Embed Size (px)
Citation preview
Tritium Removal Facility High Tritium Distillation Simulation
by
Polad Zahedi
A thesis submitted in conformity with the requirements for the degree of Master’s of Applied Science
Department of Mechanical and Industrial Engineering University of Toronto
© Copyright by Polad Zahedi 2011

ii
Tritium Removal Facility High Tritium Distillation Simulation
Polad Zahedi
Master’s of Applied Science
Department of Mechanical and Industrial Engineering
University of Toronto
2011
Abstract
A dynamic model was developed for the distillation mechanism of the Darlington Tritium
Removal Facility. The model was created using the commercial software package
MATLAB/Simulink. The goal was to use such a model to predict the system behaviour for use in
control analysis.
The distillation system was first divided into individual components including columns,
condensers, controllers, heaters and the hydraulic network. Flow streams were then developed to
transfer enthalpy, pressure and mass flow rate between the components.
The model was able to perform various plant transients for validation and analysis purposes. A
comparison of the different controllers was made with the introduction of various disturbances to
the system. Also, the effect of the system disturbances when isolated from the transients was
studied using the same controllers. Studying different plant transients and disturbances under
each controller enabled a comparative analysis.

iii
Acknowledgments
I would like to thank my supervisors, Dr. Majid Borairi and Dr. Javad Mostaghimi, for the aid
and guidance they have provided throughout this work. Their knowledge and expertise have
helped greatly in carrying out my project. Also deserving thanks is Brian Babcock from Ontario
Power Generation whose technical support and guidance have been essential for this work.
iv
Table of Contents
Acknowledgments .......................................................................................................................... iii
Table of Contents ........................................................................................................................... iv
List of Tables ................................................................................................................................. vi
List of Figures ............................................................................................................................... vii
List of Appendices ......................................................................................................................... ix
Nomenclature .................................................................................................................................. x
Glossary ........................................................................................................................................ xii
1. Introduction ................................................................................................................................ 1
1.1 Objectives ........................................................................................................................... 1
1.2 Problem Statement .............................................................................................................. 1
2. System Description .................................................................................................................... 2
2.1 Darlington Tritium Removal Facility ................................................................................. 2
2.2 High Tritium Distillation .................................................................................................... 5
2.2.1 Flooding Event ........................................................................................................ 7
3. HTD Control .............................................................................................................................. 8
3.1 General ................................................................................................................................ 8
3.2 Measurements ..................................................................................................................... 9
3.3 Heater Control ................................................................................................................... 10
4. Mathematical HTD Model ....................................................................................................... 10
4.1 Assumptions and Limitations ........................................................................................... 10
4.2 Hydraulic Network Theory ............................................................................................... 11
4.2.1 The Hydrodynamic Network Model ..................................................................... 12
4.2.2 Basic Equations ..................................................................................................... 12
4.3 Columns ............................................................................................................................ 13

v
4.4 Hydraulic Network ............................................................................................................ 18
4.5 Condensers ........................................................................................................................ 19
5. Control System Description ..................................................................................................... 19
6. Implementation and Validation of the Model .......................................................................... 22
6.1 Process Model Implementation ......................................................................................... 22
6.2 Control Model Implementation ......................................................................................... 23
6.3 Validation of the Steady State Results .............................................................................. 23
6.4 Validation of the Transient Results ................................................................................... 23
7. Discussion of the Results ......................................................................................................... 24
8. Conclusions .............................................................................................................................. 27
Bibliography ................................................................................................................................. 29
Appendices .................................................................................................................................... 31
vi
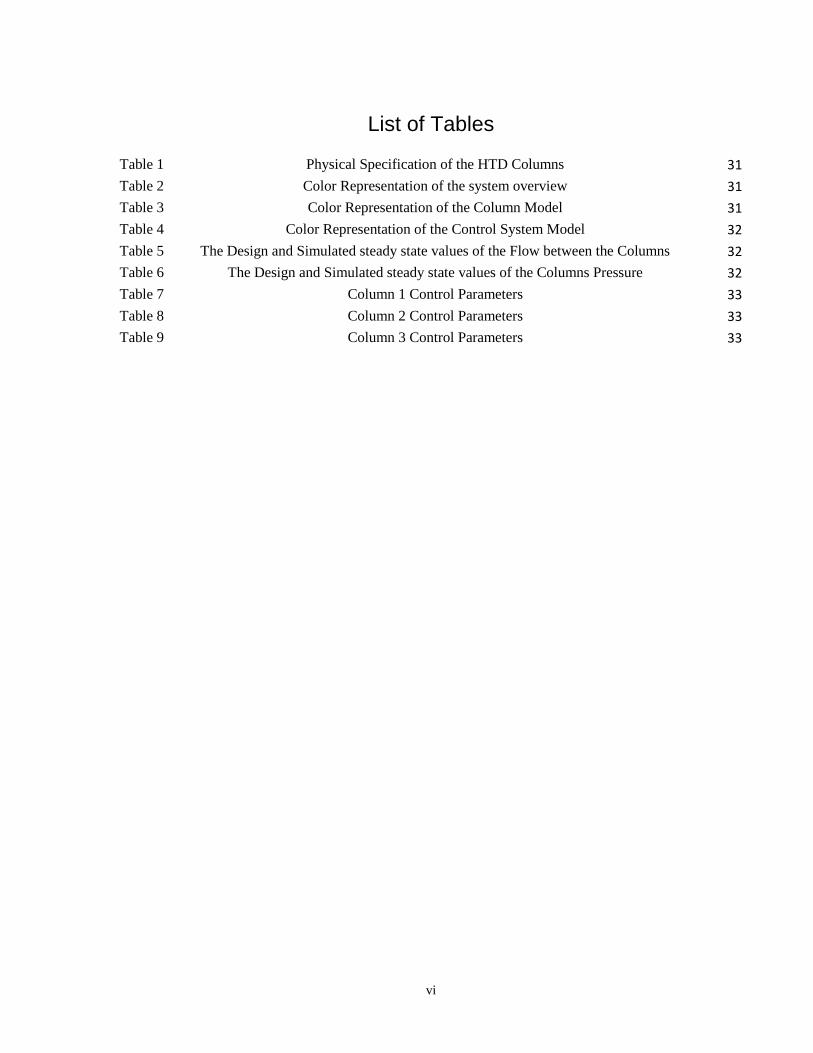
List of Tables
Table 1 Physical Specification of the HTD Columns 31
Table 2 Color Representation of the system overview 31
Table 3 Color Representation of the Column Model 31
Table 4 Color Representation of the Control System Model 32
Table 5 The Design and Simulated steady state values of the Flow between the Columns 32
Table 6 The Design and Simulated steady state values of the Columns Pressure 32
Table 7 Column 1 Control Parameters 33
Table 8 Column 2 Control Parameters 33
Table 9 Column 3 Control Parameters 33

vii
List of Figures
Figure 1 Block Diagram of DTRF Process 34
Figure 2 Tritium Removal Facility, Catalyst Exchange and Distillation 34
Figure 3 Tritium Removal Facility, Flow Diagram 35
Figure 4 High and Low Tritium Distillation Columns 36
Figure 5 Normal Packing Configuration 37
Figure 6 Packing Configuration during Flooding 38
Figure 7 Heater Control, Wiring Diagram 39
Figure 8 Node/Link Figure 40
Figure 9 Nodal Representation of a Column 40
Figure 10 A PID controller Block Diagram 41
Figure 10 B Cascade Controller Block diagram 41
Figure 11 System Overview 42
Figure 12 Single Entry of Warning Mechanism 43
Figure 13 Column Overview 44
Figure 14 Control System Overview 45
Figure 15 Condenser 1 Level, Plant Data, Feb 14, 2011 46
Figure 16 Condenser 1 Level, Condenser 1, HTD Model 46
Figure 17 Column 1 Apparent Level, Plant Data, Feb 14, 2011 46
Figure 18 Column 1 Apparent Level, HTD Model 46
Figure 19 Condenser 1 Level, Plant Data, Jan 01, 2011 47
Figure 20 Condenser 1 Level, Condenser 1, HTD Model 47
Figure 21 Column 1 Apparent Level, Plant Data, Jan 01, 2011 47
Figure 22 Column 1 Apparent Level, HTD Model 47
Figure 23 Column 2 Apparent Level, Plant Data, Jan 27, 2011 48
Figure 24 Column 2 Apparent Level, HTD Model 48
Figure 25 PID Controller, No Fault, Column 1 49
Figure 26 Proposed Cascade Controller, No Fault, Column 1 49
Figure 27 Optimized Cascade Controller, No Fault, Column 1 49
Figure 28 PID Controller, Heater Fault, Column 1 50
Figure 29 Proposed Cascade Controller, Heater Fault, Column 1 50
Figure 30 Cascade Controller, Heater Fault, Column 1 50
Figure 31 PID Controller, Power Transducer Fault, Column 1 51
Figure 32 Proposed Cascade Controller, Power Transducer Fault, Column 1 51
Figure 33 Optimized Cascade Controller, Power Transducer Fault, Column 1 51
Figure 34 PID Controller, Column 1 52
Figure 35 Proposed Cascade Controller, Column 1 52
Figure 36 Optimized Cascade Controller, Column 1 52
Figure 37 PID Controller, Column 2 53
viii
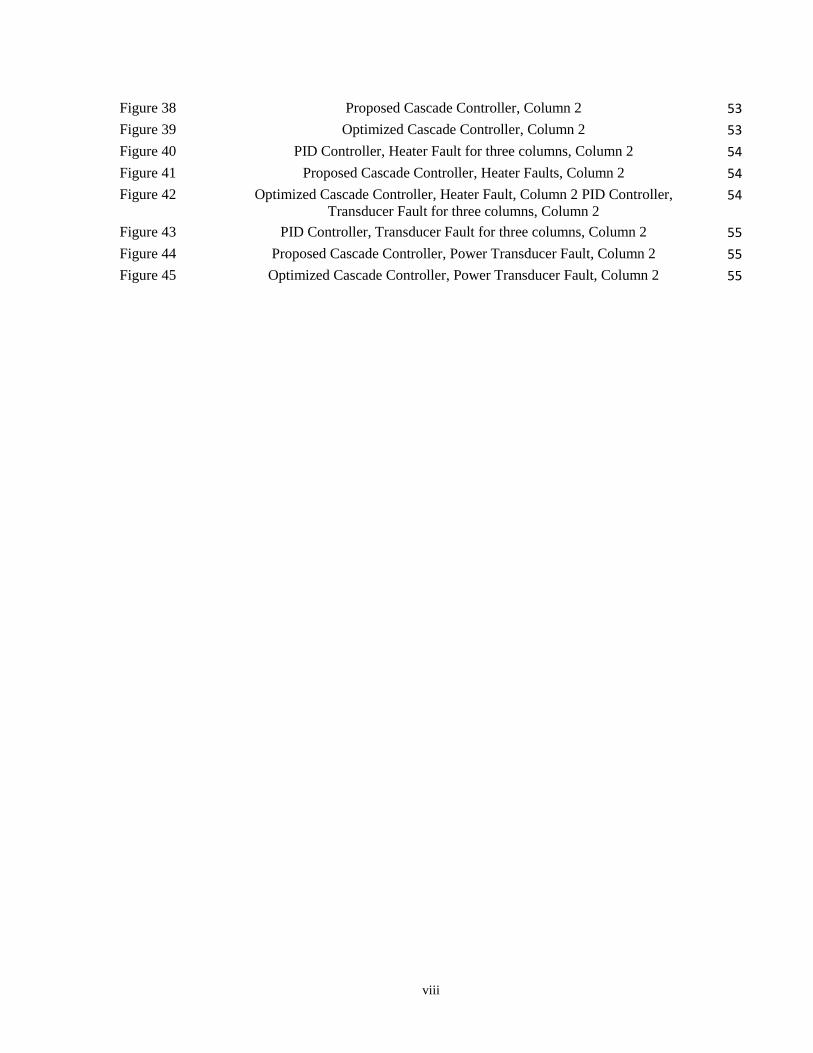
Figure 38 Proposed Cascade Controller, Column 2 53
Figure 39 Optimized Cascade Controller, Column 2 53
Figure 40 PID Controller, Heater Fault for three columns, Column 2 54
Figure 41 Proposed Cascade Controller, Heater Faults, Column 2 54
Figure 42 Optimized Cascade Controller, Heater Fault, Column 2 PID Controller,
Transducer Fault for three columns, Column 2 54
Figure 43 PID Controller, Transducer Fault for three columns, Column 2 55
Figure 44 Proposed Cascade Controller, Power Transducer Fault, Column 2 55
Figure 45 Optimized Cascade Controller, Power Transducer Fault, Column 2 55

ix
List of Appendices
Tables 31
Figures 34
x
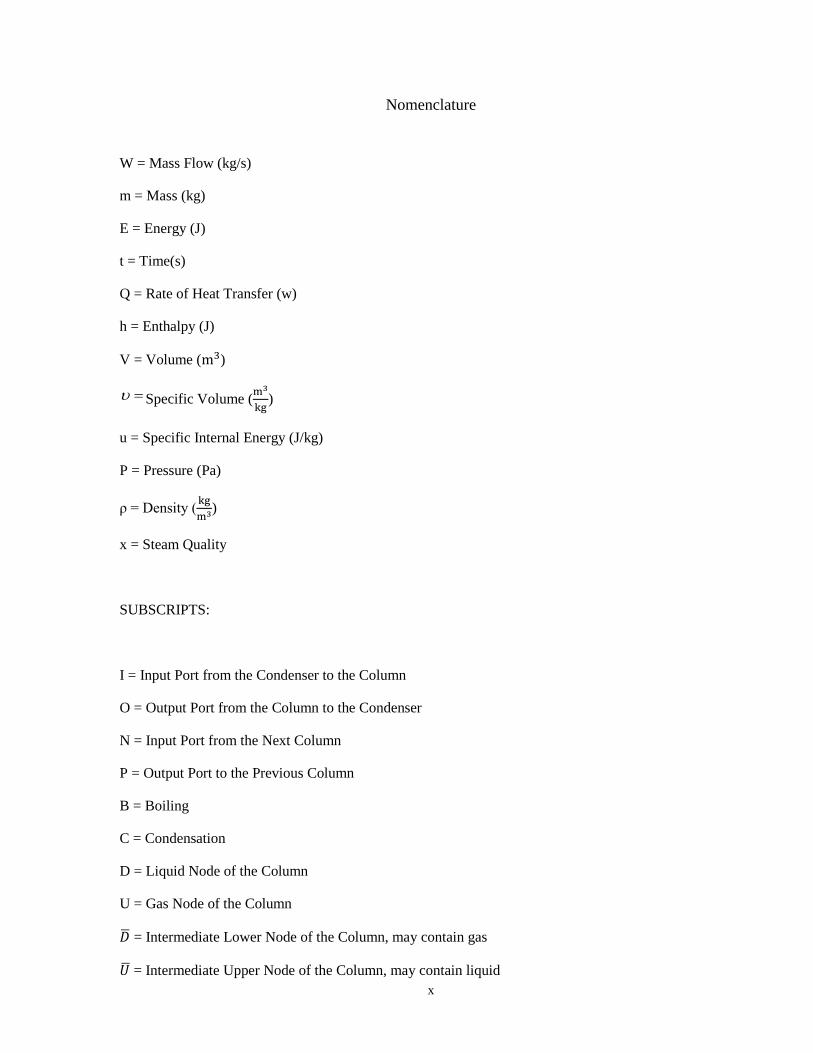
Nomenclature
W = Mass Flow (kg/s)
m = Mass (kg)
E = Energy (J)
t = Time(s)
Q = Rate of Heat Transfer (w)
h = Enthalpy (J)
V = Volume ( )
Specific Volume (
)
u = Specific Internal Energy (J/kg)
P = Pressure (Pa)
ρ = Density (
)
x = Steam Quality
SUBSCRIPTS:
I = Input Port from the Condenser to the Column
O = Output Port from the Column to the Condenser
N = Input Port from the Next Column
P = Output Port to the Previous Column
B = Boiling
C = Condensation
D = Liquid Node of the Column
U = Gas Node of the Column
= Intermediate Lower Node of the Column, may contain gas
= Intermediate Upper Node of the Column, may contain liquid

xi
T = Total Combination of the Column Nodes
sat = Saturation
l = liquid
g = gas

xii
Glossary
AU Adsorber Unit
CD Condensation
CRS Cryogenic Refrigeration System
DCS Distributed Control System
DMS Deuterium Make-UP System
DTRF Darlington Tritium Removal Facility
DU Dryer Unit
FTS Feed Treatment System
HTCB High Tritium Cold Box
HTD High Tritium Distillation
IMC Internal Model Control
LTCB Low Tritium Cold Box
LTD Low Tritium Distillation
OPG Ontario Power Generation
PID Proportional Integral Derivative
QDR Quarter Decay Ratio
RS Recombiner System
SCR Silicon Control Rectifier
TRF Tritium Removal Facility
TRIAC Triode for Alternating Current
VPCE Vapour Phase Catalytic Exchange
1
1. Introduction
1.1 Objectives
The objective of this study is to evaluate the effectiveness of the three different configurations
for the High Tritium Distillation (HTD) controller and assess their impact on the overall plant
performance. In particular, the current PID controller and two different cascade control
configurations are modeled and their effect on the apparent mismatch between the controller
output and the heater are evaluated.
1.2 Problem Statement
Darlington nuclear station has experience some undesirable behaviour in their HTD system due
to poor performance of the level controllers in the three columns of the Tritium Removal Facility
(TRF). Specifically, the sudden reduction of the column levels, level oscillations that happen
simultaneously and individually in sequence and also negative level indications are major
concerns. Furthermore, the electrical heaters which provide heat to the columns do not follow the
output of the controllers received as 4-20 mA signals. For example, the heater wattage appears to
be lower than expected in some cases and spikes are observed in the heater wattage.

2
2. System Description
2.1 Darlington Tritium Removal Facility
The Darlington TRF (DTRF) is operated by Ontario Power Generation (OPG) and is designed to
remove tritium from the heavy-water systems of all its CANDU reactor units. DTRF is capable
of processing 2.5 Gg of heavy-water annually and extract tritium with a purity >99%, at an
average tritium activity of 370 GBq/kg (10 Ci/kg ). The annual heavy-water-processing
rate corresponds to a tritium extraction rate of 2.5 kg( )/year. Unlike any other civilian tritium-
handling facility in the world, the DTRF functions very much like a production facility.
A schematic diagram of the DTRF process is shown in Figure 1 in Appendix B.
Tritium from heavy water is removed in two steps. In step 1, tritium from heavy water is
transferred to a gas stream using an eight-stage vapour-phase-catalytic-exchange (VPCE)
unit, and the detritiated heavy water is returned to service.
The system will reduce and maintain lower levels of tritium in the Nuclear Reactor Moderator
and Heat Transport Systems. This will result in lower radiation doses to operating personnel and
reduce the level of radiation in any releases of heavy water to the environment.
In step 2, the tritium-enriched stream from the VPCE is fed to a Condensation (CD) unit to
separate tritium from . A three-column system is used to separate tritium from . The purity of
the tritium product extracted is >99% .
In nuclear reactors the tritium is found in chemical combination with deuterium and oxygen in
the form of “tritiated heavy water”. The DTRF consists of a front-end composed of vapour phase
catalytic exchange and a back-end system consisting of cryogenic distillation. The tritiated heavy
water is contacted with a pure deuterium gas stream in the presence of a catalyst. This transfers
the tritium from the water to the deuterium gas (actually a mixture of the three hydrogen
isotopes, protium, deuterium and tritium). This gas is then distilled at cryogenic temperature to
separate the tritium (See Figure 2 in Appendix B).
3
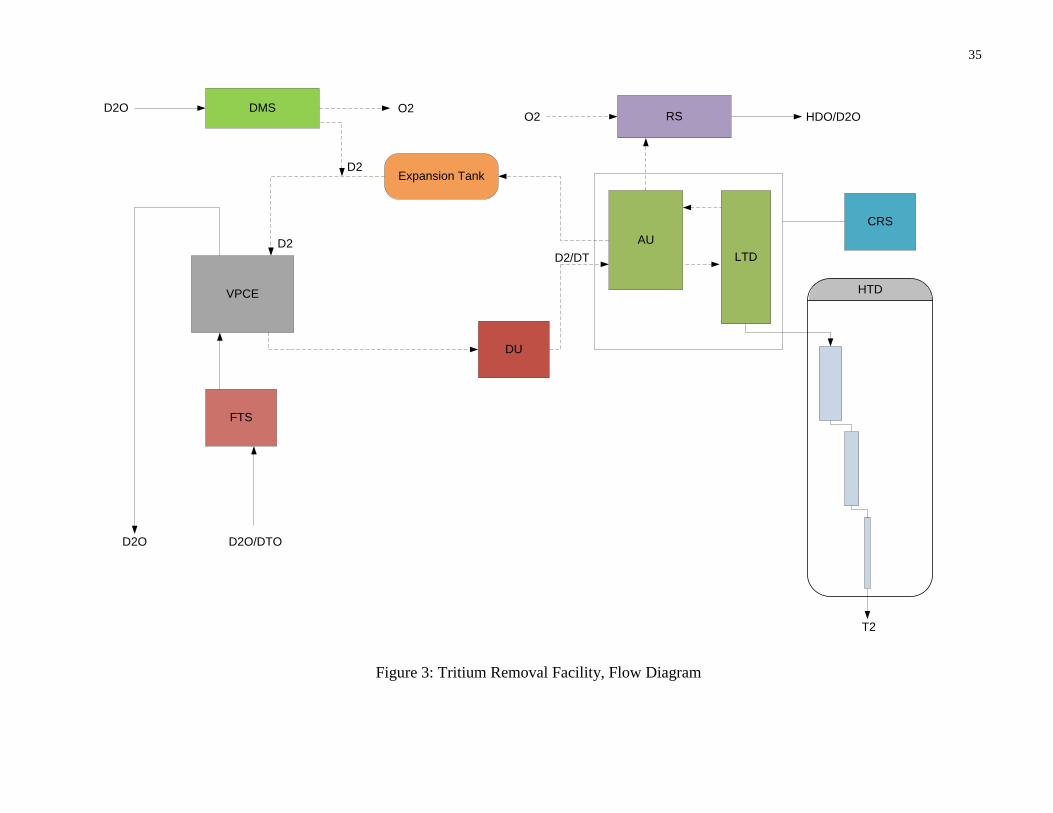
Figure 3 in Appendix B illustrates the TRF system and some of its major components such as:
Feed Treatment System (FTS), Vapour Phase Catalytic Exchange (VPCE), Dryer Unit (DU),
Adsorber Unit (AU), Low Tritium Distillation (LTD), High Tritium Distillation (HTD),
Cryogenic Refrigeration System (CRS), Recombiner System (RS) and Deuterium Make-Up
System (DMS)
Feed Treatment System (FTS):
The tritiated heavy water from the reactor is transferred to the TRF on a batch basis. From the
feed tanks a continuous flow is passed through a feed treatment system which eliminates
insoluble solids, gases and organic contaminants. This is done by passing the feed through a
degassing column, an evaporator and condenser, activated carbon adsorbers and filters.
Vapour Phase Catalytic Exchange (VPCE):
The feed then passes to the Vapour Phase Catalytic Exchange (VPCE) cascade. This is a
multistage counter current system with concurrent flow of heavy water vapour and deuterium gas
within each stage. Each stage consists of an evaporator, superheater, catalyst vessel and
condenser. The chemical reaction causing the transfer of tritium from heavy water to the
deuterium gas stream is:
DTO + ⇔ DT + (1)
The number of stages in the VPCE cascade is established by the required design detritiation
factor (the ratio of the tritium concentrations in the feed and return streams respectively). The
detritiated water flows to a product tank from which it is transferred back to the reactor systems
periodically.
Liquid ring compressors are used for compressing the deuterium gas which flows from the
VPCE to the Dryer Unit and for compressing the return gas from the distillation columns to the
VPCE. These were selected because could be used as the sealing and cooling liquid in the
compressors. This assured that contamination of the deuterium gas with oil or some other
compressor lubricant would not be a problem.

4
Dryer Unit (DU):
After leaving the VPCE cascade, the deuterium gas stream enriched with tritium is compressed
and passed through a regenerable dryer unit to remove the heavy water vapour carried over with
the gas.
Adsorber Unit (AU):
The dried gas enters a vacuum insulated cold box (the Low Tritium Cold Box); it is cooled and
passes through a cryogenic adsorber which extracts traces of nitrogen, oxygen and heavy water.
It is then further cooled down to almost the deuterium saturation temperature before entering the
low tritium distillation column.
Low Tritium Distillation (LTD):
The low tritium cold box contains a single column which enriches the less volatile tritium in the
bottom part. The bottom product from this column is transferred continuously to the high tritium
cold box.
The tritium depleted deuterium stream leaving the upper section of the low tritium distillation
column is recycled to the VPCE cascade.
High Tritium Cold Box (HTCB):
This cold box is equipped with three columns in series in which the tritium concentration
increases progressively. These columns are of successively smaller diameters to minimize the
inventory of tritium in the system. Tritium with an atomic purity of 99.9% is withdrawn from the
bottom of the last column and transferred to the Tritium Immobilization System.
Cryogenic Refrigeration System (CRS):
This system produces the refrigeration necessary for cooling down and continuous operation of
the columns. The hydrogen of the Cryogenic Refrigeration System is compressed by means of
Sulzer oil free labyrinth piston compressors. The compressed gas is then cooled in counter
current heat exchangers by transfer of sensible heat to the return stream. The low temperature
process configuration of the Cryogenic Refrigeration System is fairly complex, reflecting its dual
5
functions as a cooling system and as a heat pump operating between the low tritium column
reboiler and condenser. The refrigerant leaving the condenser warms up close to room
temperature in the counter current heat exchangers mentioned above and returns to the
compressor suction inlet.
Recombiner System (RS):
A Recombiner is provided to convert deuterium gas to water. This is required during
regeneration of the nitrogen adsorber, and also whenever the low tritium column is used to in its
secondary function of stripping protium from deuterium, in addition to being the first stage of the
tritium concentration process.
More importantly, the Recombiner is used to burn down the inventory of the LTD and HTD
systems prior to an outage during which maintenance is to be performed with these systems to be
opened to atmosphere.
The recombiner is a combustion type unit in which the hydrogen is burned via a diffusion flame
in a controlled atmosphere.
Deuterium Make-Up System (DMS):
A make-up electrolyzer is provided to produce the required inventory of deuterium for filling the
VPCE, LTD and HTD systems before startup and to compensate for the losses of hydrogen
isotopes from the system which result from protium extraction, adsorber regeneration and tritium
draw-offs. The electrolyzer splits heavy water into deuterium and oxygen. The deuterium is
admitted to the LTD/HTD/VPCE closed circulation loop and the oxygen can be utilized in the
recombiner.
2.2 High Tritium Distillation
The purpose of the high tritium distillation is to increase the /DT separation, convert
deuterium-tritide to deuterium and tritium, and to achieve a bottom concentration which contains
tritium with not more than 0.001 atomic fraction of deuterium and protium.
Figure 4 in Appendix B illustrates the schematic of the HTD and its major components.
6
The necessary reflux for the columns is drawn from the reboilers as vapour by the corresponding
condensers. The slightly higher pressure in the subsequent column, which is necessary to
compensate for the pressure drop of the interconnecting transfer lines, is provided by the static
head of liquid in a hydraulic sealing siphon.
The conversion of deuterium-tritide to deuterium and tritium takes place in a catalyst converter
which operates at ambient temperature. The catalyst was originally supplied as Platinum on
Charcoal, i.e., similar to the VPCE catalyst. However, during initial operation, blockage was
experienced in the HTD process systems. A possible cause of this blockage was attributed to the
formation of methane by the radiolytic action of tritium on charcoal, with the resultant freezing
out. The catalyst was changed to platinum on alumina, and since then, blockage of the HTD
process systems has not been experienced. A vacuum unit is provided to evacuate HTD. The
exhaust gases pass an oil mist eliminator. They are collected in an exhaust holding tank.1
Total reflux is the mode used for start up. Twenty-four hours after start up the tank is already
purged five times thus recalculating at least 99% of the tritium inventory.
The design of the separation cascade is optimized with respect to hold-up, Curie inventory, DT
conversion, packing efficiency and column manufacture. This leads to a three fold cascade.
The physical specification of the three columns is listed in table 1 in Appendix A.
All columns are controlled in the same way: The heating power to the reboiler is controlled by a
level controller. The reflux rate is controlled by the level of the liquid hydrogen in the head
condenser. This level is adjusted according to the power consumption of the relevant reboiler
heating elements. During total reflux, the pressure controller is hooked up to the level controller
of condenser 1. In normal operation, the pressure is controlled by the pressure of the LTD
column.
1 The contents of the exhaust holding tank may be directed to the Ail Cleanup System (if the hydrogen isotope
concentration is high enough) or directly up the stack (if the hydrogen concentration is low).
7
2.2.1 Flooding Event
Flooding in distillation columns has been defined as excessive accumulation of liquid inside the
column or inoperability due to excessive retention of liquid inside the column and even a point
where it is difficult to obtain net downward flow of liquid, and any liquid fed to the column is
carried out with the overhead gas. While these descriptions appear to be similar at first glance,
they actually describe different stages or degrees of flooding. Excessive accumulation of liquid
may or may not cause inoperability, and inoperability may or may not carry the feed liquid out
with the overhead gas.
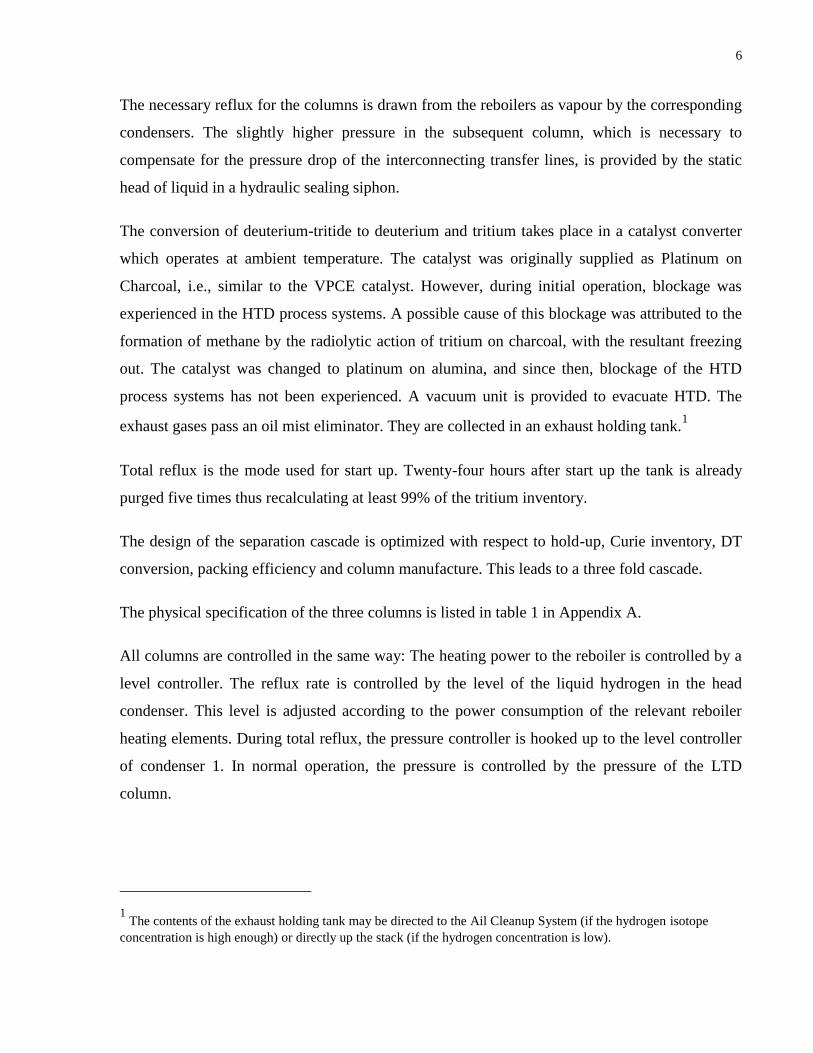
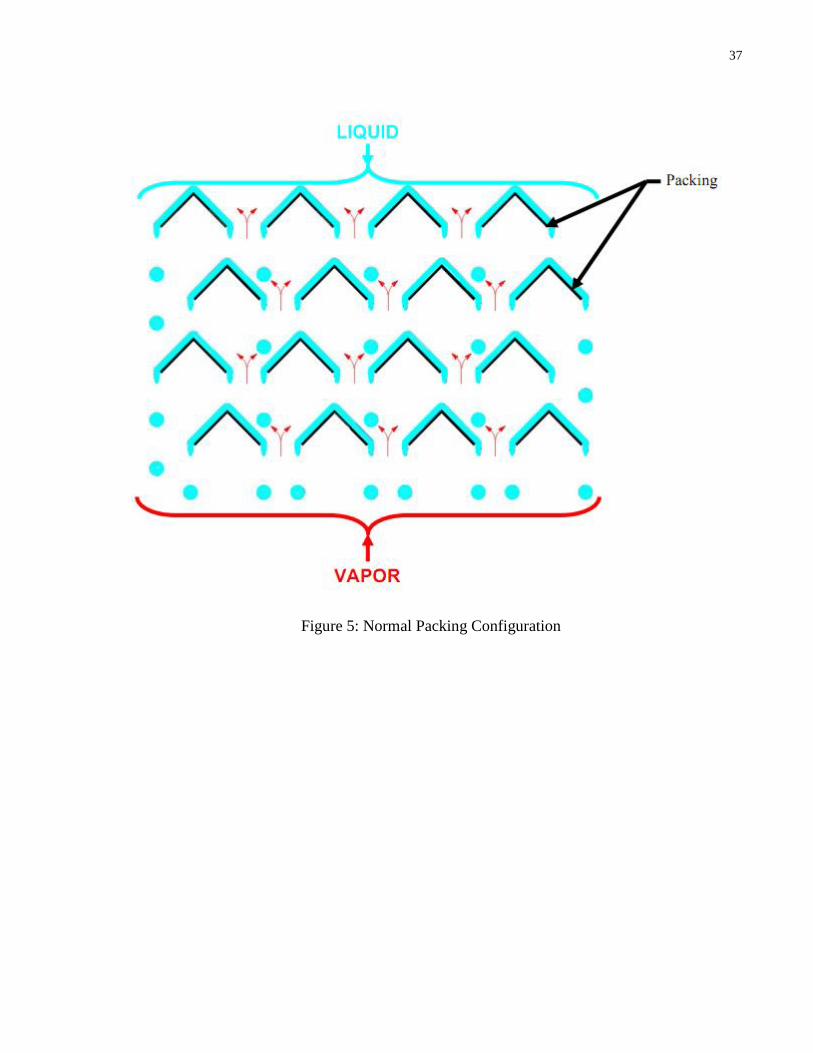
Figure 5 in Appendix B illustrates a cross section through a distillation column, filled with a
structured packing, showing the liquid flow and vapor flow when the column is operating in
normal condition. Liquid is flowing downward over the structured packing countercurrent to the
upward flowing vapor. The vapor must follow a tortuous path; but, the void space in the packing
is predominantly filled with vapor. The vapor is said to be the “continuous phase”. The upward
flow of the vapor exerts an “aerodynamic drag” on the falling liquid. This drag force acts in
opposition to the force of gravity and slows the flow of the falling liquid. When the relative flow
rates of the vapor and liquid are such that the drag force is greater than or equal to the gravity
force; then, the liquid stops flowing down the column. This condition is called flooding.
Flooding can begin at any vertical location in the column.
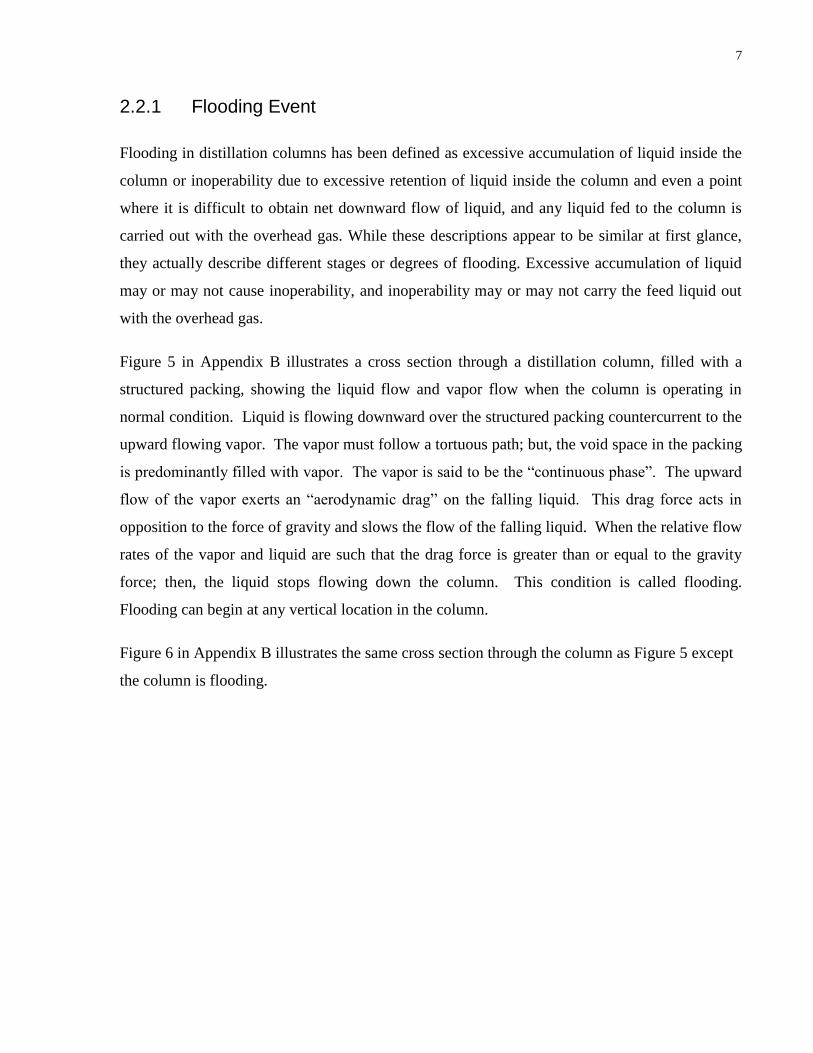
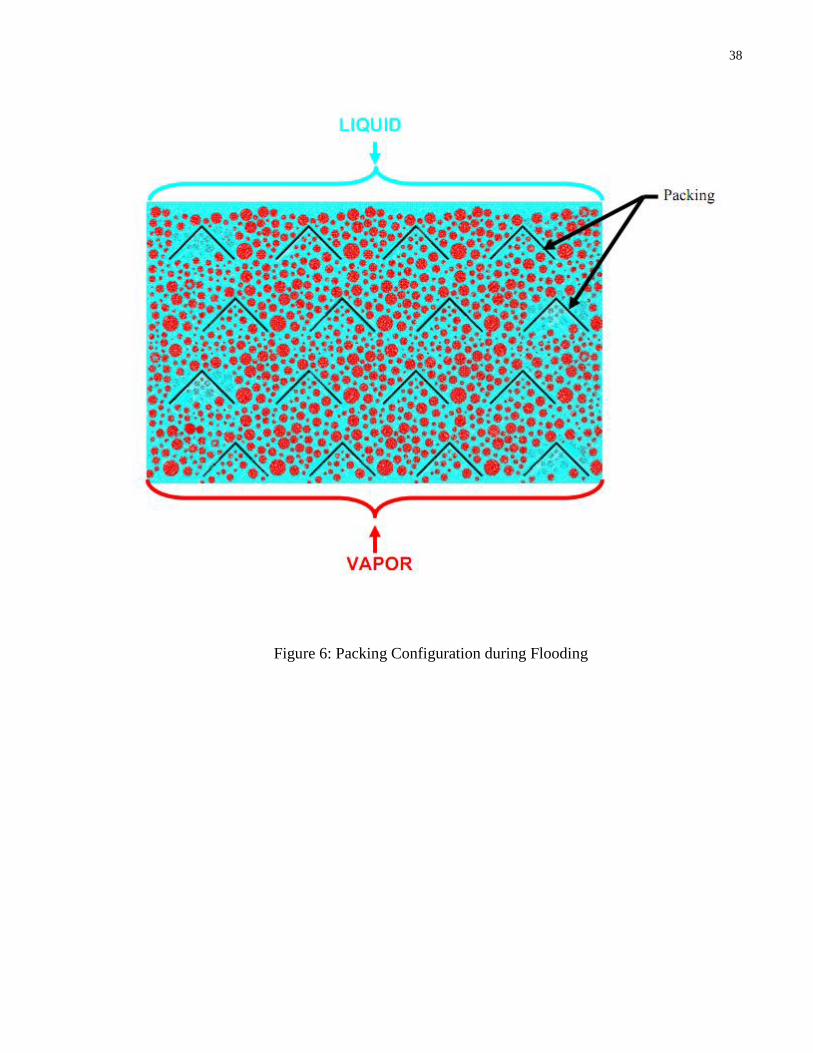
Figure 6 in Appendix B illustrates the same cross section through the column as Figure 5 except
the column is flooding.
8
3. HTD Control
3.1 General
The tritium/deuterium mixture enters the High Tritium Cold Box (HTCB) through a motorized
valve and flows into the Condenser 1 where it is condensed using liquid hydrogen as a coolant
(See Figure 4).
From the Condenser 1, it flows through the first column, Column 1, into the bottom evaporator
in the column where it is evaporated. The condenser level is controlled on the hydrogen side of
Low Tritium Cold Box (LTCB); the evaporator level is also controlled.
The level control is achieved by varying the power that is generated by an electrical heater.
Part of the evaporated deuterium is directed to the second column, Column 2, where it is treated
exactly in the same way as in column 1. From column 2, the deuterium flows to the third
column, column 3, and is treated once again in the same way.
The deuterium/tritium mixture which is leaving column 3 passes through heat exchanger 2 to be
warmed up for the conversion reaction 2DT → which takes place in the catalytic
converter.
The return stream from catalytic converter is passing through heat exchanger 2 to be cooled
down again, before it is fed into the column 2.
The deuterium leaves the HTCB coming from column 1 through a motorized valve.
The HTCB is kept under high vacuum by the diffusion pumps and the roughing pumps. The
exhaust (tritium containing) gases are collected in a tank.
The helium extraction motorized valves and the total reflux motorized valve are closed during
this operation.
9
3.2 Measurements
The reboiler levels are measured indirectly using the aluminum block temperature; the lower the
temperature of the aluminum block, the higher is the level. Two different physical effects are
used to get a redundant measure:
1. Vapour pressure of neon (P-transmitter)
2. Electrical resistance (Diode)
The two signals are compared and the lower temperature is used for control in the Level
Indicating Controller.
Since the level of the columns is not directly measured and is implied from the temperature of
the column, this measurement will be called Apparent Level from here on.
The apparent level indications are calculated based on the column temperature as follows:
Column 1:
(2)
Column 2:
(3)
Column 3:
(4)
Where,
T = the temperature in degrees Kelvin

10
Each column has a variable electrical heater connected to the bottom. The electrical heaters are
placed in aluminum casings.
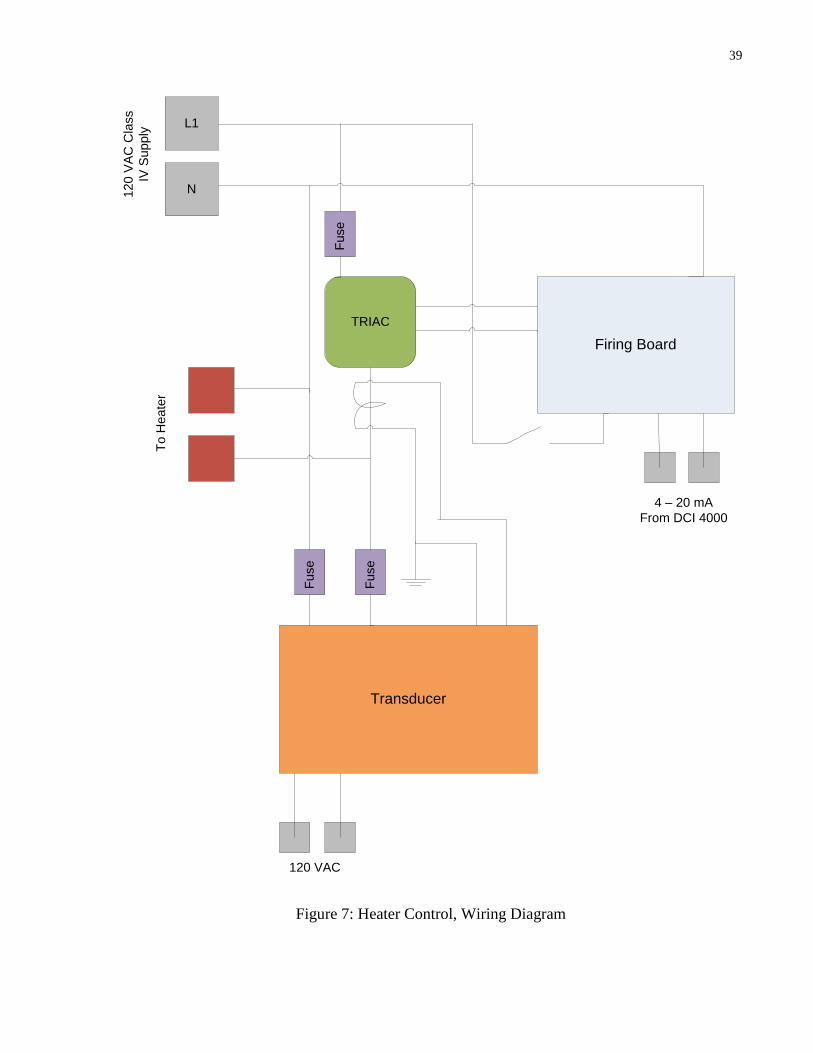
3.3 Heater Control
The heater controller is the primary control mechanism controlling the level of each column.
When it is required to reduce the level of a column, the heater associated with that column will
be automatically turned up by the controller to provide more heat to increase the boiling within
the column. When it is required to increase the column level, the heater will be automatically
turned down. The control signal from the heater controller, in the form of 4-20 mA signal, is fed
to the firing board. The firing board is a Silicon controlled Rectifier (SCR). The modulated pulse
generated from the firing board is received by the Triode for Alternating Current (TRIAC) which
in turn regulates the amount of current passing through the TRIAC from the power supply to the
heater. The output of the TRIAC is also received by the Transducer for power measurement (See
Figure 7 in Appendix B).
4. Mathematical HTD Model
This section describes the details of the HTD mathematical model which is used to simulate the
HTD transients.
4.1 Assumptions and Limitations
The following assumptions are made for the HTD model:
1. The reflux flow from a column to the previous column is compressible turbulent gas flow.
2. The Catalytic Converter acts only as a part of the pressure drop of the Column 3 reflux to Column
2.
3. The temperature of deuterium entering Heat Exchanger 2 and leaving Catalytic Converter are
assumed to be the same based on the design manual.
4. The flow through the internal reflux line that brings the reflux flow back to the column is
negligible.
5. The fluid temperature change due to passing through the extension to the cold box, located in top
right side of the cold box, is negligible.
6. The pressure listed in the design manual for the low tritium column can be used for the portion of
the column connected to HTD.
7. The feed concentration is 10 Ci/kg .

11
8. The flow through the Heat Exchanger 1 and expansion tank are ignored in this model. Based on
the design manual this flow is very small and it is only 1.64% of the total flow exiting column 1
of HTD.
9. The enthalpy drop in the pipes connecting the columns is negligible and ignored.
10. The change of deuterium density due to change in pressure within one time step of the simulation
is assumed to be negligible.
11. Deuterium and Tritium are assumed to be ideal gases.
Limitation:
Due to the unavailability of the manufacturer’s data for some of the components, the information
from the most similar component from the same manufacturer was used.
4.2 Hydraulic Network Theory
The purpose of the hydraulic network model is to predict the transient behaviour of the HTD
during normal operation. This requires solving the mass and energy balances for a single fluid,
one-phase, one dimensional flow. The implementation of these equations for a generic hydraulic
network is described. Specific configurations for HTD system can then be developed using the
techniques described for the generic model as a basis.
The phenomena to be modelled that shall be validated include:
Single fluid, one phase, one dimensional pressure flow dynamics including
pressure characteristics, pressure losses due to friction, gravity pressure and fittings.
Convective heat transport phenomena for the fluid as it travels through the
network and exchanges heat with the heat exchangers.
Thermodynamic properties of deuterium and tritium. In general, deuterium and
tritium properties are required for the sub-cooled liquid region, and the saturated
region.

12
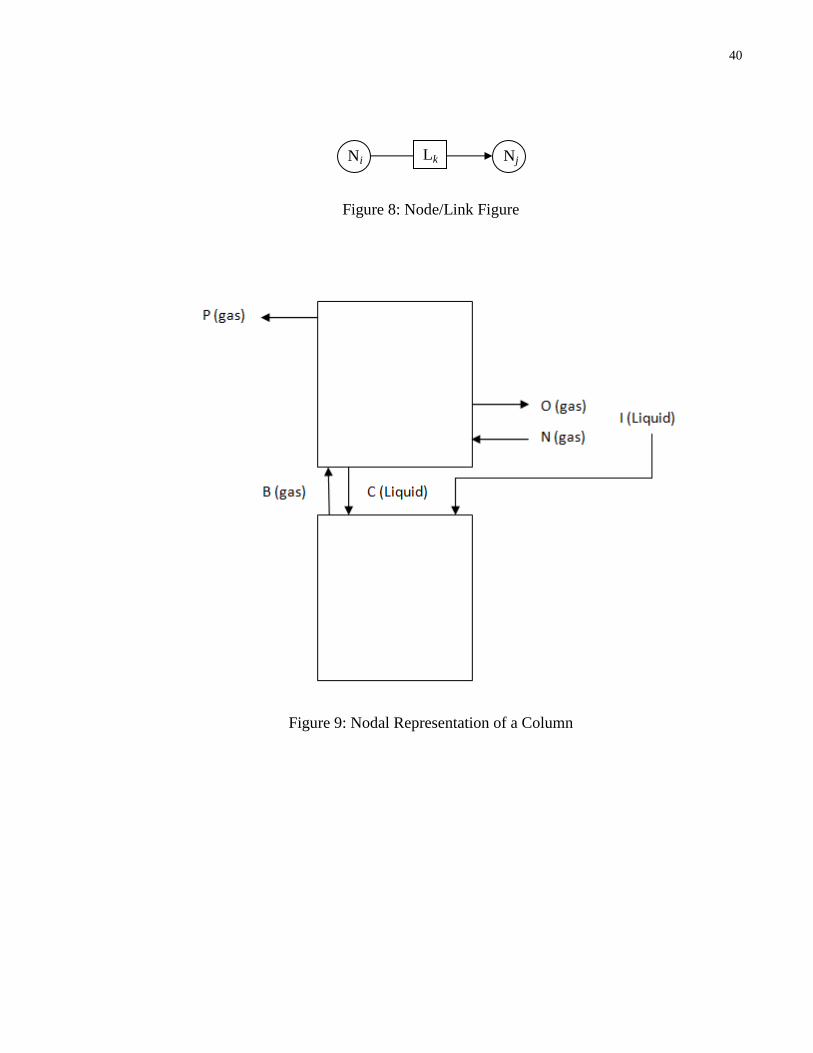
4.2.1 The Hydrodynamic Network Model
The physical flow network system is represented by nodes and links. Figure 8 in appendix B
shows a block presentation of a node and its links.
The link Lk is assigned node Ni as its initial node and Nj as its terminal node. There are two
kinds of flow paths. The normal circuit fluid flow passages are termed as the “noncritical link”
from which no leakage is considered to take place. Therefore, the flow is governed by a one-
dimensional momentum balance equation of the form
(5)
Where,
Wk = mass flow (kg/s)
pi, pj = pressures at the initial and terminal nodes respectively (Pa)
t = time (s)
Fk = a general nonlinear function
A node i may be associated with a finite number of links which either initiate from or terminate
at i. Conditions of the node are governed by the mass and energy conservation equations.
4.2.2 Basic Equations
Mass balance:
(6)

13
Energy balance:
(7)
The mass and energy equations are solved for the node from which the mass, m, and energy, U,
can be obtained. The node density is calculated by:
ρ
(8)
Where,
Vi = node volume (m3)
Specific internal energy, u, is calculated by:
(9)
The Deuterium and Tritium properties are looked up from the thermophysical property tables
obtained from National Institute of Standards and Technology.
4.3 Columns
Each column was divided into two major nodes, the liquid and gas node. The bidirectional
link between the two nodes allows boiling mass transfer from the liquid node to the gas node and
condensation mass transfer from the gas node to the liquid node. The external ports of the
column are connected to the appropriate nodes of the other columns (See Figure 9 in Appendix
B).
Conservation of the mass and energy are the main governing principles in the mathematical
model of the columns. In addition to the accumulation of mass and energy based on the inflow
and outflow from each port, the heat generated through the heater plays a dominant role in
accumulation of energy in the column. In Column 3, due to relatively higher concentration of
Tritium, the decay heat of the Tritium is also taken into account in the conservation of energy
equation.
14
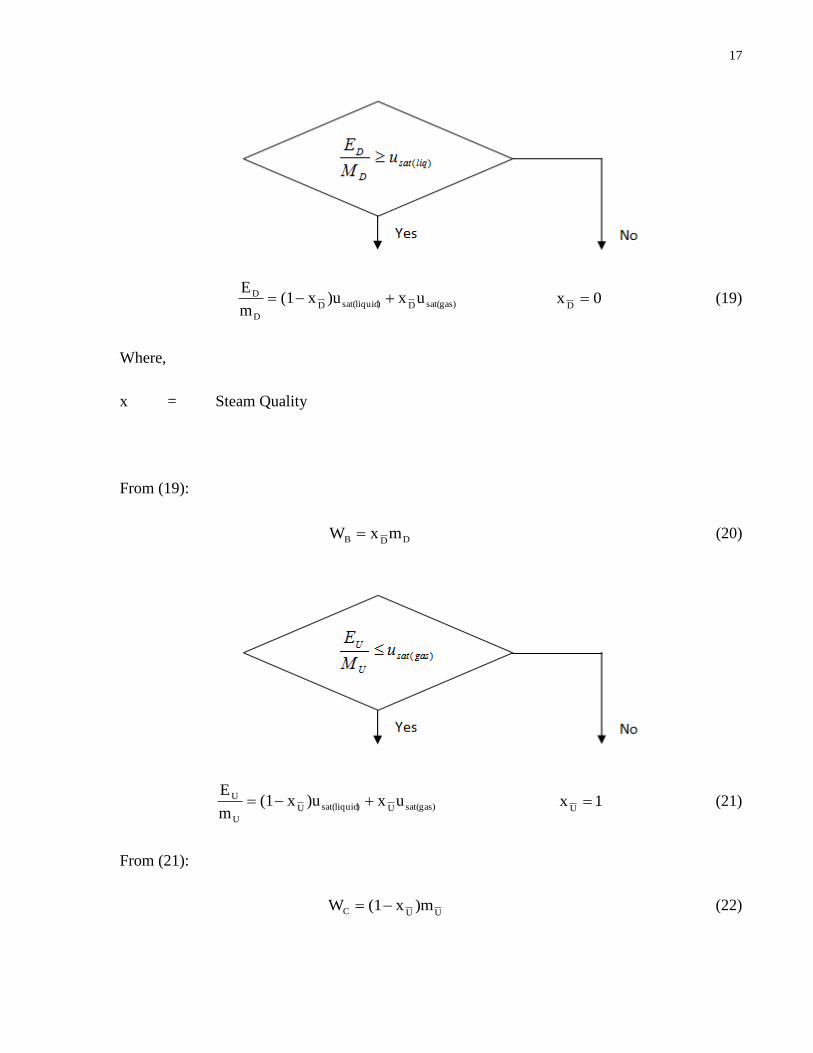
The amount of vaporization and condensation is determined by comparing the specific internal
energy of the node with the saturation internal energy corresponding to the calculated pressure of
that instance in time. Any excess energy contained in the liquid node is converted to gas through
boiling while the lack of energy in the gas node is compensated through condensation (See
Equations 21-24).
In this approach, the change of deuterium density due to change in pressure within one time step
of the simulation is assumed to be negligible. Therefore, the approximated volume of the liquid
node will be used to calculate the volume of the gas node. Solving the conservation of mass and
energy equations, the specific volume and specific internal energy are also calculated. With
either of the two properties, the new pressure of the gas node can be calculated.
The nodal configuration does not necessary agree with the geometric setup of the column. For
instance, the liquid entering from the top of the column, in this case, will be directly entering the
bottom node which is the liquid node. This does not affect the dynamics of the model as it is
used only as a geometric convention.
Figure 9 represents a nodalized configuration of a single column. The symbols used for each
node or link are used as subscripts in the equations2.
The mathematical model of the Columns is as follows:
Liquid Node (D):
Conservation of Mass:
BWWWdt
dmCI
D (10)
Where,
m = Mass (kg)
2 See the subscript section of the nomenclature for the description of the symbols.
15
W = Mass Flow (kg/s)
t = time (s)
Conservation of Energy:
BBCCIID hWhWhWQ
dt
dE (11)
Where,
Q = Rate of Heat Transfer (w)
h = Enthalpy (J)
E = Energy (J)
Volume:
l(sat)
DD
ρ
mV (12)
Where,
V = Volume ( )
ρ = Density (
)
DTU VVV (13)
Gas Node (U):
Conservation of Mass:
COPBNU WWWWW
dt
dm (14)

16
Conservation of Energy:
CCOOPPBBNNU hWhWhWhWhW
dt
dE (15)
From (14), (13):
U
U
Um
Vυ (16)
Where,
= Specific Volume (
)
From (15), (14):
U
U
Um
Eu (17)
Where,
u = Specific Internal Energy (J/kg)
We assume:
UD PP (18)
Where,
P = Pressure (Pa)
17
sat(gas)D)sat(liquidD
D
D ux)ux(1m
E 0x
D (19)
Where,
x = Steam Quality
From (19):
DDB mxW (20)
sat(gas)U)sat(liquidU
U
U ux)ux(1m
E 1x
U (21)
From (21):
UUC )mx(1W (22)
18
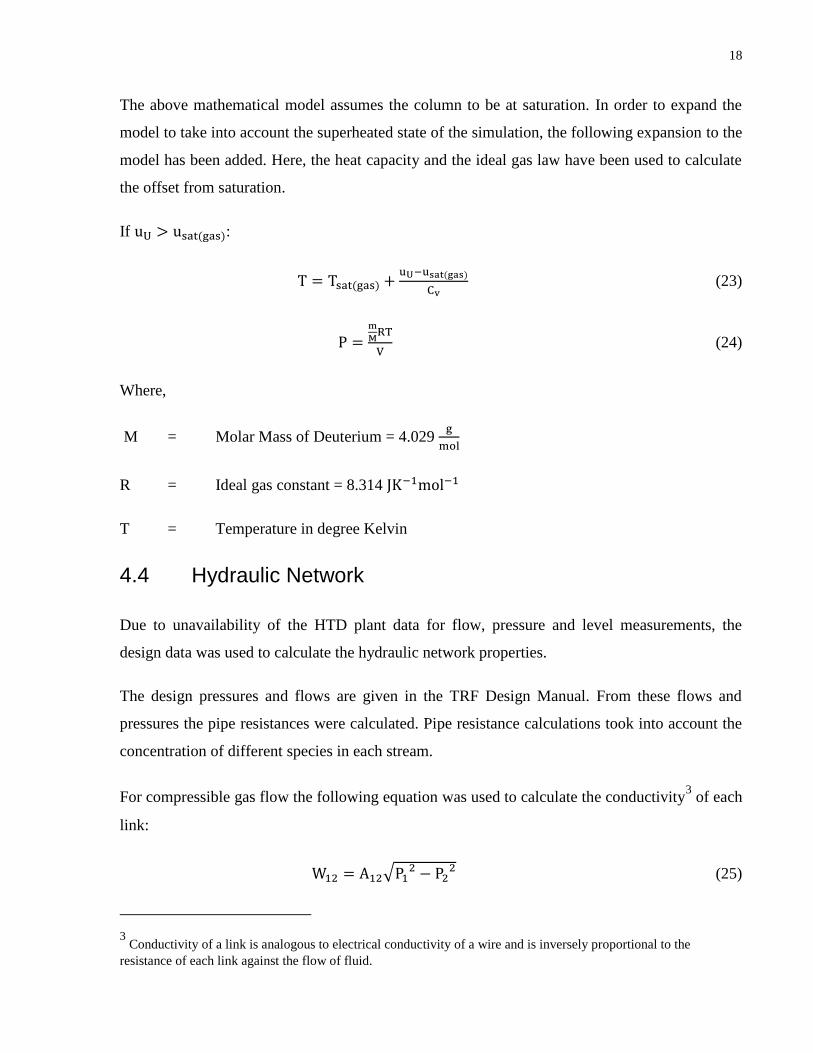
The above mathematical model assumes the column to be at saturation. In order to expand the
model to take into account the superheated state of the simulation, the following expansion to the
model has been added. Here, the heat capacity and the ideal gas law have been used to calculate
the offset from saturation.
If :
(23)
(24)
Where,
M = Molar Mass of Deuterium = 4.029
R = Ideal gas constant = 8.314
T = Temperature in degree Kelvin
4.4 Hydraulic Network
Due to unavailability of the HTD plant data for flow, pressure and level measurements, the
design data was used to calculate the hydraulic network properties.
The design pressures and flows are given in the TRF Design Manual. From these flows and
pressures the pipe resistances were calculated. Pipe resistance calculations took into account the
concentration of different species in each stream.
For compressible gas flow the following equation was used to calculate the conductivity3 of each
link:
(25)
3 Conductivity of a link is analogous to electrical conductivity of a wire and is inversely proportional to the
resistance of each link against the flow of fluid.
19
4.5 Condensers
Condensers in HTD are affected by both the cooling side and the process side. For this reason, it
is important to model them in a way that both cooling side and process side disturbances can be
introduced for analysis purposes. These disturbances are artificially generated and incorporated
into the model as inputs.
Due to the lack of geometric information, especially with regards to the relative elevation of the
condensers, the condensers are not modeled from first principles. Instead, a calculated value of
heat transfer, based on the design description of the system, is used by the condenser model to
calculate the flow through the condenser.
(26)
Where,
= Flow of liquid out of the condenser
Q = heat transfer (w)
= enthalpy of vaporization
5. Control System Description
In every control configuration, the controller is the active element that receives the information
from the measurements and takes appropriate control actions to adjust the values of the
manipulated variables.
This section describes the use of three control schemes that are used in the simulation of the
HTD dynamic transients:
a. The existing Proportional–Integral–Derivative controller (PID controller)
b. The proposed Cascade controller
c. Cascade controller with optimized gains
PID Controller: the PID controller is the most common form of feedback control. The PID
control algorithm is derived from classical linear control theory and is used for single loop

20
systems. The PID algorithm consists of three basic modes, the proportional, the integral and the
derivative modes.
Digital controllers are often synthesized by approximating continuous controllers. The discretized PID
controller using a simple approximation resulting in:
Where,
= control signal at sample time k
= Initial Value of the Control Signal
= Controller Gain
= Integral Time (s)
= Derivative time (s)
= Sampling Interval (s)
= Control Error (e = r-y), r is the reference variable, y is the process measured
variable
It must be noted that the integral term does not have to be calculated for all k since a running
sum can be made and updated when the new error is calculated.
The integral, proportional and derivative parts can be interpreted as control actions based on the past, the
present and the future. The derivative part can also be interpreted as prediction by linear extrapolation.
Figure 10A in Appendix B illustrates a block diagram of a simple feedback loop governed by a PID
controller.
The existing Controller implemented in the HTD system is a PID controller. This controller is
modeled based on the manufacturer’s manual of the Distributed Control System (DCS) along
with the current operating control parameters. The existing controller is a discrete PID controller.

21
Cascade Controller: When a single-loop control does not provide acceptable control
performance, an enhancement such as cascade control is used. Cascade control strategy
combines two feedback controllers, with the primary controller’s output serving as the secondary
controller’s setpoint.
Figure 10B in Appendix B illustrates a schematic of a closed loop control system governed by a
cascaded controller.
In this study, the Proposed Cascade Controller is modeled based on the similar cascade controller
scheme proposed for HTD based on the requirements provided by TRF Operations Group4 as
well as the proposed controller parameters. The power measurement of the column heater and
the column temperature are the variables to be controlled by the inner loop and outer loop,
respectively.
Cascade controller with optimized inner loop control gain parameters: similar configuration
for the cascade controller described above is used with an exception of using a higher value for
the inner loop proportional gain to make the system response faster. This configuration is called
Optimized Cascade controller from here on.
The parameters of the outer loop PID controller were calculated using the Ziegler-Nichols
Quarter Decay Ratio (QDR) method. Since these values were very close to the existing PID
controller parameters, they were not modified in the model. The Internal Model Control (IMC)
method was used to calculate the parameters for the inner loops. In selecting the appropriate gain
values for the inner loop control parameters, special attention was made to make sure the system
remains stable at all time specially in the presence of unwanted disturbances.
The control parameters are listed in the Appendix A.
4 Unregistered document provided by Operations

22
6. Implementation and Validation of the Model
6.1 Process Model Implementation
The TRF HTD model is built on the MATLAB/SIMULINK simulation package. MATLAB is a
C based text structure programming language and SIMULINK is a graphic programming
language and provides blocks that may be combined to create "subsystems" or "modules".
The TRF HTD model development process (i.e. life-cycle) involves the use of modularity and
encapsulation. Each module is developed and tested independently. Modules are integrated to
form the overall TRF HTD model. This approach provides flexibility, process discipline,
consistency, and reusability of the developed codes.
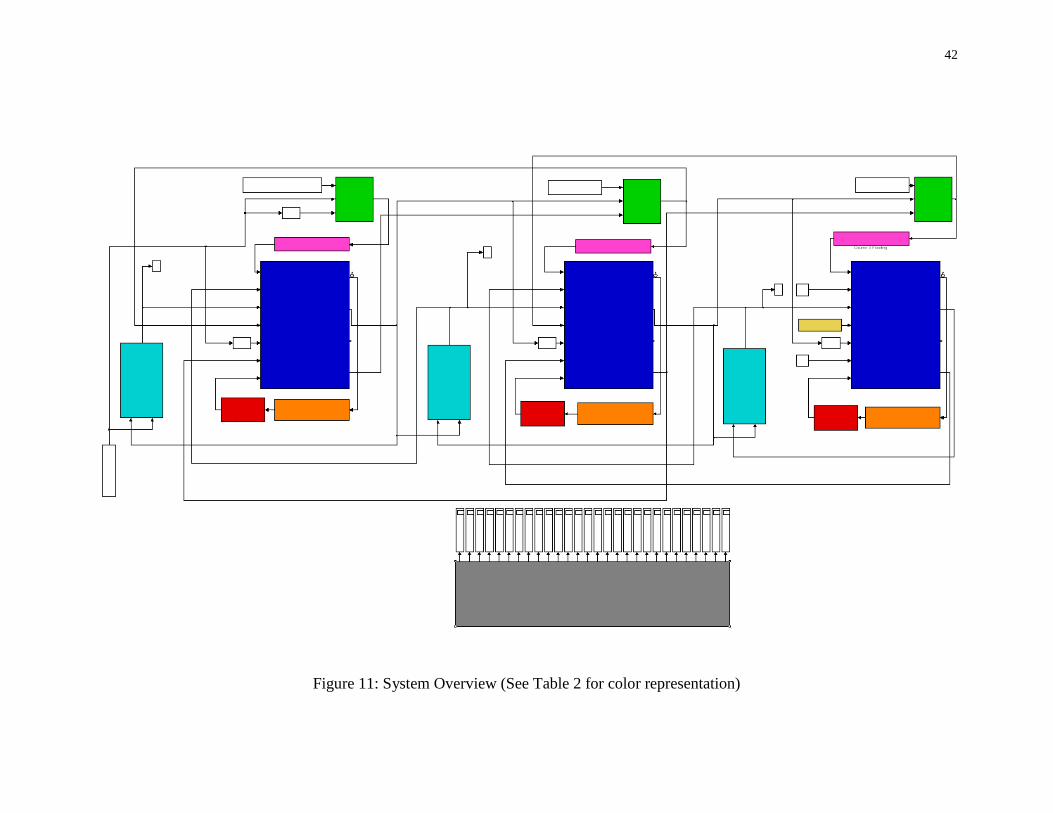
The major HTD components are modeled within a high level subsystem visible on the system
overview. Each component is placed in the system overview such that the configuration of the
model resembles a flow diagram. The components are placed in their appropriate locations both
with respect to the actual geometry of the plant and based on the flow diagram. (See Figure 11 in
Appendix B)
In order to validate the accuracy of the models, the parameters values are checked for several
different transients. In the validation process, the simulation results were also examined against
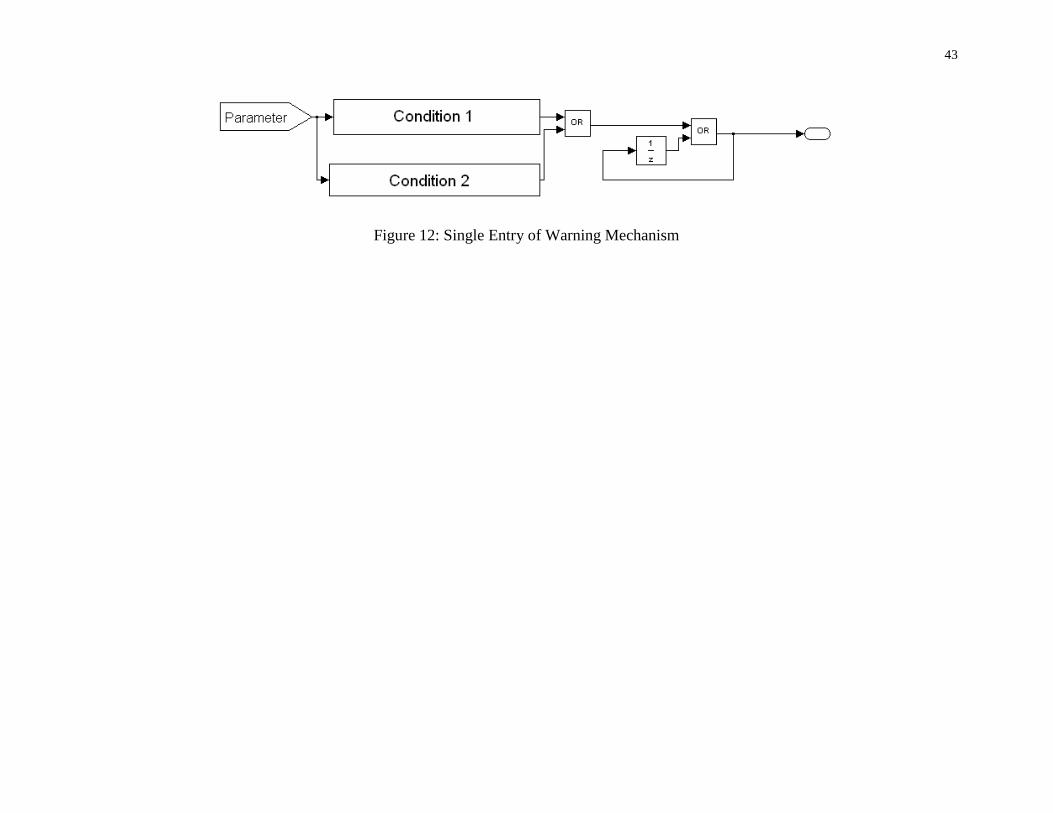
the assumptions listed in Section 3.1. A warning mechanism is developed to identify and report
any violation of those assumptions. Each entry of the warning mechanism checks a condition
under which one of the assumptions is valid. Physical boundaries of the system are also checked.
Furthermore, in this warning mechanism if a single condition is violated then a flag will be
raised and maintains its value until the end of the simulation. An additional entry has also been
added that checks all the other entries and flags the existence of at least one warning in the
system.
A single entry of the warning mechanism has been shown in Figure 12 in Appendix B.
In order to expand the model to take into account the column dry out, a dry out mechanism has
also been added to the column model. The column dry out mechanism is activated once the heat
supplied from the heater is exactly enough or exceeds the amount of heat needed to vaporize the

23
liquid inventory of the column plus the inflow of the liquid from the condenser. In this condition,
the excessive heat is directly applied to the gas node.
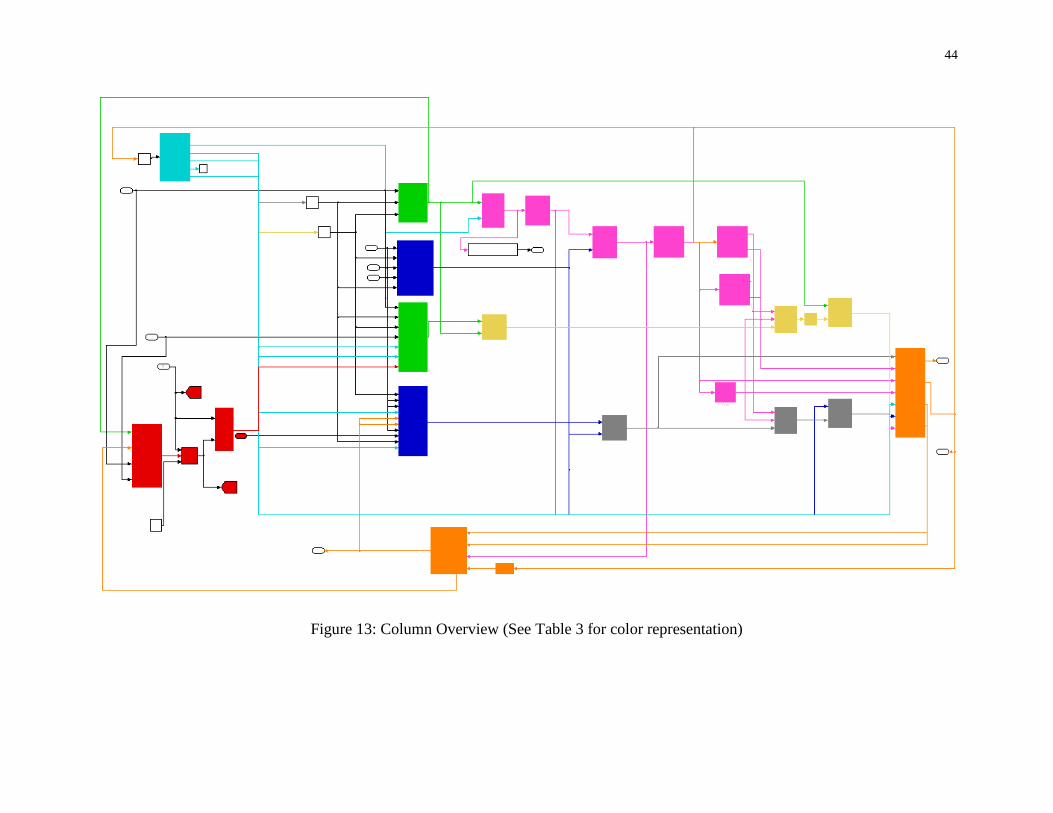
An overview of the column model is provided in Figure 13 in Appendix B. The colors of Table 3
in Appendix A present the major elements of the column model.
6.2 Control Model Implementation
A switch is used to select the desired control types. The selected control type will be flagged in
the initialization process.
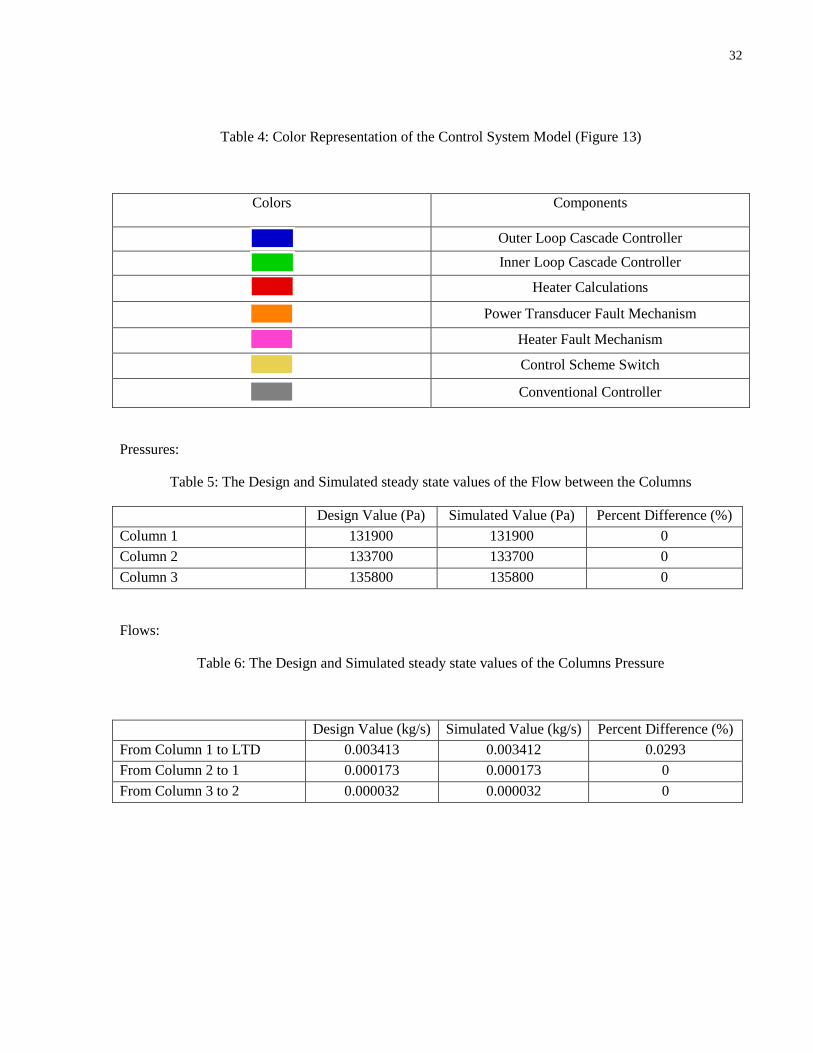
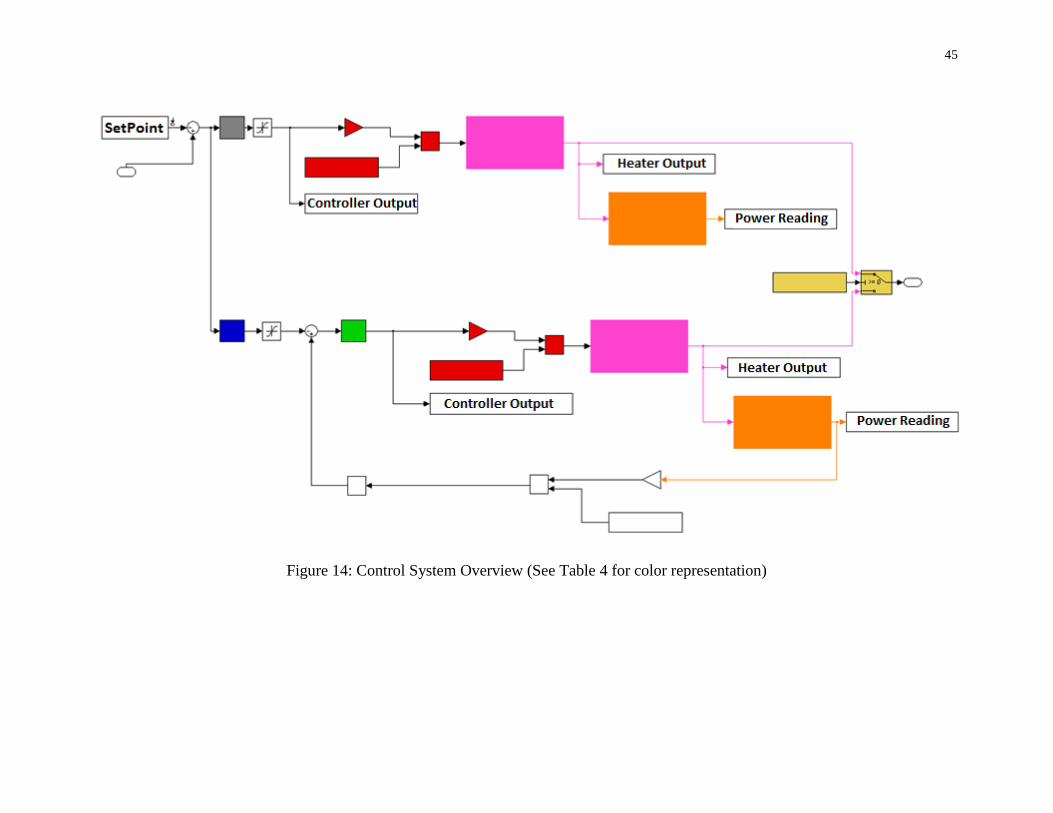
Figure 14 in Appendix B shows an overview of the control system model. Table 4 in Appendix
A lists the colors presenting the major elements of the control system.
6.3 Validation of the Steady State Results
The accuracy of the HTD model developed in this study was validated by:
a. Comparing the steady-state response of the model vs. the design data from the design
manual. Specifically, the absolute values of the flows between the columns and the pressures
of each column were compared to design manual values
b. Comparing various transient responses to the real data collected during normal HTD
operation.
However, there were two challenges to validation of the HTD model:
1. There was significant deviation between some plant and design data.
2. There was limited plant data.
Table 5 and Table 6 in Appendix A provide a summary of the design and simulated steady-state
values for the column pressure and the flow between the columns for the feed concentration of
10 Ci/kg
6.4 Validation of the Transient Results
As the second stage of validation, external disturbances through the cooling side of condensers
and through the LTD are introduced to the HTD system and the shape of the trend is validated
against plant data. The disturbances added to the system model are selected from actual plant
data occurrences.

24
Condenser Level Step up:
A step increase in the condenser level is introduced and the resultant change in column level is
compared to a similar plant transient.
For the purpose of the following transient validations, it was assumed that the rate of heat
transfer in the condensers is linearly related to the level of coolant in each condenser.
The plant data for the column exhibits a faster response to the change in condenser level in
comparison with the simulated response. For visibility purposes, the time scale associated with
the simulated response is selected to be relatively shorter. (See Figures 15-18 in Appendix B)
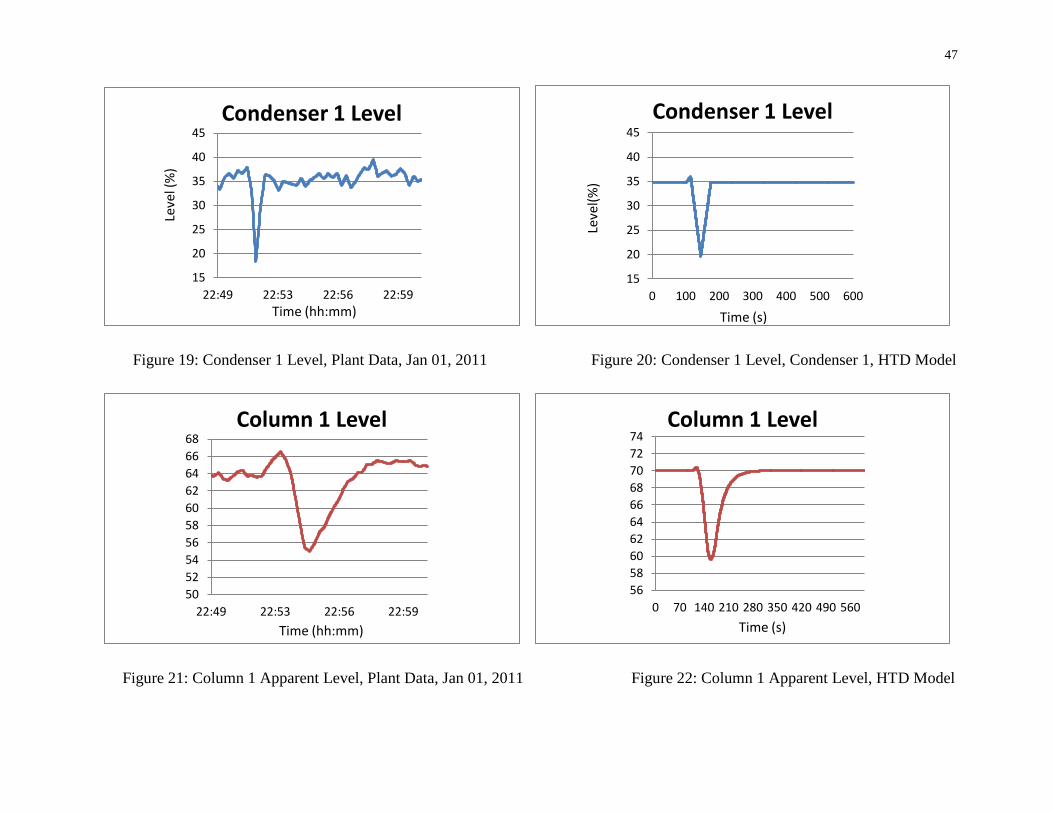
Condenser Level Dip:
A rapid decrease in condenser level is introduced and the resultant change in column level is
compared to a similar station transient. (See Figures 19-22 in Appendix B)
Column Flooding:
Distillation columns have known issues with moisture hold up and flooding. Due to the complex
nature of this phenomenon, it is not modeled from first principles. The plant data trend is
modeled as an artificial liquid build up within the column and the subsequent release. The same
disturbance observed in plant apparent level is reproduced. (See Figures 23 and 24 in Appendix
B)
7. Discussion of the Results
This section introduces three control logic configurations and assesses their effectiveness to
improve the dynamic responses of the HTD system to various operating conditions. The
transients that are examined include normal condition when there is no fault in the system and
also when system is subjected to fault in the heater and power transducer.
The plant data did not provide enough information to identify the failure of set point tracking of
the heater. This could be due to the fact that the heater response was only captured through the
power transducer reading. The fault magnitude was too small to have a discernible impact on the

25
temperature. It could not be determined whether the fault originates in the heater, the firing
board, the TRIAC or the power transducer. Thus, two different failure cases were examined.
a. The failure was assumed and modelled in the firing board and TRIAC systems. This
fault is called Heater Fault from here on.
b. The failure was assumed to be due to the power transducer measurement. This fault is
called Power Transducer Fault from here on.
One of the most dominant transients known to be experienced by distillation columns is a liquid
hold up phenomenon called Flooding. The effect of this phenomenon has also been captured by
the model such that it matches the plant data.
Condenser Level Step up:
This transient is the same as the one explained in Section 5.4. The condenser level step up
increases the amount of condensation in the condenser. This causes an increase in the liquid
inflow to the column. The raise of liquid inflow to the column reduces the temperature of the
column. As explained in Section 2.2, the lower the temperature of the aluminum block, the
higher is the apparent level calculated from column temperature.
Figures 25 to 27 in Appendix B show the condenser level step response transient for fault free
system using the existing controller, the proposed cascade controller, and the optimized cascade
controller. Evidently, the responses are almost identical.
Note that the Apparent Level for all column levels is dimensionless. Apparent level is derived
from temperature and is an estimation of the level trend not the absolute level value.
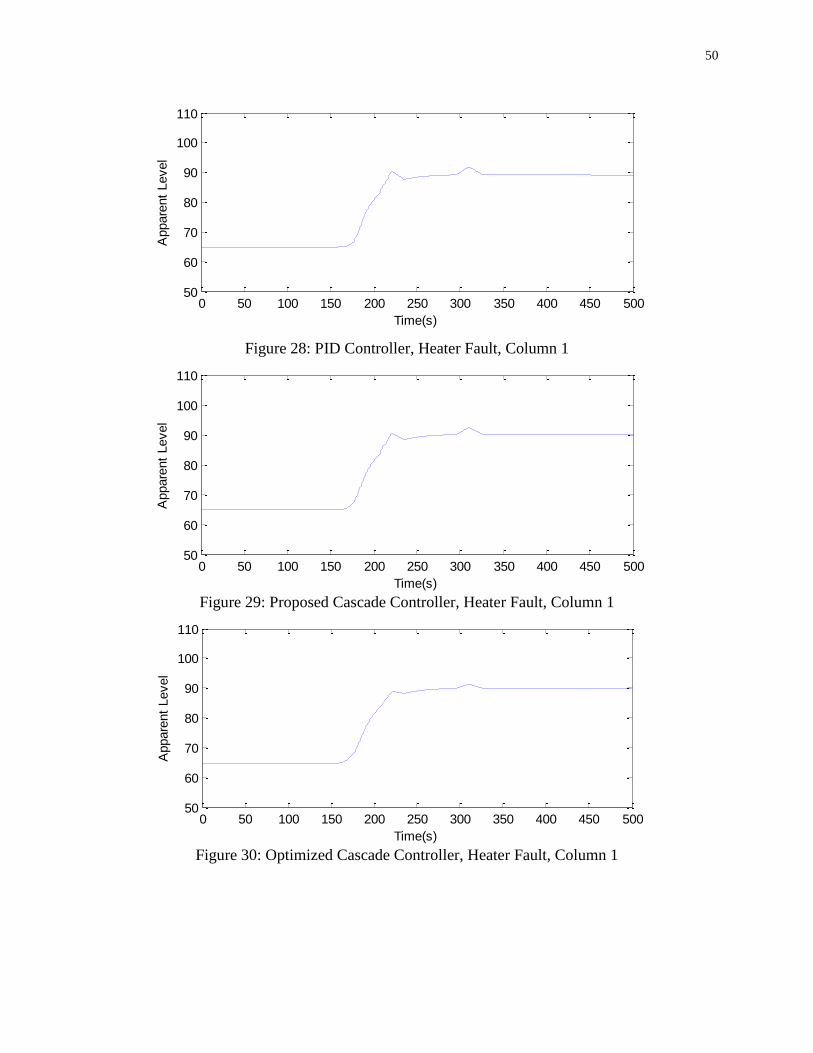
Figure 28 shows the PID Controller with a heater fault which affects the overall temperature of
the column. Hence, the effect of the fault is seen in the apparent level which is based on
temperature. Figures 29 and 30 show a similar transient for the proposed and optimized cascade
controllers. In principle, the cascade controller should have a favourable response to a heater
fault since the heater fault is detected before the temperature disturbance. However, the inner
loop gain in the proposed cascade controller is too small to make a visible difference. In Figure
30, due to higher inner loop gain, this difference is more visible.
Figure 31 shows that since the PID Controller does not use the power transducer measurement, it
is not affected by the fault. Figure 32 and 33 illustrates that in contrast to the PID Controller, the
26
fault in power transducer affects the control system and consequently the apparent level. The
optimized cascade controller, due to higher gain on the inner loop, experiences more of this
adverse effect.
The relative magnitudes of the faults and the transients are obtained from plant data. The effect
of the condenser transient is much larger than any of the introduced faults.
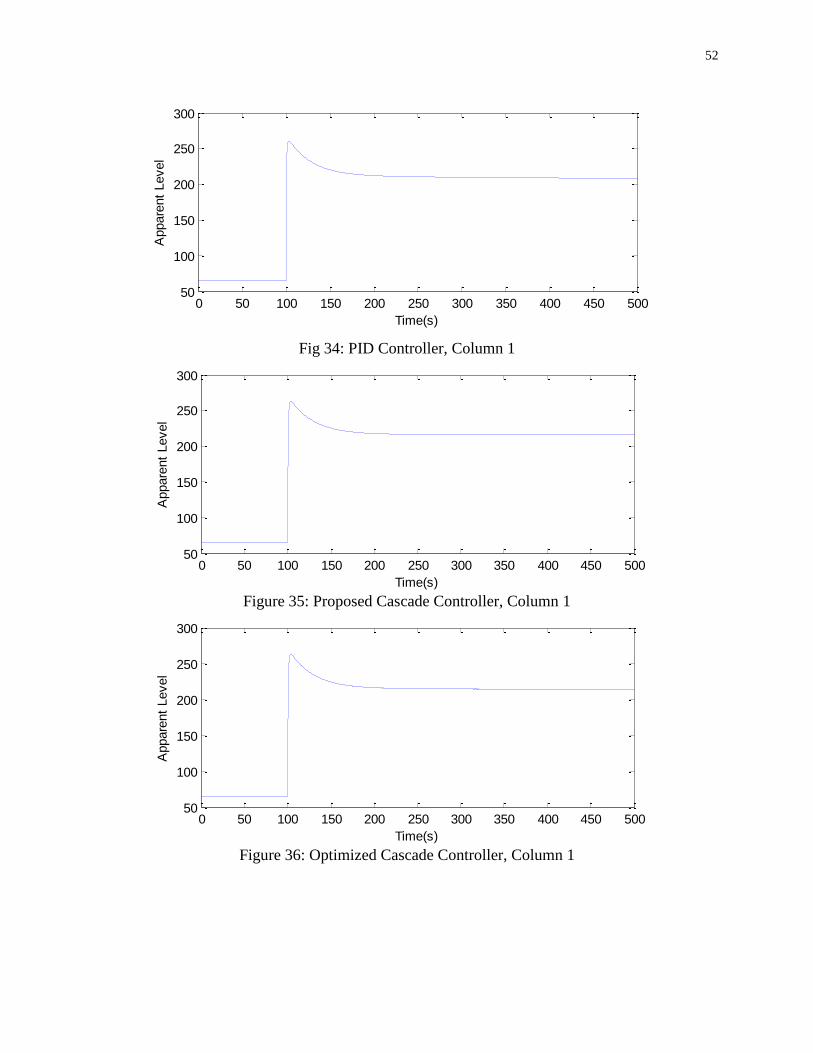
LTD Pressure Drop:
LTD pressure is stable. However, in order to analyze the new control, it is necessary to study the
effects of various disturbances including the ones that are not common. For this purpose, a
sudden pressure drop is introduced in the LTD and the response of HTD is shown. The
introduced pressure drop in LTD causes an increased pressure difference between LTD Column
and HTD Column 1. This increased pressure drop raises the flow from HTD Column 1 to LTD
Column. The increase in the outflow from HTD column 1 decreases the pressure and
temperature of Column 1. This is shown as an increase in the calculated apparent level.
The level of column 1 is shown since it has the most immediate and largest response to an LTD
pressure change.
Figure 34 in Appendix B shows the response of the apparent level in Column 1 as the closest
HTD column to LTD. The responses in Figures 35 and 36 are very similar to the ones in Figure
34.
Column Flooding:
This transient is the same as the one explained in Section 5.4. The column flooding starts by a
gradual liquid build up in the packing of the column. This liquid build up causes the bottom of
the column, where the temperature transducer is placed, to temporarily dry up increasing its
temperature. This is followed by a sudden release of the liquid originally trapped in the packing.
The liquid release will abruptly decrease the temperature returning the temperature to its original
value. The calculated apparent level shows a gradual decease followed by a sudden increase.
27
Figure 37 illustrates the response of the apparent level in Column 2 when the column goes
through flooding. The responses in Figures 38 and 39 are very similar to the response in Figure
37.
Multiple Faults:
To better understand the effect of the faults in the system heater faults were introduced at steady
state. The faults are introduced to all three columns simultaneously and their magnitudes were
increased for better visibility. The results are shown in Figures 40 to 45 in Appendix B.
Figure 40 shows a heater fault introduced in column 2 as well as the cascading effect of both
adjacent columns 1 and 3. Column 2 was selected in this case so that the cascading effect of fault
on each side of it can be included. Figures 41 and 42 show similar trends. However, Figure 42,
due to higher inner loop gain, shows a more favourable response to the disturbance as the
magnitude of the disturbance has reduced by about 28%. In Figure 43 it can be seen that the PID
Controller, having no input from the power transducer, is not prone to transducer faults. Figure
44 and 45 show the effect of transducer fault in the proposed and optimized cascade controllers.
Since the power transducer measurement is used in the inner loop of the cascade controller, its
fault affects the overall control of the apparent level. In contrast to the heater fault, Figure 45
shows a more unfavourable response due to higher inner loop gain.
8. Conclusions
The assessment in this thesis investigated the effectiveness of three control configurations to
improve the performance of the HTD system. Different system transients were simulated when
there was no fault in the system and when system was subjected to some faults.
The simulation results show that all three control schemes produce similar responses.
The cause of the apparent mismatch between the controller output and the power transducer
reading is unknown. This could be due to a fault in the components leading to the heater (Firing
board or TRIAC), a fault in the power transducer or it could be an artefact of the data due to
sampling.
28
In case of a fault in the firing board or TRIAC fault, the system response under a cascade
controller shows a slight improvement5.
However, if the fault originates from the power transducer, the cascade control will create an
adverse effect which is not present in the current control scheme. This is due to the fact that the
fault introduced is present in the inner loop of the cascade controller where the PID Controller
does not have this loop. In the PID Controller the power transducer output is not used and hence
the PID Controller is not affected by the power transducer fault.
Both the simulation results and the plant data indicate that the impact of the heater versus
controller mismatch, whatever the cause may be, is negligible (e.g. Figures 28-33).
It is not clear what impact the inner loop would have on the heater integrity if the column went
dry. The heater resistance should increase when the liquid cooling is removed. This will
increase the resistance and decreases the power input to the heater. At some point the heater
input and output will balance. With the present architecture, the heater power is measured but
not controlled so the control system does not increase the demanded heater power to compensate
for the increased resistance. However, with the cascade control architecture the heater power
input is measured and the system will increase the power to the heater.
In summary:
A cascade controller has shown no significant impact on the major transients
A cascade controller can improve the transient if the heater is not tracking the
controller (versus a measurement fault). However, the change is negligible compared to
the major transients
A cascade controller will introduce some negative features in case of power measurement fault.
This is due to the fact that only in cascade control the power measurement is used in the inner
loop and hence power measurement faults affect the overall response of the system.
5 The assumption is that the fault is additive. Other types of faults may or may not be corrected by cascade loop.

29
Bibliography
Elmqvist, H., Tummescheit, H. & Otter, H. (2003). Modeling of thermo-fluid systems –
Modelica. Media and Modelica.Fluid. In Proceedings of the 3rd International Modelica
Conference. Sweden.
Bhambare, K.S., Mitra, S.K., & Gaitonde, U.N. (2007). Modeling of a coal-fired natural
circulation boiler. Journal of Energy Resource Technology,159-167.
Fong, C., William, D. & Wong, T. (1983). Darlington Tritium Removal Facility Process Design
Description
Anderson, S. (2008). Modeling of a Drum Boiler Using MATLAB/Simulink, Youngstown State
University, 1-44
Aengel, Y. A., & Boles, M. A. (2006) Thermodynamics: An Engineering Approach. Boston:
McGraw Hill.
Crowe, C. T., Elger, D. F, & Roberson, J. A. (2001) Engineering Fluid Mechanics. Hoboken,
NJ: John Wiley & Sons, Inc.
Incropera, F., & Dewitt, D. (1990) Fundamental of Heat and Mass Transfer. Hoboken, NJ: John
Wiley & Sons, Inc.
Emerson Process Management, Rosemount (2000). Distillation Column Flooding Diagnostics
with Intelligent Differential Pressure Transmitter, 4-9
Nicholas, P. & Cheremisinoff, P. (2000). Handbook of Chemical Processing Equipment,
Butterworth-Heinemann, Woburn, MA, 163-170
Norman, P. & Liebermann. (1991). Troubleshooting Process Operations, 3rd Edition, Pennwell
Publishing Co., Tulsa, OK, 256-28
National Institute of Standards and Technology. (2011). Chemistry WebBook, Thermophysical
Properties of Fluid Systems
30
Bhambare, K.S., Mitra, S.K., & Gaitonde, U.N. (2007). Modeling of a coal-fired natural
circulation boiler. Journal of Energy Resource Technology,159-167.
Kruger, K., Franke, R. & Rode, H. (2002). Optimization of boiler startup using a nonlinear boiler
model and hard constraints. In Proceedings of the 15th International Conference on Energy,
Costs, Optimization, Simulation and Environmental Impact of Energy Systems (ECOS 2002),
volume II, 1310–1318. Berlin, Germany.
Ang, K.H., Chong, G.C.Y., and Li, Y. (2005). PID control system analysis, design, and
technology, IEEE Trans Control Systems Tech, 559-576.
King, M. (2010) Process Control: A Practical Approach. Wiley. 52-78.
Tan, K.K, Wang, Q.G. & Chieh, H. (1999). Advances in PID Control. Springer-Verlag. 5-20.
London, UK.
Miller, J.M. & Quelch, J. (1995). Operating Experience with Tritium Accounting and Analysis
Systems in
Our Tritium-Handling Facilities, Fusion Technology, 28, 1050.
31
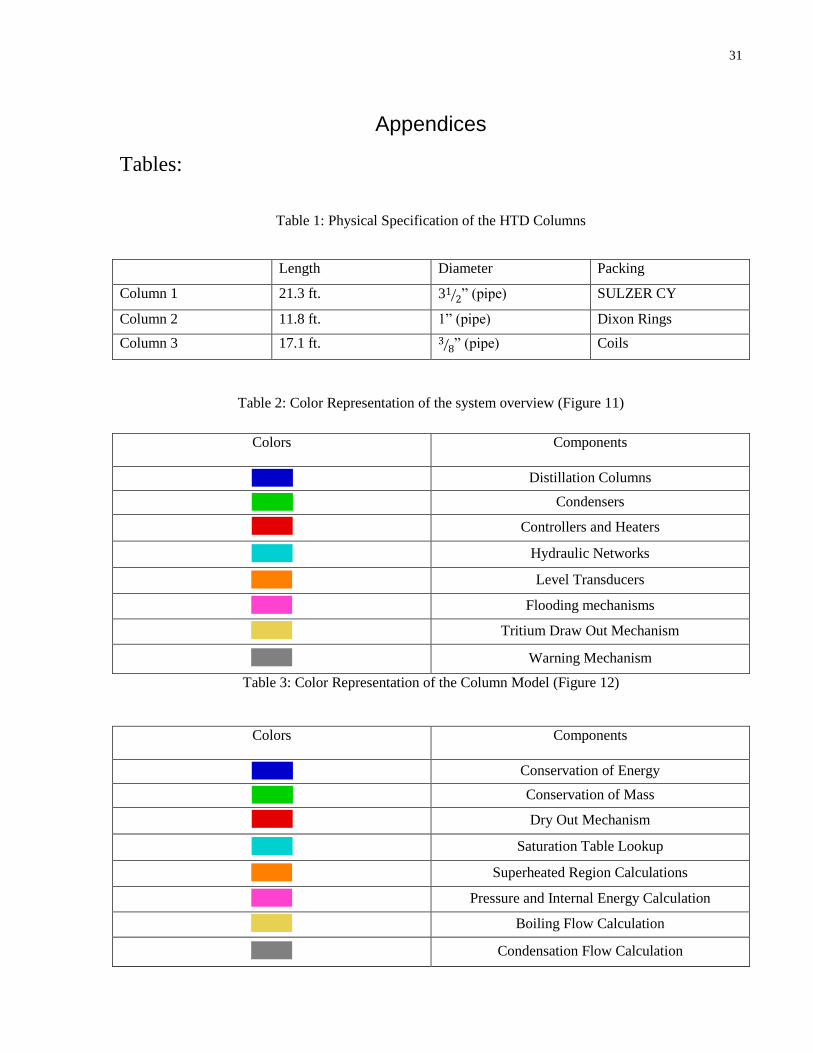
Appendices
Tables:
Table 1: Physical Specification of the HTD Columns
Length Diameter Packing
Column 1 21.3 ft. 3 ” (pipe) SULZER CY
Column 2 11.8 ft. 1” (pipe) Dixon Rings
Column 3 17.1 ft. ” (pipe) Coils
Table 2: Color Representation of the system overview (Figure 11)
Colors Components
Distillation Columns
Condensers
Controllers and Heaters
Hydraulic Networks
Level Transducers
Flooding mechanisms
Tritium Draw Out Mechanism
Warning Mechanism
Table 3: Color Representation of the Column Model (Figure 12)
Colors Components
Conservation of Energy
Conservation of Mass
Dry Out Mechanism
Saturation Table Lookup
Superheated Region Calculations
Pressure and Internal Energy Calculation
Boiling Flow Calculation
Condensation Flow Calculation
32
Table 4: Color Representation of the Control System Model (Figure 13)
Colors Components
Outer Loop Cascade Controller
Inner Loop Cascade Controller
Heater Calculations
Power Transducer Fault Mechanism
Heater Fault Mechanism
Control Scheme Switch
Conventional Controller
Pressures:
Table 5: The Design and Simulated steady state values of the Flow between the Columns
Design Value (Pa) Simulated Value (Pa) Percent Difference (%)
Column 1 131900 131900 0
Column 2 133700 133700 0
Column 3 135800 135800 0
Flows:
Table 6: The Design and Simulated steady state values of the Columns Pressure
Design Value (kg/s) Simulated Value (kg/s) Percent Difference (%)
From Column 1 to LTD 0.003413 0.003412 0.0293
From Column 2 to 1 0.000173 0.000173 0
From Column 3 to 2 0.000032 0.000032 0

33
Control Parameters:
Column 1:
Table 7: Column 1 Control Parameters
PID Controller Cascade Controller Optimized Controller
Outer Loop P 0.42 0.2 0.42
Outer Loop I 7e-4 3.3333e-004 7e-4
Outer Loop D 0 0 0
Inner Loop P N/A 0.2 1
Inner Loop I N/A 3.3333e-004 0
Inner Loop D N/A 0 0
Column 2:
Table 8: Column 2 Control Parameters
PID Controller Cascade Controller Optimized Controller
Outer Loop P 0.5 0.5 0.5
Outer Loop I 0.0012 0.0012 0.0012
Outer Loop D 0 0 0
Inner Loop P N/A 0.2 1
Inner Loop I N/A 3.3333e-004 0
Inner Loop D N/A 0 0
Column 3:
Table 9: Column 3 Control Parameters
PID Controller Cascade Controller Optimized Controller
Outer Loop P 0.667 0.667 0.667
Outer Loop I 0.0056 0.0056 0.0056
Outer Loop D 40.02 40.02 40.02
Inner Loop P N/A 0.2 1
Inner Loop I N/A 3.3333e-004 0
Inner Loop D N/A 0 0

34
Figures
Figure 1: Block Diagram of DTRF Process
Distillation
Columns
DTO/D2Power Plant
D2
DTD2O
DTO
T2
Figure 2: Tritium Removal Facility, Catalyst Exchange and Distillation
35
VPCE
FTS
DU
Expansion Tank
DMSRS
AU
LTD
HTD
CRS
D2O D2O/DTO
D2OHDO/D2O
T2
O2O2
D2/DT
D2
D2
Figure 3: Tritium Removal Facility, Flow Diagram

36
TH
D C
olu
mn
3
TH
D C
olu
mn
2
TH
D C
olu
mn
1
LT
D
Ca
taly
st C
on
ve
rte
r
He
at E
xch
an
ge
r 2
He
at E
xch
an
ge
r 1
Co
nd
en
se
r 3
Co
nd
en
se
r 2
Co
nd
en
se
r 1
Exp
an
sio
n T
an
k
Figure 4: High and Low Tritium Distillation Columns
37
Figure 5: Normal Packing Configuration
38
Figure 6: Packing Configuration during Flooding
39
Firing Board
Transducer
TRIAC
L1
N
4 – 20 mA
From DCI 4000
120 VAC
12
0 V
AC
Cla
ss
IV S
up
ply
To
He
ate
r
Fu
se
Fu
se
Fu
se
Figure 7: Heater Control, Wiring Diagram
40
Figure 8: Node/Link Figure
Figure 9: Nodal Representation of a Column
NjLkNi

41
Figure 10A: PID controller Block Diagram
Figure 10B: Cascade Controller Block diagram
Setpoint (r) PID-+
Plant
Control Loop
Error (e) Control Signal (u)
PID-+
PlantPower Transducer-+
Inner Loop
Outer Loop
PID(r1) (e1) (u1) (r2) (e2) (u2)
r1 = Outer Loop Setpoint
r2 = Inner Loop Setpoint
e1 = Outer Loop Error
e2 = Inner Loop Error
u1 = Outer Loop Control Signal
u2 = Inner Loop Control Signal
42
Figure 11: System Overview (See Table 2 for color representation)
43
Figure 12: Single Entry of Warning Mechanism
44
Figure 13: Column Overview (See Table 3 for color representation)
45
Figure 14: Control System Overview (See Table 4 for color representation)

46
Figure 15: Condenser 1 Level, Plant Data, Feb 14, 2011 Figure 16: Condenser 1 Level, Condenser 1, HTD Model
Figure 17: Column 1 Apparent Level6, Plant Data, Feb 14, 2011 Figure 18: Column 1 Apparent Level, HTD Model
6 Apparent level for all column levels is dimensionless. Apparent level is derived from temperature and is an estimation of the level trend not the absolute level
value.
20
25
30
35
40
18:25 18:36 18:48 19:00
Condenser 1 Level
Time (hh:mm)
Leve
l (%
)
20
25
30
35
40
0 100 200 300 400 500 600
Condenser 1 Level
Time (s)
Leve
l (%
)
50
70
90
110
18:25 18:36 18:48 19:00
Column 1 Level
Time (hh:mm)
50
70
90
110
0 100 200 300 400 500 600
Column 1 Level
Time (s)
47
Figure 19: Condenser 1 Level, Plant Data, Jan 01, 2011 Figure 20: Condenser 1 Level, Condenser 1, HTD Model
Figure 21: Column 1 Apparent Level, Plant Data, Jan 01, 2011 Figure 22: Column 1 Apparent Level, HTD Model
15
20
25
30
35
40
45
22:49 22:53 22:56 22:59
Condenser 1 Level
Time (hh:mm)
Leve
l (%
)
15
20
25
30
35
40
45
0 100 200 300 400 500 600
Condenser 1 Level
Time (s)
Leve
l(%
) 50
52
54
56
58
60
62
64
66
68
22:49 22:53 22:56 22:59
Column 1 Level
Time (hh:mm)
56
58
60
62
64
66
68
70
72
74
0 70 140 210 280 350 420 490 560
Column 1 Level
Time (s)

48
Figure 23: Column 2 Apparent Level, Plant Data, Jan 27, 2011
Figure 24: Column 2 Apparent Level, HTD Model
-200
-150
-100
-50
0
50
100
150
13:38 14:08 14:38 15:08 15:38
Column 2 Level
Time (hh:mm)
-200
-150
-100
-50
0
50
100
150
0 1800 3600 5400 7200
Column 2 Level
Time (s)

49
Figure 25: PID Controller, No Fault, Column 1
Figure 26: Proposed Cascade Controller, No Fault, Column 1
Figure 27: Optimized Cascade Controller, No Fault, Column 1
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
50
Figure 28: PID Controller, Heater Fault, Column 1
Figure 29: Proposed Cascade Controller, Heater Fault, Column 1
Figure 30: Optimized Cascade Controller, Heater Fault, Column 1
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)

51
Figure 31: PID Controller, Power Transducer Fault, Column 1
Figure 32: Proposed Cascade Controller, Power Transducer Fault, Column 1
Figure 33: Optimized Cascade Controller, Power Transducer Fault, Column 1
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
60
70
80
90
100
110
Appare
nt
Level
Time(s)
52
Fig 34: PID Controller, Column 1
Figure 35: Proposed Cascade Controller, Column 1
Figure 36: Optimized Cascade Controller, Column 1
0 50 100 150 200 250 300 350 400 450 50050
100
150
200
250
300
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
100
150
200
250
300
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 50050
100
150
200
250
300
Appare
nt
Level
Time(s)

53
Fig 37: PID Controller, Column 2
Figure 38: Proposed Cascade Controller, Column 2
Figure 39: Optimized Cascade Controller, Column 2
0 1000 2000 3000 4000 5000 6000 7000-200
-150
-100
-50
0
50
100
150
Appare
nt
Level
Time(s)
0 1000 2000 3000 4000 5000 6000 7000-200
-150
-100
-50
0
50
100
150
Appare
nt
Level
Time(s)
0 1000 2000 3000 4000 5000 6000 7000-200
-150
-100
-50
0
50
100
150
Appare
nt
Level
Time(s)

54
Fig 40: PID Controller, Heater Fault for three columns, Column 2
Figure 41: Proposed Cascade Controller, Heater Faults, Column 2
Figure 42: Optimized Cascade Controller, Heater Fault, Column 2
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)

55
Figure 43: PID Controller, Transducer Fault for three columns, Column 2
Figure 44: Proposed Cascade Controller, Power Transducer Fault, Column 2
Figure 45: Optimized Cascade Controller, Power Transducer Fault, Column 2
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)
0 50 100 150 200 250 300 350 400 450 500
20
40
60
80
Appare
nt
Level
Time(s)