Embed Size (px)
Citation preview

Use of the cylindrical instability stress for blunt
metal loss defects in linepipe
M. Lawa,*
aInstitute of Materials and Engineering Science, Australian Nuclear Science and Technology Organisation (ANSTO), PMB 1, Menai, NSW 2234, Australia
Received 21 October 2004; revised 14 March 2005; accepted 4 April 2005
Abstract
Assessment of metal loss defects in gas pipelines can be analysed by a number of methods. In analyses with finite element methods a
failure criterion is required. A material property is introduced, the cylindrical instability stress, which determines the plastic collapse of
cylindrical pressure containing vessels. The use of this is extended to cover blunt metal loss defects. Some published finite element studies of
defected vessels are re-analysed using this failure criterion.
The cylindrical instability stress is a more accurate failure criterion for plastic collapse in pipelines and pressure vessels than commonly
used measures such as flow stress, Specified Minimum Yield Stress plus 10 ksi or multiplied by 1.1. It can be used in determining burst
pressure of defected and un-defected pressure vessels and piping.
q 2005 Published by Elsevier Ltd.
Keywords: Analysis; Burst pressure; Metal loss defect; Blunt defect; Plastic collapse; Considere’s construction
1. Introduction
Gas pipelines are a safe and economical method of
transporting energy; this is due to detailed materials
characterisation and stress analysis. Corrosion and metal
loss defects are a potential cause of pipeline failure and their
management is essential if pipeline integrity is to be
ensured. Common methods of assessing integrity of
pipelines with corrosion defects are approximate and
necessarily conservative.
Work at the Battelle Memorial Institute developed
methods of determining the failure behaviour of pipes
containing defects. In pipes of adequate toughness, failure
occurs by plastic collapse. In this work Duffy and McClure
[1] proposed that the critical stress was above the yield
stress of materials because of strain hardening. This stress
was termed the flow stress and was estimated to be the
average of the yield strength (YS) and tensile strength (TS
or UTS).
0308-0161/$ - see front matter q 2005 Published by Elsevier Ltd.
doi:10.1016/j.ijpvp.2005.04.002
* Tel.: C 61 2 9717 9102.
E-mail address: [email protected].
Alternate definitions of flow stress have been used.
Instead of the average of YS and TS, 1.1!SMYS (Specified
Minimum Yield Strength) was used in B31.8 [2]. Later work
by Kiefner and Veith [3] led to a less conservative measure
(in lower strength pipe) of SMYS C10 ksi (69 MPa). These
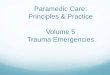
measures of flow stress are compared to SMYS and TS for
grade X70 in Fig. 1. These values depend on the pipe grade
and yield to tensile ratio, while the reported yield to tensile
ratio (typically 0.75–0.93) in turn depends on the method of
measurement of the yield stress [4–7]. Fig. 1 indicates that
while the flow stress is always below the TS, other measures
may exceed the TS.
The flow stress referred to in the Battelle formula is a
measure of the stress where plastic instability occurs and is
dependent on the shape of the stress–strain curve after yield.
Plastic instability (collapse) occurs differently in a pressurized
cylinder to a tensile test. This is described by an extension of
Considere’s construction in Section 2. A failure criterion, the
cylindrical instability stress (CIS), is proposed for cylindrical
pressure vessels. This is the material behaviour in a particular
stress state (restrained pipeline or pressure vessel) which can
be determined from a conventional tensile test.
The use of finite element analysis to analyse defects
potentially offers greater accuracy, but requires a failure
International Journal of Pressure Vessels and Piping 82 (2005) 925–928
www.elsevier.com/locate/ijpvp

X70
300
350
400
450
500
550
600
650
0.8 0.825 0.85 0.875 0.9 0.925Y/T ratio
Str
ess
(MP
a)
TS
SMYSx 1.1
SMYS+ 10 ksi
Flowstress
Fig. 1. Estimates of flow stress for X70 grade material.
M. Law / International Journal of Pressure Vessels and Piping 82 (2005) 925–928926
criterion. Common failure criteria are based on the tensile
strength and the true stress or strain at UTS. Previous studies
have presented detailed finite element analyses and
compared the results to experimental results. These results
are re-analysed with the CIS as a failure criterion.
True strain
uniform
True
str
ess
Pipefailure strain
True stressat UTS
Instabilitystress
Engineeringstress-strain curve
d /d1/2
d /d
Fig. 2. Considere’s construction, stress in system (s) and rate of increase of
strain hardening (ds/d3).
2. Considere’s construction
Straining after yielding in the tensile test results in strain
hardening which increases the load bearing capacity of the
material. This rate of strain hardening is the slope of the
stress–strain curve (ds/d3). Up to the UTS the rate of
strength increase is faster than the accompanying reduction
in load bearing capacity due to reduction in cross section.
Between yield and failure, straining is stable since an
increase in strain increases the load bearing capability. It is
also uniform as local strain concentrations increase the local
strength and redistribute the strain.
At the strain where the rate of strain hardening balances
the reduction in load bearing capacity, plastic instability
occurs because further straining reduces the load the
specimen can support. This load defines the UTS and the
strain at maximum load is the uniform elongation. Straining
thereafter is unstable and non-uniform, and necking begins.
A mathematical treatment known as Considere’s construc-
tion [8] shows this occurs when ds/d3Zs. Where the rate of
strength increase due to strain hardening (ds/d3) equals the
stress increase due to load and specimen thinning (s),
necking initiates and the material has reached the UTS.
Pipe failure is also due to the onset of plastic instability.
Once again, the increase in strength of the material with
increasing strain eventually becomes less than the increase
in stress due to increasing load, and plastic instability
occurs. The geometric increase in stress comes from two
causes: reduced cross sectional area (as in the tensile test)
and increasing internal diameter D (unlike the tensile case).
Both these factors raise the hoop stress via sZPD/2t.
Considere’s analysis can be extended to the stress state
found in a pressure vessel [9]. This predicts that for a pipe or
pressure vessel under internal pressure only, the point of
instability is where sZ1/2 ds/d3 (Fig. 2).
It is important to note that the reduced stress and strain
where instability occurs is not a result of the biaxial stress
state, but of the vessel geometry where increased stress
comes from both increased ID and reduced wall thickness.
The stress where instability occurs is referred to as the
cylindrical instability stress (CIS).
3. Comparison with published analyses
Karstensen et al. [10] carried out a single test on a pipe
made from X52 material with a manufactured defect, and a
large deformation finite element model was made of this
defected pipe. Failure was predicted when the von-Mises
stress at the base of the ligament in the FEA model reached

X52 material
0
100
200
300
400
500
600
700
0 0.05 0.1 0.15 0.2True strain
True
str
ess
(MP
a)
dσ/dε
1/2dσ/dε
Area of curve fitting
Fig. 3. True stress–strain curve of material X52 material.
Table 1
Estimated CIS (MPa) from different curve fitting for X52 material
Quadratic 561
Power law 555
Average 558
Table 2
Estimated CIS (MPa) from different curve fitting for X65 material
Quadratic 618
Power law 607
Average 612
M. Law / International Journal of Pressure Vessels and Piping 82 (2005) 925–928 927
the true stress at UTS (referred to as st-uts). This was found
to overestimate the burst pressure by some 3%.
To find the CIS it is necessary to find the slope of the
stress–strain curve. The true stress–plastic true strain was
digitized and the plastic strain converted to total strain.
Using a slope calculated from the data points alone results in
considerable variation in slope. To reduce inaccuracies from
this cause, a limited section of the stress–strain curve
(between strain values of 0.035 and 0.17) was fitted with
power-law and quadratic equations, and the slope calculated
from these (Fig. 3). For clarity, only the slopes from the
power law fit are shown. The CIS calculated from these
methods, and the average, are given in Table 1.
In [10] there is a graph showing the evolution of the von-
Mises stress at the ligament at the base of the flaw with
increasing pressure. Use of the CIS (sCISZ558 MPa, 94.1%
of st-uts) in this graph gave a predicted burst pressure of
666 bar, within 0.3% of the actual burst pressure (661 bar).
X65 material
0
100
200
300
400
500
600
700
800
0 0.05 0.1 0.15 0.2
True strain
Tru
e st
ress
(MP
a) dσ/dε
1/2dσ/dε
Arfitting
/
Area of curve
Fig. 4. True stress–strain curve of material X65 material.
Choi and Goo [11] used the following criteria: failure
occurred when the von-Mises stress in a defect reached 90%
of the true stress at UTS (st-uts) for a rectangular defect, or
80% of st-uts for an elliptical defect.
This work performed seven burst tests using rectangular
machined defects in X65 pipe material, and modeled the
defects with FEA. The best-fit failure criterion based on the
testing was when the von-Mises stress distribution reached
the value of 90% of st-uts. ‘Since the failure mechanism
is controlled by plastic collapse as observed from the test,
the prediction on the basis of su provided a more reasonable
sensitivity on defect geometry’ [10]. Since plastic collapse
is the controlling failure mode, it is more appropriate to use
the CIS as a failure criterion rather than st-uts.
Using the method described above, the true stress true
strain curve was digitized (Fig. 4), and a section of the curve
fitted with power law and quadratic equations. The half-
slope was used to estimate the CIS. Individual and average
stresses from these two methods are given in Table 2.
The results for the seven burst tests were presented in a table
showing the ratio of predicted failure pressure by FEA to the
actual failure pressure, for a number of failure criteria:
sy(Z453 MPa), sflow(Z572 MPa), 0.8st-uts, 0.9st-uts, st-uts
(Z691 MPa). This is reproduced in Table 3 with the
predicted ratio for the CIS added. The results for the CIS
(sCISZ612 MPa, 88.6% of st-uts) were estimated by interp-
olation. Use of the CIS for this material gave a similar
prediction to the chosen criterion (0.9st-uts), with less over-
estimation of burst strength. The variability in results is
explained by variation in material properties between
individual pipes and the measured properties taken from a
single pipe [6].
Choi and Goo also presented a failure criterion of 80%
st-uts for elliptical defects, but this was based on an invalid
method of comparing the stresses in modeled elliptical
defects with the burst pressures in actual rectangular
defects. As the stresses in the elliptical defects are less
than those seen in rectangular defects, a lower failure
criterion was arrived at.
4. Discussion
Use of the CIS is a rational solution to the problem of
defining the flow stress of a pipe because it takes into
account the actual stress state of a pressurized pipe, and the
strain hardening properties of the material.
The CIS is a unique value defining plastic instability
for a material in an internally pressurised pipe or

Table 3
Ratio of PFEA/Ptest for X65 defected vessels
Pipe Burst pressure
(MPa)
Failure criterion
sy sflow 0.8st-uts sCIS 0.9st-uts st-uts
DA 24.11 0.81 0.98 0.99 0.99 1.01 n/v
DB 21.76 0.66 0.93 0.95 1.02 1.04 1.10
DC 17.15 0.42 0.84 0.86 0.94 0.95 1.05
LA 24.30 0.68 0.94 0.95 0.98 1.00 n/v
LC 19.80 0.61 0.86 0.88 0.96 0.98 1.06
CB 23.42 0.57 0.84 0.86 0.92 0.93 1.00
CC 22.64 0.59 0.85 0.88 0.94 0.95 1.02
Average, std dev 0.62, 0.12 0.89, 0.06 0.91, 0.05 0.96, 0.03 0.98, 0.04 1.05, 0.04
M. Law / International Journal of Pressure Vessels and Piping 82 (2005) 925–928928
pressure vessel that can be gained from a tensile test.
The material stress versus strain curve is required.
Where this is not available the flow stress may be
used. As the value of the CIS was above the flow stress
for both these materials, this will be a conservative
assumption. When the stress state is no longer a simple
pressurised pipe, for instance in the case of bending or
additional thermal loading, the CIS is no longer an
appropriate failure criteria.
The method offinding the failure criterion in the Choi paper
is an empirical procedure that will give good results for any
given material if enough burst tests are performed, but for
another material the criterion will be a different value again.
For example, while the value of 90% st-uts was found for this
material, in the Karstensen et al. [10] paper the value is 94% st-
uts.
There will always be some variation between the
measured material properties and what is found in each
pipe section. This is shown in the variation in the ratios
between the predicted and actual failure pressures for all
criteria in Table 3 [6,8]. Extremely long defects will gain
support in the longest direction and failure may not be
adequately described by this criteria.
5. Conclusions
The use of cylindrical instability stress as a failure
criterion is based on the physical phenomenon of plastic
collapse in a pipe or pressure vessel. The value depends
on the shape of the stress–strain curve and is generally
greater than the flow stress calculated from the average of
YS and TS.
In the two cases analysed, the cylindrical instability stress
was a more accurate failure criterion for plastic collapse in
defected pipelines and pressure vessels than commonly used
measures such as flow stress, SMYS C10 ksi, 1.1 SMYS, etc.
Further cases will need to be analysed to demonstrate the
accuracy of this method.
Acknowledgements
The work reported herein was undertaken as part of
a Research Project of the Cooperative Research Centre
for Welded Structures (CRC-WS). It was jointly
sponsored by the Australian Pipeline Industry Associ-
ation (APIA), many of its member companies, and the
CRC-WS. The Cooperative Research Centre for
Welded Structures was established and is supported
under the Australian Government’s Cooperative
Research Centres Program.
References
[1] Duffy A, McClure G, Maxey W, Atterbury T. Study of feasibility of
basing natural gas pipeline operating pressure on hydrostatic test
pressure. Final report, AGA catalogue No. L30050. USA: American
Gas Association, Battelle Memorial Institute; 1968.
[2] ASME B31.8 2004 Gas Transmission Distribution and Piping
Systems.
[3] Kiefner J, Maxey W, Eiber R, Duffy A. Failure stress levels of flaws in
pressurized cylinders. Am Soc Testing Mater 1973;461–81.
[4] Maxey W. Pipe yield strength measurements. In: Maxey WA, editor.
Symposium on line pipe research. Dallas, TX: Pipeline Research
Committee of American Gas Association; 1969.
[5] Saikaly W, Bailey W. Comparison of ring expansion vs flat tensile
testing for determining linepipe yield strength. Proceedings of the
International Pipeline Conference, ASME, IPC 1996;1:209–13.
[6] Hohl G, Knauf G. The implications of specimen type on tensile testsr
results and its implications for linepipe testing. 3R Int 2001;2001:10–11.
[7] Law M, Fletcher L, Bowie G. Burst pressure and failure strain in
linepipe: Part 1-Comparison of ring expansion and tensile testing in
linepipe. J Pipeline Integrity 2004;3(2).
[8] Considere A. Ann Ponts et chaussees, V9 ser. 6; 1885 p. 574–775.
[9] Law M, Fletcher L, Bowie G. Burst pressure and failure strain in
linepipe: Part 3—Failure pressure calculated by the method of plastic
instability. J Pipeline Integrity 2004;3(2):107–13.
[10] Karstensen A, Smith A, Smith S. Corrosion damage assessment and
burst test validation of 8in X52 linepipe. Pressure Vessel Piping
Design Analysis 2001;430:189–94.
[11] Choi JB, Goo BK, Kim JC, Kim YJ, Kim WS. Development of limit
load solutions for corroded gas pipelines. Int J Press Vessels Piping
2003;80:121–8.