Embed Size (px)
Citation preview
Introduction to Perfluoroelastomers
White Paper

2 3
Questions? 800.822.4063
Introduction to the World of PerfluoroelastomersThe use of elastomers is widespread in our world. Elastomers have many uses including: sealing fluids, for tires, in chemical plants, in semiconductor manufacturing equipment, for dust and moisture seals on cell phones, and seals on aircraft engines. The function of the elastomer and technology involved can vary from something as simple as a barrier to rain water, to seals in automobile engines, to critical sealing applica-tions on the Space Station. Selection of the correct elastomer in an application is very important for suc-cessful and long term equipment operation. Although many different elastomers exist in the marketplace, when the highest service performance is needed, in terms of chemical and high temperature resistance, the choice is a perfluoroelastomer.
A perfluoroelastomer can be represented by the letters: FFKM or FFPM (ASTM and ISO designations, re-spectively). The word itself has two parts, perfluoro (meaning fully fluorinated), and elastomer. Perfluoro-elastomers exhibit many properties similar to PTFE (polytetrafluoroethylene), which is also fully fluorinated and considered inert to almost all solvents. PTFE is often referred to as Teflon®, which is a registered trademark of The Chemours Company. PTFE is a plastic, and when compressed, will not recover to its original shape. However, elastomers contain crosslinks, which act as springs to give the material resiliency and the ability to recover after a part has been compressed. This resistance to permanent compression (compression set) gives the material the ability to maintain a seal over time. Finally, while whereas plastics are crystalline, elastomers are amorphous at room temperature; they can be easily compressed and will mold themselves to maintain a seal. Given the chemical structure and performance similarities of FFKMs to PTFE, perfluoroelastomers are sometimes referred to as an elastomeric form of PTFE.

2 3
Questions? 800.822.4063
HistoryPerfluoroelastomers were first developed in the late 1960s, and were trademarked as Kalrez® perfluoro-elastomer parts, by The DuPont Company. Many of the early uses for perfluoroelastomer parts were in ap-plications involving high temperatures or aggressive chemicals, including seals used: down-hole in oil wells, for the space program and in chemical processes. Perfluoroelastomers offered improved performance over fluoroelastomers, which were previously the highest performing elastomer parts. Fluoroelastomers are also fluorinated, but they are not fully fluorinated. These products have excellent performance as a material class, but they do not have the chemical and high temperature resistance of a perfluoroelastomer. Viton® is an example of a fluoroelastomer and is a registered trademark of The Chemours Company.
Over time, more and more applications require the high performance of FFKM materials. Aircraft engine manufacturers use perfluoroelastomers in their gas turbine engines to increase flight time between seal repair/replacement. In chemical plants, perfluoroelastomers have been able to increase mean time be-tween repair (MTBR) in mechanical seals in process pumps, resulting in more production and less down-time. FFKM use in the semiconductor industry continues to increase. Semiconductor manufacturing equip-ment is using higher temperatures and more aggressive gases. Minimizing downtime in this equipment is critical, hence high performance elastomers, such as FFKMs, are used in more and more applications.
ChemistryThe first synthetic elastomer was Neoprene (polychloroprene), which was developed by The DuPont Company in 1930. This material exhibited improved chemical resistance and heat resistance when compared to the elastomer available at that time, natural rubber. After this development, numerous other advancements were made in the emerging field of synthetic elastomers.
In the 1950s, the DuPont Company created a new synthetic elastomer which had fluorine bonded to the carbon on the backbone, creating a “fluoroelastomer.” This was a major ad-vancement in elastomers, yielding a product that had greatly improved chemical and temperature resistance. An example of a basic fluoroelastomer structure is shown to the right:

4 5
Questions? 800.822.4063
Fluorine is the most electronegative element and is extremely reactive, readily bonding with the carbon on the polymer backbone. It is also a relatively large atom which helps to protect the carbon backbone from chemical attack. Unfortunately, a weak point of fluoroelastomers, as depicted in the above structure, is the carbon-hydrogen bonds.
In perfluoroelastomers, the backbone is completely surrounded and protected by fluorine atoms. In this re-spect FFKMs are similar to PTFE. However the major difference is vinyl ether side groups and crosslinking. The vinyl ether side groups protrude from the backbone, preventing the long chain polymers from lining up, which would result in a more crystalline (plastic) material, such as PTFE.
The following is the structure of PTFE:
Below is an example of a perfluoroelastomer. Note the bulky vinyl ether group, which serves to prevent the long polymer chains from lining up. This material is soft and flexible at room temperature.

4 5
Questions? 800.822.4063
The carbon-fluorine bond is also the strongest, most stable bond in organic chemistry; the bond energy is approximately 115 kcal/m. This compares to the carbon-hydrogen bond energy, which is approximately 98 kcal/m. This high bond strength is another reason why perfluoroelastomers are so resistant to chemical and temperature degradation.
The following chart shows the useful temperature range of some standard elastomers.
Another factor that separates a plastic from an elastomer is its ability to recover to its original shape, or close to it, after compression. This is achieved by crosslinking the polymer chains. Think of the crosslinks as small springs that can stretch when a force is applied that deforms the elastomer. When the force is re-moved, the crosslinks serve to return the elastomer to its original shape. Different crosslinking systems are available for incorporation into the polymer network.

6 7
Questions? 800.822.4063
Note that PTFE and the FFKM are very similar in structure. PTFE is useful up to approximately 200°C. Above that temperature the material softens and readily compresses when a force is applied. For elasto-mers, the crosslinks help to resist compression and permanent set through a higher temperature range, with some FFKM materials being useful up to approximately 325°C. Unfortunately these crosslinks are not fully fluorinated and can be subject to chemical attack. Different crosslink systems are available for elas-tomers depending on the intended use. This is one of the reasons different FFKM materials have different temperature ratings. Some may be used up to 225°C while other can be used up to 325°C. Crosslink type can also affect chemical resistance. Typically the high temperature, low compression set FFKM products do not have as broad chemical resistance as FFKM products with a lower upper service temperature and slightly higher compression set. It is necessary to understand the performance subtleties when selecting an elastomer in order to achieve optimum performance results.
Common Industries in which Perfluoroelastomer Seals are Used and WhyIn general, perfluoroelastomers are the most expensive elastomer seals specified in the marketplace; how-ever they also provide the highest performance sealing service. As with any product, the selection of these products should be the result of a cost-benefit analysis.
Oil Processing Industry
One of the earliest uses of perfluoroelastomer seals was in the oil industry (down-hole). Seals used in down-hole oil applications required resistance to high temperatures and aggressive chemicals. Sour oil and gas, resulting from H2S, often caused swift degradation of fluoroelas-tomer seals. The ability of perfluoroelastomer seals to resist H2S was a major reason for their selection and use. Over time, as wells became deeper and deeper, the application temperatures increased. As a result, in ad-dition to aggressive chemicals, better high temperature resistance was needed and FFKM seals provided that benefit. Finally, seals used in these applications must have an “acceptable” service life. Oil wells are expected
to last for many years and a seal failure, especially during initial exploration results in lost time and great expense when down-hole equipment must be retrieved to repair a seal. So the important points for this in-dustry are resistance to aggressive chemicals, high temperatures, and reduced chance of seal failure which can result in tremendous expense.

6 7
Questions? 800.822.4063
Chemical Process Industry
As chemical processes have increased in temperature to improve yield and chemical reaction speed, the need for products with high service temperatures and long life has increased. The cost of the seals is not the major issue in such applications, but rather the downtime and lost production associated with seal failure.
Elastomer seals are often used in mechanical seals. Mechanical seals are the critical components to prevent product leakage at pumps. Elastomer seals, in a me-chanical seal, replaced packing as the preferred shaft seals in pumps for longer life and lower leakage. Me-chanical seals on pumps and agitator shafts are critical
components in many chemical operations, and failure of these components will shut down an operation. Mechanical seals in pumps or on agitator shafts may be in locations that don’t allow for easy access. For example, agitator shaft seals can be extremely large, and if a mechanical seal fails, a crane may be required to assist in seal replacement. This results in longer downtime, lost production and increased operating expense. The goal when choosing an elastomer seal is typically to maximize MTBR (mean time between repairs).
There are many other types of sealing applications at chemical plants including: valves, piping connections, instrumentation, lab equipment for testing product, and hoses. This equipment may need to handle numer-ous products. That is, a pump or valve may have different chemicals running through it depending on the production needs of the plant. A fluoroelastomer may handle one product stream, but ethylene propylene elastomer may be required for a different product stream. In this case a perfluoroelastomer seal would be used to handle both product streams and avoid down time to change out seals between production runs. Perfluoroelastomer seals are also used in applications where a product stream can vary in composition and differing trace chemicals might attack a lower performance seal. Finally, perfluoroelastomers may be used to reduce replacement part inventory. An alternative to stocking four of the same replacement valves, each containing a different elastomer for a specific process stream, is to stock one valve with FFKM seals which can be used in any of the applications.
Semiconductor Industry
The semiconductor market continues to expand as the use of integrat-ed circuits (“chips”) becomes more common in everyday life. The ability to make chips quickly, efficiently, and with few defects is the goal of manufacturers. The major equipment manufacturing companies to-day continue to search for better seals to allow their equipment to run longer between cleaning and repair cycles. Longer runtimes generate greater production efficiency and profit. Downtime and lost chip pro-duction are very costly for this industry.
8 9
Questions? 800.822.4063
This industry continues to push the high temperature envelope in order to improve processing efficiency. Temperatures above 200°C are becoming more common and the only products that can withstand these temperatures long term are perfluoroelastomers. In addition, new plasma gases are being developed to improve manufacturing performance. Oxygen plasmas, NF3, etc. can cause serious issues with non-perflu-oroelastomers. Note that even FFKM materials will eventually break down in these extremely aggressive environments.
Another benefit of perfluoroelastomers to this industry is their low outgassing performance. Although not the case with every FFKM, there are specific formulations that are designed for low outgassing at elevated temperatures. Since chip manufacturing equipment is typically run at high vacuum and high temperatures, low outgassing is the key to avoiding product contamination.
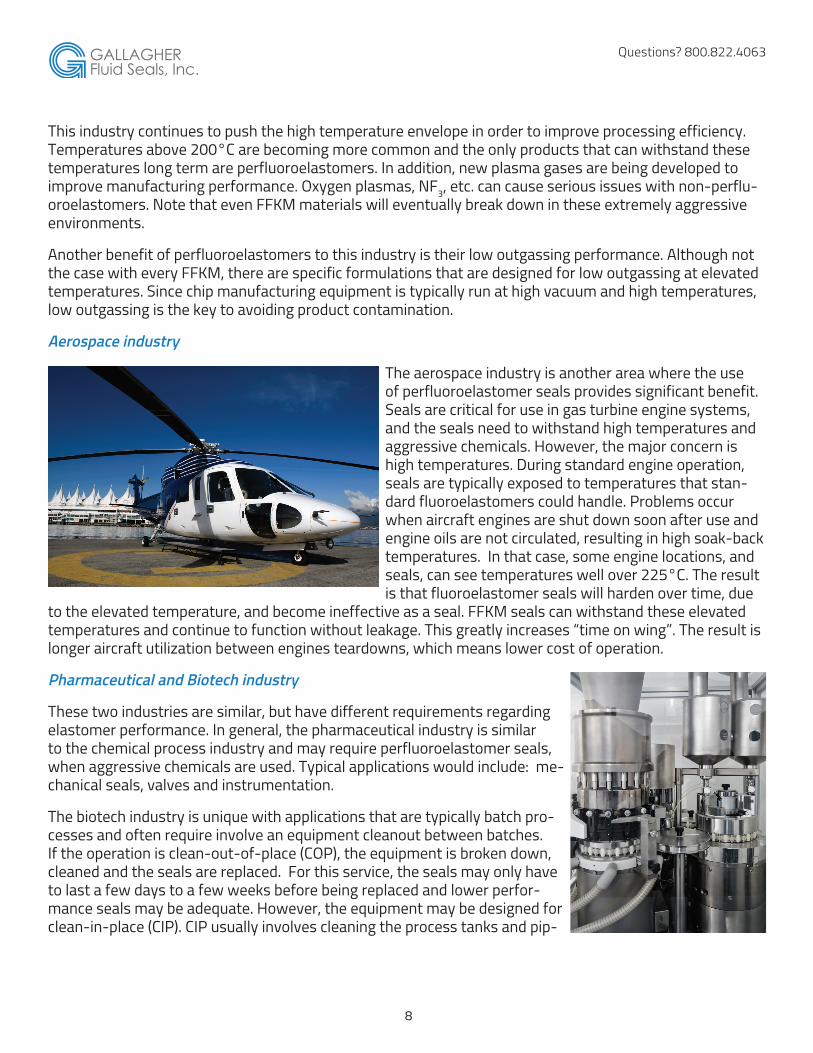
Aerospace industry
The aerospace industry is another area where the use of perfluoroelastomer seals provides significant benefit. Seals are critical for use in gas turbine engine systems, and the seals need to withstand high temperatures and aggressive chemicals. However, the major concern is high temperatures. During standard engine operation, seals are typically exposed to temperatures that stan-dard fluoroelastomers could handle. Problems occur when aircraft engines are shut down soon after use and engine oils are not circulated, resulting in high soak-back temperatures. In that case, some engine locations, and seals, can see temperatures well over 225°C. The result is that fluoroelastomer seals will harden over time, due
to the elevated temperature, and become ineffective as a seal. FFKM seals can withstand these elevated temperatures and continue to function without leakage. This greatly increases “time on wing”. The result is longer aircraft utilization between engines teardowns, which means lower cost of operation.
Pharmaceutical and Biotech industry
These two industries are similar, but have different requirements regarding elastomer performance. In general, the pharmaceutical industry is similar to the chemical process industry and may require perfluoroelastomer seals, when aggressive chemicals are used. Typical applications would include: me-chanical seals, valves and instrumentation.
The biotech industry is unique with applications that are typically batch pro-cesses and often require involve an equipment cleanout between batches. If the operation is clean-out-of-place (COP), the equipment is broken down, cleaned and the seals are replaced. For this service, the seals may only have to last a few days to a few weeks before being replaced and lower perfor-mance seals may be adequate. However, the equipment may be designed for clean-in-place (CIP). CIP usually involves cleaning the process tanks and pip-
8 9
Questions? 800.822.4063
ing with aggressive chemicals, steam sterilization and then drying with nitrogen. In this service, the batch process chemistry may not be an issue, but the aggressive chemicals used for cleaning and the steam may attack lower performing elastomers. If that is case, perfluoroelastomer seals can provide the chemical and steam resistance required for long term service. Finally, FFKM seals often have very low extractables (low contamination potential), a very important performance requirement for this industry.
Seal Design with Perfluoroelastomer SealsCare must be taken when designing and using perfluoroelastomer seals. These elastomers typically have a higher coefficient of thermal expansion when compared to other elastomers; plus, they are often used at higher temperatures. If the seal gland design is not correct, seal extrusion will occur, resulting in seal fail-ure. For example, a fluoroelastomer seal is scheduled for replacement with a perfluoroelastomer seal, due to high application temperatures. Shortly after this substitution, the FFKM seal fails due to extrusion. The probable cause is that the seal gland volume was too small to accommodate the thermal expansion of the high performance perfluoroelastomer, a factor that many of today’s seal design handbooks do not ade-quately take into account.
There are other subtleties of FFKM seals that must be considered. For example, manufacturers often have numerous FFKM products to choose from. Each product formulation is optimized for specific chemicals and/or application temperatures. Proper material selection is critical for optimum performance. When switching from a lower performing elastomer to an FFKM seal in existing equipment, or for new seal de-signs, it is critical to verify the design with knowledgeable engineers to assure the best results.
Cost-Benefit AnalysisIn industry today, there is always the need to drive down costs. As process systems become more demanding, the equipment and seal requirements become more stringent. Unfor-tunately purchasing may not fully appreciate and understand all the nuances related to material selection. Their primary consideration may simply be to drive down costs on parts such as elastomeric seals. In this case, perfluoroelastomers will almost always be the most expensive material of choice. So it is imperative to run a cost-benefit analysis in order to choose the correct elastomer seal for an applica-tion.
As an example, a plant may decide to use a fluoroelastomer seal, at a cost of $2, over a perfluoroelasto-mer seal at $20 each. The material selection may be influenced and guided by the purchasing department, which has the task of reducing expenditures. However, many other factors must be considered in material selection. These include: maintenance cost to replace the seal, lost production due to downtime while the seal is replaced, and environmental and safety considerations if there is product leakage. Taking these

10
Questions? 800.822.4063
considerations into account, even a small increase in performance for an FFKM seal may more justify the increase in part cost compared to an FKM seal. Close communication between plant engineering and pur-chasing is necessary to ensure that a cost-benefit analysis is used for elastomer seal purchases, as well as other equipment purchases.
This chart illustrates the issues that must be considered when evaluating the total cost involved in seal purchase and application.
A comment often heard during material discussions is, “I can’t use a perfluoroelastomer seal because it is too expensive.” The more enlightened comment should be, “Can I afford not to use a perfluoroelastomer seal in this application?” Kalrez® is a registered trademark of the DuPont Company Teflon® and Viton® are registered trademarks of The Chemours Company
About the AuthorRussell Schnell spent more than 37 years as an engineer with DuPont, the last 26 years as a Senior Application Engineer with the Kalrez® perfluoroelastomer parts business. Recognized for his expertise in elastomer applications, seal design and failure analysis, he provided technical support for a wide range of industries including: chemical processing, aerospace, oil and gas, pharmaceutical and semi-con. He created and conducted hundreds of training seminars and workshops in this field and was solely responsible for the development of the Kalrez® Application Guide software tool.Russ received a Bachelor of Science in Chemical Engineering from Columbia University in New York and MBA from the University of Delaware.
500 Hertzog Boulevard King of Prussia, PA 19406
Phone: (800) 822-4063 Fax: (888) 280-4235





























