Embed Size (px)
Citation preview

EXAMENSARBETE INOM TEKNIK, GRUNDNIVÅ, 15 HP
STOCKHOLM, SVERIGE 2020
Utvärdering och inventering
av produktionsuppföljnings-
system på AstraZeneca
En litteratur- och fallstudie av
produktionsuppföljningssystem på AstraZeneca i Södertälje
JULIA ERIKSSON
PEGAH ATARIAN
KTH
SKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT

TRITA TRITA-ITM-EX 2020:290
www.kth.se

Utvärdering och inventering av
produktionsuppföljningssystem på
AstraZeneca
En litteratur- och fallstudie av produktionsuppföljningssystem på AstraZeneca i Södertälje
Pegah Atarian
Julia Eriksson
Handledare KTH: Jafar Mahmoudi & Erik Flores
Handledare AstraZeneca: Ulrika Wigren
Uppdragsgivare: AstraZeneca
Examinator: Monica Bellgran
Abstract
The managers of AstraZeneca have globally decided that the production follow-up system TrakSYS
should be implemented on all PET (Process Execution Teams). The implementation of this system has
already begun but there is a long way to go before it is available on all PET. There are pros and cons for
every system that is used today at AstraZeneca and the work with production follow-up varies. The
same method for calculating KPI:s must be used everywhere in the production to enable comparisons.
Interpretation of the standards for categorization of losses is differing between the PET which makes
the comparisons difficult. An important aspect in the evaluation of the systems is that the key
performance indicators (KPI:s) are comparable between the PET. Furthermore, the systems should be
effective and user friendly.
The purpose of this project is to evaluate the existing systems and determine which of them fits best for
all six PET to enable aggregation and comparisons of OEE (Overall Equipment Effectiveness). The data
must be accessible for the employees to enable comparisons. For this reason, the project group has
analyzed the escalation of the problems. The categorization of losses is also important to understand the
present situation on the PET:s and how the KPI:s are calculated. To answer the thesis of the project, the
project group has used a literature and a case study. The case study was made by interviews on all the
six PET and the helping function Sourcing and Supply at AstraZeneca. The selected theory for the
literature study was collected from Primo and Google Scholar. A thematic analysis and a categorizations
was made based on the production follow-up systems with pros and cons as subcategories.
The thesis resulted in four findings which are essential for the purpose to evaluate the existing systems
and determine which of them fits best for all six PET to enable aggregation and comparisons of OEE.
The production follow-up systems that are used at AstraZeneca today are TrakSYS, PlantPerformance
and an analogue system. The TAK-model is used for categorizations of losses but variations of how the
losses are categorized differ. Tier-levels are used for escalation of problems, from the production lines
up to SOMT (Sweden Operation Management Team). TrakSYS was the production follow-up system
that the group found most suitable for AstraZeneca which is the system that is planned to be
implemented. The advantages of this system is the effectiveness, the possibilities to make it fit the
processes and also that the KPI:s are calculated automatically.

Sammanfattning
Ledningen på AstraZeneca globalt har beslutat att produktionsuppföljningssystemet TrakSYS ska
införas i hela verksamheten. Implementeringen av detta system har redan påbörjats men det är en lång
väg kvar innan det finns på alla produktionsavdelningar, som även benämns PET (Process Execution
Teams). Det finns för- och nackdelar med de system som idag används på AstraZeneca samt att arbetet
med produktionsuppföljningen varierar. För att möjliggöra goda jämförelser krävs det att kalkylering av
nyckeltal genomförs på samma sätt i hela verksamheten. Tolkningen av de standarder som finns för
kategorisering av förluster skiljer sig mellan PET vilket försvårar jämförelserna. En viktig aspekt i
bedömningen av produktionsuppföljningssystemen är att nyckeltalen ska kunna jämföras mellan olika
PET samt att systemet ska vara användarvänligt och effektivt.
Syftet med detta projektarbete är att bedöma de befintliga produktionsuppföljningssystemen och avgöra
vilket som passar bäst för verksamhetens alla sex PET för att möjliggöra aggregering och jämförelser
av OEE (Overall Equipment Effectiveness). Jämförelser ska kunna göras på alla nivåer och därför har
eskaleringen av problem också granskats. Kartläggning över hur förlusterna kategoriseras är också en
del av detta arbete och syftar till att få en förståelse för nuläget i verksamheten och hur OEE i slutändan
ska kunna jämföras. För att svara på frågeställningarna har en litteratur- och en fallstudie använts.
Fallstudien gjordes i form av intervjuer på samtliga sex PET och kringfunktionen Förråd och
Dispensering på AstraZeneca. Teorin till litteraturstudien som har hämtats från Primo och Google
Scholar. En tematisk analys har genomförts och i detta arbete har sorteringen skett utifrån
produktionsuppföljningssystem samt underkategorierna för-och nackdelar.
Arbetet resulterade i fyra slutsatser som är betydande för syftet att bedöma
produktionsuppföljningssystemen och avgöra vilket som passar bäst för verksamhetens alla sex PET för
att möjliggöra aggregering och jämförelser av OEE. De produktionsuppföljningssystem som används
på AstraZeneca idag är TrakSYS, PlantPerformance samt ett analogt produktionsuppföljningssystem.
Kategorisering av förluster utförs enligt TAK-modellen men variation i hur kategoriseringen går till
förekommer. Eskalering av problem sker i Tier-nivåer, från produktionslinjerna uppåt till SOMT
(Sweden Operation Management Team). Det produktionsuppföljningssystem som gruppen
rekommenderar som det mest passande för AstraZeneca är TrakSYS, det vill säga det system som är på
väg att implementeras på alla PET. Fördelen med detta system är inte bara att det är effektivt, utan också
att det kan formas på ett sätt som passar processerna samt att nyckeltal automatiskt beräknas.

Förord
Detta kandidatexamensarbete skrevs under det tredje året på civilingenjörsprogrammet Maskinteknik
inom Industriell teknik och hållbarhet på Kungliga Tekniska Högskolan och omfattar 15 högskolepoäng.
Vi vill tacka AstraZeneca för att vi fick utföra detta arbete. Dessutom vill vi rikta ett extra tack till vår
handledare på AstraZeneca Ulrika Wigren för stöttning genom hela arbetet, samt ett tack till alla som
ställt upp på intervju och visat oss runt i verksamheten.
Vidare vill vi tacka våra handledare på Kungliga Tekniska Högskolan Jafar Mahmoudi och Erik Flores
som bidragit med hjälp vid utformning av rapporten och tillvägagångssätt för att uppnå resultat.
Avslutningsvis vill vi även tacka övriga som bidragit till att detta arbete blivit möjligt.
Pegah Atarian och Julia Eriksson
Stockholm, juni 2020

Innehållsförteckning
1 Inledning ................................................................................................................................................................................. 1
1.1 Bakgrund ............................................................................................................................................................... 1
1.2 Problemformulering ............................................................................................................................................ 1
1.3 Syfte och frågeställning....................................................................................................................................... 1
1.4 Avgränsning .......................................................................................................................................................... 1
2 Metod ............................................................................................................................................................................... 2
2.1 Litteraturstudie ..................................................................................................................................................... 2
2.2 Fallstudie ............................................................................................................................................................... 3
2.3 Strategi och analys............................................................................................................................................... 4
3 Teori ................................................................................................................................................................................. 4
3.1 Lean ........................................................................................................................................................................ 5
3.2 Total Productive Maintenance (TPM).............................................................................................................. 6
3.3 Key Performance Indicator (KPI) ..................................................................................................................... 6
3.4 Overall Equipment Effectiveness (OEE) .......................................................................................................... 6
4 Resultat ............................................................................................................................................................................ 7
4.1 Uppdragsgivare .................................................................................................................................................... 7
4.2 AstraZenecas definitioner och arbetssätt......................................................................................................... 8
4.3 Produktionsuppföljningssystemen ...................................................................................................................13
5 Analys och diskussion ................................................................................................................................................15
5.1 Produktionsuppföljningssystem .......................................................................................................................15
5.2 Kategorisering av förluster ..............................................................................................................................17
5.3 Eskalering av problem och aggregering av data..........................................................................................17
5.4 Vilket produktionsuppföljningssystem lämpar sig bäst ...............................................................................18
6 Slutsats ...........................................................................................................................................................................19
6.1 Resultat ................................................................................................................................................................19
6.2 Fortsatt arbete ....................................................................................................................................................20

Förkortningar
API - Active Pharmaceutical Ingredient
AZ - AstraZeneca
BFS - Blow, Fill, Seal
FDI - Freeze dried, Devices, Inhalation
KPI - Key Performance Indicator
OEE - Overall Equipment Effectiveness
OSD - Oral, Solid, Dosage
PET - Process Execution Team
SHE - Safety, Health and Environmental management
SOMT - Sweden Operation Management Team
SQLP – SHE, Quality, Leverans, Personal
TAK - Tillgänglighet, Anläggning, Kvalitet
TPM - Total Productive Maintenance

1
1 Inledning
I den inledande delen av rapporten presenteras arbetets bakgrund, problemformulering, syfte och
avgränsning.
1.1 Bakgrund
I genomförandet av detta arbete har besök och intervjuer gjorts på alla PET (Process Execution Teams),
det vill säga produktionsavdelningarna, på AstraZenecas två anläggningar i Södertälje. Analys på hur
produktionsuppföljningen går till samt vilka produktionsuppföljningssystem som används har utförts.
När en störning uppstår dokumenterades dess tidsintervall och orsak i ett
produktionsuppföljningssystem. Hur denna dokumentation genomförs och sedan används varierar på de
olika produktionsavdelningarna. Att ha ett gemensamt produktionsuppföljningssystem visar sig vara
viktigt vid jämförelser av nyckeltal. Detta för att kunna prioritera vilka förändringar som resulterar i
förbättringar. Tidigare arbeten avser att identifiera brister och förbättringsmöjligheter samt förbättra
befintliga system och rutiner för uppföljning (Hadi & Larsson, 2008).
1.2 Problemformulering
På AstraZeneca idag används flera olika varianter av produktionsuppföljningssystem vilket inte står i
linje med ett standardiserat arbetssätt enligt AstraZeneca Supply System (AstraZeneca, u.d.). Dessutom
är valet av system anpassat till de PET där det används vilket leder fram till problemet att jämförelser
av nyckeltal försvåras. Syftet med ett produktionsuppföljningssystem är att visualisera
produktionsflödet och överföra information om det till operatörer och andra intressenter. Vidare ska
systemet möjliggöra förbättringar och en effektivare produktion.
1.3 Syfte och frågeställning
Syftet med denna rapport är att analysera de befintliga produktionsuppföljningssystemen och avgöra
vilket som passar bäst för alla PET för att möjliggöra aggregering och jämförelser av OEE (Overall
Equipment Effectiveness) högre upp i organisationen. För att få kunskap kring hur
produktionsuppföljningsarbetet sker på företaget och slutligen kunna besvara vilket system som passar
bäst, har följande frågeställningar tagits fram:
Vilka system används för produktionsuppföljning?
Hur kategoriseras förluster?
Hur eskalerar problemen uppåt?
Vilket system passar bäst och bör användas för att analyser samt åtgärder ska kunna
genomföras?
1.4 Avgränsning
Projektet kommer avgränsas till endast de produktionsuppföljningssystem som används på AstraZeneca.
Kringfunktionens metod ”Blå Lappar” anses vara ett bristsystem och därför diskuteras inte metoden

2
som ett produktionsuppföljningssystem. Jämförelser med andra företags
produktionsuppföljningssystem tas ej med i denna rapport. Alla sex produktionsavdelningar samt förråd
och dispensering har inkluderats i arbetet.
Under de månaderna som fallstudierna genomfördes uppstod vissa begränsningar de sista veckorna på
grund av Covid-19 restriktioner. Detta löstes med hjälp av videosamtal och tydliga beskrivningar av
processerna från den personen som intervjuades. Med mer tid kunde fördjupning i frågeställningarna
genomföras genom att bland annat utöka litteratursökningen eftersom den mesta delen av teorin samlats
genom fallstudien.
2 Metod
Projektet kommer utföras som en litteratur- och fallstudie. Detta för att kunna basera diskussioner och
slutsatser på den teori som redan finns att tillgå från rapporter och på den insamlade informationen som
kommer hämtas från företaget via intervjuer.
2.1 Litteraturstudie
Litteraturstudien grundar sig på de vetenskapliga artiklar som anses väsentliga för projektet. Nedan
beskrivs hur litteratursökningen gått till i detalj för att utforma teoriavsnittet i denna rapport.
Databaser som använts är Primo och Google Scholar. De rapporter som valts ut har inte varit mer än 12
år gamla och de som hämtats från Primo har även genomgått peer review. Nedan i tabell 1 visas en
beskrivning över vilka sökord som använts och hur många resultat det gav på respektive databas. Här
presenteras också hur många abstract som primärgranskats och hur många artiklar som valts ut från
respektive sökord.
Tabell 1: Litteratursökningsresultat
Sökord Resultat från
Primo
Resultat från Google
Scholar (Ej peer review)
Antal abstract som
primärgranskats
Antal
artiklar
använda
TPM 18 260 56 700 10 1
OEE 3 707 15 800 10 3
Lean 180 440 1 040 000 8 2
KPI 11 423 70 200 7 1
Sustainability
“AND” OEE
322 3 840 6 1
Sustainability
“AND” Lean
13 226 64 600 3 1

3
Energy
“AND”
Internet
127 806 2 060 000 7 2
Paper
“AND”
Energy
1 718 611 2 340 000 4 1
Lean ”AND”
Automation
5 336 25 000 3 1
2.2 Fallstudie
Enligt Blomkvist och Hallin (2019) är fallstudie är en metod som används för att skapa en bättre
förståelse för det område som studeras och ger kunskap om hur ämnet kan se ut i verkligheten. Under
genomförandet av en fallstudie måste tillräckligt med information samlas för att kunna svara på
projektets frågeställning (Blomkvist & Hallin, 2019).
Intervjuerna genomfördes på de sex olika PET:en och en kringfunktion på AstraZeneca i Södertälje. En
person från varje PET och kringfunktion har intervjuats. I den mån det varit möjligt har den intervjuade
personen även hållit en guidad tur på respektive område. Tabell 2 beskriver när, var och med vem
intervjuerna har genomförts.
Tabell 2: Referenser som användes till fallstudier som genomfördes 2020
Datu
m
PET/Område Position Övrigt
29/01 Underhåll Technical Specialist Information om uppdraget
Director Maintenance
17/02 BFS Produktionstekniker
19/02 Packning Packningsingenjör
24/02 OSD Produktionstekniker
24/02 API Lean koordinator
04/03 Förråd och
dispensering
Produktionstekniker Ej besök i lager på grund av Covid-19
restriktioner
04/03 Turbohaler Portfolio Manager Ej besök i produktionen på grund av Covid-
19 restriktioner
24/03 FDI Produktionstekniker Intervju över länk på grund av Covid-19
restriktioner

4
27/03 TrakSYS Business Analyst Intervju över länk på grund av Covid-19
restriktioner
02/04 PlantPerformance Produktägare,
PlantVision
Ej anställd på AstraZeneca. Kontakt över
Målet med fallstudierna var även att få kunskap om arbetet med nyckeltal och hur problem eskalerade
uppåt i organisation. Här under följer exempel på intervjufrågor.
Hur ser processen ut här?
Vad är typiska stopp för er?
Hur dokumenterar ni stopp?
Vilket produktionsuppföljningssystem används?
Är det ett manuellt system?
Hur eskalerar problemen?
Hur ser den dagliga styrningsprocessen ut?
Hur tycker du att det fungerar?
För att samla in mer information om produktionsuppföljningssystemen har andra än de på PET:en
intervjuats. Bland dessa var en Business Analyst på AstraZeneca med information om TrakSYS samt
en produktägare för PlantPerformance på PlantVision.
2.3 Strategi och analys
Blomkvist och Hallin (2019) beskriver att ett vetenskapligt arbete undersöker vad som redan finns
skrivet inom området för att kunna utforma välgrundade resonemang. Därefter bygga vidare på den
information som hittats och formulera nya argument och utveckla kunskapen. Litteraturstudien som
utförts i detta arbete genererade djupare förståelse i ämnet och möjliggjorde analys. I detta arbete
används en komparativ fallstudie för att samla information om skillnader i
produktionsuppföljningssystem. Detta är en vanlig typ av fallstudie där jämförelser görs mellan olika
områden (Blomkvist & Hallin, 2019). I fallstudien har observationer och en semistrukturerad
intervjuform använts som datainsamlingsmetod. Detta innebär att frågorna var bestämda innan men att
det fanns möjlighet att ställa följdfrågor för att få en bättre, mer omfattande bild av verksamheten
(Hartikainen & Björkvall, 2017). Enligt Blomkvist och Hallin (2019) beskrivs en tematisk analys som
ett sätt att sortera den empiriska studien i kategorier. Analys utförs utifrån detta för att sedan komma
fram till svar på frågeställningarna (Blomkvist & Hallin, 2019). I detta arbete har sorteringen skett
utifrån produktionsuppföljningssystem samt underkategorierna för-och nackdelar.
3 Teori
Här följer den litteraturinsamling som anses viktig för att kunna dra slutsatser och diskussioner senare i
rapporten. Projektet tar även upp hur hållbarhet kan koppla samman till några av de begrepp som
diskuteras. AstraZenecas definitioner på alla delar förutom Key Performance Indicator (KPI) och hur
de implementerats i verksamheten finns att läsa i resultatdelen.

5
3.1 Lean
Enligt Hartikainen och Björkvall (2017) är Lean är en lära som syftar till att identifiera och åtgärda de
slöserier som inte tillför värde till den slutliga produkten. När förbättringar tas fram är det av vikt att
också kontrollera ifall de givit resultat och detta görs bäst genom att använda sig av nyckeltal. En viktig
del inom Lean är att arbetet ska vara standardiserat och att man alltså valt den bästa metoden för att
utföra något. Dessa standarder bör ses över, förbättras kontinuerligt och den kan också ligga till grund
för utvärdering av hur processen går. Detta tillsammans med KPI:er ger en tydligare bild över hela
produktionen och möjliggör jämförelser (Hartikainen & Björkvall, 2017). Lean kan implementeras i
många varianter av företag och verksamheter. Men även om många företag lyckats implementera Lean
är det ett antal som inte kan bibehålla resultaten. Det skapas också mer press från lagar och intressenter
på företagen att rikta sig mer åt hållbarhet vilket gör att engagemanget för utveckling av Lean vidgas
(Martinez-Jurado & Moyano-Fuentes, 2014).
Enligt Martinez-Jurado och Moyano-Fuentes (2014) finns det några identifierade hållbarhetsaspekter
som implementering av Lean kan bidra med när den ekologiska hållbarheten diskuteras. Den första är
att minska slöserierna i verksamheten och därmed addera värde till den slutliga produkten. Samtidigt
som det håller nere kostnaderna då den slutliga produkten ger det även fördelar för företaget på mindre
resurser behövs och energianvändningen går ned, något som bidrar till en mer hållbar produktion. En
annan aspekt är att involvera människor vilket är en viktig del inom Lean för att kunna göra ständiga
förbättringar. Det är också en viktig del i arbetet med en mer hållbar process då det även här behövs
engagemang för att hitta nya lösningar. Det är också möjligt att koppla implementationen av Lean till
fördelar som omfattas av den ekonomiska hållbarheten. För att detta ska uppnås har man i litteraturen
diskuterat att det inte är tillräckligt att implementering av Lean med dess metoder sker längst ner i
hierarkin utan att man vid alla nivåer ska arbeta med införandet. Både kulturen kring Lean och sättet att
tänka bör också genomsyra både leverantörer och kunder för att uppnå en ekonomisk hållbarhet i
företaget. Även den sociala hållbarheten påverkas av en verksamhet som genomsyras av Lean. Hur Lean
och alla metoder som hör därtill påverkar människorna i verksamheten är en fråga som anses mycket
viktig och just människan utgör en stor del i läran. För att kunna lyckas med implementeringen av Lean
samt att bibehålla dess goda egenskaper är motivation, samarbete och kommunikation centralt
(Martinez-Jurado & Moyano-Fuentes, 2014).
Eftersom delar inom Lean ska vara automatiserade (Kolberg, et al., 2016) krävs en ökad användning av
digitala hjälpmedel. Ur denna aspekt visar det sig att hållbarheten kan påverkas negativt. Man kan tala
om den spiral som beskriver hur telekommunikationen föder ekonomisk tillväxt som sedan i sin tur ger
fördel för telekommunikationen. Men det är viktigt att ha i åtanke att detta kräver elektriskt kraft för att
fungera och att ju större nätverken växer sig desto mer kraft behövs (Hinton, et al., 2011). En fråga som
ställs är vad en ökad användning av internet innebär och varför bör en sådan aspekt finnas i åtanke vid
beslut. Internettrafiken dubbleras vart tredje år vilket ger en ökning i hur mycket energi som går åt.
Telekommunikationer i bland annat Italien har studerats och det visar sig att det använts 1% (2 TWh)
av Italiens totala energiåtgång under 2006. I Tyskland gick 20% av den energi som avsetts för
internetanvändning till nedkylning av system som krävs för att upprätthålla internettrafiken. I de
europeiska länderna hade man år 2005 en förbrukning av energi till internetanvändning på 14 TWh.
Denna siffra tycks öka och estimeras att hamna på 36 TWh år 2020 (Recupero, 2013). Den ökade
digitaliseringen minskar pappersanvändningen. Enligt Blomberg et al (2012) kan det finnas fördelar av
att försöka minska på pappersanvändningen. Den svenska mass- och pappersindustrin står för nästan
50% av den totala energi som används av tillverkande industrier i just Sverige. Det är också mass- och
6
pappersindustrin som står för mest elektricitetsanvändning vid jämförelser av andra industrier. År 2008
användes det i Sverige 144 TWh totalt och 55,5 TWh användes i industrierna. Av den energin stod mass-
och pappersindustrin för 41% av åtgången vilket gör att den står för den största andelen (Blomberg, et
al., 2012).
3.2 Total Productive Maintenance (TPM)
Total Productive Maintenance är en metod som består av flera delar enligt Kanti Augustiady och Cudney
(2018). Ett av målen med TPM är att med hjälp av ständiga förbättringar av produktionens alla processer
kunna minimera förlusterna och därmed även effektivisera arbetet och verksamheten. Det är också fokus
på att minska stopp och defekter samt att öka engagemanget hos de anställda. Vidare ger det utrustningen
en högre livslängd och möjliggör reducering av småstopp. Det är också upp till företaget hur man vill
implementera TPM för att det ska passa den verksamheten man bedriver (Kanti Augustiady & Cudney,
2018). Därför beskrivs TPM baserat på den information som AstraZeneca själva tagit fram under kapitel
4.
3.3 Key Performance Indicator (KPI)
Key Performance Indicator (KPI), eller nyckeltal som det benämns på svenska, är ett sätt för företag att
mäta effektivitet och lönsamhet. Nyckeltal kan användas för att analysera hela verksamheten eller
enskilda processer och bidrar till att uppmärksamma förbättringsområden och förluster. Detta medför
att verksamheten kan effektiviseras. Mätningarna kan genomföras inom flera områden i företaget.
Exempelvis kan KPI:er för energiförbrukning eller KPI:er för planering användas. Beräkning av OEE
är ett exempel på KPI:er i produktionen och är det som används på AstraZeneca (Lindberg, et al.,
2015). Hur mätningarna genomförs på AstraZeneca beskrivs i kapitel 4.
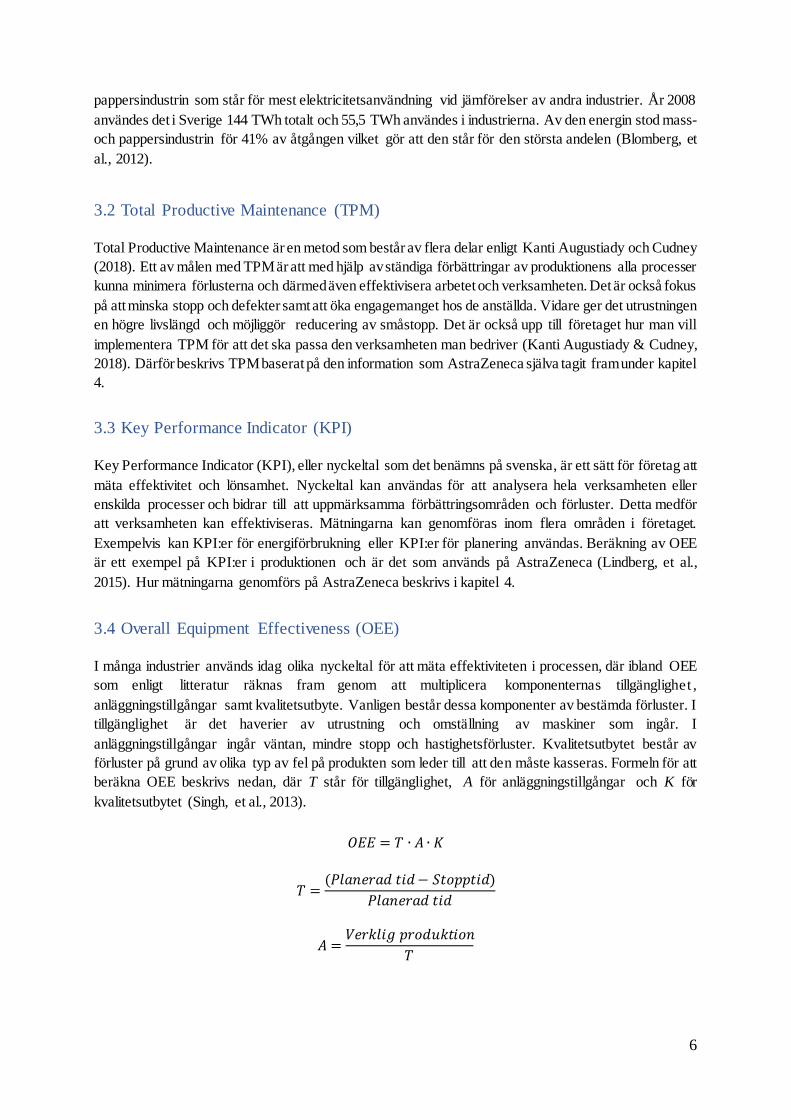
3.4 Overall Equipment Effectiveness (OEE)
I många industrier används idag olika nyckeltal för att mäta effektiviteten i processen, där ibland OEE
som enligt litteratur räknas fram genom att multiplicera komponenternas tillgänglighet ,
anläggningstillgångar samt kvalitetsutbyte. Vanligen består dessa komponenter av bestämda förluster. I
tillgänglighet är det haverier av utrustning och omställning av maskiner som ingår. I
anläggningstillgångar ingår väntan, mindre stopp och hastighetsförluster. Kvalitetsutbytet består av
förluster på grund av olika typ av fel på produkten som leder till att den måste kasseras. Formeln för att
beräkna OEE beskrivs nedan, där T står för tillgänglighet, A för anläggningstillgångar och K för
kvalitetsutbytet (Singh, et al., 2013).
𝑂𝐸𝐸 = 𝑇 ∙ 𝐴 ∙ 𝐾
𝑇 =(𝑃𝑙𝑎𝑛𝑒𝑟𝑎𝑑 𝑡𝑖𝑑 − 𝑆𝑡𝑜𝑝𝑝𝑡𝑖𝑑)
𝑃𝑙𝑎𝑛𝑒𝑟𝑎𝑑 𝑡𝑖𝑑
𝐴 =𝑉𝑒𝑟𝑘𝑙𝑖𝑔 𝑝𝑟𝑜𝑑𝑢𝑘𝑡𝑖𝑜𝑛
𝑇

7
𝐾 =(𝑉𝑒𝑟𝑘𝑙𝑖𝑔 𝑝𝑟𝑜𝑑𝑢𝑘𝑡𝑖𝑜𝑛 − 𝐾𝑎𝑠𝑠𝑎𝑡𝑖𝑜𝑛)
𝑉𝑒𝑟𝑘𝑙𝑖𝑔 𝑝𝑟𝑜𝑑𝑢𝑘𝑡𝑖𝑜𝑛
Denna formel för att beräkna produktionseffektiviteten har sitt ursprung från introduktionen av TPM
1951 (Tsarouhas, 2019). Sedan introduktion har metoderna för att beräkna de olika delarna av OEE
utvecklats och kan ibland variera från företag till företag (Stadnicka & Antosz, 2017). Även AstraZeneca
använder sig av denna definition och vidare förklaring följer i kapitel 4.
Effektivisering av processer och förbättringar i arbetet bidrar till en mer hållbar produktion enligt
Mahmood et al (2015). Användningen av nyckeltal medför att avvikelser i produktion identifieras och
kan därför motverkas. Förbättringsarbetet gynnar företaget ekonomiskt och har en positiv inverkan på
miljön och samhället. Förbättring av OEE skapar en ekonomisk fördel bland annat genom att slöserier
minimeras eller elimineras helt. När effektivare processer skapas har det en positiv inverkan på
företagets ekonomi. Exempel på detta är att tillgängligheten ökar när de oplanerade stoppen minskar
samt att riskerna för förseningar minimeras när processen är mer tillförlitliga. Fördelarna skapar även
en möjlighet för produktionen att öka om det anses nödvändigt. Andra exempel på hur det är ekonomiskt
gynnsamt när produktionsprocessen förbättras är att materialförbrukningen minskar och
energianvändningen effektiviseras. Effektiviseringen av produktionen har även inverkan på den
ekologiska hållbarheten. Det är inte endast ekonomin som påverkas när materialförbrukning, avfall och
energiförbrukning minimeras. Besparingen på alla dessa delar resulterar även i positiva miljöeffekter.
När processen förbättras ökar livslängden på maskinerna och behovet av inköp av nya maskiner samt
skrotning av de gamla minskar. Detta är också exempel på hur både miljön och ekonomin gynnas.
Arbetet med nyckeltal och effektivisering av processen medför även att den sociala hållbarheten ökar
när arbetsmiljön förbättras och riskerna för olyckor eller andra hälsofaror förebyggs (Mahmood, et al.,
2015).
4 Resultat
I detta avsnitt ges en presentation av uppdragsgivaren samt resultatet från de intervjuer som genomförts
på sex olika PET samt en av kringfunktionerna, nämligen förråd och dispensering. Denna del innehåller
även AstraZenecas definitioner på de begrepp som nämnts i teoridelen.
4.1 Uppdragsgivare
AstraZeneca är ett globalt biofarmaceutiskt företag med verksamhet i över 100 länder och 64 600
medarbetare över hela världen. I Sverige har AstraZeneca verksamheter i Göteborg, som är en
forskningsenhet, och i Södertälje som är företagets ledande produktionsanläggning. Anläggningen i
Södertälje består idag av 4 500 medarbetare och en produktion på 12 miljoner tabletter per år. Detta gör
produktionsanläggningen i Södertälje till en av världens största tillverkningsenheter för läkemedel
(AstraZeneca, u.d.). Sweden Operation Management Team (SOMT) består bland annat av sex olika
Process Execution Team (PET) som är olika produktionsenheter. Dessa sex olika PET är Blow Fill Seal
(BFS), Active Pharmaceutical Ingredient (API), Turbohaler, Packning, Oral Solid Dosage (OSD) och
Freeze dried Devices Inhalation (FDI), se figur 1.

8
Figur 1: Organisationskarta över AstraZeneca (Källa: AstraZeneca)
På AstraZeneca använder de idag olika system för att rapportera förluster som uppstår i produktion. För
att avgöra om verksamheten når sina mål används KPI (Key Performance Indicator) som inte bara visar
mätresultat utan även om verksamheten går mot uppsatta mål på det sätt de tänkt. När KPI används
korrekt kan de vara en hjälp för att kommunicera internt och externt då det kan jämföras och styra
verksamheten åt rätt håll. Problem uppstår idag när KPI ska jämföras högre upp i organisationen och då
innehåller data som samlats in på olika sätt samt med varierande förlustkategorier. Data om störningarna
som samlats in analyseras av avdelningar/funktioner för att sedan gå vidare upp i organisationen tills
den når SOMT (Sweden Operation Management Team) där man vill jämföra olika mätetal för att kunna
fastställa KPI. Från det att data samlas in till att den når SOMT kan förlusterna ha analyserats på olika
sätt vilket leder till att tillförlitligheten hos data när den når SOMT är låg.
4.2 AstraZenecas definitioner och arbetssätt
Nedan följer information som hämtats från dokument och böcker som samlats in under fallstudien på
företaget.
AstraZeneca definierar TPM som det totala produktiva underhållet där störningsfria och säkra processer
med hög driftsäkerhet skapas. Säkra processer ska också ge en förbättrad arbetsmiljö samt en minskning
av kvalitets- och hastighetsförluster. För AstraZeneca är TPM en del av arbetet med Lean som bedrivs
och ses även som en förutsättning för att kunna skapa en verksamhet där Lean är tillämpbart (SSG,
2017). Vidare beskrivs arbetssättet på AstraZeneca när det kommer till hur man ser på Lean. Denna del
visar på varför ett väl fungerande produktionsuppföljningssystem går i linje med Supply System som
enligt AstraZeneca är tolkningen av Lean vilket illustreras i Leanhuset, se figur 2. AstraZeneca använder
Leanhuset i det dagliga arbetet och består av: Gemensamma syftet, Prioriteringar, Principer och
Värderingar. Det gemensamma syftet för AstraZeneca står skrivet på taket. Prioriteringar hjälper
verksamheten att ta rätt beslut och förkortas SQLE(P) vilket står för SHE (säkerhet, hälsa och miljö),
Kvalitet, Leverans, Ekonomi och People (personal). People är inte betecknat i illustrationen över
Leanhuset men tillförs ofta när prioriteringarna bedöms. AstraZeneca Supply System består även av sju
principer och beskriver hur verksamheten ska tänka i det dagliga arbetet samt i förbättringsarbetet av
verksamheten (AstraZeneca, u.d.). Principerna är:

9
Standardiserat arbetssätt
Ständiga förbättringar
Eliminering av slöserier
Rätt från mig
Kundfokus
Just in Time
Flödesorienterat ledarskap och teamarbete
Figur 2: AstraZeneca Supply System, Leanhuset (Källa: AstraZeneca)
Vidare följer AstraZenecas förklaring av tre principer relevanta för projekts frågeställning.
Eliminering av slöseri är en annan viktig princip i Leanhuset. Principen bidrar till att verksamheten
förbättras och effektiviseras. Det som anses vara slöserier är icke-värdeskapande processer eller
aktiviteter. För att eliminera slöserier kategoriseras arbetet in i tre olika grupper, nämligen
Värdeskapande, Icke-värdeskapande samt Icke-värdeskapande men nödvändiga (AstraZeneca, u.d.).
Målet är att eliminera de icke-värdeskapande processerna helt och minimera de icke-värdeskapande men
nödvändiga processerna. Det är extra viktigt att eliminera överproduktion samt outnyttjad kompetens på
grund av att de medför risker för att nya och fler slöserier kan uppstå (AstraZeneca, u.d.). Denna princip
består även av åtta typer av slöserier:
Överproduktion
Väntan
Onödiga transporter
Överarbete
Onödiga lager
Onödiga rörelser
Produktion av defekta produkter
Outnyttjad kompetens
10
En annan av grundprinciperna i AstraZeneca Supply System är standardiserat arbetssätt. Syftet med ett
standardiserat arbetssätt är att utveckla verksamheten och enkelt identifiera avvikelser och slöserier. Det
innebär även att verksamheten följer en detaljerad beskrivning av arbetsmomenten och därmed
genomförs momenten på samma sätt varje gång. En av fördelarna med ett standardiserat arbetssätt är att
kunskapen om verksamheten sprids och förs vidare till ny personal i organisationen. De bekräftar även
att arbetsmomenten skett på ett säkert och korrekt sätt. Det är viktigt att standarder är enkla att förstå
och lätta att följa. Orsaken till arbetsmomenten i en standard behöver vara tydliga för att skapa
motivation i arbetet och även förståelse för syftet (AstraZeneca, u.d.). En av grundprinciperna i
AstraZenecas Leanhus är ständiga förbättringar. Verksamheten blir mer effektiv när metoder och
processer förbättras och det medför även att slöserier minskar. Förbättringarna kan vara både kortsiktiga
och långsiktiga. Det är viktigt att hantera avvikelser på ett förebyggande sätt för att hindra att samma
problem uppstår igen. Det långsiktiga förbättringsarbetet sker systematiskt i förbättringsgrupper som
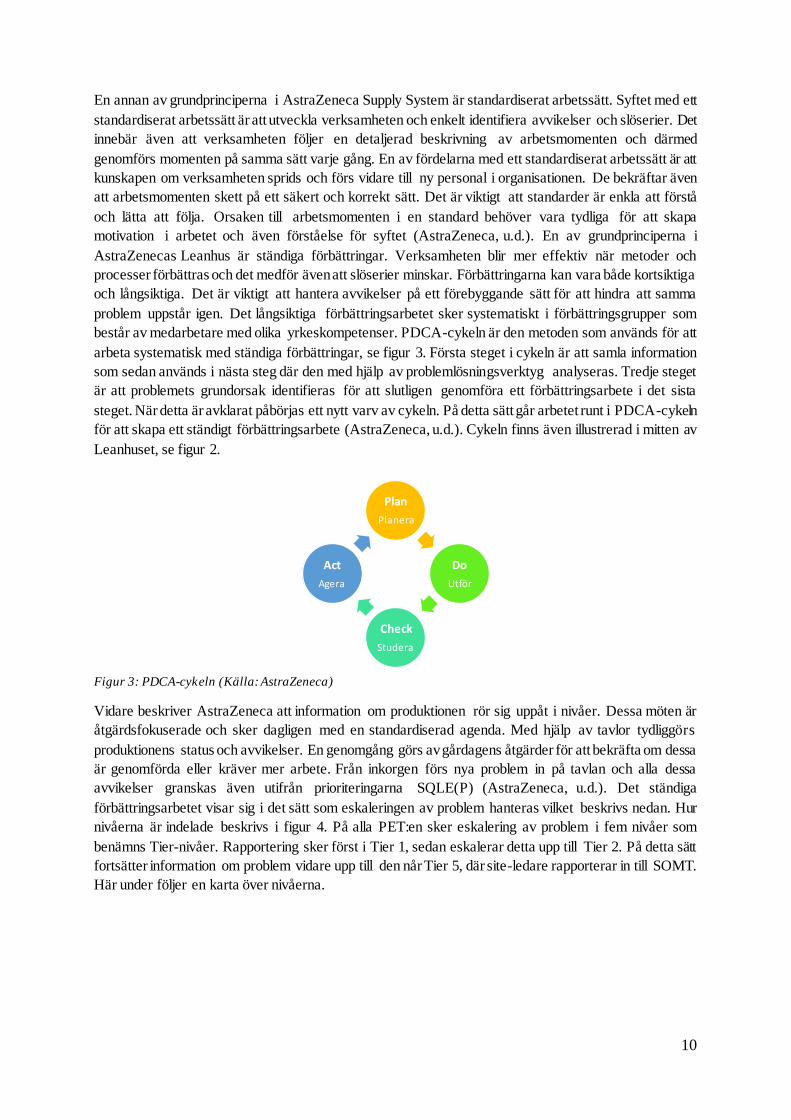
består av medarbetare med olika yrkeskompetenser. PDCA-cykeln är den metoden som används för att
arbeta systematisk med ständiga förbättringar, se figur 3. Första steget i cykeln är att samla information
som sedan används i nästa steg där den med hjälp av problemlösningsverktyg analyseras. Tredje steget
är att problemets grundorsak identifieras för att slutligen genomföra ett förbättringsarbete i det sista
steget. När detta är avklarat påbörjas ett nytt varv av cykeln. På detta sätt går arbetet runt i PDCA-cykeln
för att skapa ett ständigt förbättringsarbete (AstraZeneca, u.d.). Cykeln finns även illustrerad i mitten av
Leanhuset, se figur 2.
Figur 3: PDCA-cykeln (Källa: AstraZeneca)
Vidare beskriver AstraZeneca att information om produktionen rör sig uppåt i nivåer. Dessa möten är
åtgärdsfokuserade och sker dagligen med en standardiserad agenda. Med hjälp av tavlor tydliggörs
produktionens status och avvikelser. En genomgång görs av gårdagens åtgärder för att bekräfta om dessa
är genomförda eller kräver mer arbete. Från inkorgen förs nya problem in på tavlan och alla dessa
avvikelser granskas även utifrån prioriteringarna SQLE(P) (AstraZeneca, u.d.). Det ständiga
förbättringsarbetet visar sig i det sätt som eskaleringen av problem hanteras vilket beskrivs nedan. Hur
nivåerna är indelade beskrivs i figur 4. På alla PET:en sker eskalering av problem i fem nivåer som
benämns Tier-nivåer. Rapportering sker först i Tier 1, sedan eskalerar detta upp till Tier 2. På detta sätt
fortsätter information om problem vidare upp till den når Tier 5, där site-ledare rapporterar in till SOMT.
Här under följer en karta över nivåerna.
Plan
Planera
Do
Utför
Check
Studera
Act
Agera

11
Figur 4: Karta över Tier-nivåerna (Källa: AstraZeneca)
Vid varje skiftbyte redogör produktionsteamet om de avvikelser och problem som uppstått i
produktionen till operatörchefen på Tier 1-nivån. Om avvikelserna inte kan lösas kommer informationen
eskalera uppåt till avdelningschefen i Tier 2. Här får produktionsteamet vidare stöd med att hantera de
problem som uppstått. Avdelningschefen rapporterar därefter till PET-ledaren i Tier 3 om mer
uppbackning krävs. På detta sätt, om problemen inte kan lösas på en nivå, eskalerar information om
problemen uppåt till nästa nivå för stöttning (AstraZeneca, 2019). Intervjuerna visade att det ska finnas
kompetens och resurser för att 80 % av förluster ska kunna lösas på Tier-nivån. För att ta reda på hur
förlusterna vid ett PET skiljer sig från ett annat använder man bland annat nyckeltalet OEE som
analyseras vid varje Tier-nivå och nedan följer en beskrivning av detta.
Enligt AstraZeneca visar OEE hur stor del av produktionstiden som faktiskt ger värde. Nyckeltalet
beräknas fram på följande sätt:
𝑂𝐸𝐸 = 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 (𝐵
𝐴) ∙ 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 (
𝐷
𝐶) ∙ 𝑄𝑢𝑎𝑙𝑖𝑡𝑦 (
𝐸
𝐷) ∙ 100
där “Availability” är Tillgängligheten, “Performance” är Anläggningstillgångar och “Quality” är
Kvalitet vilket ger förkortningen TAK med dess parametrar T, A och K. Hur dessa beräknas fram finns
beskrivet i den schematiska bilden nedan, figur 5, där man tydligt kan se vilka delar som ingår och vilka
som steg för steg räknas bort (AstraZeneca, 2019).
Tier 5
Site-ledare
Tier 4
PET-ledare
Tier 3
PET
Tier 2
Produktionsavdelning
Tier 1
Produktionsteam
Tier 2
Produktionsavdelning
Tier 2
Produktionsavdelning
Tier 1
Produktionsteam

12
Figur 5: Schematisk bild över uträkning av OEE (Källa: AstraZeneca)
T står för all den tid som finns tillgänglig, d.v.s. den totala kalendertiden. I Z subtraheras T med den tid
som inte är produktionstid, till exempel högtider. A beskriver den totala tillgängliga produktionstiden i
standardform, d.v.s. T subtraherat med tid för till exempel Planerat underhåll och Speciella event. Man
vill med detta räknesätt försäkra sig om att det går till på samma sätt över hela AstraZeneca. Det är i B
som OEE-beräkningen utgår ifrån och det är här tillgänglighetsförlusterna räknas bort. Detta ger ett
värde på parametern T samt ett värde på den produktionstid som återstår. Förluster som räknas hit är:
Oplanerade stopp
Oplanerat underhåll
Omställning och städning av maskiner
Uppstart
Nedstängning
Väntetid
Alla typer av raster
Antalet producerade produkter som man på AstraZeneca strävar efter att nå upp till betecknas här C och
mäts i just antal. Detta målvärde bestäms med hjälp av flaskhalstakten, alltså av den maskin eller process
vars takt är längst. Med denna tid får man fram ett värde som representerar antalet produkter som är
möjligt att producera (AstraZeneca, 2019). Nästa steg är att räkna ut D som står för den faktiska
produktionen. Det som räknas bort här är hastighetsförluster, alltså när maskinerna går, men med en
reducerad hastighet jämfört med den uträknade i C. Som resultat av hastighetsförlusterna uppstår
anläggningsförluster som representeras av parametern A. Detta står för de produkter som inte kunnat
produceras på grund av hastighetsförlusterna. Det sista steget, E, är att räkna fram de godkända
produkterna. De produkter som inte lever upp till kvaliteten benämns kvalitetsförluster, K, och
subtraheras bort. Kvar är de godkända produkterna (AstraZeneca, 2019).
Intervjuer visar att AstraZeneca har en standard för hur förluster ska kategoriseras och detta finns
beskrivet ovan. Den delen av produktionsuppföljningen som skiljer sig mycket mellan alla PET är att
det som anses som förluster kan variera mellan enheterna. Exempel på detta är ett PET som har med
lunchraster och planerade stopp i beräkningarna och en annan som inte tar hänsyn till detta. En del
samlar endast data på stora stopp och andra lagrar information om både stora och små stopp. Vissa PET
13
fokuserar endast på de förluster som påverkar OEE mest. Detta är en anledning till att jämförelser av
nyckeltal mellan PET:en inte är helt tillförlitliga.
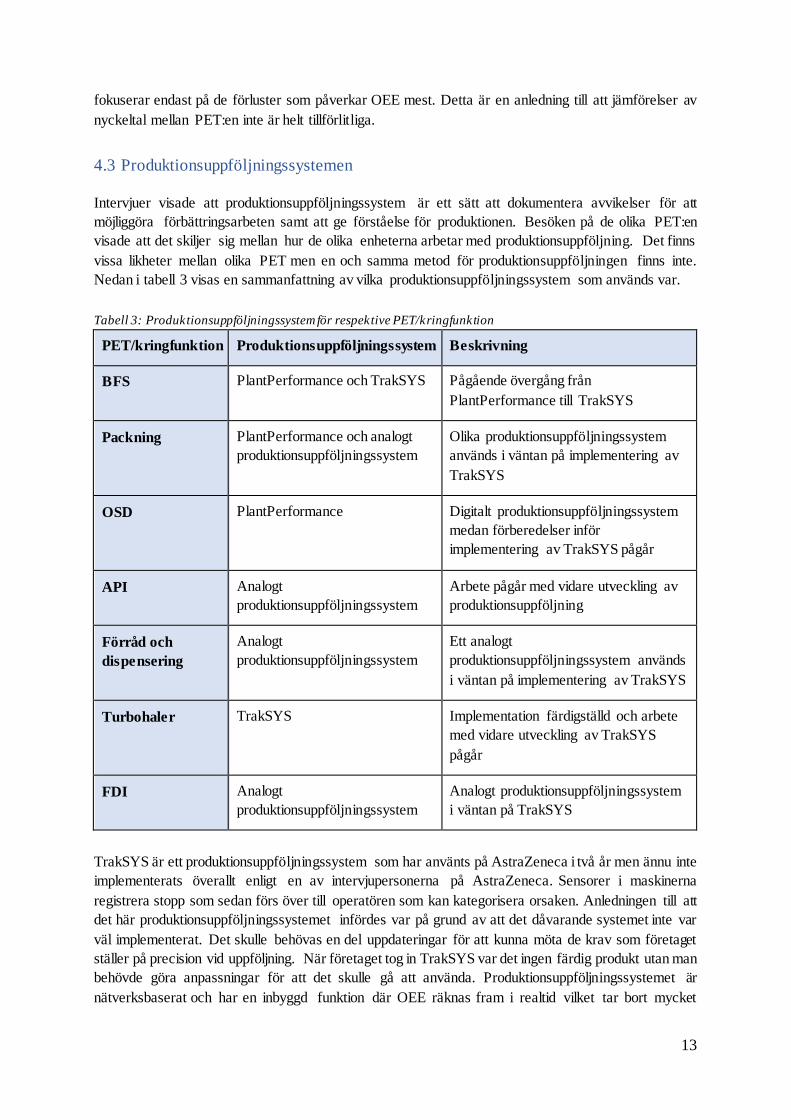
4.3 Produktionsuppföljningssystemen
Intervjuer visade att produktionsuppföljningssystem är ett sätt att dokumentera avvikelser för att
möjliggöra förbättringsarbeten samt att ge förståelse för produktionen. Besöken på de olika PET:en
visade att det skiljer sig mellan hur de olika enheterna arbetar med produktionsuppföljning. Det finns
vissa likheter mellan olika PET men en och samma metod för produktionsuppföljningen finns inte.
Nedan i tabell 3 visas en sammanfattning av vilka produktionsuppföljningssystem som används var.
Tabell 3: Produktionsuppföljningssystem för respektive PET/kringfunktion
PET/kringfunktion Produktionsuppföljningssystem Beskrivning
BFS PlantPerformance och TrakSYS Pågående övergång från
PlantPerformance till TrakSYS
Packning PlantPerformance och analogt
produktionsuppföljningssystem
Olika produktionsuppföljningssystem
används i väntan på implementering av
TrakSYS
OSD PlantPerformance Digitalt produktionsuppföljningssystem
medan förberedelser inför
implementering av TrakSYS pågår
API Analogt
produktionsuppföljningssystem
Arbete pågår med vidare utveckling av
produktionsuppföljning
Förråd och
dispensering
Analogt
produktionsuppföljningssystem
Ett analogt
produktionsuppföljningssystem används
i väntan på implementering av TrakSYS
Turbohaler TrakSYS Implementation färdigställd och arbete
med vidare utveckling av TrakSYS
pågår
FDI Analogt
produktionsuppföljningssystem
Analogt produktionsuppföljningssystem
i väntan på TrakSYS
TrakSYS är ett produktionsuppföljningssystem som har använts på AstraZeneca i två år men ännu inte
implementerats överallt enligt en av intervjupersonerna på AstraZeneca. Sensorer i maskinerna
registrera stopp som sedan förs över till operatören som kan kategorisera orsaken. Anledningen till att
det här produktionsuppföljningssystemet infördes var på grund av att det dåvarande systemet inte var
väl implementerat. Det skulle behövas en del uppdateringar för att kunna möta de krav som företaget
ställer på precision vid uppföljning. När företaget tog in TrakSYS var det ingen färdig produkt utan man
behövde göra anpassningar för att det skulle gå att använda. Produktionsuppföljningssystemet är
nätverksbaserat och har en inbyggd funktion där OEE räknas fram i realtid vilket tar bort mycket

14
manuellt arbete. Syftet är att alla PET ska använda detta system och målet är att jämförelser dem emellan
skulle kunna genomföras. Detta kräver dock en hög mognadsgrad samt förståelse för kalkylerna och
systemet för att jämförelserna inte ska bli missvisande. AstraZeneca har idag ett globalt mål att alla ska
använda sig av samma produktionsuppföljningssystem, TrakSYS, i framtiden. Skillnaderna i hur långt
in i implementeringen av detta gemensamma system varierade från PET till PET. I framtiden är målet
att när sensorer i maskinerna upptäcker att ett stopp har uppstått ska operatören ange orsaken i TrakSYS.
I programmet kommer OEE beräknas direkt och därför minska antal steg i processen och
förhoppningsvis effektivisera arbetet. Det ska även bli lättare att få en överblick och uppdatering kring
produktionen med hjälp av TrakSYS på grund av att stoppen visualiseras i programmet. Det PET som
idag använder TrakSYS ansåg att fler stopp upptäcks nu än tidigare och kan därför förebyggas.
PlantPerformance är ett annat produktionsuppföljningssystem som används på AstraZeneca. I den
senaste versionen av produktionsuppföljningssystemet PlantPerformance registreras maskinstoppen av
systemet som sedan översätter signalen till orsaken för stoppet. Enligt en av intervjupersonerna är
systemet ett verktyg i förbättringsarbetet inom industrin. Eftersom man vill minska på den tid som
produktionen står still så är det tillgänglighet på maskinerna som är av största intresse i detta fall.
Systemet gör det möjligt att analysera tiden som maskinen, linjen, fabriken eller skiftlaget haft för
exempelvis ett ställ. I PlantPerformance är det möjligt att presentera data i olika former, exempelvis kan
OEE-tabeller visualiseras i programmet, se figur 6 och 7. Det produktionsuppföljningssystem som
används på några PET i nuläget är en äldre version av PlantPerformance. När det sker ett stopp i
produktionen dokumenterar operatören orsaken manuellt på en skärm in i PlantPerformance.
Informationen från PlantPerformance överförs sedan till och sammanställs i ett Excel-dokument.
Härifrån beräknas sedan OEE. De PET som idag använder denna metod anser att det fungerar bra men
både hårdvara och mjukvara kräver en uppdatering. I figur 7 visas exempel på hur uppdatering av
mjukvara kan se ut.
Figur 6: Flödet i PlantPerformance (Källa: PlantVision)

15
Figur 7: Layout i PlantPerformance med visualisering av nyckeltal (Källa: PlantVision)
Intervjuer på PET:en visade att ett analogt produktionsuppföljningssystem också används. Det analoga
produktionsuppföljningssystemet genomförs i form av papper och penna och registrering av stopp sker
inte automatiskt. Många mindre stopp dokumenteras inte medan alla stora och långa stopp
dokumenterades med papper och penna för att sedan sammanställas i ett Excel-dokument varje vecka.
Förråd och dispensering arbetar annorlunda jämfört med de producerande PET:en. Enheten förser alla
PET med material och är inte en producerande enhet. Detta bidrar till att dokumentationen av stopp och
förluster skiljer sig från produktionsenheterna. Vid varje maskin sitter ett ark med hela veckans stopp
som sedan samlas in månadsvis för en sammanställning i ett Excel-dokument. Data användes för
mätning av tillgänglighet.
Ett annat analogt produktionsuppföljningssystem som används på förråd och dispensering är “Blå
Lappar”. Dessa kommer från kunden eller leverantören när det planerade flödet inte fungerar som det
ska. Det görs sedan utvärderingar på “Blå Lapparna” för att avgöra om en åtgärd kan genomföras eller
inte.
5 Analys och diskussion
I denna del av rapporten ges en analys och diskussion av frågeställningarna utifrån fakta som hämtats
från litteratur- och fallstudie.
5.1 Produktionsuppföljningssystem
Två av grundprinciperna i AstraZeneca Supply System är ständiga förbättringar och eliminering av
slöserier (AstraZeneca, u.d.). Därför är det viktigt att ha ett bra produktionsuppföljningssystem för att
kunna upptäcka slöserier och för att kunna göra rätt förbättringar. Nedan beskrivs för- och nackdelar
med de system som idag finns på AstraZeneca.
Enligt ledningen på AstraZeneca så har beslut tagits globalt om att TrakSYS ska införas över hela
verksamheten och detta har redan gjorts på vissa PET. Den största fördelen med TrakSYS är att alla

16
förluster registreras och samlas in digitalt. Även de små stoppen registreras och
produktionsuppföljningssystemet hjälper till med kategorisering genom sensorer vid varje maskin. Detta
resulterar i att fel på grund av den mänskliga faktorn samt att ansvaret hos operatören minimeras. Enligt
en intervju tog AstraZeneca in produktionsuppföljningssystemet som en ofärdig produkt vilket gjorde
det möjligt att skräddarsy och utforma efter de behov som finns. Produktionsuppföljningssystemet är
nätbaserat och därför sker en automatisk beräkning av olika nyckeltal direkt vid linjen eller
maskingruppen, bland annat OEE vilket gör att mycket manuellt arbete försvinner. Data kan även
presenteras direkt som en tydlig visuell panel över nyckeltalen vilket skapar bra överblick av
produktionen och det område operatören arbetar på. I programmet kan nyckeltalen visualiseras i
exempelvis cirkeldiagram, se figur 8. Jämförelser kan göras direkt i TrakSYS mellan de
produktionsenheter som är kopplade till systemet och därför blir samanställning av nyckeltalen från alla
PET mindre tidskrävande. Intervjuerna visade att TrakSYS behöver utvecklas eftersom det är en ofärdig
produkt när AstraZeneca tar in det. Det finns också nackdelar med att ta in en produkt som inte är färdig,
bland annat att det krävs mycket tid och arbete för att kunna implementera. Personal behöver utbildas
för att kunna använda produktionsuppföljningssystemet och det kan också krävas många uppdateringar
innan det blir helt tillförlitligt och rätt. En annan nackdel är att TrakSYS är nätbaserat vilket påverkar
energianvändningen i Sverige (Hinton, et al., 2011) och att produktionsuppföljningssystemet kan
haverera.
Figur 8: Exempel på visualisering av OEE i TrakSYS
PlantPerformance är det produktionsuppföljningssystem som använts på många PET som nu ställer om
till TrakSYS. Eftersom man globalt beslutade om att ställa om till TrakSYS har ingen uppdatering gjorts
på PlantPerformance även om det finns tillgängligt. Här diskuteras både den nuvarande och den
uppdaterade versionen samt dess för- och nackdelar. En fördel med PlantPerformance är att
produktionsuppföljningssystemet redan finns implementerat på AstraZeneca. Det krävs inget arbete
med utbildning utan endast kring uppdateringen. Det är också ett tillförlitligt system som är väl beprövat
och enkelt att använda. Enligt produktägaren av PlantPerformance är systemet dessutom inte
nätverksbaserat vilket gör det oberoende av uppkoppling. I övrigt finns många likheter med TrakSYS,
så som att stoppen kategoriseras manuellt av operatören och att småfel fångas upp av systemet. Därmed
delar PlantPerformance många av de fördelar som TrakSYS har. Information från intervjuer har visat
att i versionen som används på AstraZeneca idag behöver data överföras manuellt till ett Excel-
dokument. Detta för att möjliggöra visualisering av nyckeltalen. Med uppdatering av
produktionsuppföljningssystemet skulle den manuella biten kunna elimineras och PlantPerformance
skulle därmed likna TrakSYS mer.
Ett analogt produktionsuppföljningssystem kan implementeras snabbt och enkelt överallt i
verksamheten. Det enda som behövs är papper och penna vilket gör systemet resurssnålt och flexibelt.
Systemet är enkelt att lära sig och kräver inga större tekniska förkunskaper. Det är ett bra första
produktionsuppföljningssystem för att förstå arbetssättet och senare kunna använda ett mer
standardiserat produktionsuppföljningssystem. Från intervjuer gavs informationen att många av de

17
stopp som uppstår inte fångas upp utan det är mestadels de större stoppen som kommer med i
beräkningarna. Detta gör att de nyckeltal som räknas fram inte blir tillförlitliga. Det är också möjligt att
den mänskliga faktorn bidrar till att stopp inte tas med i beräkningar av nyckeltalen om exempelvis
pappret glöms bort eller försvinner. En ytterligare nackdel med denna metod är att åtgången av papper
är större än vid användning av ett digitalt produktionsuppföljningssystem vilket leder till ökad
energiförbrukning i Sverige (Blomberg, et al., 2012).
5.2 Kategorisering av förluster
Stoppen delas in under kategorierna tillgänglighet, anläggningstillgångar och kvalitet som i sin tur
består av ett antal underkategorier. När operatören rapporterar in stoppen i
produktionsuppföljningssystemet ska de placeras i den kategori som finns beskriven i standarden. En
tydlig förklaring av detta finns i figur 4. Däremot uppmärksammades olikheter i hur noggrant
underkategorierna används på de olika PET:en. I vissa fall hamnar en stor del av förlusterna i
underkategorin övrigt när de egentligen ska placeras i en annan underkategori. En anledning till detta
kan vara att alla PET inte har tillräckligt med förutsättningar eller kompetens för att kategoriseringen
ska bli korrekt. Det kan också finns en oklarhet i hur produktionsuppföljningen ska genomföras, det vill
säga att information saknas eller har kommunicerats otydligt. Underkategorierna i
produktionsuppföljningssystemet kan till fördel delas in mer specifikt för att undvika att förluster med
olika orsak hamnar i samma kategori. Detta kan även förebygga att stora delar av förlusterna hamnar
under övrigt vilket bidrar till att rätt orsak till problemet identifieras.
Rätt kategorisering av förluster betyder inte bara att jämförelser av nyckeltal blir mer tillförlitliga, utan
också att förbättringsarbetet på det enskilda PET:en främjas. En följd av att kategoriseringen inte görs
enligt standard skulle kunna vara att man fokuserar på fel åtgärder. I produktionsuppföljningssystemet
kan tillgänglighetsförlusterna bli missvisande om till exempel raster inte räknas med och därmed ge en
falsk bild av hur produktionen faktiskt går. Detta kan leda till att de förluster som påverkar
tillgängligheten mest uppmärksammas i ett senare skede eller inte alls. Samtidigt läggs resurser på ett
problem som egentligen inte går att påverka. Genom att ha ett och samma
produktionsuppföljningssystem för alla PET kan variationerna i kategoriseringen av förlusterna
motverkas. Anledningen till att det inte finns ett standardiserat arbetssätt kan vara på grund av att inte
lika mycket resurser läggs överallt i organisationen. Besöken och intervjuerna på alla PET visar att de
kommit olika långt i sitt arbete med nyckeltal och användningen av ett produktionsuppföljningssystem.
Ett fortsatt arbete och implementering av produktionsuppföljningssystem pågår just nu och kommer
påverka läget i verksamheten.
5.3 Eskalering av problem och aggregering av data
Eskaleringen sker via Tier-nivåerna och är en del av förbättringsarbetet på AstraZeneca. Det är också
ett standardiserat arbetssätt som ska bidra till att problem identifieras och därmed att slöserier elimineras.
Detta system är ett effektivt sätt att uppmärksamma de fel som uppstår samt skapa en större förståelse
för produktionen. Det ger också en trygghet för operatörer då det alltid tillgång till uppbackning när ett
problem inte kan lösas på plats. Med målet att klara av att lösa 80% av problemen kan det skapas ett
engagemang och en vilja att lära sig hantera underhållet av verksamheten för att motverka att de uppstår
igen. För att aggregering av data ska fungera bra är det till fördel att använda sig av ett gemensamt
produktionsuppföljningssystem med samma kategorisering av förluster. Målet med rapporten är som

18
tidigare nämnt att argumentera fram vilket av produktionsuppföljningssystemen som fungerar bäst och
som möjliggör aggregering av data. Med ett väl fungerande produktionsuppföljningssystem där data
samlas, blir jämförelser möjliga överallt i organisationen. Detta resulterar i att nyckeltal och andra
relevanta data från produktionen inte behöver gå via mellanhänder, istället kan intressenter själva hämta
ut och analysera dem. Vidare minskar risken för att data försvinner, modifieras eller misstolkas.
5.4 Vilket produktionsuppföljningssystem lämpar sig bäst
Denna del innehåller bedömning av vilket produktionsuppföljningssystem som passar bäst på
AstraZeneca. En översiktlig jämförelse finns beskriven i tabell 4.
Tabell 4: Jämförelser mellan de olika produktionsuppföljningssystemen
Produktionsupp-
följningssystem
TrakSYS PlantPerformance Analogt
produktionsupp-
följningssystem
Insamling av
förluster
Både stora och små
stopp
Stora och till viss del
små stopp
Endast stora stopp
Digitalt Ja Ja Nej
Steg från stopp
till OEE
Stoppet registreras och
orsak anges av
operatör, därefter
beräknas OEE i
programmet
automatiskt
Stopp registreras och
orsak anges av operatör,
därefter förs data över
till Excell för att
visualisera OEE
Stopp skrivs ner på
papper för att sedan föras
in i Excell där beräkning
av OEE sker
Hållbarhet
(ekologiskt,
ekonomiskt och
socialt)
Positivt för
hållbarheten då fler
förluster kan
registreras och
produktionen blir mer
effektiv. Ett nätbaserat
system kan påverka
den ekologiska
hållbarheten negativt.
Positivt är att det även
här registreras en större
del av förlusterna
jämfört med analoga
produktionsuppföljnings
systemet.
Produktionsuppföljningss
ystemet är inte digitalt
vilket är positivt för den
ekologiska hållbarheten
däremot påverkas den
negativt av
pappersförbrukningen.
Bristen på registrering av
förluster påverkar
hållbarhet negativt.
Grad av
utbildning
Utbildning för att
förstå
produktionsuppföljnin
gssystemet
Utbildning för att förstå
de uppdaterade delarna i
produktionsuppföljnings
systemet
En mindre grad av
utbildning
Övrigt All data samlas på ett
och samma ställe
Finns redan
implementerat i
verksamheten
Flexibelt och enkelt att
använda
Det analoga produktionsuppföljningssystemet utesluts på grund av att det är ett begränsat system där de
små stoppen riskeras att inte registreras. Däremot är det lätt att implementera och använda som ett första
system för att sedan gå över till ett digitalt produktionsuppföljningssystem.

19
Det är tydligt att ett digitalt system är eftersträvansvärt eftersom det möjliggör användning av sensorer
vid maskinerna. Dessa kan föra över information om stopp direkt till produktionsuppföljningssystemet
vilket gör att data inte behöver hanteras av mellanhänder. Intervjuerna visade att den viktigaste aspekten
för produktionsuppföljning var hur kategoriseringen av förluster genomförs. I ett analogt
produktionsuppföljningssystem försvinner många förluster som därmed inte kan kategoriseras och föras
in i beräkningarna. Det är därför till fördel att ett digitalt produktionsuppföljningssystem används.
Vidare är anledningen till att AstraZeneca bör ha ett och samma produktionsuppföljningssystem för att
främja sitt standardiserande arbete. Det är också enklare och effektivare att utföra förbättringar och
ändringar i produktionsuppföljningssystemet när alla användare kan bidra utifrån sitt perspektiv.
PlantPerformance är ett system som redan finns implementerat på AstraZeneca och som fungerat bra.
Däremot behövs en uppdatering för att möta de krav som ställs på ett produktionsuppföljningssystem
och detta kan leda till ett behov av utbildning. Resultatet av detta arbete visar att TrakSYS är det
produktionsuppföljningssystem som lämpar sig bäst för AstraZeneca. Även om TrakSYS liknar
PlantPerformance på många sätt samt att båda kan komma att kräva resurser vid implementation,
rekommenderas TrakSYS som det bästa produktionsuppföljningssystemet för AstraZeneca. TrakSYS
är digitalt och företaget har en fördel av att kunna skräddarsy produktionsuppföljningssystemet efter hur
verksamheten ser ut. När detta väl är gjort kommer systemet fungera bra i verksamheten vilket visar sig
hos det PET där produktionsuppföljningssystemet redan används. Varken TrakSYS, PlantPerformance
eller det analoga produktionsuppföljningssystemet kan användas för att jämföra OEE mellan de olika
PET:en som de ser ut idag. Efter implementering av TrakSYS kommer det krävas arbete och utveckling
för att jämförelser ska bli möjliga. Detta genom att förstå kalkylerna och uppnå hög mognadsgrad enligt
en av intervjuerna.
6 Slutsats
I detta kapitel presenteras en slutsats på resultatet med en kortfattad summering, vad som skulle vara
intressant att ta upp i kommande rapporter samt de begränsningar som påträffats under arbetets gång.
6.1 Resultat
Målet med denna rapport är att analysera och föreslå ett produktionsuppföljningssystem som går att
använda på alla PET och som möjliggör aggregering och jämförelser av OEE högre upp i
organisationen. Genom intervjuer och litteratursökning har svar på frågorna i problemformuleringen
tagits fram och resultatet presenteras nedan.
1 De system som idag används för produktionsuppföljning på AstraZenecas olika PET är TrakSYS,
PlantPerformance samt det analoga produktionsuppföljningssystemet.
2 Förlusterna kategoriseras enligt TAK-modellen på de flesta PET:en. Däremot skiljer sig processerna
åt, vilket gör att variation i hur kategoriseringen går till uppstår.
3 Eskalering av problem sker enligt Tier-nivåerna från produktionslinjerna upp till SOMT.
4 TrakSYS är det produktionsuppföljningssystem som lämpar sig bäst i AstraZenecas verksamhet för
att analyser och åtgärder ska kunna genomföras. Detta på grund av att det är ett digitalt system med
20
få mellanhänder mellan stopp och beräkning av OEE. Både de stora och små stoppen samlas in och
dessutom kan produktionsuppföljningssystemet skräddarsys efter verksamhetens behov.
6.2 Fortsatt arbete
Eftersom implementeringen av TrakSYS pågår just nu kan det vara intressant att vidare studera hur
förlustkategorierna borde se ut på de olika PET:en för att nyckeltalen ska bli jämförbara. Hur ska man
nå den mognadsgrad som krävs och skapa förståelse för den data som kommer ut? Dessa två aspekter
är viktiga att uppnå för att vidare kunna utföra åtgärder på de problem som
produktionsuppföljningssystemet fångar upp.
För att uppnå förståelse för kalkylerna krävs det att underrubriker och förklaring till förlustkategorierna
införs. Detta för att veta vad som orsakat stoppet och vidare veta vilka åtgärder som behövs. Exempelvis
kan ”övriga stopp” innehålla flera olika orsaker vilket gör att felen blir missförstådda och svåra att
eliminera.

21
7 Referenser
AstraZeneca, 2019. Manufacturing Excellence Global Standard Key Performance Indicators. s.l.:AstraZeneca.
AstraZeneca, n.d. astrazeneca.se. [Online].
AstraZeneca, n.d. Lean på vårt vis. s.l.:s.n.
Blomberg, J., Henriksson, E. & Lundmark, R., 2012. Energy Efficiency and Policy in Swedish Pulp and Paper Mills: A Data Envelopment Analysis Approch , Luleå: Elsevier.
Blomkvist, P. & Hallin, A., 2019. Metod för Teknologer, Examensarbete enligt 4-fasmodellen. Lund: Studentlitteratur.
Hadi, A. & Larsson, M., 2008. Analys av Produktionsuppföljningssystem, Lund: Lunds Tekniska Högskola.
Hartikainen, H. & Björkvall, O., 2017. AIM - Metoden som fick OEE:t att skjuta i höjden, Stockholm: KTH.
Hinton, C. et al., 2011. Power Consumption and Energy Efficiency in the Internet , s.l.: IEEE Network.
Kanti Augustiady, T. & Cudney, E. A., 2018. Total Productive Maintenance , Storbritannien: Taylor & Francis Group.
Kolberg, D., Knobloch, J. & Zühlke, D., 2016. Towards a lean automation interface for workstations, s.l.: Taylor & Francis Online.
Lindberg, C.-F., Tan, S., Yan, J. & Starfelt, F., 2015. Key Performance Indicators Improve Industrial Performance, s.l.: Elsevier .
Mahmood, W. H. W., Abdullah, I. & MdFauadi, M. H. F., 2015. Translating OEE Measure into Manufacturing Sustainability , Schweiz: Trans Tech Publications ltd..
Martinez-Jurado, P. J. & Moyano-Fuentes, J., 2014. Lean Management, Supply Chain Management and Sustainability , s.l.: Elsevier.
Recupero, D. R., 2013. Science. s.l.:American Association for the Advancement of Science.
Singh, R., Shah, D. B., Gohil, A. M. & Shah, M. H., 2013. Overall Equipment Effectiveness(OEE) Calculation - Automation Through Hardware & Software Development, Ahmedabad: Elsevier.
SSG, 2017. Driftsäkerhet för ökad produktivitet. Sundsvall: SSG (Standard Solutions Group).
Stadnicka, D. & Antosz, K., 2017. Overall Equipment Effectiveness:Analysis of Different Ways of Calculations and Improvements, New York: Springer International Publishing.
Tsarouhas, P., 2019. Improvning operation of the croissant production line through overall equipment effectiveness , Katerini: Emerald Publishing Limited.





























