Embed Size (px)
Citation preview

Construction and Building Materials 26 (2012) 552–557
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
The properties of asphalt binder blended with variable quantities of recycledasphalt using short term and long term aging simulations
Baron Colbert 1, Zhanping You ⇑Department of Civil and Environmental Engineering, Michigan Technological University, 1400 Townsend Drive, Houghton, MI 49931-1295, United States
a r t i c l e i n f o
Article history:Received 1 August 2010Received in revised form 18 May 2011Accepted 18 June 2011Available online 16 July 2011
Keywords:Recycled asphalt pavementHigh percentage recycled asphaltAgingDSRDynamic shear moduliViscosity
0950-0618/$ - see front matter � 2011 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2011.06.057
⇑ Corresponding author. Tel.: +1 906 487 1059; faxE-mail addresses: [email protected] (B. Colbert),
1 Tel.: +1 906 487 2528; fax: +1 906 487 1620.
a b s t r a c t
The objective of this paper is to characterize the rheological properties of asphalt binders blended withvarious amounts of asphalt extracted from a recycled asphalt pavement (RAP) mixture. Three asphalt bin-der aging states were simulated and evaluated: unaged, rolling thin film oven (RTFO) aged, and pressureaging vessel (PAV) aged. A Superpave PG 58-28 binder was applied as control binder and another fourRAP binder percentages were studied in this research, 30%, 50%, 70% and 100%. Rotational viscosity test-ing was conducted with a Brookfield viscometer. Temperature and frequency sweep tests were con-ducted using a dynamic shear rheometer. Master curves were constructed based on the dynamic shearmoduli (G⁄). The results showed that there are significant differences in dynamic shear moduli (G⁄) mas-ter curve performance for high percentage RAP binder blends versus virgin binders at the three agingstates. Increasing RAP concentration and further aging conditions contribute to the increased stiffnessand viscosity of RAP binder blends.
� 2011 Elsevier Ltd. All rights reserved.
1. Introduction 9-46 is to recommend changes in the current specifications for high
A potential solution for the transportation industry to buildeconomical and sustainable roadways is increasing the use ofrecycled asphalt pavements (RAP). National publications reportingthe attempts to incorporate the Superpave™ mixture design withRAP binder blending include: NCHRP Report 452 [1], which wasdesigned to be used as a reference to incorporate RAP materialswithin the Superpave™ mixture design. NCHRP Report 452 summa-rized current regulations and identified procedures used to deter-mine RAP binder properties. The most significant recommendationfrom NCHRP Report 452 was to divide RAP binders into three tiers.These tiers are based on AASHTO standards for sufficient andadequate RAP and virgin binder blending. McDaniel and Shah in2003 expanded the scope of NCHRP 9-12 in order to investigateRAP materials and aggregates. Their study focused on Midwestpavement materials and the effects which increased RAP materialshave on asphalt mixture performance [2,3]. It was concluded thatRAP blending charts were appropriate for determining RAP binderperformance. McDaniel and Shah’s research results were alsoconsistent with NCHRP 9-12 results. This implicates that the statednational recommendations could apply to the Midwest RAPmaterials also [3]. Currently, NCHRP Project 9-46 is in the processof developing a mixture design procedure which is applicable forhigh RAP mixtures (>25% RAP). An outcome of the NCHRP Project
ll rights reserved.
: +1 906 487 [email protected] (Z. You).
RAP mixtures in order to improve high RAP mixture longevity.To characterize recycled asphalt binders, common AASHTO stan-
dards are followed. These specifications include: no modification forRAP mixes up to 15%, one temperature grade modification for HMAmixtures containing 15–25% RAP, and for mixtures containing morethan 25% RAP, a RAP blending chart for HMA mixture design wouldbe required. National procedures for asphalt extraction and recoveryfor asphalt binders include: AASHTO T164 quantitative extraction ofasphalt binder from hot mix asphalt (HMA), ASTM D2172 StandardTest Methods for Quantative Extraction of Bitumen From Bitumi-nous Paving Mixtures, AASHTO T170 Recovery of Asphalt fromSolution by Abson Method, ASTM D1856 Standard Test Method forRecovery of Asphalt from Solution by Abson Method and ASTM D4887 Test Method for Preparation of Viscosity Blends for Hot Recy-cled Bituminous Materials. ASTM specification D4887 can be usedto determine the appropriate blending proportion between virginand RAP binders.
Al-Qadi et al. [2] conducted research characterizing mixing effi-ciency from RAP binders. This research quantified asphalt binderblending from various RAP binder blend percentages. The resultsfrom this investigation would be used to improve future RAP binderblending procedures. It was concluded that (1) a high mixing effi-ciency exists between high percentage RAP and virgin binders, (2)complete blending between RAP and virgin binders is a reasonableassumption, and (3) currently, there is not consensus standardcorrelating the percentage of actual blending occurring betweenRAP and virgin binders [2]. RAP binder mixing efficiency usingchemical tracers were determined by Lee et al. [4]. Chemical dye

Table 1Asphalt Binder Specimen Composition (% by weight).
Asphalt binder blend Virgin binder % RAP binder %
Control binder 100 030% RAP binder 70 3050% RAP binder 50 5070% RAP binder 30 70100% RAP binder 0 100
B. Colbert, Z. You / Construction and Building Materials 26 (2012) 552–557 553
was used as a tracer in this study to measure blending dispersionefficiency for binders containing rejuvenation agents [4]. In Japan,a RAP research project observed the performance of RAP mixturesusing two processing methods, (1) blending old RAP materials withHMA, and (2) heating HMA and RAP together at a plant to create thepavement mixture [5]. Yamada’s made three conclusions from hisstudy: (1) RAP binders are more viscous than conventional mixes;(2) there was incomplete restoration of the RAP binder propertiesusing binder restoring catalysts; (3) RAP mixtures resisted fatigueand moisture better than the control mixtures [5]. Chen et al. [6]determined the performance of aged RAP binders using a normal-ized viscosity ratio. This investigation showed that the normalizedviscosity ratio could accurately predict asphalt binder performanceand the degree of RAP binder blending interaction. Chen et al. [7]also proposed to improve the binder revitalization process by usinga normalized viscosity ratio versus using blending charts for RAPbinders. The investigation concluded that the degree of blendingbetween the RAP and virgin asphalt binders was greater than previ-ously assumed [7].
Finally, Daniel and Lachance [8] showed that the mixture grada-tion affected the void properties of asphalt mixtures containing RAP.Asphalt mixture strength is dependent upon how well the originalasphalt interacts with the RAP binder, especially for laboratorycreated samples containing RAP binders [8]. This paper aims toquantify RAP binder performance relative to the amount of RAPbinder present within asphalt specimens. This goal will be accom-plished using Superpave™ binder characterization testing. Hotmix asphalt binder specimens will be considered using RAP materialcharacteristics under high RAP binder percentages by weight asshown in Table 1.
2. Objectives and scope
The objective of this paper is characterizing rheological proper-ties of asphalt binders blended with various amounts of asphalt ex-tracted from a recycled asphalt pavement (RAP) mixture. Thisobjective was accomplished by completing the following tasks:(1) analyze the performance of RAP binders for short and long termaging simulations using RTFO and PAV ovens, and (2) determineasphalt binder performance for high percentage RAP binders usingthe asphalt binder proportions.
This paper is focused on the rheological performance of RAPbinders. This paper intends to analyze the short and long termaging effects of RAP binder blends, asphalt binder viscosity, and as-phalt binder stiffness under variable frequency conditions.
3. Materials and experimental procedures
The virgin binder used for this project was a PG temperature 58-28. The source ofRAP obtained for this project was from Hancock, Michigan. This source of RAPcontained milled pavement base and surface material. The RAP stockpile materialcontained base and surface materials without further differentiation between thematerials. Therefore the recovered asphalt binder is assumed to take on the averagedbulk material properties from the RAP stockpile. Typically, the surface layers ofasphalt pavement will have more exposure to oxygen and ultraviolet light. This willlead to further asphalt binder aging and stiffening versus the rate of asphalt binderaging within the base layers of asphalt pavement. The RAP material used within thisproject contained an asphalt content of 4.8% and a Superpave binder high tempera-ture grade of 88 �C. The mixture design for the RAP asphalt mixture and control mix-
ture followed Michigan Department of Transportation (MDOT) specifications for anE3 mixture [9]. The E3 mixture is designed for a low to intermediate traffic level(1 million < equivalent single axle loads or ESALs < 3 million). This gradation wasdesigned under Superpave™ specifications from MDOT. The author’s investigationinto the rheological binder properties of high RAP binders was one component of alarger comprehensive study to determine the properties of high RAP mixtures.
3.1. Asphalt binder extraction and recovery procedure
Laboratory extraction and recovery of RAP binders were conducted using thefollowing AASHTO and ASTM standards: asphalt extraction for the RAP binder spec-imens followed ASTM D2172-05 test A: standard test methods for quantitativeextraction of bitumen from bituminous paving mixtures [10]. Asphalt recoveryfor the Hancock RAP binders followed ASTM D 1856 standard test method for recov-ery of asphalt from solution by Abson method [11]. With the asphalt binder extrac-tion and recovery methods the solution used was trichloroethylene.
3.2. Asphalt binder aging procedures
After the extraction and recovery phase of this investigation, the asphalt spec-imens were subjected to artificial aging from ASTM D 1856 standard test methodfor recovery of asphalt from solution by Abson method during the process of extrac-tion. The high temperature grade from the recovered asphalt was 88 �C. The rollingthin film oven (RTFO) and pressure aging vessel (PAV) ASTM D6521 were imple-mented [13]. In order to simulate short term asphalt production aging, the RTFOwas used in accordance with AASHTO T240 [12]. The asphalt specimens were agedat 163 �C for 85 min. Using the RTFO asphalt residue, the virgin binder and asphalt-recycled asphalt blends were then placed in the PAV oven at 100 �C for 20 h. ThePAV oven simulated the long term aging of the asphalt binder specimens. In orderto simulate the aging of RAP blended asphalt binder, the asphalt binders were sub-jected to Superpave™ binder performance testing under pre-construction condi-tions (virgin binder), and then the asphalt binder was short term aged with theRTFO to simulate HMA plant aging. After the asphalt binder and RAP blended bind-ers were subjected to further DSR testing before being placed within the PAV for20 h. Finally the PAV aged binders were tested with the DSR.
3.3. Asphalt binder performance testing
The rheological testing procedure for testing the asphalt binders consisted oftwo Superpave™ tests. Asphalt binder rotational viscosity and the dynamic shearrheometer were used to test specimens under various simulated aging conditionsusing the RTFO and PAV ovens. Three asphalt binder testing replicates were com-pleted for these procedures.
The Brookfield viscometer was implemented by the authors to determine vis-cosity at 135 �C. This procedure was used to determine viscosity of the bindersfor pumping and mixing [14]. The method for measuring rotational viscosity for thisinvestigation was taken from ASTM D4402: standard test method for viscositydetermination of asphalt at elevated temperatures using a rotational viscometeror AASHTO T316 viscosity determination of asphalt binder using rotational viscom-eter [15,16]. The #27 spindle was used to determine asphalt binder viscosities forthis project using 10.5 g of binder for the unaged binder state.
Using a dynamic shear rheometer (DSR), multiple tests were conducted todetermine complex shear modulus (G⁄) for to producing a complex modulus mastercurve with a reference temperature of 13 �C. The three test specimens investigatedconsisted of the following: control samples containing PG temperature 58-28 virginbinder, recovered RAP binder samples, and blended binder samples containing virginbinder blended with recovered RAP binder. The tested blended binder samples con-sisted of high RAP binder samples of 50% and 70% RAP binder by weight of specimen.DSR testing was used to characterize the viscoelastic behavior of the asphalt binderand consisted of testing for rutting and fatigue cracking susceptibility using an8 mm DSR plate. Low temperature frequency sweep testing with the DSR was usedto indicate binder fatigue cracking potential. DSR testing for the low temperature con-sisted of using an 8 mm plate. The DSR binder testing considered six frequencies: 0.01,0.1, 1, 5, 10, and 25 Hz at a reference temperature of 13 �C. Other DSR testing temper-atures used in this investigation to develop master curves included 13, 28, 40, 58, and70 �C. These temperatures were selected to develop the DSR master curve and servedas low to intermediate temperatures to determine asphalt performance for theasphalt binders.
The DSR measures complex modulus (G⁄) and phase angle (d) giving a completeanalysis of the asphalt binder behavior at pavement service temperatures. The testprocedure for the DSR is given in AASHTO 315: determining the rheological proper-ties of asphalt binder using a dynamic shear rheometer (DSR), where the asphaltsample is positioned between a fixed plate and an oscillating plate [14]. Three testreplicates were conducted for this procedure. Physical property measurementsusing the DSR for asphalt binder are made using unaged, oven aged (RTFO binder),and PAV aged binders. Due to the stiffness of RAP blended binders the use of an8 mm DSR plate was used for all testing in this investigation.

554 B. Colbert, Z. You / Construction and Building Materials 26 (2012) 552–557
4. Results and discussion
4.1. Viscosity results
In order to adequately evaluate the asphalt binder workabilitypotential for high RAP content binders, the rotational viscosity re-sults were determined at 135 �C. Control binder (0% RAP by weight)and various RAP blends are shown in Fig. 1. Fig. 1 is shown as a com-parison on how virgin asphalt binders bended with variableamounts of RAP binders would behave under the Superpave testingtemperature of 135 �C. In the field RAP binders would be indirectlyadded to the pavement mixture. RAP mixtures would contribute apercentage of asphalt binder to the recycled asphalt mixture throughthe blending of virgin and RAP aggregates. In general, at 135 �C, as-phalt binder became more viscous with the addition of RAP binder.
After reviewing the asphalt binder viscosity results it is shownthat the amount of RAP within an asphalt binder has an effect onthe viscosity and the ability to pump and place the asphalt. In orderto evaluate the magnitude of difference between the virgin asphaltbinder and blended RAP asphalt binder the percent difference re-sults between the virgin asphalt binder and blended asphalt binderare shown below in Table 2 and the equation for calculating per-cent difference is shown in the following equation:
% Difference ¼ x1 � x2
ðx1 þ x2Þ=2� 100 ð1Þ
From Table 2 it is shown that the 100% RAP binder is approxi-mately 160% more viscous as the control binder. The 50% RAP and70% RAP binders are approximately 68% and 127% more viscous thanthe control binder respectively. It is also shown from Table 2 that the70% RAP binder is 76% more viscous versus the 50% RAP binder alongwith the 100% RAP binder being approximately 67% more viscousthan the 70% RAP binder. The viscosity results from Fig. 1 at 135� im-ply that workability and pumping potential of RAP binders based onviscosity are greatly reduced as RAP% increases. When consideringthe Superpave™ specification for asphalt binder viscosity all bindersmeet the performance specification of viscosity under 3 Pa-s at135 �C [16]. Therefore, from the results from the high RAP% binderviscosity the results indicate that high temperature characterizationof RAP binders is necessary to ensure binder workability and binderpumping potential.
Fig. 1. RAP binder rotational viscosity results at 135 �C.
Table 2Average percent difference viscosity comparison between asphalt binder samples.
Asphalt binder sample % Difference vs. virgin binder % Difference vs. 50% RAP
Virgin binder N/A �68.150% RAP binder +68.1 N/A70% RAP binder +127.4 +75.6100% RAP binder +160.1 +126.5
4.2. Asphalt binder master curve results
The final step in analyzing the performance of the high RAPcontent asphalt binders was to perform frequency sweep testingusing the DSR. The results for the DSR frequency sweep testsdetermined the viscoelastic behavior of the asphalt binders andthe results are displayed as mastercurves. In addition, the visco-elastic behavior of the binders at each of the various aging stages(unaged state, HMA production using the RTFO oven, and longterm aging from PAV oven aged) were analyzed using the DSR.The master curve results showed that as more RAP binder isadded to the virgin binder, asphalt binder complex modulus in-creases with increasing frequency. The lack of available RAPrecovered asphalt binder prevented the authors from evaluatingthe 100% RAP binder for the RTFO and PAV aging states inFig. 2. The DSR asphalt binder master curve results for unagedbinders are shown below in Fig. 2 displaying a frequency rangeof 10�5–100 Hz.
4.3. Dynamicshear rheometer variable RAP% comparison master curveresults
The results from the high RAP content blended binders havebeen aged using the RTFO and PAV ovens respectively and shownin Figs. 3 and 4. The 30% RAP binder blend was evaluated onlyfor the RTFO and PAV aged states for DSR testing in Figs. 3 and 4due to the lack of available data.
To construct the master curves within Figs. 3 and 4, the blendedunaged RAP binder specimens were placed within the RTFO oven.The RTFO aged specimens were aged again within the PAV ovento generate the mastercurves results for Fig. 4. As shown in Figs.3 and 4, complex modulus results increase over the given rangeof frequencies, as more RAP binder is blended within the mixedbinder. Complex modulus (G⁄) results for the RTFO and PAV ovenaged binder are similar especially when considering the 50% and70% RAP binder blends, as testing frequency increases.
From comparing the master curve binder results, some trendsemerge. It is shown from Figs. 2–4 that as the RAP% increases thecomplex modulus also increase. Table 3 displays the percent differ-ence of the average values of complex modulus comparing the re-sults of the various RAP HMA binders.
These results implicate that as RAP binder percentages increasethere is a corresponding increase in complex modulus as shownfrom master curve results comparing RAP HMA binders to virginbinders (0% RAP). There is over a 100% increase on average in theincrease in G⁄ master curve results when comparing virgin bindersversus RAP HMA binders as shown in Table 3. The increase in G⁄
master curve performance between 30% and 50% RAP HMA bindersis reduced compared to RAP HMA binders versus virgin asphaltbinders (0% RAP) at all aging states. Also there is a significantdecrease in percent difference master curve performance betweenhigh RAP HMA binders at all aging states. This may indicate thatthere is not a significant increase in performance contribution fromRAP binders as shown in the 50% RAP and 70% RAP complex mod-ulus results. In terms of mixture design, the results from Figs. 2–4indicate high RAP% binders may reduce rutting susceptibility forRAP mixtures based on complex modulus results but rutting
binder % Difference vs. 70% RAP binder % Difference vs.100% RAP binder
�127.4 �160.1�75.6 �126.5N/A �66.8+66.8 N/A
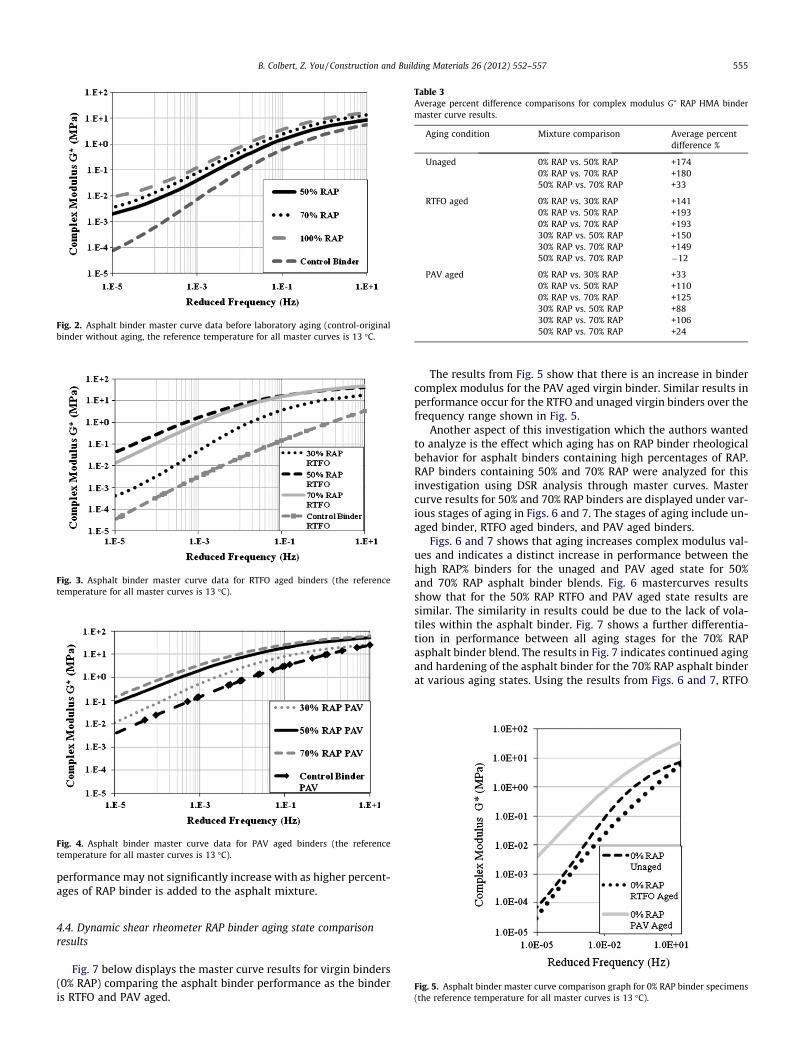
Fig. 2. Asphalt binder master curve data before laboratory aging (control-originalbinder without aging, the reference temperature for all master curves is 13 �C.
Fig. 3. Asphalt binder master curve data for RTFO aged binders (the referencetemperature for all master curves is 13 �C).
Fig. 4. Asphalt binder master curve data for PAV aged binders (the referencetemperature for all master curves is 13 �C).
Table 3Average percent difference comparisons for complex modulus G⁄ RAP HMA bindermaster curve results.
Aging condition Mixture comparison Average percentdifference %
Unaged 0% RAP vs. 50% RAP +1740% RAP vs. 70% RAP +18050% RAP vs. 70% RAP +33
RTFO aged 0% RAP vs. 30% RAP +1410% RAP vs. 50% RAP +1930% RAP vs. 70% RAP +19330% RAP vs. 50% RAP +15030% RAP vs. 70% RAP +14950% RAP vs. 70% RAP �12
PAV aged 0% RAP vs. 30% RAP +330% RAP vs. 50% RAP +1100% RAP vs. 70% RAP +12530% RAP vs. 50% RAP +8830% RAP vs. 70% RAP +10650% RAP vs. 70% RAP +24
B. Colbert, Z. You / Construction and Building Materials 26 (2012) 552–557 555
performance may not significantly increase with as higher percent-ages of RAP binder is added to the asphalt mixture.
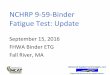
Fig. 5. Asphalt binder master curve comparison graph for 0% RAP binder specimens(the reference temperature for all master curves is 13 �C).
4.4. Dynamic shear rheometer RAP binder aging state comparisonresults
Fig. 7 below displays the master curve results for virgin binders(0% RAP) comparing the asphalt binder performance as the binderis RTFO and PAV aged.
The results from Fig. 5 show that there is an increase in bindercomplex modulus for the PAV aged virgin binder. Similar results inperformance occur for the RTFO and unaged virgin binders over thefrequency range shown in Fig. 5.
Another aspect of this investigation which the authors wantedto analyze is the effect which aging has on RAP binder rheologicalbehavior for asphalt binders containing high percentages of RAP.RAP binders containing 50% and 70% RAP were analyzed for thisinvestigation using DSR analysis through master curves. Mastercurve results for 50% and 70% RAP binders are displayed under var-ious stages of aging in Figs. 6 and 7. The stages of aging include un-aged binder, RTFO aged binders, and PAV aged binders.
Figs. 6 and 7 shows that aging increases complex modulus val-ues and indicates a distinct increase in performance between thehigh RAP% binders for the unaged and PAV aged state for 50%and 70% RAP asphalt binder blends. Fig. 6 mastercurves resultsshow that for the 50% RAP RTFO and PAV aged state results aresimilar. The similarity in results could be due to the lack of vola-tiles within the asphalt binder. Fig. 7 shows a further differentia-tion in performance between all aging stages for the 70% RAPasphalt binder blend. The results in Fig. 7 indicates continued agingand hardening of the asphalt binder for the 70% RAP asphalt binderat various aging states. Using the results from Figs. 6 and 7, RTFO

Fig. 6. Asphalt binder master curve comparison graph for 50% RAP binderSpecimens (the reference temperature for all master curves is 13 �C).
Fig. 7. Asphalt binder master curve comparison graph for 70% RAP binderspecimens (the reference temperature for all master curves is 13 �C).
556 B. Colbert, Z. You / Construction and Building Materials 26 (2012) 552–557
aging the RAP binder along with virgin binder should be consid-ered for future mixture design specifications. Applying RTFO agingshould be considered, based on the increase in complex modulusfrom the unaged to the RTFO aged state as shown in Figs. 6 and7. Table 4 displays the combined RAP aging master curve resultshighlighting the effects of RAP percentage and asphalt binder agingfor complex modulus (G⁄) for asphalt specimens.
Table 4Average percent difference comparison for G⁄ in asphalt binder master curves for 0%,50%, and 70% RAP binder specimens.
RAP binderpercentage
Asphalt binder aging comparison Average percentdifference %
0% RAP 0% Unaged vs. 0% RTFO � 340% Unaged vs. 0% RAP PAV +1770% RTFO vs. 0% RAP PAV +185
50% RAP 50% Unaged vs. 50% RAP RTFO +10050% Unaged vs. 50% RAP PAV +13750% RTFO vs. 50% RAP PAV +54
70% RAP 70% Unaged vs. 70% RAP RTFO +6870% Unaged vs. 70% RAP PAV +13670% RTFO vs. 70% RAP PAV +83
The results from Table 4 show that aging significantly increasesthe complex modulus of asphalt binders from an unaged state tothe binder RTFO state and to the PAV state for RAP binders. Table 4also shows that there are significant percentage increases in G⁄
master curve performances from the unaged RTFO and PAV agedstate for the RAP asphalt binders. This indicates that there is stillpotential for asphalt binders containing RAP to further age underoxidation given from their original state. Although the potentialfor binder aging decreases when considering the RAP binder RTFOaged state to a PAV aged state. This is shown by the reduced percent-age difference results for the 50% and 70% RAP binder results inTable 4. An approximate 185% increase in complex modulus resultsfor the 0% RAP binder aging from the RTFO to the PAV aged state dueto the volatiles within the original binder and the lack of oxidationfor the 0% RAP binder specimen compared to the RAP samples.
5. Summary
Asphalt binder viscosity was determined using rotational viscos-ity data for RAP blended binders at 135 �C. This study involved theuse of dynamic shear rheometer (DSR) to characterize the perfor-mance of high percentage recycled asphalt pavement (RAP) bindersblended with virgin binders. Several blended binder samples alongwith a control binder were used to accomplish this task. DSR fre-quency sweep testing was used to verify the asphalt binder behav-ior. The effects which asphalt binder aging had on binderperformance were shown by master curve chart showing RAP binderperformance for RTFO (short term aging process to simulate HMAproduction and compaction) and PAV (long term aging simulation).
6. Conclusions
The following conclusions can be drawn from this study:
1. High RAP binder significantly increases the viscosity of theresulted binders, which means both mixing and compactiontemperatures increase with greater RAP binder percentages.With the increase of RAP binder percentages, the binder blendsare stiffer.
2. Three processes include the original blends before the labora-tory aging, the RTFO aging, and the PAV aging were evaluated.It is found that binder stiffness continues to increase with fur-ther aging. Blends with higher RAP percentage have larger stiff-ness under a specific aging condition.
3. Asphalt binder blends containing RAP are stiffer than the con-trol asphalt binders for low and high RAP percentages. It wasfound in this investigation that high percentages of RAP 50%and 70% RAP within the asphalt binder blends have similar stiff-ness (G⁄) over similar temperature and frequency ranges.
Acknowledgements
This research project was sponsored by USDOT through Univer-sity Transportation Center for Materials in Sustainable Transporta-tion Infrastructure (MiSTI) at Michigan Technological University.The authors wish to acknowledge the assistance of Kari Nasi andEdwin Tulppo who helped to conduct the asphalt binder extrac-tion, recovery, and testing procedures. Also the authors wish toacknowledge Dr. Hainian Wang and Dr. Junan Shen for their inputto this manuscript. The experimental work was completed in theTransportation Materials Research Center at Michigan Technologi-cal University, which maintains the AASHTO Materials ReferenceLaboratory (AMRL) accreditation on asphalt and asphalt mixtures.

B. Colbert, Z. You / Construction and Building Materials 26 (2012) 552–557 557
References
[1] McDaniel R, Anderson R. NCHRP Report 452: recommended use of reclaimedasphalt pavement in the Superpave mix design method: technician’s manual.Washington, DC: TRB, National Research Council; 2001.
[2] Al-Qadi IL et al. Determination of usable residual asphalt binder inRAP. University of Illinois, Urbana-Champaign Illinois Department ofTransportation Federal Highway Administration; 2009. p. 101.
[3] McDaniel RS, Shah A. Use of reclaimed asphalt pavement (RAP) underSuperpave specifications (with discussion). In: Asphalt paving techno-logy. Association of Asphalt Paving Technologists; 2003. p. 226–52.
[4] Lee TC, Terrel RL, Mahoney JP. Measurement of mixing efficiency in pavementrecycling. Minneapolis, Minn, USA, Atlanta, Ga, USA: Univ. of Minnesota; 1983.
[5] Yamada M, Ninomiya T, Mise T. Recycled asphalt mixtures in Osaka and theirperformance. Memo Faculty Eng, Osaka City Univ 1987;28:197–201.
[6] Chen JS et al. Engineering characterization of recycled asphalt concrete andaged bitumen mixed recycling agent. J Mater Sci 2007;42(23):9867–76.
[7] Chen JS et al. Characterization of binder and mix properties to detect reclaimedasphalt pavement content in bituminous mixtures. Canad J Civil Eng2007;34(5):581–8.
[8] Daniel JS, Lachance A. Mechanistic and volumetric properties of asphaltmixtures with recycled asphalt pavement. Transport Res Board 2005:28–36.
[9] Vitton S, Williams RC, Bausano J. Evaluation of fine aggregate characteristicstests and their relationship to hot mix asphalt performance. Houghton,MI: Michigan Technological University; 2007. p. 351.
[10] ASTM, ASTM D 2172 Test methods for qualitative extraction of bitumen frombituminous paving mixtures. West Conshohocken, PA: American SocietyTesting & Materials; 2005 p. 13.
[11] ASTM, ASTM D 1856: Test method for recovery of asphalt from solution byAbson method. West Conshohocken, PA: American Society Testing &Materials; 1996. p. 4.
[12] AASHTO, AASHTO T 170 Recovery of asphalt from solution by Abson method.In: AASHTO standard specifications for transportation materials and methodsof sampling and testing. Washington DC: American Association of StateHighway and Transportation Officials; 2008.
[13] ASTM, ASTM D 6521: Standard practice for accelerated aging of asphalt binderusing a pressurized aging vessel (PAV). West Conshohocken, PA: AmericanSociety Testing & Materials; 2008.
[14] Roberts FL et al. Hot mix asphalt materials, mixture design andconstruction. Lanham, MD: NAPA Education Foundation; 1996.
[15] AASHTO, AASHTO T 316 Standard method of test for viscosity determination ofasphalt binder using rotational viscometer. In: AASHTO standardspecifications for transportation materials and methods of sampling andtesting. Washington DC: American Association of State Highway andTransportation Officials; 2008.
[16] ASTM, ASTM D 4402: Standard test method for viscosity determination ofasphalt at elevated temperatures using a rotational viscometer. WestConshohocken, PA: American Society Testing & Materials; 2006.











![Fatigue performance evaluation of modified asphalt binder ...mahmoudameri.com/Articles/Fatigue performance evaluation.pdf · to represent the short term aging of asphalt binder [21,23]](https://img.dokumen.tips/doc/110x75/5eade3a5fac1863a1f405679/fatigue-performance-evaluation-of-modified-asphalt-binder-performance-evaluationpdf.jpg)















