-
7/27/2019 Viability GTL NA Gas Market
1/6
Special Report LNG/Gas Processing DevelopmentsE. SalEhi, W. NEl
and S. SavE, Hatch Ltd.,
Calgary, Alberta, Canada
Viability of GTL for the North American gas market
New developments in horizontal drilling, in combinationwith
hydraulic fracturing, have greatly expanded producersability to
recover natural gas and oil from shale plays in North
America. High shale gas activity has increased dry shale
gasproduction in the US by around five timesfrom 1 trillion cu-
bic feet (Tcf) in 2006 to 4.8 Tcf in 2010which is over 20%
of
the dry natural gas production volume in the US.1,2Considering
that there are 750 Tcf of technically recover-
able shale gas resources in the Lower 48 states, the shale
gasportion of the US overall dry gas production is forecast to
riseto 40%50% over the next two decades.1,2,3 Likewise, in Can-ada,
the technically recoverable shale gas total of 355 Tcf pro-
vides a promising resource, as it is more than five times the
62Tcf of proven reserves of conventional natural gas in
Canada.4Projections show that total US and Canadian shale gas
produc-tion will increase from about 9 billion cubic feet per day
(Bcfd)in 2010 to over 25 Bcfd in 2025. 5
Shale gas: A game-changer for North America. Shalegas has caused
the Henry Hub spot price to drop from above$12 per thousand
standard cubic feet (Mscf) in June 2008 toless than $4/Mscf since
January 2012. Gas was traded below$3/Mscf in the first half of
2012. The low gas price is not onlya result of cheap production
methods developed during thelast few years, but also of general
oversupply in an isolatedNorth American market.6
Associated gas production from liquids-rich shale plays andthe
large number of wells drilled in the last several years aremajor
contributors to the present supply and demand situationfor gas and,
consequently, to the collapse in gas prices.7 Howev-er, as
expected, price correction has been occurring since early
autumn 2012 due to production cutbacks, switches from coal-fired
to gas-fired power generation, and higher demand duringthe cold
season. Most references claim $3/Mscf to $4/Mscf asthe breakeven
price for dry shale gas production, which meansthat a profitable
price range of $4/Mscf to $6/Mscf is forecastfor natural gas in the
foreseeable future.8,9
Gas transport options. The main challenge of monetizinggas
resources is logistical. Natural gas reserves close to gas mar-kets
are usually transported via pipeline. Where this is not fea-sible,
the gas can be transported with alternative methods, suchas
compressed natural gas (CNG), liquefied natural gas (LNG)and
gas-to-liquids (GTL), which all address this challenge by
densifying gas and reducing transportation costs. The
latteroption converts natural gas through Fischer-Tropsch (FT)
synthesis into liquid hydrocarbons, such as diesel and
naphtha.Therefore, GTL does not need to compete in the limited
gasmarket, unlike CNG and LNG.
A signif icant reduction in gas prices over the last few
yearsand an escalation in oil prices have led to a high spread
betweenoil and gas prices. This has improved economics for GTL
and
made it the most promising alternative for adding value
tonatural gas assets in North America. The lower states of theUS
and the western provinces of Canada (Alberta and BritishColumbia)
have their own drivers to encourage investment inGTL plants.
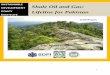
Gas-to-liquids process. The GTL process (Fig. 1) has threemain
steps:
Feedstock preparation and gasification FT synthesis Product
upgrading.Fstok ppton n syngs gnton. The
first step, synthesis gas production, is the most expensive
ofthe three processes, accounting for up to 50% of the
CAPEX.Therefore, there is significant incentive for developing
newtechnologies to decrease the capital cost of syngas
production.
Syngas [hydrogen + carbon monoxide (H2 + CO)] is pro-duced
through three main commercial technologies: Steammethane reforming
(SMR) and autothermal reforming(ATR), which are both catalytic
processes; and partial oxida-tion (POX), which is a non-catalytic
process. SMR does notneed an air separation unit (ASU), and the H
2:CO ratio isabout 3, which represents an advantage for SMR in H2
pro-duction applications.
Sometimes, a combination of two technologies (ATR and
SMR, or POX and SMR) is used, depending on the down-stream FT
technology requirement. The main reactions in-volved in these
processes are shown in Table 1.10,11,12
Unlike SMR, in POX, natural gas and oxygen from an ASUproduce
syngas at an H2:CO ratio of about 1.6:1.9.
13 Shell de-veloped POX technology to produce syngas at its two
GTL fa-cilities in Malaysia and Qatar. Some drawbacks of POX are
the
LPG
Naphtha
DieselNatural gasfrom pipeline
O2
Steam
FT tail gas
NG preparation andsyngas production
FT synthesis Product upgrading
Fig. 1. The GTL process.
Originally appeared in:January 2013, pgs 41-48.Used with
permission.
HYDROCARBON PROCESSING JANUARY 2013
-
7/27/2019 Viability GTL NA Gas Market
2/6
high outlet temperature from the reactor, which leads to
sootformation, and the high cost of the reactor materials.
FT synthesis requires syngas with an H2:CO ratio of about2, a
value higher than that obtained using POX and lower thanthat
achievable with SMR.14 ATR technology uses both POXand SMR
reactions. Natural gas, steam and oxygen are reactedin a
sub-stoichiometric flame (with a steam-to-carbon ratioclose to 1
and an oxygen-to-carbon ratio of 0.500.65), andthen converted
further along the catalytic bed to produce syn-
gas with an H2:CO ratio of around 2.Fsh-Topsh synthss. FT
synthesis is the catalytic
hydrogenation of CO, which is highly exothermici.e., 165 kJper
mole of enthalpy change per mole of CO conversion, asshown in Eq.
1.15
CO + 2 H2jCH2 + H2O H = 165 kJ/mol (1)
Eq. 1 shows that not all the energy in the reactants is
trans-ferred to the products; a portion is released as heat, and
the re-action is exothermic. However, some heat can be recovered
toproduce medium-pressure steam, and then to generate power.Table 2
illustrates the main reactions of FT synthesis.11,15
Due to the exothermic nature of FT reactions, heat removalis the
main challenge for the FT reactor design. Improper de-sign results
in an increased catalyst deactivation rate and de-creased
selectivity of the preferred products.
Aside from heat-removal considerations, the reactor designis
influenced by the FT products desired. There are two ver-
sions of FT technology that work at different tem-perature
ranges, depending on the required products:low-temperature FT
(LTFT) and high-temperatureFT (HTFT).
LTFT, with an operating temperature of 200C250C, produces a
mixture of gas and liquid hydro-carbons, with a large fraction of
heavy paraffinic waxycompounds, that aims to maximize molecules in
thediesel range.
HTFT operates at temperatures of 300C350C.This produces
lower-molecular-weight paraffins and olefins inthe gaseous phase,
which maximizes gasoline production. A lowchain-growth probability
(alpha) of around 0.65 is intentionallychosen for HTFT to avoid
hydrocarbon deposition on the cata-lysts, whereas this value is 0.9
or higher for LTFT.
Both LTFT and HTFT technologies operate at pressuresof 18 bar45
bar. Since the HTFT product slate is complex,
it requires significant refining to make it suitable for use
astransportation fuel. HTFT is also more favorable for
chemicalapplications.15
HTFT reactors are either fluidized bed or circulating fluid-ized
bed, whereas LTFT reactors are designed as either multi-tubular
fixed bed or slurry bed. Since the formation of a liquidphase in
the fluidized-bed reactors will disable the fluidization,no liquid
phase is present outside of the catalyst particles inHTFT
reactors.16
Both slurry-bed and fixed-bed configurations have advan-tages
and disadvantages. Slurry reactors are more efficient inheat
transfer compared to multi-tubular fixed-bed reactors.Higher heat
transfer in slurry beds leads to improved tempera-ture control,
which limits methane production and increasesoutput of heavier
hydrocarbons.
In contrast, fixed-bed reactors are less efficient in heat
re-moval. A significant task for slurry reactors is removing
catalystparticles from the FT wax.17 Fine particles can be produced
asa result of catalyst attrition in the slurry phase, which is not
aconcern for fixed-bed reactors since the catalyst is
stationary.
Fixed-bed reactors are easier to scale up, whereas there ismore
uncertainty in scaling up slurry-bed reactors. Also, fixed-
bed reactors are more expensive to build than slurry
reactors.However, slurry reactors require more catalyst handling
andother auxiliary equipment.
To capture the main benefits of slurry reactors (improvedheat
removal) and fixed-bed reactors (simpler catalyst-han-dling systems
and lower technology risk), extensive work wasconducted by emerging
technology licensors to enhance bothheat and mass transfer in
fixed-bed reactors by reducing thesize of the tubes. This
achievement has led to the developmentof microchannel fixed-bed
reactors. The microchannel FTreactors are significantly smaller in
diameter and length com-pared to traditional fixed-bed reactors,
and they can utilizemore efficient FT catalysts with a higher
heat-release rate andhigher productivity.
Upgrading. FT product upgrading applies the same basic
technologies and catalysts as those used in a crude oil
refinery.Upgrading unit design depends on the feed to be
processed.11
Table 1. Mn syntetc gs ectons
Rctor Proc tchnooy Rcton
SMRSteam methane reorming (SMR) CH4 + H2O } CO + 3H2
Water-gas shit (WGS) CO + H2O } CO2 + H2
POX Partial oxidation CH4 + 1/2O2} CO + 2H2
ATR
Partial oxidation CH4 + 3/2O2} CO + 2H2O
SMR CH4 + H2O } CO + 3H2
WGS CO + H2O } CO2 + H2
Table 2. Mn FT ectons
Fctor Rcton
Paran ormation nCO + (2n+1)H2} CnH2n+2 + nH2O
Olefn ormation nCO + 2nH2} CnH2n + nH2O
Alcohol ormation nCO + 2nH2} CnH2n+1OH + (n1)H2O
WGS reaction CO + H2O } CO2 + H2
Boudouard reaction 2CO} C + CO2
Carbon deposition CO + H2} C + H2O
Heat removal is the main challenge for the
FT reactor design. Improper design results inan increased
catalyst deactivation rate and
decreased selectivity of the preferred products.
HYDROCARBON PROCESSING JANUARY 2013
LNG/Gas Processing Developments
-
7/27/2019 Viability GTL NA Gas Market
3/6
For HTFT, the FT products contain considerable amountsof olefins
that are removed for chemical applications, whereasthe FT products
from LTFT lack sufficient olefins content to
justify their extraction.16
The FT products, after stabilization, are
hydroisomerized/hydrocracked to produce more distillates at mild
conditions.
Very severe hydroprocessing improves the weak cold proper-ties
of produced distillates (i.e., decreasing diesel cloudpoint),but at
the expense of lowering the diesel output and increasingthe yield
of lighter hydrocarbons.
GTL products market. These products are unique; they areclean,
sulfur-free, paraffinic hydrocarbons. Although a broadrange of
specialty products can be obtained through the GTLprocess, the
focus is on three main products: diesel, naphtha andliquefied
petroleum gas (LPG).
The diesel markets in North America and worldwide aresteadily
growing. Particularly in Europe, rising demand is driv-en by the
road freight sector and by passenger vehicles switch-
ing from gasoline to diesel.15 In the US, the Energy
InformationAdministration (EIA) projects that diesel consumption
willreach 4.5 million barrels per day (MMbpd) by 2035whichmeans an
increase of over 40%.18 Likewise, the National En-
ergy Board of Canada forecasts that domestic diesel consump-tion
will increase by about 50% by 2035.19
FT diesel can be used directly or blended with crude oil-derived
diesel and burned in existing vehicle engines. FT dieselhas zero
sulfur, contains low aromatics, and is mostly comprisedof linear
products with a cetane number above 70, compared to
a typical cetane number of 40 for crude oil-derived diesel.Due
to these properties, FT diesel has the potential to besold as a
premium diesel blendstock. In addition, FT diesel can
be blended with lower-cetane, lower-quality diesels to
achievecommercial diesel specifications. Aside from the listed
advan-tages, the lower emissions levels of hydrocarbons, CO, NOxand
particulate matter (PM) make FT diesel a more promisingfuel vs.
conventional diesel.20
FT naphtha is not suitable for gasoline production becauseof its
low octane number and linear paraffinic nature. However,it can be
utilized as a bitumen diluent in specific markets, suchas the oil
sands market in Canada. Canadian producers preferto export their
heavy oil for processing at US refineries, for
which diluent is required.To meet pipeline specifications, one
third of a barrel of dilu-
ent is required for every barrel of bitumen that is to be
pumped.The growing oil sands business in Alberta, Canada has
resultedin a corresponding growing market for FT naphtha. According
tothe Canadian Association of Petroleum Producers (CAPP) fore-cast,
total oil sands production will reach 3.7 MMbpd by
2025,representing an increase of more than double the current
level.21
The other potential market for FT naphtha is feedstock forsteam
crackers to produce petrochemicals. FT naphthas paraf-finic nature
makes it is an ideal feedstock for naphtha crackers,and it gives a
higher yield of cracker products (ethylene and pro-pylene),
compared to crude oil-derived naphtha. Most naphthasteam crackers
are located in Japan and South Korea. In North
America, steam crackers mainly use gas feedstocks.There are also
various industrial uses for LPG, primarily as
fuel or as petrochemical feedstock. New in-situ oil sands
tech-nologies create an alternative use for LPG, potentially
aidingin the extraction of bitumen from oil sands.
GTL economics. The oil-to-gas price spread is the main
driveraffecting the viability of GTL. In fact, GTL products, such
as FTdiesel and naphtha, will compete directly with crude
oil-derivedproducts. The Henry Hub natural gas and West Texas
Interme-diate (WTI) crude oil price benchmarks are used as the
basis
for the current study. Fig. 2 and Fig. 3 show the EIAs
20112035projections for natural gas and crude oil prices,
respectively.The average prices for WTI oil and Henry Hub gas in
the
forseeable future are $110/bbl and $5.60/MMBtu, respec-tively.
This translates into an oil-to-gas price ratio of about 20,compared
to a forecast average of less than 10, as estimated inthe previous
21 years (Fig. 4).
However, the EIAs 2012 projections show a $20/bbl high-er
average oil price and a $0.30/MMBtu lower average naturalgas price,
which leads to a higher spread between crude oiland natural gas
prices. A higher spread means increased profit-ability for GTL.
On average, 10 MMBtu of natural gas is required to produce
1 bbl of GTL product, of which about half is consumed to
pro-vide the energy needed for GTL processing and for
generating
2
3
4
5
6
7
8
2011 2015 2019 2023 2027 2031 2035
$/MMbtu
Year
Fig. 2. Natural gas (Henry Hub) price projection.18
80
90
100
110
120
130
2011 2015 2019 2023 2027 2031 2035
$/bbl
Year
Fig. 3. Crude oil (WTI) price projection.18
HYDROCARBON PROCESSING JANUARY 2013
LNG/Gas Processing Developments
-
7/27/2019 Viability GTL NA Gas Market
4/6
some power for export. The differential is the energy contentof
the liquid product. It means that the average feedstock costis
about $56/bbl, utilizing an average gas price of $5.60/MM-Btu for
the lifetime of the plant.
A significant portion of operating expenditure (OPEX)for a GTL
facility (e.g., labor, maintenance and insurance) is
size- and location-specific, whereas chemicals, catalysts
andutilities are not. A rough OPEX estimate of $15/bbl to $20/bbl
may be used.15, 23 In addition, $3/bbl is assumed for
thetransportation cost of the productsan assumption that isalso
location-specific.
As with any process in the oil and gas industry, GTL is
cap-ital-intensive; therefore, economy of scale is important.
OryxGTL, with $1.2 billion (B) to $1.5 B in capital
expenditure(CAPEX) and a capacity of 34,000 bpd, has a specific
CAPEXin the range of $35,000 to $44,000 per bpd.
Pearl GTL, which is an integrated upstream and downstreamproject
with $20 B in CAPEX and capacities of 140,000 bpdof GTL and 120,000
bpd of NGL, translates to a specific CA-
PEX of $77,000 per bpd. The higher CAPEX for Pearl GTLis due to
the cost escalation of engineering and materials from20062007, when
Pearl GTL started construction. Oryx GTL
benefited from a lump-sum engineering, procurement and
con-struction (EPC) contract, which had been sealed prior to
2006,hence avoiding this period of cost escalation.20
Sasol of South Africa, which is the technology provider aswell
as a major stakeholder of the Oryx GTL plant in Qatar,
seeks to build GTL facilities in North America. In the US,
thecost estimate for Sasols proposed, 96,000-bpd GTL plant
inLouisiana is $8 B to $9 B (approximately $88,000 per bpd).24For
this analysis, a specific CAPEX of $100,000 per bpd was as-sumed,
which is higher than the Pearl GTL CAPEX and Sasolsestimated CAPEX
for the US Gulf Coast. The $100,000 per
bpd translates to an estimated cost of $10/bbl of GTL
productsfor a GTL plant running for 30 years.The breakdown for GTL
product cost in Fig. 5 shows that
gas feedstock cost is the highest contributing factor to the
totalcost of 1 bbl of GTL product. However, where the strandedgas
alternatives are to leave the gas alone or to flare it, the
ne-gotiated gas price has little relationship to the market
price.Therefore, stranded-gas GTL economics are primarily
driven
by product price and CAPEX.The breakeven point for GTL lies
between $50/bbl and
$100/bbl of the crude oil price, depending mainly on the CA-PEX
and the natural gas price.25 To evaluate the viability of ageneric
GTL plant in North America, GTL product prices were
forecast based on the EIAs 2011 projection of the WTI
price,utilizing the historical relationships between diesel,
naphthaand LPG prices and the price of WTI.
The analysis of historical prices shows a relationship betweenUS
Gulf Coast ultra-low-sulfur diesel price and WTI price, asseen in
Fig. 6. Likewise, Fig. 7 demonstrates the historical LPGprice as a
function of WTI. The Mont Belvieu, Texas historicalpropane spot
price was assumed for the LPG price, and naphtha
was assumed to be sold at the WTI price projected by the
EIA.Assuming a GTL plant with the capacity of Oryx GTL, the
product slate would be 24,000 bpd of diesel, 9,000 bpd of
naph-tha and 1,000 bpd of LPG (although Oryx GTL announced aneven
higher diesel production at the XTL Summit in London inMay 2012).
The internal rate of return (IRR), which is graphedagainst CAPEX in
Fig. 8, considers the following items:
The assumptions made for gas price projection (Fig. 2) GTL
product price projections (Figs. 3, 6 and 7) OPEX Transportation
cost A plant availability of 93%.
As shown in Fig. 8, by increasing CAPEX from $80,000 perbpd to
$200,000 per bpd, the IRR will decrease from above20% to below 10%.
Fig. 9 also shows IRR as a function of the
0
10
20
30
40
50
60
Feedstock CAPEX OPEX Shipping
$/bbl
Fig. 5. GTL product cost breakdowns.
WTI price, $/bbl
USGulfCoastultra-
low-sulfurdieselprice,
$/b
bl
y = 1.2198x + 0.249
0
20
40
60
80
100
120
140
160
180
50 60 70 80 90 100 110 120
Fig. 6. Historical price relationship between diesel and
WTI.26
0
5
10
15
20
25
30
35
40
1990 1995 2000 2005 2010 2015 2020 2025 2030
Crude
oilto
naturalgas
pri
ce
ratio
Year
10
Average EIA: 20
Historical ratioEIA forecast
Current ratio
Fig. 4. Crude oil (WTI) to natural gas (Henry Hub) price
ratio.22
HYDROCARBON PROCESSING JANUARY 2013
LNG/Gas Processing Developments
-
7/27/2019 Viability GTL NA Gas Market
5/6
LNG/Gas Processing Developments
average natural gas price and the average WTI price for the
ser-vice life of the plant, at various CAPEXs.
As expected, gas and WTI pricings have a significant ef-fect on
the total economics of GTL. The economic evaluationshows that, at a
gas price of up to $8/MMBtu, assuming a CA-PEX of $80,000 per bpd
(Fig. 9), GTL could still be economical
with an average WTI price of above $120/bbl. However,
mostscenarios forecast a gas price of $4/MMBtu to $6/MMBtu forthe
foreseeable future.
Conversely, at a CAPEX of $200,000 per bpd, GTL wouldbe viable
only at higher crude oil and lower gas prices. Associ-ated gas, as
the byproduct of US wet shale plays, could be a goodexample for
low-value, or sometimes zero-value, feedstock. Inaddition,
electricity as the byproduct of a GTL plant could beexported to
improve the IRR; however, it is not included in thiseconomic
evaluation.
Furthermore, production of higher-value byproducts, suchas lube
oils, paraffins and waxes, has not been considered in
thisevaluation. Not: this economic evaluation has been
conservative
regarding the pricing for feedstock and GTL products.
Selectingthe right location with accessibility to less-expensive
gas feed-stock significantly improves economics.
Potential locations for GTL installation in North America.Shale
gas development has significantly changed natural gaspricing in
North America and gas trade between Canada andthe US. Historically,
Canada has been a main gas supplier to theUS, which now produces
enough gas to be in oversupply.
The two main alternatives for monetizing natural gas in
bothCanada and the US are LNG and GTL. Canada has been plan-ning to
install LNG plants in British Columbia, on Canadas
West Coast, to supply Asian marketsparticularly Japan. In theUS,
most planned installations are located along the Gulf Coastand
target European markets.
Although higher thermal efficiency and proven technologymake LNG
an attractive alternative, the product is still soldin the limited
natural gas market. Furthermore, LNG exportslikely will not aid in
reducing oil imports, of which 70% are con-sumed by the
transportation sector. GTL, on the other hand,provides clean
transportation fuels and also significantly im-proves US energy
security.
Western Canada and the US Gulf Coast each have uniqueadvantages
and disadvantages for hosting GTL plants. Canadais witnessing
higher labor and construction costs (CAPEX and
OPEX) than the US. Conversely, Canadas huge gas resourcesare
landlocked, with no readily available market, which willkeep the
Canadian gas price below the US gas price.
The benefit of a lower specific CAPEX in the US is mainlydue to
accessibility to a lower-cost labor force. The US GulfCoast, in
particular, benefits from proximity to a skilled labor
force and access to the coast. The large products market in
theUS also supports the implementation of larger-scale GTL
plants.Canada, with the advantage of a lower gas price and
growing
naphtha and diesel markets in Alberta, could be a good
alterna-tive location, especially for small- to medium-sized GTL
plants.
Takeaway. New technological achievements in shale gas recov-ery
have led to an oversupply of natural gas in an isolated North
American market. This has caused an unprecedented
disconnectbetween oil and gas prices. Economic evaluations have
shownthat the wide spread between oil and gas prices is making
GTL
viable at a broad range of CAPEX values. GTL installations
are
0
5
10
15
20
25
80,000 100,000 150,000 200,000
IRR
,%
CAPEX, $/bpd
Fig. 8. Plant IRR vs. CAPEX.
IRR (%): 0%10% 10%20% 20%30%30% 40% 40%50 %
CAPEX: $80,000/bpd CAPEX: $100,000/bpd
80
100
120
140
2 4 6 8
AverageWTIprice,
$/bbl
Average gas price, $/MMBtu
80
100
120
140
2 4 6 8
AverageWTIprice,
$/bbl
Average gas price, $/MMBtu
CAPEX: $150,000/bpd CAPEX: $200,000/bpd
100
120
140
2 4 6 8
AverageWTIprice,
$/bbl
Average gas price, $/MMBtu
80
100
120
140
2 4 6 8
AverageWTIprice,
$/bbl
Average gas price, $/MMBtu
Fig. 9. IRR vs. average natural gas and WTI prices at various
CAPEXs.
y = 0.589x + 3.6856
0
10
20
30
40
50
60
70
80
90
0 20 40 60 80 100 120 140 160
MontBelvieu,
Texaspropanespotprice
(freeonboard)
,$/bbl
WTI price, $/bbl
Fig. 7. Historical price relationship between LPG and WTI.26
HYDROCARBON PROCESSING JANUARY 2013
-
7/27/2019 Viability GTL NA Gas Market
6/6
economically feasible at low natural gas prices and high
forecastoil prices, even at lofty CAPEX values of around
$200,000/bpd.
New developments in FT technology will enable economi-cally
viable GTL facilities at a smaller scale, compared to ex-isting
industrial facilities. However, one must be careful tounderstand
the various challenges in implementing new FT
technology related to gas-loop optimization, total process
in-tegration to meet a suitable product slate, catalyst
handling,efficient startup, commissioning and operations, and a
pro-cess design to support a zero-holdup system.
A holistic view is required to consider and integrate
thesefactors in a practical manner. An efficient gas-loop
design,along with the appropriate level of modularization and an
ef-fective project delivery strategy, is known to impact the
IRR
by 3%5%. This gives a signif icant boost to overall
projectviability. Conversely, negating some of the practical
aspectsof commercializing technology might lead to schedule
andstartup delays, thereby having the opposite effect on IRR .
LiTeraTure ciTed1 Review of emerging resources: US shale gas and
shale oil plays, US Energy
Information Administration, July 2011.2 Butler, N., Shale gas
and global energy security,Energy Economist, 2011.3 Fueling North
Americas energy future, IHS CERA, 2010.4 Country overview: Canada,
US Energy Information Administration, October 16,
2012.5 Canadas shale gas, Canadian Association of Petroleum
Producers, February 5, 2010.6 Shale fueling a looming energy credit
crunch,Petroleum Economist, May 10, 2012.7 After the gold rush: A
perspective on future US natural gas supply and price, The
Oil Drum, February 8, 2012.8 Brown, D., What is the cost of
shale gas play?AAPG Explorer,April 2011.9 Shell has learned from
its Pearl GTL project and costs can be cut: Voser, Platts,
March 7, 2012.10 Aasberg-Petersen, K., J. H. Bak Hansen, T. S.
Christensen and I. Dybkjaer,
Technologies for large-scale gas conversion, Applied Catalysis
A: General, Vol.
221, 2001.11 Velasco, J. A., Gas to liquids: A technology for
natural gas industrialization inBolivia,Journal of Natural Gas
Science and Engineering, Vol. 2, 2010.
12 Liu, J. A., Kinetics, catalysis and mechanism of methane
steam reforming, MScthesis, Worcester Polytechnic Institute
Chemical Engineering Department, 2006.
13 Vosloo, A. C., Fischer-Tropsch: A futuristic view,Fuel
Processing Technology,Vol. 71,2001.
14 Wilhelm, D. J., D. R. Simbeck, A. D. Karp and R. L.
Dickenson, Syngas pro-duction for gas-to-liquids applications:
Technologies, issues and outlook, Fuel
Processing Technology, Vol. 71, 2001.15 Tijm, P.,
Gas-to-Liquids, Fischer-Tropsch, Advanced Energy Technology,
Futures
Pathway, Bookland Direct, 2010.16 Steynberg, A. P., Introduction
to Fischer-Tropsch technology, Studies in Surface
Science and Catalysis, Vol. 152, 2004.17 De Klerk, A.,
Fischer-Tropsch Refining, Wiley-VCH, 2011.18 Annual projections to
2035, US Energy Information Administration, April 2011.
19 Canadas energy future: Energy supply and demand projections
to 2035Energymarket assessment, National Energy Board of Canada,
October 17, 2012.
20 Rahmim, I., Special report: GTL, CTL finding roles in global
energy, Oil & GasJournal, March 24, 2008.
21 Crude oil, markets and pipelines, Canadian Association of
PetroleumProducers, June 2011.
22 Natural gas and crude oil prices in AEO2009, US Energy
InformationAdministration.
23 Gas-to-liquids: A reserve ready to be tapped, IHS CERA, July
14, 2011.24 Sasol eyes growth in North America, exit from Iran,
Hydrocarbon Processing,September 10, 2012.
25 McCracken, R., Prostrate before Pearl,Energy Economist,July
2011.26 Spot prices for crude oil and petroleum products, US Energy
Information
Administration.
EbrahiM SalEhi is a process engineer with more than nine
years o experience with operating and EPC companies,
including our years o PhD research in biouels and two years
o
ield experience in a petrochemical complex in southern Iran.
His
industry experience has taken place mainly in natural gas,
including conceptual and pre-easibility studies on GTL in
western Canada and study opportunities or developing
compressed natural gas (CNG) and adsorbed natural gas (ANG) in
Iran. Mr. Salehis
recent work experience involves the gasiication and
Fischer-Tropsch areas o a GTL
pre-easibility study with Hatch, and he has developed an
in-depth understandingo gasiication, Fischer-Tropsch, and upgrading
technologies. Mr. Salehi received
the Industrial R&D Fellowship (IRDF) award or Hatch rom the
Natural Sciences
and Engineering Research Council (NSERC) o Canada.
WESSEl NEl is a senior process engineer at Hatch with more
than 14 years o experience. O these 14 years, 12 were
dedicated to Fischer-Tropsch-related projects, including 10
years at Sasol. Mr. Nel has been the lead Fischer-Tropsch
engineer on a number o Hatchs CTL, GTL and biomass-to-
liquids (BTL) studies in recent years, and the project
manager
or recent GTL studies. He has developed an extensive
understanding o established and upcoming GTL technologies rom a
broad
range o licensors. Mr. Nels skills include conceptual to
detailed process design,
process simulation, lowsheet optimization, economic evaluation,
and project
and engineering management.
SaNjiv SavE is the director o oil and gas (hydrocarbon
processing) with Hatchs oil and gas business unit. He has
over
20 years o proessional experience with both operating and
consulting companies, in the areas o project and business
management or multidisciplinary engineering, procurement
and construction (EPC) projects in the energy sector. Mr.
Saves speciic areas o technical expertise include heavy oil
upgrading and non-conventional ossil uelsnamely oil sands, oil
shale, gas-to-
liquids (GTL), coal-to-liquids (CTL), and carbon capture and
sequestration. His
solid technical qualiications, organizational and management
skills, and ability
to transcend cultural barriers have led to the successul
execution o several
projects. Also, his strong research and development background
has contributed
to the publication o several articles, chapters and patents.
Article copyright 2013 by Gulf Publishing Company. All rights
reserved. Printed in U.S.A.
Not to be distributed in electronic or printed form, or posted
on a website, without express written permission of copyright
holder.
Hatch is an employee-owned, multidisciplinary professional EPCM
services firm that delivers a comprehensive array oftechnical and
strategic services, including consulting, technology, and
operations services to the Mining, Metallurgical, Energy,and
Infrastructure sectors. Hatch is internationally known for its
anything-to-liquids (XTL) and LNG experience and is
currentlyinvolved with one of the worlds largest LNG projects, the
Gorgon Project. Hatch has served clients for over 80 years and
has
project experience in more than 150 countries around the world.
With 11,000 people in over 65 offices, the firm currently hasmore
than $35 billion projects currently under management.
Ebrahim Salehi [email protected] Nel [email protected]
Save [email protected]
LNG/Gas Processing Developments