Embed Size (px)
DESCRIPTION
Estudio realizado por la empresa KORT CONSULTING XXI sobre la validación de la fórmula polinómica propuesta para la medición de las capacidades de producción de las empresas de ingeniería
Citation preview

PROPUESTA PARA MEDICIÓN DEPROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓNCAPACIDAD DE PRODUCCIÓN
DE EMPRESAS DE INGENIERIADE EMPRESAS DE INGENIERIA

INTRODUCCIÓNINTRODUCCIÓNEL PRESENTE ANÁLISIS FUE REALIZADO A UNA ECUACIÓN PROPUESTA EL PRESENTE ANÁLISIS FUE REALIZADO A UNA ECUACIÓN PROPUESTA POR CAPETANZ PARA DETERMINAR LA CAPACIDAD DE PRODUCCIÓN POR CAPETANZ PARA DETERMINAR LA CAPACIDAD DE PRODUCCIÓN POTENCIAL (H-H) DE UNA EMPRESA, BASADA EN EL PROMEDIO DE H-H POTENCIAL (H-H) DE UNA EMPRESA, BASADA EN EL PROMEDIO DE H-H PRODUCIDAS EN SUS AÑOS DE EXPERIENCIA Y EN LA CAPACIDAD PRODUCIDAS EN SUS AÑOS DE EXPERIENCIA Y EN LA CAPACIDAD ACTUAL INSTALADA EN PERSONAL, EQUIPOS Y TECNOLOGÍA. ACTUAL INSTALADA EN PERSONAL, EQUIPOS Y TECNOLOGÍA.
EL PROPÓSITO ES UTILIZAR HERRAMIENTAS ESTADISTICAS EL PROPÓSITO ES UTILIZAR HERRAMIENTAS ESTADISTICAS COMPROBADAS PARA DARLE VALIDEZ PRÁCTICA Y DETERMINAR EN COMPROBADAS PARA DARLE VALIDEZ PRÁCTICA Y DETERMINAR EN QUE GRADO DE CONFIANZA ES ACEPTABLE.QUE GRADO DE CONFIANZA ES ACEPTABLE.
EL PRESENTE TRABAJO ES UN PRIMER APORTE DEL PERSONAL DE LA EL PRESENTE TRABAJO ES UN PRIMER APORTE DEL PERSONAL DE LA EMPRESA EMPRESA KORT CONSULTING XXI, CA, KORT CONSULTING XXI, CA, POR MEJORAR ESTA POR MEJORAR ESTA PROPUESTA, Y CONTINUAREMOS PROFUNDIZANDO EN EL ESTUDIO, PROPUESTA, Y CONTINUAREMOS PROFUNDIZANDO EN EL ESTUDIO, CON EL PROPÓSITO DE MEJORARLA E IMPLANTARLA.CON EL PROPÓSITO DE MEJORARLA E IMPLANTARLA.
Lic. en Mat.: Pedro ClemantLic. en Mat.: Pedro ClemantArq. Naval: Víctor TeránArq. Naval: Víctor Terán

La capacidad de producción de una empresa de La capacidad de producción de una empresa de ingeniería se ha medido, convenientemente en Horas-ingeniería se ha medido, convenientemente en Horas-Hombres. Sin embargo, esta medida puede ser relativa Hombres. Sin embargo, esta medida puede ser relativa y/o variable en función de:y/o variable en función de:
•Situación actual de la empresa (posible variación de Situación actual de la empresa (posible variación de la plantilla de personal, infraestructura técnica y/o de la plantilla de personal, infraestructura técnica y/o de instalación.instalación.
•Experiencia acumulada de la empresa.Experiencia acumulada de la empresa.
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA

Parametros Empresa A Empresa B
Antiguedad 2 años 15 años
Tota H-H ejecutadas 150.000 2.250.000
Promedio Ejecución (H-H/años) 75.000 150.000
Capacidad instalada actual (H-H/años) 100.000 50.000
Hardware (Cant. equipos informáticos disponibles)
15 200
Software (Cant. de programas disponibles) 7 40
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA

PROPUESTA:PROPUESTA:Demostrar la capacidad de las empresas en función de varios parámetros combinados:
PRODUCCIÓN ANUAL PROMEDIO: PAP
H-H promedio de ejecución en la vida de la empresa. de producir en función de su infraestructura actual instalada: Empresa A: 75.000 H-H/años y Empresa B: 150.000 h-h/años CAPACIDAD DE PRODUCCIÓN NOMINAL: CPN
H-H que una empresa está en capacidad de producir en función de su infraestructura actual instalada: Empresa A: 100.000 H-H/años y Empresa B: 50.000 h-h/años
CAPACIDAD DE PRODUCCIÓN POTENCIAL: CPP
H-H que una empresa estaría en capacidad de producir en función del CPN, PAP, factor de experiencia acumulada, Hardware disponible y Software disponible. Se propone la siguiente fórmula polinómica:
CPP = [ ( CPN + PAP)/2 ] x [ 1+ Fe + Fth + Fts ] h-h/años
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA

EJEMPLOEJEMPLO
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
¿ Cómo demostrar la validez o no ¿ Cómo demostrar la validez o no de la fórmula polinómica:de la fórmula polinómica:
CPP = [ ( CPN + PAP)/2 ] x [ 1+ Fe + Fth + Fts ] h-h/años
De ser estadísticamente válida De ser estadísticamente válida como generar confianza en su como generar confianza en su
aplicación ?aplicación ?

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
1.- Simular la ecuación para generar mas datos. 1.- Simular la ecuación para generar mas datos. Capacidad Instalada.xlsxCapacidad Instalada.xlsx
B C D E F G H I J K L M N´=D*2000 Aleat F * H ´G*2000´ Aleat Aleat Aleat Aleat ´((C+E)/2)*(1+J+K+L)´
EMPCap ProdNom (CPN)
Num persCPN
H-H de porvida
Prod AnualProm (PAP)
Num persPPA
Años experiencia
Hardware Software Fe Fth Fts CPP
A 100,000 50 150,000 75,000 38 2.0 15 7 0 0 0 87,500 INF SUP Fe min max min maxB 50,000 25 2,250,000 150,000 75 15.0 200 40 0.5 1 1 350,000 0 5 0 2 40 10 2003 314,000 157 1,943,123 142,000 71 13.7 130 54 0.5 1 1 798,000 5.01 10 0.34 244,000 122 1,427,493 76,000 38 18.8 158 58 0.7 1 1 592,000 10.01 15 0.55 222,000 111 5,347,353 302,000 151 17.7 118 45 0.7 1 1 969,400 15.01 20 0.76 218,000 109 751,475 150,000 75 5.0 102 13 0.3 1 0.3 478,400 20.01 17 260,000 130 3,770,270 154,000 77 24.5 33 40 1 0.3 1 683,100 8 42,000 21 5,826,883 152,000 76 38.3 57 50 1 0.5 1 339,500 INF SUP Fth min max9 276,000 138 1,812,823 230,000 115 7.9 198 26 0.3 1 1 834,900 0 10 -1 8 20010 306,000 153 1,189,809 320,000 160 3.7 162 37 0 1 1 939,000 10.01 30 011 334,000 167 1,019,795 126,000 63 8.1 119 30 0.3 1 1 759,000 30.01 50 0.312 206,000 103 1,054,732 342,000 171 3.1 195 17 0 1 0.5 685,000 50.01 100 0.513 102,000 51 2,260,786 126,000 63 17.9 72 15 0.7 0.5 0.3 285,000 100 114 188,000 94 3,859,703 322,000 161 12.0 35 12 0.5 0.3 0.3 535,500 15 262,000 131 9,499,061 390,000 195 24.4 85 31 1 0.5 1 1,141,000 INF SUP Fts min max16 294,000 147 7,195,169 244,000 122 29.5 170 22 1 1 1 1,076,000 0 5 -1 4 6017 366,000 183 2,717,045 346,000 173 7.9 74 56 0.3 0.5 1 996,800 6 10 018 66,000 33 1,676,508 92,000 46 18.2 169 51 0.7 1 1 292,300 11 15 0.319 104,000 52 5,231,964 316,000 158 16.6 103 39 0.7 1 1 777,000 16 20 0.520 322,000 161 1,254,128 146,000 73 8.6 8 29 0.3 -1 1 304,200 20 121 312,000 156 355,882 54,000 27 6.6 160 55 0.3 1 1 603,900
Factor Software
Años Personas
Según Rangos
Factor de Exp
Factor Hardware
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
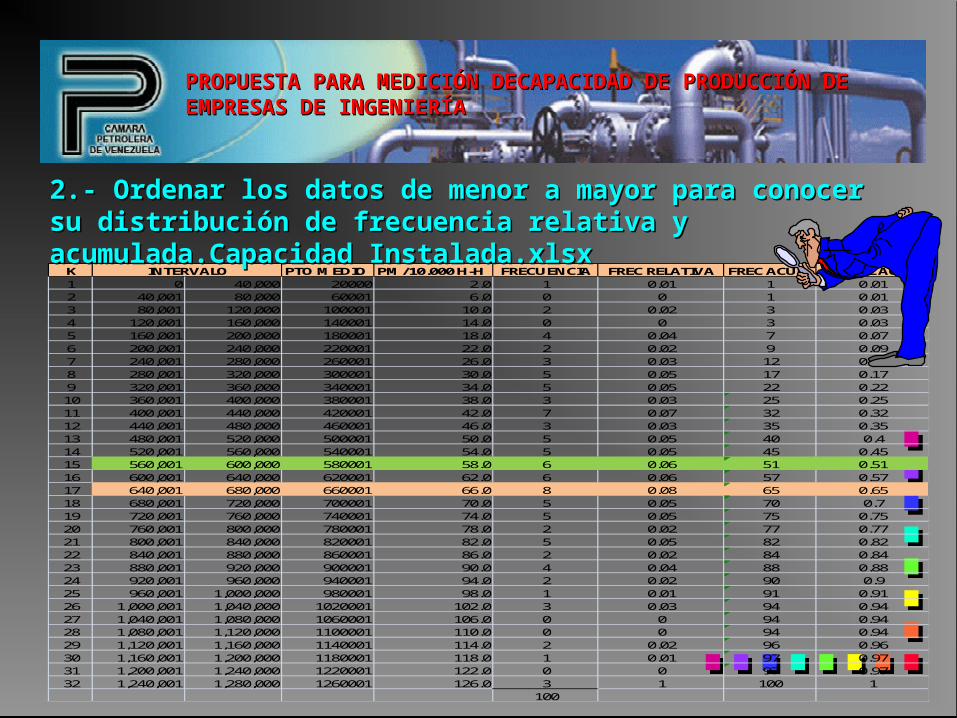
K PTO MEDIO PM/10.000 H-H FRECUENCIA FREC RELATIVA FREC ACUM FRE REL ACUM1 0 40,000 20000 2.0 1 0.01 1 0.012 40,001 80,000 60001 6.0 0 0 1 0.013 80,001 120,000 100001 10.0 2 0.02 3 0.034 120,001 160,000 140001 14.0 0 0 3 0.035 160,001 200,000 180001 18.0 4 0.04 7 0.076 200,001 240,000 220001 22.0 2 0.02 9 0.097 240,001 280,000 260001 26.0 3 0.03 12 0.128 280,001 320,000 300001 30.0 5 0.05 17 0.179 320,001 360,000 340001 34.0 5 0.05 22 0.2210 360,001 400,000 380001 38.0 3 0.03 25 0.2511 400,001 440,000 420001 42.0 7 0.07 32 0.3212 440,001 480,000 460001 46.0 3 0.03 35 0.3513 480,001 520,000 500001 50.0 5 0.05 40 0.414 520,001 560,000 540001 54.0 5 0.05 45 0.4515 560,001 600,000 580001 58.0 6 0.06 51 0.5116 600,001 640,000 620001 62.0 6 0.06 57 0.5717 640,001 680,000 660001 66.0 8 0.08 65 0.6518 680,001 720,000 700001 70.0 5 0.05 70 0.719 720,001 760,000 740001 74.0 5 0.05 75 0.7520 760,001 800,000 780001 78.0 2 0.02 77 0.7721 800,001 840,000 820001 82.0 5 0.05 82 0.8222 840,001 880,000 860001 86.0 2 0.02 84 0.8423 880,001 920,000 900001 90.0 4 0.04 88 0.8824 920,001 960,000 940001 94.0 2 0.02 90 0.925 960,001 1,000,000 980001 98.0 1 0.01 91 0.9126 1,000,001 1,040,000 1020001 102.0 3 0.03 94 0.9427 1,040,001 1,080,000 1060001 106.0 0 0 94 0.9428 1,080,001 1,120,000 1100001 110.0 0 0 94 0.9429 1,120,001 1,160,000 1140001 114.0 2 0.02 96 0.9630 1,160,001 1,200,000 1180001 118.0 1 0.01 97 0.9731 1,200,001 1,240,000 1220001 122.0 0 0 97 0.9732 1,240,001 1,280,000 1260001 126.0 3 1 100 1
100
INTERVALO
2.- Ordenar los datos de menor a mayor para conocer su 2.- Ordenar los datos de menor a mayor para conocer su distribución de frecuencia relativa y acumulada.Capacidad distribución de frecuencia relativa y acumulada.Capacidad Instalada.xlsxInstalada.xlsx

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
3.- Graficamos. Capacidad Instalada.xlsx3.- Graficamos. Capacidad Instalada.xlsx
0%
20%
40%
60%
80%
100%
2.0 10.0 18.0 26.0 34.0 42.0 50.0 58.0 66.0 74.0 82.0 90.0 98.0 106.0 114.0 122.0
FRE REL ACUMFRE REL ACUM 2 per. media móvil (FRE REL ACUM)
10
2
0
4
23
5 5
3
7
3
5 56 6
8
5 5
2
5
2
4
21
3
0 0
21
00123456789
2 10 18 26 34 42 50 58 66 74 82 90 98 106 114 122
FRECUENCIA
H-Hx 10.000
Mediana: < 560 MHHMedia= 560 MHHModa= 640-680 ó 660 MHHInterv Conf(0,05)= 523-672 MHH

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
4.- Inferimos por los parámetros de posición, 4.- Inferimos por los parámetros de posición, dispersión y la forma de la grafica, que los datos se dispersión y la forma de la grafica, que los datos se ajustan a un modelo con distribución de probabilidad ajustan a un modelo con distribución de probabilidad NORMAL, y los comparamos. NORMAL, y los comparamos.
10
2
0
4
23
5 5
3
7
3
5 56 6
8
5 5
2
5
2
4
21
3
0 0
21
00123456789
2 10 18 26 34 42 50 58 66 74 82 90 98 106 114 122
FRECUENCIA
H-H x 10.000
0%
20%
40%
60%
80%
100%
2.0 10.0 18.0 26.0 34.0 42.0 50.0 58.0 66.0 74.0 82.0 90.0 98.0 106.0114.0122.0
FRE REL ACUM FDA NORMAL

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
5.- Para validar esta inferencia recurrimos a 5.- Para validar esta inferencia recurrimos a pruebas no paramétricas de bondad de ajuste.pruebas no paramétricas de bondad de ajuste.
En esta oportunidad aplicaremos la prueba de En esta oportunidad aplicaremos la prueba de ajuste de Kolmogorov-Smirnov (K-S), la cual ajuste de Kolmogorov-Smirnov (K-S), la cual cuantifica la distancia entre la distribución de la cuantifica la distancia entre la distribución de la muestra y EL MODELO propuesto y con un nivel de muestra y EL MODELO propuesto y con un nivel de significancia que fijaremos, aceptamos o significancia que fijaremos, aceptamos o rechazamos nuestra hipótesis.rechazamos nuestra hipótesis.
K-S es una prueba de máxima verosimilitud y K-S es una prueba de máxima verosimilitud y potente para muestras pequeñas de datos de vida potente para muestras pequeñas de datos de vida
PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
- Hipótesis H0: los datos se ajustan a una distribución - Hipótesis H0: los datos se ajustan a una distribución normal. normal.
- Hipótesis H1: los datos no se ajustan a una Hipótesis H1: los datos no se ajustan a una
distribución normal. distribución normal.
- Estadístico D k-s = Max [ F – Sn ] < dEstadístico D k-s = Max [ F – Sn ] < dαα aceptamos H0 aceptamos H0 con un nivel de confianza de (1-con un nivel de confianza de (1- α α)%. )%.
- Donde: Donde: F = Es la dpa NORMALF = Es la dpa NORMALSn = Es la dpa Muestral = k/n , k=1,2…NSn = Es la dpa Muestral = k/n , k=1,2…Nαα = 0,05 ó 5% = 0,05 ó 5%
6.- HERRAMIENTAS DE PRUEBA.6.- HERRAMIENTAS DE PRUEBA.

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
6.- PRUEBA DE HIPOTESIS. 6.- PRUEBA DE HIPOTESIS. Rango CPP CPP/10.000 H-H FDA NORMAL S(Rango) K-S MAX
1 34,000 3.40 0.020272229 0.0100 0.01032 87,500 8.75 0.031827471 0.0200 0.01183 104,000 10.40 0.036335619 0.0300 0.00634 168,000 16.80 0.0589875 0.0400 0.0190
72 722,700 72.27 0.67134984 0.7200 0.048773 724,500 72.45 0.673701079 0.7300 0.0563 X74 740,000 74.00 0.69365489 0.7400 0.0463
Dn K-S 0.0563dn K-S 0.13403 Segun tabla Nun veces menor = dn / Dn 2.38NIVEL DE CONFIANZA DE= 95%
Dk-s = 0,053 < 0,13403 = d5% para N=100Dk-s = 0,053 < 0,13403 = d5% para N=100

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
6.- GRAFICA Dk-s Vs Sn 6.- GRAFICA Dk-s Vs Sn
Dk-s = 0,053 < 0,13403 = d5% para N=100Dk-s = 0,053 < 0,13403 = d5% para N=100
0%
20%
40%
60%
80%
100%
1 10 19 28 37 46 55 64 73 82 91 100
FDA NORMAL
S(Rango)

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
7.- CONCLUSIONES. 7.- CONCLUSIONES.
1.- Dk-s = 0,053 < 0,13403 = d5% para N=100, 1.- Dk-s = 0,053 < 0,13403 = d5% para N=100, aceptamos H0, lo que es equivalente decir, aceptamos H0, lo que es equivalente decir, que con un nivel de confianza de 95% los que con un nivel de confianza de 95% los datos de la muestra de CPP pueden ser datos de la muestra de CPP pueden ser usados para propósitos prácticos en datos usados para propósitos prácticos en datos de vida normal. de vida normal.

PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE PROPUESTA PARA MEDICIÓN DECAPACIDAD DE PRODUCCIÓN DE EMPRESAS DE INGENIERÍAEMPRESAS DE INGENIERÍA
GRACIAS…GRACIAS…



















![7) FORMULA POLINÓMICA[1]](https://img.dokumen.tips/doc/110x75/56d6bdfc1a28ab30169024a0/7-formula-polinomica1.jpg)









