Embed Size (px)
Citation preview

UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL Y
PROCESOS
ESTUDIO PARA LA APLICACIÓN DE HERRAMIENTAS LEAN
MANUFACTURING EN EL ÁREA DE TROQUELADO EN LA
EMPRESA METAL MECÁNICA INFABTEC S.A.
TRABAJO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERA
INDUSTRIAL Y DE PROCESOS
TATIANA MAGALI PAUCAR SALAZAR
DIRECTOR: ING. EDGAR TOAPANTA
QUITO, junio, 2014

© Universidad Tecnológica Equinoccial.2014
Reservados todos los derechos de reproducción

DECLARACIÓN
Yo, Tatiana Magali Paucar Salazar, declaro que el trabajo aquí descrito es
de mi autoría; que no ha sido previamente presentado para ningún grado o
calificación profesional; y, que he consultado las diferencias bibliográficas
que se incluyen en este documento.
La Universidad Tecnológica Equinoccial puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la ley de Propiedad
Intelectual, por su Reglamento y por la normativa institucional vigente.
_________________
TATIANA PAUCAR SALAZAR
C.I. 171649201-0
CERTIFICACIÓN
Certifico que el presente trabajo que lleva por título “ ESTUDIO PARA LA
APLICACIÓN DE HERRAMIENTAS LEAN MANUFACTURING EN EL
ÁREA DE TROQUELADO EN LA EMPRESA METALMECÁNICA
INFABTEC S.A”, que, para aspirar al título de Ingeniero/a Industrial y
Procesos fue desarrollada por Tatiana Paucar, bajo mi dirección y
supervisión, en la facultad de Ciencias de la Ingeniería; y cumple con las
condiciones requeridas por el reglamento de Trabajos de la Titulación
artículos 18 y 25.
__________________________________
Ing. Edgar Toapanta.
DIRECTOR DE TRABAJO DOCENTE
C.I.171570285-6

DEDICATORIA
El presente proyecto se lo dedico a mi querida familia que siempre creyó en
mí, a mi padre que con esmero pensó siempre en mi futuro como profesional,
pero en especial se la dedico a mi madre María Carmita, quien con sus
enseñanzas y amor de madre que con esfuerzo decía que “la lucha es de los
valientes para alcanzar las metas propuestas”.
A mi padre que día a día trabajaba pensando en el bienestar de su única
hija, y que solo quería que culmine lo que me había propuesto al inicio de mi
carrera profesional.
A mis abuelitos que siempre me consintieron y apoyaron.

AGRADECIMIENTO
El agradecimiento lo extiendo a la Universidad Tecnológica Equinoccial por
haberme permitido ingresar a sus aulas y brindarme el conocimiento tanto
practico como teórico a través de su excelentísimo departamento docente el
mismo que ha dejado huellas en el presente proyecto con su dedicación y
esmero durante mi vida estudiantil plasmando sabiduría en los estudiantes.
Pero de manera muy especial un agradecimiento al Ing. Jorge Viteri Moya,
PhD. Decano de la Facultad de Ciencias de la Ingeniería por su apoyo
incondicional durante mi carrera; a mi director de Tesis, Ing. Edgar Toapanta,
que quien con su sabiduría me ha dado las directrices en esta tesis para
obtener así los mejores resultados y éxitos.
i
ÍNDICE DE CONTENIDOS
PÁGINA
RESUMEN xiv
ABSTRACT xv
1. INTRODUCCIÓN 1
1.1 PROBLEMA 2
1.2 JUSTIFICACIÓN 2
1.3 OBJETIVOS 2
1.3.1 OBJETIVO GENERAL 2
1.3.2 OBJETIVOS ESPECÍFICOS 2
1.4 METODOLOGÍA 3
1.4.1 ALCANCE 3
1.4.2 MÉTODOS/ TÉCNICAS 3
2. MARCO TEÓRICO 5
2.1 LEAN MANUFACTURING 5
2.1.1 HISTORIA DEL LEAN MANUFACTURING 6
2.2 OBJETIVOS DE LA MANUFACTURA ESBELTA 6
2.3 JIT (JUST IN TIME) 8
2.4 LOS 7 DESPERDICIOS 9
2.5 OEE: INDICADOR DE GESTIÓN 11
2.6 HERRAMIENTAS DE LA MANUFACTURA ESBELTA 12
2.6.1 LAS 5 ´S 12
2.6.2 CONTROL VISUAL. 14
2.6.3 KANBAN EN JAPONÉS (ETIQUETA DE INSTRUCCIÓN) 15
2.6.4 TPM (MANTENIMIENTO PRODUCTIVO TOTAL) 16
2.6.5 JIDOKA 16
2.6.6 INDICADOR VISUAL (ANDON) 17

ii
2.6.7 POKA YOKE (DISPOSITIVOS PARA PREVENIR ERRORES) 18
2.6.8 REDUCCIÓN DE TIEMPOS DE CAMBIO (SMED) 19
2.6.9 TRABAJO ESTANDARIZADO 19
2.7 PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN 20
3. INTRODUCCIÓN A LA EMPRESA 21
3.1 INFABTEC S.A 21
3.1.1 POLÍTICA DE CALIDAD 21
3.1.2 ESTRUCTURA ORGANIZACIONAL DE LA EMPRESA 22
3.1.2.1 DESCRIPCIÓN DE LAS FUNCIONES DE CADA UNO
DE LOS PUESTOS 22
3.1.3 UBICACIÓN DE LA EMPRESA 24
3.2 CARACTERÍSTICAS DEL LUGAR 24
3.2.1 ÁREA FÍSICA 24
3.2.2 DISTRIBUCIÓN FÍSICA DE LA EMPRESA 25
3.3 RECURSOS DE PRODUCCIÓN DE INFABTEC S.A 26
3.3.1 RECURSO HUMANO EN LA PRODUCCIÓN 26
3.3.2 EQUIPOS DE INFABTEC S.A 27
3.4 PRODUCTOS 30
3.5 ANÁLISIS DE LA LÍNEA DE PRODUCTOS 33
3.5.1 NIVEL DE PRODUCCIÓN 34
3.5.2 ANÁLISIS DE INGRESOS GENERADOS POR VOLÚMENES
DE PRODUCCIÓN. 36
3.5.3 PORCENTAJE DE PRODUCTO NO CONFORME 38
3.6 SELECCIÓN DEL PRODUCTO “CLAVE” O “ESTRELLA” 39
3.7 ANÁLISIS DEL PROCESO PRODUCTIVO DE LA BRIDA 42
3.7.1 DESCRIPCIÓN DEL PRODUCTO ESTRELLA 43
3.8 MEDICIÓN DE INDICADORES ANTES DE SU APLICACIÓN 44
3.8.1 PORCENTAJE ACTUAL DEL VALOR AGREGADO EN LOS
PROCESOS PRODUCTIVOS 44

iii
3.8.2 EVALUACIÓN INICIAL DE LA METODOLOGÍA 5 “S” EN LOS
PROCESOS PRODUCTIVOS 54
3.8.3 CÁLCULO DEL OEE ANTES DE SU APLICACIÓN 56
3.9 IDENTIFICACIÓN DE DESPERDICIOS ENCONTRADOS EN LOS
PROCESOS PRODUCTIVOS 60
3.9.1 DETERMINACIÓN DE LAS CAUSAS DE LOS DESPERDICIOS
ENCONTRADOS. 63
3.10 ELECCIÓN DE LAS HERRAMIENTAS DE MEJORA 67
4. PLAN BÁSICO PARA LA APLICACIÓN DE LAS HERRAMIENTAS
LEAN MANUFACTURING. 70
4.1 APLICACIÓN DE LAS HERRAMIENTAS LEAN MANUFACTURING
70
4.1.1 CAPACITACIÓN DEL RECURSO HUMANO ACERCA DE
HERRAMIENTAS LEAN MANUFACTURING 70
4.2 PRIMERA HERRAMIENTA LEAN: APLICACIÓN DE LAS 5’S 70
4.2.1 APLICACIÓN DE LA PRIMERA “S”: CLASIFICAR 71
4.2.2 APLICACIÓN DE LA SEGUNDA “S”: ORGANIZAR 74
4.2.3 APLICACIÓN DE LA TERCERA “S”: LIMPIEZA 76
4.2.4 APLICACIÓN DE LA CUARTA “S”: ESTANDARIZACIÓN 77
4.2.5 APLICACIÓN DE LA QUINTA “S”: DISCIPLINA 79
4.3 SEGUNDA HERRAMIENTA LEAN: CONTROL VISUAL 80
4.4 TERCERA HERRAMIENTA LEAN: TPM (MANTENIMIENTO
PRODUCTIVO TOTAL) 82
4.4.1 CODIFICACIÓN DE MAQUINARIA 83
4.4.2 PLAN DE MATENIMIENTO PREVENTIVO 83
4.4.2.1 Participación del operario 84
4.4.2.2 Mantenimiento preventivo 84
4.4.2.3 Mantenimiento Correctivo 87
4.5 CUARTA HERRAMIENTA LEAN: TRABAJO ESTANDARIZADO 87
iv
4.6 MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS 98
4.6.1 PORCENTAJE DE VALOR AGREGADO DESPUÉS DE LA
APLICACIÓN DE LAS HERRAMIENTAS DE LEAN
MANUFACTURING 98
4.6.2 EVALUACIÓN DESPUÉS DE LA APLICACIÓN DE LA
HERRAMIENTA 5’S EN EL ÁREA DE PRODUCCIÓN 109
4.6.3 CÁLCULO DEL OEE DESPUÉS DE LA APLICACIÓN DE LAS
HERRAMIENTAS LEAN 110
4.7 ANÁLISIS DE LOS RESULTADOS DE LOS INDICADORES 113
4.7.1 ANÁLISIS DE LOS RESULTADOS DEL VALOR AGREGADO
113
4.7.2 ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DE 5’S
114
4.7.3 ANÁLISIS DE LOS RESULTADOS DEL CÁLCULO DEL OEE
116
4.7.3.1 Análisis de la disponibilidad 117
4.7.3.2 Análisis del rendimiento 117
4.7.3.3 Análisis de la calidad 117
4.7.3.4 Análisis del OEE 117
4.8 ANÁLISIS DE LA ELIMINACIÓN DE LOS DESPERDICIOS
ENCONTRADOS. 118
4.9 ANÁLISIS DEL BENEFICIO ECONÓMICO DE LA EMPRESA 118
5. CONCLUSIONES Y RECOMENDACIONES 120
5.1 CONCLUSIONES 120
5.2 RECOMENDACIONES 122
6. BIBLIOGRAFÍA 123
ANEXOS 126

v
ÍNDICE DE TABLAS
PÁGINA
Tabla 2.1 Calificación OEE 11
Tabla 2.2 Principios 5’s 13
Tabla 2.3 Instrumentos y metodologías 13
Tabla 3.1 Distribución del personal de la planta 27
Tabla 3.2 Distribución del personal administrativo 27
Tabla 3.3 Descripción de equipos y maquinaria de Infabtec S.A 28
Tabla 3.4 Línea de productos de Infabtec S.A (Parte 1) 31
Tabla 3.5 Línea de productos de Infabtec S.A (Parte 2) 32
Tabla 3.6 Material utilizado en la línea de productos 33
Tabla 3.7 Nivel de producción enero-junio 2013 34
Tabla 3.8 Resumen de los indicadores de producción Enero-Junio 2013 40
Tabla 3.9 Calificación de los productos por indicador 40
Tabla 3.10 Ponderación de indicadores de producción 41
Tabla 3.11 Calificación de brida 41
Tabla 3.12 Calificación de brida Posterior 41
Tabla 3.13 Línea de productos ordenados por calificación 42
Tabla 3.14 Resumen de diagrama de flujo de proceso de corte de la brida 45
Tabla 3.15 Cálculo del porcentaje de valor agregado en el proceso de corte
de la brida 46
Tabla 3.16 Resumen del diagrama de flujo de perforación de la brida 47
Tabla 3.17 Cálculo del porcentaje de valor agregado en el proceso de
perforación de la brida 48
Tabla 3.18 Resumen del diagrama de flujo del proceso de aplanado de la
brida 49
Tabla 3.19 Cálculo del porcentaje de valor agregado en el proceso de
aplanado de la brida 50
Tabla 3.20 Resumen del diagrama de flujo de proceso de acabado de brida
51

vi
Tabla 3.21 Cálculo del porcentaje de valor agregado en el proceso de
acabado de la brida 52
Tabla 3.22 Resumen del diagrama de flujo de proceso de lavado de brida 53
Tabla 3.23 Cálculo del porcentaje de valor agregado en el proceso de lavado
de la brida 54
Tabla 3.24 Evaluación inicial de la metodología 5 “s” en los procesos
productivos 55
Tabla 3.25 Tabulación inicial de la metodología 5 “s” 56
Tabla 3.26 Cálculo del OEE de Enero-Junio 2013 58
Tabla 3.27 Identificación de desperdicios encontrados en los procesos
productivos (Parte 1) 61
Tabla 3.28 Identificación de desperdicios encontrados en los procesos
productivos (Parte 2) 62
Tabla 3.29 Diagrama de Pareto de los desperdicios encontrados en el
proceso productivo 62
Tabla 3.30 Matriz de toma de decisiones 68
Tabla 4.1 Auditoría de evaluación 5’s después de la aplicación de la
herramienta lean 78
Tabla 4.2 Resultados Calificación 5’s 79
Tabla 4.3 Estructura de códigos de la maquinaria 83
Tabla 4.4 Hoja de mantenimiento preventivo de la maquinaria 85
Tabla 4.5 Comparación de actividades después de la aplicación de las
herramientas 99
Tabla 4.6 Comparación de actividades después de la aplicación de las
herramientas 101
Tabla 4.7 Comparación de actividades después de la aplicación de las
herramientas 103
Tabla 4.8 Comparación de actividades después de la aplicación de las
herramientas 105
Tabla 4.9 Comparación de actividades después de la aplicación de las
herramientas 107
Tabla 4.10 Auditoría 5’s después de la aplicación de la herramienta Lean 109

vii
Tabla 4.11 Resultados de la auditoría 5’s 110
Tabla 4.12 Cálculo del OEE después de la aplicación 111
Tabla 4.13 Datos comparativos del valor agregado en las actividades del
proceso productivo. 113
Tabla 4.14 Comparación de la evaluación 5’s antes y después de la
aplicación de la herramienta lean 114
Tabla 4.15 Comparación del OEE después de la aplicación de las
herramientas lean 116
Tabla 4.16 Beneficio económico de la empresa 119

viii
ÍNDICE DE FIGURAS
PÁGINA
Figura 2.1 Filosofía Lean Manufacturing 5
Figura 2.2 Esquema justo a tiempo 8
Figura 2.3 Los siete desperdicios. 9
Figura 2.4 Ejemplo de aplicación de control visual 14
Figura 2.5 Funcionamiento del Kanban 15
Figura 2.6 Estructura del TPM 16
Figura 2.7 Ejemplo de jidoka 17
Figura 2.8 Representación de un sistema Andon 18
Figura 2.9 Representación de Pokayoke 18
Figura 2.10 Las tres fases del SMED 19
Figura 2.11La estandarización como base de mejora 20
Figura 3.1 Logotipo de la Empresa 21
Figura 3.2 Organigrama estructural de la empresa 22
Figura 3.3 Ubicación de la planta 24
Figura 3.4 Lay out de la empresa. Primer Piso 25
Figura 3.5 Lay out de la empresa. Segundo piso 26
Figura 3.6 Distribución y ubicación de la maquinaria en el área de la planta
de producción. 29
Figura 3.7 Troqueladora 29
Figura 3.8 Máquina de lavado 30
Figura 3.9 Almacenamiento de matrices. 30
Figura 3.10 Diagrama de Pareto de la producción de mayor demanda en
ene-jun 2013 35
Figura 3.11 Nivel de producción Ene-Jun 2013 36
Figura 3.12 Ingresos generados por producto Ene-Jun 2013 36
Figura 3.13 Diagrama de Pareto de los ingresos generados por los productos
de mayor demanda 37
Figura 3.14 Ingresos de los productos de mayor demanda Ene-Jun 2013 37
Figura 3.15 Cantidad de producto no conforme de Enero-Junio 2013 38
Figura 3.16 Representación gráfica porcentual de producto no conforme 39

ix
Figura 3.17 Fotografía del producto “estrella” brida 43
Figura 3.18 Diagrama de flujo del proceso de corte de la brida 45
Figura 3.19 Porcentaje de valor agregado en el proceso de corte de la brida
46
Figura 3.20 Diagrama de flujo de proceso de perforación de brida 47
Figura 3.21 Porcentaje de valor agregado en el proceso de perforación de la
brida 48
Figura 3.22 Diagrama de flujo de proceso de aplanado de brida 49
Figura 3.23 Porcentaje de valor agregado en el proceso de aplanado de la
brida 50
Figura 3.24 Diagrama de flujo de proceso de acabado de brida 51
Figura 3.25 Porcentaje de valor agregado en el proceso de acabado de la
brida 52
Figura 3.26 Diagrama de flujo de proceso de lavado de brida 53
Figura 3.27 Porcentaje de valor agregado en el proceso de lavado de la
brida 54
Figura 3.28 Porcentaje de Disponibilidad 59
Figura 3.29 Porcentaje de Rendimiento 59
Figura 3.30 Porcentaje de Calidad 60
Figura 3.31 Porcentaje de OEE 60
Figura 3.32 Diagrama de Pareto de la frecuencia de desperdicios en los
procesos productivos. 63
Figura 3.33 Diagrama de causa efecto del desperdicio de espera 64
Figura 3.34 Diagrama de causa efecto del desperdicio de transporte 65
Figura 3.35 Diagrama de causa efecto del desperdicio de procesos
innecesarios 66
Figura 4.1 Formato de tarjeta roja utilizada 71
Figura 4.2 Criterios de evaluación de clasificación de objetos innecesarios 72
Figura 4.3 Fotografía de la colocación de tarjetas rojas en el área de
producción 72
Figura 4.4 Tabulación de tarjetas rojas colocadas 73

x
Figura 4.5 Fotografía de identificación y organización de matrices en racks
de almacenamiento. 74
Figura 4.6 Fotografía de la delimitación de puestos de trabajo 75
Figura 4.7 Fotografía de identificación y organización de producto terminado.
76
Figura 4.8 Beneficios del hábito de limpieza 77
Figura 4.9 Cartel informativo de técnica 5’s 79
Figura 4.10 Importancia de la disciplina en cada “s”. 80
Figura 4.11 Fotografía de identificación visual en área de producto terminado
y racks de matrices. 81
Figura 4.12 Fotografía de pizarra de control de producción 82
Figura 4.13 Hoja de auditoría de mantenimiento preventivo de maquinaria 86
Figura 4.14 Hoja de trabajo estandarizado de proceso: corte de materia
prima (parte 1) 88
Figura 4.15 Hoja de trabajo estandarizado de proceso: corte de materia
prima (parte2) 89
Figura 4.16 Hoja de trabajo estandarizado de proceso: perforación (parte1)
90
Figura 4.17 Hoja de trabajo estandarizado de proceso: perforación (parte2)
91
Figura 4.18 Hoja de trabajo estandarizado de proceso: aplanado (parte1) 92
Figura 4.19 Hoja de trabajo estandarizado de proceso: aplanado (parte2) 93
Figura 4.20 Hoja de trabajo estandarizado de proceso: acabado (parte1) 94
Figura 4.21 Hoja de trabajo estandarizado de proceso: acabado (parte2) 95
Figura 4.22 Hoja de trabajo estandarizado de proceso: lavado (parte1) 96
Figura 4.23 Hoja de trabajo estandarizado de proceso: lavado,
almacenamiento y despacho (parte 2) 97
Figura 4.24 Diagrama de flujo del proceso de corte de la brida después de la
aplicación de las herramientas 99
Figura 4.25 Comparación de tiempo de operación después de la aplicación
de las herramientas 100

xi
Figura 4.26 Reducción de tiempo logrado en la operación de corte de brida
100
Figura 4.27 Diagrama de flujo del proceso de perforación de la brida
después de la aplicación de las herramientas 101
Figura 4.28 Comparación de tiempo de operación después de la aplicación
de las herramientas 102
Figura 4.29 Reducción de tiempo logrado en la perforación de la brida 102
Figura 4.30 Diagrama de flujo del proceso del aplanado de la brida después
de la aplicación de las herramientas 103
Figura 4.31 Comparación de tiempo de operación después de la aplicación
de las herramientas 104
Figura 4.32 Reducción de tiempo logrado en el aplanado de la brida 104
Figura 4.33 Diagrama de flujo del proceso de acabado de la brida después
de la aplicación de las herramientas 105
Figura 4.34 Comparación de tiempo de operación después de la aplicación
de las herramientas 106
Figura 4.35 Reducción de tiempo logrado en el aplanado de la brida 106
Figura 4.36 Diagrama de flujo del proceso de acabado de la brida después
de la aplicación de las herramientas 107
Figura 4.37 Comparación de tiempo de operación después de la aplicación
de las herramientas 108
Figura 4.38 Reducción de tiempo logrado en el lavado de la brida 108
Figura 4.39 Calculo de la disponibilidad después del aplicación de las
herramientas Lean 111
Figura 4.40 Calculo del rendimiento después del aplicación de las
herramientas Lean 112
Figura 4.41 Cálculo de la calidad después del aplicación de las herramientas
Lean 112
Figura 4.42 Calculo del OEE después del aplicación de las herramientas
Lean 113
Figura 4.43 Producción antes y después de la aplicación de las herramientas
114

xii
Figura 4.44 Evidencia fotográfica de las mejoras realizadas 115
Figura 4.45 Análisis del OEE antes y después de la aplicación de las
herramientas 117
Figura 4.46 Acciones tomadas de desperdicios encontrados 118

xiii
ÍNDICE DE ANEXOS
PÁGINA
ANEXO A Orden de Producción y control (OCP) 126
ANEXO B Capacitación herramienta 5’s 127
ANEXO C Codificación de troqueladoras 131

xiv
RESUMEN
El presente proyecto muestra el estudio realizado para el mejoramiento del
proceso productivo en la empresa Metal Mecánica Infabtec S.A., cuyo
objetivo es el troquelado de piezas que conforman el sistema de escape de
los automotores, mediante la aplicación de las herramientas Lean
Manufacturing.
Para el proceso de realización de este trabajo; se empezó con el análisis de
los productos que la empresa troquela, con lo que se pudo seleccionar entre
todos ellos el producto estrella en base a tres factores como el nivel de
producción, cantidad de producto no conforme y los ingresos de producción
que generaba el mismo.
Una vez elegida a la Brida como producto estrella, se realizó el análisis
general de cada actividad del flujo productivo del estado inicial sin la
aplicación de la Filosofía Lean Manufacturing la medición de indicadores, la
determinación de problemas y posteriormente se seleccionó a las
herramientas de mejora que más se ajustaban a la realidad dela empresa
estas fueron: 5’ S, control visual, TPM (mantenimiento productivo total) y
trabajo estandarizado para minimizar o eliminar los desperdicios previamente
identificados.
Posteriormente se procedió a la aplicación de estas herramientas para luego
presentar los resultados obtenidos con tablas y gráficos comparativos, así
como los beneficios económicos que se lograron con la aplicación de este
estudio.
Finalmente se presentan las conclusiones de la aplicación de las
herramientas de Manufactura esbelta en la empresa de Infabtec S.A. y las
recomendaciones que se espera que la empresa las acoja adecuadamente
ya que permitirán con las mejoras.

xv
ABSTRACT
The present project shows the study for the improvement of the production
process in the company Infabtec Metal Mechanics SA, aimed at stamping
parts that make up the exhaust system of motor through the application of
Lean Manufacturing tools.
For the process of realization of this work; it began with the analysis of the
products that punched company, which could select among them the star
product based on three factors as the level of production, quantity of
nonconforming product and production income generated by the same.
Once elected to the flange like star product, the overall analysis of each
activity in the production flow of the initial state without the application of Lean
Manufacturing philosophy indicator measurement, problem determination is
performed and subsequently selected improvement tools more conformed to
reality de la company these were: 5 'S, visual control, TPM (total productive
maintenance) and standardized to minimize or eliminate the previously
identified waste work.
Then we proceeded to the application of these tools to then present the
results obtained with comparative tables and graphs, as well as the economic
benefits were achieved with the implementation of this study.
Finally the conclusions of the application of Lean Manufacturing tools are
presented in the company Infabtec SA and recommendations that the
company expects to receive them properly as they will allow the
improvements.

1. INTRODUCCIÓN

1
1 INTRODUCCIÓN
Durante la primera mitad del siglo XX, la producción en masa fue el inicio a
seguir por las empresas manufactureras.
La producción en grandes volúmenes requería contar con extensas bodegas
para almacenar enormes existencias de materia prima, componentes y
producto terminado, las cuales reducían el efecto de las interrupciones en el
sistema de producción. Dichas interrupciones eran debidas a la falta de
sistemas logísticos, a las entregas retrasadas de los proveedores, a los
materiales y productos de baja calidad y a la ineficiencia dentro del propio
proceso de producción.
En los años 60 y 70 los japoneses identificaron que tal como sucedía en
occidente, en la industria manufacturera se iban a presentar altibajos que
afectarían su curva de crecimiento económico e industrial. Los grandes
espacios para almacenar, los inventarios y la imposibilidad de responder
rápidamente a los cambios en las tendencias de compra, llevo a los
dirigentes de los negocios, a buscar metodologías para mejorar la flexibilidad
de los procesos fabriles y encontrar la ventaja competitiva.
Fue en esta búsqueda que la firma Toyota Production System inicio el
cambio en la concepción de los procesos de manufactura y generó el
fundamento de lo que hoy llamamos
MANUFACTURA ESBELTA. INFABTEC S.A. es una empresa familiar que
fue creciendo a lo largo de los años y que en sus inicios se llamó
TEGMETAL, fue fundada en febrero de 1990, desde sus inicios la principal
actividad de la misma fue la construcción de troqueles y matrices de corte
para metales, luego de un corto periodo se ofreció el servicio de troquelado y
fabricación de piezas en serie. (INFABTEC S.A. , 2013)
A partir del año 2004 el servicio de troquelado fue base fundamental para
que empresas tales como INDIMA S.A, Elasto, Domizil formen parte de sus
clientes satisfechos. (INFABTEC S.A. , 2013)

2
1.1 PROBLEMA
En el área de troquelado de la empresa existen retrasos en la línea de
producción, así como también se evidencia una cantidad considerable de
producto defectuoso generando pérdida para la empresa.
1.2 JUSTIFICACIÓN
El presente estudio de investigación se realizará con el fin de aplicar las
herramientas Lean que más se ajusten a la realidad de la empresa,
enfocándose directamente al cliente y recurso humano y el manejo de éste
con las maquinarias y equipos.
Con la elaboración del presente estudio se determinarán todas las
actividades que no agreguen valor al proceso productivo, disminuyendo los
re-procesos, lo cual convertirá las perdidas en ganancia a la empresa. En la
situación actual de la empresa no se toma en cuenta la cantidad de producto
defectuoso no conforme que se reprocesa, muy probablemente por la falta de
planificación y control.
La metodología Lean Manufacturing permite a las empresas la reducción de
costos, aumento de productividad; sin embargo la aplicación de ésta
metodología genera un miedo al cambio por lo que el personal de la empresa
será capacitado y contribuirá durante la elaboración del estudio.
1.3 OBJETIVOS
1.3.1 OBJETIVO GENERAL
Aplicar las herramientas Lean Manufacturing más idóneas en el área de
troquelado con la finalidad de mejorar los procesos de producción de la
empresa.
1.3.2 OBJETIVOS ESPECÍFICOS
Estudiar las herramientas Lean Manufacturing.

3
Revisión de los procesos actuales en el área de troquelado de la empresa
metal mecánica, para determinar las actividades que no agregan valor.
Definir las herramientas Lean que se ajusten a la realidad del proceso
productivo del área de troquelado.
Aplicar las herramientas Lean Manufacturing seleccionadas.
Analizar los resultados de la aplicación de las herramientas Lean
seleccionadas.
1.4 METODOLOGÍA
1.4.1 ALCANCE
El presente estudio será realizado en la empresa Metal-Mecánica INFABTEC
S.A en el área de troquelado, enfocándose en la optimización de los
procesos de producción del producto seleccionado como “estrella”; así como
también se considerará la cantidad de producción, cantidad de desperdicio y
su impacto económico que representa a la empresa.
1.4.2 MÉTODOS/ TÉCNICAS
Se persigue emplear el método comparativo que de fundamento a la
aplicación de las herramientas Lean Manufacturing en el proceso productivo
de la empresa realizándole en las siguientes etapas:
ETAPA I: INVESTIGACIÓN BIBLIOGRÁFICA
Se realizará a través de la revisión y recolección de información acerca del
tema de investigación mediante referencias bibliográficas y recursos
electrónicos que ayuden a ampliar el conocimiento acerca de las aplicaciones
de las herramientas Lean Manufacturing.
ETAPA II: INTRODUCCIÓN DE LA EMPRESA
Esta etapa se llevara a cabo mediante un análisis general de los procesos
productivos del área de troquelado a fin de generar un diagnóstico del

4
proceso productivo para determinar el problema, y la posterior selección de
las herramientas de mejora. Se realizarán visitas en el área de troquelado de
la empresa y entrevistas a los operarios con el fin de observar la línea de
producción de troquelado a fin de generar un diagnóstico del proceso
productivo, para determinar el problema y la posterior selección de las
herramientas de mejora.
ETAPA III: APLICACIÓN DE LAS HERRAMIENTAS LEAN
MANUFACTURING
Se iniciará con una capacitación a todo el personal de la empresa sobre la
importancia de aplicar las herramientas de la Filosofía Lean Manufacturing o
Manufactura Esbelta al proceso productivo de troquelado.
Se demostrará las ventajas que conlleva la aplicación de las herramientas
Lean seleccionadas mediante una comparación de los resultados obtenidos
entre el estado inicial del proceso productivo y su posterior implementación al
mismo, de la misma manera se realizará un análisis de la disminución de los
desperdicios encontrados.

2. MARCO TEÓRICO

5
2 MARCO TEÓRICO
Dentro de esta sección se desarrollarán los conceptos relacionados con la
filosofía manufactura esbelta, empezando desde los antecedentes históricos
los beneficios que brinda, los objetivos y las herramientas que lo conforman.
2.1 LEAN MANUFACTURING
Se define así a varios instrumentos que ayudan a prescindir de todas las
operaciones que no le agregan valor al producto, servicio y a los procesos,
aumentando el valor de cada actividad realizada y eliminando lo que no se
requiere. (De la Fuente García & Gómez Puente, 2006)
Figura 2.1 Filosofía Lean Manufacturing
(MDC, 2013)
Según (Leanroots, 2010) Los cuatro pilares de esta filosofía son:
Definir el valor añadido del cliente.
Analizar la cadena de valor y eliminar ineficacias.
Hacer fluir los materiales.
Mejorar los procesos continuamente.

6
Pilares que necesitan de la existencia de una cultura de estandarización,
fiabilidad de los equipos y mejora continua, la cual se logra mediante la
utilización de herramientas lean que nos permitirán la consecución de la
excelencia. (Leanroots, 2010)
2.1.1 HISTORIA DEL LEAN MANUFACTURING
Según (MDC, 2013) Sakichi Toyoda, hijo de un humilde carpintero, nace en
1867 cuando Japón recién iniciaba su modernización. Sakichi vive en un
pueblo de campesinos, en el que las mujeres trabajan en telares. En su
juventud, Sakichi utiliza sus conocimientos de carpintería para modernizar el
viejo telar manual con el que trabaja su madre. En 1891, Sakichi patenta su
primer telar automático y se muda a Tokio para comenzar un nuevo negocio
de telares.
El 'Sistema de Producción Toyota' es uno de los principales legados de
Toyota. Se hizo conocido como TPS en 1970 pero fue establecido mucho
antes por Taiichi Ohno, Eijy Toyoda y Shigeo Shingo. Basado en los
principios de Jidoka, Just-in-time y Kaizen, el sistema es un factor
fundamental en la reducción de inventarios y defectos en las plantas de
Toyota y de sus proveedores, y sustenta todas las operaciones en el mundo.
El TPS, con su énfasis en la mejora continua y el valor del compromiso de los
empleados, es considerado por la industria automotriz como un auténtico
benchmarking. (MDC, 2013)
2.2 OBJETIVOS DE LA MANUFACTURA ESBELTA
Los principales objetivos son conseguir un mejor producto, mejorando
procesos y eliminando lo que no sirve para dar mayor satisfacción al
consumidor del producto final, basándose en el respeto del trabajador.
Según (De la Fuente García & Gómez Puente, 2006)Las grandes compañías
se benefician de la manufactura esbelta ya que les ayuda a mantenerse en el

7
nivel que ahora lo exige, dando mayor calidad a un menor costo y en las
especificaciones indicadas.
De la siguiente manera:
Reduce la cadena de desperdicios dramáticamente
Reduce el inventario y el espacio en el piso de producción
Crea sistemas de producción más robustos
Crea sistemas de entrega de materiales apropiados
Mejora las distribuciones de planta para aumentar la flexibilidad
Según (De la Fuente García & Gómez Puente, 2006)Los beneficios son
muchos y están presentes en diferentes áreas, utilizando diversas
herramientas y beneficiando tanto a trabajadores y empleadores.
Por enumerar algunos de los beneficios mencionaremos:
Reducción de 50% en costos de producción.
Reducción de inventarios.
Reducción del tiempo de entrega (lead time).
Mejor Calidad.
Menos mano de obra.
Mayor eficiencia de equipo.
Disminución de los desperdicios.
Sobreproducción.
Tiempo de espera. (los retrasos)
Transporte.
El proceso.
Inventarios.
Movimientos.
Mala calidad.

8
2.3 JIT (JUST IN TIME)
Justo a Tiempo es una filosofía industrial que consiste en la reducción de
desperdicio (actividades que no agregan valor) es decir todo lo que implique
sub-utilización en un sistema desde compras hasta producción. (Reyes
Aguilar, 2002)
Figura 2.2 Esquema justo a tiempo
(Salas, 2009)
LOS 7 PILARES DEL JUSTO A TIEMPO
Según (Leanroots, 2010), no importa que sea lo que pida el cliente, estamos
en la obligación de entregar lo requerido con un tiempo cercano a cero, es
decir:
TEC = TET
Dónde:
TEC: Tiempo de Entrega Cliente
TET: Tiempo de Entrega Total = TEM + TEA
TEM: Tiempo de Entrega Manufactura
TEA: Tiempo de Entrega Agregado
Si el TET es mayor al TEC, será necesario empujar las materias primas o
componentes, reduciendo el TEM y el TEA.
Para lograr los objetivos son necesarias ciertas condiciones:

9
Alta flexibilidad de producción.
Alta calidad.
Proveedores de alta confianza.
Los almacenes de materia prima deben tener movimiento FIFO (primer
material en entrar es el primero en salir).
No acumular producto en proceso ni producto terminado.
El trabajo tanto de los clientes como de los proveedores también debe ser
con el justo a tiempo.
2.4 LOS 7 DESPERDICIOS
Según (Villaseñor Contreras & Galindo Cota, 2007) se han identificado siete
desperdicios que no agregan valor al proceso de manufactura los cuales
son:
Figura 2.3 Los siete desperdicios.
(Villaseñor Contreras & Galindo Cota, 2007)
Los 7 desperdicios identificados en las diferentes empresas empresa son:
1. Sobreproducción: Producir en mayor cantidad de la requerida por el
cliente. Pero esto los lleva a acumular producto lo que implica que estamos
gastando más dinero del necesario al utilizar más materia prima de la que se

10
requería así como la utilización de equipos y energía que no se necesitaba
en ese momento. Todo esto solo agrega costo al producto final. (SPC, 2005)
2. Inventario: El exceso de inventario acumulado en la planta solo acumula
polvo, pero nada de valor agregado y su calidad se degradará en el tiempo.
Cuando los niveles de inventarios son altos, nadie se preocupa por
problemas como falla de equipos, calidad, ausentismo y se pierde la
oportunidad de mejorar. (SPC, 2005)
3. Reparación/Rechazos: Los rechazos de calidad interrumpen el proceso
productivo, generan acumulación de material y costosos procesos de
reparación, que eventualmente puede generar que algunos productos
defectuosos lleguen a las manos de los clientes. (Muñoz S., 2013)
4. Movimiento: Todo movimiento de una persona que no sea necesario para
agregar valor al proceso es un desperdicio. Todo esto son muestras de
desperdicio que debemos evitar. Una buena observación de la operación nos
puede indicar condiciones que pueden ser evitadas para disminuir los
movimientos innecesarios. (Muñoz S., 2013)
5. Sobre-procesamiento: Movimiento excesivo de componentes dentro de
la planta hasta llegar al sitio donde finalmente serán ensamblados los
mismos también son ejemplos de desperdicio. Estos pueden ser evitados
simplificando los procesos y agrupando operaciones más cerca del lugar de
ensamble final. (Muñoz S., 2013)
6. Espera: Cuando un operario espera por el resultado de otra operación
para poder continuar su proceso, cuando un equipo falla y la persona no
puede continuar con su operación, este tipo de desperdicio normalmente
puede ser observado fácilmente. (Muñoz S., 2013)
7. Transporte: El mover materiales y piezas en el proceso productivo es algo
normal, pero es muy importante tener en cuenta que todo este movimiento no
agregan nada de valor al producto; por tal razón todos esto movimientos
deben ser minimizados, pues los mismos son innecesarios y podrían
incorporar daño a nuestro producto al no ser manejado apropiadamente.
(Muñoz S., 2013)
11
2.5 OEE: INDICADOR DE GESTIÓN
Según (LeanSisProductividad, 2002), la OEE (Overall Equipment
Effectiveness, o Eficiencia General de los Equipos) es una relación
porcentual que sirve para conocer la eficiencia productiva de la maquinaria
industrial.
La ventaja de la OEE respecto de otros cocientes es que cuantifica en un
único indicador todos los parámetros fundamentales de la producción
industrial: La disponibilidad, la eficiencia y la calidad.
Para una industria, tener una OEE por ejemplo del 75%, significa que de
cada 100 piezas buenas que la máquina podía haber fabricado, sólo se han
producido 75. A partir de un análisis de los tres componentes que integran la
OEE, es posible conocer si lo que falta para el 100%, se ha perdido por la no
disponibilidad (no se ha producido durante el tiempo que se debía estar
produciendo), por la baja eficiencia (no se ha producido con la velocidad que
se podía haber hecho), o por la no calidad (no se ha producido con la calidad
que debía hacerse). (PRODUKTIKA, 2007)
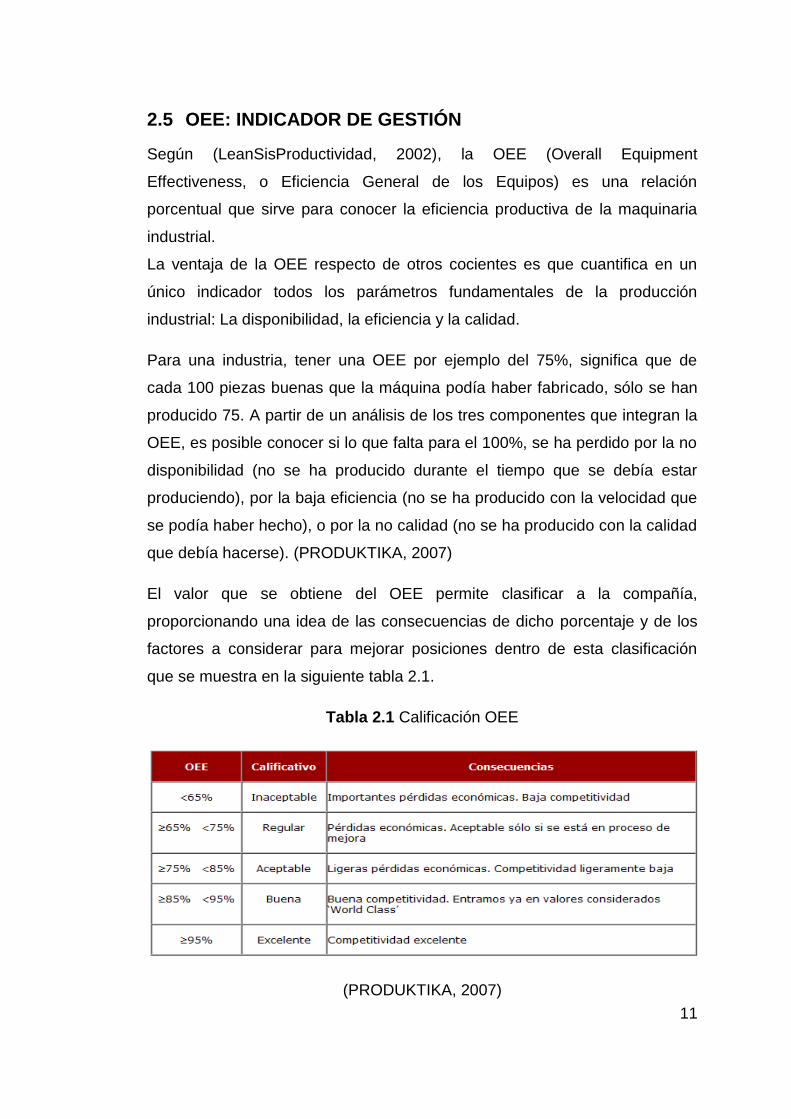
El valor que se obtiene del OEE permite clasificar a la compañía,
proporcionando una idea de las consecuencias de dicho porcentaje y de los
factores a considerar para mejorar posiciones dentro de esta clasificación
que se muestra en la siguiente tabla 2.1.
Tabla 2.1 Calificación OEE
(PRODUKTIKA, 2007)

12
Conceptualmente, la OEE es el resultado del producto de tres factores, como
se muestra en la fórmula 2.1:
OEE = Disponibilidad x Rendimiento x Calidad
[2.1]
Cálculo de la disponibilidad, como se muestra en la fórmula 2.2:
[2.2]
Cálculo del rendimiento, como se muestra en la fórmula 2.3:
[2.3]
Cálculo de la calidad, como se muestra en la fórmula 2.4:
[2.4]
2.6 HERRAMIENTAS DE LA MANUFACTURA ESBELTA
2.6.1 LAS 5 ´S
Este método se refiere a mantener una orden y limpieza permanente de las
plantas de manufactura para reducir desperdicios en espacio y tiempos de
búsqueda.
Para este caso se usa la metodología 5’s denominado así por sus siglas en
japonés, todos alguna vez las hemos utilizado de manera sistemática o sin
habernos dado cuenta de que lo hicimos ya que su significado es: seiri que
es clasificar; seiton es ordenar; seiso es limpiar; seiketsu es estandarizar y
shitzuke es disciplina. (Galgano, 2004)
Para la aplicación de la 5’s se aplica los principios que figuran en la tabla 2.2.

13
Tabla 2.2 Principios 5’s
(Galgano, 2004)
Es fundamental que los grupos de trabajo 5’s sigan paso a paso las
metodología que se muestran en la tabla 2.3.
Tabla 2.3 Instrumentos y metodologías
(Galgano, 2004)

14
2.6.2 CONTROL VISUAL.
De acuerdo a (Muñoz S., 2013), el control visual está íntimamente vinculado
con los procesos de estandarización, esta se convierte en gráficos y estos en
controles visuales, solo existe un lugar para cada cosa y si esto no está bien
concluiremos que una operación está procediendo normal o anormalmente.
Es un método que nos ayuda a informar de manera rápida y preventiva
temas como:
Sitio donde se encuentran los elementos.
Frecuencia de lubricación de un equipo, tipo de lubricante y sitio donde
aplicarlo.
Estándares sugeridos para cada una de las actividades que se deben
realizar en un equipo o proceso de trabajo.
Dónde ubicar el material en proceso, producto final y si existe, productos
defectuosos.
Sitio donde deben ubicarse los elementos de aseo, limpieza y residuos
clasificados.
Conexiones eléctricas.
Figura 2.4 Ejemplo de aplicación de control visual
(Leanroots, 2010)

15
2.6.3 KANBAN EN JAPONÉS (ETIQUETA DE INSTRUCCIÓN)
De acuerdo a (Reyes Aguilar, 2002), se define así a un sistema efectivo y
eficiente, es decir una orden, un dispositivo de trabajo que brinda información
de lo que se va a producir., en que cantidad, mediante qué medios y como
transportarlo.
Figura 2.5 Funcionamiento del Kanban
(Alberto & Edber, 2007)
Funciones De Kanban
Según (Alberto & Edber, 2007), son dos las funciones principales de
KANBAN: Control de la producción y mejora de los procesos.
Por control de la producción se entiende la integración de los diferentes
procesos y el desarrollo de un sistema JIT en la cual los materiales llegaran
en el tiempo y cantidad requerida en las diferentes etapas de la fábrica y si
es posible incluyendo a los proveedores.
Por la función de mejora de los procesos se entiende la facilitación de
mejora en las diferentes actividades de la empresa mediante el uso de
KANBAN, esto se hace mediante técnicas ingenieriles (eliminación de
desperdicio, organización del área de trabajo, reducción de set-up, utilización
de maquinaria vs. utilización en base a demanda, manejo de multiprocesos,
poka-yoke, mecanismos a prueba de error, mantenimiento preventivo,
mantenimiento productivo total, etc.), reducción de los niveles de inventario.

16
2.6.4 TPM (MANTENIMIENTO PRODUCTIVO TOTAL)
Surgió en Japón destinado a eliminar las seis grandes pérdidas de los
equipos, y por ende la eliminación sistemática de desperdicios.
Incorpora una serie de nuevos conceptos tales como, Mantenimiento
Autónomo, Mantenimiento Preventivo, Mejoras de Mantenibilidad,
Mantenimiento Predictivo y Mantenimiento Correctivo. (Galgano, 2004)
Figura 2.6 Estructura del TPM
(TPM: "Mantenimiento Preventivo Total", 2006)
2.6.5 JIDOKA
Según (PRODUKTIKA, 2007), para llegar a un sistema productivo de cero
errores con una calidad al 100%, es necesario evitar que cualquier pieza o
producto defectuoso avance en un proceso productivo a esto se le llama
Jidoka.
Jidoka permite que el proceso tenga su propio auto control de calidad así por
ejemplo si existe una anormalidad durante el proceso, este se detendrá ya
sea automática o manualmente impidiendo que las piezas defectuosas
avancen en el proceso. Todo lo contrario a los sistemas tradicionales de
calidad, en los cuales las piezas son inspeccionadas al final de su proceso
productivo. Jidoka mejora la calidad en el proceso ya que solo se producirán
piezas con cero defectos.

17
Figura 2.7 Ejemplo de jidoka
(Reyes Aguilar, 2002)
2.6.6 INDICADOR VISUAL (ANDON)
De acuerdo a (Villaseñor Contreras & Galindo Cota, 2007), el Andon es un
sistema utilizado para alertar los problemas presentes en un proceso de
producción. Brinda al operario o a la máquina automatizada la capacidad de
interrumpir la producción al encontrarse un defecto y de reanudarla cuando
se soluciona. Una de las causas más comunes para su intervención puede
ser falta de material, defecto creado o encontrado, mal funcionamiento del
utillaje o la aparición de un problema de seguridad.
La complejidad de un sistema Andon puede ser variable. La forma más
simplificada es la de una columna de luces de varios colores. Una de ellas
representa el estado OK en el que la producción transcurre de forma normal,
respetando la cadencia de producción estándar y sin problemas de calidad,
seguridad... Las otras representan cada una de las categorías de fallo que se
quieran identificar y se encienden cuando se produzca un fallo de la
categoría correspondiente.
Un ejemplo de distribución de luces puede ser como sigue:
Blanco.- Producción normal
Rojo.- Problema de Calidad

18
Ámbar.- Falta de material
Azul.- Problema con el utillaje o la máquina
Figura 2.8 Representación de un sistema Andon
(Villaseñor Contreras & Galindo Cota, 2007)
2.6.7 POKA YOKE (DISPOSITIVOS PARA PREVENIR ERRORES)
Es un dispositivo diseñado cuidadosamente con el fin de evitar errores en la
operación de un sistema.
También llamado sistema Anti-tonto ya que imposibilita de algún modo el
error humano; por ejemplo, los cables para la recarga de baterías de
teléfonos móviles y dispositivos de corriente continua sólo pueden conectarse
con la polaridad correcta, siendo imposible invertirla, ya que los pines de
conexión son de distinto tamaño o forma. (Automatización de Procesos bajo
conceptos Lean Manufacturing, 2003)
Figura 2.9 Representación de Pokayoke
(Galgano, 2004)

19
2.6.8 REDUCCIÓN DE TIEMPOS DE CAMBIO (SMED)
Una serie de técnicas fundadas por Shigeo Shingo para el cambio de formato
de las máquinas de producción en menos de diez minutos. El término se
aplica siempre que un dispositivo de producción se asigne para realizar un
funcionamiento diferente. El objetivo a largo plazo siempre es que los
tiempos de cambio sean instantáneos y no interfieran de forma alguna con el
flujo continuo de la producción.
Figura 2.10 Las tres fases del SMED
(MDC, 2013)
2.6.9 TRABAJO ESTANDARIZADO
El Trabajo Estandarizado nos ayudará a la identificación y la eliminación de
residuos en nuestras operaciones diarias. El Trabajo Estandarizado puede
mejorar significativamente las operaciones manuales. Las mejoras en el
tiempo de actividad y la reducción de tiempo perdido por la reducción de
tiempos de cambio y preparaciones de operaciones en los equipos, se
sumará a la capacidad para mejorar el rendimiento del proceso. (De la
Fuente García & Gómez Puente, 2006)
A nivel de mejora podemos atacar a dos capas. Eliminar una primera y gran
capa de residuos, en general produce mejoras significativas en el
rendimiento general. En este punto la mayor parte de las mejoras a las que
podemos atacar se encuentran a nivel de proceso y operaciones individuales
y no a nivel de los procesos de conexión de las operaciones dentro del flujo.
Nuestras metas posteriores en la segunda capa las situaremos través de la
espiral de mejora continua para conectar los procesos y de esta forma poder
tener impactos incluso más grandes en las mejoras, con lo que reforzaremos

20
la motivación de los empleados para mantener la estabilidad de los procesos
individuales. (Leanroots, 2010)
Figura 2.11La estandarización como base de mejora
(Galgano, 2004)
2.7 PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN
Según (Reyes Aguilar, 2002), significa realizar un Plan de Trabajo, al cual
debe obedecer la producción, de manera que el producto se elabore con
eficiencia máxima y a costos favorables. El Planeamiento y Control de la
Producción está encargado de:
Control y seguimiento de la producción.
Coordinar las necesidades de varios departamentos.
Estabilizar las altas y bajas de la producción.
Proporcionar informes acerca del estado de la producción.
Mantener inventarios equilibrados.
Dentro de las funciones básicas de la planificación y Control de la
Producción, se consideran:
Planeación y programación.
Tramitación y órdenes de trabajo.
Controles y procedimientos relativos a los inventarios.
Los beneficios que se obtienen son: programación satisfactoria, pronóstico
preciso de la producción futura e inventario actualizado.
3. INTRODUCCIÓN A LA EMPRESA

21
3 INTRODUCCIÓN A LA EMPRESA
En la sección II se definió el marco teórico de las herramientas de la filosofía
Lean Manufacturing que nos permitirán ulteriormente a esta investigación
inicial reducir la cantidad de desperdicio encontrado en el proceso productivo
de troquelado.
Esta sección se enfoca a realizar una investigación actual de la empresa, así
como también un análisis del proceso productivo de troquelado con el
propósito de encontrar el problema real en el que se encuentra la empresa.
3.1 INFABTEC S.A
Metal Mecánica INFABTEC S.A es una empresa familiar que fue creciendo a
lo largo de los años y que en sus inicios se llamó TEGMETAL, fue fundada
en febrero de 1990, desde sus inicios la principal actividad de la misma fue la
construcción de troqueles y matrices de corte para metales, luego de un corto
periodo se ofreció el servicio de troquelado y fabricación de piezas en serie.
A partir del año 2004 el servicio de troquelado fue base fundamental para
que empresas tales como INDIMA S.A, Elasto, Domizil, Mabe formen parte
de sus clientes satisfechos. Actualmente el logotipo de INFABTEC S.A. es el
que se muestra en la figura3.1
Figura 3.1 Logotipo de la Empresa
(INFABTEC S.A. , 2013)
3.1.1 POLÍTICA DE CALIDAD
“Brindamos servicio de troquelado para la industria, nuestro compromiso es
el cliente satisfaciendo sus necesidades y requerimientos para mejorar
continuamente nuestro desempeño y recursos humanos”.
(INFABTEC S.A. , 2013)
22
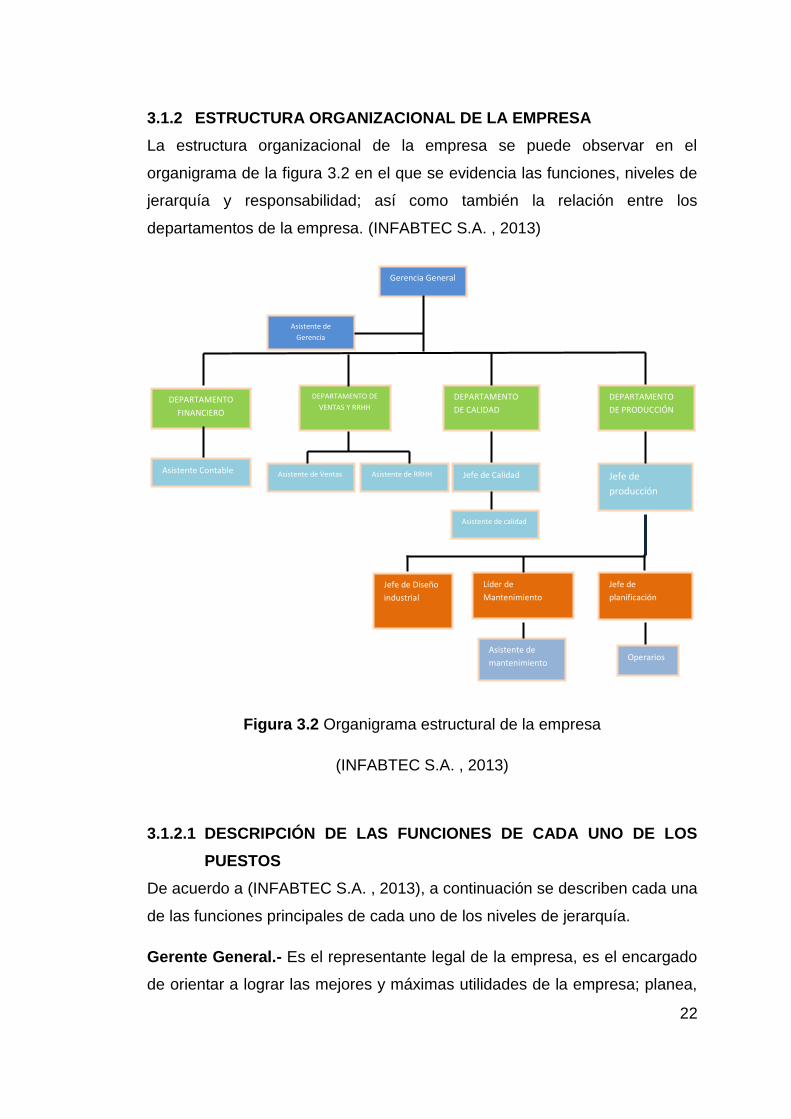
3.1.2 ESTRUCTURA ORGANIZACIONAL DE LA EMPRESA
La estructura organizacional de la empresa se puede observar en el
organigrama de la figura 3.2 en el que se evidencia las funciones, niveles de
jerarquía y responsabilidad; así como también la relación entre los
departamentos de la empresa. (INFABTEC S.A. , 2013)
Figura 3.2 Organigrama estructural de la empresa
(INFABTEC S.A. , 2013)
3.1.2.1 DESCRIPCIÓN DE LAS FUNCIONES DE CADA UNO DE LOS
PUESTOS
De acuerdo a (INFABTEC S.A. , 2013), a continuación se describen cada una
de las funciones principales de cada uno de los niveles de jerarquía.
Gerente General.- Es el representante legal de la empresa, es el encargado
de orientar a lograr las mejores y máximas utilidades de la empresa; planea,
Gerencia General
Asistente de
Gerencia
DEPARTAMENTO
DE CALIDAD
DEPARTAMENTO DE
VENTAS Y RRHH DEPARTAMENTO
FINANCIERO
DEPARTAMENTO
DE PRODUCCIÓN
Asistente Contable Asistente de Ventas Asistente de RRHH
Líder de
Mantenimiento
Jefe de
producción
Operarios
Jefe de Diseño
industrial
Jefe de Calidad
Asistente de calidad
Asistente de
mantenimiento
Jefe de
planificación

23
organiza y dirige todas las actividades de las jefaturas y departamentos.
Ejerce autoridad funcional y operativa sobre el resto de cargos
administrativos y ejecutivos.
Jefe de Calidad.
Es el encargado de toda la parte de calidad del producto dentro del proceso
de producción hasta su terminación, así como también su posterior entrega al
cliente.
Jefe de Producción.
Es el responsable de la totalidad de las operaciones de la planta, en sus
funciones está la de manejar conjuntamente con el jefe de calidad el
producto terminado y en proceso, así como también el control de la materia
prima, seguridad industrial, control de procesos y despachos de materia
prima.
Jefe de Planificación.
Es el encargado de realizar la planificación de la producción diaria, semanal y
mensual conjuntamente con el jefe de producción para lograr los objetivos
propuestos.
Jefe de Diseño Industrial.
Es el encargado de la creación y mejoramiento de los moldes matrices para
la elaboración de los productos.
Operarios.
Son operarios capacitados de acuerdo a las actividades que se desarrollan
dentro del área a la que pertenecen.
Este personal cuenta con un jefe supervisor dentro de todas las áreas que
realizan su función, son los responsables de los productos producidos
debiendo alcanzar las metas de producción.

24
3.1.3 UBICACIÓN DE LA EMPRESA
La empresa se encuentra ubicada en el sector de Carcelén Industrial en la
calle Juan Barrezueta N74-45 y Vicente Duque, su descripción se encuentra
detallada en la figura 3.3.
Figura 3.3 Ubicación de la planta
(INFABTEC S.A. , 2013)
3.2 CARACTERÍSTICAS DEL LUGAR
La empresa Metal Mecánica INFABTEC S.A se encuentra ubicado en el
sector Norte de la Ciudad de Quito, en una zona industrial; rodeada de varias
empresas que hacen que sus actividades se desarrollen con completa
normalidad haciendo de esta zona un lugar accesible.
3.2.1 ÁREA FÍSICA
De acuerdo a (INFABTEC S.A. , 2013), el área física en la cual la empresa
realiza sus actividades diarias es de 1500 m2 respectivamente distribuidos de
la siguiente forma:
Primer piso:
Área de producción
Área de calidad.
Área administrativa

25
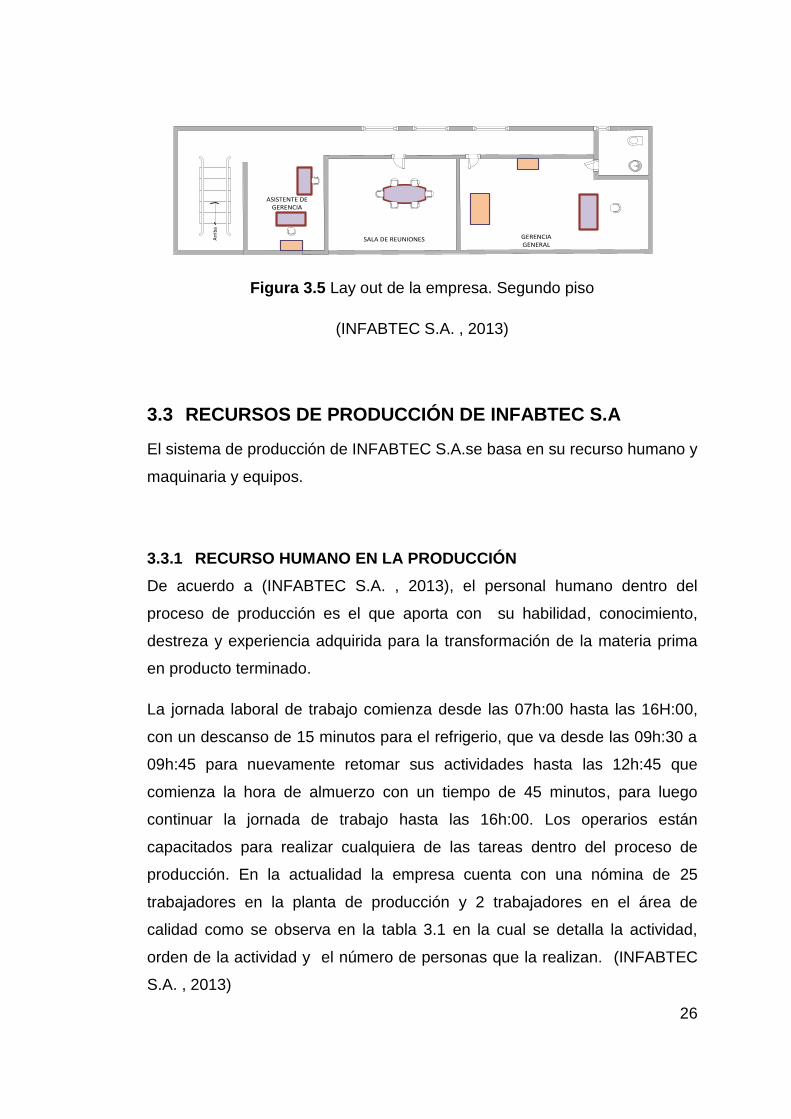
Segundo piso
Gerencia general
Asistente de Gerencia.
Parqueadero
3.2.2 DISTRIBUCIÓN FÍSICA DE LA EMPRESA
En la distribución de la planta se identificará todas las áreas de la empresa;
tanto el área productiva y el área administrativa. La empresa metal-mecánica
se encuentra dividida de la siguiente manera: área de troquelado, área de
deflectores, área de acabados, área de soldadura, área de despacho y
calidad, área de producto terminado, área de producto en proceso y
finalmente área de producto defectuoso. (INFABTEC S.A. , 2013)
A continuación se presenta un lay out general de la empresa en la figura 3.4
y 3.5.
OFICINAS
COMEDOR
VESTIDORES MUJERES
AREA DE CALIDAD
DISPENSARIO MEDICO
VESTIDORES HOMBRES
PARQUEADERO
AREA DE GUILLOTINA AREA DE TROQUELADO
BODEGA
AREA DE DEFLECTORES
ÁREA DE LAVADO
AREA DE ACABADOS
BAÑO HOMBRES
BAÑO MUJERES
MATERIA PRIMA
PRODUCTO TERMINADO
Figura 3.4 Lay out de la empresa. Primer Piso
(INFABTEC S.A. , 2013)
26
Arr
iba
SALA DE REUNIONES GERENCIA GENERAL
ASISTENTE DE GERENCIA
Figura 3.5 Lay out de la empresa. Segundo piso
(INFABTEC S.A. , 2013)
3.3 RECURSOS DE PRODUCCIÓN DE INFABTEC S.A
El sistema de producción de INFABTEC S.A.se basa en su recurso humano y
maquinaria y equipos.
3.3.1 RECURSO HUMANO EN LA PRODUCCIÓN
De acuerdo a (INFABTEC S.A. , 2013), el personal humano dentro del
proceso de producción es el que aporta con su habilidad, conocimiento,
destreza y experiencia adquirida para la transformación de la materia prima
en producto terminado.
La jornada laboral de trabajo comienza desde las 07h:00 hasta las 16H:00,
con un descanso de 15 minutos para el refrigerio, que va desde las 09h:30 a
09h:45 para nuevamente retomar sus actividades hasta las 12h:45 que
comienza la hora de almuerzo con un tiempo de 45 minutos, para luego
continuar la jornada de trabajo hasta las 16h:00. Los operarios están
capacitados para realizar cualquiera de las tareas dentro del proceso de
producción. En la actualidad la empresa cuenta con una nómina de 25
trabajadores en la planta de producción y 2 trabajadores en el área de
calidad como se observa en la tabla 3.1 en la cual se detalla la actividad,
orden de la actividad y el número de personas que la realizan. (INFABTEC
S.A. , 2013)

27
Tabla 3.1 Distribución del personal de la planta
ÁREA ACTIVIDAD N° PERSONAS
PRODUCCIÓN GUILLOTINA 2
PRODUCCIÓN TROQUELADO 12
PRODUCCIÓN DEFLECTORES 2
PRODUCCIÓN ACABADOS 2
PRODUCCIÓN LAVADO 2
PRODUCCIÓN SOLDADURA 2
PRODUCCIÓN BODEGA 1
CALIDAD CALIDAD 2
TOTAL 25
(INFABTEC S.A. , 2013)
El departamento administrativo la empresa cuenta con 9 trabajadores que
realizan diariamente la planificación, organización y dirección de la empresa,
como se puede observar en la tabla 3.2 donde se detalla la actividad y el
número de personas que la realizan.
Tabla 3.2 Distribución del personal administrativo
ÁREA ACTIVIDAD N°
PERSONAS
ADMINISTRATIVA GERENCIA 1
ADMINISTRATIVA JEFATURAS DE AREA 4
ADMINISTRATIVA ASISTENTES 4
TOTAL 9
(INFABTEC S.A. , 2013)
3.3.2 EQUIPOS DE INFABTEC S.A
La empresa metal-mecánica cuenta con los siguientes equipos y maquinaria
disponible para el proceso productivo que realiza, estos son:

28
Tabla 3.3 Descripción de equipos y maquinaria de Infabtec S.A
(INFABTEC S.A. , 2013)
MAQUINARIA DESCRIPCIÓN CANTIDAD IMAGEN
TROQUELADORATroqueladoras de 20 a 250 ton
para embutido, corte, punzado
formado y doblado en
materiales de acero laminado al
frío (ALF) y al calor (ALC) y
tubería.
14
FresadoraFresadoras de Motor principal
3HP - 2.2 KW.2
Torno
Torno paralelo para trabajo
pesado de 3 metros entre
puntos.
1
Rectificadora
Rectificadoras de Cigüeñales
MODELO BKO 50/1700,
MARCA TOS
1
Suelda Mig,Tig y de
punto.suelda Mig, tig y de punto 1
Sierra de Cinta.Sierra Cinta Industrial Rockwell
Invicta 3 Fases1
Prensa hidráulica
PRENSA HIDRAULICA DE 300
TONELADAS,MESA DDE 90 X
100 CMS , RECORRIDO DE 50
CMS, 6 COJINES
1
Prensa hidráulica de
500 ton.
Presnsa hidráulica de 500
toneladas1
Montacarga montacarga de 2,5 toneladas
clark1

29
P1
RACKS DE ALMACENAMIENTO DE
FLEJES
MATERIA PRIMA
AREA DE DEFLECTORES
PRODUCTO TERMINADO
PRODUCTO DEFECTUOSO
AREA DE ALMACENAMIENTO DE PRODUCTO TERMINADO
AREA DE DEFLECTORES
AR
EA D
E TRO
QU
ELAD
O
TROQUELADORA
PRENSA HIDRAULICA FRESADORA
ALMACENAMIENTO DE PRODUCTO NO CONFORME
T16
T9
T8
T1
T15
T10
T7
T2
T14
T11
T6
T3
T13
T12
T5
T4
F1
LEYENDAP1
T1-T16
F1 - F2
G1
GUILLOTINAG1
F2
TORNO
To1
To1
Figura 3.6 Distribución y ubicación de la maquinaria en el área de la planta
de producción.
(INFABTEC S.A. , 2013)
A continuación se muestra cada una de las maquinas utilizadas en el proceso
de producción.
Figura 3.7 Troqueladora
(INFABTEC S.A. , 2013)
30
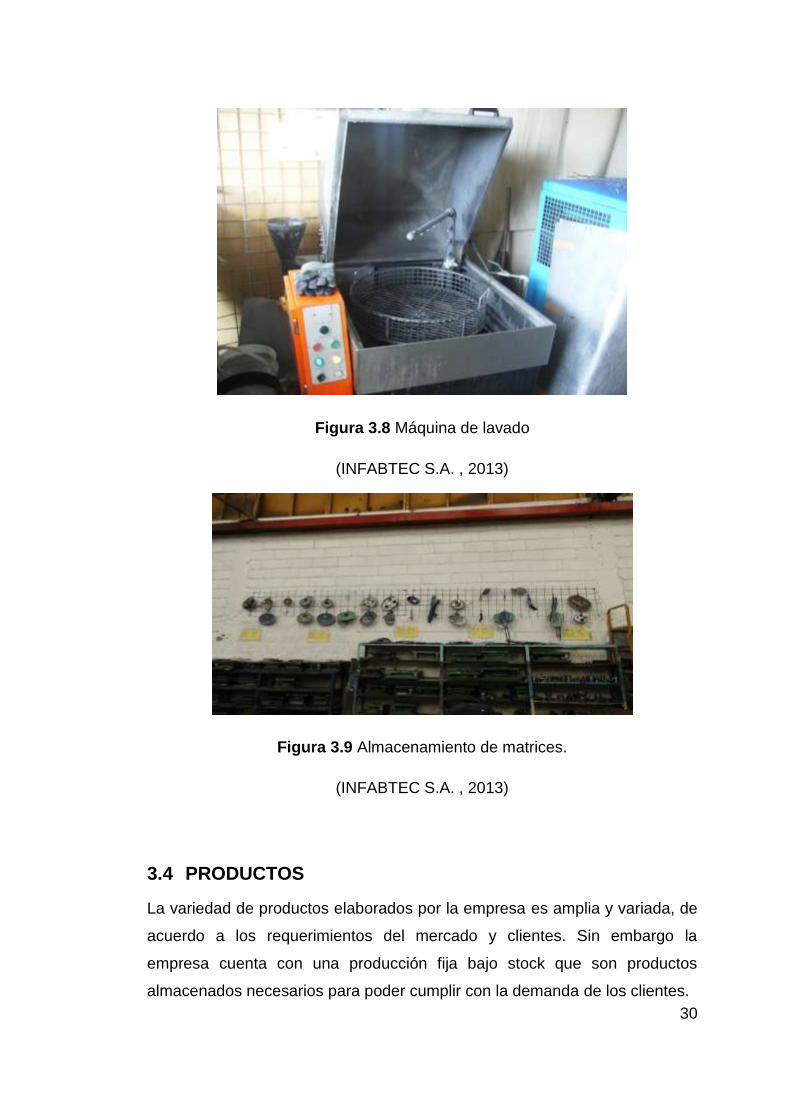
Figura 3.8 Máquina de lavado
(INFABTEC S.A. , 2013)
Figura 3.9 Almacenamiento de matrices.
(INFABTEC S.A. , 2013)
3.4 PRODUCTOS
La variedad de productos elaborados por la empresa es amplia y variada, de
acuerdo a los requerimientos del mercado y clientes. Sin embargo la
empresa cuenta con una producción fija bajo stock que son productos
almacenados necesarios para poder cumplir con la demanda de los clientes.
31
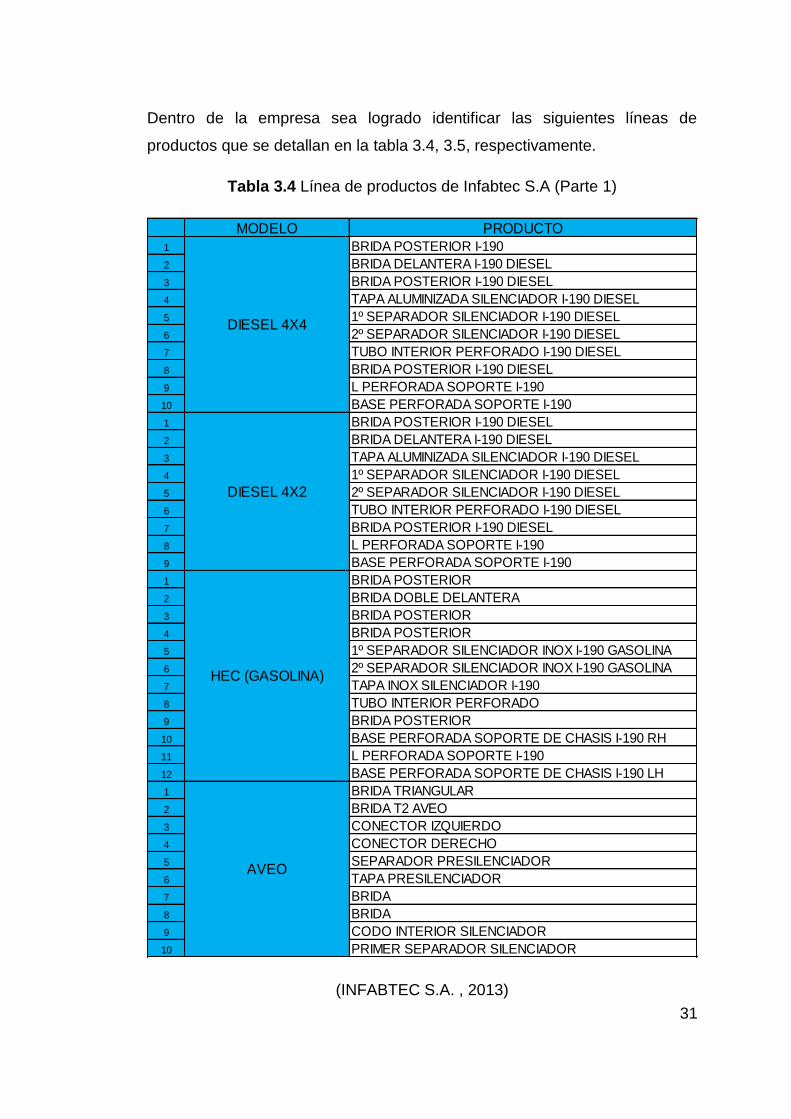
Dentro de la empresa sea logrado identificar las siguientes líneas de
productos que se detallan en la tabla 3.4, 3.5, respectivamente.
Tabla 3.4 Línea de productos de Infabtec S.A (Parte 1)
(INFABTEC S.A. , 2013)
MODELO PRODUCTO
1 BRIDA POSTERIOR I-190
2 BRIDA DELANTERA I-190 DIESEL
3 BRIDA POSTERIOR I-190 DIESEL
4 TAPA ALUMINIZADA SILENCIADOR I-190 DIESEL
5 1º SEPARADOR SILENCIADOR I-190 DIESEL
6 2º SEPARADOR SILENCIADOR I-190 DIESEL
7 TUBO INTERIOR PERFORADO I-190 DIESEL
8 BRIDA POSTERIOR I-190 DIESEL
9 L PERFORADA SOPORTE I-190
10 BASE PERFORADA SOPORTE I-190
1 BRIDA POSTERIOR I-190 DIESEL
2 BRIDA DELANTERA I-190 DIESEL
3 TAPA ALUMINIZADA SILENCIADOR I-190 DIESEL
4 1º SEPARADOR SILENCIADOR I-190 DIESEL
5 2º SEPARADOR SILENCIADOR I-190 DIESEL
6 TUBO INTERIOR PERFORADO I-190 DIESEL
7 BRIDA POSTERIOR I-190 DIESEL
8 L PERFORADA SOPORTE I-190
9 BASE PERFORADA SOPORTE I-190
1 BRIDA POSTERIOR
2 BRIDA DOBLE DELANTERA
3 BRIDA POSTERIOR
4 BRIDA POSTERIOR
5 1º SEPARADOR SILENCIADOR INOX I-190 GASOLINA
6 2º SEPARADOR SILENCIADOR INOX I-190 GASOLINA
7 TAPA INOX SILENCIADOR I-190
8 TUBO INTERIOR PERFORADO
9 BRIDA POSTERIOR
10 BASE PERFORADA SOPORTE DE CHASIS I-190 RH
11 L PERFORADA SOPORTE I-190
12 BASE PERFORADA SOPORTE DE CHASIS I-190 LH
1 BRIDA TRIANGULAR
2 BRIDA T2 AVEO
3 CONECTOR IZQUIERDO
4 CONECTOR DERECHO
5 SEPARADOR PRESILENCIADOR
6 TAPA PRESILENCIADOR
7 BRIDA
8 BRIDA
9 CODO INTERIOR SILENCIADOR
10 PRIMER SEPARADOR SILENCIADOR
DIESEL 4X2
AVEO
DIESEL 4X4
HEC (GASOLINA)

32
Tabla 3.5 Línea de productos de Infabtec S.A (Parte 2)
(INFABTEC S.A. , 2013)
De acuerdo a la tabla 3.4 y 3.5 de la línea de productos de INFABTEC S.A.,
se decidió utilizar los datos de los primeros seis meses de producción del año
11 SEGUNDO SEPARADOR SILENCIADOR
12 TAPA POSTERIOR SILENCIADOR
13 BRIDA
1 ABRAZADERA TUBO
2 BRIDA TRIANGULAR
3 BRIDA POSTERIOR EMBUTIDA
4 BRIDA DELANTERA
5 BRIDA DELANTERA EMBUTIDA
6 TAPA PRESILENCIADOR
7 SEPARADOR 1 SILENC.
8 SEPARADOR 2 SILENC.
9 SEPARADOR 3 SILENC.
10 SEPARADOR 4 SILENC.
11 REFUERZO C. INT
12 TAPA SILENCIADOR
13 REFUERZO SILENCIADOR
14 BRIDA DELANTERA
1 BRIDA DELANTERA
2 BRIDA KIA RIO ESPESOR 9mm
3 REFUERZO DE LA BRIDA T2
4 SOPORTE DEL GANCHO T2
5 SEPARADOR PRESILENCIADOR KIA RIO
6 BRIDA
7 PATA DELANTERA SILENCIADOR
8 TAPA POSTERIOR SILENCIADOR
9 1° SEPARADOR SILENCIADOR
10 2° SEPARADOR SILENCIADOR
11 TUBO SUCCION
1 BRIDA DELANTERA
2 BRIDA POSTERIOR T1
3 ABRAZADERA TROPICAL. DE TUBO
4 1° SEPARADOR SILENCIADOR
5 2° SEPARADOR SILENCIADOR
6 3° SEPARADOR SILENCIADOR
7 4° SEPARADOR SILENCIADOR
8 BRIDA POSTERIOR T1
9 SOPORTE EMBUTIDO POSTERIOR T3
1 PRESILENCIADOR SELLADO T2
2 CUERPO INTER. SILENC. T3
3 BRIDA T1
4 BRIDA T2
5 REFUERZO DE SILENC. T3
BT-50 DIESEL
KIA RIO
KIA PREGIO
KIA SPORTAGE
AVEO

33
2013 es decir de enero a junio como se muestra en la tabla 3.9 del nivel
de producción de enero-junio 2013.
En la tabla 3.6 se detalla los materiales que son utilizados para el troquelado
de las de la línea de productos de Infabtec S.A.
Tabla 3.6 Material utilizado en la línea de productos
(INFABTEC S.A. , 2013)
3.5 ANÁLISIS DE LA LÍNEA DE PRODUCTOS
Para poder seleccionar el producto “clave” o “estrella” se toma en
consideración las siguientes variables:
Nivel de producción: La cantidad de unidades producidas dentro de un
periodo de tiempo.
Ingresos generados por volúmenes de producción.
Nivel de producto no conforme: Cantidad de producto no conforme dentro
de la línea de productos.
De acuerdo a una reunión establecida con los miembros directivos de la
empresa y conjuntamente con el jefe de producción se decidió utilizar los
datos del período Enero-Junio del año 2013, es decir de los seis primeros
meses del año, con el objetivo de tomar decisiones acertadas y rápidas,
como se observa en la tabla 3.7.
MATERIAL PRODUCTO ESPESOR (mm) LONGITUD (mm)
tapas 2 95x2440
separadores 1,2 90x2440
deflectores 1,5 95x2440
soportes 2 90x2440
abrazaderas 1,2 110x2440
bridas 2 110x2440
tapas 8 110x2440
separadores 8 95x2440
deflectores 2 90x2440
soportes 8 110x2440
abrazaderas 8 110x2440
bridas 8 110x2440
10 110x2440
8 90x2440
9 110x2440
10 110x2440
8 90x2440
9 110x2440
12 110x2440
Acero aluminizado
Acero inoxidable
bridas
soportes
Acero al Carbono

34
3.5.1 NIVEL DE PRODUCCIÓN
Tabla 3.7 Nivel de producción enero-junio 2013
(INFABTEC S.A. , 2013)
ENERO FEBRERO MARZO ABRIL MAYO JUNIO
BRIDA POSTERIOR I-190 2325 2205 2160 1905 2040 1965 12600
BRIDA DELANTERA I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
BRIDA POSTERIOR I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
TAPA ALUMINIZADA SILENCIADOR I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
1º SEPARADOR SILENCIADOR I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
2º SEPARADOR SILENCIADOR I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
TUBO INTERIOR PERFORADO I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
BRIDA POSTERIOR I-190 DIESEL 4275 3690 3495 3585 4350 3675 23070
L PERFORADA SOPORTE I-190 6090 5415 4980 5430 6450 5670 34035
BASE PERFORADA SOPORTE I-190 4275 3690 3495 3585 4350 3675 23070
BRIDA POSTERIOR 7260 6900 5940 7380 8400 7980 43860
BRIDA DOBLE DELANTERA 1815 1725 1485 1845 2100 1995 10965
1º SEPARADOR SILENCIADOR INOX I-190 GASOLINA 1815 1725 1485 1845 2100 1995 10965
2º SEPARADOR SILENCIADOR INOX I-190 GASOLINA 1815 1725 1485 1845 2100 1995 10965
TAPA INOX SILENCIADOR I-190 1815 1725 1485 1845 2100 1995 10965
TUBO INTERIOR PERFORADO 1815 1725 1485 1845 2100 1995 10965
BRIDA TRIANGULAR 6200 6100 5800 5480 5500 5740 34820
BRIDA T2 6450 4650 5724 5880 6300 5988 34992
CONECTOR IZQUIERDO 6000 4320 5304 5520 5880 5448 32472
CONECTOR DERECHO 6000 4320 5304 5520 5880 5448 32472
SEPARADOR PRESILENCIADOR 6000 4320 5304 5520 5880 5448 32472
TAPA PRESILENCIADOR 6200 4500 5900 5750 6780 6388 35518
BRIDA 18000 12960 15912 16560 17640 16344 97416
CODO INTERIOR SILENCIADOR 6000 4320 5304 5520 5880 5448 32472
1° SEPARADOR SILENCIADOR 7000 4500 5200 5300 6200 6100 34300
2° SEPARADOR SILENCIADOR 7000 4500 5200 5300 6200 6488 34688
TAPA POSTERIOR SILENCIADOR 5800 5200 5700 5900 6100 6105 34805
ABRAZADERA TUBO 640 660 800 700 900 940 4640
BRIDA POSTERIOR EMBUTIDA 640 660 800 700 900 940 4640
BRIDA DELANTERA 2890 2750 2900 2925 3170 3145 17780
BRIDA DELANTERA EMBUTIDA 640 660 800 700 900 940 4640
SEPARADOR 1 SILENC. 850 810 980 865 1110 1165 5780
SEPARADOR 2 SILENC. 850 810 980 865 1110 1165 5780
SEPARADOR 3 SILENC. 850 810 980 865 1110 1165 5780
SEPARADOR 4 SILENC. 850 810 980 865 1110 1165 5780
REFUERZO C. INT 640 660 800 700 900 940 4640
TAPA SILENCIADOR 640 660 800 700 900 940 4640
REFUERZO SILENCIADOR 640 660 800 700 900 940 4640
BRIDA KIA RIO 1400 1280 1120 1360 1160 1040 7360
REFUERZO DE LA BRIDA T2 1400 1280 1120 1360 1160 1040 7360
SOPORTE DEL GANCHO T2 1400 1280 1120 1360 1160 1040 7360
SEPARADOR PRESILENCIADOR KIA RIO 1400 1280 1120 1360 1160 1040 7360
PATA DELANTERA SILENCIADOR 1400 1280 1120 1360 1160 1040 7360
TUBO SUCCION 1400 1280 1120 1360 1160 1040 7360
BRIDA POSTERIOR T1 210 150 180 165 210 225 1140
ABRAZADERA TROPICAL. DE TUBO 210 150 180 165 210 225 1140
SOPORTE EMBUTIDO POSTERIOR T3 210 150 180 165 210 225 1140
PRESILENCIADOR SELLADO T2 450 330 420 360 420 540 2520
CUERPO INTER. SILENC. T3 450 330 420 360 420 540 2520
BRIDA T1 450 330 420 360 420 540 2520
REFUERZO DE SILENC. T3 450 330 420 360 420 540 2520
BASE PERFORADA SOPORTE DE CHASIS I-190 RH 1050 1050 1050 1050 1050 1050 6300
BASE PERFORADA SOPORTE DE CHASIS I-190 LH 1050 1050 1050 1050 1050 1050 6300
TOTAL DE PRODUCCION POR MES 162660 133855 141777 147650 164810 154555 905307
PRODUCTOTOTAL
PRODUCTOS
PRODUCIDOS
NIVEL DE PRODUCCION ENERO-JUNIO 2013

35
De acuerdo a los datos obtenidos por los niveles de producción en el período
Enero-Junio 2013, se observó que los productos que tienen mayor demanda
de producción son: L perforada soporte I-190 con 34035 unidades, brida
posterior con 43860 unidades, brida triangular con 34820 unidades, brida T2
34992 unidades, conector izquierdo con 32472 unidades, conector derecho
con 32472 unidades, tapa pre silenciador 35518 unidades, brida con 97416
unidades, codo interior silenciador con 32472 unidades, 1° separador
silenciador 34300 unidades, 2° separador silenciador con 34688 unidades y
tapa posterior silenciador con 34805 unidades.
Figura 3.10 Diagrama de Pareto de la producción de mayor demanda en
ene-jun 2013
(INFABTEC S.A. , 2013)
En el diagrama de Pareto de la figura 3.10 se muestra claramente que la
brida y brida posterior representan el 84% de la producción total de esta línea
de productos.
Podemos entonces definir que los productos que tienen mayor demanda en
el período Ene-Jun del 2013 son la brida con 97416 unidades y la brida
posterior con 43860 unidades respectivamente, como se observa en la figura
3.11.

36
Figura 3.11 Nivel de producción Ene-Jun 2013
(INFABTEC S.A. , 2013)
3.5.2 ANÁLISIS DE INGRESOS GENERADOS POR VOLÚMENES DE
PRODUCCIÓN.
Para poder identificar el producto “estrella” o “clave”, a continuación se
realiza un análisis de los ingresos de productos de mayor demanda que se
obtuvo de la tabla 3.7.
Figura 3.12 Ingresos generados por producto Ene-Jun 2013
(INFABTEC S.A. , 2013)
DÓ
LAR
ES
UN
IDA
DES
PR
OD
UC
IDA
S

37
En la figura 3.12 se puede observar que la brida representa el primer rubro
por ingresos para la empresa con un valor de $ 107157,60, seguido de la
brida posterior con un ingreso de $ 40351,20 para la empresa.
Figura 3.13 Diagrama de Pareto de los ingresos generados por los productos
de mayor demanda
(INFABTEC S.A. , 2013)
En el diagrama de Pareto de la figura 3.13 se puede evidenciar que el 84%
de los ingresos de la línea de productos de mayor demanda corresponden a
la brida y brida posterior. Podemos deducir que la brida y brida posterior
tienen los mayores ingresos por demanda en el período Ene-Jun del 2013
como se evidencia en la figura 3.14.
Figura 3.14 Ingresos de los productos de mayor demanda Ene-Jun 2013
(INFABTEC S.A. , 2013)
38
Una vez definido que los ingresos por mayor demanda de producto
correspondieron a la brida y brida posterior en el período Ene-Jun 2013,
podemos finalmente determinar la cantidad de producto no conforme de los
dos productos seleccionados anteriormente, y de esta manera determinar
nuestro producto “clave” o “estrella”.
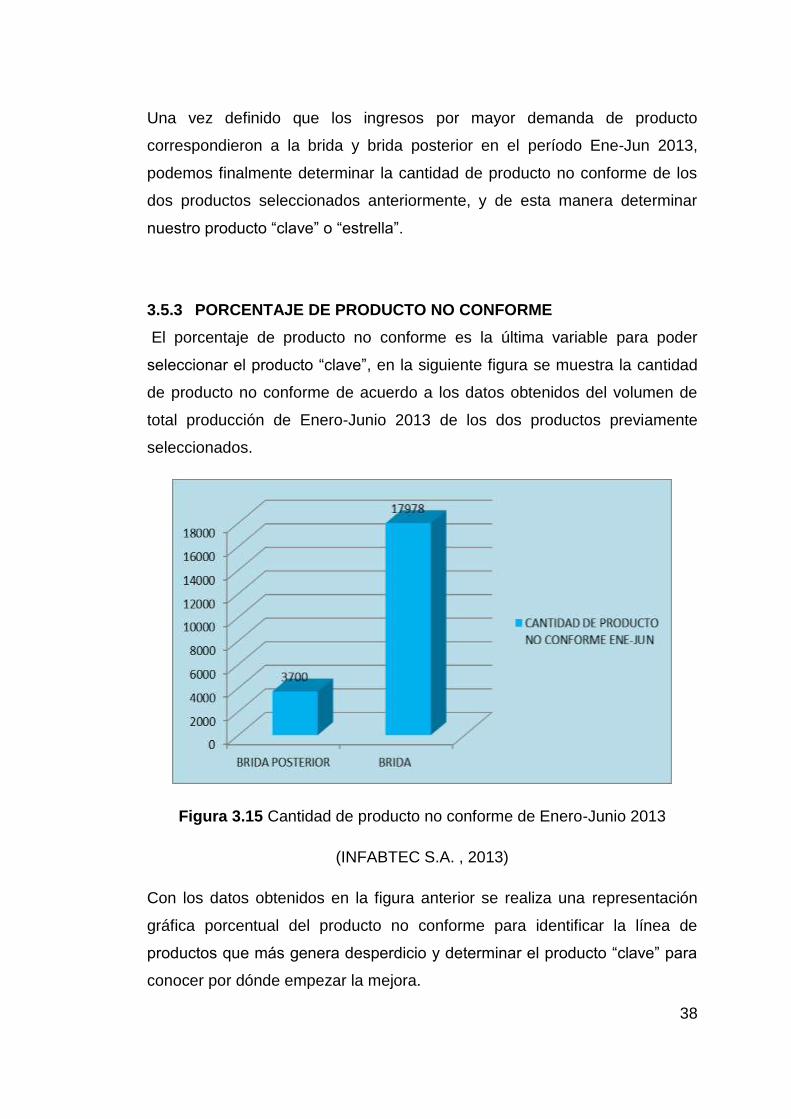
3.5.3 PORCENTAJE DE PRODUCTO NO CONFORME
El porcentaje de producto no conforme es la última variable para poder
seleccionar el producto “clave”, en la siguiente figura se muestra la cantidad
de producto no conforme de acuerdo a los datos obtenidos del volumen de
total producción de Enero-Junio 2013 de los dos productos previamente
seleccionados.
Figura 3.15 Cantidad de producto no conforme de Enero-Junio 2013
(INFABTEC S.A. , 2013)
Con los datos obtenidos en la figura anterior se realiza una representación
gráfica porcentual del producto no conforme para identificar la línea de
productos que más genera desperdicio y determinar el producto “clave” para
conocer por dónde empezar la mejora.

39
Figura 3.16 Representación gráfica porcentual de producto no conforme
(INFABTEC S.A. , 2013)
Como se puede evidenciar el porcentaje de producto no conforme generado
en la producción de la brida sigue siendo el mayor con un 18% superior al de
la brida posterior que tiene 8% de volumen de producto no conforme.
De acuerdo con el proceso de producción, las unidades defectuosas
regresan al proceso de producción para que sean reprocesadas si es posible,
caso contrario se las da de baja.
3.6 SELECCIÓN DEL PRODUCTO “CLAVE” O “ESTRELLA”
Una vez analizados los dos productos que se seleccionaron anteriormente,
se presenta un resumen de los indicadores que se tomaron en cuenta.
El cálculo de los ingresos se realizó como se muestra en la fórmula 3.1.
[3.1]
El cálculo del porcentaje de productos no conformes se realizó como se
muestra en la fórmula 3.2.

40
[3.2]
En la tabla 3.8 se muestra el resumen de todos los indicadores que se
tomaron en cuenta para la selección del producto “clave” y su posterior
análisis.
Tabla 3.8 Resumen de los indicadores de producción Enero-Junio 2013
(INFABTEC S.A. , 2013)
Al ordenar las líneas de productos según la prioridad de cada indicador, se
obtiene la siguiente tabla 3.9.
Tabla 3.9 Calificación de los productos por indicador
(INFABTEC S.A. , 2013)
Los números del 1 al 5 representan la calificación de cada producto en cada
indicador siendo 5 la ponderación más alta y 1 la más baja.
PRODUCTO PRODUCCIÓN INGRESOS PORCENTAJE DE PRODUCTO NO CONFORME
BRIDA POSTERIOR
43860 40351,2 8%
BRIDA 97416 107157,6 18%
PRODUCTO PRODUCCIÓN INGRESOS PORCENTAJE DE PRODUCTO NO CONFORME
BRIDA POSTERIOR
5 5 5
BRIDA 2 2 2

41
Para realizar la selección del producto “clave” se va a establecer una
ponderación a cada indicador de producción para indicar la importancia de
este en la empresa como se muestra en la tabla 3.10.
Tabla 3.10 Ponderación de indicadores de producción
(INFABTEC S.A. , 2013)
Calificando cada línea de productos obtenemos las siguientes tablas:
Tabla 3.11 Calificación de brida
BRIDA
INDICADORES PONDERACIÓN PRIORIDAD
PRODUCCION 30% 5 1,5
INGRESOS 40% 5 2
PRODUCTO NO CONFORME 30% 5 1,5
TOTAL 5
(INFABTEC S.A. , 2013)
Tabla 3.12 Calificación de brida Posterior
BRIDA POSTERIOR
INDICADORES PONDERACIÓN PRIORIDAD
PRODUCCION 30% 2 0,6
INGRESOS 40% 2 0,8
PRODUCTO NO CONFORME 30% 2 0,6
TOTAL 2
(INFABTEC S.A. , 2013)
Al ordenar las líneas de productos según la calificación obtenida se genera la
tabla 3.13.
INDICADORES PONDERACIÓN
Producción 30%
Ingresos 40%
Producto no conforme 30%

42
Tabla 3.13 Línea de productos ordenados por calificación
LÍNEA DE PRODUCTOS CALIFICACIÓN
BRIDA 5
BRIDA POSTERIOR 2
(INFABTEC S.A. , 2013)
En la tabla 3.13 se puede observar que la brida obtiene la calificación de 5
puntos, mientras que la brida posterior obtiene la calificación de 2 puntos.
De acuerdo a los resultados obtenidos de la tabla 3.15 se va a seleccionar la
línea de producción de bridas como la línea de producto a ser mejorado.
3.7 ANÁLISIS DEL PROCESO PRODUCTIVO DE LA BRIDA
Para empezar la aplicación de las herramientas Lean más idóneas se
comenzará siguiendo el proceso de fabricación del producto clave, siendo
cada uno de los procesos productivos los que se detallan a continuación:
COLOCACIÓN DE MATRIZ EN LA TROQUELADORA
El operario de acuerdo a la OPC que se muestra en el ANEXO A e IT
entregada por parte del jefe de producción sabrá la cantidad que va a
producir durante su jornada diaria de trabajo y el proceso que tiene que
realizar para la pieza a elaborar.
CORTE.- Para poder realizar el corte de la brida el operario primero,
identifica la matriz a utilizar de acuerdo al IT (instructivo de trabajo), y
procede a colocar la matriz en la troqueladora para realizar el primer corte.
PERFORACIÓN.- Para realizar la perforación de la brida el operario detiene
la producción para cambiar la matriz de troquelado que se utilizará para la
perforación de la brida.

43
APLANADO.- En este paso nuevamente el operario detiene la producción de
la brida para cambiar la matriz de troquelado y realizar el aplanado de la
brida con la matriz de aplanado.
ACABADO.- En este paso las kavetas de bridas son transportadas a la
fresadora en la que se realiza el refrentado de la pieza, que significa realizar
el último aplanado de la brida.
LAVADO.- En esta etapa se inicia la operación de limpieza de las bridas,
mediante la colocación de las mismas en una tina cerrada para ser lavadas
con la mezcla de agua caliente y químicos para su posterior entrega.
Posteriormente se pone a secar al sol durante un lapso de tiempo de 30
minutos aproximadamente.
3.7.1 DESCRIPCIÓN DEL PRODUCTO ESTRELLA
Materiales utilizados en la producción de la brida.
Flejes de acero al carbono de Acero al carbono de 8 mm, 9 mm, 10 mm y 12
mm.
Figura 3.17 Fotografía del producto “estrella” brida
(INFABTEC S.A. , 2013)

44
3.8 MEDICIÓN DE INDICADORES ANTES DE SU APLICACIÓN
Después de haber identificado el producto “clave” o “estrella” y su proceso
productivo es necesario determinar el estado actual de cada una de estas
para de esta manera identificar y conocer los desperdicios. Para poder medir
vamos a utilizar indicadores, los mismos que se utilizaran antes y después de
la aplicación de las herramientas Lean Manufacturing ya que serán útiles
para analizar y comparar el estado actual con el mejorado. Para analizar la
situación actual de todo el proceso productivo de la brida se lo realizó
mediante los siguientes indicadores que son:
Porcentaje de valor agregado.
Evaluación de la metodología 5’s
Calculo del OEE del proceso de producción de la brida.
3.8.1 PORCENTAJE ACTUAL DEL VALOR AGREGADO EN LOS
PROCESOS PRODUCTIVOS
Para la realización del cálculo del valor agregado se ha utilizado los
diagramas de flujo de proceso en donde se puede identificar las actividades
que no agregan valor dentro del proceso productivo.
Cálculo De Valor Agregado
Para el cálculo del valor agregado se utiliza las fórmulas 3.3 y 3.4
respectivamente.
[3.3]
[3.4]
Para el análisis de la producción de la brida se comenzará por el proceso
inicial que es corte y se lo representa en el diagrama de flujo de proceso de
la figura 3.18

45
Figura 3.18 Diagrama de flujo del proceso de corte de la brida
(INFABTEC S.A. , 2013)
Tabla 3.14 Resumen de diagrama de flujo de proceso de corte de la brida
(INFABTEC S.A. , 2013)
Fecha:
Hoja: 1 DE 1
actual x proceso
N° SI NO
1 30 x
2 30 x
3 3 25 x
4 40 x
5 3 300 x
6 5 49 x
7 120 x
8 5 200 x
9 900 x
10 2976 x
11 900 x
16 5570 2 4 4 0 1 2 9
Proceso:
Método:S
ET
UP
DE
LA
TR
OQ
UE
LA
DO
RA
OP
ER
AC
IÓN
DIAGRAMA DE FLUJO DE PROCESO
total
Corte de bridas
Recepción de la OCP(orden control de producción)
AGREGAN VALORElaborado por: Tatiana Paucar Salazar.
DESCRIPCIÓN
1
15/07/2013INFABTECUbicación:
Diagrama N°
CORTE DE BRIDA
Colocación de bridas en kavetas
Colocación de la matriz de corte en la troqueladora
Transporte de la matriz de corte a la troqueladora
Identificación de matriz de corte para troquelar
Recepción de la IT (instructivo de trabajo)
Ubicar el tipo de fleje en racks de almacenamiento
de materia prima
Transportar los flejes seleccionados a la
troqueladora
Caminar al área de almacenamiento de matrices
Caminar al área de almacenamiento de materia
prima
SIMBOLOGÍADist (m) tiempo (s)
ACTIVIDAD TIEMPO
OPERACIÓN 2 3876
TRANSPORTE 4 574
ESPERA 4 220
INSPECCION 0 0
ALMACENAMIENTO 1 900
SI AGREGAN VALOR 2 3876
NO AGREGAN VALOR 9 1694
TIEMPO TOTAL 5570
DISTANCIA TOTAL 16
RESUMEN
TOTALACTIVIDADES

46
Después del resumen del diagrama de flujo de proceso de corte de la brida
de la tabla 3.14, se realiza el cálculo del porcentaje de valor agregado que se
indica en la tabla 3.15.
Tabla 3.15 Cálculo del porcentaje de valor agregado en el proceso de corte
de la brida
(INFABTEC S.A. , 2013)
De acuerdo a los datos obtenidos de la tabla 3.15 del cálculo de porcentaje
de valor agregado en el proceso de corte se observa que se tiene 9
actividades que no agregan valor a la operación y 2 actividades que si
agregan valor a la operación.
Figura 3.19 Porcentaje de valor agregado en el proceso de corte de la brida
(INFABTEC S.A. , 2013)
De acuerdo a la figura 3.19 se tiene que el 82% de actividades de la
operación no agregan valor, mientras que el 18% de las actividades si
agregan valor.
VALOR AGREGADO ACTIVIDAD PORCENTAJE TIEMPO PORCENTAJE
SI AGREGA VALOR 2 18% 3876 70%
NO AGREGA VALOR 9 82% 1694 30%
TOTAL 11 100% 5570 100%

47
Figura 3.20 Diagrama de flujo de proceso de perforación de brida
(INFABTEC S.A. , 2013)
Tabla 3.16 Resumen del diagrama de flujo de perforación de la brida
(INFABTEC S.A. , 2013)
Fecha:
Hoja: 1 DE 1
actual x proceso
N° SI NO
1 30 x
2 30 x
3 250
4 5 124 x
5 7 x
6 45 x
7 5 120 x
8 630 x
9 2489 x
10 1050 x
11 750 x
10 5525 2 2 6 0 1 2 9
SE
T U
P D
E L
A T
RO
QU
EL
AD
OR
AO
PE
RA
CIÓ
N
Perforación lateral LH y RH de bridas
Colocación de bridas perforadas en kavetas
Colocación de matriz de perforación en
troqueladora
total
Perforación central circular de bridas
Recepción de la OCP(orden control de producción)
Transporte de matriz de perforación a troqueladora
Transporte de la matriz de corte al área de
almacenamiento de matrices
Identificación de la matriz de perforacion de brida
Desmontaje de matriz de corte de troqueladora
Recepcion de la IT (instructivo de trabajo)
Colocar la matriz de corte en su lugar
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 15/07/2013
2
PERFORACION DE LA BRIDA
Ubicación:
Diagrama N°
Proceso:
Método:
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
ACTIVIDAD TIEMPO
OPERACIÓN 2 3539
TRANSPORTE 2 244
ESPERA 6 992
INSPECCION 0 0
ALMACENAMIENTO 1 750
SI AGREGAN VALOR 2 3539
NO AGREGAN VALOR 9 1986
TIEMPO TOTAL 5525
DISTANCIA TOTAL 10
RESUMEN
ACTIVIDADESTOTAL

48
Después del resumen del diagrama de flujo de proceso de perforación de la
brida de la tabla 3.16, se realiza el cálculo del porcentaje de valor agregado
que se indica en la tabla 3.17.
Tabla 3.17 Cálculo del porcentaje de valor agregado en el proceso de
perforación de la brida
(INFABTEC S.A. , 2013)
De acuerdo a los datos obtenidos de la tabla 3.17 del cálculo de porcentaje
de valor agregado en el proceso de perforación se observa que se tiene 9
actividades que no agregan valor a la operación y 2 actividades que si
agregan valor a la operación.
Figura 3.21 Porcentaje de valor agregado en el proceso de perforación de la
brida
(INFABTEC S.A. , 2013)
De acuerdo a la figura 3.21 se tiene que el 82% de actividades de la
operación no agregan valor, mientras que el 18% de las actividades si
agregan valor.
VALOR AGREGADO ACTIVIDAD PORCENTAJE TIEMPO PORCENTAJE
SI AGREGA VALOR 2 18% 3539 64%
NO AGREGA VALOR 9 82% 1986 36%
TOTAL 11 100% 5525 100%

49
Figura 3.22 Diagrama de flujo de proceso de aplanado de brida
(INFABTEC S.A. , 2013)
Tabla 3.18 Resumen del diagrama de flujo del proceso de aplanado de la
brida
(INFABTEC S.A. , 2013)
Fecha:
Hoja: 1 DE 1
actual x proceso
N° SI NO
1 30 x
2 Recepcion de la IT (instructivo de trabajo) 30 x
3 318 x
4 5 121 x
5 12 x
6 32 x
7 3 67 x
8 510 x
9 1100 x
10 760 x
8 2980 3 2 4 0 1 3 7
Aplanado de las bridas
total
Colocación de bridas en kavetas
tiempo (s)SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 15/07/2013
3
APLANADO DE LA BRIDA
Ubicación:
Diagrama N°
Proceso:
Método:
Dist (m)
Desmontaje de matriz de perforado de
troqueladora
Colocar la matriz de perforado en su lugar
Identificación de la matriz de aplanado de brida
SE
T U
P D
E L
A T
RO
QU
EL
AD
OR
A
Montaje de matriz de aplanado en troqueladora
OP
ER
AC
IÓN
Recepción de la OCP(orden control de producción)
Transporte de la matriz de perforacion al área de
almacenamiento de matrices
Transporte de matriz de aplanado a troqueladora
Elaborado por: Tatiana Paucar Salazar.
ACTIVIDAD TIEMPO
OPERACIÓN 3 1928
TRANSPORTE 2 188
ESPERA 4 104
INSPECCION 0 0
ALMACENAMIENTO 1 760
SI AGREGAN VALOR 3 1928
NO AGREGAN VALOR 7 1052
TIEMPO TOTAL 2980
DISTANCIA TOTAL 8
TOTALACTIVIDADES
RESUMEN

50
Después del resumen del diagrama de flujo de proceso de aplanado de la
brida de la tabla 3.18, se realiza el cálculo del porcentaje de valor agregado
que se indica en la tabla 3.19.
Tabla 3.19 Cálculo del porcentaje de valor agregado en el proceso de
aplanado de la brida
(INFABTEC S.A. , 2013)
De acuerdo a los datos obtenidos de la tabla 3.19 del cálculo de porcentaje
de valor agregado en el proceso de aplanado se observa que se tiene 7
actividades que no agregan valor a la operación y 3 actividades que si
agregan valor a la operación.
Figura 3.23 Porcentaje de valor agregado en el proceso de aplanado de la
brida
(INFABTEC S.A. , 2013)
De acuerdo a la figura 3.23 se tiene que el 70% de actividades de la
operación no agregan valor, mientras que el 30% de las actividades si
agregan valor.
VALOR AGREGADO ACTIVIDAD PORCENTAJE TIEMPO PORCENTAJE
SI AGREGA VALOR 3 30% 1928 65%
NO AGREGA VALOR 7 70% 1052 35%
TOTAL 10 100% 2980 100%

51
Figura 3.24 Diagrama de flujo de proceso de acabado de brida
(INFABTEC S.A. , 2013)
Tabla 3.20 Resumen del diagrama de flujo de proceso de acabado de brida
(INFABTEC S.A. , 2013)
Fecha:
Hoja: 1 DE 1
actual x proceso
N° SI NO
1 3 63 x
2 430 x
3 2145 x
4 600 x
5 15 450 x
18 3688 2 2 0 0 1 2 3
SE
T U
P
TR
OQ
UE
LA
DO
RA
OP
ER
AC
IÓN
Transporte de bridas aplanadas a fresadora
Transporte de bridas refrentadas al área de lavado
total
Calibración de fresadora
Refrentado de bridas
Colocación de bridas en kavetas
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 15/07/2013
4
ACABADO DE LA BRIDA
Ubicación:
Diagrama N°
Proceso:
Método:
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
ACTIVIDAD TIEMPO
OPERACIÓN 2 2575
TRANSPORTE 2 513
ESPERA 0 0
INSPECCION 0 0
ALMACENAMIENTO 1 600
SI AGREGAN VALOR 2 2575
NO AGREGAN VALOR 3 1113
TIEMPO TOTAL 3688
DISTANCIA TOTAL 18
RESUMEN
ACTIVIDADESTOTAL

52
Después del resumen del diagrama de flujo de proceso de acabado de la
brida de la tabla 3.20, se realiza el cálculo del porcentaje de valor agregado
que se indica en la tabla 3.21.
Tabla 3.21 Cálculo del porcentaje de valor agregado en el proceso de
acabado de la brida
(INFABTEC S.A. , 2013)
De acuerdo a los datos obtenidos de la tabla 3.21 del cálculo de porcentaje
de valor agregado en el proceso de acabado se observa que se tiene 3
actividades que no agregan valor a la operación y 2 actividades que si
agregan valor a la operación.
Figura 3.25 Porcentaje de valor agregado en el proceso de acabado de la
brida
(INFABTEC S.A. , 2013)
De acuerdo a la figura 3.25 se tiene que el 60% de actividades de la
operación no agregan valor, mientras que el 40% de las actividades si
agregan valor.
VALOR AGREGADO ACTIVIDAD PORCENTAJE TIEMPO PORCENTAJE
SI AGREGA VALOR 2 40% 2575 70%
NO AGREGA VALOR 3 60% 1113 30%
TOTAL 5 100% 3688 100%

53
Figura 3.26 Diagrama de flujo de proceso de lavado de brida
(INFABTEC S.A. , 2013)
Tabla 3.22 Resumen del diagrama de flujo de proceso de lavado de brida
(INFABTEC S.A. , 2013)
Después del resumen del diagrama de flujo de proceso de lavado de la brida
de la tabla 3.22, se realiza el cálculo del porcentaje de valor agregado que se
indica en la tabla 3.23.
Ubicación: Fecha:
Diagrama N° Hoja: 1 DE 1
Proceso:
Método: actual x proceso
N° SI NO
1 150 x
2 430 x
3 2745 x
4 Almacenamiento de bridas 2400 x
5 7 194 x
7 5919 3 1 0 0 1 3 2
Colocación de bridas en tina de lavado
lavado de bridas
secado de bridas
total
Transporte de bridas terminadas al área de
despacho
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 15/07/2013
5
LAVADO
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
ACTIVIDAD TIEMPO
OPERACIÓN 3 3175
TRANSPORTE 1 344
ESPERA 0 0
INSPECCION 0 0
ALMACENAMIENTO 1 2400
SI AGREGAN VALOR 3 3175
NO AGREGAN VALOR 2 2744
TIEMPO TOTAL 5919
DISTANCIA TOTAL 7
RESUMEN
ACTIVIDADESTOTAL

54
Tabla 3.23 Cálculo del porcentaje de valor agregado en el proceso de lavado
de la brida
(INFABTEC S.A. , 2013)
De acuerdo a los datos obtenidos de la tabla 3.23 del cálculo de porcentaje
de valor agregado en el proceso de lavado se observa que se tiene 2
actividades que no agregan valor a la operación y 3 actividades que si
agregan valor a la operación.
Figura 3.27 Porcentaje de valor agregado en el proceso de lavado de la
brida
(INFABTEC S.A. , 2013)
3.8.2 EVALUACIÓN INICIAL DE LA METODOLOGÍA 5 “S” EN LOS
PROCESOS PRODUCTIVOS
Para realizar la evaluación con la metodología 5 “s” se realizó un cuestionario
mediante una hoja de auditoria 5 “s”, en el que se valora cada “s” mediante 4
ítems en el que se analiza el artículo observado y la descripción del mismo.
La ponderación va de 1 a 4; donde 1 representa mal, 2 representa bueno, 3
representa muy bueno y finalmente 4 representa excelente.
VALOR AGREGADO ACTIVIDAD PORCENTAJE TIEMPO PORCENTAJE
SI AGREGA VALOR 3 60% 3175 54%
NO AGREGA VALOR 2 40% 2744 46%
TOTAL 5 100% 5919 100%

55
En la tabla 3.24 se puede observar los datos obtenidos mediante la hoja de
auditoría.
Tabla 3.24 Evaluación inicial de la metodología 5 “s” en los procesos
productivos
(INFABTEC S.A. , 2013)
AREA PRODUCCIÓN Tatiana Paucar
PUNTAJE 1= MAL 2= BUENO 3= MUY BUENO 4= EXCELENTE
PUNTAJE
1
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
2
1
1
1
23
INSTRUCCIONES Y
PROCEDIMIENTOS DE TRABAJO
DOCUMENTACION EN
CORRECTO ORDEN
EQUIPO Y MAQUINARIA
CONTROL VISUAL, DOCUMENTOS
MATERIALES
PUESTO DE TRABAJO
HERRAMIENTA, UTILLAJE
DOCUMENTACIÓN
HOJA DE AUDITORIA INTERNA 5'S
REALIZADO POR:
PISOS
MÁQUINAS
HERRAMIENTA
HERRAMIENTA, UTILLAJE SE ENCUENTRAN EN SU LUGAR CORRECTO?
VÍAS DE ACCESO
ESTÁN IDENTIFICADOS CON LÍNEAS DE
ACCESO Y ÁREAS?
08/07/2013
ENTRENAMIENTO
CONTROL DE STOCK
DESCRIPCIÓN DEL CARGO
INFORMACIONES E
INSTRUCCIONES SOBRE EQUIPO
Y MAQUINARIA
LIMPIEZA
ESTANDARIZACIÓN
DISCIPLINA
HÁBITOS DE LIMPIEZA
EL OPERADOR LIMPIA EL PISO Y MÁQUINA
REGULARMENTE
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
EL EQUIPO/ HERRAMIENTA SE ENCUENTRAN EN
SU LUGAR CORRECTO?
DESCRIPCIÓN
LA DOCUMENTACIÓN ESTA UBICADA
CORRECTAMENTE?
LOS MATERIALES SE ENCUENTRAN EN SU
LUGAR CORRECTO?
SE ENCUENTRA DEBIDAMENTE ORGANIZADO
SE ENCUENTRA UBICADO EN EL SITIO
CORRECTO?
CLASIFICACIÓN
ORDEN
5'S
LIM
PIE
ZA
TOTAL
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
PUESTO DE TRABAJO
CADA UNO SABE SUS FUNCIONES?
SE LLEVA UN INVENTARIO DE PRODUCTO?
SABEN LAS FUNCIONES A DESEMPEÑAR?
SE ENCUENTRA ACTUALIZADA?
NO TIENEN BASURA EN ELLOS?
LAS PRIMERAS 3 "S" SE CUMPLEN LAS PRIMERAS 3 "S"?
HERRAMIENTAS Y PARTES SON ALMACENADOS CORRECTAMENTE?
DIS
CL
IPL
INA
CL
AS
IFIC
AC
ION
OR
DE
NE
ST
AN
DA
RIZ
AC
IÓN
ESTÁN EN PERFECTAS CONDICIONES?
SE ENCUENTRA CALIBRADA Y EN EL LUGAR
INDICADO?
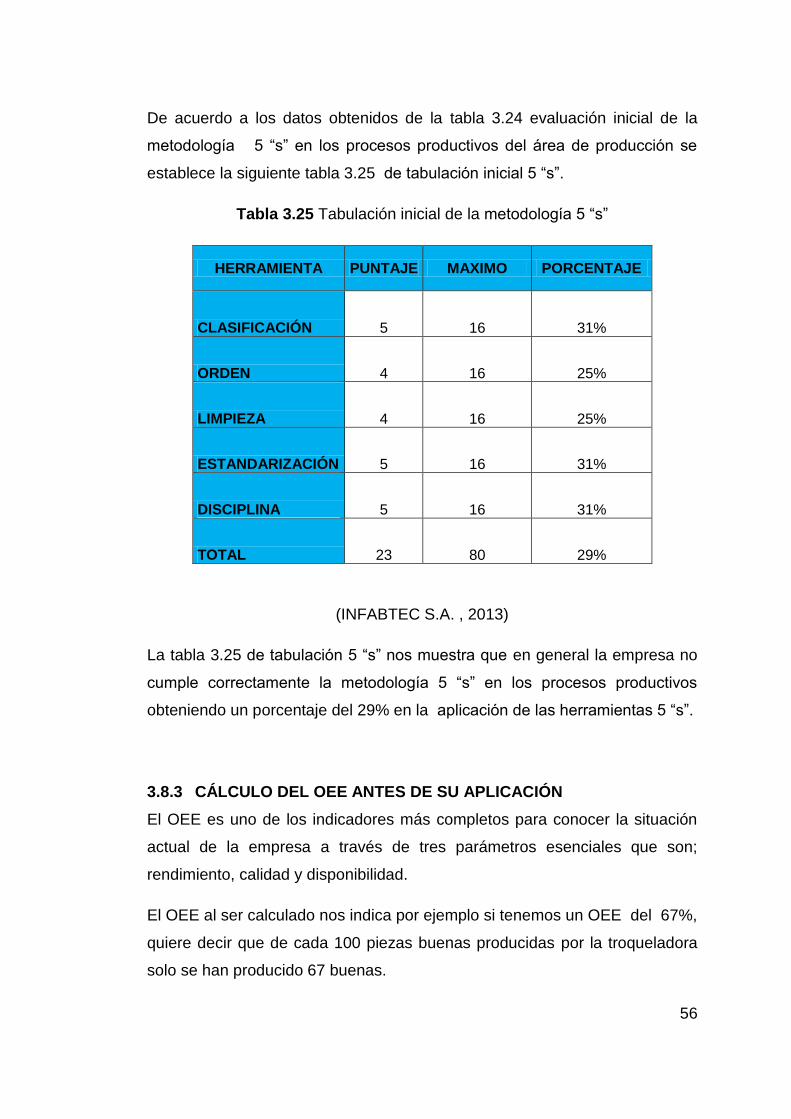
56
De acuerdo a los datos obtenidos de la tabla 3.24 evaluación inicial de la
metodología 5 “s” en los procesos productivos del área de producción se
establece la siguiente tabla 3.25 de tabulación inicial 5 “s”.
Tabla 3.25 Tabulación inicial de la metodología 5 “s”
HERRAMIENTA PUNTAJE MAXIMO PORCENTAJE
CLASIFICACIÓN 5 16 31%
ORDEN 4 16 25%
LIMPIEZA 4 16 25%
ESTANDARIZACIÓN 5 16 31%
DISCIPLINA 5 16 31%
TOTAL 23 80 29%
(INFABTEC S.A. , 2013)
La tabla 3.25 de tabulación 5 “s” nos muestra que en general la empresa no
cumple correctamente la metodología 5 “s” en los procesos productivos
obteniendo un porcentaje del 29% en la aplicación de las herramientas 5 “s”.
3.8.3 CÁLCULO DEL OEE ANTES DE SU APLICACIÓN
El OEE es uno de los indicadores más completos para conocer la situación
actual de la empresa a través de tres parámetros esenciales que son;
rendimiento, calidad y disponibilidad.
El OEE al ser calculado nos indica por ejemplo si tenemos un OEE del 67%,
quiere decir que de cada 100 piezas buenas producidas por la troqueladora
solo se han producido 67 buenas.

57
Para realizar el cálculo del OEE se presenta un ejemplo para la semana del
04 al 10 de marzo del año 2013 como se muestra en las fórmulas siguientes.
[3.5]
[3.6]
[3.7]
[3.8]
Para realizar el cálculo del OEE de los procesos productivos de la brida se lo
hizo con los datos obtenidos de la empresa de los meses de marzo, abril,
mayo respectivamente; como se muestra en la tabla 3.26.
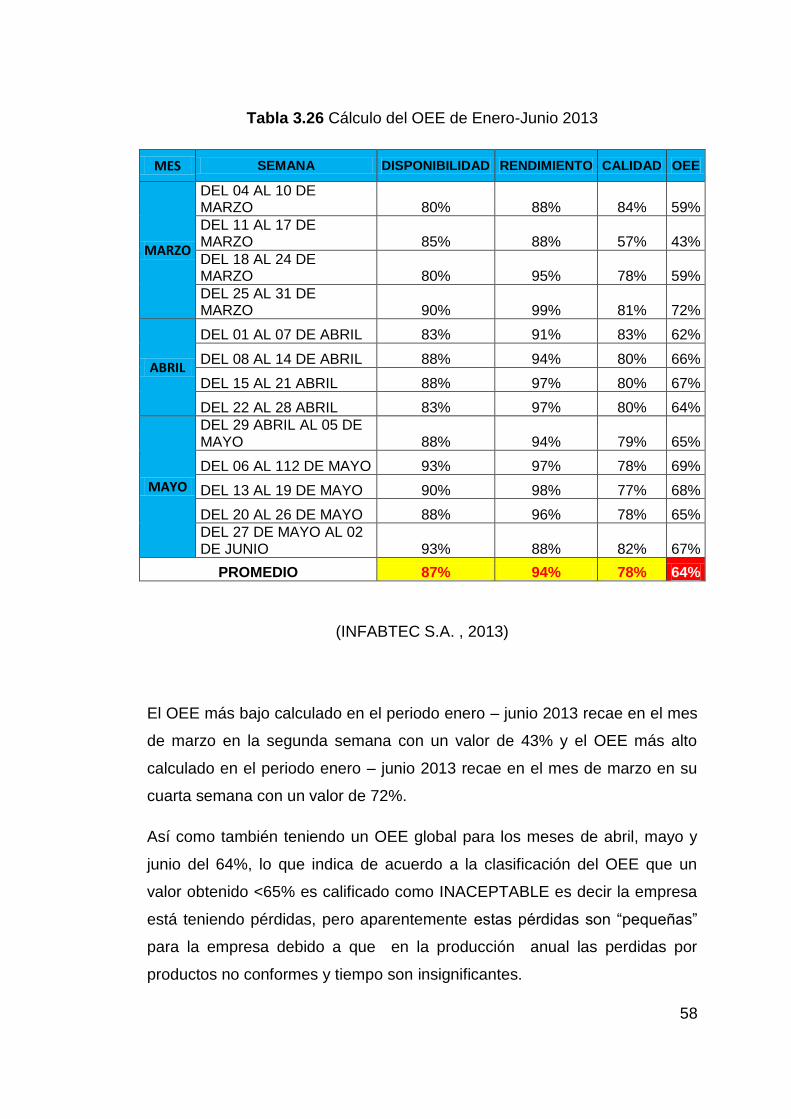
58
Tabla 3.26 Cálculo del OEE de Enero-Junio 2013
MES SEMANA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
MARZO
DEL 04 AL 10 DE MARZO 80% 88% 84% 59%
DEL 11 AL 17 DE MARZO 85% 88% 57% 43%
DEL 18 AL 24 DE MARZO 80% 95% 78% 59%
DEL 25 AL 31 DE MARZO 90% 99% 81% 72%
ABRIL
DEL 01 AL 07 DE ABRIL 83% 91% 83% 62%
DEL 08 AL 14 DE ABRIL 88% 94% 80% 66%
DEL 15 AL 21 ABRIL 88% 97% 80% 67%
DEL 22 AL 28 ABRIL 83% 97% 80% 64%
MAYO
DEL 29 ABRIL AL 05 DE MAYO 88% 94% 79% 65%
DEL 06 AL 112 DE MAYO 93% 97% 78% 69%
DEL 13 AL 19 DE MAYO 90% 98% 77% 68%
DEL 20 AL 26 DE MAYO 88% 96% 78% 65%
DEL 27 DE MAYO AL 02 DE JUNIO 93% 88% 82% 67%
PROMEDIO 87% 94% 78% 64%
(INFABTEC S.A. , 2013)
El OEE más bajo calculado en el periodo enero – junio 2013 recae en el mes
de marzo en la segunda semana con un valor de 43% y el OEE más alto
calculado en el periodo enero – junio 2013 recae en el mes de marzo en su
cuarta semana con un valor de 72%.
Así como también teniendo un OEE global para los meses de abril, mayo y
junio del 64%, lo que indica de acuerdo a la clasificación del OEE que un
valor obtenido <65% es calificado como INACEPTABLE es decir la empresa
está teniendo pérdidas, pero aparentemente estas pérdidas son “pequeñas”
para la empresa debido a que en la producción anual las perdidas por
productos no conformes y tiempo son insignificantes.

59
Es por esto que después de la aplicación de las herramientas Lean
Manufacturing se tratará de mejorar estos niveles y demostrar las pérdidas
que se han estado teniendo últimamente en la empresa.
A continuación se muestra los porcentajes de cada indicador del OEE para
los meses de marzo, abril y mayo respectivamente.
Figura 3.28 Porcentaje de Disponibilidad
(INFABTEC S.A. , 2013)
Figura 3.29 Porcentaje de Rendimiento
(INFABTEC S.A. , 2013)
72%74%76%78%80%82%84%86%88%90%92%94%
DISPONIBILIDAD
80%82%84%86%88%90%92%94%96%98%
100%
RENDIMIENTO

60
Figura 3.30 Porcentaje de Calidad
(INFABTEC S.A. , 2013)
Figura 3.31 Porcentaje de OEE
(INFABTEC S.A. , 2013)
3.9 IDENTIFICACIÓN DE DESPERDICIOS ENCONTRADOS EN
LOS PROCESOS PRODUCTIVOS
Realizado el análisis de la situación actual de la empresa, se detalló
mediante las siguientes tablas 3.27 y 3.28 las actividades que no generan
valor y el tipo de desperdicio encontrado por cada actividad realizada dentro
del proceso productivo de la brida.
0%10%20%30%40%50%60%70%80%90%
CALIDAD
0%10%20%30%40%50%60%70%80%
OEE

61
Tabla 3.27 Identificación de desperdicios encontrados en los procesos
productivos (Parte 1)
PROCESO ACTIVIDAD DESPERDICIO ENCONTRADO
CO
RT
E
Recepción de la OCP(orden control de producción) ESPERA
Recepción de la IT (instructivo de trabajo) ESPERA
Caminar al área de almacenamiento de materia prima TRANSPORTE
Ubicar el tipo de fleje en racks de almacenamiento de materia prima
PROCESO INNECESARIO
Transportar los flejes seleccionados a la troqueladora TRANSPORTE
Caminar al área de almacenamiento de matrices TRANSPORTE
Identificación de matriz de corte para troquelar ESPERA
Transporte de la matriz de corte a la troqueladora TRANSPORTE
Colocación de la matriz de corte en la troqueladora ESPERA
Colocación de bridas en kavetas INVENTARIO
PER
FOR
AC
ION
Recepción de la OCP(orden control de producción) ESPERA
Recepción de la IT (instructivo de trabajo) ESPERA
Desmontaje de matriz de corte de troqueladora ESPERA
Transporte de la matriz de corte al área de almacenamiento de matrices TRANSPORTE
Colocar la matriz de corte en su lugar PROCESO INNECESARIO
Identificación de la matriz de perforación de brida ESPERA
Transporte de matriz de perforación a troqueladora TRANSPORTE
Colocación de matriz de perforación en troqueladora ESPERA
Colocación de bridas perforadas en kavetas INVENTARIO
(INFABTEC S.A. , 2013)

62
Tabla 3.28 Identificación de desperdicios encontrados en los procesos
productivos (Parte 2)
AP
LAN
AD
O
Recepción de la OCP(orden control de producción) ESPERA
Recepción de la IT (instructivo de trabajo) ESPERA
Desmontaje de matriz de perforado de troqueladora ESPERA
Transporte de la matriz de perforación al área de almacenamiento de matrices TRANSPORTE
Colocar la matriz de perforado en su lugar PROCESO INNECESARIO
Identificación de la matriz de aplanado de brida ESPERA
Transporte de matriz de aplanado a troqueladora TRANSPORTE
Montaje de matriz de aplanado en troqueladora ESPERA
Colocación de bridas en kavetas INVENTARIO
AC
AB
AD
O
Transporte de bridas aplanadas a fresadora TRANSPORTE
Calibración de fresadora PROCESO INNECESARIO
Colocación de bridas en kavetas INVENTARIO
Transporte de bridas refrentadas al área de lavado TRANSPORTE
(INFABTEC S.A. , 2013)
Tabla 3.29 Diagrama de Pareto de los desperdicios encontrados en el
proceso productivo
(INFABTEC S.A. , 2013)
TIPO DE DESPERDICIO FRECUENCIA PORCENTAJE PORCENTAJE ACUMULADO
ESPERA 14 44% 44%
TRANSPORTE 10 31% 75%
PROCESO INNECESARIO 4 13% 88%
INVENTARIO 4 13% 100%
REPROCESOS 0 0% 100%
SOBREPRODUCCIÓN 0 0% 100%
DEFECTOS 0 100% 200%

63
De acuerdo a la tabla anterior se ha realizado la tabulación de desperdicios
encontrados por medio del diagrama de Pareto, el cual determina la
importancia y frecuencia de desperdicios más comunes encontrados, como
se muestra en la tabla 3.29.
Figura 3.32 Diagrama de Pareto de la frecuencia de desperdicios en los
procesos productivos.
(INFABTEC S.A. , 2013)
De acuerdo al análisis realizado por medio del diagrama de Pareto se puede
definir que los desperdicios más frecuentes encontrados son: espera,
transporte y procesos innecesarios.
3.9.1 DETERMINACIÓN DE LAS CAUSAS DE LOS DESPERDICIOS
ENCONTRADOS.
Se han identificado los tres tipos de desperdicios que más frecuencia tienen
dentro de los procesos productivos, por lo que se ha determinado encontrar
las causas que generan estos desperdicios.
A continuación se presenta las causas de los desperdicios encontrados por
medio del diagrama de Ishikawa como se muestra en la figura 3.32, 3.33 y
3.34.

64
Figura 3.33 Diagrama de causa efecto del desperdicio de espera
(INFABTEC S.A. , 2013)

65
Figura 3.34 Diagrama de causa efecto del desperdicio de transporte
(INFABTEC S.A. , 2013)

66
Figura 3.35 Diagrama de causa efecto del desperdicio de procesos innecesarios
(INFABTEC S.A. , 2013)

67
3.10 ELECCIÓN DE LAS HERRAMIENTAS DE MEJORA
Para determinar las herramientas de mejora de la filosofía Lean
Manufacturing que apoyen con soluciones y beneficios a los procesos
productivos se determinaron anteriormente las causas de los desperdicios
encontrados.
Para la selección de las herramientas de mejora se realizó una matriz de
tomas de decisiones, la cual nos ayudará a definir que herramientas son las
más aplicables para mejorar los desperdicios antes encontrados.
En la matriz de toma de decisiones se colocó las causas de los desperdicios
encontrados y las herramientas de Lean Manufacturing. La calificación que
se dio a la tabla matriz va de 0 a 4 (siendo 0 no aplica y 4 excelente).
Finalmente las herramientas que más alto puntaje obtuvieron son las que
serán aplicadas dentro del proceso productivo. La calificación está dada de
acuerdo al criterio de los involucrados sobre los problemas que deben ser
mejorados dentro del proceso productivo.

68
Tabla 3.30 Matriz de toma de decisiones
(INFABTEC S.A. , 2013)
De acuerdo a los datos que se obtuvieron de la matriz de toma de decisiones
las herramientas más aplicables para los problemas encontrados son 5’s,
Control visual, TPM y trabajo estandarizado.

4. PLAN BÁSICO PARA LA APLICACIÓN DE LAS
HERRAMIENTAS LEAN MANUFACTURING

70
4 PLAN BÁSICO PARA LA APLICACIÓN DE LAS
HERRAMIENTAS LEAN MANUFACTURING.
En la sección III se realizó el diagnóstico de la empresa que determinó las
principales causas que generan desperdicios dentro del proceso productivo
de troquelado. En esta sección se va aplicar las herramientas lean
Manufacturing que se obtuvieron mediante la matriz de toma de decisiones
de acuerdo a los recursos económicos y recursos humanos de la empresa.
Las herramientas lean Manufacturing obtenidas mediante la matriz de toma
de decisiones y que serán aplicadas dentro del proceso productivo son: 5’s,
TPM y control visual.
4.1 APLICACIÓN DE LAS HERRAMIENTAS LEAN
MANUFACTURING
Para realizar la aplicación de las herramientas lean Manufacturing no es
necesario una gran inversión para obtener buenos resultados, por lo que se
potencializará el recurso humano y tecnológico con que cuenta la empresa.
4.1.1 CAPACITACIÓN DEL RECURSO HUMANO ACERCA DE
HERRAMIENTAS LEAN MANUFACTURING
La capacitación al recurso humano de la empresa acerca del conocimiento
de conceptos básicos de las herramientas Lean Manufacturing a ser
aplicadas es fundamental para que todos los operarios comprendan el por
qué tienen que ser aplicadas las herramientas Lean Manufacturing dentro del
área de producción.
4.2 PRIMERA HERRAMIENTA LEAN: APLICACIÓN DE LAS
5’S
La herramienta 5’s va a ser la primera herramienta lean en ser aplicada
dentro del área de producción ya que del buen funcionamiento de esta va a
depender la siguiente herramienta lean.

71
Luego de realizarse la capacitación al personal de la empresa sobre la
herramienta 5’s y posterior aportación de ideas de mejora de parte de los
mismos, se estableció la aplicación de cada “s” bajo la coordinación del jefe
de producción, comprometiéndose a cada operario la limpieza de su puesto
de trabajo. La capacitación de 5’s se muestra en el anexo B.
Así también, se realizó carteles informativos acerca de cada “s” colocados
visiblemente dentro del área de producción.
4.2.1 APLICACIÓN DE LA PRIMERA “S”: CLASIFICAR
Para la aplicación de la primera “s” se realizó una tarjeta de color rojo como
se muestra en la figura 4.1 para definir tres objetivos: si se mantiene en el
mismo lugar, se transfiere a otro lugar o si se lo elimina.
Figura 4.1 Formato de tarjeta roja utilizada
(Salas, 2009)
Para la aplicación de esta tarjeta roja se tomó en cuenta los parámetros que
se muestran en la figura 4.2 la cual permite la clasificación de los elementos
FECHA N°__________
NOMBRE DEL OBJETO
AREA
CANTIDAD ___________
MAQUINARIA
HERRAMIENTA
MATERIALES
PRODUCTO
EQUIPO DE SEGURIDAD
LIMPIEZA
OTROS
BUENAS CONDICIONES
NECESITA REPARACIÓN
NO NECESITA REPARACION
FUERA DE USO
OTROS
MOVER
REUBICAR
ELIMINAR
CATEGORIA
ESTADO DEL ELEMENTO
DISPOSICION EN MANTENIMIENTO
TARJETA ROJA
___________________________
______________________________________________
_____________________

72
en base a varios criterios. La misma que fue colocada en un lugar visible
dentro del área de producción.
.
Figura 4.2 Criterios de evaluación de clasificación de objetos innecesarios
(Guachisaca, Caiche, & Ing Montalvo Barrera, 2011)
En la figura 4.3 se muestra un ejemplo de la colocación de las tarjetas rojas a
objetos innecesarios dentro del área de producción.
Figura 4.3 Fotografía de la colocación de tarjetas rojas en el área de
producción
(INFABTEC S.A. , 2013)

73
La colocación de las tarjetas rojas en el área de producción estuvo bajo la
supervisión del jefe de producción, se contó con la colaboración de todos los
miembros del área de troquelado. La actividad tuvo una duración de
aproximadamente una hora y media.
Al terminar la actividad se procedió a ubicar todos los elementos en un lugar
específico para determinar la acción a tomar sobre los mismos.
En la siguiente figura 4.4 se realizó la tabulación sobre el total de tarjetas
rojas encontradas en el área de producción.
Figura 4.4 Tabulación de tarjetas rojas colocadas
Como se puede observar en la tabla 4.1 se han colocado 94 tarjetas rojas
dentro del área de producción debido a que no aportaban ningún beneficio al
proceso productivo y en ocasiones paraban las jornadas laborales de los
operarios. En la misma se determina la acción a tomar sobre los objetos
innecesarios encontrados.
OBJETO ESTADO DISPOSICIÓN CANTIDAD
Matrices bueno Reubicar ( Racks de Matrices ) 5
Desarmador bueno Reubicar (Mantenimiento) 4
kavetas bueno Reubicar ( Bodega) 10
Llaves de corona bueno Reubicar ( Mantenimiento ) 3
Llaves de boca bueno Reubicar ( Mantenimiento ) 3
Guaipes malo Eliminar 7
fundas plásticas malo Eliminar 8
kavetas malo Eliminar 5
Martillo bueno Reubicar ( Mantenimiento ) 2
Materia Prima (flejes) bueno Reubicar (Racks almacenamiento MP) 12
Residuos Flejes malo Eliminar 35
94TOTAL

74
4.2.2 APLICACIÓN DE LA SEGUNDA “S”: ORGANIZAR
Luego de haber aplicado la primera “s” se pudo observar más espacio dentro
del área de troquelado, pero aún existía desorden en cada puesto de
trabajo, por lo que se determinó organizar los objetos y materiales que
utilizan con mayor frecuencia los operarios de manera que sea mucho más
fácil de encontrar si son requeridos.
Al aplicar este método permitió minimizar los tiempos de movimientos de los
operarios para la búsqueda de los objetos y materiales; ya que los racks de
almacenamiento de matrices se encuentran ubicados dentro del área de
producción.
Como se puede observar en la figura 4.5 se ordenó el área de
almacenamiento de matrices identificándolos con su nombre y código
respectivo. Al mismo tiempo se explicó que cada matriz o herramienta
tomada debe ser puesta en su lugar después de cada operación realizada
por parte del operario.
Al aplicar este método se consiguió que cada operario a partir de un control
visual verifique que el objeto o material se encuentra en su sitio
correspondiente evitando el desorden y manteniendo la organización y
clasificación respectiva.
ANTES DESPUÉS
Figura 4.5 Fotografía de identificación y organización de matrices en racks
de almacenamiento.

75
De la misma manera se realizó la delimitación para la maquinaria, materia
prima, y producto terminado mediante la demarcación para cada espacio,
como se puede observar en la figura 4.6.
Previo a realizar la delimitación de pisos se realizó una limpieza del mismo ya
que en casi toda el área de producción se encontraban objetos fuera de su
lugar, una vez levantados y removidos estos objetos se procedió a la
delimitación con pintura en el piso.
ANTES DESPUÉS
Figura 4.6 Fotografía de la delimitación de puestos de trabajo
De la misma forma se realizó la organización del área de almacenamiento de
producto terminado siendo identificado y clasificado con el nombre y código
respectivamente cada producto, para mayor facilidad al momento de ser
entregado al cliente por parte del departamento de calidad.

76
Figura 4.7 Fotografía de identificación y organización de producto terminado.
4.2.3 APLICACIÓN DE LA TERCERA “S”: LIMPIEZA
Para la aplicación de la tercera “s” se explicó a los operarios que cada uno
tiene asignado un puesto de trabajo el cual deberá tenerlo siempre limpio
bajo su responsabilidad, así como también la revisión sobre el buen
funcionamiento de la maquinaria de manera que se genere una cultura de
mantenimiento preventivo.
Se concientizó al personal operario que la limpieza no solo es visualmente
estética cuando se realicen inspecciones por parte del líder de equipo sino
mantener la cultura permanente de limpieza. Para esto se dispuso colocar en
un lugar visible dentro del área de troquelado los beneficios que trae el
hábito de la limpieza.

77
Figura 4.8 Beneficios del hábito de limpieza
(Rosas, 2009)
Se acordó con el jefe de producción realizar una campaña de “limpiemos
nuestro puesto” que consistía en apropiarse de un minuto de la jornada
laboral para una limpieza general del puesto de trabajo, por lo que el tiempo
de limpieza al final del día disminuyó. Realizada y establecida la campaña de
limpieza se determinó almacenar los elementos de limpieza en un lugar
visible para todos.
4.2.4 APLICACIÓN DE LA CUARTA “S”: ESTANDARIZACIÓN
Para la aplicación de esta cuarta “s” se tiene que tener en cuenta el
mantenimiento de la limpieza y del orden. Para esto se explicó al personal
operario que “En un ambiente Limpio siempre habrá seguridad y orden”. En
base a esto se proporcionó al departamento de producción una hoja de
auditoría 5’s donde se analizan el cumplimiento de las responsabilidades
asignadas. Esta actividad se la realizará en cualquier día de la semana,
para mantener un control de las actividades y poder calificar al área en
buena, regular o mala, y poder evidenciar al final del mes si se ha mejorado o
no con la aplicación de la técnica 5’s. La misma que será realizada por los
operarios. La hoja de auditoría 5’s se evidencia en la tabla 4.1.
BENEFICIOS DEL HÁBITO DE LIMPIEZA
La limpieza la debemos hacer todos.
Un ambiente limpio proporciona calidad y seguridad, y además:
1. Mayor productividad de personas, máquinas y materiales, evitando
hacer cosas dos veces
3. Evita pérdidas y daños materiales y productos.
4. Es fundamental para la imagen interna y externa de la empresa.
Para conseguir que la limpieza sea un hábito tener en cuenta los
siguientes puntos:
1. Todos deben limpiar utensilios y herramientas al terminar de usarlas y
antes de guardarlos
2. Las mesas, armarios y muebles deben estar limpios y en condiciones
de uso.
3. No debe tirarse nada al suelo
4. No existe ninguna excepción cuando se trata de limpieza. El objetivo
no es impresionar a las visitas sino tener el ambiente ideal para trabajar
a gusto y obtener la Calidad Total

78
Tabla 4.1 Auditoría de evaluación 5’s después de la aplicación de la
herramienta lean
AREA PRODUCCIÓN Tatiana Paucar
PUNTAJE 1= MAL 2= BUENO 3= MUY BUENO4= EXCELENTE
PUNTAJE
3
3
3
3
3
3
4
4
3
3
4
4
3
3
4
4
3
3
4
4
68
HERRAMIENTAS Y PARTES SON ALMACENADOS CORRECTAMENTE?
TOTAL
LAS PRIMERAS 3 "S" SE CUMPLEN LAS PRIMERAS 3 "S"?
DIS
CL
IPL
INA
DISCIPLINA
ENTRENAMIENTO CADA UNO SABE SUS FUNCIONES?
CONTROL DE STOCK SE LLEVA UN INVENTARIO DE PRODUCTO?
DESCRIPCIÓN DEL CARGO SABEN LAS FUNCIONES A DESEMPEÑAR?
INFORMACIONES E INSTRUCCIONES
SOBRE EQUIPO Y MAQUINARIA
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
INSTRUCCIONES Y PROCEDIMIENTOS DE
TRABAJO
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
DOCUMENTACION EN CORRECTO ORDEN
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
HOJA DE AUDITORIA INTERNA 5'S
01/10/2013 REALIZADO POR:
PUESTO DE TRABAJO DESCRIPCIÓN
5'S
CL
AS
IFIC
AC
ION
CLASIFICACIÓN
MATERIALES
LOS MATERIALES SE ENCUENTRAN EN SU
LUGAR CORRECTO?
HERRAMIENTA, UTILLAJE SE ENCUENTRAN EN SU LUGAR CORRECTO?
VÍAS DE ACCESO
ESTÁN IDENTIFICADOS CON LÍNEAS DE
ACCESO Y ÁREAS?
EQUIPO Y MAQUINARIA
EL EQUIPO/ HERRAMIENTA SE ENCUENTRAN
EN SU LUGAR CORRECTO?
CONTROL VISUAL, DOCUMENTOS
LA DOCUMENTACIÓN ESTA UBICADA
CORRECTAMENTE?
HERRAMIENTA
SE ENCUENTRA CALIBRADA Y EN EL LUGAR
INDICADO?
OR
DE
N
ORDEN
PUESTO DE TRABAJO SE ENCUENTRA DEBIDAMENTE ORGANIZADO
HERRAMIENTA, UTILLAJE
SE ENCUENTRA UBICADO EN EL SITIO
CORRECTO?
DOCUMENTACIÓN SE ENCUENTRA ACTUALIZADA?
ES
TA
ND
AR
IZA
CIÓ
N
ESTANDARIZACIÓN
PISOS NO TIENEN BASURA EN ELLOS?
LIM
PIE
ZA
LIMPIEZA
MÁQUINAS ESTÁN EN PERFECTAS CONDICIONES?
HÁBITOS DE LIMPIEZA
EL OPERADOR LIMPIA EL PISO Y MÁQUINA
REGULARMENTE

79
Los resultados obtenidos serán publicados al final del mes como se muestra
en la tabla 4.2 y se podrá realizar las acciones correctivas pertinentes.
Tabla 4.2 Resultados Calificación 5’s
4.2.5 APLICACIÓN DE LA QUINTA “S”: DISCIPLINA
Para la aplicación de esta última “s” se explicó al personal que la disciplina
no significa que habrán personas pendientes de ellos preparados para
castigarnos cuando lo consideren oportuno, sino quiere decir voluntad de
hacer las cosas como se supone se deben hacer. Es decir, el deseo de crear
un entorno de trabajo en base a buenos hábitos.
Para esto se publicó carteles informativos acerca de la técnica 5’s dentro del
área de producción generando una retroalimentación al personal de la
empresa, como se muestra en la figura 4.9.
Figura 4.9 Cartel informativo de técnica 5’s
(Pereira, 2013)
5'S Semana 1 Semana 2 Semana 3 Semana 4 Total
Clasificar
Organizar
BUENO 16 PTS Limpieza
REGULAR 8-12 PTS Estandarización
MALO 0-4 PTS Disciplina
CALIFICACIÓN
MES
…………………………………………………

80
Así también se publicó un cartel informativo acerca de la importancia de
mantener la disciplina de cada “s”, con el objetivo de que se ponga en
práctica y sea entendido por el operario la necesidad de contar con la
herramienta 5’s dentro del área de producción.
Figura 4.10 Importancia de la disciplina en cada “s”.
(Salas, 2009)
Se propuso adicionalmente al jefe de producción que realice auditorías
visuales, independientemente de la hoja de auditorías 5’s. Estas auditorías
serán realizadas en cualquier momento que ayudarán al cumplimiento de los
estándares establecidos por la técnica 5’s.
4.3 SEGUNDA HERRAMIENTA LEAN: CONTROL VISUAL
Esta segunda herramienta Lean a ser aplicada tiene la finalidad de que todo
se encuentre visualizado y documentado a fin de que todo el personal de la
empresa capte fácilmente la difusión de la información visualizada.
Para la aplicación de esta herramienta se tuvo en cuenta el almacenamiento
del producto terminado, racks de almacenamiento de matrices, racks de
almacenamiento de materia prima.
N°
IMPORTANCIA DE LA DISCIPLINA EN
CADA "S"
1
2
3
4
5
Eliminar la necesidad de presión y control
Aumenta la iniciativa-proactividad
Facilitar tareas de ejecución de acuerdo a lo establecido
Estimular el autodesarrollo
Mejorar el clima laboral

81
En estas áreas de procedió a identificar de la siguiente manera:
Área de producto terminado: Identificación del producto con etiqueta amarilla
Área de almacenamiento de matrices y almacenamiento de materia prima:
Identificación de etiqueta verde.
Figura 4.11 Fotografía de identificación visual en área de producto terminado
y racks de matrices.
Se dispuso emplear también como herramienta de control visual una pizarra
que se encontraba sin utilizar, que ayudará a monitorear la producción de
cada troqueladora. En esta pizarra se dividió en seis columnas: en la primera

82
columna se registrará el nombre del operario, en la segunda columna se
registrará el código de la troqueladora, en la tercera la producción asignada,
en la cuarta la producción realizada, finalmente en la quinta columna las
anomalías que se hayan presentado al producir.
Figura 4.12 Fotografía de pizarra de control de producción
Así como también se dispuso publicar al final de cada mes la producción de
cada operario, con el fin de que cada operario pueda ver su producción
mensual y se pueda dar un seguimiento a los operarios de su rendimiento.
De la misma forma se publicará los resultados de las auditorías 5’s, para que
todo el personal operario puede ver sus falencias y tomar acciones para
mejorar si fuera necesario.
4.4 TERCERA HERRAMIENTA LEAN: TPM (MANTENIMIENTO
PRODUCTIVO TOTAL)
Previo el análisis de la empresa y mediante la ayuda de la matriz de toma de
decisiones se llegó a la conclusión que la segunda herramienta a ser
aplicada es la de Mantenimiento Productivo Total (TPM) en el área de

83
troquelado mediante la aplicación de un mantenimiento preventivo por parte
del operario para esta línea de producción, ya que cuando se presentaba un
problema de funcionamiento de las troqueladoras, el operario no contaba con
la capacitación para reaccionar antes esos inconvenientes y por ende la
producción paraba hasta que se llamaba al jefe de mantenimiento y éste
atendía el problema informado por parte del operario.
4.4.1 CODIFICACIÓN DE MAQUINARIA
Como primer paso se realizó la codificación de la maquinaria que se
encuentra dentro del área de producción conjuntamente con el jefe de
mantenimiento a través de un código exclusivo, como se muestra en el
ANEXO C. La codificación que se utilizó fue alfanumérica, la cual permitiría
ubicar fácil y rápidamente a la maquinaria de manera visual.
En la tabla 4.3 se muestra un ejemplo de la estructura con que se definió la
codificación de la maquinaria.
Tabla 4.3 Estructura de códigos de la maquinaria
ABREVIATURA NÚMERO DE MAQUINARIA NOMBRE
T R 1 01 TROQUELADORA
PH 01 01 PRENSA HIDRAULICA
TOR -01 01 TORNO
REC 01 RECTIFICADORA
4.4.2 PLAN DE MATENIMIENTO PREVENTIVO
Para poder llevar a cabo el plan de mantenimiento preventivo para el área de
producción se tomó en cuenta los siguientes aspectos:
El operario no contaba con una capacitación acerca de un mantenimiento
preventivo de la maquinaria a operar tales como limpieza, lubricación y
pequeños ajustes antes de iniciar la puesta en marcha de la troqueladora.

84
Dentro de este plan la participación del operario es indispensable y necesaria
ya que va a ser el responsable del mantenimiento preventivo de forma
habitual y será el primero en informar problemas detectados en la maquinaria
que estén fuera del alcance del operario, con esto se reduce el tiempo de
reacción del jefe de mantenimiento, y disminución de tiempos de paras no
programadas contribuyendo a la conservación de los equipos.
4.4.2.1 Participación del operario
El operario tendrá la responsabilidad sobre su equipo, de manera que pueda
resolver problemas menores encontrados de una manera rápida y ágil al
momento de estar operando.
4.4.2.2 Mantenimiento preventivo
Realizado por los operarios con tareas simples y sencillas como limpieza,
lubricación y pequeños ajustes de la maquinaria.
Dentro de las tareas de mantenimiento preventivo se realizó una hoja de
mantenimiento preventivo de la maquinaria para ayudar que las acciones ahí
dispuestas sean ejecutadas siempre de una manera correcta y continua.
Las actividades para el mantenimiento preventivo de la maquinaria se
dispusieron realizarla tres veces por semana al inicio de la jornada laboral y
que éstas no tomen un largo tiempo de ejecución.
Como se puede observar en la tabla 4.4 el plan de mantenimiento de la
maquinaria y las actividades que tiene que realizar el operario previo al
arranque de la producción. Así como también una hoja de inspección de
mantenimiento de maquinaría como se observa en la figura 4.13, en la cual
se verificará si el operario realizó el mantenimiento preventivo de la
maquinaria y si ha llenado correctamente la hoja de información de
mantenimiento preventivo de la maquinaria. Tanto la hoja de mantenimiento
preventivo y de inspección de maquinaria deberán ser revisadas por el jefe
de mantenimiento.

85
Tabla 4.4 Hoja de mantenimiento preventivo de la maquinaria
ELABORADO POR: TATIANA PAUCAR
FECHA: 15-08-2013
TROQUELADORA
N° RESPONSABLE
1 Lubricación de troqueladora
2 Engrasado de troqueladora
3 Inspección del sistema de Eléctrico
4 Inspección del sistema de accionamiento
5 Inspección del sistema de lubricación
6 Inspección del sistema Puesta en marcha y paro
7 Inspección del sistema del cabezal
8 Inspeccion del sistema del Cigüeñal
9 Inspección sistema Reductor de velocidad
10Inspección del sustema de presición de la
maquina
11 Inspección del cuerpo
12 Inspección del Sistema de inclinación
HOJA DE MANTENIMIENTO PREVENTIVO DE LA MAQUINARIA
SEM4
MES
ACTIVIDADES DE MANTENIMIENTO
SEM1
AGOSTO
SEM2 SEM3

86
Figura 4.13 Hoja de auditoría de mantenimiento preventivo de maquinaria
MES
N°SI NO
1
2
3
4
5
6
7
8
9
TOTAL
ELSISTEMA DEL CABEZAL DE LA TROQUELADORA FUNCIONA EN PERFECTAS
CONDICIONES?
EXISTEN SEÑALIZACIONES DE SEGURIDAD/PRECAUCIÓN
LA MAQUINARIA SE ENCUENTRA EN BUEN ESTADO?
LA MAQUINARIA CUENTA CON UN HISTORIAL DE MANTENIMIENTO ?
DESCRIPCIÓN
FUNCIONA CORRECTAMENTE EL SISTEMA ELECTRICO?
FUNCIONA CORRECTAMENTE EL SISTEMA DE ACCIONAMIENTO?
FUNCIONA CORRECTAMENTE EL SISTEMA DE LUBRICACION DE LA MAQUINA?
EL SISTEMA PUESTA EN MARCHA Y PARO FUNCIONA SIN NIGÚN INCONVENIENTE?
PRESENTA ALGÚN INCONVENIENTE EL SISTEMA DE REDUCTOR DE VELOCIDAD?
INSPECCIÓN DE MANTENIMIENTO DE MAQUINARIA
FECHA: 14/06/2013 AGOSTO
ELABORADO POR: TATIANA PAUCAR EVALUADO POR:

87
4.4.2.3 Mantenimiento Correctivo
El mantenimiento correctivo se lo realizará por parte del jefe de
mantenimiento, siempre y cuando el mantenimiento de la maquinaria esté
fuera del alcance de reparación del operario, y este se reportará también al
jefe de producción.
4.5 CUARTA HERRAMIENTA LEAN: TRABAJO
ESTANDARIZADO
Como definimos al inicio de esta sección la herramienta 5’s es la base
fundamental del proceso lean Manufacturing, una vez aplicada esta
herramienta procedemos a aplicar esta tercera herramienta que para la
realidad de la empresa nos va a ayudar a reducir o eliminar los desperdicios
que aún quedan. El trabajo estándar tiene su fundamento en la
estandarización; es decir propiciar medios por los cuales las operaciones de
manufactura se realicen siempre de la misma forma.
Los pasos a seguir para la correcta aplicación de esta herramienta son:
1. Elaboración de una hoja de trabajo.
2. Capacitación al personal.
3. Auditoría al sistema.
A continuación se detalla los pasos mencionados anteriormente.
ELABORACIÓN DE LA HOJA DE TRABAJO ESTANDARIZADO
Sabemos que una hoja de trabajo estandarizado nos proporciona
instrucciones claras y completas para el operario, es el método de trabajo por
el cual se permite eliminar el desperdicio con mayor facilidad, rapidez y
menor costo; teniendo en cuenta la seguridad del operario.
A continuación se detallan las hojas de trabajo estandarizado para las
operaciones de corte de brida, perforación de brida, aplanado de brida,
acabado de brida y lavado de brida.

88
1. Objetivo
Informar al operario sobre el adecuado procedimiento para realizar el
corte de materia prima, acero al carbono.
2. Alcance
El procedimiento es para el conocimiento del operario del proceso de
corte en la troqueladora.
3. Materiales a utilizar
Troqueladora de 70 toneladas
Fleje acero al carbono de 110x9x2440 mm
4. Funciones del operario
1. El operario recibirá la OPC en donde se detalla la cantidad de
producto a realizar.
2. El operario revisará la cantidad requerida a procesar, para tomar el
número de flejes necesarios de acero al carbono.
3. El operario se dirigirá al área de almacenamientos de flejes de acero
al carbono y tomará la cantidad necesaria de flejes a ser utilizado.
4. Colocar los flejes en las kavetas, y éstas al pie de la troqueladora
para iniciar la operación de corte.
5. Se revisará la hoja IT por parte del operario en donde se detalla el
procedimiento de troquelado de la pieza.
Figura 4.14 Hoja de trabajo estandarizado de proceso: corte de materia
prima (parte 1)
PROCESO ANTERIOR: RECEPCIÓN DE MATERIA PRIMA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
TATIANA PAUCAR
1 DE 2
HOJA DE TRABAJO ESTANDARIZADO
CORTE DE MATERIA PRIMA
PERFORACIÓN DE LA BRIDA

89
6.- Realizar las actividades de mantenimiento preventivo de la
maquinaria de acuerdo a lo establecido en las actividades del TPM.
7. Poner en marcha la troqueladora para iniciar el troquelado de las
piezas.
8. Se procederá a realizar el corte de las bridas en los flejes de acero
al carbono.
9. Colocar las piezas troqueladas en las kavetas para el siguiente paso
de troquelado.
10. El operario deberá colocar los sobrantes de los flejes en las
kavetas designadas para de esta forma no ensuciar los puestos de
trabajo.
5. Recomendaciones de seguridad.
El operario deberá estar en la capacidad de realizar la operación de
troqueladora.
El operario no está autorizado a utilizar la troqueladora si se presenta
en estado de embriaguez o afectado por cualquier sustancia
psicotrópica.
Equipo de seguridad.
1. botas 2. Guantes 3. Mascarilla 4. Uniforme.
Figura 4.15 Hoja de trabajo estandarizado de proceso: corte de materia
prima (parte2)
PROCESO ANTERIOR: RECEPCIÓN DE MATERIA PRIMA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
CORTE DE MATERIA PRIMA TATIANA PAUCAR
PERFORACIÓN DE LA BRIDA
2 DE 2

90
1. Objetivo
Informar al operario sobre el adecuado procedimiento para realizar el
proceso de perforación de la brida.
2. Alcance
El procedimiento es para el conocimiento del operario del proceso de
perforación en la troqueladora.
3. Materiales a utilizar
Troqueladora de 70 toneladas
bridas cortadas en acero al carbono de 110x9x2440 mm
4. Funciones del operario
1. Manipular la materia prima previa al proceso de perforación.
2. Cambiar la matriz de corte de materia prima, por la matriz de
perforación de la brida.
3. Realizar los ajustes de la matriz en la troqueladora de acuerdo a las
especificaciones de cambio de matriz.
4. Controlar el correcto funcionamiento de la troqueladora al momento
de realizar la perforación de brida.
Figura 4.16 Hoja de trabajo estandarizado de proceso: perforación (parte1)
PROCESO ANTERIOR: CORTE DE MATERIA PRIMA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
PERFORACIÓN DE LA BRIDA TATIANA PAUCAR
APLANADO DE LA BRIDA
1 DE 2

91
5. Realizar la operación de perforación de la brida.
6. Ubicar el producto en las kavetas que se encuentran al pie de la
troqueladora.
5. Procedimiento General
1. El operario debe verificar que los comandos de la maquinaria estén
bien calibrados para tener una perfecta perforación de la brida.
2. Cualquier anomalía en el funcionamiento de la maquinaria que este
fuera del alcance del operario reportar al jefe de mantenimiento como
se establece en el plan de mantenimiento preventivo de la tercera
herramienta lean TPM aplicada anteriormente.
6. Recomendaciones de seguridad
El operario deberá estar en la capacidad de realizar la operación de
troqueladora.
El operario no está autorizado a utilizar la troqueladora si se presenta
en estado de embriaguez o afectado por cualquier sustancia
psicotrópica.
Equipo de seguridad.
1. botas punta de acero.
2. Guantes
3. Mascarilla
4. Uniforme (overol jean)
Figura 4.17 Hoja de trabajo estandarizado de proceso: perforación (parte2)
PROCESO ANTERIOR: CORTE DE MATERIA PRIMA FECHA: 15/09/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
PERFORACIÓN DE LA BRIDA TATIANA PAUCAR
APLANADO DE LA BRIDA
2 DE 2
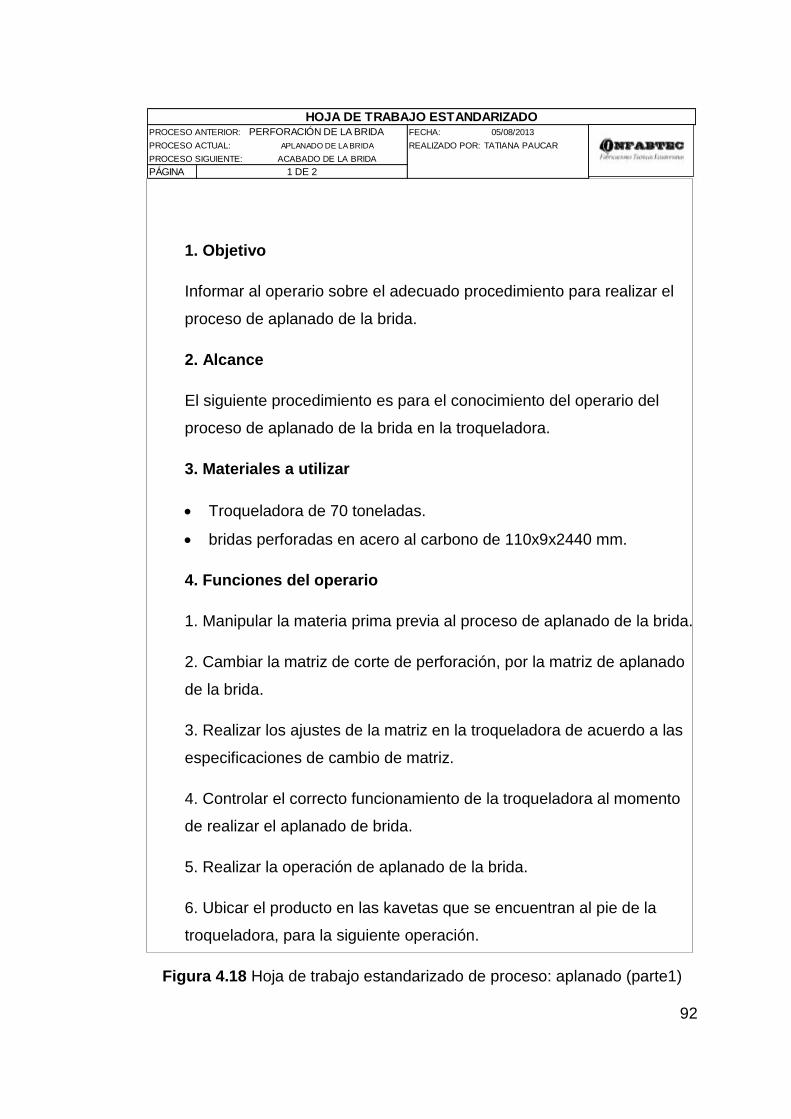
92
1. Objetivo
Informar al operario sobre el adecuado procedimiento para realizar el
proceso de aplanado de la brida.
2. Alcance
El siguiente procedimiento es para el conocimiento del operario del
proceso de aplanado de la brida en la troqueladora.
3. Materiales a utilizar
Troqueladora de 70 toneladas.
bridas perforadas en acero al carbono de 110x9x2440 mm.
4. Funciones del operario
1. Manipular la materia prima previa al proceso de aplanado de la brida.
2. Cambiar la matriz de corte de perforación, por la matriz de aplanado
de la brida.
3. Realizar los ajustes de la matriz en la troqueladora de acuerdo a las
especificaciones de cambio de matriz.
4. Controlar el correcto funcionamiento de la troqueladora al momento
de realizar el aplanado de brida.
5. Realizar la operación de aplanado de la brida.
6. Ubicar el producto en las kavetas que se encuentran al pie de la
troqueladora, para la siguiente operación.
Figura 4.18 Hoja de trabajo estandarizado de proceso: aplanado (parte1)
PROCESO ANTERIOR: PERFORACIÓN DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
APLANADO DE LA BRIDA TATIANA PAUCAR
ACABADO DE LA BRIDA
1 DE 2

93
5. Procedimiento General
1. El operario debe verificar que los comandos de la maquinaria estén
bien calibrados para tener un perfecto aplanado de la brida.
2. Cualquier anomalía en el funcionamiento de la maquinaria que este
fuera del alcance del operario reportar al jefe de mantenimiento como
se establece en el plan de mantenimiento preventivo de la tercera
herramienta lean TPM aplicada anteriormente.
6. Recomendaciones de seguridad
El operario deberá estar en la capacidad de realizar la operación de
troqueladora.
El operario no está autorizado a utilizar la troqueladora si se presenta
en estado de embriaguez o afectado por cualquier sustancia
psicotrópica.
Equipo de seguridad.
1. botas punta de acero.
2. Guantes
3. Mascarilla
4. Uniforme (overol jean)
Figura 4.19 Hoja de trabajo estandarizado de proceso: aplanado (parte2)
PROCESO ANTERIOR: PERFORACIÓN DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
APLANADO DE LA BRIDA TATIANA PAUCAR
ACABADO DE LA BRIDA
2 DE 2

94
1. Objetivo
Informar al operario sobre el adecuado procedimiento para realizar el
proceso de acabado de la brida.
2. Alcance
El siguiente procedimiento es para el conocimiento del operario del
proceso de acabado de la brida en la troqueladora.
3. Materiales a utilizar
fresadora Motor principal 2HP - 1.5 KW.
bridas aplanadas en acero al carbono de 110x9x2440 mm.
4. Funciones del operario
1. Manipular la materia prima previa al proceso de acabado de la brida.
2. Cambiar la matriz de corte de aplanado, por la matriz de acabado de
la brida.
3. Realizar los ajustes de la matriz en la troqueladora de acuerdo a las
especificaciones de cambio de matriz.
4. Controlar el correcto funcionamiento de la troqueladora al momento
de realizar el aplanado de brida.
5. Realizar la operación de acabado de la brida.
6. Ubicar el producto en las kavetas que se encuentran al pie de la
troqueladora, para la siguiente operación.
Figura 4.20 Hoja de trabajo estandarizado de proceso: acabado (parte1)
PROCESO ANTERIOR: APLANADO DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
ACABADO DE LA BRIDA TATIANA PAUCAR
LAVADO DE LA BRIDA
1 DE 2

95
5. Procedimiento General
1. El operario debe verificar que los comandos de la maquinaria estén
bien calibrados para realizar el acabado de la brida.
2. Cualquier anomalía en el funcionamiento de la maquinaria que este
fuera del alcance del operario reportar al jefe de mantenimiento como
se establece en el plan de mantenimiento preventivo de la tercera
herramienta lean TPM aplicada anteriormente.
6. Recomendaciones de seguridad
El operario deberá estar en la capacidad de realizar la operación de
troqueladora.
El operario no está autorizado a utilizar la troqueladora si se presenta
en estado de embriaguez o afectado por cualquier sustancia
psicotrópica.
Equipo de seguridad.
1. botas punta de acero.
2. Guantes
3. Mascarilla
4. Uniforme (overol jean)
Figura 4.21 Hoja de trabajo estandarizado de proceso: acabado (parte2)
PROCESO ANTERIOR: APLANADO DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
ACABADO DE LA BRIDA TATIANA PAUCAR
LAVADO DE LA BRIDA
2 DE 2

96
1. Objetivo
Informar al operario sobre el adecuado procedimiento para realizar el
proceso de lavado de la brida.
2. Alcance
El siguiente procedimiento es para el conocimiento del operario del
proceso de lavado de la brida en la troqueladora.
3. Materiales a utilizar
Tina de lavado con tapa de cerrado, en acero aluminizado de
2000x2000 mm
Bridas aplanadas en acero al carbono de 110x9x2440 mm.
4. Funciones del operario
1. Trasladar el producto terminado al área de lavado de producto.
2. El operario encargado del área de lavado prepara el kit de limpieza
utilizada para el lavado del producto de acuerdo a las especificaciones
del material del producto que se va a lavar, bajo la hoja de preparación
de kit de limpieza que se encuentra en el área de lavado.
3. Colocar la mezcla prepara anteriormente en la tina de lavado.
4. Llenar la tina de lavado con agua caliente y colocar las bridas de
acuerdo a la capacidad de la tina de lavado.
5. Cerrar la tapa de la tina de lavado, para que inicie el proceso de
lavado de las bridas, que tiene un tiempo aproximado de 20minutos por
700 piezas.
Figura 4.22 Hoja de trabajo estandarizado de proceso: lavado (parte1)
PROCESO ANTERIOR: ACABADO DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE:
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
LAVADO DE LA BRIDA TATIANA PAUCAR
ALMACENAMIENTO Y DESPACHO
1 DE 2

97
6. Una vez terminado el proceso de lavado se coloca nuevamente las
bridas lavadas en las kavetas para ser posteriormente trasladadas al
área de almacenamiento de producto terminado.
5. Procedimientos del bodeguero
Trasladar el producto del área de lavado al área de producto terminado.
6. Recomendaciones de seguridad
El operario deberá estar en la capacidad de realizar la operación de
lavado.
El operario no está autorizado a utilizar la tina de lavado si se presenta
en estado de embriaguez o afectado por cualquier sustancia
psicotrópica.
Equipo de seguridad.
1. botas punta de acero.
2. Guantes
3. Mascarilla
4. Uniforme (overol jean)
Figura 4.23 Hoja de trabajo estandarizado de proceso: lavado,
almacenamiento y despacho (parte 2)
PROCESO ANTERIOR: LAVADO DE LA BRIDA FECHA: 05/08/2013
PROCESO ACTUAL: REALIZADO POR:
PROCESO SIGUIENTE: ………………………………………………….
PÁGINA
HOJA DE TRABAJO ESTANDARIZADO
TATIANA PAUCARALMACENAMIENTO Y DESPACHO
2 DE 2

98
La única forma de saber la efectividad de la herramienta es mediante la
realización de un seguimiento en la aplicación de las mismas, en este caso
particular la persona encargada de realizar el seguimiento y auditoría del
cumplimiento de esta herramienta es el jefe de producción, ya que es la
única persona en la planta de producción para sancionar a los operarios que
no realicen bien su trabajo, es ahora cuando el jefe de producción con la
creación de las hojas de trabajo estandarizado podrá medir a cada uno de los
operarios. La severidad de la sanciones deberá ser tomada por el jefe de
producción y la gerencia de la empresa.
4.6 MEDICIÓN DE INDICADORES DESPUÉS DE LA
IMPLEMENTACIÓN DE LAS HERRAMIENTAS
Una vez aplicadas las herramientas lean escogidas, se dispuso comparar los
indicadores después de aplicarlas para determinar si la aplicación de estas
herramientas produjeron mejoras a la empresa y si se logró minimizar los
desperdicios encontrados anteriormente. Para realizar la medición de los
indicadores se lo hizo después de dos meses de aplicadas las herramientas.
Como se indicó en la sección III los indicadores seleccionados para analizar
la situación del proceso productivo de la brida y que serán utilizados en este
análisis después de su aplicación son:
Porcentaje de valor agregado.
Evaluación de la metodología 5’s
Calculo del OEE del proceso de producción de la brida.
4.6.1 PORCENTAJE DE VALOR AGREGADO DESPUÉS DE LA
APLICACIÓN DE LAS HERRAMIENTAS DE LEAN
MANUFACTURING
Una vez aplicadas las herramientas Lean Manufacturing se procedió a
realizar los diagramas de flujo para comparar la situación inicial de la
empresa, y si las mejoras aplicadas han logrado disminuir las actividades que
no generan valor.

99
Figura 4.24 Diagrama de flujo del proceso de corte de la brida después de la
aplicación de las herramientas
Tabla 4.5 Comparación de actividades después de la aplicación de las
herramientas
MEJORA
ACTIVIDAD TIEMPO ACTIVIDAD TIEMPO TIEMPO
1 OPERACIÓN 2 3876 2 3490 386
2 TRANSPORTE 4 574 4 504 70
3 ESPERA 4 220 4 104 116
4 INSPECCION 0 0 0 0 0
5 ALMACENAMIENTO 1 900 1 778 122
6 SI AGREGAN VALOR 2 3876 2 3490 386
7 NO AGREGAN VALOR 9 1694 9 1386 308
8 TIEMPO TOTAL 5570 4876
9 DISTANCIA TOTAL 16 16
ANTES DE LA DESPUES DE LA

100
Figura 4.25 Comparación de tiempo de operación después de la aplicación
de las herramientas
Figura 4.26 Reducción de tiempo logrado en la operación de corte de brida
Como se puede observar en la figura 4.25 se logró una reducción de tiempo
de operación de corte de brida de 5570 segundos (1 hora con 32 minutos) a
4876 segundos (1 hora con 21 minutos), logrando una disminución de 694
segundos ( 11 minutos) como se puede observar en la figura 4.26. De la
misma forma se puede observar que las actividades que no generan valor no
cambio ya que estas actividades aunque no generen valor son necesarias
para la operación de corte, sin embargo con la aplicación de las herramientas
Lean Manufacturing se logró disminuir el tiempo de valor no agregado de
1694 segundos a 1386 segundos lo que equivale al 18% del tiempo total, así
como también se logró disminuir el tiempo de valor agregado de las
actividades de 3876 segundos (1 hora con 6 minutos) a 3490 segundos (58
minutos) como se puede evidenciar en la tabla 4.5.

101
Figura 4.27 Diagrama de flujo del proceso de perforación de la brida
después de la aplicación de las herramientas
Tabla 4.6 Comparación de actividades después de la aplicación de las
herramientas
Fecha:
Hoja: 1 DE 1
Método: actual x proceso
N° SI NO
1 x
2 x
3 178
4 5 120 x
5 8 x
6 25 x
7 5 110 x
8 580 x
9 2280 x
10 950 x
11 675 x
10 4953 2 2 6 0 1 1 7
SE
T U
P D
E L
A T
RO
QU
EL
AD
OR
AO
PE
RA
CIÓ
N
DESCRIPCIÓN
Recepción de la OCP(orden control de producción)
Transporte de matriz de perforación a troqueladora
Transporte de la matriz de corte al área de
almacenamiento de matrices
Identificación de la matriz de perforacion de brida
Desmontaje de matriz de corte de troqueladora
Recepcion de la IT (instructivo de trabajo)
Colocar la matriz de corte en su lugar
Perforación lateral LH y RH de bridas
Colocación de bridas perforadas en kavetas
Colocación de matriz de perforación en
troqueladora
total
Perforación central circular de bridas
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 01/10/2013
1
PERFORACION DE LA BRIDA
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
27
Ubicación:
Diagrama N°
Proceso:
MEJORA
ACTIVIDAD TIEMPO ACTIVIDAD TIEMPO TIEMPO
1 OPERACIÓN 2 3539 2 3230 309
2 TRANSPORTE 2 244 2 230 14
3 ESPERA 6 992 6 818 174
4 INSPECCION 0 0 0 0 0
5 ALMACENAMIENTO 1 750 1 675 75
6 SI AGREGAN VALOR 2 3539 2 3230 309
7 NO AGREGAN VALOR 9 1986 9 1723 263
8 TIEMPO TOTAL 5525 4953
9 DISTANCIA TOTAL 10 10
ANTES DE LA DESPUES DE LA
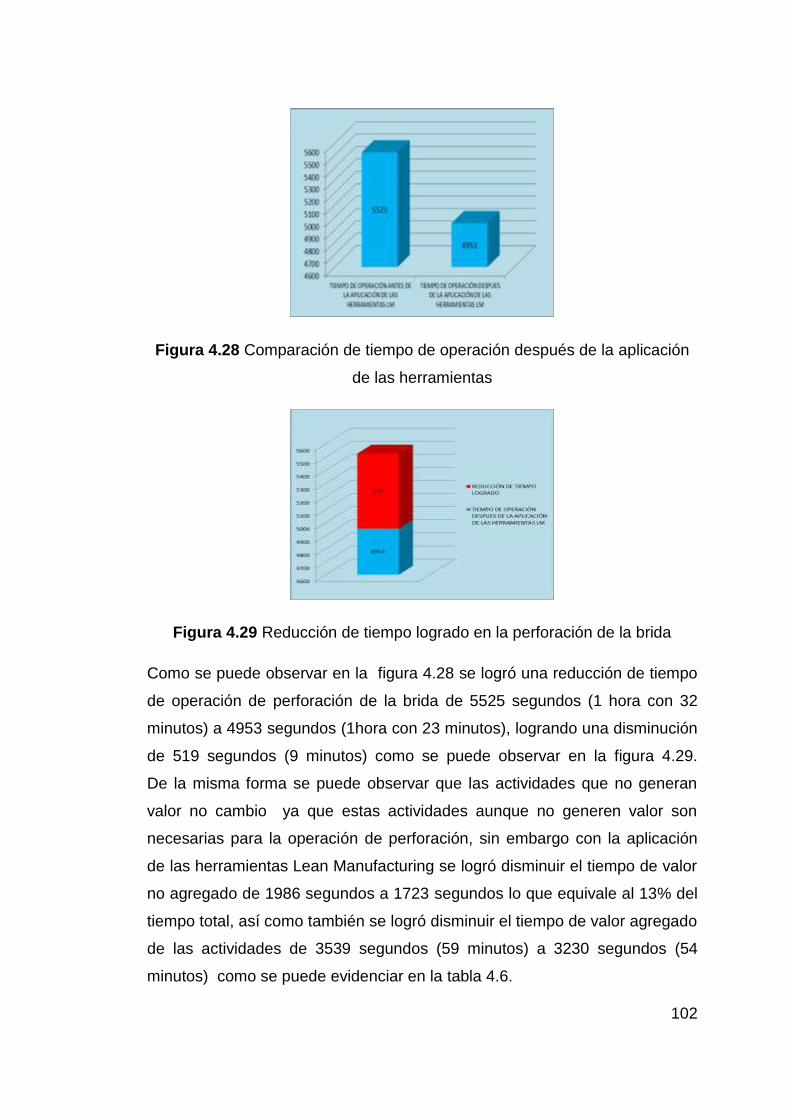
102
Figura 4.28 Comparación de tiempo de operación después de la aplicación
de las herramientas
Figura 4.29 Reducción de tiempo logrado en la perforación de la brida
Como se puede observar en la figura 4.28 se logró una reducción de tiempo
de operación de perforación de la brida de 5525 segundos (1 hora con 32
minutos) a 4953 segundos (1hora con 23 minutos), logrando una disminución
de 519 segundos (9 minutos) como se puede observar en la figura 4.29.
De la misma forma se puede observar que las actividades que no generan
valor no cambio ya que estas actividades aunque no generen valor son
necesarias para la operación de perforación, sin embargo con la aplicación
de las herramientas Lean Manufacturing se logró disminuir el tiempo de valor
no agregado de 1986 segundos a 1723 segundos lo que equivale al 13% del
tiempo total, así como también se logró disminuir el tiempo de valor agregado
de las actividades de 3539 segundos (59 minutos) a 3230 segundos (54
minutos) como se puede evidenciar en la tabla 4.6.

103
Figura 4.30 Diagrama de flujo del proceso del aplanado de la brida después
de la aplicación de las herramientas
Tabla 4.7 Comparación de actividades después de la aplicación de las
herramientas
Ubicación: Fecha:
Diagrama N° Hoja: 1 DE 1
Proceso:
Método: actual x proceso
N° SI NO
1 x
2 Recepcion de la IT (instructivo de trabajo) x
3 298 x
4 5 118 x
5 8 x
6 23 x
7 3 61 x
8 480 x
9 998 x
10 670 x
8 2682 1 2 6 0 1 1 9
26
Montaje de matriz de aplanado en troqueladora
Aplanado de las bridas
total
Colocación de bridas en kavetas
tiempo (s)SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 01/10/2013
1
APLANADO DE LA BRIDA
Recepción de la OCP(orden control de producción)
Transporte de la matriz de perforacion al área de
almacenamiento de matrices
Transporte de matriz de aplanado a troqueladora
Elaborado por: Tatiana Paucar Salazar.Dist (m)
Desmontaje de matriz de perforado de
troqueladora
Colocar la matriz de perforado en su lugar
Identificación de la matriz de aplanado de brida
MEJORA
ACTIVIDAD TIEMPO ACTIVIDAD TIEMPO TIEMPO
1 OPERACIÓN 3 1928 3 1776 152
2 TRANSPORTE 2 188 2 179 9
3 ESPERA 4 104 4 57 47
4 INSPECCION 0 0 0 0 0
5 ALMACENAMIENTO 1 760 1 670 90
6 SI AGREGAN VALOR 3 1928 3 1776 152
7 NO AGREGAN VALOR 7 1052 7 906 146
8 TIEMPO TOTAL 2980 2682
9 DISTANCIA TOTAL 8 8
ANTES DE LA DESPUES DE LA

104
Figura 4.31 Comparación de tiempo de operación después de la aplicación
de las herramientas
Figura 4.32 Reducción de tiempo logrado en el aplanado de la brida
Como se puede observar en la figura 4.31 se logró una reducción de tiempo
de operación de aplanado de la brida de 2980 segundos (50 minutos) a 2682
segundos (45 minutos), logrando una disminución de 298 segundos (5
minutos) como se puede observar en la figura 4.32.
De la misma forma se puede observar que las actividades que no generan
valor no cambio ya que estas actividades aunque no generen valor son
necesarias para la operación de aplanado, sin embargo con la aplicación de
las herramientas Lean Manufacturing se logró disminuir el tiempo de valor no
agregado de 1880 segundos a 1684 segundos lo que equivale al 10% del
tiempo total, así como también se logró disminuir el tiempo de valor agregado
de las actividades de 1100 segundos (18 minutos) a 998 segundos (16
minutos) como se puede evidenciar en la tabla 4.7.
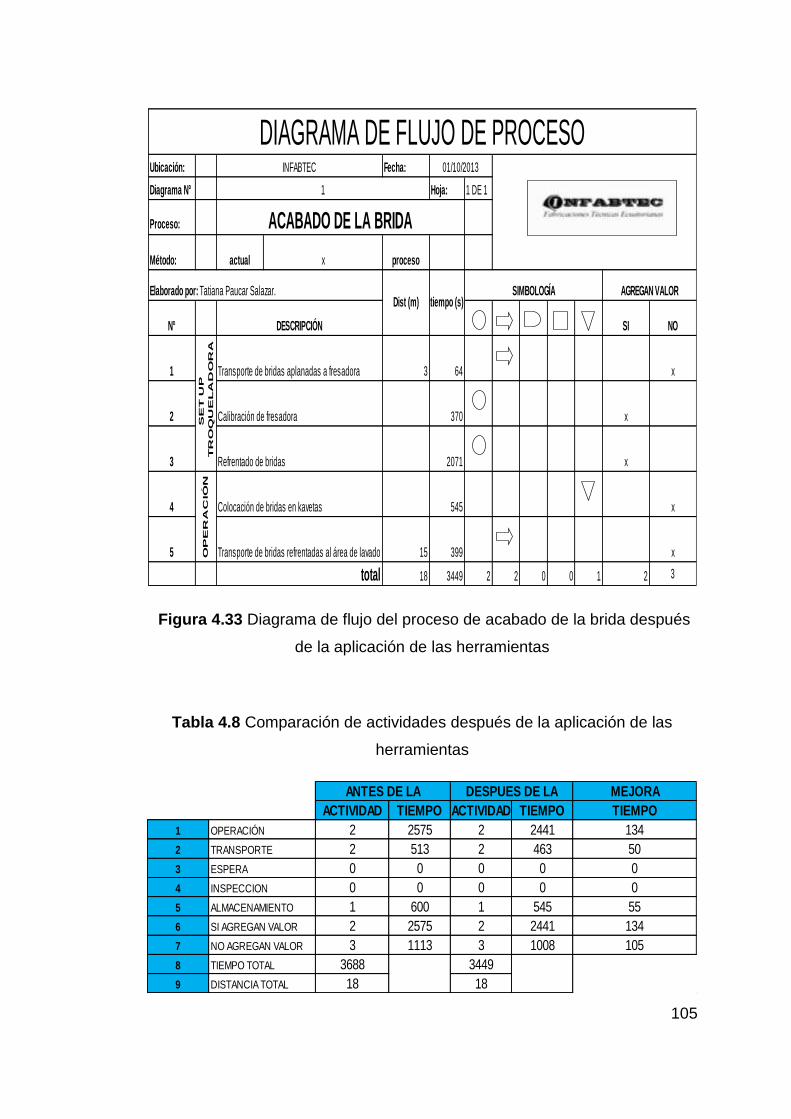
105
Figura 4.33 Diagrama de flujo del proceso de acabado de la brida después
de la aplicación de las herramientas
Tabla 4.8 Comparación de actividades después de la aplicación de las
herramientas
Ubicación: Fecha:
Diagrama N° Hoja: 1 DE 1
Proceso:
Método: actual x proceso
N° SI NO
1 3 64 x
2 370 x
3 2071 x
4 545 x
5 15 399 x
18 3449 2 2 0 0 1 2 3
SE
T U
P
TR
OQ
UE
LA
DO
RA
OP
ER
AC
IÓ
N
Transporte de bridas aplanadas a fresadora
Transporte de bridas refrentadas al área de lavado
total
Calibración de fresadora
Refrentado de bridas
Colocación de bridas en kavetas
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 01/10/2013
1
ACABADO DE LA BRIDA
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
MEJORA
ACTIVIDAD TIEMPO ACTIVIDAD TIEMPO TIEMPO
1 OPERACIÓN 2 2575 2 2441 134
2 TRANSPORTE 2 513 2 463 50
3 ESPERA 0 0 0 0 0
4 INSPECCION 0 0 0 0 0
5 ALMACENAMIENTO 1 600 1 545 55
6 SI AGREGAN VALOR 2 2575 2 2441 134
7 NO AGREGAN VALOR 3 1113 3 1008 105
8 TIEMPO TOTAL 3688 3449
9 DISTANCIA TOTAL 18 18
ANTES DE LA DESPUES DE LA
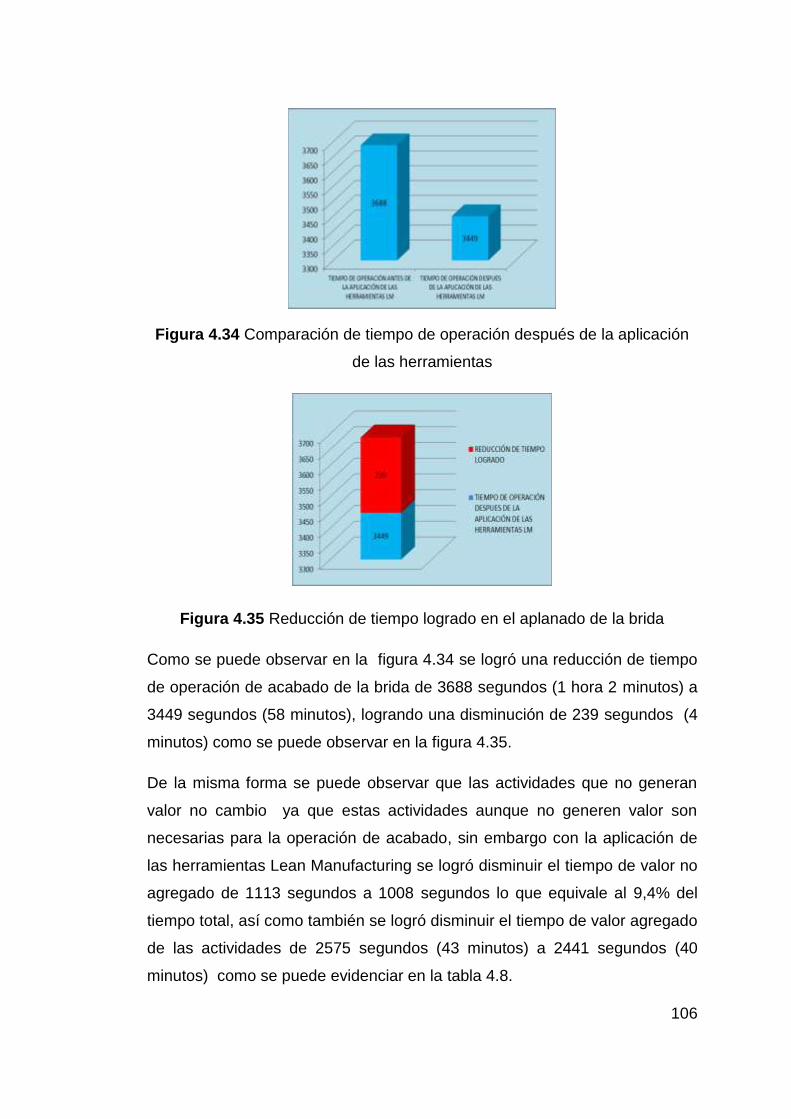
106
Figura 4.34 Comparación de tiempo de operación después de la aplicación
de las herramientas
Figura 4.35 Reducción de tiempo logrado en el aplanado de la brida
Como se puede observar en la figura 4.34 se logró una reducción de tiempo
de operación de acabado de la brida de 3688 segundos (1 hora 2 minutos) a
3449 segundos (58 minutos), logrando una disminución de 239 segundos (4
minutos) como se puede observar en la figura 4.35.
De la misma forma se puede observar que las actividades que no generan
valor no cambio ya que estas actividades aunque no generen valor son
necesarias para la operación de acabado, sin embargo con la aplicación de
las herramientas Lean Manufacturing se logró disminuir el tiempo de valor no
agregado de 1113 segundos a 1008 segundos lo que equivale al 9,4% del
tiempo total, así como también se logró disminuir el tiempo de valor agregado
de las actividades de 2575 segundos (43 minutos) a 2441 segundos (40
minutos) como se puede evidenciar en la tabla 4.8.

107
Figura 4.36 Diagrama de flujo del proceso de acabado de la brida después
de la aplicación de las herramientas
Tabla 4.9 Comparación de actividades después de la aplicación de las
herramientas
Ubicación: Fecha:
Diagrama N° Hoja: 1 DE 1
Proceso:
Método: actual x proceso
N° SI NO
1 140 x
2 432 x
3 2650 x
4 Almacenamiento de bridas 2250 x
5 7 160 x
7 5632 3 1 0 0 1 3 2
Elaborado por: Tatiana Paucar Salazar.Dist (m) tiempo (s)
SIMBOLOGÍA AGREGAN VALOR
DESCRIPCIÓN
DIAGRAMA DE FLUJO DE PROCESOINFABTEC 01/10/2013
1
LAVADO
Colocación de bridas en tina de lavado
lavado de bridas
secado de bridas
total
Transporte de bridas terminadas al área de
despacho
MEJORA
ACTIVIDAD TIEMPO ACTIVIDAD TIEMPO TIEMPO
1 OPERACIÓN 3 3175 3 3082 93
2 TRANSPORTE 1 344 1 300 44
3 ESPERA 0 0 0 0 0
4 INSPECCION 0 0 0 0 0
5 ALMACENAMIENTO 1 2400 1 2250 150
6 SI AGREGAN VALOR 3 3175 3 3082 93
7 NO AGREGAN VALOR 2 2744 2 2550 194
8 TIEMPO TOTAL 5919 5632
9 DISTANCIA TOTAL 7 7
ANTES DE LA DESPUES DE LA
00

108
Figura 4.37 Comparación de tiempo de operación después de la aplicación
de las herramientas
Figura 4.38 Reducción de tiempo logrado en el lavado de la brida
Como se puede observar en la figura 4.37 se logró una reducción de tiempo
de operación de lavado de la brida de 5919 segundos (1 hora 39 minutos) a
5632 segundos (1 hora 34 minutos), logrando una disminución de 287
segundos (5 minutos) como se puede observar en la figura 4.38.
De la misma forma se puede observar que las actividades que no generan
valor no cambio ya que estas actividades aunque no generen valor son
necesarias para la operación de lavado, sin embargo con la aplicación de las
herramientas Lean Manufacturing se logró disminuir el tiempo de valor no
agregado de 2744 segundos a 2550 segundos lo que equivale al 7% del
tiempo total, así como también se logró disminuir el tiempo de valor agregado
de las actividades de 3175 segundos (53 minutos) a 3082 segundos (51
minutos) como se puede evidenciar en la tabla 4.9.

109
A continuación se presenta un cuadro comparativo de las actividades y
tiempo total del proceso productivo de la brida antes y después de la
aplicación de las herramientas Lean Manufacturing.
4.6.2 EVALUACIÓN DESPUÉS DE LA APLICACIÓN DE LA
HERRAMIENTA 5’S EN EL ÁREA DE PRODUCCIÓN
Para la evaluación de la aplicación de la metodología 5’s se utilizó el
cuestionario de auditoría 5’s empleado en la sección III, para analizar si la
puntuación obtenida ha mejorado con la aplicación de la herramienta. En la
tabla 4.10 se puede observar los datos obtenidos del área de troquelado
después de la aplicación de la herramienta 5’s.
Tabla 4.10 Auditoría 5’s después de la aplicación de la herramienta Lean
AREA PRODUCCIÓN Tatiana Paucar
PUNTAJE 1= MAL 2= BUENO 3= MUY BUENO4= EXCELENTE
PUNTAJE
3
3
3
3
3
3
4
4
3
3
4
4
3
3
4
4
3
3
4
4
68
HERRAMIENTAS Y PARTES SON ALMACENADOS CORRECTAMENTE?
TOTAL
LAS PRIMERAS 3 "S" SE CUMPLEN LAS PRIMERAS 3 "S"?
DISC
LIPL
INA
DISCIPLINA
ENTRENAMIENTO CADA UNO SABE SUS FUNCIONES?
CONTROL DE STOCK SE LLEVA UN INVENTARIO DE PRODUCTO?
DESCRIPCIÓN DEL CARGO SABEN LAS FUNCIONES A DESEMPEÑAR?
INFORMACIONES E INSTRUCCIONES
SOBRE EQUIPO Y MAQUINARIA
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
INSTRUCCIONES Y PROCEDIMIENTOS DE
TRABAJO
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
DOCUMENTACION EN CORRECTO ORDEN
SE ENCUENTRA ACTUALIZADA
LADOCUMENTACIÓN?
HOJA DE AUDITORIA INTERNA 5'S
01/10/2013 REALIZADO POR:
PUESTO DE TRABAJO DESCRIPCIÓN
5'S
CLAS
IFIC
ACIO
N
CLASIFICACIÓN
MATERIALES
LOS MATERIALES SE ENCUENTRAN EN SU
LUGAR CORRECTO?
HERRAMIENTA, UTILLAJE SE ENCUENTRAN EN SU LUGAR CORRECTO?
VÍAS DE ACCESO
ESTÁN IDENTIFICADOS CON LÍNEAS DE
ACCESO Y ÁREAS?
EQUIPO Y MAQUINARIA
EL EQUIPO/ HERRAMIENTA SE ENCUENTRAN
EN SU LUGAR CORRECTO?
CONTROL VISUAL, DOCUMENTOS
LA DOCUMENTACIÓN ESTA UBICADA
CORRECTAMENTE?
HERRAMIENTA
SE ENCUENTRA CALIBRADA Y EN EL LUGAR
INDICADO?
ORD
EN
ORDEN
PUESTO DE TRABAJO SE ENCUENTRA DEBIDAMENTE ORGANIZADO
HERRAMIENTA, UTILLAJE
SE ENCUENTRA UBICADO EN EL SITIO
CORRECTO?
DOCUMENTACIÓN SE ENCUENTRA ACTUALIZADA?
ESTA
NDAR
IZAC
IÓN ESTANDARIZACIÓN
PISOS NO TIENEN BASURA EN ELLOS?
LIM
PIEZ
A
LIMPIEZA
MÁQUINAS ESTÁN EN PERFECTAS CONDICIONES?
HÁBITOS DE LIMPIEZA
EL OPERADOR LIMPIA EL PISO Y MÁQUINA
REGULARMENTE

110
De acuerdo a los datos obtenidos de la tabla 4.10 auditoría 5 “s” en los
procesos productivos del área de producción se establece la siguiente tabla
4.11 de tabulación 5 “s”.
Tabla 4.11 Resultados de la auditoría 5’s
HERRAMIENTA PUNTAJE MAXIMO PORCENTAJE
CLASIFICACIÓN 12 16 75%
ORDEN 14 16 88%
LIMPIEZA 14 16 88%
ESTANDARIZACIÓN 14 16 88%
DISCIPLINA 14 16 88%
TOTAL 68 80 85%
De acuerdo a los datos obtenidos de la tabulación realizada de la auditoría
5’s muestra que la aplicación de la herramienta lean es del 85% indicando
que el personal no solo cuenta con los conocimientos de 5’s sino que se los
está aplicando correctamente.
4.6.3 CÁLCULO DEL OEE DESPUÉS DE LA APLICACIÓN DE LAS
HERRAMIENTAS LEAN
De acuerdo a lo expuesto en la sección III, se mencionó que este indicador
es el más completo para cuantificar la producción dentro de la empresa ya
que se tomó en cuenta tres parámetros: disponibilidad, rendimiento y calidad.
El cálculo de este OEE se lo realizado dos meses después de la aplicación
de las herramientas lean, de acuerdo a los datos obtenidos del departamento
de producción.
Los datos proporcionados del departamento de producción corresponden al
mes de octubre.

111
A continuación se muestra en la tabla 4.12 el cálculo del OEE realizado para
el mes de octubre.
Tabla 4.12 Cálculo del OEE después de la aplicación
Figura 4.39 Calculo de la disponibilidad después del aplicación de las
herramientas Lean
El porcentaje de disponibilidad después de la aplicación de las herramientas
es de 97% en promedio para el mes de octubre, como se observa en la tabla
anterior el porcentaje más bajo se obtuvo en la semana del 14 al 20 de
octubre con un valor de 93%, mientras que el porcentaje más alto se obtuvo
en dos periodos del 21 de octubre al 27 y del 28 de octubre al 03 de
noviembre con un valor del 98%, como se observa en la figura 4.39.
MES SEMANA DISPONIBILIDAD RENDIMIENTO CALIDAD OEE
DEL 01 AL 06 DE OCTUBRE 98% 88% 86% 74%
DEL 07 AL 13 DE OCTUBRE 96% 96% 95% 87%
DEL 14 AL 20 DE OCTUBRE 93% 93% 93% 81%
DEL 21 AL 27 DE OCTUBRE 98% 94% 94% 87%
DEL 28 OCT AL 03 DE NOV 98% 91% 90% 80%
97% 92% 92% 82%
OCTUBRE
PROMEDIO
98%
96%
93%
98% 98%
90%92%94%96%98%
100%
DEL 01 AL 06DE OCTUBRE
DEL 07 AL 13DE OCTUBRE
DEL 14 AL 20DE OCTUBRE
DEL 21 AL 27DE OCTUBRE
DEL 28 OCTAL 03 DE
NOV
DISPONIBILIDAD
DISPONIBILIDAD

112
Figura 4.40 Calculo del rendimiento después del aplicación de las
herramientas Lean
El rendimiento después de la aplicación de las herramientas lean fue en
promedio del 92%, mientras que el rendimiento más bajo lo obtuvo del 01
octubre al 06 de octubre con un valor de 88%, mientras tanto el más alto lo
obtuvo en el periodo del 07 de octubre al 13 con un valor del 96%, como se
observa en la figura 4.40
Figura 4.41 Cálculo de la calidad después del aplicación de las herramientas
Lean
El porcentaje de calidad después de la aplicación de las herramientas lean
en general fue de 92%, obteniendo el nivel más bajo en la semana del 01 de
octubre al 06 con un valor del 86%, y el nivel más alto en la semana del 07 al
13 de octubre con un porcentaje de calidad del 95%, como se observa en la
figura 4.41.
88%
96% 93% 94%
91%
80%
85%
90%
95%
100%
DEL 01 AL 06DE OCTUBRE
DEL 07 AL 13DE OCTUBRE
DEL 14 AL 20DE OCTUBRE
DEL 21 AL 27DE OCTUBRE
DEL 28 OCTAL 03 DE
NOV
RENDIMIENTO
RENDIMIENTO
86%
95% 93% 94%
90%
80%
85%
90%
95%
100%
DEL 01 AL 06DE OCTUBRE
DEL 07 AL 13DE OCTUBRE
DEL 14 AL 20DE OCTUBRE
DEL 21 AL 27DE OCTUBRE
DEL 28 OCTAL 03 DE NOV
CALIDAD
CALIDAD

113
Figura 4.42 Calculo del OEE después del aplicación de las herramientas
Lean
El porcentaje de OEE calculado para el mes de octubre en general nos arrojó
un valor del 82%, como se observa en la figura 4.42 el cual de acuerdo a la
clasificación del OEE indica que un OEE ≥75% y <85% es ACEPTABLE
dentro de la empresa ya que está teniendo “ligeras pérdidas económicas”
pero se debe continuar con la mejora.
4.7 ANÁLISIS DE LOS RESULTADOS DE LOS INDICADORES
Se procede a realizar un análisis comparativo del resultado de los
indicadores antes y después de su aplicación.
4.7.1 ANÁLISIS DE LOS RESULTADOS DEL VALOR AGREGADO
Se realizó una comparación de los resultados obtenidos antes y después de
la aplicación de las herramientas lean en el proceso de producción de la
brida como se observa en la tabla 4.13.
Tabla 4.13 Datos comparativos del valor agregado en las actividades del
proceso productivo.
PRODUCCIÓN TIEMPO ACTIVIDADES TIEMPO ACTIVIDADES TIEMPO
ANTES 875 17763 7 11090 30 6673
DESPUÉS 920 15960 7 10159 27 5801
MEJORA 45 1803 0 931 3 872
ANTES DE LA APLICACIÓN DE HERRAMIENTAS ACTIVIDADES QUE AGREGAN VALORACTIVIDADES QUE NO AGREGAN VALOR
74%
87%
81%
87%
80%
65%
70%
75%
80%
85%
90%
DEL 01 AL 06DE OCTUBRE
DEL 07 AL 13DE OCTUBRE
DEL 14 AL 20DE OCTUBRE
DEL 21 AL 27DE OCTUBRE
DEL 28 OCT AL03 DE NOV
OEE
OEE

114
Como se puede observar en la tabla anterior la producción aumento de 875
unidades a 920 unidades teniendo un aumento de 45 unidades, el tiempo de
producción también se redujo de 17763 segundos (4 horas 58 minutos) a
15960 segundos (4 horas 26 minutos).
También podemos observar que hubo una reducción de tiempo en las
actividades que agregan valor de 11090 segundos a 10159 segundos, de la
misma forma hubo una disminución de tiempo de las actividades que no
agregan valor de 6673 segundos a 5801 segundos.
Figura 4.43 Producción antes y después de la aplicación de las herramientas
4.7.2 ANÁLISIS DE LOS RESULTADOS DE LA EVALUACIÓN DE 5’S
Para el análisis de los resultados de la evaluación 5’s se utilizó la tabla 4.14
en donde se realiza la comparación de los resultados obtenidos luego de las
respectivas auditorías a cada “s” tanto antes como después de su aplicación.
HERRAMIENTA ANTES DESPUES MEJORA
CLASIFICACIÓN 31% 75% 44%
ORDEN 25% 88% 63%
LIMPIEZA 25% 88% 63%
ESTANDARIZACIÓN 31% 88% 56%
DISCIPLINA 31% 88% 56%
TOTAL 29% 85% 56%
Tabla 4.14 Comparación de la evaluación 5’s antes y después de la
aplicación de la herramienta lean
850
860
870
880
890
900
910
920
875
920
45

115
Como se puede evidenciar la mejora obtenida después de la aplicación de la
herramienta 5’s es muy significativa ya que antes de la aplicación de ésta la
evaluación de 5’s era de 29% y ahora es de 85%.
Esta mejora de 56% se puede evidenciar en los puestos de trabajo área de
producción y compromiso permanente del operario de aplicar la herramienta
5’s como se observa en la figura 4.44.
ANTES DESPUÉS
Figura 4.44 Evidencia fotográfica de las mejoras realizadas

116
4.7.3 ANÁLISIS DE LOS RESULTADOS DEL CÁLCULO DEL OEE
El indicador OEE es el que se ha utilizado antes y después de la aplicación
de las herramientas lean en el que se analiza, el rendimiento, disponibilidad y
calidad del proceso productivo por lo que se realizó una tabla comparativa de
los indicadores OEE con lo que nos permitirá analizar si se ha habido
beneficios económicos para la empresa.
Tabla 4.15 Comparación del OEE después de la aplicación de las
herramientas lean
DISPONIBILIDAD
NIVEL ANTES DESPUÉS MEJORA
MIN 83% 93% 11%
MAX 93% 98% 5%
PROMEDIO 88% 96% 8%
RENDIMIENTO
NIVEL ANTES DESPUÉS MEJORA
MIN 78% 88% 0%
MAX 69% 99% 1%
PROMEDIO 93% 94% 1%
CALIDAD
NIVEL ANTES DESPUÉS MEJORA
MIN 57% 86% 29%
MAX 78% 95% 17%
PROMEDIO 68% 91% 23%
OEE
NIVEL ANTES DESPUÉS MEJORA
MIN 43% 74% 31%
MAX 72% 87% 15%
PROMEDIO 57% 80% 23%

117
4.7.3.1 Análisis de la disponibilidad
Antes de las aplicaciones de las herramientas teníamos una disponibilidad
del 88% y ahora del 96% ya aplicada las herramientas lean debido a la
disminución de las paras de la maquinaria y del tiempo de procesos de
producción.
4.7.3.2 Análisis del rendimiento
Antes de las aplicaciones de las herramientas lean el rendimiento era del
93% y ahora es del 94% aunque no es tan significativo el incremento, el
operario está teniendo un mayor conocimiento de la limpieza, organización y
ubicación de herramientas llevando a una mejora del ambiente de trabajo.
4.7.3.3 Análisis de la calidad
Este probablemente es el indicador que más ha mejorado con respecto a los
anteriores ya que antes teníamos un indicador de calidad del 68% y ahora
tenemos un indicador del 91%, esto se debe a que los operarios están
fabricando sin defectos, evitando fabricar producto que sea considerado
defectuoso.
4.7.3.4 Análisis del OEE
Actualmente el OEE está en un 80% lo que quiere decir de acuerdo a la
clasificación OEE que significa ACEPTABLE para una empresa e
incrementado su OEE en un 23% al inicial que tenía 57%.
Figura 4.45 Análisis del OEE antes y después de la aplicación de las
herramientas
0%
20%
40%
60%
80%
100%
OEE ANTES OEE DESPUES
57% 80%
23%

118
4.8 ANÁLISIS DE LA ELIMINACIÓN DE LOS DESPERDICIOS
ENCONTRADOS.
A continuación se muestra algunos de los desperdicios encontrados,
actividades que no generan valor en el área de troquelado, que gracias a la
aplicación de las herramientas lean manufacturing aplicadas de acuerdo a la
realidad de la empresa se lograron tomar acciones para eliminarlos.
Figura 4.46 Acciones tomadas de desperdicios encontrados
4.9 ANÁLISIS DEL BENEFICIO ECONÓMICO DE LA
EMPRESA
Para el análisis económico de la empresa se realizó una comparación del
estado inicial con el estado actual del proceso productivo, para poder
observar el beneficio económico que trajo la aplicación de las herramientas
lean.
DESPERDICIOS ANTES AHORADESCRIPCIÓN DE
MEJORA
PR
OC
ES
OS
INN
EC
ES
AR
IOS
Organizar el área de producto
terminado con lo que se eliminó las
actividades relacionadas con la
identificación de los productos a ser
entregados.
TR
AN
SP
OR
TE
Y
ES
PE
RA
S
Se mejoró el sistema de transporte
utilizando el montacargas de la
empresa para realizar esa
actividad,mejorando
considerablemente los tiempos de
transporte.
TR
AN
SP
OR
TE
Y
ES
PE
RA
S
Despeje de los corredores para tener
mayor accesibilidad a los puestos
de trabajos.
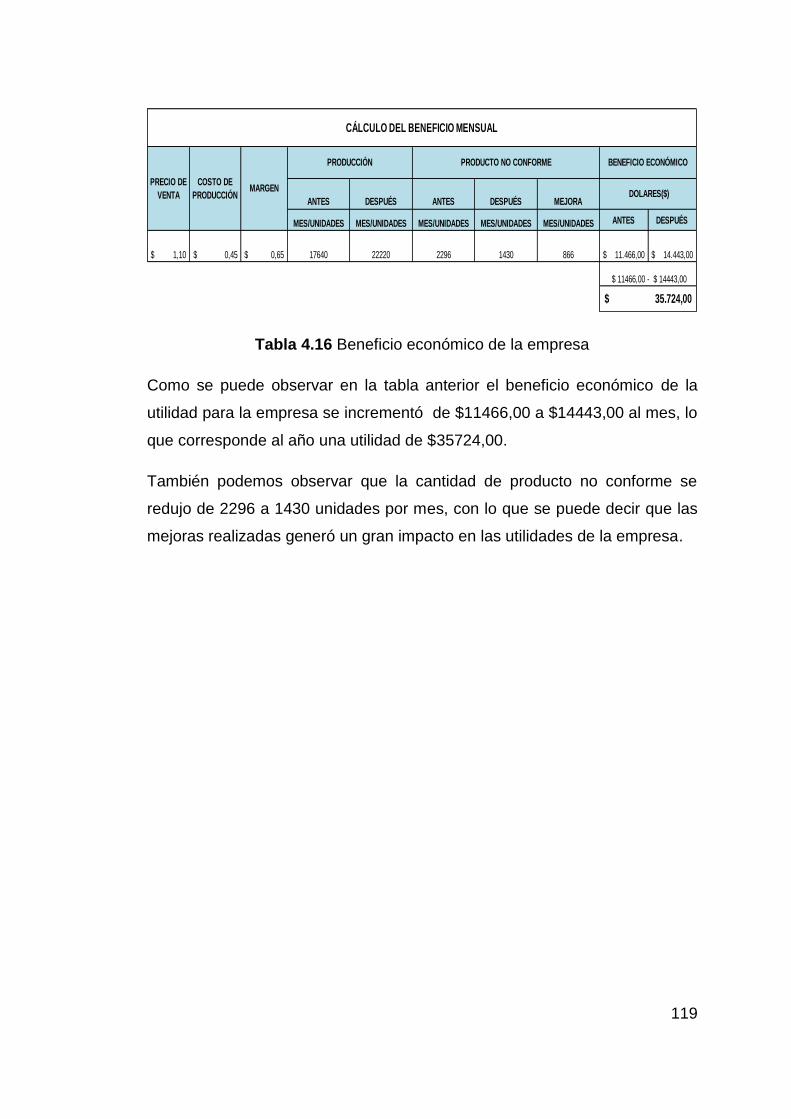
119
Tabla 4.16 Beneficio económico de la empresa
Como se puede observar en la tabla anterior el beneficio económico de la
utilidad para la empresa se incrementó de $11466,00 a $14443,00 al mes, lo
que corresponde al año una utilidad de $35724,00.
También podemos observar que la cantidad de producto no conforme se
redujo de 2296 a 1430 unidades por mes, con lo que se puede decir que las
mejoras realizadas generó un gran impacto en las utilidades de la empresa.
ANTES DESPUÉS ANTES DESPUÉS MEJORA
MES/UNIDADES MES/UNIDADES MES/UNIDADES MES/UNIDADES MES/UNIDADES ANTES DESPUÉS
1,10$ 0,45$ 0,65$ 17640 22220 2296 1430 866 11.466,00$ 14.443,00$
CÁLCULO DEL BENEFICIO MENSUAL
$ 11466,00 - $ 14443,00
35.724,00$
DOLARES($)PRECIO DE
VENTA
COSTO DE
PRODUCCIÓNMARGEN
BENEFICIO ECONÓMICOPRODUCCIÓN PRODUCTO NO CONFORME

5 CONCLUSIONES Y RECOMENDACIONES

120
5 CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
Se analizó el estado inicial del proceso productivo, para determinar las
actividades que no agreguen valor y las actividades que se tienen que
mejorar.
Las herramientas lean Manufacturing que se ajustaron a la realidad de la
empresa para su aplicación fueron 5’s, mantenimiento productivo total
(TPM), control visual y trabajo estandarizado.
En la aplicación de la herramienta 5’s se mejoró de 29% que tenía al
inicio de la evaluación a un 85% actual con la aplicación de la
herramienta, mejorando en un 56%.
El indicador OEE mejoró de 57% al inicio de la evaluación a 80% una vez
aplicadas las herramientas lean Manufacturing, pasando de un OEE
INACEPTABLE a un OEE ACEPTABLE.
El TPM mejoró de 56% a 78% una vez aplicada la herramienta de
mantenimiento productivo total en el área de troquelado de la empresa.
La aplicación de las herramientas lean fueron realizadas en cada una de
los procesos productivos de la brida representando grandes cambios en
la empresa dentro de la línea de producción seleccionada
La aplicación de las herramientas Lean manufacturing lograron un
beneficio económico a la empresa de $ 35724,00 al mes.
En la producción se logró aumentar en 45 unidades, y se redujo el tiempo
de producción de 17763 segundos a 15960 segundos, debido a que los
tiempos que agregan valor se redujeron de 11090 segundos a 10159
segundos y disminuyendo de la misma manera los tiempos que no
agregan valor de 6673 segundos a 5801 segundos.

121
Para lograr las mejoras dentro de la empresa el personal operario
contribuyo satisfactoriamente ya que ayudó mejorando la cultura laboral
de equipo.
Se ratificó que las herramientas lean manufacturing son aplicables en
cualquier tipo de empresa obteniendo resultados beneficios económicos y
laborales.

122
5.2 RECOMENDACIONES
Se recomienda actualizar y cumplir los entandares definidos como los
registros y documentos establecidos bajo la filosofía Lean manufacturing,
de acuerdo a las actividades que se vayan realizando con el transcurso
del tiempo.
Se recomienda realizar formación en las herramientas TPM, control
visual y 5’s a todo el personal operario. También es conveniente que el
líder del área realice inspecciones cuyo objetivo sea mostrar compromiso
en el cumplimiento de las herramientas Lean Manufacturing.
Realizar equipos de mejora continua con el personal operario.
Calcular y analizar mensualmente los datos obtenidos de la herramienta
5’s, OEE, valor agregado y TPM, para las mejoras necesarias.
Motivar la limpieza y orden en los puestos de trabajo de los operarios y de
las instalaciones mismas para evitar algún tipo de enfermedad o lesión.
Analizar por parte de la alta dirección los datos obtenidos de 5’s, OEE, y
valor agregado.
El Gerente debe visitar continuamente la planta de producción, para que
se conozca sus inquietudes y necesidades laborales.

6. BIBLIOGRAFÍA

123
6 BIBLIOGRAFÍA
LeanSisProductividad. (Diciembre de 2002). Recuperado el 17 de Mayo
de 2013, de http://www.leansisproductividad.com/oee-toolkit-footer/ique-
es-el-oee
Automatización de Procesos bajo conceptos Lean Manufacturing.
(Diciembre de 2003). Recuperado el 18 de Abril de 2013, de MIZAR:
http://www.mizarlean.com/lean-manufacturing/
TPM: "Mantenimiento Preventivo Total". (12 de Julio de 2006).
Recuperado el 15 de Abril de 2013, de
http://www.geocities.com/usmindustrial/tpm.htm
PRODUKTIKA. (Octubre de 2007). Recuperado el 25 de Abril de 2013, de
PRODUKTIKA INGENIERÍA DE PRODUCCIÓN:
http://www.produktika.com/es/cas/problem05.php
Leanroots. (Octubre de 2010). Recuperado el 19 de Abril de 2013, de
LEANROOTS: http://www.leanroots.com/JIT.html
Tecnológico de Monterrey. (12 de Junio de 2012). Recuperado el 14 de
Marzo de 13, de Curso las 5s y Gestión Visual:
http://www.capacitacion.mty.itesm.mx/event.php?sel_status=show&task=v
iew&id=23165
Alberto, V., & Edber, G. (2007). Manual de Lean Manufacturing. México
DF: Limusas.
De la Fuente García, D., & Gómez Puente, A. (2006). Organización de la
producción en ingenierías. Asturias: Ediciones de La Universidad de
Oviedo.
Galgano, A. (2004). Las tres Revoluciones: Caza del Desperdicio: Doblar
la Productividad con la "Lean Production". Madrid: Días de Santos.

124
Gómez Fraile, F., Vilar Barrio, J., & Tejero Monzón, M. (2003). Seis
Sigma. Madir FC Editorial.
Guachisaca, J., Caiche, S., & Ing Montalvo Barrera, D. (31 de Octubre de
2011). Diseño de un sistema DE Gstión Basado en la Metodología de las
5's aplicado al Proceso de Almacenamiento y DEspacho de Producto
Terminado en un Empresa que se Dedica a la Fabricación y
Comercialización de Pinturas. Recuperado el 13 de Mayo de 2013, de
Escuela Superior Politécnica del Litoral. Artículos de Tesis de Grado:
http://www.dspace.espol.edu.ec
Horillo, A. (10 de Julio de 2012). "tú verás" Web de tecnología eléctrica.
Recuperado el 05 de Marzo de 2013, de http://www.improven.com/lean-
manufacturing-como-gestionar-eficazmente-la-organizacion/
Liker, J. (2006). Las claves del éxito de Toyota: 14 principios de gestión
del fabricante más grande del mundo. Barcelona: Gestión 2000.
MDC, G. (Enero de 2013). LEAN COLLEGE. Recuperado el 16 de Abril
de 2013, de LEAN COLLEGE GRUPO MDC:
http://www.leanmanufacturing.org/empresa.php
Meyers, F. (2000). Estudio de tiempos y movimientos. Para la
Manufactura ágil. México DF: Pearson Educación.
Miranda Rivera, L. (2006). Six Sigma: Guía para Principiantes. México
DF: Panorama.
Muñoz S., E. (02 de Marzo de 2013). Lean Manufacturing. Recuperado el
21 de Abril de 2013, de Lean Manufacturing:
http://blog.enrimusa.com/tag/lean-manufacturing/
Niebel, B. (2009). Ingeniería Industrial Métodos, estándares y diseño del
trabajo. Mexico DF: McGraw Hill.

125
Pereira, J. (2013). Revista Digital Mercadeo.com. Recuperado el 18 de 08
de 2013, de Las 5's: Una Filosofía de Trabajo:
http://www.mercadeo.com/blog/2012/12/las-5-s/
Rey Sacristán, F. (2003). Técnicas de resolución de problemas. CRiterios
a seguir en la Producción y el mantenimiento. Madrid: Fc. Editorial.
Reyes Aguilar, P. (2002). Manufactura Delgada (Lean) y Seis Sigma en
empresas mexicanas: experiencias y reflexiones. .
Rosas, J. (2009). El Portal de la Seguridad, la Prevención y la Salud
Ocupacional de Chile. Recuperado el 13 de Agosto de 2013, de El Portal
de la Seguridad, la Prevención y la Salud Ocupacional de Chile:
www.paritarios.cl
Salas, S. (17 de Enero de 2009). SlideShare. Recuperado el 14 de 06 de
2013, de http://www.slideshare.net/saulsalas/4-5-s-presentation
San Miguel, P. (2010). Calidad 2da Edición. Madird: Parainfo.
SPC. (Febrero de 2005). SPC Consulting Group. Recuperado el 12 de
Abril de 2013, de http://spcgroup.com.mx/7-mudas/
Tapping, D. (2007). Matriz de Herramientas de Procesos Esbeltos .
Michigan: Panorama Editorial.
Villaseñor Contreras, A., & Galindo Cota, E. (2007). Conceptos y Reglas
de Lean Manufacturing . Mexico DF: Editorial Limusa-Wiley.
Yasuhiro, M. (1993). Toyota Production System: An Integrated Approach
to Just in Time. Los Angeles, California: Engineering & Management
Press.

ANEXOS

126
ANEXO A Orden de Producción y control (OCP)

127
ANEXO B Capacitación herramienta 5’s
¿QUÉ ES 5’S?
Es una práctica de Calidad ideada en Japón referida al “Mantenimiento Integral” de
la empresa, no sólo de maquinaria, equipo e infraestructura sino del mantenimiento
del entorno de trabajo por parte de todos.
En Inglés se ha dado en llamar “housekeeping” que traducido es “ser amos de casa
también en el trabajo”.
Y que significan 5’s?
Las 5’s son cinco principios japoneses que empieza n con “s” llamados:
SEIRI
SEITON
SEISO
SEIKETSU
SHITSUKE

128
Y Cuál es su significado y para qué sirven?
Es simplemente separar las cosas necesarias y las que no la son manteniendo las
cosas necesarias en un lugar conveniente y en un lugar adecuado.
Cada cosa debe tener un único, y exclusivo lugar donde debe encontrarse antes de
su uso, y después de utilizarlo debe volver a él. Todo debe estar disponible y
próximo en el lugar de uso.

129
Toda persona deberá conocer la importancia de estar en un ambiente limpio. Cada
trabajador de la empresa debe, antes y después de cada trabajo realizado, retirara
cualquier tipo de suciedad generada.

130
La higiene es el mantenimiento de la Limpieza, del orden. Quien exige y hace
calidad cuida mucho la apariencia. En un ambiente Limpio siempre habrá seguridad.
Una técnica muy usada es el “visual management”, o gestión visual. Esta Técnica se
ha mostrado como sumamente útil en el proceso de mejora continua. Se usa en la
producción, calidad, seguridad y servicio al cliente.
Disciplina quiere decir voluntad de hacer las cosas como se supone se deben hacer.
Es el deseo de crear un entorno de trabajo en base de buenos hábitos.
Se trata de la mejora alcanzada con las 4 S anteriores se convierta en una rutina, en
una práctica más de nuestros quehaceres. Es el crecimiento a nivel humano y
personal a nivel de autodisciplina y autosatisfacción.

131
ANEXO C Codificación de troqueladoras
FECHA:12-08-13
CANT DESCRIPCIÓN CÓDIGO AREA ESTADO
1 TROQUELADORA 1 TR 1-01 PRODUCCIÓN
1 TROQUELADORA 2 TR 2-01 PRODUCCIÓN
1 TROQUELADORA 3 TR 3-01 PRODUCCIÓN
1 TROQUELADORA 4 TR 4-01 PRODUCCIÓN
1 TROQUELADORA 5 TR 5-02 PRODUCCIÓN
1 TROQUELADORA 6 TR 6-02 PRODUCCIÓN
1 TROQUELADORA 7 TR 7-02 PRODUCCIÓN
1 TROQUELADORA 8 TR 8-02 PRODUCCIÓN
1 TROQUELADORA 9 TR 9-03 PRODUCCIÓN
1 TROQUELADORA 10 TR 10-03 PRODUCCIÓN
1 TROQUELADORA 11 TR 11-03 PRODUCCIÓN
1 TROQUELADORA 12 TR 12-03 PRODUCCIÓN
1
PRENSA HIDRAULICA
300 TONELADAS PH 01-300 PRODUCCIÓN
1
PRENSA HIDRAULICA
500 TONELADAS PH 02-500 PRODUCCIÓN
1 TORNO TOR- 01 PRODUCCIÓN
1 RECTIFICADORA REC -01 PRODUCCIÓN
CODIFICACIÓN DE TROQUELADORAS
ELA B OR A D O POR : TA T IA N A PA U C A R





























