Embed Size (px)
Citation preview

TEMPO TÉCNICO - Edição 04 1
T R A T A M E N T O D E E M I S S Õ E S G A S O S A S P A R A A T M O S F E R A
Deus
seja
louva
do!

2 TEMPO TÉCNICO - Edição 04

TEMPO TÉCNICO - Edição 04 3

4 TEMPO TÉCNICO - Edição 04

TEMPO TÉCNICO - Edição 04 5

6 TEMPO TÉCNICO - Edição 04

TEMPO TÉCNICO - Edição 04 7

8 TEMPO TÉCNICO - Edição 04
QUEIMABLOCOS CERÂMICOSMEIO AMBIENTE
443210Estudo comparativo da queima rápida com a queima tradicional nas propriedades de materiais cerâmicos de base argilosa
Comportamento de blocos cerâmicos estruturais produzidos a partir da mistura de lama vermelha e argila
Tratamento das emissões de ácido de um forno de tijolos que utiliza o coque de petróleo como combustível
S U M Á R I O
Jorge Luís Espíndola Diretor Geral
Kennia Cristina S. de Andrade Diretora de Redação
Daniel Luís de Andrade Diretor de Comunicação
Rua Cel. MaRCos Rova-Ris, nº 54, sl 34 CentRo,
CRiCiúMa - sC - 88.801-100 (48) 3061.7097 Fax: (48)
3045.7862
Os conceitos expressados nos artigos, são exclusivamente responsabilidade dos autores. É permitida a reprodução total ou parcial dos conteúdos desta publicação, com a auto-rização por escrito do diretor, citando fontes, edição e data de publicação .Informações adicionais de quaisquer artigos podem ser disponibilizadas escrevendo para nosso correio eletrônico.


10 TEMPO TÉCNICO - Edição 04
TRATAMENTO DAS EMISSÕES DE ÁCIDO DE UM FORNO DE TIJOLOS QUE UTILIZA O COQUE DE PETRÓLEO COMO COMBUSTÍVEL
No trabalho apresentado foi estudado um sistema de tratamento de emissões gasosas de compostos ácidos com base na utilização de hidróxido de cálcio como filtros reagen-tes e do saco como o sistema separador de gás sólido. Especificamente o sistema foi instalado na empresa de HERDEIROS MAR-QUEZ Villar, S. L. (MARQUEZ) que fabrica tijolos cerâmicos.O forno estudado utiliza gás natural como combustível (quente) e coque de petróleo micronizado (nas áreas de temperatura mais alta). Operando em tais condições, de outras partículas, o poluente mais crítico
O principal impacto ambiental associado à queima de produtos cerâmicos estruturais são as emissões gasosas para a atmosfera. Estas emissões podem conter partículas e contaminantes gasosos de ácido por natu-reza[2] [3] [4], em compostos de cloro, flúor e enxofre.Vêm principalmente argilas de flúor, em que o fluoreto é que substituem os grupos OH na estrutura de cristal da mica e muitos outros minerais de argila (montmorilonite, ilite, cau-
para atender as exigências ambientais im-postas à empresa em sua Autorização Am-biental Integrada são os óxidos de enxofre (SOx). A aplicação destes sistemas de tra-tamento com base na utilização de hidróxido de cálcio e filtros de saco é comum para o tratamento de compostos de ácido (HF, HCl e SOx). No caso de compostos de flúor, ti-picamente têm rendimentos elevados (> 90%), mas de acordo com a literatura[1] dá um rendimento mais baixo e altamente vari-ável na purificação de compostos de enxofre (7-80%), de modo que o desenho do sistema deve ser feito com mais detalhes para obter
linite,...). As contribuições de compostos de cloro podem ser muito mais variadas e vêm do cloreto na água usada como matérias primas, os aditivos utilizados no processo de prepa-ração de matérias primas, etc. Compostos de enxofre podem ser gerados pela combustão e / ou matérias primas que contêm este ele-mento, como uma impureza, principalmente sob a forma de pirite (sulfureto de ferro) ou de gesso (sulfato de cálcio), e a entrada de enxofre na água utilizada no umedecimento da
retornos adequados que atendam às especi-ficações impostas pela legislação ambiental.O trabalho apresentado é o resultado da co-laboração da empresa MARQUEZ, na cidade de Bailen, Espanha, que conduziu o estudo, da empresa WORKSHOPS MOVIGI SL (MOVI-GI) desenvolveu as atividades de projeto e construção do sistema de purificação, e do Instituto de Tecnologia Cerâmica (ITC) que fez a caracterização das emissões gasosas de resíduos coletados em filtros de sacos e também participou na concepção e definição dos parâmetros operacionais do sistema de filtração estudadas.
composição (solução de sulfato).A emissão destes compostos ácidos tem lugar a temperaturas elevadas. No caso de compos-tos de flúor do início de difusão geralmente coincide com a desidroxilação dos minerais de argila, a temperaturas de cerca de 500-700 °C. No caso de cloro e de enxofre, a emissão começa a temperaturas entre 600 e 800 °C.Na área da cidade de Bailen, existe uma ele-vada densidade de empresas envolvidas na fabricação de cerâmica estrutural (tijolos, te-
E. Moro, E. Monfort, S. Gomar, I. Celades, E. Márquez
Resumo
Introdução
M E I O A M B I E N T E

TEMPO TÉCNICO - Edição 04 11

12 TEMPO TÉCNICO - Edição 04
lhas, etc.), fabricado em mais de 18% da pro-dução espanhola de cerâmica estrutural. Esta elevada concentração de indústrias, combina-da com uma legislação ambiental relativamen-te obsoleta tem conduzido, nos últimos anos, uma alternância significativa da qualidade do ar. Para corrigir esta situação tem sido desenvolvido e implementado um plano para melhorar a qualidade do ar[5]. Este plano prevê que as autoridades competentes tomem medi-das a fim de proteger o meio ambiente contra
O desenvolvimento experimental apresentado neste trabalho tem sido feito com a instala-ção mostrada esquematicamente na figura 1. Este sistema de limpeza está ligado a um tijolo de forno de cozedura do túnel.Em termos gerais, a instalação de purifi-cação em estudo é um saco de filtro com a adição de adsorvente reativo colocado em série, após a pilha de fumo de um forno de túnel para disparar tijolos. As características
os efeitos prejudiciais das atividades humanas e para manter níveis aceitáveis da qualidade do ar e, quando possível, recuperar as zonas que foram afetadas negativamente.Estas medidas propostas no Plano de Qualida-de do Ar devem reduzir os níveis de partículas e de SO2. Propomos o uso de combustíveis mais limpos (que geram menos partículas e baixo teor de enxofre) e a instalação de sis-temas de tratamento de partículas com ou sem adição de reagentes para a co-disposição
especiais incluem a instalação de um siste-ma de condicionamento da temperatura do fluxo de entrada de gás a ser purificado, que se destina a manter a referida temperatura acima da temperatura do ponto de orvalho dos contaminantes de ácido (para prevenir os efeitos de corrosão) e inferior a tempera-tura de funcionamento máxima das mangas, de modo a satisfazer ambas as condições são estabelecidas uma gama de trabalho entre
de emissões gasosas, dependendo o teor de enxofre no combustível. O Plano também in-dica que, quando o combustível utilizado é o coque de petróleo com um teor de enxofre superior a 4%, é necessário utilizar métodos de técnicas de dessulfurização com remoção de partículas.A tabela 1, abaixo, resume o comportamento de alguns dos sistemas de tratamento propostos, realçando o grupo que inclui o sistema de tra-tamento instalado no Marquez.
150 e 160 °C.Para isso, o sistema é fornecido com um quei-mador para aumentar a temperatura da cor-rente de carga quando ela é colocada abaixo da temperatura de conjunto, e uma carga de válvula de entrada de ar ambiente diminuin-do da temperatura, quando se está acima do intervalo corrigido. A figura 2 mostra uma visão geral do sistema de condicionamento da temperatura.
Tabela 1: Técnicas conjuntas de eliminação de partículas e dessulfurização no plano para melhorar a qualidade do ar na cidade.
(1) As concentrações indicadas correspondem a valores de saída contida na literatura técnica e ofertas e catálogos de fabricantes.(2) Os reagentes normalmente utilizados em processos de dessulfurização são considerados: Dessulfurização seca: hidróxido de sódio (ƞ% = 60) Dessulfurização seco: Bicarbonato de sódio (ƞ% = 70). Dessulfurização semi-seca: hidróxido de cálcio. Dessulfurização molhado: soda, hidróxido de amônio.
Purificação de Descrição do Sistema

TEMPO TÉCNICO - Edição 04 13

14 TEMPO TÉCNICO - Edição 04
Figura 1: Esquema básico da planta industrial estudado
Figura 2: Descrições de condicionamento da temperatura de entrada do sistema do fluxo a ser purificado


16 TEMPO TÉCNICO - Edição 04
Figura 3: Vista geral do filtro de mangas
Figura 4: Cabine mangas de proteção do filtro e uma plataforma de controle ambiental.
Após a temperatura do sistema de condiciona-mento, foi instalado um sistema de segurança para a retenção de partículas incandescentes (ou faísca) que pode evitar danos causados pelos te-cidos queimados dos sacos de filtro e até mesmo causar fogo.
O reagente de adsorvente é alimentado para o sistema de purificação a partir de uma tre-monha de armazenamento situado adjacente ao gás de admissão a ser limpa. A tremonha está equipada com um sensor de nível, um vi-brador e uma válvula de medição, que regula o fluxo de massa de reagente fornecido para o sistema de lavagem. A figura 3 mostra um close do funil.Tais sistemas oferece a possibilidade de uti-lizar vários reagentes (de acordo com o seu custo, disponibilidade, contaminante de inte-resse, etc.). A tabela 2 resume os reagentes usuais na limpeza a seco de compostos de
Finalmente, há o filtro de saco adequado, mostra-do na figura 3. Este filtro é do tipo modular de células, de secção retangular e realiza a separa-ção das partículas sólidas a partir do fluxo de gás. Os sacos de filtro instalados são Nomex Teflon e têm um sistema de limpeza para a injeção de ar
enxofre, bem como reações químicas e o de-sempenho esperado como referência[1]. Des-tes reagentes, por razões de custo, o mais utilizado na indústria cerâmica são hidróxido de cal ou de cálcio (utilizado neste estudo) e carbonato de cálcio.Finalmente a figura 4, é mostrada como o sistema de purificação tem uma chaminé fornecida com um ventilador responsável por regular a perda de pressão da instalação e acionamento de saída final. Esta ventoinha está localizada em uma cabine termicamen-te e acusticamente isolada. Antes do ponto de emissão é uma plataforma de trabalho
adequada para a realização das etapas de controle e monitoração da emissão total do sistema de purificação.O sistema inteiro é governado por um con-trolador automático utilizando um inversor li-gado ao ventilador do sistema de purificação, conseguido através da regulação da pressão no forno (tiro) de forma autônoma de acordo com as necessidades do forno - Sistema de-puração. Assim, o sistema de controle integra o forno ficando, por sua vez, com economia de energia significativa no motor do ventilador. Na figura 5 mostra um pormenor do sistema de controle automático.
comprimido. A sequência de limpeza é comandada por um medidor de diferença de pressão situado entre a saída e a entrada da câmara de separação em primeiro lugar. Em cada ciclo de limpeza do pó retido na manga cai num parafuso que conduz a um tanque de armazenamento.


18 TEMPO TÉCNICO - Edição 04
Nossos objetivos são:
1. Implementação, concepção e desenvolvimento de uma planta de tratamento de compostos ácidos das emissões de um forno de túnel de tijolo, com base na utilização de filtros de saco, com a adição de hidróxido de cálcio.
2. Estudo do funcionamento da instalação de purificação, a quantificação e caracterização de resíduos sólidos de origem, bem como as emissões geradas no forno, antes e após o passo de filtração.
3. A análise do desempenho da estação de tratamento e comparação com os limites legais na purificação de gases ácidos.
O estudo foi realizado nos HERDEIROS vegetais VILLAR Marquez, envolvidos na fabricação de tijolos, que tem um forno de túnel, utilizando como com-bustível uma mistura de gás natural e coque de petróleo micronizada.
Os pontos de amostragem para a caracterização das correntes de gás foram localizados:
• Antes do filtro: A plataforma tem sido utilizada e do ponto de medição na saída do forno através dos meios da planta.
• Após o filtro: O ponto de amostragem está localizado antes da combustão na chaminé filtro de mangas de emissão própria.
Objetivos
Caracterização das emissões gasosas
Tabela 2: Reagentes habituais no tratamento de SO2
Figura 5: Controle de sistema automático de limpeza
Figura 6: Mostram em pormenor os dois amostradores em pon-tos utilizados
Desenvolvimento Experimental


20 TEMPO TÉCNICO - Edição 04
A figura 6 identifica os pontos de amostragem para caracterizar as emissões, à esquerda fora do forno, antes da saída do filtro e à direita, após o filtro.A metodologia utilizada para a determinação considerada poluentes gasosos (cloro, flúor e enxofre), baseiam-se a extração com uma sonda apropriada de um volume conhecido de gases que são passados através de um sistema de absorção que captura estes compostos; mais
Para complementar a caracterização das emissões gasosas do forno, foi feito um es-tudo da composição química do produto, tal como fabricados com o combustível utilizado.Na planta de manufatura para produzir vá-rios modelos estudados é o tijolo que dife-rem na forma final. Isto é porque as matérias
Como uma ação antes de realizar os testes ne-cessários para estudar as características do sis-tema de alimentação do reagente. Em particular, foi determinada a relação entre a quantidade de reagente do sistema de purificação de aerossol
As amostras foram tomadas do reagente e do material sólido resultante da filtração do fluxo de gás, após os passos de limpeza do saco de filtro para ser caracterizado.Determinações foram submetidas a que estes materiais são descritos brevemente abaixo:• Distribuição de tamanho de partícula (DTP): O DTP foi determinado utilizando um equipamento de difração laser. Nesta equipe, as partículas passam através de um feixe de laser e da luz dispersa é recolhido por 40 sensores. A distri-buição de tamanho foi calculada com o software
tarde executa a determinação do contaminante de interesse presente na solução de limpeza e da concentração calculada na corrente de gás.O ITC é credenciado pelo Órgão Nacional de Acreditação (ENAC) para determinar a concen-tração de cloro, flúor e enxofre, de acordo com procedimentos internos.Além disso, determinou-se a taxa de fluxos de gás e estudo foram realizados nos passos des-contínuos dos gases de combustão, a saber, O
2,
primas utilizadas para fazer todas elas são comuns e vêm das minas perto da cidade de Bailen.À medida que o combustível utilizado, como discutido acima, na zona de pré-aquecimento e de gás natural é usado na zona de cozimen-to micronizada de coque de petróleo.
usando o dispensador e a posição da válvula de medição. O reagente usado para este estudo foi de hidróxido de cálcio fórmula química Ca (OH) 2.O sistema de alimentação opera manualmente pelo reagente de medição da válvula tremonha
que incorpora o aparelho com o padrão de di-fração de Fraunhofer para interpretar o sinal de luz dispersa recolhidos pelos detectores. O pó é alimentado para o computador com a aplicação de vácuo e de injeção de ar a alta velocidade e através de um sistema de tubagem, em que as tensões de impacto e de cisalhamento a qual ele é submetido, aglomerados quebrados e individu-alizar as partículas.• A análise mineralógica: Para a determinação qualitativa das espécies minerais presente nos resíduos tem sido usado um computador para
análise por difração de raios X (Theta-Theta di-fratômetro Bruker modelo Avanço D8). A técnica consiste em fazer um feixe de raios-X de com-primento de onda conhecido, sobre uma amostra de pó. O feixe é difratado e refletido com ângulos característicos dos planos dos cristais, obten-do-se o padrão de difração correspondente, a partir do qual se identifica as espécies minera-lógicas presente usando os cartões JCPDS para puras fases cristalinas. Esta análise completada por análise química para estimar a emissão de material da fase cristalina e fase de vidro.
CO2, CO, NO, NO2 e SO2. Para isso utilizamos um
analisador de gases através de sensores eletro-químicos. O princípio de funcionamento destes sensores baseia-se em passar uma amostra através de uma célula, na qual os gases analisa-dos, depois de passar através de uma barreira de difusão, atingem o cátodo, que produz uma redução específica para cada composto, geran-do uma tensão proporcional à concentração de contaminantes.
Em amostras de material processado e coque de petróleo foi determinado aleatoriamente tomado seu teor de enxofre, depois subme-tendo a amostra a um forno de aquecimento por indução com uma atmosfera de O2 e SO2
fora dado por determinação do detector de infravermelhos.
embora a dosagem possa ser ajustada pelo sis-tema de computador (SCADA) que controla a to-talidade da instalação. Na forma de realização do presente estudo, as mudanças na dosagem foram feitas em qualquer momento manualmente.
Caracterização do produto fabricado e combustível utilizado
Verificação da energia do sistema reativo adsorvente
Caracterização do reagente e o resíduo obtido no baghouse
A partir dos dados obtidos na caracterização da corrente gasosa a ser tratada antes e depois do sistema de purificação a fim de operar com diferentes doses de reagente adsorvente, foi calculado o desempenho de dessulfurização.
Desempenho do sistema de depuração estudado

TEMPO TÉCNICO - Edição 04 21

22 TEMPO TÉCNICO - Edição 04
Caracterização do fluxo de gás a ser purificado
Caracterização do produto fabricado e combustível utilizado
Resultados e Discussão
A caracterização da corrente de gás a ser pu-rificado, tem sido feito nas condições de ope-ração e com o produto mostrado na tabela 3.Com as condições descritas, tem havido uma caracterização da corrente de gás a partir do forno, houve várias caracterizações que são resultadas atuais e de comparação com
Para complementar a caracterização das emis-sões gasosas do forno , foi feito um estudo da composição química do material tal como fabri-cados como o combustível utilizado. A tabela 5 mostra o teor de enxofre total tanto a matéria prima utilizada como coque micronizada utili-
os valores limite definida na AAI concedida a MARQUEZ[6], resumidos na tabela 4.A partir da tabela 4 pode-se concluir que o contaminante mais crítico na corrente de gás a ser purificado, são os compostos de dióxido de enxofre (SO2), de modo que o estudo tem incidido sobre este poluente. A este respeito
zado como combustível. Neste caso, o teor de enxofre do gás natural não tem sido considera-do porque é insignificante se comparado com o coque.De acordo com os dados apresentados na tabela 5, o conteúdo mais significativo de enxofre do
é de salientar que a temperatura de emissão (121 °C) é inferior à temperatura de conden-sação de SO2 para a composição é de corren-te (valor teórico de 140 °C), de modo tinha para instalar o sistema de controle de tempe-ratura mencionado na descrição do sistema de purificação.
coque é micronizado. No entanto, a entrada total de enxofre para o processo de fabricação de ti-jolo depende da produção e consumo de coque. Neste trabalho são variáveis, mantiveram-se constantes e não mudou o tipo de composição ou de fluxo, ou do tipo de coque micronizado.
Tabela 3: Produto fabricado e condições de operação da instalação
Tabela 4: Os resultados da caracterização da corrente de gás a ser purificado e comparados com os valores limite estabelecidos na MARQUEZ IEA concedida a 13 de março de 2007.

TEMPO TÉCNICO - Edição 04 23

24 TEMPO TÉCNICO - Edição 04
Verificação da energia do sistema reativo adsorvente
Caracterização do reagente e do resíduo obtido no filtro de mangas
Para determinar a natureza do sistema de alimentação de reagente, que tenha sido determinada à relação entre a quantidade de reagente do sistema de purificação de aerossol usando o dispensador e a posição da válvula de medição. Os resultados desta determinação estão apresentados na figura 7.
O reagente usado no sistema de purificação é o hidróxido de cálcio, Ca (OH) 2. A caracterização do reagente e o resíduo consistiram em realizar uma análise de peneiração tanto mineralógica e material. A tabela 6 compara a análise crivo do reagente e o resíduo obtido no sistema de puri-ficação de quando se trabalha a uma dosagem de 38, 7 kg / h.Na figura 8 pode ser visto que no resíduo de exem-plo, há um maior número de partículas finas, o que pode corresponder que a formação de sulfato e de retenção de partículas finas de carbono não foi queimado a partir do coque de petróleo utilizado
como combustível. Mas as diferenças não são muito nítidas, provavelmente devido ao excesso de reagente utilizado (razão estequiométrica2,1).A tabela 7 mostra as estruturas cristalinas identi-ficadas para ambas às amostras. Sendo a mesma, mas variando a intensidade do pico de cada estru-tura de cristal.A figura 9 compara os resultados obtidos por di-fração de raios X para as duas amostras. Nesta fi-gura pode-se ver que a anidrite (sulfato de cálcio), formado por reação com hidróxido de cálcio, tem uma baixa cristalinidade, provavelmente devido a este tamanho de cristal ser muito pequeno, este
fenômeno também faz com que haja o alargamen-to do pico de difração. Além disso, pode-se obser-var que no resíduo da amostra, continua a existir uma elevada proporção de hidróxido de cálcio, isto acontece porque ao alcançar elevados ren-dimentos é necessário trabalhar com uma maior quantidade de reagente bem acima da estequio-métrica (esta amostra correspondente ao ensaio é realizada a uma proporção estequiométrica de 2,1). Calcite (carbonato de cálcio) isto pode ser atribuído à carbonatação de hidróxido de cálcio e a percentagem serem baixa e semelhante em ambas as amostras.
Tabela 5: Teor de enxofre total na composição do material produzido e do combustível utilizado
Figura 7: Relação entre a dosagem real (kg / h) e a dosagem regulador posição

TEMPO TÉCNICO - Edição 04 25

26 TEMPO TÉCNICO - Edição 04
Figura 8: Frequência de amostragem de tamanho de partícula do resíduo e reagente do filtro de saco
Tabela 6: Valores de distribuições de tamanho de partículas 90, 50 e 10% das partículas
Tabela 7: Estruturas de cristal identificado na amostra
Figura 9: Difração de raios X da amostra e reagente resíduo a partir do filtro de saco

TEMPO TÉCNICO - Edição 04 27

28 TEMPO TÉCNICO - Edição 04
Desempenho do sistema de depuração estudado
A comparação dos resultados com os requisitos legais
Para calcular o rendimento do sistema de puri-ficação, houve uma caracterização de sistema de tratamento de emissões de alimentação das diferentes doses de sistema reagente.As principais características do forno foram estáveis sob as condições mostradas na tabela 3. Com estas características de funcionamento, várias medidas foram realizadas para diferentes
Finalmente a tabela 9 compara os resultados obtidos com o estudo do filtro e os valores apresentados nos seguintes documentos técnicos e legais: Plano para Melhorar a Qualidade do Ar na cidade de Bailen[5], o documento BREF sobre a indústria cerâmica[1] e de Autorização Ambiental Integrada concedida à empresa MARQUEZ[6].
doses de reagente.O método de medição coincide com o utilizado na fase inicial. O desempenho das medições descon-tínuas de SO2 através de um método químico foi iniciado depois de atingir o estado estacionário em termos de emissões de que poluente.A tabela 8 resume os resultados de SO2 para as diferentes doses estudadas, e os rendimentos
calculados.A figura 10 mostra a variação do desempenho em termos de purificação de SO2 razão estequiomé-trica.As experiências não permitem uma extrapolação fiável dos rendimentos obtidos em doses mais altas do que as estudadas, de modo que não é possível saber o máximo desempenho do sistema.
Tabela 8: SO2 concentração dependendo da dosagem de reagente no sistema de purificação
Figura 10: Desempenho de purificação SO2 dependendo da dosagem de reagente

TEMPO TÉCNICO - Edição 04 29
30 TEMPO TÉCNICO - Edição 04
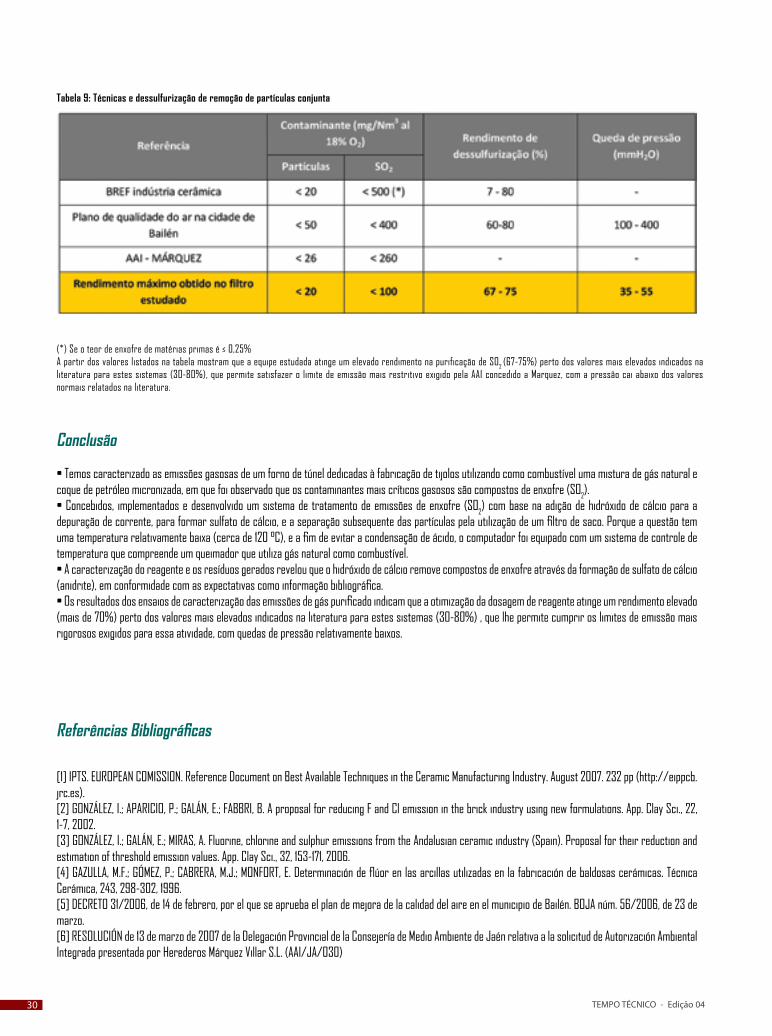
Tabela 9: Técnicas e dessulfurização de remoção de partículas conjunta
(*) Se o teor de enxofre de matérias primas é ≤ 0,25%A partir dos valores listados na tabela mostram que a equipe estudada atinge um elevado rendimento na purificação de SO2 (67-75%) perto dos valores mais elevados indicados na literatura para estes sistemas (30-80%), que permite satisfazer o limite de emissão mais restritivo exigido pela AAI concedido a Marquez, com a pressão cai abaixo dos valores normais relatados na literatura.
Conclusão
Referências Bibliográficas
• Temos caracterizado as emissões gasosas de um forno de túnel dedicadas à fabricação de tijolos utilizando como combustível uma mistura de gás natural e coque de petróleo micronizada, em que foi observado que os contaminantes mais críticos gasosos são compostos de enxofre (SO2).• Concebidos, implementados e desenvolvido um sistema de tratamento de emissões de enxofre (SO2) com base na adição de hidróxido de cálcio para a depuração de corrente, para formar sulfato de cálcio, e a separação subsequente das partículas pela utilização de um filtro de saco. Porque a questão tem uma temperatura relativamente baixa (cerca de 120 °C), e a fim de evitar a condensação de ácido, o computador foi equipado com um sistema de controle de temperatura que compreende um queimador que utiliza gás natural como combustível.• A caracterização do reagente e os resíduos gerados revelou que o hidróxido de cálcio remove compostos de enxofre através da formação de sulfato de cálcio (anidrite), em conformidade com as expectativas como informação bibliográfica.• Os resultados dos ensaios de caracterização das emissões de gás purificado indicam que a otimização da dosagem de reagente atinge um rendimento elevado (mais de 70%) perto dos valores mais elevados indicados na literatura para estes sistemas (30-80%) , que lhe permite cumprir os limites de emissão mais rigorosos exigidos para essa atividade, com quedas de pressão relativamente baixos.
[1] IPTS. EUROPEAN COMISSION. Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry. August 2007. 232 pp (http://eippcb.jrc.es).[2] GONZÁLEZ, I.; APARICIO, P.; GALÁN, E.; FABBRI, B. A proposal for reducing F and Cl emission in the brick industry using new formulations. App. Clay Sci., 22, 1-7, 2002.[3] GONZÁLEZ, I.; GALÁN, E.; MIRAS, A. Fluorine, chlorine and sulphur emissions from the Andalusian ceramic industry (Spain). Proposal for their reduction and estimation of threshold emission values. App. Clay Sci., 32, 153-171, 2006.[4] GAZULLA, M.F.; GÓMEZ, P.; CABRERA, M.J.; MONFORT, E. Determinación de flúor en las arcillas utilizadas en la fabricación de baldosas cerámicas. Técnica Cerámica, 243, 298-302, 1996.[5] DECRETO 31/2006, de 14 de febrero, por el que se aprueba el plan de mejora de la calidad del aire en el municipio de Bailén. BOJA núm. 56/2006, de 23 de marzo.[6] RESOLUCIÓN de 13 de marzo de 2007 de la Delegación Provincial de la Consejería de Medio Ambiente de Jaén relativa a la solicitud de Autorización Ambiental Integrada presentada por Herederos Márquez Villar S.L. (AAI/JA/030)

TEMPO TÉCNICO - Edição 04 31

32 TEMPO TÉCNICO - Edição 04
COMPORTAMENTO DE BLOCOS CERÂMICOS ESTRUTURAIS PRODUZIDOS A PARTIR DA MISTURA DE LAMA VERMELHA E ARGILA Alcebíades Negrão Macêdo Diogo Henrique Pereira e Costa Sandro Roberto dos Santos Trindade José Antônio da Silva Souza Ronaldson José de França Mendes Carneiro
A utilização de novas técnicas de aproveita-mento de resíduos tem-se tornado cada vez mais importante na construção civil, principal-mente quando se trata da utilização de resídu-os de outros segmentos industriais e da redu-ção de consumo de matérias-primas naturais. O objetivo deste estudo foi avaliar a utilização da lama vermelha, resíduo proveniente da pro-
A lama vermelha (LV) não é classificada como um resíduo perigoso segundo a United States Environmental Protection Agency (ENVIRON-MENTAL..., 2005), porém sua produção nas fábricas de alumina constitui um problema am-biental, devido ao teor cáustico pela presença de Na(OH), que leva o pH da LV para valores entre 12 e 14, tornando-se a principal fonte de cuidados e segurança, pois acidentes podem tomar proporções consideráveis em função da quantidade produzida. Na literatura não existe a definição de uma proporção exata entre a
dução de alumina metalúrgica, na produção de blocos cerâmicos vazados estruturais. A pro-dução dos blocos foi realizada em uma indús-tria cerâmica, a partir de uma mistura de 60% de lama vermelha (LV) e de 40% de argila. Após a produção dos blocos, realizaram-se ensaios de acordo com as normas técnicas, tais como absorção de água e compressão axial simples.
quantidade de alumina produzida e quantidade de LV gerada (SILVA FILHO; ALVES; DA MOTTA, 2007), porém há referência que uma fábrica típica de alumina produza de 1 a 2 toneladas de lama vermelha por tonelada de alumina produzida (HIND; BHARGAVA; GROCOTT, 1999; BRUNORI et al., 2005).Somente a Alunorte - Alumina do Norte do Bra-sil S.A., localizada em Barcarena, PA, produziu 5,03 milhões de toneladas de alumina calcina-da em 2008 (ALUNORTE, 2008). Estima-se que somente nessa fábrica foram produzidos cerca
A partir da análise dos resultados, observou-se que os blocos estruturais produzidos a partir da mistura de LV e argila atenderam aos parâ-metros normativos quanto ao índice de absor-ção de água e de resistência à compressão, e que as resistências médias e características desses blocos foram superiores às dos blocos cerâmicos de referência.
de 6 milhões de toneladas de lama vermelha em 2010. Outro fator importante é que o mate-rial possui ainda uma quantidade de NaOH em torno de 8% em peso, o que explica a caustici-dade presente na lama vermelha. Esse material apresenta um teor de compostos de ferro bas-tante elevado, podendo ainda estar presentes óxidos de V, Ga, P, Mn, Mg, Zn, Th, Cr e Nb, que podem contaminar cursos d’água e lençóis subterrâneos, além dos elevados custos para sua deposição. Por outro lado, a indústria ce-râmica, que produz insumos para a construção
Resumo
Introdução
B L O C O S C E R Â M I C O S

TEMPO TÉCNICO - Edição 04 33

34 TEMPO TÉCNICO - Edição 04
civil, tem-se apresentado como uma excelente alternativa para o aproveitamento de resíduos de diferentes segmentos industriais. Estudos realizados mostraram que a LV apresenta boas características para a aplicação na produção de artefatos cerâmicos (HILDEBRANDO, 1998; GOUVEIA, 2006; SILVA FILHO; ALVES; DA MOTTA, 2007; SOUZA et. al.; 2010; SOUZA, 2010).Por outro lado, o processo construtivo utili-zando alvenaria estrutural tem-se destacado na construção civil, devido a sua eficiência,
funcionalidade e baixo custo, proporcionando uma edificação mais econômica, mais limpa e de elevada velocidade de construção, pelo fato de os blocos estruturais dispensarem a confecção de vigas e pilares de concreto armado e, por consequência, a confecção de fôrmas de madeira e armaduras, reforçando o atual quadro da construção civil em buscar soluções que impliquem o aumento racional da produtividade e a eliminação de desperdícios. No entanto, tanto os blocos estruturais de con-
creto quanto os cerâmicos devem apresentar características físicas e mecânicas adequadas para tal finalidade. Dentro desse contexto, o presente trabalho tem como objetivo avaliar o comportamento de blocos cerâmicos produzi-dos a partir da mistura de LV e argila como uma alternativa para aplicação estrutural, que pode contribuir para a redução dos impactos ambientais ocasionados pela deposição de LV e extração de argila, além de eventuais reduções de custo de produtos finais.
A lama vermelha (LV) consiste no resíduo dos componentes minerais insolúveis provenientes da digestão da bauxita pelas soluções de hi-dróxido de sódio, na fabricação de alumina pelo processo Bayer (HILDEBRANDO, 1998). É com-posta principalmente de óxido de ferro, quartzo, aluminossilicatos de sódio, carbonato de cálcio/aluminato, dióxido de titânio e hidróxido de sódio (NORTON, 1973), sendo considerada como um re-síduo de classe II, não inerte (LIMA, 2006).A composição química da LV varia bastante de-pendendo da natureza da bauxita e da técnica empregada no processo Bayer em cada indús-tria. Geralmente, a LV retém todo o ferro, titânio e sílica presentes na bauxita, além do alumínio não extraído durante o refino, combinado com o sódio sob a forma de um silicato hidratado de alumínio e sódio de natureza zeolítica (REESE; CUNDIFF, 1955; DAVIES-MCCONCHIE et al., 20021 apud SILVA FILHO; ALVES; DA MOTTA, 2007). Exis-tem relatos de que a composição química da LV pode variar até em função do tempo de deposi-ção e do grau de exposição com o ar ambiente, perda de seu teor de causticidade, por exemplo, (SILVA FILHO; ALVES; DA MOTTA, 2007). A Tabela 1 apresenta algumas variações nas propriedades químicas da LV.No caso da indústria cerâmica as argilas cauliní-ticas utilizadas como matéria-prima já apresen-tam uma relação sílica/alumina suficiente para as reações características dos silicoalumina-tose índices de ferro acima de 10% em massa, além da presença de titânio e alcalinos, subs-tâncias importantes para as reações de estado
sólido, responsáveis pela sinterização (SOUZA, 2006; SOUZA; MACÊDO; QUARESMA, 2002). Dessa forma, a LV mostra-se um importante compo-nente na mistura, contribuindo para a redução de porosidade e para o aumento de resistência mecânica do material. A LV apresenta elevados teores de ferro, além de sódio, cálcio e outros elementos chamados cátions vitrificantes (fun-dentes), que agregam características importan-tes aos produtos cerâmicos, tais como aumento da resistência mecânica e redução de porosida-de. Na figura 1 são mostradas as difrações de raios X para uma amostra de LV da Alumina do Norte do Brasil S.A. – Alunorte e uma argila cau-linítica com presença laterítica (APCA), utilizada na indústria cerâmica da região, mostrando a presença das fases responsáveis pelas reações de estado sólido na sinterização. O aumento no teor de LV em misturas com argila implica uma maior quantidade de fundentes (Fe, Na) pre-sentes na massa, aumentando a eficiência de reações de estado sólido, formando mais fase amorfa pela presença de mais sódio (Na) e ferro (Fe). As reações de estado sólido entre o sódio (Na) e a sílica livre (SiO
2) representam a forma-ção de mais fase amorfa (vidro) e, consequen-temente, melhoria na sinterização, com redução de porosidade, e como reação complementar, o aumento do teor de mulita secundária, resultan-do em aumento de resistência mecânica (VIEIRA, 2008; SOUZA, 2010). Essa característica é a van-tagem do uso de fundentes eficientes, presentes na lama vermelha, uma vez que se pode obter componentes cerâmicos mais resistentes sem
necessariamente aumentar a temperatura de sinterização.O cuidado que se deve ter nesse processo é procurar avaliar a dosagem ótima de adição de LV na mistura com argila em função do tipo de produto a ser fabricado e o nível de tempera-tura de sinterização. O controle de temperatura é importante para garantir que todo o material esteja sinterizado para que não haja liberação de material cáustico. Estudos sobre lixiviação e so-lubilização da mistura LV e argila mostraram não haver residual cáustico para o material queima-do a partir de 750 ºC (SOUZA; NEVES; HILDEBRAN-DO, 2000; SANTOS; OROFINO; SOUZA, 2001).Para blocos cerâmicos de vedação e estruturais, o excesso de LV na mistura com argila pode ge-rar retrações acentuadas na fase de secagem ao ar, introduzindo ao produto trincas por retra-ções que comprometem a qualidade do produto final. No trabalho de Gouveia (2006), onde foram avaliados aspectos de fabricação de blocos cerâmicos com características estruturais, observou-se que, se o teor de LV na mistura com argila ultrapassar 60%, provavelmente o produ-to final será prejudicado pela retração excessiva na fase de secagem ao ar. Esse fenômeno está relacionado com a presença de zeólitas na com-posição da LV. As zeólitas possuem propriedades importantes de adsorção devido a sua elevada área superficial, com grande retenção de umida-de e material orgânico, que, ao serem retiradas na secagem, produzem redução brusca de volu-me, causando trincas e fissuras nessa etapa do processo.
Considerações sobre a LV em produtos cerâmicos

TEMPO TÉCNICO - Edição 04 35
Nesta seção são apresentados os materiais e os procedimentos adotados para a produção dos blocos, assim como o processo de execução dos ensaios.
A LV, resultante do processo de clarificação da bauxita pelo processo Bayer, foi cedida pela empresa Alunorte, localizada no município de Barcarena, PA. O material foi transportado até uma indústria cerâmica localizada no município de São Miguel do Guamá, PA. A argila utilizada foi retirada de jazidas situadas próximo à indústria cerâmica. As composições químicas tanto da LV quanto da argila foram determinadas no Labora-tório de Engenharia Química (LEQ) da UFPA e são
Os blocos foram produzidos visando atender ao padrão nominal correspondente às dimensões de 14 cm de largura (L), 19 cm de altura (H) e 29 cm de comprimento (C) da NBR 7171 (ABNT, 1992). Foram confeccionados blocos com 100% argila (REF), para servir de referência, e da mistura com proporções de 40% de argila e de 60% de LV em massa. Os dois componentes eram previamente misturados com o auxílio de uma pá mecânica e posterior-mente colocados em um sistema de esteiras que alimenta as extrusoras. Esse processo pode oca-
apresentadas na tabela 2. A argila utilizada é comumente empregada pela indústria de cerâmica vermelha do parque in-dustrial de São Miguel do Guamá, PA, possuindo composição média idêntica à de outras regiões produtoras do nordeste desse estado, sendo ca-racterizado como argila caulinítica, com gênese tipicamente proveniente de micas, o que justifi-ca a presença de minerais de ferro, abundantes em toda a bacia sedimentar do Amazonas.
sionar variações na dosagem dos componentes e, consequentemente, alterações nas propriedades do bloco. A seção transversal dos blocos cerâmi-cos de referência e com a mistura LV e argila foram moldadas segundo duas geometrias:
(a) a primeira correspondente a um padrão reticu-lado (R), usualmente utilizada no mercado; e (b) a segunda, de padrão circular (C), adaptada a partir do trabalho de Gouveia (2006) (Figura 2). A espessura mínima dos septos no caso dos blocos
Materiais e métodos
Materiais (lama vermelha e argila)
Produção dos blocos cerâmicos
Tabela 1 - Composição química da LV por diferentes fontes (%)
Figura 1 - Difração de raios X da argila e da LV in natura

36 TEMPO TÉCNICO - Edição 04
com geometria reticulada obedeceu à NBR 15270-2 (ABNT, 2005a).Após a moldagem, todos os blocos foram acondi-cionados em prateleiras abrigadas e submetidos a uma secagem à temperatura ambiente, por um
Propriedades físicas Foram realizados ensaios de absorção de água e caracterizações quanto a dimensões (largura, altura, comprimento e espessura dos septos) para os blocos de geometria reticulada com mistura de LV e argila (LVA-R) e os blocos de referência (REF-R) segundo as recomendações da NBR 15270-3 (ABNT, 2005b). O índice de absorção de água (AA) foi determinado de acordo com a Equação 1, NBR 15270-3 (ABNT, 2005b):
período mínimo de 48 h, para evitar o surgimento de trincas devido à retração. Em seguida foram le-vados ao forno fechado para a sinterização a uma temperatura de aproximadamente 950 ºC. Essa temperatura foi definida por se considerar que
para esse nível o material torna-se inerte após a sinterização, ou seja, todo o Na(OH) reage com a sílica para formar vidro e auxiliar na formação da mulita, além de ser a temperatura usual na indús-tria cerâmica na região.
Tabela 2 - Composição química da LV e da argila
Figura 2 - Geometria dos blocos: (a) padrão reticulado e (b) padrão circular
Ensaios

TEMPO TÉCNICO - Edição 04 37
Para a determinação da massa seca (ms), foi re-alizada a secagem dos blocos em estufa, a uma temperatura de 105±5 ºC, tendo sido eles pesa-dos em intervalos de 1 h, até que apresentassem estabilização no valor da massa. Após esse pro-cedimento iniciou-se a determinação da massa úmida (mu), quando os blocos foram colocados em um recipiente com água, à temperatura am-biente, por um período igual ou superior a 24 h, até que atingissem as condições de valores cons-tantes para a massa. Todas as medidas de massa
Foram separados para os ensaios de resistên-cia à compressão quatro conjuntos de blocos cerâmicos com 12 amostras cada, dois com mistura de LV e argila, e dois de referência, cor-respondentes às geometrias de seção reticular e circular respectivamente. Esses blocos foram capeados com pasta de cimento (Figura 3a). Após o endurecimento da pasta de cimento e a regularização das superfícies, os blocos foram imersos em água potável até que estivessem to-
A determinação da resistência à compressão dos blocos individuais é calculada com referência à área bruta. As resistências médias e características foram determinadas com auxílio de planilha eletrôni-ca, seguindo as recomendações da NBR 15270-2 (ABNT, 2005a) para a determinação da resistência característica (Equação 2).
foram realizadas em balança, com precisão de centésimo de grama, disponível no Laboratório de Engenharia Civil da Universidade Federal do Pará, e a variação máxima admitida nas pesagens foi de 0,25%.As dimensões dos septos foram medidas com paquímetros digitais com precisão de centésimos de milímetros. As amostras utilizadas para os ensaios de absorção foram as mesmas utilizadas para a determinação das dimensões, consistindo em um número de 12 blocos para cada conjunto.
talmente saturados (Figura 3b), de acordo com a NBR 15270-3 (ABNT, 2005b). Os quatro conjuntos de blocos foram ensaiados à compressão, com controle de carga, em uma máquina universal AMSLER de 2.000 kN, com acionamento hidráulico, disponível no Labora-tório de Engenharia Civil da UFPA (Figura 4). A velocidade de carga estimada para o ensaio foi de 0,05±0,01 MPa/s, conforme recomendado pela NBR 15270-3 (ABNT, 2005b).
Figura 3 – Preparação dos blocos: (a) capeamento e (b) saturação
Figura 4 - Ensaio de resistência à compressão
Resistência à compressão

38 TEMPO TÉCNICO - Edição 04
Onde: fb(1), fb(2),..., fb(i) são os valores de resistência à compressão individual, ordenados crescentemente; i = n / 2 se n for par; e i = (n – 1) / 2 se n for ímpar; n é a quantidade de blocos da amostra. Se o valor de fbk obtido pela equação 1 for inferior a fb(1), a norma recomenda que fbk = Φ.fb(1), com Φ= 0,98 para n = 12.
Propriedades físicas As tolerâncias dimensionais dos blocos, de acordo com a NBR 15270-2 (ABNT, 2005a), são apresentadas no Quadro 1. Nas Tabelas 3 e 4 são apresentados os resultados dos ensaios de absorção de água (AA) e das caracterizações dimensionais dos blocos com geometria reticular considerando a mistura de LV e argila (LVA-R) e para os blocos de referência (REF-R).
Resultados
Quadro 1 - Tolerâncias dimensionais
Tabela 3 - Dimensões e absorção de água – blocos estruturais de LVA-R
Tabela 4 - Dimensões e absorção de água – blocos estruturais de REF-R

TEMPO TÉCNICO - Edição 04 39
As variações dimensionais dos blocos, ocorridas durante a fase de sinterização, foram mais acen-tuadas nos blocos com mistura de LV e argila. As tolerâncias dimensionais individuais de ±5 mm relacionadas às dimensões efetivas (L, H e C) e a tolerância ±3 mm relacionadas às médias das di-mensões efetivas, recomendadas pela NBR 15270-2 (ABNT, 2005a), foram plenamente atendidas apenas para os blocos de referência. Já para os blocos com a mistura de LV e argila foram obser-vadas mais de duas amostras para cada dimensão individual que não atendem aos limites normativos (Quadro 1), e todas as médias não atendem às tole-râncias dimensionais relacionadas às médias das dimensões efetivas.
Os resultados de resistências à compressão médias e características e o desvio padrão para cada conjunto de blocos são apresentados nas Tabelas 5 e 6.
Quanto ao índice de absorção de água, de acordo com a NBR 15270-3 (ABNT, 2005b), todas as amos-tras estavam dentro da variação de 8% a 25%, es-tabelecida por norma, e que são compatíveis com os índices encontrados por Pedroti et al. (2007) para blocos cerâmicos queimados a uma tempe-ratura de 1.000 ºC. Entretanto, observou-se um nível de absorção inferior para as amostras com a mistura de LV e argila. A menor absorção para as amostras com LV é explicada pela presença de ze-ólitas, que forçam uma grande redução de volume por ocasião das operações de secagem e queima, com índices de retração linear acima de 10%, o que pode ser reduzido com maior controle da velocida-de de secagem e da temperatura de queima.
Resistência à compressão
Tabela 5 - Resistência à compressão – padrão reticulado
Tabela 6 - Resistência à compressão – padrão circular

40 TEMPO TÉCNICO - Edição 04
Quanto à resistência à compressão, todos os conjuntos de blocos apresentaram níveis compatíveis para a aplicação estrutural com resistências individuais e características (fbk) superiores a 3 Mpa, definido como limite mínimo pela NBR 15270-2 (ABNT, 2005a) para o valor característico (Figura 6). As resistên-cias médias para os blocos produzidos com a mistura LV e argila (fbm) também são ade-quadas quando comparadas com a resistên-cia mínima de 4,5 Mpa, estabelecida pela NBR 6136 (ABNT, 1994) para blocos estruturais de concreto de (Figura 6), e superiores às resis-tências dos blocos de referência.Em termos percentuais, a resistência média dos blocos com adição de lama vermelha e argila foi 210% e 188% mais alta que as re-sistências dos blocos de referência para as geometrias reticulada e circular respectiva-mente. Para os valores característicos, esse acréscimo de resistência em favor dos blocos com mistura de LV e argila em relação aos blocos de referência ficou em 132% e 19% para as geometrias reticulada e circular res-pectivamente. Quanto à geometria dos blocos, observa-se que não há grandes diferenças entre os padrões reticulado e circular, exce-to para a resistência característica do bloco com a mistura LV e argila, em que o valor do padrão reticulado ficou bem superior ao do padrão circular.Os resultados de resistência para os blocos de referência apresentaram um desvio pa-drão muito menor, indicando maior uniformi-
De acordo com os resultados obtidos, conclui--se que a utilização da lama vermelha em mis-tura com a argila para fabricação de blocos cerâmicos estruturais é tecnicamente viável do ponto de vista de absorção de água e resis-tência à compressão. O menor índice de absor-ção de água (porosidade) e a maior resistência mecânica associada às amostras produzidas com a mistura de LV e argila devem-se ao acréscimo de elementos fundentes introdu-zidos pela adição de LV, que aumenta a efici-ência das reações de estado sólido mediante a formação de mais fase amorfa, reduzindo a
dade quanto às características do material empregado (argila). A alta dispersão dos resultados de resistência à compressão para as amostras com mistura de LV e argila pro-vavelmente está relacionada com a elevada contração de secagem, podendo ocasionar fissuras que fragilizam a estrutura do ma-terial, e podem também estar relacionadas com variações na dosagem dos componentes durante o processo de fabricação dos blocos. Os níveis mais altos de resistências à com-pressão, obtidos para as amostras produ-zidas a partir da mistura LV e argila, estão relacionados à quantidade significativamente
porosidade e aumentando significativamente a resistência à compressão dos blocos cerâmi-cos. A dosagem de 60% de LV e de 40% de argila mostrou-se viável para a produção dos blocos cerâmicos estruturais, porém é neces-sário um controle mais rigoroso desses teores na mistura para evitar variações acentuadas nas propriedades físicas e mecânicas dos blo-cos, pois alguns compostos, como o Na e as zeólitas presentes na LV, produzem elevados índices de retração na mistura, principalmente durante a secagem, afetando a conformidade dimensional dos blocos e a resistência mecâ-
maior de fundentes introduzidas no sistema pela adição da LV, que favorece também o au-mento do teor de mulita secundária. Os resul-tados obtidos neste estudo foram bem mais expressivos que os resultados obtidos por Gouveia (2006), que obteve uma resistência média de aproximadamente 4 MPa para blo-cos produzidos para a mesma proporção de argila e LV. A razão para essa diferença pode estar no fato de que a temperatura utilizada por Gouveia (2006) foi mais baixa (900 ºC), o que reduziu o potencial de sinterização, não tendo o mesmo índice de formação de mulita obtido neste estudo.
nica. Os problemas relacionados às variações de altura, comprimento, largura e espessura dos septos observadas nas caracterizações de conformidade dimensional podem ser contro-lados com ajustes nas dimensões dos moldes e das boquilhas utilizadas na fabricação dos blo-cos. Já os problemas relacionados à resistên-cia mecânica podem ser minimizados por meio do controle da velocidade de secagem, minimi-zando o surgimento de trincas. Em ambos os casos é necessário controle na dosagem de LV para evitar diferentes níveis de contração pós-secagem.
Conclusões
Figura 6 - Comparativo da resistência à compressão dos blocos com os limites normativos


42 TEMPO TÉCNICO - Edição 04
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-7171: bloco cerâmico para alvenaria. Rio de Janeiro, 1992. -ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-6136: bloco vazado de concreto simples para alvenaria estrutura. Rio de Janeiro, 1994. -ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-15270-2: componentes cerâmicos: parte 2: blocos cerâmicos para alvenaria estrutural - terminologia e requisitos. Rio de Janeiro, 2005a. - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR-15270-3: componentes cerâmicos: parte 3: blocos cerâmicos para alvenaria estrutural e de vedação: método de ensaio. Rio de Janeiro, 2005b. - ALUNORTE. Alumina do Norte do Brasil S/A. Relatório Administrativo Anual de 2008. 2008. Disponível em: <http://www.alunorte.net>. Acesso em: 21 jun. 2010.- BRUNORI, C. et al. Reuse of a Treated Red Mud Bauxite Waste: studies on environmental compatibility. Journal of Hazardous Materials, v. 117, n. 1, p. 55-63, jan. 2005. - ENVIRONMENTAL PROTECY AGENCY. Electronic Code of Federal Regulations: title 40, part 261, sect 4(b) (7) (ii) (C). Disponível em: <http://ecfr.gpoaccess.gov>. Acesso em: 21 dez. 2011.- GOUVEIA, F. P. A Utilização da Lama Vermelha (LV) Como Matéria-Prima Para Produção de Blocos Cerâmicos Estruturais Destinados a Indústria da Construção Civil. Belém, 2006. Trabalho de Conclusão de Curso (Graduação) – Faculdade de Engenharia Civil, Universidade Federal do Pará, Belém, 2006. - HILDEBRANDO, E. A. Aplicação do Rejeito do Processo Bayer (Lama Vermelha) Como Matéria-Prima na Indústria de Cerâmica. 1998. 82 f. Disser-tação (Mestrado em Engenharia Civil) – Escola de Engenharia, Universidade Federal do Pará, Belém, 1998. - HIND, R. A.; BHARGAVA, S. K.; GROCOTT, S. C. The Surface Chemistry of Bayer Process Solids: a review. Colloids and Surfaces A: Physicochemical and Engineering Aspects, v. 146, p. 359-374, 1999.- LIMA, F. S. S. Utilização da Lama Vermelha e do Resíduo Caulinítico na Produção de Pigmento Pozolânico para Argamassas e Concretos de Cimento Portland. 2006. Dissertação (Mestrado em Engenharia Civil) - Programa de Pós-Graduação em Engenharia Civil, Universidade Federal do Pará, Belém, 2006. - NORTON, F. H. Introdução à Tecnologia Cerâmica. São Paulo, Edgar Blucher. 1973. 324 p. - PEDROTI, L. G. et al. Resultados em Ensaios de Blocos cerâmicos Prensados e Queimados. In: CONGRESSO BRASILEIRO DE CERÂMICA, 51., Salvador, 2007. Anais... Salvador, 2007. v. 1. -REESE, K. M., CUNDIFF, W. H. In Aluminum Production the First Stage is Alumina. Industrial and Engineering Chemistry, v. 47, n. 9, p. 1672-1680, 1955. - SANTOS, A. M.; OROFINO, C. R.; SOUZA, J. A. Lixiviação do Sódio Como Marcador em Produtos Industrializados (Telhas Prensadas) pela Norma NBR 1005 ABNT, a Partir da Mistura Argila-Lama Vermelha. In: CONGRESSO BRASILEIRO DE CERÂMICA, 45., Florianópolis, 2001. Anais... Florianópolis, 2001. v. 1.- SILVA FILHO, E. B.; ALVES, M. C.; DA MOTTA, M. Lama Vermelha da Indústria de Beneficiamento de Alumina: produção, características, disposição e aplicações alternativas. Revista Matéria, v. 12, n. 2, p. 322-338, 2007. - SOUZA, J. A. S.; NEVES, R. F.; HILDEBRANDO, E. A. Estudo da Estabilidade de sódio e Hidróxido Residual por Lixiviação no Material Cerâmico, Pro-duzido a Partir da Mistura Argila Lama Vermelha (Resíduo do Processo Bayer). In: CONGRESSO BRASILEIRO DE CERÂMICA, 44., São Paulo, SP, 2000. Anais... São Paulo, SP, 2000. v. 1.- SOUZA, J. A. S.; MACÊDO, E. N.; QUARESMA, J. N. Reciclagem de Resíduos da Indústria de Alumina. In: Relatório Final: convênio n. 867 UFPA/FADESP/ALUNORTE S.A. Subprojeto. 2002. - SOUZA, J. A. S. Reciclagem da Lama Vermelha Como Matéria Prima para Indústria de Cerâmica Vermelha. In: Relatório Técnico: convênio UFPA/ALUNORTE S.A. Barcarena/PA, 2006. - SOUZA, J. A. S. Utilização de Resíduo do Processo Bayer Como Matéria Prima na Produção de Agregado. 2010. Tese (Doutorado em Engenharia Civil) - Programa de Doutorado em Recursos Naturais da Amazônia, Universidade Federal do Pará, Belém, 2010. - SOUZA, J. A. S. et al. Reciclagem de Lama Vermelha Oriunda da Indústria de Alumina na Fabricação de Blocos Vazados para a Construção Civil. In: CONGRESSO BRASILEIRO DE CERÂMICA, 54., Foz do Iguaçu, 2010. Anais... Foz do Iguaçu, 2010. v. 1. - VIEIRA, T. M. Produção de Agregado Utilizando Lama Vermelha: caracterização microestrutural visando sua aplicação em concreto. 2008. Dis-sertação (Mestrado em Engenharia Químical) - Programa de Pós-Graduação em Engenharia Química, Universidade Federal do Pará, Belém, 2008.
Referências bibliográficas


44 TEMPO TÉCNICO - Edição 04
ESTUDO COMPARATIVO DA QUEIMA RÁPIDA COM A QUEIMA TRADICIONAL NAS PROPRIEDADES DE MATERIAIS CERÂMICOS DE BASE ARGILOSA
R. P. S. Dutra, M. L. Varela, R. M. Nascimento, U. U. Gomes, A. E. Martinelli, C. A. Paskocimas
Introdução
Materiais e Métodos
A inclusão da queima rápida nos produtos da in-dústria de cerâmica estrutural ou vermelha é atu-almente o mais importante processo de inovação em estudo para otimização do processo de queima desse setor. No Brasil, a maioria dos ciclos de queima dos produtos da cerâmica estrutural dura em torno de 24 h, sendo normal em alguns casos ciclos que chegam a durar mais de 30 h, ocasionando baixa produtividade e grande consumo de energia térmica. Em uma análise comparativa do processo produtivo da cerâmica estrutural do Brasil e da Alemanha[1], foi constado que o processo de quei-ma do Brasil utiliza ciclos de queima mal plane-jados, fornos ineficientes e combustíveis de alto impacto ambiental. Enquanto no Brasil o principal combustível é a lenha e a maioria dos fornos utili-zados é do tipo intermitente, e poucos são do tipo semi-contínuo[2-5], o processo de queima da Ale-manha predomina o gás natural com combustível e os fornos contínuos, tipo túnel e a rolos, tornam o processo de queima mais eficiente, com maior produtividade e de menor agressão ambiental. Entre os estudos mais importantes para otimizar o ciclo de queima e diminuir o tempo de queima
O estudo comparativo da queima tradicional com a queima rápida foi realizado com três materiais primas argilosas denominadas de “A”, “B” e “C”, todas estas pertencentes a três diferentes in-dústrias de cerâmica estrutural do estado do Rio Grande do Norte.
As materiais primas argilosas inicialmente foram submetidas aos ensaios de granulome-tria, índices de plasticidade, análise química e análise granulométrica. A distribuição granulo-métrica realizou-se mediante um equipamento de granulométrico de medição por laser (Cilas,
930). O índice de plasticidade (IP) das matéria -primas foi determinado a partir dos índices que delimitam o intervalo de consistência de uma massa, denominados limite de liquidez (LL) e de limite de plasticidade (LP). Na determinação do LL utilizou-se o método padronizado por Arthur
da indústria de cerâmica estrutural é verificar as relações existentes entre a atuação do forno e o conjunto de ações físicas e químicas que ocorrem na matéria-prima, considerando que o forno emite energia a qual é transmitida de diversas maneiras ao produto em queima. Por sua vez, o produto cap-ta essa energia emitida, e a utilizam para colocar em ação reações das mais diversas naturezas, responsáveis pelas modificações químicas e físi-cas no produto. De modo idealizado, o que se deseja com a queima rápida é gerar energia térmica no forno a alta ve-locidade, transmitir essa energia a superfície das peças a alta velocidade, fazer penetrar essa ener-gia em seu interior, também a elevada velocidade, e conseguir que as ações físicas e químicas a que é submetida à matéria-prima proporcione um pro-duto cerâmico de aceitável qualidade e dentro das especificações técnicas[6].As primeiras experiências industriais de queima rápida com blocos e telhas cerâmicas foram rea-lizadas em 1989 na Alemanha e em 1992 na Itália[7]. No Brasil, ainda não se têm relatos da utilização de queima rápida no setor industrial. Os ciclos de queima mais rápidos no setor industrial bra-
sileiro da cerâmica estrutural, utilizam fornos do tipo túnel, com ciclos de queima que variam com o tamanho dos fornos. Entretanto, a tecnologia de queima rápida em fornos do tipo a rolos já é tema de projetos em institutos de pesquisas e universi-dade, podendo ser uma tecnologia que, em breve, possa contribuir de forma positiva para o setor da cerâmica estrutural com a diminuição do tempo de queima, aumento da produtividade e menor agressão ao meio ambiente, devido à diminuição da emissão de gases poluentes. Contudo, está associada entre as principais dificuldades para inserir um ciclo de queima rápido na indústria de cerâmica estrutural a grande heterogeneidade das matérias-primas (argilas) e o fato das mes-mas conterem, normalmente, apreciáveis quanti-dades de matéria orgânica e ferro, elementos que contribuem de maneira negativa quando se deseja acelera um ciclo de queima. Portanto, o principal objetivo deste trabalho é investigar o comporta-mento nas propriedades tecnológicas de produtos cerâmicos desenvolvidos a partir de materiais argilosos de diferentes composições, submetidos a um ciclo de queima rápida em comparação com um ciclo de queima tradicional.
Q U E I M A


46 TEMPO TÉCNICO - Edição 04
Casagrande, de acordo com a norma ABNT NBR 6459[8]. A determinação do LP foi realizada de acordo com a norma ABNT NBR 7180[9]. As maté-rias primas foram analisadas quimicamente por espectrometria de fluorescência de raios X em um equipamento da Shimadzu EDX-720, enquanto na análise mineralógica utilizou-se a difração de raios X, empregando um equipamento da Shima-dzu XRD-6000.Após ensaios de caracterização, as matérias--primas foram preparadas para a determinação das propriedades físico-mecânicas. Inicialmente, foram secas ao ar, destorroadas e classificadas por peneiramento na granulometria inferior a de 0,42 mm. Em seguida, foram secas em estufa elé-trica (110 ºC) por 24 h, homogeneizadas com 10%
A Tabela 1 contém os resultados da carac-terização das matérias-primas obtidos pela análise química, pela análise granulométrica e pelos índices físicos. Observa-se que as matérias-primas apresentaram uma ampla variação da composição química, diferentes características granulométricas e diferen-tes índices de plasticidade. A matéria-prima “A” é entre as amostras a que apresenta menor quantidade de óxidos fundentes, além da menor quantidade de Fe2O3, elemento este responsável pela cor vermelha após queima. O teor de Al2O3 das três matérias-primas apresenta valores bastante próximos, di-ferentemente do maior conteúdo de SiO2 da matéria-prima “A”. Com relação à análise granulometria, a matéria-prima “A” é a que possui maior quantidade de argila, caracte-rizada pelo percentual da fração de partícula com diâmetro (d) inferior a 2 μm, seguida das matérias-primas “B” e “C”. Consequentemen-te, os diâmetros médios também obedecem a mesma sequência anterior. Quanto ao índice de plasticidade (IP) a matéria-prima “B” foi a que obteve maior plasticidade.A Figura 1 apresenta o resultado da análise mineralógica das matérias-primas obtido por difração de raios X. Observa-se que as três amostras apresentam diferentes minerais argilosos, tendo a matéria-prima “A” os mine-rais argilosos caulinita e ilita, além do mineral não argiloso quartzo. A matéria prima “B” pos-sui a ilita e a montmorilonita como constituin-tes argilosos e o quartzo como não argiloso, enquanto a matéria-prima “C” possui apenas
o mineral argiloso ilita, com quartzo e o fel-dspato albita como não argilosos. Observa-se também que o elevado índice de plasticidade da matéria-prima “B” constatado na Tabela 1, deve-se a presença da montmorilonita, a qual tem a capacidade de adsorver maior quantida-de de água entre as sua camadas lamelares.A Tabela 2 contém os resultados da absorção de água, da retração linear e da resistência
mecânica das matérias-primas argilosas “A”, “B” e “C” submetidas ao ciclo de queima tra-dicional (lento). Observa-se que as matérias--primas apresentam propriedades tecnológi-cas diferentes. A matéria prima “A” por conter menor quantidade de óxidos fundentes e maior quantidade de minerais argilosos (Tabela I) do tipo caulinita (Fig. 1) foi entre as matérias-pri-mas estudadas a que apresentou maior absor-
ção de água e menor resistência mecânica, principalmente nas temperaturas de 850 ºC e de 950 ºC. Diferentemente, a matéria-prima “B” foi a mais reativa, uma vez que contém minerais argilosos mistos, constituídos pela montmorilonita e ilita, possuindo também elevada quantidade de óxidos fundentes. Pelo fato da matéria prima “C” ter apresentado maior quantidade de minerais acessórios (não
argilosos), representados pelo quartzo e pela albita e maior diâmetro médio das partículas, obteve a menor retração linear entre as ar-gilas, inclusive com pequena expansão linear na temperatura de 850 ºC. No entanto, na temperatura de 1050 ºC a retração foi muito superior à retração em 850 ºC, influenciando também em uma maior resistência mecânica, a qual passou de 5,7 MPa para 8,0 MPa.
de água e conformadas em uma matriz metálica com dimensões de 6 cm x 2 cm, utilizando pren-sagem uniaxial de efeito simples de 3 ton. A etapa de queima, tanto a rápida quanto a tradicional, foi feita em um forno elétrico tipo câmara. Para efeito de comparação do ciclo de queima foi utili-zado o mesmo forno. Na queima tradicional (len-ta) utilizou-se uma taxa de aquecimento de 1 ºC/min até as temperaturas finais de 850 ºC, 950 ºC e 1050 ºC, com tempo total de ciclo de 850 min, 950 min e 1050 min, respectivamente. A queima rápida foi realizada a uma taxa de aquecimento de 20 ºC/min até as temperaturas finais de 850 ºC, 950 ºC e 1050 ºC, com tempo total de ciclo de 43 min, 48 min e 53 min, respectivamente.As características dos corpos-de-prova subme-
tidos aos ciclos de queima foram determinadas pelas propriedades tecnológicas. A absorção de água foi determinada pelo método da imersão, de acordo com o princípio de Arquimedes[10]. A retração linear foi calculada pela diferença en-tre o comprimento dos corpos-de-prova à verde após secagem e o comprimento dos corpos-de--prova queimados. A resistência mecânica (fle-xão em três pontos) foi determinada utilizando--se a máquina universal de ensaios Shimadzu. A partir dos resultados das propriedades tecnoló-gicas foram selecionadas algumas das amostras para análise por microscopia eletrônica de var-redura, a fim de comparar as microestruturas dos materiais processados pelos dois ciclos de queima.
Resultados e Discussão
Tabela 1 - Composição química, diâmetro de inferior a 2 μm, diâmetro médio (dM) e índice de plasticidade (IP) das matérias-primas.
Figura 1: Padrão de difração de raios X das matérias--primas (K: caulinita, Q: quartzo, M: montmorilonita, I: ilita, A: albita).

48 TEMPO TÉCNICO - Edição 04
A Tabela 3 contém os resultados da absor-ção de água, da retração linear e da resis-tência mecânica das matérias-primas argi-losas “A”, “B” e “C” submetidas ao ciclo de queima rápido. Não foi possível determinar as propriedades tecnológicas da argila “B” na temperatura de 1050 ºC, uma vez que os corpos-de-prova apresentaram algumas de-
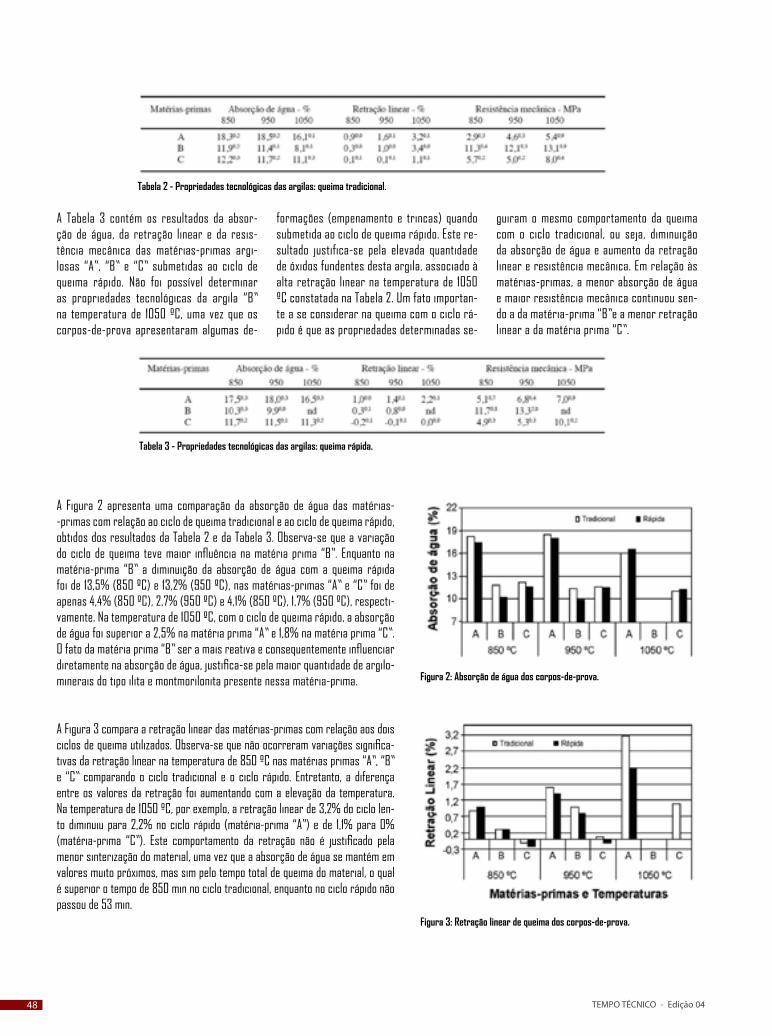
A Figura 2 apresenta uma comparação da absorção de água das matérias--primas com relação ao ciclo de queima tradicional e ao ciclo de queima rápido, obtidos dos resultados da Tabela 2 e da Tabela 3. Observa-se que a variação do ciclo de queima teve maior influência na matéria prima “B”. Enquanto na matéria-prima “B” a diminuição da absorção de água com a queima rápida foi de 13,5% (850 ºC) e 13,2% (950 ºC), nas matérias-primas “A” e “C” foi de apenas 4,4% (850 ºC), 2,7% (950 ºC) e 4,1% (850 ºC), 1,7% (950 ºC), respecti-vamente. Na temperatura de 1050 ºC, com o ciclo de queima rápido, a absorção de água foi superior a 2,5% na matéria prima “A” e 1,8% na matéria prima “C”. O fato da matéria prima “B” ser a mais reativa e consequentemente influenciar diretamente na absorção de água, justifica-se pela maior quantidade de argilo-minerais do tipo ilita e montmorilonita presente nessa matéria-prima.
formações (empenamento e trincas) quando submetida ao ciclo de queima rápido. Este re-sultado justifica-se pela elevada quantidade de óxidos fundentes desta argila, associado à alta retração linear na temperatura de 1050 ºC constatada na Tabela 2. Um fato importan-te a se considerar na queima com o ciclo rá-pido é que as propriedades determinadas se-
guiram o mesmo comportamento da queima com o ciclo tradicional, ou seja, diminuição da absorção de água e aumento da retração linear e resistência mecânica. Em relação às matérias-primas, a menor absorção de água e maior resistência mecânica continuou sen-do a da matéria-prima “B”e a menor retração linear a da matéria prima “C”.
Tabela 3 - Propriedades tecnológicas das argilas: queima rápida.
Figura 2: Absorção de água dos corpos-de-prova.
Tabela 2 - Propriedades tecnológicas das argilas: queima tradicional.
A Figura 3 compara a retração linear das matérias-primas com relação aos dois ciclos de queima utilizados. Observa-se que não ocorreram variações significa-tivas da retração linear na temperatura de 850 ºC nas matérias primas “A”, “B” e “C” comparando o ciclo tradicional e o ciclo rápido. Entretanto, a diferença entre os valores da retração foi aumentando com a elevação da temperatura. Na temperatura de 1050 ºC, por exemplo, a retração linear de 3,2% do ciclo len-to diminuiu para 2,2% no ciclo rápido (matéria-prima “A”) e de 1,1% para 0% (matéria-prima “C”). Este comportamento da retração não é justificado pela menor sinterização do material, uma vez que a absorção de água se mantém em valores muito próximos, mas sim pelo tempo total de queima do material, o qual é superior o tempo de 850 min no ciclo tradicional, enquanto no ciclo rápido não passou de 53 min.
Figura 3: Retração linear de queima dos corpos-de-prova.


50 TEMPO TÉCNICO - Edição 04
Na Figura 4 são apresentadas as resistências mecânicas, determinadas por fle-xão a três pontos, das matérias-primas com relação aos dois ciclos de queima utilizados. Observa-se que a resistência mecânica foi entre as propriedades estu-dadas a que sofreu maior oscilação em relação ao ciclo de queima. Com exceção da matéria-prima “C” na temperatura de 850 ºC, todas as demais amostras apre-sentaram aumento da resistência mecânica com a inclusão da queima rápida, principalmente a resistência da matéria-prima “A” na temperatura de 850 ºC, a qual apresentou um aumento de mais de 75%, na qual possuía resistência de 2,9 MPa na queima tradicional, alcançando os 5,1 MPa na queima rápida. O caso espe-cífico da matéria-prima “C”, a temperatura de 850 ºC e no curto tempo de queima de 43 min não foram suficientes para sinterizar o material, pelo fato desta conter a maior quantidade de minerais acessórios entre as matérias-primas, fazendo com que o feldspato contido permaneça na estrutura de forma inerte devido às baixas temperaturas utilizadas.
Analisando as microestruturas na superfície de fratura da matéria-prima “A”, queimadas na temperatura de 950 ºC com a taxa de 1 ºC/min (Fig. 5a) e com taxa de 20 ºC/min (Fig. 5b), as quais tiveram resistência mecânica de 4,6 MPa e 6,8 MPa, respectivamente, observa-se que as morfologias das amostras apre-sentaram diferentes texturas. Comparativamente, as matérias-primas queima-das usando o ciclo tradicional tiveram uma absorção de água muito próximas as correspondentes matérias-primas obtidas com a queima rápida. Com esses re-sultados é provável supor que o produto sinterizado com a queima rápida possua menor quantidade de porosidade fechada e maior formação de fases amorfas.
O estudo das queimas usando o ciclo tradicional comparado com o ciclo rá-pido destacou algumas tendências gerais: a absorção de água permaneceu praticamente constante ou com pouca variação; a retração linear foi maior no ciclo de queima tradicional, principalmente para as temperaturas de 950 ºC e 1050 ºC; a resistência mecânica foi maior no ciclo de queima rápida, devido, possivelmente, pela maior quantidade de fases amorfas e menor quantidade de poros fechados.A queima rápida nos produtos da indústria de cerâmica vermelha é possível, partindo-se de uma matéria prima equilibrada entre as quantidades de argilominerais e minerais acessórios e com percentuais toleráveis de óxidos fundentes, matéria orgânica e óxido de ferro.
[1] S. F. Tavares, F. W. Grimme, Anais do IX Encontro Nacional de Tecnologia do Ambiente Construído, Foz do Iguaçu, PA (2002) 731. [2] J. M. D. Soares, R. R. Tomazetti, I. S. Tavares, R. B. Pinheiro, Cerâmica Industrial 9, 3 (2004) 43.[3] F. D. Bezerra, Anais do 49º Congresso Brasileiro de Cerâmica, S. Pedro, SP (2005) 7. [4] C. Manfredini, M. A. Sattler, Ambiente Construído 5, 1 (2005) 26.[5] L. S. Messias, Cerâmica Industrial 1, 2 (1996) 31.[6] A. G. Verduch, Bol. Soc. Esp. Ceram. Vidrio 23, 6 (1984) 387. [7] M. Dondi, M. Marsigli, I. Venturi, Brit. Ceram. Trans. 98, 1 (1999) 12.[8] Associação Brasileira de Normas Técnicas, Determinação do Limite de Liquidez: Método de Ensaio - NBR 6459, Rio de Janeiro, RJ (1984).[9] Associação Brasileira de Normas Técnicas, Determinação do Limite de Plasticidade: Método de Ensaio - NBR 7180, Rio de Janeiro, RJ (1984).[10] American Society for Testing and Materials, ASTM C 648, Standard Test Method for Breaking Strength of Ceramic Tile (1998).
Ao CNPq e à CAPES pelo apoio financeiro.
Figura 4: Módulo de ruptura dos corpos-de-prova.
Figura 5: Micrografias por MEV da matéria-prima “A”: (a) ciclo tradicional e (b) ciclo rápido (950 ºC).
Conclusões
Agradecimentos
Referências































