Embed Size (px)
Citation preview

Td
MC
ARRAA
KAZZSC
1
ctanibie
ocdth
aifpii
0h
Applied Surface Science 283 (2013) 202– 208
Contents lists available at SciVerse ScienceDirect
Applied Surface Science
jou rn al h omepa g e: www.elsev ier .com/ locate /apsusc
he influence of sandblasting on the morphology of electrolesseposited zinclayers on aluminum sheets
atthias Schwankl ∗, Ralf Kellner, Robert F. Singer, Carolin Körnerhair of Metals Science and Technology, Institute for Materials Science, FAU, Erlangen-Nuremberg, Germany
a r t i c l e i n f o
rticle history:eceived 18 April 2013eceived in revised form 14 June 2013ccepted 16 June 2013vailable online 10 July 2013
a b s t r a c t
The studies of sandblasting and the subsequent zincate treatment of Al99.5 sheets indicate that sand-blasting is necessary to achieve a homogeneous coverage of the surface. Untreated and coated aluminumsheets of industrial origin exhibit poor coverage degrees of about 75%. To enhance the coating quality,two different grain sizes of SiC powder are applied in the sandblasting process. F 320 and F 80 blastinggrits are used in the pretreatment procedure and the application of both results in higher degrees of
eywords:luminumincincate treatmentandblastingompound casting
coating up to 85% and 82%, respectively. Furthermore, blasting pressures in the range of 1–4 bar are usedto create a rough but also uniform surface morphology. It is shown that a blasting pressure of 2 bar is anacceptable parameter to pretreat Al99.5 sheets. The investigations indicate that fine grain sizes such asF320 and an average blasting pressure of 2 bar form a successful parameter set for the pretreatment priorto the zincate process. In addition the evolution of zinc coatings on the basis of the zincate treatment isdiscussed within the parameter study.
. Introduction
Due to its high affinity to oxygen [1] aluminum is instantlyovered with an oxide layer at standard conditions. The zincatereatment is a useful process to remove oxide layers from theluminum surface and protect it from repeated oxidation. Simulta-eously to the dissolution of the aluminum oxide a thin zinc layer
s deposited, which is capable of acting as an intermediate layeretween the aluminum substrate and the electroplated metal, for
nstance nickel [2]. The zinc layer improves the adhesion of thelectroplated metal film [3].
Motives for coating aluminum surfaces with zinc are to enhanceptics and to minimize corrosion [4]. The application of the zin-ate pretreatment does not only result in high-quality coatings byissolving oxides, but also provides the possibility of improvinghe corrosion resistance of aluminum, especially against sodiumydroxide [5].
Further possible applications can be found in the field ofluminum-compound casting [6], which aims at bonding a solidnlay and a casting alloy by forming intermetallic phases and dif-usion zones. The substrate material of the inlay is utilized to place
iezoelectric modules upon them and to incorporate the creatednsert into aluminum castings. To guarantee high efficiency of thentegrated device, the support structure has to be firmly attached to
∗ Corresponding author. Tel.: +49 91318527768; fax: +49 91318527515.E-mail address: [email protected] (M. Schwankl).
169-4332/$ – see front matter © 2013 Elsevier B.V. All rights reserved.ttp://dx.doi.org/10.1016/j.apsusc.2013.06.082
© 2013 Elsevier B.V. All rights reserved.
the casting matrix. A sound intermetallic interface can ensure themechanical stability of the composite structure, but the oxide layeracts as barrier and prevents the formation of metal bonding. Thus,providing oxide-free surfaces is a main goal in order to achievehigh-quality metal–metal bonding [7].
As homogeneous coatings are the main aim of this study, thesurface morphology prior to the zinc coating process is of utmostimportance.
Hence, the present study focuses on the aspect of pretreatmentby means of sandblasting and its influence on the subsequent zin-cate treatment of aluminum sheets.
2. Material and methods
2.1. Substrate material
The experiments are performed with aluminum sheets, whichare cut to obtain dimensions of 100 mm × 30 mm. Aluminum sheets(EN AW-1050A (Al99.5), see Table 1) are rolled to reach a thicknessof 1 mm and annealed at 320–350 ◦C for 0.5–2.0 h.
2.2. Preparation of sheet plates
Prior to the coating process, dirt and oils have to be removedfrom the aluminum surface. The industrial cleaner Curatech(Arnsperger Inc.: 6.0% Curatech TN249, 0.4% Curatech TN400,stirred for 6 min at 50 ◦C) is used to perform this cleaning-step.

M. Schwankl et al. / Applied Surface Science 283 (2013) 202– 208 203
Table 1Composition (wt%) of EN AW-1050A aluminum alloy.
min. max. or range
Al Si Fe Cu Mn Mg Zn Ti Other99.50 0.25 0.40 0.05 0.05 0.05 0.07 0.05 0.03
Table 2Material information – SiC blasting grit [13,14].
Grit labeling ds3-value max. (�m) Median grain size ds50-value (�m) ds94-value min. (�m)
3
iis
1ssfa
2
zb(s
ttsst
F 80 212
F 320 74.1
After removing organic and loose inorganic material, the surfaces roughened to eliminate surface defects and rolling texture. Thiss achieved by sandblasting the surface with a SiC grit of two grainizes (Table 2) and at four different blasting pressures.
For the sandblasting process blasting pressures ranging from to 4 bar are applied in one-bar steps. As reference, aluminumheets not subjected to sandblasting are also coated with zinc. Sub-equently, the sheets are cleaned in an ultrasonic acetone bathor 15 min, rinsed with deionized water and dehumidified using
dryer.
.3. Zincate treatment
Following the roughening and homogenization of the surface,inc coatings are created by immersing the sheets in a water-ased zincate solution CNF11 (Schlötter), consisting of NaOH25.0–50.0 wt%) and ZnO (5 wt%) is applied. The complete processequence is illustrated in Fig. 1.
Fig. 1 shows a double zincate treatment process in detail. Prior tohe coating steps, aluminum sheets are dipped into a cleaning bath
o remove organic substances from the surface. The sheets are thenandblasted with a SiC grit of a defined particle size. In the followingtep, the oxide layer is removed by immersion in a 10% NaOH solu-ion for 50 s at 55 ◦C. Afterwards the pickling deposit is eliminatedFig. 1. Experimental zincating
– 1505.3–39.1 17.1
from the surface by acid cleaning using a 40% HNO3 solution for 50 sat room temperature. As the surface is free of oxides, primary zinclayers are generated by dipping the samples into a CNF11 zincatesolution for 60 s at room temperature. Subsequently, the zincatedaluminum sheets are etched in a 40% HNO3 dipping bath for 50 sat room temperature to remove and reduce the first zinc crystals.In the second zincate immersion step (30 s), reduced crystals act asnucleation agents to decrease the size of zinc crystals as well as thedipping time in contrast to the first zincate step. To avoid contam-ination among the chemicals the aluminum sheets are rinsed withdeionized water between each treatment step. The dipping bathsare agitated with magnetic stirrers and as a final step a dryer is usedto dehydrate the sheets.
2.4. Experimental analyses
Images with a secondary electron microscope (SEM) are takento characterize the quality of the zinc coating. Furthermore SEMimages are analyzed with ImageJ to determine the percentage of the
coated area, which is possible due to the different gray scale valuesof deposited zinc and non-coated aluminum. Thus, an arithmeticaverage of surface coverage can be calculated to obtain suitablecoating parameters.steps and parameters.

204 M. Schwankl et al. / Applied Surface Science 283 (2013) 202– 208
ed, sa
pTtrm
R
3
3
sb
Fig. 2. SEM images of untreat
The surface roughness prior to and after the zincate treatmentrocess is measured by means of a laser scanning microscope (LSM).he measurement of the line roughness Ra is measured accordingo DIN EN ISO 428, which defines Ra as the arithmetic average of alloughness values Z(x) along 11 lines of 4 mm length l. The mathe-atical equation for the calculation of Ra is shown in formula (1).
a = 1l
∫ l
0
|Z(x)|dx (1)
. Results
.1. Impact of blasting grit material
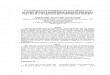
Fig. 2 illustrates SEM images of uncoated and coated aluminumheets subjected to sandblasting with different grain sizes of sand-lasting material as well as samples without pretreatment.
Fig. 3. Surface morphology o
ndblasted, and coated sheets.
The untreated aluminum-sheet (a) exhibits cracks and groovesas well as a visible texture on the surface. Furthermore thecoated aluminum sheet (d) also shows this texture and a lotof areas, which are not covered with zinc (dark). The appear-ance of the sandblasted sheets (e, f) is similar to a honeycombstructure, which results from the plastic deformation during sand-blasting. Furthermore the surface area is considerably increasedduring pretreatment, since sandblasting causes a rugged struc-ture (b, c), which can be easily attacked by alkaline solutions andcan therefore be effectively dissolved. There are large non-coatedareas on the untreated and coated aluminum sheets, but the sizeof the gaps is strongly reduced by the F320 pretreatment, seeFig. 3.
Since zinc and aluminum can be distinguished optically in SEMpictures, ImageJ measurements are taken to present the coverage ofthe aluminum surfaces. Fig. 4 illustrates the results for the sampleparameters d, e, and f of Fig. 2.
f zinc coated Al sheets.

M. Schwankl et al. / Applied Surface
Nec
tmhfasi
Compared to studies with different blasting grits less variationsin surface morphology occur; only the roughness differs slightly.
Fig. 4. Area coverage in terms of the pretreatment procedure.
Small error bars indicate that the samples are very homogenous.evertheless, the untreated sheet shows the lowest degree of cov-red area, about 75%. Samples treated with F 80 and F320 showoverage of up to 82% and 85%, respectively.
To visualize the structure of 2D SEM images, 3D LSM images areaken and Fig. 5 illustrates the surface morphology of different alu-
inum sheets. First, it was established that the coating step itselfas only little influence on the resulting roughness and the sur-
ace morphology. Secondly gaps can be observed in Fig. 2, which
re based on the rugged structure after sandblasting, which is alsohown in Fig. 5. Before and after the treatment without sandblast-ng (a and b) the rolling texture is still visible after the zincateFig. 5. LSM images of coated
Science 283 (2013) 202– 208 205
process. Hence the untreated and coated sheet has the least rough-ness (0.330 �m) of all aluminum sheets.
Two different sandblasted sheets in Fig. 5(c and e) show a veryabrasive and ragged surface but a homogeneous roughness canalso be observed. While samples treated with fine blasting gritsexhibit a smooth and defined roughness (f), coarser grit materialcauses a rugged surface morphology (e) and exhibits larger areasof uncoated substrate.
The roughness of untreated aluminum sheets is measured,obtaining Ra 0.117 �m (a). In contrast to that, the roughness of F80 sandblasted sheets is much higher (2.264 �m) than that of theF 320 (0.896 �m) sheets.
3.2. Influence of the blasting pressure
Experiments with blasting pressures in the range of 1–4 barare carried out and the results of the investigations are illustratedin Fig. 6. The aluminum sheets exposed to 1, 3, and 4 bar blast-ing pressures show a lot of coating defects (marked with circles).In contrast, the application of 2 bar pressure results in an almostcomplete zinc coating and the lowest degree of uncoated surfacein comparison to all other parameter sets. ImageJ measurementstaken at the applied pressures are given in Fig. 7.
The highest percentage of covered surface is achieved at a blast-ing pressure of 2 bar. Repeated tests indicate a 15% higher coatingcoverage with respect to other different blasting pressures. Fig. 8shows LSM images of zinc-coated areas pretreated at four differentblasting pressures (1–4 bar).
Samples treated at 1 bar (a) exhibit the least roughness (0.744 �m)and the sample which was treated at the highest blasting pressureof 4 bar achieves the highest Ra value of 1.179 �m.
and uncoated Al sheets.

206 M. Schwankl et al. / Applied Surface Science 283 (2013) 202– 208
essure
4
4
wsdacucchwtTpbids[e
4
i
illustrated in Fig. 9.The zincate process is based on a redox reaction, which only
occurs when the exchange of ions is possible. Fig. 9 shows the
Fig. 6. Influence of jet pr
. Discussion
.1. Zincate process for industrial Al sheets
In this paper we study rolled 1 mm aluminum sheets (Al99.5),hich are coated with zinc by zincate treatment. Rolled aluminum
heets may show residua, for example oil, to prevent corrosion andirt from storage or transport. These agents are removed to ensure
clean and regular surface morphology. Still scratches remain,aused by the rolling process. In order to create a defined andniform surface [8] sandblasting is integrated into the coating pro-ess. After sandblasting, the samples are coated with zinc. For thisoating process the double zincate treatment is used to obtain aigher surface coverage compared to the single zincate treatment,hich achieves lower adhesive strength [9]. The double zincate
reatment creates a homogeneous microcrystalline coating [10].he applied coating process produces a layer with high adhesiveroperties on the aluminum substrate. This property is achievedy an intermediate etching step [11]. The coarse grain structure
s created in the first deposition step. During the subsequent acidipping the crystals thus produced are etched and become smallero they can act as nucleation agents in the second zincate step12]. Thus the average grain size is reduced and surface coveragenhanced.
.2. Grain size of blasting grit
SEM images in Figs. 2 and 3 indicate that no aluminum samples completely covered with a zinc layer. The explanation for this
on coating morphology.
insufficient coating result is given by Lee et al. [15]. Zinc crystalsprefer the elevated regions of the aluminum surface. Hence thereare less zinc crystals at the etch pits of the surface which leads topartially fragmented coatings. Furthermore it is established thataluminum sheets treated with a finer blasting grit, show a higherdegree of homogeneity and smoothness with regard to the coat-ing morphology. The theoretical mechanism for the layer growth is
Fig. 7. Area coverage as a function of jet pressure.

M. Schwankl et al. / Applied Surface Science 283 (2013) 202– 208 207
eets w
csZdtattrisactoid
hvsc
a(c
Fig. 8. LSM images of Al sh
haracteristics of the process, in which aluminum and its oxide dis-olves (oxidation) and the zinc deposition (reduction) takes place.inc nucleation at the higher regions of the surface is enhancedue to its short diffusion distances in the respective dipping solu-ion. In addition elevated regions feature less surrounding Al-atomsnd therefore promote the formation of zinc nuclei. At the sameime an AlO2
−-flow points in the opposite direction, i.e., into tohe surrounding solution. The zinc ions flow is blocked in theseegions and therefore the share of zinc in the concave surface areass small compared to the higher regions of the aluminum surface,ee Fig. 3. As the partial reactions depend on each other and therea for oxidation reactions is reduced during the deposition, zincoverage reaches a saturation state. This also results in the fact,hat the nature of the zincate process prevents the total coveragef the aluminum substrate. Consequently, the efforts for processmprovements are aimed at the highest possible degree of zinceposition.
According to Monteiro et al. [16] the untreated aluminum sheetsave the highest degree of coverage. This statement could not beerified for the applied aluminum sheets because F 320 treatedheets exhibit the best coating results in the present study, espe-ially with regard to untreated samples.
Undesired gaps and inhomogeneous coating morphologies cre-ted by F 80 grit can be ascribed to grains with a higher weightsee Fig. 2). Using a constant blasting pressure, accelerated parti-les achieve identical velocities, but develop higher kinetic energies
Fig. 9. Schematic illustration of the zincating mechanism.
ith different jet pressures.
to deform the aluminum substrate. Hence the F 80 grit creates moreand deeper gaps compared to finer blasting materials. In view of theeffects discussed in the paragraph above (also see Fig. 9) rough sur-faces promote coating defects and low degrees of coverage, whichmeans that the use of fine blasting grit, such as F320, is more favor-able.
4.3. Blasting pressure
Very low blasting pressures lead to an unfavorable coatingresult, see Fig. 6. It is suggested, that blasting particles do not havethe necessary kinetic energy to break the oxide layer to a sufficientdegree in order to increase surface area. Thus, it is not possibleto carry out efficient etching since the surface area is too smallcompared to the surface area achieved by applying higher blastingpressures. Fractions of oxide remain on the surface and preventan efficient zincate treatment. It seems that samples treated at2 bar possess a homogeneous surface, so that the zincate treatmentachieves a higher degree of zinc coverage, which has been con-firmed in several experiments. These samples feature also small,fine uncovered etch pits. It shall be noted that no sample in thisstudy is covered 100% due to the nature of the zincate processdescribed above. Fig. 7 shows a comparison of the deposition cov-erage measurements depending on the different blasting pressuresapplied. As mentioned, Lee et al. [15] established a theory for thedevelopment of uncoated regions based on a geometric effect. InFig. 6 it can be seen, that this effect involves aluminum sheetssandblasted at higher pressures than 2 bar and lead to unfavor-able surface structures, see Fig. 9. High blasting pressures seem toresult in a higher degree of plastic deformation. Hence a coarsersurface morphology is generated which results in lower surfacecoverage.
5. Conclusions
Zincate treatment of aluminum substrates is a powerful coatingtechnique to achieve oxide-free interfaces. SEM and LSM analyses
have shown that pretreatment steps – such as sandblasting withSiC grit – prior to the zincate process have enormous influence onthe resulting coating morphology and can therefore be used as toolto modify the outcome of the zinc deposition.
2 urface
sta(c
dieaL
A
gC
R
[
[
[
[
[
[
08 M. Schwankl et al. / Applied S
LSM images show that fine blasting grits create homogeneousurfaces with low roughness values. According to the nucleationheory of Lee et al. [15] this is the basis for dense zinc coatings with
high degree of coverage. SEM images confirm that using fine gritF320) leads to the highest degree of coverage in comparison tooarser blasting material (F80) and untreated samples.
Blasting pressure is identified by SEM images to influence theegree of coating. The kinetic energy of SiC particles of below 2 bar
s too low to create a surface large enough to achieve a sufficienttching step. Above 2 bar enhanced plastic deformation takes placend therefore leads to an insufficient coating result according toee et al. [15].
cknowledgements
This research is supported by the Deutsche Forschungs-emeinschaft (DFG) in context of the Collaborative Researchenter/Transregio 39 PT-PIESA, subproject B3.
eferences
[1] M. Hino, K. Murakami, Y. Mitooka, K. Muraoka, R. Furukawa, T. Kanadani, Effectof zincate treatment on adhesion of electroless Ni–P coating onto various alu-minum alloys, Materials Transactions 50 (9) (2009) 2235–2241.
[2] G. QI, X. Chen, Z. Shao, Influence of bath chemistry on zincate morphology onaluminum bond pad, Thin Solid Films 406 (2002) 204–209.
[3] F.J. Monteiro, M.A. Barbosa, D.R. Gabe, D.H. Ross, Pretreatments to improve theadhesion of electrodeposits on aluminium, Surface and Interface Analysis 17(1991) 519–528.
[
Science 283 (2013) 202– 208
[4] B. ILSCHNER, R.F. SINGER, Werkstoffwissenschaften und Fertigungstechnik –Eigenschaften, Vorgänge Technologien. 4. Auflage, Springer-Verlag, Berlin Hei-delberg, 2005.
[5] C.N. Panagopoulos, A.A. Pelegri, Tensile properties of zinc coated aluminium,Surface and Coatings Technology 57 (1993) 203–206.
[6] K.J.M. Papis, B. Hallstedt, J.F. Löffler, P.J. Uggwitzer, Interface formationin aluminium–aluminium compound casting, Acta Materialia 56 (2008)3036–3043.
[7] M. Rübner, C. Körner, R.F. Singer, Integration of piezoceramic modules into diecastings – procedure and functionalities, Advances in Science and Technology56 (2008) 170–175.
[8] M. Rübner, M. Günzl, C. Körner, R.F. Singer, Aluminium–aluminium compoundfabrication by high pressure die casting, Materials Science and Engineering A528 (2011) 7024–7029.
[9] K. Murakami, M. Hino, R. Furukawa, T. Kanadani, Effects of alloying ele-ments in aluminum alloys and activations on zincate treatment and electrolessnickel–phosphorus plating, Materials Transactions 51 (1) (2010) 78–84.
10] E. KHAN, C.F. ODUOZA, T. PEARSON, Surface characterization of zincated alu-minium and selected alloys at the early stage of the autocatalytic electrolessnickel immersion process, Applied Electrochemistry 37 (2007) 1375–1381.
11] S. Wernick, R. Pinner, Die Oberflächenbehandlung von Aluminium, Saul-gau/Württ.: Leuze (1969).
12] J.-G. Jin, S.-K. Lee, Y.-H. Kim, Adhesion improvement of electroless plated Nilayer by ultrasonic agitation during zincating process, Thin Solid Films 466(2004) 272–278.
13] ESK-SIC GmbH. Product information Silicon Carbide–Microgrits F 4 to F 220.Frechen-Gefrath.
14] ESK-SIC GmbH. Material data sheet Silicon Carbide–Microgrits F 230 to F 1200.Frechen-Gefrath.
15] S.-K. Lee, J.-H. Lee, Y.-H. Kim, Nucleation and growth of zinc particles on
an aluminum substrate in a zincate process, Electronic Materials 36 (2007)1442–1447.16] F.J. Monteiro, M.A. Barbosa, D.R. Gabe, D.H. Ross, Surface pretreatments ofaluminium for electroplating, Surface and Coatings Technology 35 (1988)321–331.