf 16 h
Paraffin 16 h
Alk./H2O 16 h
10% Zitr.s.
Reinigunsm.
Sehr gute Beständigkeiten
Paraffin 24 h
Wasser 16 h
Kaffee 1 h

Danksagung:
Für Bildmaterial Institut für Holztechnologie Dresden
Decor Druck Leipzig GmbH
Kosche Profilummantelung GmbH
Arjo Wiggins (SEM - Aufnahmen)
Herrn Prof. Dr. Mehnert (Cetelon Nanotechnik GmbH)
LSF Maschinen- u. Anlagenbau GmbH Laußig
Praktikumarbeiten Herrn Christian Zirk
im Rahmen ihres Herrn Marcus Beyer
Studiums
Ich danke für Ihre Aufmerksamkeit

Decor Druck Leipzig GmbH
• 4 Tiefdruckrotationsmaschinen Druckbreite 1300 mm
• 1 Tiefdruckrotationsmaschine Druckbreite 2250 mm
• ca. 100 Mitarbeiter• ca. 90 Mio. m² Dekorfolie• davon 95 % Dekorfinishfolie
44 Jahre Dekordruck in Leipzig

Dekorfolie„Unter Dekorfolien versteht man kunstharzgetränkte bzw. kunstharzgetränkte und oberflächenbehandelte dekorativ bedruckte oder unbedruckte Papier- bzw. Gewebebahnen ..... in einem unter Druck und Wärme nicht mehr reaktivierbaren Zustand. „
Peter Böhme „Dekorfolien - Herstellung, Verarbeitung und Eigenschaften von Dekorfolien“Fachbuchverlag Leipzig 1986
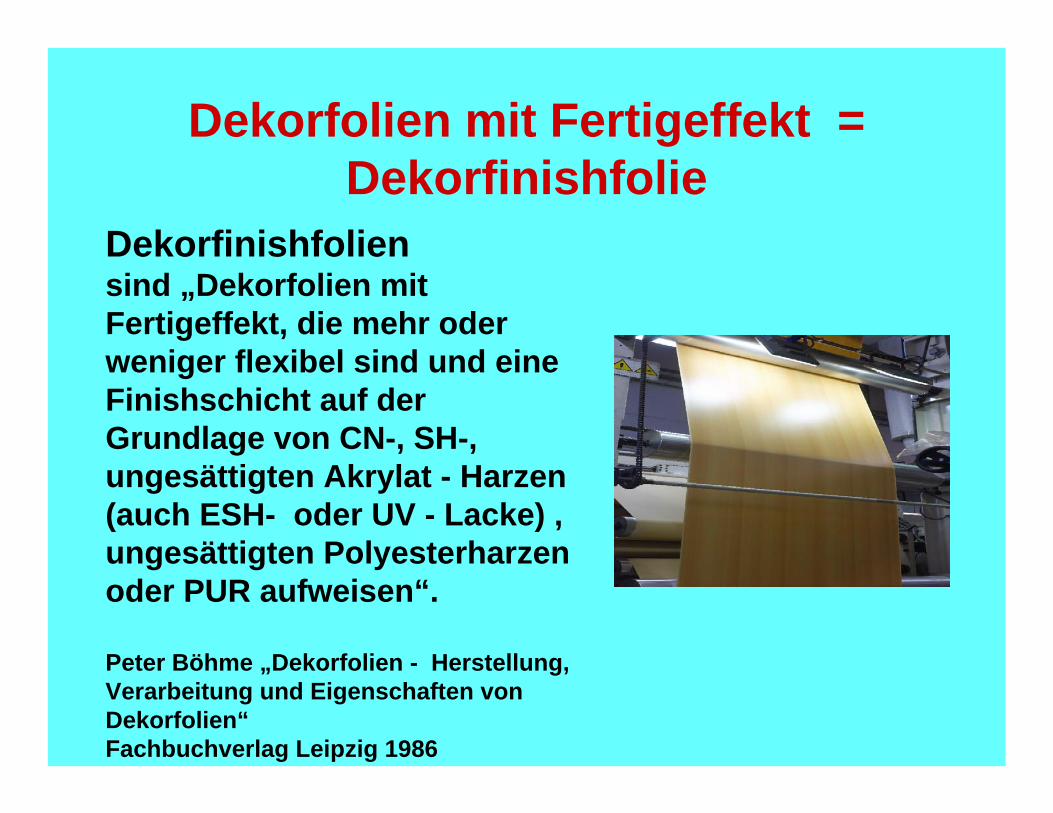
Dekorfolien mit Fertigeffekt = Dekorfinishfolie
Dekorfinishfolien sind „Dekorfolien mit Fertigeffekt, die mehr oder weniger flexibel sind und eine Finishschicht auf der Grundlage von CN-, SH-, ungesättigten Akrylat - Harzen (auch ESH- oder UV - Lacke) , ungesättigten Polyesterharzen oder PUR aufweisen“.
Peter Böhme „Dekorfolien - Herstellung, Verarbeitung und Eigenschaften von Dekorfolien“Fachbuchverlag Leipzig 1986
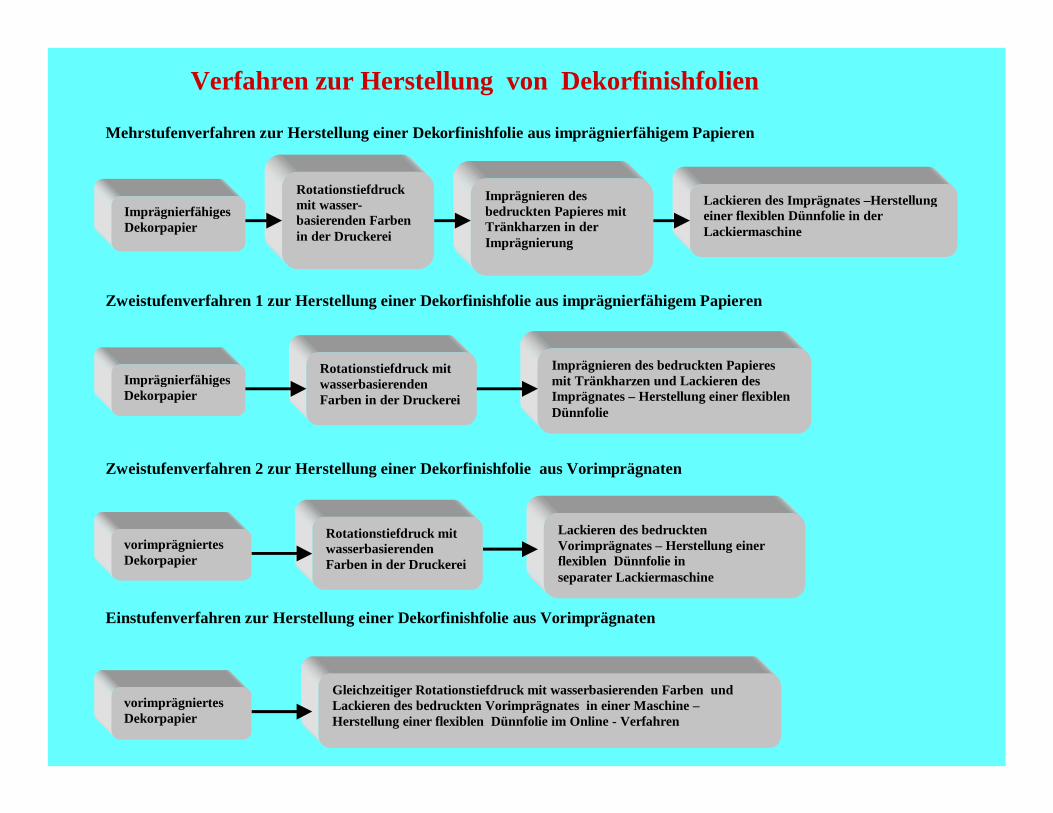
Mehrstufenverfahren zur Herstellung einer Dekorfinishfolie aus imprägnierfähigem Papieren Zweistufenverfahren 1 zur Herstellung einer Dekorfinishfolie aus imprägnierfähigem Papieren
Zweistufenverfahren 2 zur Herstellung einer Dekorfinishfolie aus Vorimprägnaten Einstufenverfahren zur Herstellung einer Dekorfinishfolie aus Vorimprägnaten
Imprägnierfähiges Dekorpapier
Rotationstiefdruck mit wasser-basierenden Farben in der Druckerei
Imprägnieren des bedruckten Papieres mit Tränkharzen in der Imprägnierung
Lackieren des Imprägnates –Herstellung einer flexiblen Dünnfolie in der Lackiermaschine
vorimprägniertes Dekorpapier
Gleichzeitiger Rotationstiefdruck mit wasserbasierenden Farben und Lackieren des bedruckten Vorimprägnates in einer Maschine – Herstellung einer flexiblen Dünnfolie im Online - Verfahren
vorimprägniertes Dekorpapier
Rotationstiefdruck mit wasserbasierenden Farben in der Druckerei
Lackieren des bedruckten Vorimprägnates – Herstellung einer flexiblen Dünnfolie in separater Lackiermaschine
Imprägnierfähiges Dekorpapier
Rotationstiefdruck mit wasserbasierenden Farben in der Druckerei
Imprägnieren des bedruckten Papieres mit Tränkharzen und Lackieren des Imprägnates – Herstellung einer flexiblen Dünnfolie
Verfahren zur Herstellung von Dekorfinishfolien
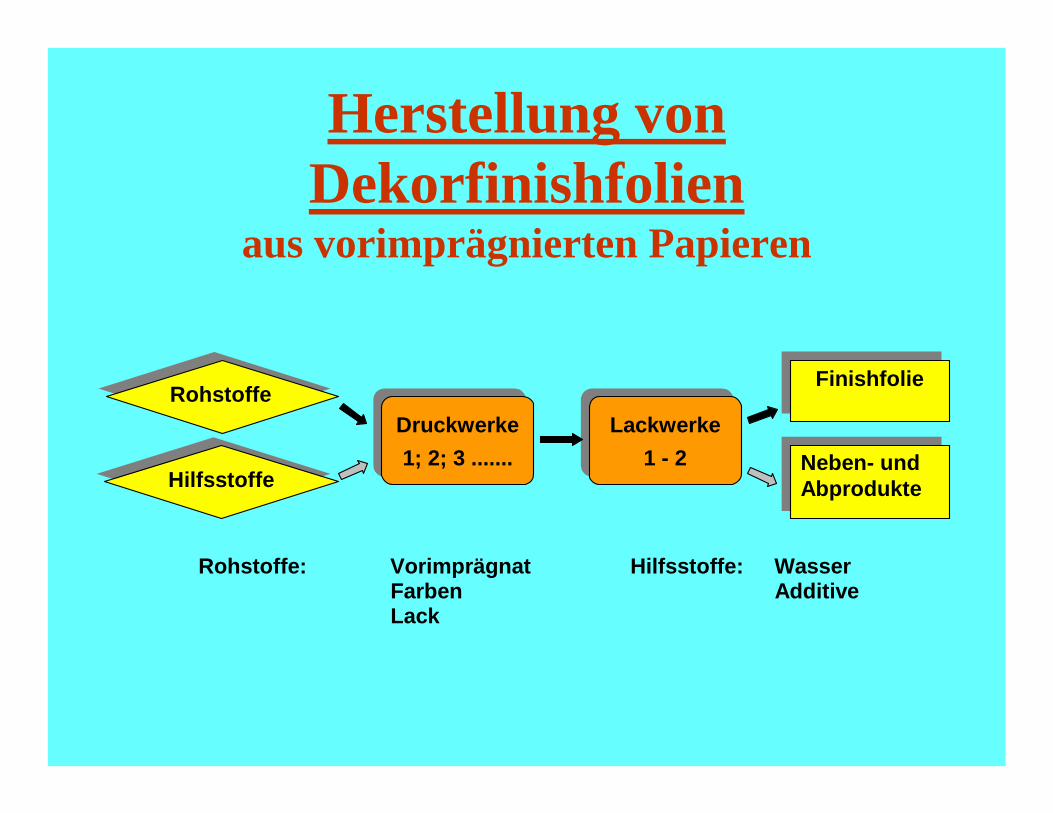
Rohstoffe: Vorimprägnat Hilfsstoffe: Wasser
Farben Additive Lack
Druckwerke1; 2; 3 .......
Lackwerke1 - 2
Finishfolie
Neben- und Abprodukte
Rohstoffe
Hilfsstoffe
Herstellung von Dekorfinishfolien
aus vorimprägnierten Papieren

TECHNISCHE PARAMETER: Anlagengeschwindigkeit 300 m/min; Warenbreite max. 2250 mmWarenbreite min 1000 mmDruckzylinderdurchmesser max. 450 mm;
Tiefdruck- und LackieranlageTDL2250
(LSF Maschinen- u. Anlagenbau GmbH Laußig)

Herstellung von DekorfinishfolienHerstellung von Dekorfinishfolien
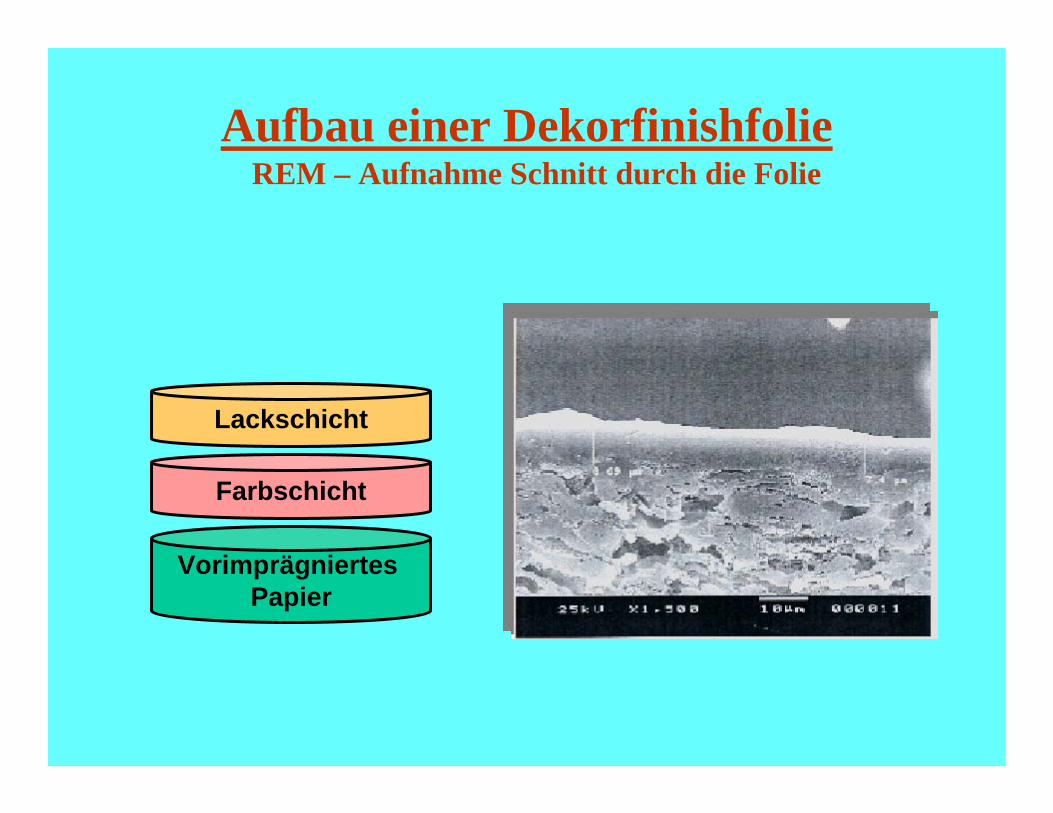
REM – Aufnahme Schnitt durch die Folie Aufbau einer Dekorfinishfolie
Farbschicht
Vorimprägniertes Papier
Lackschicht

Lackschicht
Klebeschicht
Vorimprägnat
Träger
Foto ihd Institut für Holztechnologie Dresden
Aufbau einer Dekorfinishfolie

Zusammensetzung eines Vorimprägnates
50 - 60% holzfreier Zellstoff (z. B. Mischung aus 20 – 30% Kiefernsulfatzellstoff; 70 – 80% Eukalyptuszellstoff)
15 - 25% Pigmente (Titanoxid; Eisenoxid; Ruß; organ. Pigmente)
15 - 25% Harzanteile 1 - 5% Additive (Nassverfestiger usw.)2 - 5% Restfeuchte
Flächengewichte 45 – 110 g/m²Aschegehalt 1 –25 %
Einteilung der Vorimprägnate
Vorimprägnat
Imprägnierung mit Harnstoff- Melamin – Harzen
und Akrylat – Polymer-Dispersionen zur Flexibilisierung
Imprägnierung nur mit modifizierten Akrylat –
Polymerdispersionen
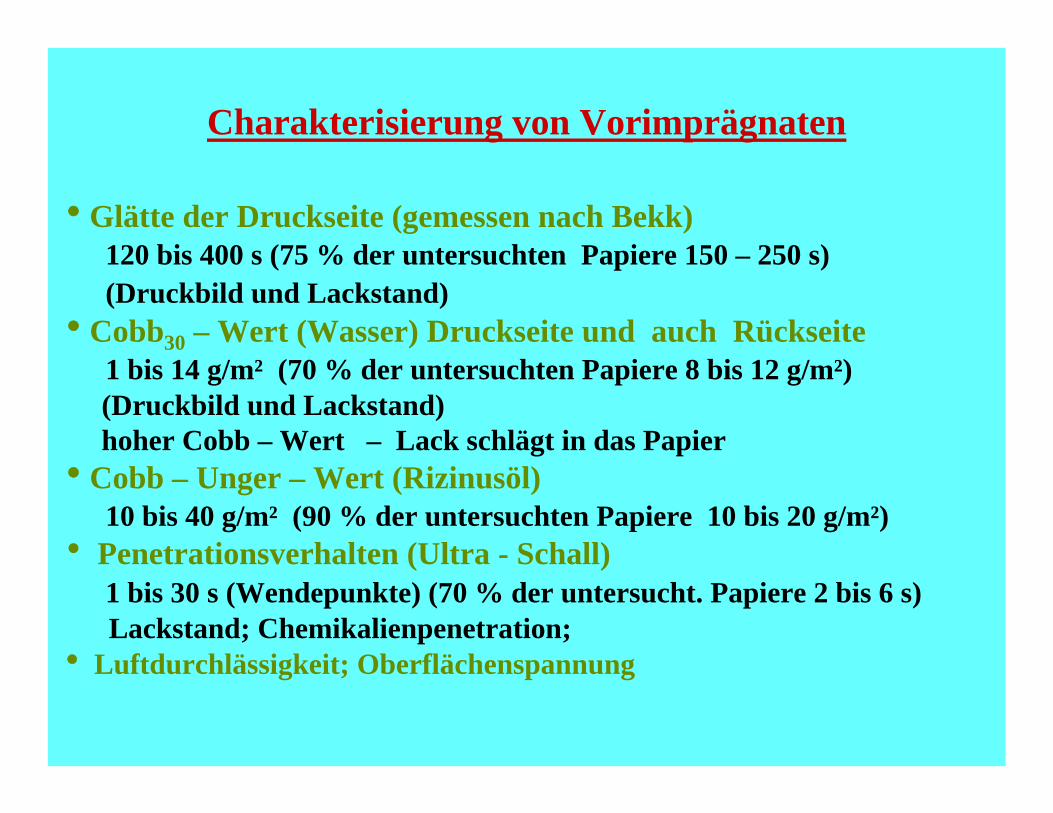
Charakterisierung von Vorimprägnaten
hGlätte der Druckseite (gemessen nach Bekk)120 bis 400 s (75 % der untersuchten Papiere 150 – 250 s) (Druckbild und Lackstand)
hCobb30 – Wert (Wasser) Druckseite und auch Rückseite1 bis 14 g/m² (70 % der untersuchten Papiere 8 bis 12 g/m²)(Druckbild und Lackstand)hoher Cobb – Wert – Lack schlägt in das Papier
hCobb – Unger – Wert (Rizinusöl)10 bis 40 g/m² (90 % der untersuchten Papiere 10 bis 20 g/m²)
h Penetrationsverhalten (Ultra - Schall)1 bis 30 s (Wendepunkte) (70 % der untersucht. Papiere 2 bis 6 s)Lackstand; Chemikalienpenetration;
h Luftdurchlässigkeit; Oberflächenspannung





























