Embed Size (px)
Citation preview

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 1
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 1
Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View
Gregoire Nleme
Novays Consulting and Doctorate of Business Administration candidate at Walden University
Email address [email protected]
September 15, 2017
Abstract
There are few pieces of literature explaining processes that assure quality through the
whole automobile supply chain from design through the suppliers, the warehouses,
transportation, and vehicle operations. There is little literature that proposes how and why
managers should use the Shewhart-Deming cycle framework Plan Do Check Act (PDCA) to
improve and sustain quality throughout the automobile supply chain. In this paper, I am first
describing how automobile manufacturers and suppliers plan for and assure quality throughout
their supply chains. I propose a Shewhart-Deming cycle framework for controlling and
improving quality in automobile supply chains at the suppliers, in product development, at
transportation and warehouse vendors, and in vehicle operations. I give many examples of
current drivers and barriers to good quality in supply chains and I give empirical examples that
illustrate how using the Shewhart-Deming cycle Framework can help managers control or
improve quality. I also propose further research.
Key Words
Advanced product quality planning, APQP, audit, automobile, Automobile Industry Action
Group, built-in-quality, BIQ, continuous improvement, control plans, Deming, Shewhart-
Deming cycle, design, design changes, design reviews, design verification, discontinuity,
discontinuities, empowerment, FMEA, framework, inspections, managers, Plan Do Check Act,
PDCA, process re-engineering, production part approval process, PPAP, product development,
production, product and process validation, recalls, reviews, Shewhart, suppliers, transportation,
warehouse, transportation.
The Global Journal of Business and Economics
A NIU Online journal

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 2
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 2
Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View
Introduction
The purpose of this paper is to examine the use of Shewhart-Deming cycles to plan, control,
and improve quality in automobile supply chains (Best & Neuhauser, 2006; Moen & Norman,
2006). I will first present how managers plan for and control quality throughout the automobile
supply chain, clarifying the product design phase, the manufacturing process phase, the assurance
of quality at suppliers’ operations , and the assurance of quality in the warehouse and logistic
vendors’ processes. I will give more details on the mechanisms of assembly defects throughout the
vehicle assembly lines and potential solutions to such defects. I will then present a Shewhart-
Deming cycle framework for each of the supply chain stages that I just described and I will present
empirical examples that support how the Shewhart-Deming cycle framework can help improve and
assure quality in automobile supply chains. Existing literature will support the rationale where it is
necessary.
The question being asked in this paper is to explain how managers can use a Shewhart- Deming
cycle to assure and improve the quality performance throughout their automobile supply chain. A
Shewhart-Deming cycle here means the management cycle PDCA initially developed by Shewhart
(Best & Neuhauser, 2006; Henry, 2007; Moen & Norman, 2006). Deming after working with Shewhart
went to Japan in the 1950s where he trained Japanese companies in his quality philosophy which
fundamental component was the PDCA cycle. Managers plan for their business processes, have their
team implement the processes, assess the progress toward the objective, when they have evidences of
variations, the resolve variations and adjust their processes or product design.
The quality of an automobile manufacturer’s supply chain is arguably a relevant determinant of
the automobile manufacturer performance (Henry, 2007; Johnson; 2004; Trent & Montzca, 1999).
Suppliers, logistic vendors, automobile manufacturers, dealerships, and research partners all belong to
the supply network. They all need to perform at a higher level for the automobile manufacturer to sell
vehicles that customers want at an acceptable price per value offered. Attributes such as quality, power,
fuel efficiency, and comfort constitute the determinants of value for the customers. Of those attributes,
quality is probably the one which is the most positively correlated to an automobile manufacturer’s
brand equity (Henry, 2007).
Initial quality and long term dependability constitute the three quality metrics the most used in the
industry (Consumer Report, n. d; Power, n. d). Two firms are the most trusted quality rating companies
for the automobile manufacturers: Consumers Reports, and JD Powers and Associates (Consumer
Report, n. d; Power, n. d). Those companies offer quality ratings for automobile manufacturers’ new
and used vehicles. The quality ratings and the customers’ experiences spread by words of mouth
enable the pubic to recognize good quality brands versus the poor quality brands. Quality has enabled
Toyota to be recognized as one of the strongest brands for the last previous two decades. PDCA had
enabled Toyota to produce vehicles with superior quality and dependability (Henry, 2007; Sobek II &
Smalley, 2008).
However, the quality recalls of 2010 have brought Toyota to review its processes
(Bandyopadhyay, 2010; International Business Times, 2010; Minhyung, 2010; New York Time, 2011).
One can therefore ask the following question: Why did PDCA not work? Recently in 2013 and 2014,
automobile suppliers and manufacturers have experienced quality recalls (Bloomberg News, 2014).
Many of the recalls have involved components that suppliers
manufactured and that the automobile manufacturers assembled such as airbags, switches, or power
steering components (International Business Times, 2014; New York Times, 2014). The current review
of quality in automobile supply chains and the proposed Shewhart-Deming Cycle framework may help
understand the drivers of poor quality in automobile supply chains. The Shewhart-Deming Cycle
framework should also enable a better communication and use of feedback to the teams and managers
who can help resolve variations, prevent re-occurrence, and adjust current processes and current

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 3
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 3
product design. The PDCA cycle is equivalent to the Plan Do Study Act (PDSA), Walter Shewhart
initial’s definition of the cycle in which the Study step is identical to the Check step (Best &
Neuhausser, 2006; Mauleon & Bergman, 2009; Moen & Norman, 2006; Stauffer, 2003). In the
remaining lines of this paper, I will use the term PDCA instead of PDSA.
1. Defining the Automobile Supply Chain Quality
Tan (2001) defined supply chain management as the management of links among each element
of the manufacturing and supply system from raw material to the end user. Wisner and Tan (2000, p 33)
claimed that manufacturers often used supply chain management to describe the integration and
collaborative actions led by manufacturers with first and second-tier suppliers to reduce costs, improve
quality, and delivery. In this paper, I will consider second-tier suppliers also called tier-two automobile
suppliers and first tier automobile suppliers also called tier-one suppliers. I will consider the
manufacturer’s vehicle assembly plants to be the vehicle
manufacturer’s manufacturing locations. I will consider powertrain assembly plants made of engine
plants and transmission plants to be internal tier-one suppliers, and casting plants or forging plants to be
tier-two internal suppliers. I will also consider stamping plants to be internal
tier-one suppliers to the vehicles assembly plants. Figure 1 illustrates the general configuration
of the automobile supply chain.
Figure 1. Automobile Supply chain
2. Quality in Design
2.1 Design Requirements
There are many workgroups or work stations affect the quality of the components,
modules, and vehicle-in-process in an automobile assembly line. From the earlier years of the
automobile assembly, quality has been critically important as a requirement from the
manufacturer towards its suppliers (Ford, 1926). Today automobile manufacturers and their
suppliers need to work together to maximize value, minimize risks, remain adaptive, and
continuously improve (Chopra & Sodhi, 2004; Lee, 2004; Liao & Hong, 2007; Liker & Choi,
2004). For an automobile to be of superior quality, all the components have to be of a high
quality level, all the systems have to be of good quality. As engineers integrate components to
systems and to the whole vehicles, the relationships at the interfaces have to be conforming to
the specifications so that fits and functions are as expected per design specifications.
Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 4
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 4
Quality starts from the design specifications per the Shewhart’s cycle of specification-
production- inspection, the initial cycle that evolved into PDSA the equivalent of the Shewhart-
Deming cycle PDCA (Moen & Norman, 2006). Specifications have to represent agreed upon
knowledge added to the experiences of customers and engineers throughout the field.
Manufacturers and suppliers may use Quality Function Deployment (QFD) to capture customers’ wants
and translate them into design specification (Ginn, Jones, Rahnejat, & Zairi, 1998). They may also use
Six Sigma (Bandyopadhyay & Jenicke, 2007). Thus, the steel sheets used for stamping are different
from the steel used for the axle or for the disc brakes and should comply with specific requirements.
Heat treating components to relieve inner stresses through annealing (the steel is left in the oven at a
constant temperature and then cool to room temperature) or quenching in a bath of oil to make the steel
more ductile or harder depending on its function in service are examples of processes that directly affect
the use of the components in service.
Similarly, a chemical treatment is necessary to make the steel resistant to oxidation so that it
resists to rusting in service. Paint has to adhere enough to plastics or steel so it does not peel off in
service. Another example of an end use requirement in terms of specifications is on the engine. The cap
of the oil reservoir has to be sealed strongly enough so that in service, it does not get opened while the
vehicle goes through bumps. Another good example is on the wheels.
Engineers must design the nuts and bolts so that while in service, the wheels do not fall off even though
the vehicle is driven for several hundred thousand miles. Finally, airbags are supposed to engage in
case a vehicle hits a target at 30 miles or more per hour, protecting the driver or the passenger from
having their head hits the steering wheel or the instrument panel and being killed. The extended list of
examples that I gave above illustrates the importance of design requirements as meaningful
requirements for many drivers and vehicle occupants, and for the public.
To translate those requirements into engineering specifications, teams of engineers from the
suppliers and the automobile manufacturers meet to agree upon the specifications and their
implications to the supplier’s processes, cost per unit, and to the manufacturer’s manufacturing
processes. It is the beginning of the collaboration between a supplier and the manufacturer in order to
design a component or a system and the collaboration between design engineering and manufacturing
to make sure that the future components, manufacturing processes, and manufacturing equipment fit
the vehicle being designed, and that vehicle and system design specification are met upon assembly.
Collaboration between the suppliers and the manufacturer is necessary because it improves the quality
of the vehicles and reduces product development time (Tae-Hoon, 2007).
2.2 Verification of the Quality in Design through Testing and Computer Simulation
In order to verify the quality of the design, there are several methods that design engineers use.
First the engineers describe the design on a drawing which may be computerized or not. A critical
verification is the compliance to the interfaces that is done on a computer using computer-aided design
interface verification software. This step also includes verification of fit among different components.
For instance, engineers must ensure that hoses, the engine, and different reservoirs all fit inside the
engine compartment with no or minimum contact before completing the last prototypes of all the
components that the production operators will assemble inside the engine compartment.
Engineers also need to verify the resistance to efforts and crash through computer aid design,
using linear final element simulation, displacement simulation, and plastic deformation simulation.
Computer simulated verification helps reduce the number of prototypes for testing and the number of
destructive tests. Tests can be destructive or not. Destructive tests are costlier than non destructive tests
because each test specimen costs money. Engineers must also run functional tests and durability tests.
In functional testing, engineers and technicians verify the functions of the system. They can for
instance verify the function of an airbag or that of a headlamp. It is better for the supplier to ship the
components and sub-assemblies being sure that they will function properly as designed. The test can
also be a durability test in which testers submit subsystems of the vehicle or entire vehicles to loads that

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 5
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 5
represent hundred thousand of cycles. The cycles often represent durations greater than the expected
life of the vehicle. Automobile manufacturers run many of the tests to comply with federal regulations.
Many of the federal regulations are safety requirements.
The supplier must perform tests on components and subsystems as agreed upon with the
manufacturer while the automobile manufacturer’s engineering teams must run other tests.
Trained professionals perform other inspections visually, for fit or appearance. The set of all the tests
that verify a good design constitutes what is called design verification and readers may find some
explanations in the AIAG’s advanced product quality planning (APQP) manual (AIAG, n. d.; Thisse,
1998). Unfortunately, a product can be of a good design and when manufactured it may not comply
with the intent of the design. The process of approving that the product being manufactured complies
with design specification is called product and process validation.
2.3 Product and Process Validations
Product and process validations are done in sequential phases initially using prototypes and later
using earlier units build during the launch period. Initially, the manufacturers build earlier prototypes in
a non production environment, with components that are not certified for production and using non
production tools. Engineers and technicians test those prototypes for function and for resistance. With
the use of computer aided simulation, the number of prototypes can be reduced. After each built phase,
there is a review of the quality of the design with respect to function, appearance, resistance, and
manufacturability. The last built phases use production approved parts and production tools. Upon those
last phases, design engineers and production professionals detect potential earlier production quality
concerns such as misfits, and difficult assemblies, and continuously review quality followed by
feedbacks to suppliers, vendors, and other functional groups such as manufacturing engineering,
material engineering, design engineering, and industrial engineering. Typically, continuous corrective
actions enable improvement toward the targeted quality and cycle times and a vehicle may not reach its
expected quality level without quality parts from suppliers (Curcokvic, Vickery, & Droge, 1999).
2.4. Planning for Supplier Quality
To make sure that all the suppliers comply with quality requirements agreed upon by experts
from the larger automobile manufacturers from the USA, the Big Three automobile manufacturers
(Chrysler LLC, Ford Motor Company, General Motor) defined under an organization called the
Automobile Industry Action Group (AIAG, n. d.), located in Southfield, Michigan, the APQP manual
which listed and still lists the requirements in terms of processes
for the suppliers to plan for an acceptable product quality. Thisse (1998) lists the five phases of
APQP:
Phase 1) Planning and defining the product quality requirements using customers’ needs and
expectations,
Phase 2) Product design and development for design features and for characteristics, Phase
3) Process design and development,
Phase 4) Product and process validation,
Phase 5) Feedback assessment and corrective actions
The AIAG’s APQP manual includes the five phases that I just listed (AIAG, n. d.). The manual defines
how suppliers working mutually with the manufacturer on the design of the components must complete
actions that ensure the manufacturing and delivery of quality products to the manufacturer. To ensure
quality, a supplier must create several control plans.
A control plan defines measurements, tests, sample sizes, frequencies, and reaction plans to be
done in order to make sure that products that workers manufacture following a given process are of good
quality. There are prototype control plans, pre-launch control plans, and production control plans. In
order to create a control plan, the engineers and other personnel of interest (material, quality,
manufacturing, production, program management), working in teams, must first complete a design

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 6
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 6
failure mode and effect analysis (DFMEA) that they will use as an input for the three control plans that I
just defined above. The supplier’s designs team must define the planned process flow diagram and then
go through each of the manufacturing, test, and inspection processes. For the Production control plan, a
program team must complete a process failure mode and effect analysis (PFMEA), and if needed for
important equipment used in production, another team must complete an equipment failure mode and
effect analysis (EFMEA).
A failure mode and effect analysis (FMEA) is a table that lists failure modes for a product or
process and their occurrences, the effects of such failure modes and their severity; and the detection
methods and ease to detect the effects of such failure modes. AIAG has developed guidelines for
completing FMEAs and there are more current editions of the guidelines that customers may order from
AIG (AIAG, 1996). Quality professionals usually label the occurrence O, the severity S, and the
detection D. The value of those numbers ranks from 1 to 10, 10 being respectively the most frequent,
the most severe, and the most difficult to detect.
Once the working team agrees on O, S, and D, a team member can then compute the product of
those numbers. Quality professionals call the product of those numbers the risk priority (RPN) number:
RPN = O x S x D
For the design team, the strategy for maximum quality is to define corrective actions or reaction
plans for RPN greater than a given number for instance 64 (4 x 4 x 4). FMEAs are critical to good
product design and good product quality but often managers or engineers may take them for granted
and complete FMEAs too fast without taking into account the objectivity and rigor required. When
under pressure to release documents to a manufacturer, one or two engineers may complete a DFMEA
even though the right process is to complete a DFMEA in a cross-functional team made of engineers of
various experiences, material experts, process experts, and manufacturing experts. The team must also
follow the guidelines for assigning O, S, and D ratings (AIAG, 1996, n. d.; Teng, Ho, & Shumar, 2006).
A supplier’s team may tend to assign lower ratings to make the manufacturer easily
approve their APQP program. For that reason, managers of suppliers’ team responsible for
design, automobile manufacturers’ supplier quality engineers, and design release engineers need to
show the highest level of professionalism, objectivity, and integrity. The prevention of quality recalls
starts with the completion of DFMEAs, PFMEAs, EFMEAs, and control plans that are thorough and
rigorous. The documents that I just mentioned need to be thorough and representative of the lived work-
in-process in supplier’s manufacturing operations and in vehicle assembly operations. The documents
must also represent the customer’s experiences, taking into account past experiences, current trends,
and judgments by respected experts.
DFMEAs, PFMEAs, process flow diagrams, and control plans are living documents.
Engineering teams need to update them every time they receive feedback on the product from
testing, inspection, difficulties, or concerns in the manufacturing operations, or in the form of
customer complaints.
A critical step within the APQP process is the Production Part Approval Process (PPAP) which
is the process of approving samples of prototype parts made using the program production processes.
The PPAP encompasses the last verification and validation from prototypes through production. PPAP
samples represent production parts and are conforming to the design intent under normal production
conditions. Once the manufacturer approves part for PPAP, there is usually a document signed off by
the supplier’s engineer, manager, or designee and the Vehicle manufacturer’s supplier quality engineers,
managers, or designees called the part submission warrant.
An important consideration for external tier-one suppliers is their compliance to ISO 9000
technical specifications TS 16949. From 1994 to the mid 2000s, the Big Three mandated QS9000, a set
of quality requirements, to their suppliers. QS 9000 certification ensured that the suppliers follow a
system approach to planning and controlling quality and were subject to regular audits of their quality
system (Corbett, 2006; Johnson, 2002). Quality system here means the set of all the processes that are
formal and written and that describe the way the business is done (Corbett, 2006; Johnson, 2002;

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 7
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 7
Romano, 2002). Chrysler LLC, Ford Motor Company and General Motors Company required their
suppliers to be QS 9000 certified until the mid 2000s (Corbett, 2006; Liu, 2009), but agreed that after
2008, those requirements would become equivalent to ISO TS 16949. TS 16949 and PPAP manuals are
requirement manuals while the APQP manual is a reference manual (AIAG), other reference manuals
are the Statistical Process Control Manual, the Measurement System Analysis Manual (MSA), and the
FMEA manual. Automobile quality professionals can order those manual from the AIAG located in
Southfield, Michigan (AIAG, n. d.).
Automobile suppliers need to use those manuals in order to make sure that their manufacturing
operations comply with the best practices for planning for product quality in design and in production.
Thisse (1998) and AIAG (1996, n. d.) listed TS 16949 requirements. More, the TS 16949 reference
manual, the AIAG’s PPAP manual, and other AIAG’s reference manuals list all the requirements and
guidelines necessary for implementing APQP (Liu, 2009). Thisse (1998) noted that APQP when
effectively implemented is good for business for the following reasons: It promotes system thinking on
processes from design to production, fosters teamwork through kaizen events such as those needed to
create a cross-function based FMEA; and drives prevention, objective corrective actions, ownership of
issues, and continuous improvement.
In order to continuously improve in product development, the manufacturer’s leadership has to
define continuous improvement on safety, cost, and quality, as a core trait of the business culture and as
a business capability. By safety, I mean the safety systems that protect the drivers and other occupants
of the vehicles as well as drivers of other vehicles on the road. Safety, cost, and quality mean value to
the customers. Management commitment to continuous improvement and prevention of defects in
design is a requirement in product development systems of type Toyota Product Development System
(Liker & Morgan, 2011). People competency development and empowerment is also a perquisite for
nurturing a culture that prevents quality defects in design (Johnson, 2004). Finally, when used
throughout design and when combined with tests, and simulations, Design for Six Sigma may enable
the design of products with tolerances and specifications at a Six Sigma quality level upon production.
The effectiveness of the processes I have just described depends on the people who implement,
manage, and oversee those processes communicate the vision for quality and lead toward the execution
of the quality plan (Johnson, 2004). If engineers, technicians, and managers do not receive the proper
training and resources or if their behaviors do not comply with the need for objectivity, integrity, and
professionalism at all time, the design may not be robust. More, if managers are not reviewing design
actions or do not define transparent, standardized, and objective reviews there may still be flaws in
design. Managers need to empower their people so they can themselves improve processes (Cleary,
1995; Johnson, 2004). Thus, senior managers may take the following actions:
1) Allocate enough resources to properly train and develop product development
personnel with an emphasis on ethics, leadership behavior, and effective cross-
functional communication.
2) Allocate enough resources for technologies that enable robust and fast designs such as
computer driven simulations for instance for crash, plastic, and elastic efforts; and for
electrical functions.
3) Allocate enough resources for efficient testing and enough resources for collaborating with
and developing suppliers using where needed front loading which is the earlier collaboration
at the start of the program or postponement which is collaboration in later stages of the
programs (Binder, Gust, & Clegg, 2008)
4) Control APQP processes and testing in all suppliers’ sites and manufacturing design sites
using a Shewhart-Deming circle process PDCA.
5) Focus on controlling supplier discontinuities to minimize risk, automobile manufacturers
may source the same components (perhaps for different vehicle models) to different
suppliers; the goal here being to have those different suppliers follow the best and same
quality control processes and PDCA as well

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 8
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 8
Until now, I have discussed design quality and the planning of product quality, usually done by
suppliers with the collaboration and assistance of the manufacturer’s designers, engineers, and supplier
quality personnel. Even when the extended design team has followed all design control processes and
had ensured a robust design, the manufacturer may still produce vehicles with unwanted defects that
may lead to quality recalls if the program team has not
planned for quality in production and if the production team does not define or follow processes that
ensure in-process quality. In the next subsection, I will discuss quality in production.
3. Quality in Production
The processes that drive quality in production are similar for tier 1 and tier 2 suppliers and to
some extent for the manufacturer’s production facility. The Big Three automobile
manufacturers require their first tier suppliers to be TS 16949 compliant. For that for reason, tier-one
suppliers usually have control plans for their manufacturing processes. Managers need to make sure that
their teams update control plans after engineering changes, after process and equipment changes, and
whenever the DFMEA or the PFMEA change. Even after engineers or specialists have updated
documents, production workers may not follow the sampling and frequencies of tests and inspection. It
is the responsibility of the leadership team at the supplier’s manufacturing location and at the
manufacturer’s vehicle operation to enforce compliance to prescribed processes.
For some automobile manufacturers’ assembly lines may not have control plans immediately
available for their production workers in a format similar to that of their suppliers, but rather work
instructions and procedure. In the work instruction, the specialists who wrote the work instruction may
include a description of the inspection methods, specifications, and frequencies in different forms
computerized or on hard copies. The absence of a unique form that includes all control methods,
locations, and frequencies may not help the workforce easily verify standards when needed, delaying an
opportunity for improvement. Even when process experts have defined all complete control plans,
prescribed processes may be flawed, thus managers and workers need to have a mindset improvement.
3.1. Ensuring Quality in Process Design
Preferably, quality should be built in the processes during design. For continuous process
manufacturing, managers must make sure that there is a monitoring systems for the equipment, the
atmosphere, chemical, temperature, other input materials, and other significant process parameters. In
that case the process team can easily adjust the process to control the significant parameters, and
production personnel can alert troubleshooting personnel whenever the process goes out of control.
Everything else done properly, the manufacturing team has to perform equipment maintenance
effectively with an emphasis on prevention. Again, here compliance depends on the commitment level
and training level of the leadership and manufacturing professionals.
For assembly manufacturing at a supplier location or at the vehicle assembly location,
process teams can mistake proof individual manufacturing operations using Poke Yoke.
Production supervisors or manufacturing leaders must still complete scheduled audits on the
effectiveness of the Poke Yoke with timely and documented adjustments when needed (per PDCA).
However, not all the individual manufacturing operations can be mistake or error proof. Managers
cannot rely on downstream inspection to ensure quality. For assembly operations, it is better for work-
in-process to move further without defects. A solution that can improve quality for operations that do
not have mistake proof or error proof devices is a combination of build-in- quality checks, visual
management, and standardized processes.
3.2. The importance of build in quality checks (BIQ)
BIQ checks are successive inspections often visual or tactile that production workers may
perform besides their assembly work. When there is no mistake proving device, it is necessary that the
defects do not travel from one workstation to the other. If chained build-in-quality checks are used

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 9
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 9
where the next operator verifies the significant to quality elements of the previous operations, the
operators after a while reach a state of work harmony where they stop all the defects no further than at
the next workstations. Operators stop the line in very short intervals and the number of stops becomes
minimal. BIQ checks appear intuitively easy but in practice they are not for several reasons.
When there is a labor union in the manufacturing location, the production workforce and the
company have to follow contractual agreements. The agreements may impose separation between
inspection labor and assembly labor. In such a case, the contract may prohibit an assembly operator
from inspecting work-in-process coming from operations set upstream. Even when there is no union or
when the union agrees for the presence of BIQ checks in the manufacturing operation, there may still be
barriers to quality improvement using BIQ checks. A common one is the negation of management to
include inspection in work instructions for a common reason which is that inspection cannot stop
defects from occurring.
However even an inspector who only catches 85% of the defects may help improve quality
sizably. Let assume that a job is newly designed and the operator are still working through their
learning curve releasing one percent of defects (1%). If the line produces one thousand vehicles per day,
there will be ten defects out of the work station per day, If the operator next to the workstation catches
eighty five percent of defects, there will be only two defects leaving the work-workstations More
because the line stop immediately eight times out of
ten when the defects occur, the operator doing the job gets more emphasis on the attention needed to
perform the assembly without the defect, Hence BIQ checks help improve the learning curve.
The absence of visual management relying on good work instructions and visual aids describing
where, when, and how workers should assemble the parts or perform inspect checks, is a deterrent to
the effectiveness of BIQ checks and to the control of quality at the workstation in general. Incomplete
or insufficient training leads to workers not buying completely into in- process-quality control which
may lead to higher variations in the completion of BIQ checks. In order to have effective BIQ checks
and effective in-process quality control, the workforce needs to apply standardized work where the
easiest and best steps for completing the work are the standards for all regular workers, rotating
workers, or relief workers on a given job. When the standards change, managers must ensure that that
the workers document changes in the work instructions and in eventual visual aids. Manufacturing
personnel may document refinements and descriptions of the specific steps for ensuring quality in
subsets of the work instructions which are critical element instructions. I will give another mathematical
proof of the advantage of BIQ checks in the next paragraph.
A solution to the union resistance to BIQ checks is for management to make the business case
for build in quality check and then convince the union that its members and the company will all
benefit from BIQ checks. Let us suppose that there are 10 successive workstations each having a
critical to quality characteristic not controlled by a mistake proofing device. Assuming that managers
assign each operator to visually verify the element themselves with a close-the- loop inspection, and
then ask for the next operation to verify the element from the previous operations, the later one is a BIQ
checks. The close-the-loop inspection is an element of the current operator’s work. The next nine BIQ
checks are inspection operations assigned to each worker.
Assuming that each operator can make one mistake over 1000 assemblies (1000 per million),
there will be a risk of 10 defects for every 1000 vehicles made from the 10 operations. Let assume that
with a B.I.Q check, each next operator can catch such defects 9 times out of 10, then for the nine jobs
after the first one there will be a risk of 0.1 defects passing out of 1000 assemblies (1-0.9 = 0.1. and 0.1
x 0.001 =0.0001). With BIQ, the number of defects that can leave the workstation is 1.9 out of 1000 (9
x 0.1 + 1). With BIQ, the workers have reduced the number of potential defects by 81% from 10 to 1.9
over 1000.
With 100 jobs that have one defects passing out of 100 assemblies and that the operators perform
a closed-loop inspections themselves, then the combined rate of defects for the two adjacent
workstations become one defect per 10,000 assemblies. if the second operator inspects the critical to

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 10
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 10
quality elements coming out of the first workstation and catches 98 defects out of 100, then the first
workstation will release two defects per million (1-0.98 = 0.02 and 0.02 x 0,0001=0.000002). In this
case, with BIQ checks, there will be two defects per million. The first job, a manual assembly has just
improved its quality level from one defect per 100 to two defects per million (better than a Six Sigma
level quality which is at 3.4 defects per million) using BIQ checks and without any mistake proofing
device.
The examples above are fundamental examples of alternatives to standard Andon processes
where the operators have to stop the line completely. I am not claiming that BIQ checks are better
than Andon but that BIQ checks combined with work-group problem solving
gives an alternative that works as well as the standard Andon while giving all the workers the
opportunity to pay attention to the vehicle in process and to, in a medium to long run, stop the line
less, improving productivity and quality simultaneously. Hence BIQ checks enforce ownership of
quality by the workers, a behavior needed to drive continuous improvement (Cleary, 1995).
3.3. Beyond BIQs. Standardization and In-Process Quality Control
Quality defects may cause line stoppages, repairs, and retests. Sometime, they may force
managers to cancel a whole vehicle and rebuild a unit. When a quality issue occurs, it is better to stop
the line, acknowledge the issue as critical, define a containment action, verify the effectiveness of the
containment action, and set-up a team to resolve the problem. Operators must be able to detect quality
issues, communicate them to their work group leaders and to management, so they can altogether
resolve the issues. Management can provide resources and coaching but should always keep in mind
that it is better to have the workforce involved in problem solving. Managers need to also make sure
that there are no hidden issues that are off any formal record, clearly there should be continuous efforts
to have no hidden factory.
Managers must ensure that they monitor occurrences of in-process quality defects in order to be
able to identify areas needing quality improvements. Managers must also monitor the cost of quality
and the cost savings from problem solving actions in order to link quality actions to monetary amounts.
Managers can then use defects and cost figures to request resources from senior management, to rally
the workforce on a focus on quality, and to congratulate the workforce when there is a meaningful
quality improvement or reduction in the cost of poor Discontinuities in Manpower Assigned to Jobs.
An effective process for protecting product quality is the process for controlling discontinuities
for operators that are assigned to jobs. Discontinuities occur during planned leaves (lunch and planed
breaks) and unplanned leaves (when an operator suddenly gets ill or just decides to leave for an
emergency). In those instances, a utility operator or two not fully trained operators may do a job
normally assigned to one operator, and defects in those cases will more likely leave the work station.
However if chained BIQ checks are used, operators may detect the defects immediately.
The other instances of discontinuities occur at the beginning of the shift when workers arrive late
or are absent; or when there is a major breakdown which is a typical case where operators may lose their
work cadence, becoming more subject to distraction, which may lead to defects. If two not fully trained
workers do a one-person job, more defects may again leave the workstation. A common example of
mechanism of defects may occur when operators come back from breaks and start working on a work-
in-process vehicle behind the vehicle they were supposed to work on after break, in that case incomplete
assemblies on missed assemblies may occur. A solution to such defects is to verify a few processes
around the operation when a different operator starts the job and when the regular operator on the job
starts working again after breaks. Flagging of the last vehicle that the operator worked on before break
is also a potential solution. All the solutions that I have hinted on this subsection require the
involvement and ownership of the process by workers otherwise the operation may not realize all the
benefits from the solutions that I just described.
3.4 Discontinuities in Equipment Functions

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 11
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 11
Another type of discontinuity is that of equipment that stops working after a breakdown. For assembly
operations, technicians or leaders must replace torque guns periodically. In a lean manufacturing
process, the need for efficiency requires quick-change-over where qualified technicians have already
calibrated replacement torque guns, and verified them for proper function. When replacing torque guns,
it is critical to verify a meaningful number of assemblies for torque and angle. A sample size of 30 jobs
is an acceptable for statistical significance with a calibrated torque reader. For adaptive controlled guns,
which are guns that are mistake proof by mean of programmable logic controllers, a smaller sample size
(five to ten) may be enough for verifying that the program and the mechanical function are both still
effective.
3.5 Operator versatility
Training of operators is critical because it helps increase operator versatility. Having at least five
employees trained for each job helps reduce the chance of having two not fully trained operators
assigned to a job initially designed for one person. Seemingly, having an agreed upon plan for job
rotations for the workforce within a working group instead of job classification helps maintain
versatility at the highest level. Managers must clearly define the processes that ensure product quality
and have all workers fully trained on those processes. The experience has shown that suppliers may
have more flexible work classifications than vehicle manufacturers. Hence, it is probably easier to train
workers at supplier plants and to implement build-in-quality-checks at those plants. However, because
of the urgency of global competition, automobile manufacturers’ executives must work with the
organized union when there is one, to make the workforce follow processes that ensure superior quality
without the limitations that may occur because of job classification.
3.6 Problem solving
Managers also recognize the need for problem solving, and with a commitment to lean
principles, they need to involve workers in problem solving (Rahman, Laosirihongthong, & Sohal,
2010; Shah & Ward, 2007). Kaizen events or small groups meetings must include production workers,
workers from several supporting groups, and if possible supplier representatives. Cross-functional
teams made of engineering, production, suppliers, and quality professionals may work together to
resolve the most critical quality concerns. Using communication technology, managers may use live
video conferences, or voice conferences to run meetings that involve teams spread across different
cities worldwide.
Managers have the discretion to select a problem solving technique of their choice. Such choice
is normally strategic, thus managers should ensure that the technique they choose fits the company’s
culture and other processes. For instance, General Motors uses Shining problem solving and lean
techniques, BMW and Ford use Six Sigma and lean techniques, Toyota relies more on lean techniques
such as 5 whys, management by walk-around, Go-see, and Kaizen events. Typically, if managers use
statistical techniques then 8D problem solving, Shainin problem solving, and Six Sigma become
equivalent.
Unlike Six Sigma and Shainin problem solving, the 8D problem solving approach and similar
techniques do not explicitly have a link to statistics. Most problem solving techniques such as Six
Sigma, Shainin problem solving, and 8D techniques include lean techniques such as 5 Whys, and
Fishbone diagrams also called Ishikawa diagrams. However, because Six Sigma and Shanin problem
solving prescribe statistical techniques in their processes, workers who get trained in those techniques
become knowledgeable in applied statistics, which is an enabler of
continuous improvement (Stauffer, 2003). The major advantage of statistics is that it helps define root
causes and solutions based on scientific evidences, a major capability according one of the pioneer or
modern quality control, Walter Shewhart (Stauffer, 2003). Thus, if problem solvers use statistics to
determine a root cause and a solution to a problem, then after implementing the solution, there will be
less likelihood of reoccurrence of the defect mechanisms that led to the defect.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 12
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 12
3.7 Closing the Loop - PDCA
In assembly operations and in manufacturing operation in general, managers need to have in
mind that they are dealing with systems of people, material, equipment, and processes that are explicitly
written or tacit (not written but informally known by people). The goals of managers with respect to
quality are to 1) make sure that processes that affect quality are explicit and formally written, 2) to
make sure that people follow explicit processes a prescribed, and 3) to make sure that every worker
follows leadership behaviors that protect product quality, typically: integrity, teamwork, ownership, and
compliance to business processes. Just because an operation has well written work instructions,
procedures, visual aids, and supposedly trained workers as recorded in versatility matrix does not mean
that people follow the written processes. It is necessary to verify that people are doing what they have
been trained for and assigned to do. Managers and all workers need to understand that reviewing people
work is a process that cannot be compromised or neglected.
I have always been amazed by the number of manufacturing operations that have many well
written processes complying with lean manufacturing principles but for which managers are often
surprised by the fact that people do not follow the processes. The Shewhart-Deming Cycle
PDCA is critical because many variables may change hourly, daily or sometime in any processes.
Thus, processes may therefore need adjustments, elimination, and renewal. Even for problem solving
projects that have been completed and approved using Six Sigma, Shainin problem solving, 8D
analysis, or any other problem solving method; managers must still verify the effectiveness of the
solution. Managers need to make sure that when the leaders of the problem solving project leave the
operation, the remaining workers still implement the solutions to the problem. The workforce needs to
sustain problem solving over time, and in this case managers should assign workers to perform planned
audits and reviews; and associated corrective actions, thus the Shewhart-Deming cycle PDCA still
applies:
Plan: Train workers relying on work instructions, specifications, and other standards
Do: Let the worker do the jobs
Check: Verify the work done and the quality of the product coming out of it (end users’
feedback as customer complaints included).
Act: Help workers identify needed adjustments or improvements to the standards and
implement as needed.
More, managers must review work without blaming workers. After managers plan for work with
the initial work instruction, operators will learn the job and identify themselves factors that may make
the job easier for most workers. Operators may suggest adjusting some steps and for that reasons
managers need to have open minds that objectively assess workers’ ideas as a prerequisite for
continuous improvement. People have different physiologies and anatomies and for that reason, they
may learn the same job at different speed, hence flexibility in actions and decision making is a
requirement for good manufacturing supervisors and managers.
The senior managers of the manufacturing facility must make sure that managers and
supervisors follow PDCA all the time otherwise managers and the workforce cannot sustain the
manufacturing of vehicles with a high quality level. Again the workforce needs to follow the PDCA
process with a clear understanding of its positive impact on recall prevention. A daily meeting can be
useful for addressing warranty and other defects that occur in service, and that customers and dealers
feed back to the manufacturers.
Finally, managers must tract quality defects that violate government regulations and record
resolutions to such problems for traceability and replication in other manufacturer-owned facilities.
Recording occurrences of and solutions to defects helps reduce the cost of future campaigns in case of a
recall or a detection of such defects at the dealership or in service by customers. The best level of
urgency for preventing recalls is to treat each occurrence of governmental regulated defects and high
severity defects as a recall; and review the whole process from the supplier to the dealer in order to

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 13
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 13
understand what went wrong, and eventually implement corrective actions. Cross-functional teams
made of engineering, production, suppliers, and quality professionals should work together to resolve
the most critical quality concerns. Again keep a log of lesson learned which include solution to critical
to safety defects for replication complies with the necessity share knowledge throughout the supply
chain in order to optimize the rate of quality improvement (Myers & Cheung, 2008).
4. Improving Supplier Quality
As for the manufacturers, suppliers follow their product development and production control
plans to ensure optimal quality for supplied products. Suppliers need to perform control plan audits.
Tier-one suppliers use both incoming inspections and outgoing inspections; and
planned audits at tier-two suppliers to verify the quality of products purchased from tier-two
suppliers and to ensure that the products shipped to the automobile manufacturers are of the highest
quality level. Suppliers should certify their outgoing stock. They can certify the stock using
temporary workers to reduce costs but the suppliers will still have to properly train temporary
workers.
When needed, inspectors may use acceptance sampling following the Military rules or other
approved rules. An example of rule is to check 45 to 50 parts out of a lot of 500 if the automobile
manufacturer believes that the lot is suspect. As production workers assemble incoming parts, they may
notice defects and then reject defective parts. Managers need to monitor occurrences of scraps and their
costs and include scrap reviews in a planned lean Go See walk-around throughout the physical
operation. Those occurrences of incoming defects need to be communicated to the supplier as soon as
possible preferably the same day. With the existence of high resolution information technologies, the
manufacturers may send videos and images of the defective conditions or mechanisms to the suppliers
wherever they are located worldwide.
Suppliers may resolve the quality issue using lean manufacturing techniques such as Kaizen, Jidoka,
Five Whys, and Six Sigma (Bandyopadhyay and Jenicke, 2007). Suppliers may also use 8D analysis,
Shainin problem solving, or any other problem solving method.
I have already made some important remarks on APQP, problem solving, and production
quality control in the previous subsection and those remarks are still applicable for suppliers.
Automobile manufacturers must assist their-one suppliers to continuously improve quality and
maintain an acceptable quality level. They can do so trough quality audits, training, and
involvement in problem solving, knowledge sharing, and teamwork in product development. Again
here the Shewhart-Deming cycle, PDCA, still applies:
Plan: The manufacturer work with the tier-one supplier to agree on control plans for
quality,
Do: Suppliers manufacture components or modules and ship them to the automobile
manufacturer. The manufacturer assembles components and modules. The manufacturer sells vehicles
to dealerships and fleet services. Dealership and fleet services sell or rent vehicles to en use customers.
End use customers drive vehicles.
Check: Vehicles assembly plants detect incoming quality defects off line in line. Dealerships
identify defects. End use customers detect defects in service and take the vehicle to dealerships’ repair
shops
Act: The manufacturer or the suppliers assign teams to resolve the quality concerns.
Problem solving teams identify solutions (manufacturing, transit or design), verify solutions, make
process changes, train workers on new processes, and update work-instructions, visual aids,
procedures, FMEAs, control plans, ad design specifications.
5. Quality in Warehouses and Through Transportation
Many defects can occur when parts or vehicles are being transported. It is important to identify
and to solve them with the same level of attention as defects that occur in the assembly process.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 14
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 14
Defects that occur between the plant and the dealership need to be understood as well. The logistic
companies that are ISO 9001 certified may be good partners for automobile manufacturers and
suppliers assuming that the logistics partner’s leadership is effective in driving compliance to ISO
required processes.
Similar to collaborative work with components or modules suppliers, the manufacturer needs to
work with suppliers of transportation or warehouse services to plan for quality and to ensure that the
supplier team controls quality during the storage and shipment of products. The manufacturer and the
suppliers of transportation and warehouse services still need to complete APQP, design verification,
and product and process validation and make sure that the suppliers of bins, boxes, racks, and other
packaging materials complete APQP processes. Design in this case includes systems for packaging
parts and modules and typically involves tier-two suppliers of boxes, bins, wraps, covering mats, racks,
and other accessories that the suppliers may use to pack the parts. Processes typically include handling,
packing, storage, stacking of racks in warehouses, and in trucks; sequencing of boxes, bins, and of
fully loaded racks; and staging in trucks’ trailers.
All my comments on problem solving, PDCA, and BIQ still apply and noticeably the suppliers of
components and the manufacturer’s operations are active actors since their operators often have to pack
products in boxes, load boxes in racks, and load racks in trucks. If operators miss any of the process steps
that include a critical to quality characteristic, the consequences can be very negative for the product
quality. For instance, televisions to be assembled in vehicles and wire connectors may get damaged if
operator stages them improperly in a warehouse.
Windshields and vehicle windows made of glass may be subject to residual stresses and become
easily breakable upon assembly or in service. In this particular case, the safety of the driver, the
passengers, and the public become at risk. Seemingly, if operators sequenced boxes or bins incorrectly,
material handlers at the vehicle assembly plants may deliver the wrong parts to the assembly line,
causing line stoppage or wrong assemblies
6. A Framework for Sustaining High Quality Level in Automobile Supply Chains
I am proposing a framework for ensuring high quality throughout an automobile supply chain as
a briefing of my notes on previous pages. The framework relies on Shewhart-Deming cycle PDCA. I
am calling the Shewhart-Deming cycle framework for quality in automobile supply chains because it
relies on the management cycle that both Walter Shewhart and Edward Deming developed (Cleary,
1995; Mauleon & Bergman, 2009; Stauffer, 2003). I am dividing the framework in four quadrants:
I. Sustaining High Quality of Products in Suppliers’ Operations (6.1)
II. Sustaining High Quality of Products in Warehouse and Transportation
Operations (see 6.2)
III. Sustaining High Quality in Product Development (see 6.3)
IV. Sustaining High Quality in Manufacturing Operations (see 6.4)
I will review each of the four quadrants above and illustrate with short cases how PDCA can
help assure or improve quality in each of the four quadrants. I have also listed the interactions among
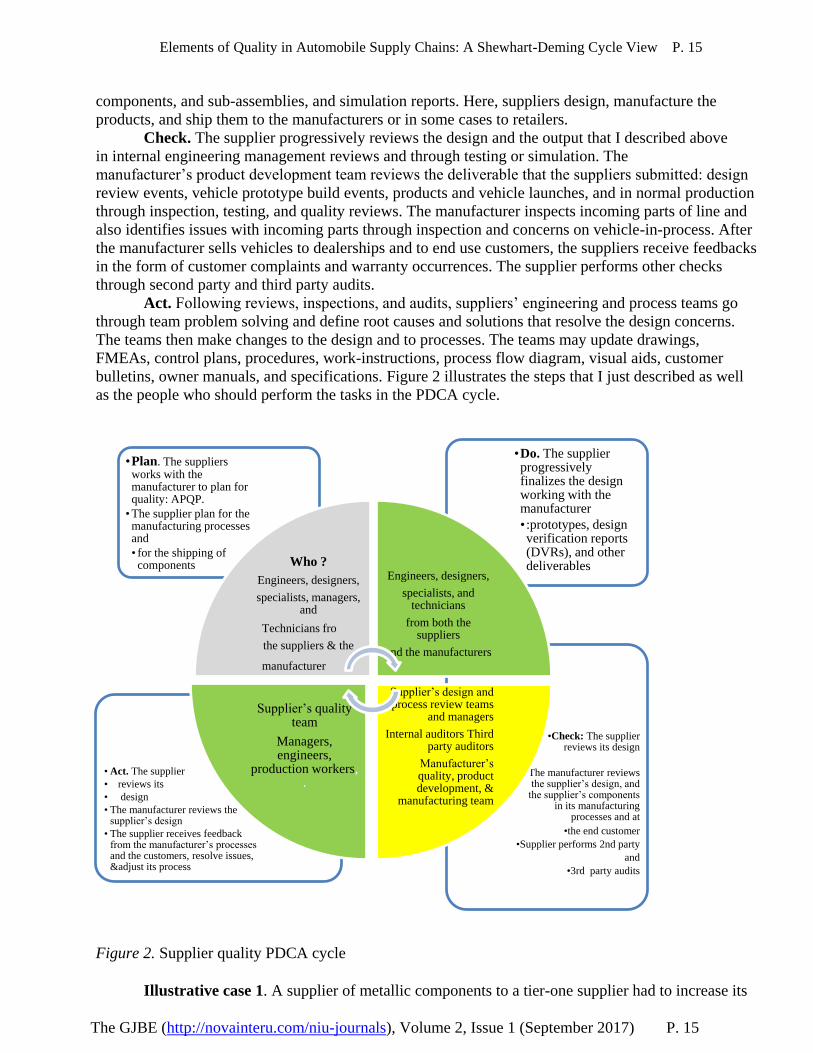
the four quadrants in Figure 2.
6.1 Sustaining High Quality of Products in Suppliers of Products’ Operations
Plan. The supplier works with the manufacturer to plan for the quality of the components or
sub-assemblies and to progressively design the components and sub-assemblies. Here, suppliers have
more responsibilities in the design at the components and subassemblies, and follow APQP processes
with deliverables at several phases. The supplier also plans for its own manufacturing processes and for
the processes for shipping components or sub-assemblies to the manufacturer
Do. The supplier progressively finalizes the design working with the manufacturer and
providing outputs at several stages in the form of prototypes, design verification reports (DVRs),
FMEAs, control plans, process-flow diagrams, test samples, and PPAP builds, other PPAP materials,
Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 15
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 15
components, and sub-assemblies, and simulation reports. Here, suppliers design, manufacture the
products, and ship them to the manufacturers or in some cases to retailers.
Check. The supplier progressively reviews the design and the output that I described above
in internal engineering management reviews and through testing or simulation. The
manufacturer’s product development team reviews the deliverable that the suppliers submitted: design
review events, vehicle prototype build events, products and vehicle launches, and in normal production
through inspection, testing, and quality reviews. The manufacturer inspects incoming parts of line and
also identifies issues with incoming parts through inspection and concerns on vehicle-in-process. After
the manufacturer sells vehicles to dealerships and to end use customers, the suppliers receive feedbacks
in the form of customer complaints and warranty occurrences. The supplier performs other checks
through second party and third party audits.
Act. Following reviews, inspections, and audits, suppliers’ engineering and process teams go
through team problem solving and define root causes and solutions that resolve the design concerns.
The teams then make changes to the design and to processes. The teams may update drawings,
FMEAs, control plans, procedures, work-instructions, process flow diagram, visual aids, customer
bulletins, owner manuals, and specifications. Figure 2 illustrates the steps that I just described as well
as the people who should perform the tasks in the PDCA cycle.
Figure 2. Supplier quality PDCA cycle
Illustrative case 1. A supplier of metallic components to a tier-one supplier had to increase its
•Check: The supplier reviews its design
•The manufacturer reviews the supplier’s design, and
the supplier’s components in its manufacturing
processes and at
•the end customer
•Supplier performs 2nd party
and
•3rd party audits
• Act. The supplier
• reviews its
• design
• The manufacturer reviews the supplier’s design
• The supplier receives feedback from the manufacturer’s processes and the customers, resolve issues, &adjust its process
•Do. The supplier progressively finalizes the design working with the manufacturer
• :prototypes, design verification reports (DVRs), and other deliverables
•Plan. The suppliers works with the manufacturer to plan for quality: APQP.
• The supplier plan for the manufacturing processes and
• for the shipping of components Who ?
Engineers, designers,
specialists, managers, and
Technicians fro
the suppliers & the
manufacturer
Engineers, designers,
specialists, and technicians
from both the suppliers
and the manufacturers
Supplier’s design and process review teams
and managers
Internal auditors Third party auditors
Manufacturer’s quality, product development, &
manufacturing team
Supplier’s quality team
Managers, engineers,
production workers, .

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 16
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 16
production because of an increase in demand. Managers decided to add an automated process for the
treatment of metallic components. On the day of the installation of the new automated process,
production workers mixed parts treated under the manual process with parts treated using the automated
process. The production manager did not inform the quality director of the start-up of the new parts.
Production shipped many parts to the customers two weeks later assuming that parts were normally
treated to the specifications basing their decision on the record of measurements on samples for the
latest three weeks. A week after the parts were shipped, the customer called complaining that its workers
have found parts that were not fully treated and that they needed good replacement parts urgently.
The supplier was located out of the U.S. at least 4,000 miles away. In this case, because of the
long distance separating the supplier from its customer and because the supplier has been in business for
more than a decade without noticeable quality complaints, the customer did not send a team to the
supplier location for a quality audit. More, the supplier was ISO 9001 certified which gave the customer
another argument to trust the supplier for the quality of its products.
Because the supplier was ISO 9001 certified, the customer management team assumed that in the PDCA
cycle, the supplier team planned the processes according to ISO 9001 requirements and per the quality
manual, work instructions and other documents; and that the supplier’s quality and production teams did
the work complying with the processes prescribed in the Do phase.
However having a good plan written and recorded in documents was not enough. Since none of
the worker thought about segregating the products manufactured through the manual process from those
manufactured through the automated process, then either the plan (the process as written) was not good
enough but still passed the ISO 9001 certification, the plan was good but the workers were not trained to
the plan, or the plan was good but the workers just forgot or failed to follow the process. A good process
here is a process that mandates segregation of products manufactured using two different methods and
certification of the new process through a process called PPAP.
However, there was a catalyst to mistake. The inspector recorded measurement from sample and
perhaps as they always did with the manual operation; they trusted the sampling on an automated
process with equipment at startup. I have already explained PPAP earlier when I discussed APQP.
More, managers completed a review of the start-up of the new process but missed to verify segregation
and PPAP with a close monitoring of the outputs from the new equipment could have help detect the
variations in the treatment of metallic parts.
Here, there might have been a distance between upper management and line managers where
managers trusted the frontline managers’ answers to review questions. However, for the reviews to be
effective, managers should have gone to the process area to see themselves to avoid surprises. In this
case there were failures within the PDCA cycle, which resulted to defects from a supplier with a good
quality record shipping defects to one of its customers. Another lesson to be learned here is the need for
process discipline and cross-functional reviews; as well as the need for manager to go see at the
workstation when launching new equipment. Normally quality workers, production workers,
maintenance workers, and engineers should all be trained in the process for launching new equipment
and there should be sign-off from managers or specialist of different function to minimize the risk of
not following the prescribed process.
6.2 Sustaining High Quality of Products in Warehouse and Transportation Operations Plan.
Suppliers of transportation services and warehouse services work with the
manufacturer to plan for quality following APQP processes and provide deliverables similar to the ones
that suppliers of products provide. There is an emphasis on protecting components and sub-assemblies
from damages or contamination while being stored in warehouses and throughout transportation. The
suppliers of warehouse and transportation services work with the manufacturers and suppliers of bins,
racks, boxes, and other packaging materials.
Do. The suppliers of transportation and warehouse services progressively finalize the design
of bins, materials, other equipment, and their planned processes working with the

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 17
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 17
manufacturer and packaging suppliers, and providing outputs at several stages in the form of
prototypes, design verification reports (DVRs), FMEAs, control plans, process-flow diagrams, PPAP
builds, and other PPAP materials. The suppliers of transportation and warehouse services store
products in warehouses and transport products to manufacturers and assemblers. Tier two suppliers of
packaging materials will have to submit many of the outputs that I just listed as APQP deliverables to
the manufacturers or the suppliers of warehouse and transportation services.
Check. The suppliers of transportation and warehouse services progressively review the design
and the outputs that I described above in internal engineering management reviews and trough testing or
simulation. The manufacturer reviews the deliverable that the suppliers submitted: Design review
events, vehicle prototype build events, products and vehicle launches, and in normal production through
inspection and quality reviews. While the manufacturer assembles the vehicle and after the
manufacturer sells vehicles to dealerships and to end use customers, the suppliers receive feedback in
the form of manufacturer’s complaints, customer complaints, and warranty occurrences. The supplier
receives other feedbacks trough second- party and third-party audits.
Act. Following reviews, inspections, and audits, suppliers of packaging’s and suppliers of
warehouse and transportation services’ engineering and process teams go through team problem solving
and define root causes and solutions that resolve the design concerns. The teams then make changes to
the design and to processes. The teams may update drawings, FMEAs, control plans, procedures, work-
instructions, process flow diagram, visual aids, customer
bulletins, owner manuals, and specifications. Figure 3 illustrates the steps that I just described as well
as the people who should perform the tasks in the PDCA cycle.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 18
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 18
Figure 3. PDCA cycle for quality in warehouse and upon transportation
Illustrative case 2. An automobile manufacturer realized that windshields on one of the
trucks assembled in a given plant had been breaking at an unusual rate after being released off the
assembly line. Breakages had occurred at some of the dealerships and in the staging yards around the
assembly plant. There have also been a few occurrences at the end customers.
The plant had a daily schedule of reviews of quality at the plant level and each department had its
own reviews. The assistant final area manager who owned the assembly of the windshield to the front
frame had a daily review of quality and other operating indicators for the final area. He called for a
meeting to be attended by representatives of the supplier, design engineering, supplier quality, material
management, maintenance, material handling, production, and quality. Because the defect affected the
safety of the vehicle occupants, the person representing quality was also an expert in government
quality and safety regulations for the plant. The assistant manager sent the following agenda to the : 1)
review of the process at the supplier, 2) review of the loading, transportation, and unloading process; 3)
review of the windshield assembly process and staging area, and 4) review of the windshield inspection
processes including the carwash process. The manager also decided to have two meetings per week, one
on Monday of every week, and the other on Thursdays of every week.
Following the first meeting, the supplier reviewed its windshield manufacturing process,
emphasizing on the compliance to prescribed heating and cooling temperatures, uniformity of
windshield thickness and material consistency, its windshield loading process, and the quality of the

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 19
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 19
shipping racks. The shipping racks had supporting openings covered with soft plastics and as a
preventive measure, it was necessary to make sure that no plastic cover was damaged or removed.
Process engineering and maintenance had to verify the pressure of the robot arm when decking
the windshield to the front frame, and they had to verify the pressure of the rolls on the windshield as
well. There were two rolls placed adjacent to each other that applied pressure to the windshield to
make sure that the urethane stuck consistently on the sheet metal.
The assistant area manager called the body shop and required that they verified the smoothness
of the sheet metal all around the frame and particularly on the areas where the urethane was applied.
When there was a burr on the sheet metal, decking a windshield on it could lead to high residual
stresses which might cause breakages sometimes after the windshield had being assembled. The
assistant manager also had the supervisor verify the consistency to the statistical process control process
(SPC) of assembly gaps, a good method to control the robustness of the decking operation with respect
to urethane thickness. Urethane served as the bonding material between the glass and the sheet metal.
To verify that the defect mechanism did not originate from the manual operation, the assistant manager
requested that all manual decking be submitted to SPC measurements.
The plant material team manager, meeting with the production team at the windshield decking
area, reviewed the unloading and staging of the rack around the robot decking area. The team took a
resolution to discard any rack with suspect windshields for review and sorting.
After problem solving, the supplier redefined its staging process in the rack and refurbished all the rack.
The supplier also started verifying the loading of the rack into the truck and included all the changes to
its control plan and FMEA. Production adjusted its operations to better control manual decking using
SPC. Manual decking was necessary when the robot had a breakdown that might lead to line stoppages
that managers judged excessive. The most experienced operator retrained all the operators who were
more likely to perform manual decking when a major robot downtime occurred. The Body shop
completed the resolution of burrs on sheet metal and committed to 100% of body-in-process with burrs
in the windshield opening frame. Maintenance retrained its technicians responsible for robot setup and
for roll pressure application.
Finally, production updated its work instruction and design engineering promised to include
changed to design and process FMEAs as needed. The team agreed that one or a combination of the
variations that the team members worked on may have caused the defects. PDCA was already an
ongoing process in the plant with the following evidences.
Plan: All managers at the suppliers and at the assembly have defined processes for
manufacturing windshields, loading windshields in shipping racks, and shipping windshield to the
vehicle assembly plant. The vehicle assembly plant had defined processes for handling and decking
windshield to the vehicles, and for controlling the behavior of the windshield assembly throughout the
flow of in-process vehicles from the windshield decking area to the end of final inspection.
Do: The workers and the suppliers and vehicle assembly plant have executed the processes,
assembling vehicles that the automobile manufacturers sold to dealers and other end customers.
Check: The assistant area manager had performed daily reviews of the quality of the vehicle,
reviewing internal plant data and data customers’ data from the dealerships, end customers, and from
quality rating agency such as JD Power and Associates. The assistant managers and the supervisors
also reviewed processes daily often meeting at the workstation with either the most variations or
unusual variations.
Act: The assistant manager had acknowledged the urgency and acted accordingly by calling for
a cross-functional team meeting that included stakeholders throughout the supply chain. The whole
team acted by engaging into problem solving, by reporting the progress twice per week, and by
adjusting the processes to remove driver of defective windshields. By acting with urgency and by
bringing all the stakeholders throughout the supply chain to work on an urgent quality issues, the team
resolved a quality issue that affected the safety of the vehicle occupants and therefore prevented a
potential quality recall.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 20
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 20
In this case, the assistant final area manager had been proactive and the whole cross- functional
team had shown sense of urgency ad by doing avoided to have a defect to continue leaving the plant,
thus preventing a potential recall. Some of the issues such as burrs on sheet metal have been re-
occurring, which is often the case in assembly plant. However such issues have to resolve completely
down to the root cause because the cost of solving the problem very lower compared to the cost of
having safety defects at the customers. Another lesson year is the need to involve supplier in the
problem solving stage when a quality issue occurs it can be caused by design, a supplier
manufacturing process, the manufacturer’s assembly plant process, upon transportation or storage, or
by an improper usage by a customer. The problem solving team should review all those possibilities
and process by elimination until the team finds the probable root cause.
6.3 Assuring High Quality in Product Development
Plan. As I already described in the previous pages, engineers and cross-functional teams plan
for quality in design by defining design specifications at the vehicle level, the system level, the
subassembly level, and the component level; and to design manufacturing processes for the assembly
of the new vehicles. The suppliers work with the manufacturer to plan for the quality of the
components and sub-assemblies and to progressively design the components and sub- assemblies; as
well as the processes that they will follow to manufacture the components. The manufacturer often has
supplier quality engineers assist its engineers in reviewing, auditing, and facilitating the work done by
the suppliers’ engineering teams. The manufacturers’ design
engineers also work with manufacturing engineers, designers, material experts, and core
engineers to select technologies and design features based on the experiences and previous
knowledge in order to comply with agreed upon design specifications.
Do. The manufacturers progressively finalizes the design working with the manufacturers and
providing output at several stages in the form of prototypes, design verification reports (DVRs),
FMEAs, control plans, process-flow diagrams, test samples, and PPAP builds, other PPAP materials,
and simulation reports. Suppliers finalize the design of components and sub- assemblies. Suppliers
produce prototypes and send them to the manufacturer’s engineering teams. The manufacturer’s
engineering teams use the parts to build of prototype vehicles or to verify the design physically. The
teams also progressively develop new manufacturing processes and new manufacturing equipment
Check. The manufacturer’s engineering team progressively reviews the design and the APQP
outputs that I described above in internal engineering management reviews, prototype build event, new
equipment trials, and through testing or simulation. The manufacturer’s engineering teams review the
deliverables that the suppliers and the internal engineering teams submitted: design review events,
vehicle prototype build events, products and vehicle launches, and in normal production through
inspection and quality reviews. In the events that I described earlier, the engineering teams may review
test samples, test results, simulation results, FMEAs, control plans, process flow diagrams, PPAP
samples, and DVRs. After the manufacturer sells vehicles to dealerships and to end use customers, the
manufacturer receive feedbacks in the form of customer complaints and warranty occurrences and use.
The manufacturers received other feedbacks by completing second-party and third party audits.
Act. Following reviews, inspections, and audits, engineering and process teams go
through team problem solving and define root causes and solutions that resolve the design
concerns. The teams then make changes to the design and to processes. The teams may update
drawings, FMEAs, control plans, procedures, work-instructions, process flow diagram, visual
aids, customer bulletins, owner manuals, equipment, and specifications. Figure 4 illustrates an
overview of the PDCA cycle for quality in product development. The cross-functional nature of
the work and the joint work between the suppliers and the automobile manufacturer are
noticeable.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 21
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 21
Figure 4. PDCA for quality in product development
•Check: The
• manufacturer reviews its designs: design reviews,
prototype builds and reviews, simulations, reviews of test
results, engineering judgments, and market trials.
The manufacturers and the suppliers also review
customer feedback (quality, dependability, sales volumes, customer surveys) for current
or previous programs..
• Act. Engineers and
• cross-functional teams
• solvedesign concerns, make
• changes to the design, and
• update drawings, digital models, FMEAs, procedures, customer bulletinsm specifications, other documenrs and entities (e,g timing, sources, change control records ..).
•Do. The suppliers and manufacturer's product
development teams progressively finalizes the
design
• :prototypes, design), FMEAs, control plans, test samples,
PPAP builds, updated drawings, digital files, and
other deliverables.; and received feedback from
customers
• Plan • Engineers and cross-functional
teams define design specifications and plan for
designing the product and the manufacturing processes for
the assembly of the new vehicles. The suppliers and the
manufacturer plan for the quality of the components and
sub-assemblies and to progressively design the
components, sub-assemblies and related processes
Who ?
Engineers, designers,
specialists, managers, and
Technicians from the
suppliers & the
manufacturer
Engineers, designers,
specialists, and technicians
from both the suppliers'
and the manufacturer's product development
teams
Supplier’s design and process review teams
and managers
Internal auditors Third party auditors
Manufacturer’s quality, product development,
& manufacturing team
Supplier’s quality team
Managers, product development
engineers, production
workers,, supplier s' engineering teams .

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 47
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 47
Illustrative case 3. An automobile manufacturer was jointly designing airbags with an
airbag supplier. Airbags are safety components that should not fail in service. The Engineering
manager asked one of his engineering team supervisors (who directly reported to him) whether
or not his team was making progress in the development of the products. The engineering
supervisor replied that the design was in progress and that the team had completed verification
and validation as prescribed by the federal regulations. The engineering manager then retorted
that he had noticed many recalls on airbags from different suppliers and different automobile
manufacturers and that he had to be cautious. He gave the team five days to prepare for a design
review. He also gave his team and the suppliers’ teams the agenda for the upcoming meeting: a)
verification of DFMEA, b) verification of design verification reports, c) verification of
compatibility analyses, d) review of tests and engineering analyses, e) federal compliance
review, review of initial supplier’s PFMEA, f) review of planned vehicle assembly plant’s
process FMEA.
Throughout the review, the manager found that many high risk priority items above 100
did neither have a leader nor a team assigned to work on reducing the risk priority numbers and
that many control methods for detection were visual inspection but were assigned detection
ratings as low as 2. The manager also found that the wiring inside one of the prototype could
interfere with assembly tooling which may cause wiring damage. Thus he requested that a
severity of 9 or 10 be assigned to such risk. The manager assigned smaller teams made of
designers, engineers, and suppliers’ engineers to resolve each of the issues identified and the
team made corrective actions. The team incorporated the corrective actions in the next build of
prototype and ensured during manufacturing validation with both simulation and assembly using
production tools that the risk of damaging the wiring was not longer significant. Workers at
the supplier and the manufacturer updated the DFMEA, PFMEA, control plans, work
instructions according to the corrective actions that the team made.
In this case, for the PDCA cycle, the team has planned for the design processes (Plan),
had done the design even though the design was not complete (Do), and in the Check and Act
phase, a manager had identified potential issues relying on feedback from the industry wide
customer base and taking the time to review objectively without blame every phase of the design
from the start of the planning to the week when the manager had called for the meeting. Here a
manager had been proactive in the Check and Act phases. The manager and his team did not hide
any issue but recorded all the minutes and subsequent communications for traceability. By
finding root cause to problems, implementing corrective action preventive actions, the manager
and his team were able to prevent defective airbag assemblies that might have caused unwanted
safety recalls.
Managers need to be proactive in monitoring quality to protect the customers. They
should replicate processes that deliver the highest quality in all their assembly plants. A state of
mind where managers always follows new recalls from competitors and verify whether their
supplier or their manufacturing process can generate such a defect is necessary. Such a state of
mind is necessary because different manufacturers share the same suppliers and suppliers have
manufacturing spread in three to five continents. Questions such as "if it happened to them, ca it
happen here” are valid questions. Seemingly the suppliers need to review their in all their
facilities. The same reasoning is valid for similar products with questions such as “if it occurs
under the driver side airbag, can it occurs under the passenger airbag?” Typically when major
recalls occur, manufacturers should verify such recalls in all their assembly plants and all the
suppliers’ facilities that produce similar products. The action that I described here are costly but

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 48
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 48
their cost is negligible compare to the cost of a single recall in term of monetary amount and
damage in reputation.
6.4 Sustaining High Quality in Manufacturing Operations
Plan. The manufacturer or supplier plan for each operation, with working spaces that
allow ease of work and minimum mistake using Poke Yoke, Build-in-Quality (BIQ) checks,
standardized works, quick change over, work instructions, critical element instructions; visual
aids, control plans, process flow diagrams, PFMEAs, cycle plans, other process improvement
techniques, acceptance sampling plan for incoming material where needed; and equipment that
are calibrated to deliver the assigned specifications. The manufacturer reviews the deliverable
that the suppliers submitted: design review events, vehicle prototype build events, products and
vehicle launches, and in normal production through inspection, in-process quality concerns, and
quality reviews. After the manufacturer sells vehicles to dealerships and to end use customers,
the suppliers receive feedbacks in the form of customer complaints and warranty occurrences.
The supplier performs other checks through second party and third party audits.
Do. Production assembles and manufactures products or vehicles, following prescribed
processes and ships them to the dealerships. End use customers purchase the vehicles and drive
them.
Check. The supplier and manufacturers progressively reviews feedback from their
internal inspection, in-process concerns, and internal testing. They also review feedback from
customers and dealerships. The manufacturers send feedback on incoming quality, misfits, or
other concerns to the suppliers. Finally, the manufacturers receive feedbacks from second-party
audits and third-party audits.
Act. Following reviews, inspections, and audits, engineering and process teams go
through team problem solving and define root causes and solutions that resolve the
manufacturing and assembly concerns. The manufacturer’s teams may send feedback to the
suppliers for problems that originated from the suppliers. The teams then make changes to the
processes. The teams may update drawings, process FMEAs, control plans, procedures, work-
instructions, process flow diagram, visual aids, customer bulletins, owner manuals, and
specifications.
In the manufacturing planning phase, there are inner PDCA cycles in which managers
adjust the plan following reviews. It is important to understand that in the product development
stage, teams plan for manufacturing until launch after which the Do phase of the PDCA cycle for
manufacturing begins. When production starts, the equipment becomes production equipment
and the products are no longer prototypes but production products and there are ongoing reviews
as I described in the Check phase with feedback to production teams, manufacturing engineering
teams, design engineering teams, other support teams including the quality team and the after
sales team; and to the suppliers. Figure 5 displays an overview of the PDCA cycle for quality in
manufacturing. Again, the cross-functional nature of the work and the feedback to several teams
including suppliers’ teams is also noticeable.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 49
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 49
Figure 5. PDCA for quality in manufacturing
Illustrative case. An automobile manufacturer just got a recall initiated by the United
States of America’ Government. The defects being recalled had caused accidents and might
cause deaths upon accidents. Initial investigations proved that the managers at different levels of
the company knew about the defects a few years ago. There had even been traces of emails,
which evidences communications among engineers and managers following business reviews. In
this case even though there were written plans in the PDCA cycle for quality in the automobile
manufacturer’s design and manufacturing teams, people did not act with integrity in the do
phase because they did not disclose quality issues that they knew about. Thus, following the
check phase typically made of reviews teams were not effective at identifying and addressing
critical quality issues. Managers might have not help when asked for help to identify the root
causes and to resolve issues that ultimately led to quality recalls.
For the PDCA cycle to be effective there need to be integrity and teamwork and workers
should not fear for retaliation or blame if they ask for help. There will always be errors, which is
one of the reasons why there is a Check phase and an Act phase. Managers need to act with
integrity and make sure that their team members understand that they must act with integrity
without which the team cannot protect the quality of the product that the manufacturer sells to
customers.
6.5 Some Remarks on the Act Steps
The Act step includes adjustment to, the elimination of, and the introduction of one or all
among processes, actions, behaviors, and strategies. When the manufacturer’s design teams and
process teams receive feedbacks from reviews, inspections, audits, and customer complaints they
• Plan. The manufacturer & suppliers plan for each operation: lean & safe working space, control plans, PFMEAs, tooling,
• work instructions &
• other documents
• other processes
• incoming materials
• prototype build events
• vehicle launches,
• Capacity utilization
Who? Engineers, designers, specialists, managers, technicians from both the suppliers and the manufacturer
Engineers, designers, specialists, managers, technicians from both the suppliers assisted
as needed by the manufacturer’s
product development team
• DO. The Production assembles and manufactures products or vehicles, following prescribed processes and ships them to the
dealerships.
• End use customers
• purchase the
• vehicles
• and drive them
• Act. The manufacturer’s engineering , quality, & production teams
• find solutions to concerns,
• make changes to the processes, & documents
• The supplier resolves concerns from the manufacturer &customers, and adjust processes & design
Supplier’s quality team
Managers, engineers, production workers.
Manufacturer’ s production and quality team teams and managers Internal
auditors, third party auditors, dealerships, & quality rating
agencies
• Check: The suppliers and
manufacturer review
• feedback from: internal inspection, in-process concerns, internal testing, customers and
dealerships, 2nd & 3rd party
audits.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 50
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 50
must identify the sources of the mechanisms that led to the quality concern. A flaw in design at
the supplier level or at the manufacturer level may generate a defect. Variations in the suppliers’
or manufacturer’s manufacturing processes; in a warehouse, or upon transportation may also
create a defect. Once the teams identify the sources of the defect mechanisms, they must contact
the managers of the areas source of the defect mechanisms in order to initiate problem solving.
The absence of a customer sale bulletins describing the steps require for proper usage may also
lead to defects. Once the problem is solved, then the teams must update many documents in
different areas of the supply chain. For instance a design defect may lead to changes in the
supplier’s PFMEA, the manufacturer control plan, and the owner manual. A variation in the
manufacturer’s assembly plant’s process may originate a defect.
For instance, workers may make mistakes in the selection of odometers written in both
kilometers and miles for vehicles to be sold in Canada and in miles for vehicles to be sold in the
United States (U.S.). If a chief engineer decides to communize the odometers into one odometer
written in both miles and kilometers, then the following will happen: The design team will remove
the odometer from the list of U.S. vehicle components, the program team will change the owner
manuals for U.S. vehicles, the program team will notify the supplier of the odometers about the
cancellation of odometers written in miles only, the supplier will have to change its PFMEA,
DFMEA, control plans, and work instructions; the manufacturer’s vehicle assembly plant will have
to change its control plan, its work instructions, its odometer supply plans, as well as the working
spaces for operators who assemble the odometers into the instrument panels.
The two examples above illustrate the ramifications that one solution to a defect
throughout the supply chain may cause. In each of the actions that I just listed there is an
opportunity for making another mistake that may cause a quality concern at the customer level.
Typically resolving one defect leads to the update of many documents and processes throughout
the supply chains. If the teams responsible for the updates do not verify their actions, workers
will create many more defects. In the later example, fixing one defect eventually leads to ten
opportunities of defects. I call those updates and changes upon problem solving discontinuities
in processes upon problem solving. Workers were following a known standard process, and at
some point of time, a change occurs in a process step. The discontinuity occurs in the exact
instance of that change, which is again an instance of a high probability for defect creation.
Finally, the manufacturer needs to make sure that knowledge is spread through the
network of supply chains. If vehicle assembly plant A solves a critical quality issue, assembly
plant B and C should not recreate different solutions in case they experience the same issue in
the future. Sharing knowledge is known to be necessary (Myers & Cheung, 2008). However,
its implementation is often not effective, leading many losses of opportunities to improve
performance throughout the supply chain faster.

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 51
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 51
Figure 6. The Shewhart-Deming cycle framework for quality in automobile supply chains
Conclusion
I this paper, I have described the key components of quality planning and control in
automobile supply chains. The aim of my description was to give practitioners of automobile
quality, managers, and executives an overview needed to simplify the complexity in factors,
tasks, and actors that affect the design and production of vehicles with the best quality possible. I
have tried to give a thorough overview that clarifies the quite wide scope of the determinants of
good quality in automobile supply chains. I have broken down the discussion in four quadrants
in order to review some differences, similarities, and needed collaborations among suppliers of
material, components, and sub-assemblies; suppliers of transportation and warehouse services,
automobile manufacturers’ product development, and automobile manufacturers’ vehicle
operations. The four quadrants are:
1. Suppliers of materials, components, and subassemblies
2. Suppliers of logistics operations

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 52
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 52
3. Product development
4. Manufacturer’s vehicle operations
I have proposed the use of the Shewhart-Deming cycle framework throughout the supply
chain in order to sustain continuous improvement. For each defect, managers can trace the origin
to the stage and phase where the defect generated. The defect may have generated at the supplier
level during the planning product quality or during production. A defect may have occurred
when the manufacturer’s engineers designed a component or a system. A defect may have
occurred upon transportation or at different supplier facilities than the current supplier. A
defect may have occurred in vehicle assembly process.
I have presented cases that illustrate the ability of the Shewhart-Deming cycle framework
to help understand the defect mechanisms and to bring cross-functional teams of workers
together in order to resolve quality concerns or prevent the occurrence of quality concerns. Thus,
I have proposed what I called a Shewhart-Deming cycle framework for planning and controlling
quality throughout the supply chain and I had supported with cases. The cases illustrate that the
actions of managers, their sense of urgency, and the discipline of the people that work in the four
phases of the PDCA cycle and at different areas of the supply chain are enablers of quality
assurance and quality improvement. For the cross-functional teams whose works affect the
quality of the vehicles, a mindset of quality improvement while rejecting the status quo and
anticipating potential quality concerns, is an enabler for continuous improvement in vehicle
quality. Thus managers should not only monitor the quality of their own product but also
monitor recalls from competitors and verify that their processes are proof of such defects.
I have also introduced the notion of discontinuities in working processes, which I believe
when not controlled is a major enabler of customer quality defects. There should be more
research done on the control of quality in instance of discontinuities in working processes. There
should also be more research done on the understanding of mechanisms of automotive recalls
through qualitative, quantitative, and case study research. Finally, I have emphasized the need
for exhaustiveness on the use of feedbacks; integrity, professionalism, and training of the
workforce that plans for and controls quality. This is also another area where more research is
needed.
For additional future research beyond the ones I just listed, there should be more cases
and more detailed cases for each quadrant of the supply chain that help understand the
mechanism of quality defects in operations that have shown commitment to the Shewhart-
Deming cycle and continuous improvement. There should also be more research that map
vehicle quality recalls to the quadrant that generated the defects and the phase of the PDCA
process that failed to protect the customers. Here, researchers who will analyze pasts and future
automobile recalls may break them down per quadrant source: 1) Supplier of material,
components, and subassemblies, 2) suppliers of transportation and warehouse services, 3)
Automobile manufacturer’s product development, and 4) Automobile manufacturer vehicle
operations.
Researchers should complete those studies in a spirit of openness focusing on the
processes and considering people as actors. Other research studies could be qualitative research
using interviews of managers and other workers on the PDCA process within the working area.
Business processes within the automobile supply chain are dynamic and no company can
mistake proof all its business processes, hence there will always be unexpected variation but
what matters is the attitudes of managers and their teams to such variation. This paper give some
elements of continuity on the work of authors such as Bandyopadhyay and Jenicke (2007) and
Bandyopadhyay (2010) on automobile recalls, Six Sigma in the automobile industry, and
performance in automobile supply chains in general

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 53
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 53
References
AIAG (1996). Guidelines for Auditing FMEAs per QS 9000. Potential Failure Mode Effect
Analysis Reference Manual, February
AIAG (n. d.). Retrieved from the URL www.aiag.org.
Bandyopadhyay, P. (2010). An Exploratory Study on Motor Vehicles Recall in the US - Trend
Analysis of Recalls Due to Commonality in Vehicles Design. Social Science Research
Network. SSRN-id1617704. May 2010. Retrieved from http://papers.ssrn.com
Bandyopadhyay, J. K., & Jenicke, L O. (2007). Six Sigma approach to quality assurance in
Global supply chains: A study of United States automakers. International Journal of
Management, 24(1), 101–107. Retrieved from http://web.ebscohost.com
Best, M. & Neuhauser, D. (2006). Walter A Shewhart, 1924, and the Hawthorne factory. Quality
and Safety in Health Care, 15(2): 142–143. doi:10.1136/qshc.2006.018093
Binder, M., Gust, .P. & Clegg, B. (2008). The importance of collaborative frontloading in
automotive supply networks. Journal of Manufacturing Technology Management. 19(3),
315-331. doi:10.1108/17410380810853759
Bloomberg News (2014, December 20). Auto recalls surpass 60 million in 2014, nearly twice
the previous U.S. record Retrieved from
http://www.oregonlive.com/today/index.ssf/2014/12/us_auto_recalls_exceed_60_mill.
ht ml
Chopra, S., & Sodhi, M. S. (2004). Managing risk to avoid supply-chain Breakdown. MIT
Sloan Management Review, 46(1), 53–61. Retrieved from http://web.ebscohost.com
Cleary, B. A. (1995). Supporting Empowerment with Deming’s PDSA cycle.
Empowerment in Organizations, 03(2), 34-39. Retrieved from
ezp.waldenulibrary.org
Corbett, C. J. (2006). Global diffusion of ISO 9000 certification through supply
chains. Manufacturing & Service Operations Management, 8(4), 330–350.
Retrieved from http://proquest.umi.com.ezp.waldenulibrary.org
Curcokvic, .S, Vickery, S. K., & Droge, C. (1999). Quality and Business Performance: An
Empirical Study of First-Tier Automotive Suppliers. Quality Management Journal, 6(2).
Ford, H. (1926). Today and Tomorrow. Productivity Press. 1988 edition.
Ginn, D M, Jones, D. V., Rahnejat, H., & Zairi, M. (1998). The QFD/FMEA interface.
European Journal of Innovation Management, 1(1)
Henry, J. (2007). Company's quality crusade was launched by an American, Automotive
News, 82, 10/29/2007 Supplement.
International Business Times (2010, December 29). Major recalls in 2010. Retrieved
from http://www.ibtimes.com/major-car-recalls-2010-252105
Johnson, D. (2002). Empirical Study of Second-tier automotive suppliers achieving
QS9000. Reference No. 718. International Journal of Production & Operation
Management. 22 (7/8). 902-928. doi:10.110801443570210436298
Johnson, D. M (2004), Empirical study of QS-9000 using principal components analysis and
robust regression. Quality Management Journal, 11(1)
Lee, H., L. (2004).The triple-A supply chain. Harvard Business Review, 82(10), 102-112.
Retrieved from http://web.ebscohost.com.ezp.waldenulibrary.org
Liao, K., & Hong, P. (2007). Building global supplier networks: A supplier portfolio entry
model. Journal of Enterprise Information Management, 20(5), 511–526. Retrieved
from http://web.ebscohost.com.
Liker, J., K., Choi, T., Y. (2004). Building deep supplier relationships. Harvard

Elements of Quality in Automobile Supply Chains: A Shewhart-Deming Cycle View P. 54
The GJBE (http://novainteru.com/niu-journals), Volume 2, Issue 1 (September 2017) P. 54
Business Review. (12). 104-113. Retrieved from http://web.ebscohost.com.
Liker, J. K., & Morgan, J. (2011). Lean product development as a system: A case study of
body and stamping development at Ford. Engineering Management Journal, 23(1),
16-28.
Retrieved from http://www.asem.org/asemweb-emj.html
Liu, C. (2009). Effect of ISO/TS 16949 on Six Sigma: The empirical case of Taiwanese
and related industries. Total Quality Management, 20(11), 1229-1245.
doi:10.1080/14783360903247502
Mauleon, C. & Bergman, B. (2009). Exploring the epistemological origins of Shewhart and
Deming’s theories of quality. Influences from C.I. Lewis’ conceptualistic
pragmatism. Journal of Quality and Service Sciences, 1(2), 160-171.
doi:10.1108/17566690910971436
Minhyung, K. (2010). Risks of Global Production Systems. Lessons from Toyota mass recalls.
SERI Quarterly. July 2010. Retrieved from http://web.ebscohost.com
Moen, R., & Norman, C. (2006). Evolution of the PDCA Cycle. Retrieved from
http://kaizensite.com/learninglean/wp-content/uploads/2012/09/Evolution-of-PDCA.pdf
Myers, M. B., & Cheung, M. (2008). Sharing global supply chain knowledge. MIT Sloan
Management Review, 49(4), 67–73. Retrieved from http://web.ebscohost.com
New York Time (2011, January 20). 2010 Record year for “voluntary” recalls. Retrieved from
http://wheels.blogs.nytimes.com/2011/01/20/2010-a-record-year-for-voluntary-
recalls/?_r=0
Rahman. S., Laosirihongthong, T., & Sohal, A. S (2010). Impact of lean strategy on operational
performance: A study of Thai manufacturing companies. Journal of Manufacturing
Technology Management, 21, 839-852. doi:10.1108/17410381011077946
Romano, P. (2002). Impact of supply chain sensitivity to quality certification on quality
management practices and performances. Total Quality Management, 13(7), 981–1000.
Retrieved from http://web.ebscohost.com.
Shah, R., & Ward, P. (2007). Defining and developing measures of lean performances. Journal
of Operations Management, 25, 785-805. doi:10.1016/j.jom.2007.01.019
Sobek II, D., & Smalley, A. (2008). Understanding A3 thinking; a critical component of the
Toyota PDCA management system. Productivity Press. Taylor and Francis Group. New
York: NY. Retrieved from https:boos.google.com
Stauffer, J. (2003). SQC before Deming: The work of Walter Shewhart. Journal of Applied
Management and Entrepreneurship, 8(4)
Tae-Hoon, P. (2007). Hierarchical structures and competitive strategies in car development:
Inter-organizational relationships with Toyota’s first-, second-, and third-tier suppliers.
Asian Business and Management, 6, 179-198. doi:10.1057/palgrave.abm.9200220
Tan, K. C. (2001). A framework of supply chain management literature. European Journal of
Purchasing and Supply Management, 7. Retrieved from http://www.elsevier.com
Teng, S. G, Ho, M. H., Shumar, D., & Liu, P. C. (2006). Implementing FMEA in a collaborative
supply chain environment. The International Journal of Quality and Reliability
Management, 23(2/3), 179-196
Thisse, L. C. (1998). Advanced quality planning: A guide for any organization
Quality Progress 31, (2), 73-77. Retrieved from http://ezp.waldenulibrary.org
Trent, R J., Monczka, R. (1999). Achieving world-class supplier quality. Total Quality
Management, 10(6), 927-934. Retrieved from http://web.ebscohost.com.
Wisner, J., & Tan, K. C. (2000). Supply chain management and its impact on
purchasing. Journal of Supply Chain Management, 36(4), 33–42. Retrieved from the
http://web.ebscohost.com.






![Early history of the DEMING CONFERENCE begins at the post ...Walter A. Shewhart and S. S. Wilks Founding editors John t]o Ç^^ ] ] ^ ] _ 1946 Princeton Applied Statistics seminar becomes](https://img.dokumen.tips/doc/110x75/5e7e71bc0153f11c6c4d60cb/early-history-of-the-deming-conference-begins-at-the-post-walter-a-shewhart.jpg)






















