Embed Size (px)
Citation preview

ABS
TRAC
T
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201162
Whereas the chemical pulp sector has received significant attention for its potential for transformation to the forest biorefinery, the case of integrated newsprint mills incorporating various forms of mechanical pulping has been addressed to a far lesser extent. This is at least in part because mechanical pulping process yields are much higher than those of chemical pulping, resulting in lower potential for raw mate-rial feed to the biorefinery plant. However, the need for transformation in many newsprint mills is critical, especially considering the decline in newsprint demand over the last decade. The transformation approach for newsprint mills will be distinct from that of chemical pulp mills; many must consider exiting the newsprint manufacturing business completely as they transform, while some more efficient newsprint mills will aim to improve their competitive position further by implementing a biorefinery while continuing to manufacture newsprint over the long term alongside new products. With integrated biorefinery processes, mills will seek both to reinforce their core business and at the same time to diversify their product portfolios by addressing technological as well as market risks. This paper presents a techno-economic evalua-tion of three different biorefinery strategies that are appropriate for newsprint mills. Various success metrics are calculated, including overall capital expenditure and internal rate of return, but also metrics that consider the short-term viability of the retrofitted newsprint mill facility. Strategic assessment should consider the ability to reduce newsprint manufacturing costs, the ability to implement the biorefinery process incrementally to mitigate technology risk, and the ability to develop markets for value-added bio-products over the long term.
JAWAD JEAIDI, PAUL STUART*
TECHNO-ECONOMIC ANALYSIS OF BIOREFINERY PROCESS OPTIONS FOR MECHANICAL PULP MILLS
Since the 1990s, the newsprint sector has made continuous efforts to lower produc-tion costs through improved forest man-agement as well as through mergers and acquisitions [1]. Despite this, it faces a dif-ficult financial situation today, due in large part to declining demand, which has halved over the last decade [2]. Companies are playing a game of attrition, in some cases aiming to be the “last man standing”. The long-term viability of the North Ameri-can newsprint business remains uncertain, even given the potential for overseas sales. The newsprint sector must move quickly to replace or supplement existing revenue streams from newsprint with sales of new products that provide good margins by building on existing assets.
A proactive strategy has been pro-posed to save the forestry industry: trans-formation to the forest biorefinery. The integrated forest biorefinery concept con-sists of more fully utilizing the incoming wood material, including additional forest residues, to produce bio-fuels and com-modity and value-added bio-chemicals and bio-materials [3]. Even though it in-
volves considerable risks, the biorefinery concept offers serious opportunities for the forestry sector to diversify its product portfolio while lowering its production costs and its environmental footprint [4]. Moreover, the biorefinery is a logical ex-tension of the current core business be-cause mills already have access to woody biomass.
This paper includes an analysis of the integration of emerging biorefin-ery processes into an existing integrated newsprint mill. A phased implementation strategy for the forest biorefinery trans-formation at an integrated newsprint mill is considered to mitigate technology and market risks. The objectives of this study were the following:
• To identify and design step-wise implementation strategies for the transformation of mechanical pulping mills into biorefineries,• To assess and compare these strategies on the same techno-eco-nomic basis, and• To identify appropriate assess- ment metrics for evaluating how a
INTRODUCTIONbiorefinery strategy may reinforce the newsprint business or assist in exiting the business.
BACKGROUND
Chemical versus mechanical pulp mill biorefinery transformationThe integration of the forest biorefinery concept has been studied extensively for retrofitting chemical pulping mills [1],
*Contact: [email protected]
JAWAD JEAIDI NSERC Design Engineering ChairDepartment of Chemical EngineeringÉcole Polytechnique de Montréal,Montréal, QCCanada
PAUL STUARTNSERC Design Engineering ChairDepartment of Chemical EngineeringÉcole Polytechnique de Montréal,Montréal, QCCanada

J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 63
SPECIAL BIOREFINERY ISSUE
whereas much less research has been car-ried out into retrofits of mechanical pulp-ing mills, even if the need for transforma-tion is greater for these mills in light of the continued decline in newsprint demand. Chemical pulping mills operate with pulp yields ranging from 43% to 70%, but typi-cally less than 50% [5]. Various biorefin-ery processes are being developed for chemical pulp mills, such as hemicellulose extraction before pulping (also known as Value Prior to Pulping (VPP)) [6], black liquor gasification [7], and lignin precipi-tation from black liquor [8]. Mechanical pulping is by definition pulping with mini-mal delignification. According to Bier-mann [5], mechanical pulping has yields between 85% and 97%. Many mechani-cal pulp mills achieve pulp yields greater than 95% using state-of-the-art thermo-mechanical pulping (TMP). Biorefinery transformation strategies for integrated newsprint mills are therefore less obvi-ous. Integrated newsprint mills should use a design approach distinct from that used for chemical pulp mills, starting with an assessment of how biorefinery transfor-mation will support the existing newsprint business. The biorefinery transformation seems to be able to support either exit-ing the newsprint manufacturing business completely or else becoming a more com-petitive newsprint facility and continuing to manufacture newsprint on a long-term basis.
Biorefinery transformation: Strategy FamiliesThe traditional classification of biorefinery technologies is based on the principles of their key unit operations [9][10]: thermo-chemical processes based on a syngas platform, and biochemical processes
based on a sugars platform. Another classification has been introduced by Ghezzaz [11] based on how completely the biorefinery processes are integrated with the pulp and paper (P&P) processes. Figure 1 represents an extended vision and shows how a biorefinery can be integrated in two different manners at an integrated newsprint mill. The classification depends on the raw material used and the level of process integration between the two facilities, as illustrated. Furthermore, process and cost integration should be studied to understand each strategy’s strengths and weaknesses with regard to 1) business reinforcement and 2) business shifting. Figure 2 represents all the departments at an integrated newsprint mill. The more departments that can be shared between the existing mill and the biorefinery facility, the greater the cost savings that can be expected in the paper production process.
The strongly integrated forest biorefinery strategy means that the bio-product operations are closely coupled with the production of paper. The degree of integration can range from medium to strong depending on how closely existing departments collaborate. Despite the large cost integration benefits, the main disadvantage of this strategy arises from its limited attainable production volume. In the case of a mechanical pulp mill, strongly integrated biorefinery processes are necessarily fed using a fraction of the pulp produced or with new streams that can be shifted from existing processes. An inspiring concept for a Kraft mill was proposed by Huang [12], in which hemicellulose extraction was carried out before Kraft pulping, followed by pulp fractionation. The resultant hemicellulose
sugars and separated short fibres were used for ethanol production, whereas the long fibres were used for production of paper or bio-materials. However, because of their lignin content, short fibres from mechanical pulp mills cannot be directly hydrolyzed and fermented into ethanol or any other fermentation derivatives without a prior delignification process. Because hemicellulose extraction before pulping affects pulp quality, only low production volumes of hemicellulose can be obtained without affecting the main product. This implies that a commodity product such as bio-ethanol for the fuel market is not economically viable, while value-added chemicals production is a cost-effective approach. Even if pulp fractionation in a mechanical pulp mill seems uninteresting as a way of providing a feedstock for a sugar-platform process, it remains an interesting concept for other platforms such as the production of bio-materials because mechanical pulping keeps the lignin in the fibre and offers several extraction locations. Indeed, at each mechanical pulp refiner outlet, the pulp could be separated as described by Huang [12], and in this way, product pulp quality could be controlled.
The parallel integrated forest biorefinery strategy means that the biorefinery facility operates beside the papermaking process, but that the operation of the biorefinery line is independent. Biomass gasification,
Fig. 1 - Two types of integration strategy for the biorefinery at an integrated newsprint mill.Fig. 2 - Existing mill department and potential shared utilities and services.
23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201164
pyrolysis, and fractionation are the three main processes that can be implemented in parallel with a papermaking line. Pro-cess integration in this case occurs to a much lesser degree or not at all, depend-ing on whether pulpwood is used to feed the biorefinery plant. Within the existing infrastructure capacities, capital costs for the commercial biorefinery can be mini-mized to a certain extent, bearing in mind that these processes benefit particularly from economies of scale. As for operating costs, the benefits come primarily from energy integration, sharing of utilities, and sharing of overhead costs. Nevertheless, biomass cost has a more critical impact because the transportation costs to the mill gate go up while the capital intensity and the bio-products production cost go down as biorefinery size increases. De-signing the biorefinery plant capacity is therefore a complex task.
Techno-economic assessment for biorefinery transformationBiorefinery investments are difficult to compare because they can be designed in many different ways depending on the biomass type, the processing technology, the products produced, and the case mill location. These difficulties arise partly from the high uncertainty and a scarcity of information related to the performance of the various processes. Indeed, biorefin-ery technologies are numerous, patented, and currently in development and imple-mented by small and medium enterprises (SMEs). These SMEs publish results that in many cases do not enable direct compar-ison because of the different assumptions made in each case. A large-block analysis (LBA) methodology has been developed [13] [14] [15] to meet this need to compare several different retrofit opportunities us-ing the same basis. LBA represents the process by a series of large blocks, each characterized by inputs, a model, and out-puts. The LBA methodology consists of establishing a basis of common assump-tions by combining public-domain studies that provide at least theoretical estimates of bio-product yields, simulations (if they exist), model-based mass and energy
balances, and capital investment estimates. Hytönen has applied the LBA methodol-ogy to the case of a bio-fuel production retrofit at a Kraft mill [14]. However, diffi-culties arise when considering value-added products which are not supported by stud-ies addressing balances and costs, unlike the bio-fuel production process.
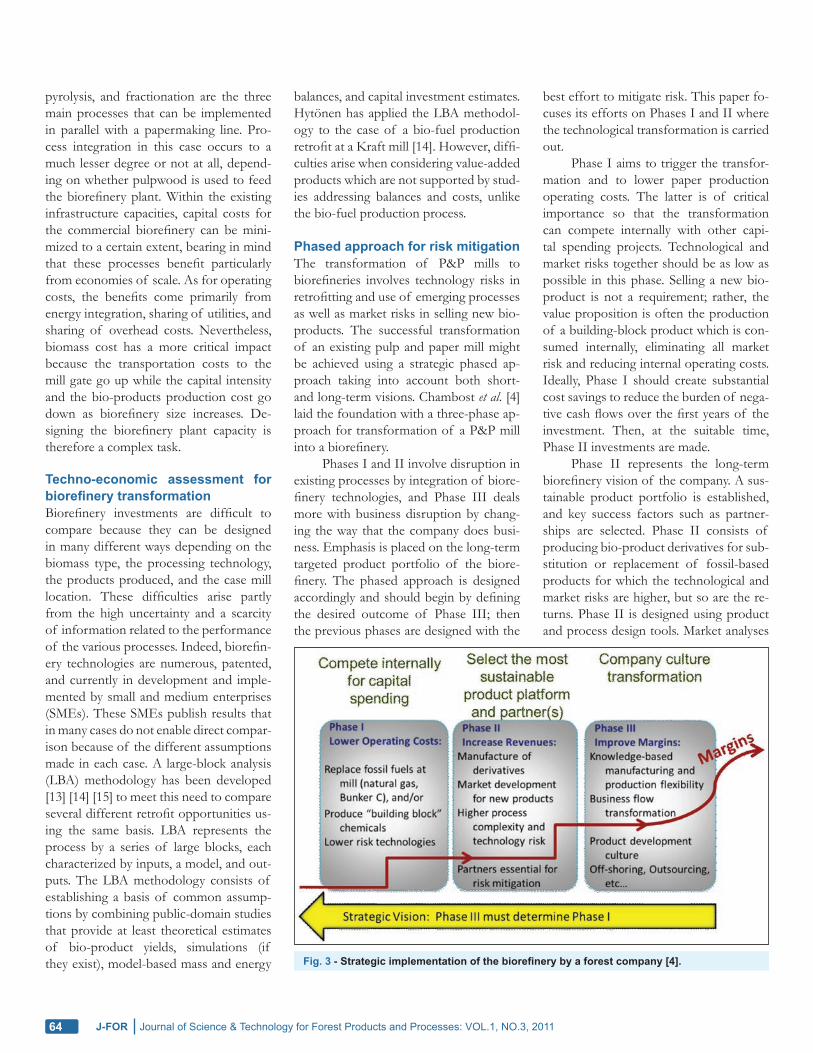
Phased approach for risk mitigationThe transformation of P&P mills to biorefineries involves technology risks in retrofitting and use of emerging processes as well as market risks in selling new bio-products. The successful transformation of an existing pulp and paper mill might be achieved using a strategic phased ap-proach taking into account both short- and long-term visions. Chambost et al. [4] laid the foundation with a three-phase ap-proach for transformation of a P&P mill into a biorefinery.
Phases I and II involve disruption in existing processes by integration of biore-finery technologies, and Phase III deals more with business disruption by chang-ing the way that the company does busi-ness. Emphasis is placed on the long-term targeted product portfolio of the biore-finery. The phased approach is designed accordingly and should begin by defining the desired outcome of Phase III; then the previous phases are designed with the
best effort to mitigate risk. This paper fo-cuses its efforts on Phases I and II where the technological transformation is carried out.
Phase I aims to trigger the transfor-mation and to lower paper production operating costs. The latter is of critical importance so that the transformation can compete internally with other capi-tal spending projects. Technological and market risks together should be as low as possible in this phase. Selling a new bio-product is not a requirement; rather, the value proposition is often the production of a building-block product which is con-sumed internally, eliminating all market risk and reducing internal operating costs. Ideally, Phase I should create substantial cost savings to reduce the burden of nega-tive cash flows over the first years of the investment. Then, at the suitable time, Phase II investments are made.
Phase II represents the long-term biorefinery vision of the company. A sus-tainable product portfolio is established, and key success factors such as partner-ships are selected. Phase II consists of producing bio-product derivatives for sub-stitution or replacement of fossil-based products for which the technological and market risks are higher, but so are the re-turns. Phase II is designed using product and process design tools. Market analyses
Fig. 3 - Strategic implementation of the biorefinery by a forest company [4].
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 65
SPECIAL BIOREFINERY ISSUE
are of critical importance in this phase.There is no indication in the litera-
ture of whether a biorefinery investment strategy should favour staying in the pa-per business or exiting it. However, cri-teria supporting decision-making for technology [16] or capital spending [17] selection, such as percentage decrease in paper production costs and the ratio of new revenue sources to overall earnings before interest, taxes, depreciation, and amortization (EBITDA), can obviously be useful in assessing how an investment will support continuing production or an exit from the newsprint business. Basically, a biorefinery strategy which does not sig-nificantly decrease paper production costs would not be recommended if the com-pany aims to become a super-producer, whereas a biorefinery strategy in which new bio-product benefits do not compete with paper benefits would not be recom-mended for a company aiming to exit the newsprint business.
MILL CASE STUDYAn existing mechanical pulp mill in East-ern Canada was chosen as a basis for gath-ering both process and financial data. A model of a competitive single TMP line, single paper machine mill producing ap-proximately 700 odmt of newsprint per day was extrapolated from these data and simulated in a Microsoft Excel® spread-sheet. De-inking (DIP) was considered as a traditional process retrofit for compari-son with the biorefinery investments.
METHODOLOGYThe methodology should support the strategic design and the techno-economic assessment. For evaluating how a biorefin-ery strategy suits newsprint production, critical metrics should be identified and assessed. First, phased strategies are de-fined with respect to the case study mill, the available feedstocks, and the potential surrounding markets for end products. These strategies are developed in two investment phases; Phase II represents the long-term vision for the biorefinery. Process block diagrams are developed for each phase. Mass and energy balances
for the entire modified mill and for total capital investment were computed from block-by-block calculations using an LBA-based approach. Finally, the economic performance of each strategic investment opportunity was estimated by calculating cash flows and capital costs and deriving metrics. Calculations were performed us-ing an integrated approach combining the use of Aspen Plus® and Microsoft Ex-cel®.
Strategic phased investment defini-tionThe proposed transformation strategies should be designed in two phases. The targeted design should be chosen with a view to the long-term vision represented by Phase II, in which revenues are sig-nificantly increased by the sale of deriva-tives. Phase II definitions are supported by business considerations (e.g., potential markets, partnerships), whereas Phase I is designed with a view to mitigating risks. Phase I represents a carefully planned in-vestment designed to trigger the transfor-mation, while at the same time reinforcing the core business; energy reduction is of-ten an outcome of such integrations. This is a cautious approach to ensure short-term viability. If a new product—a build-ing block for Phase II—is produced in Phase I, it is evident that the existing and new production lines will share overhead costs, reducing paper production costs even further. Whatever the long-term vi-sion for the biorefinery may be, newsprint will still be sold in Phases I and II. The vision for the newsprint business is as-sumed to be determined separately. These phased investment strategies are described in Table 1.
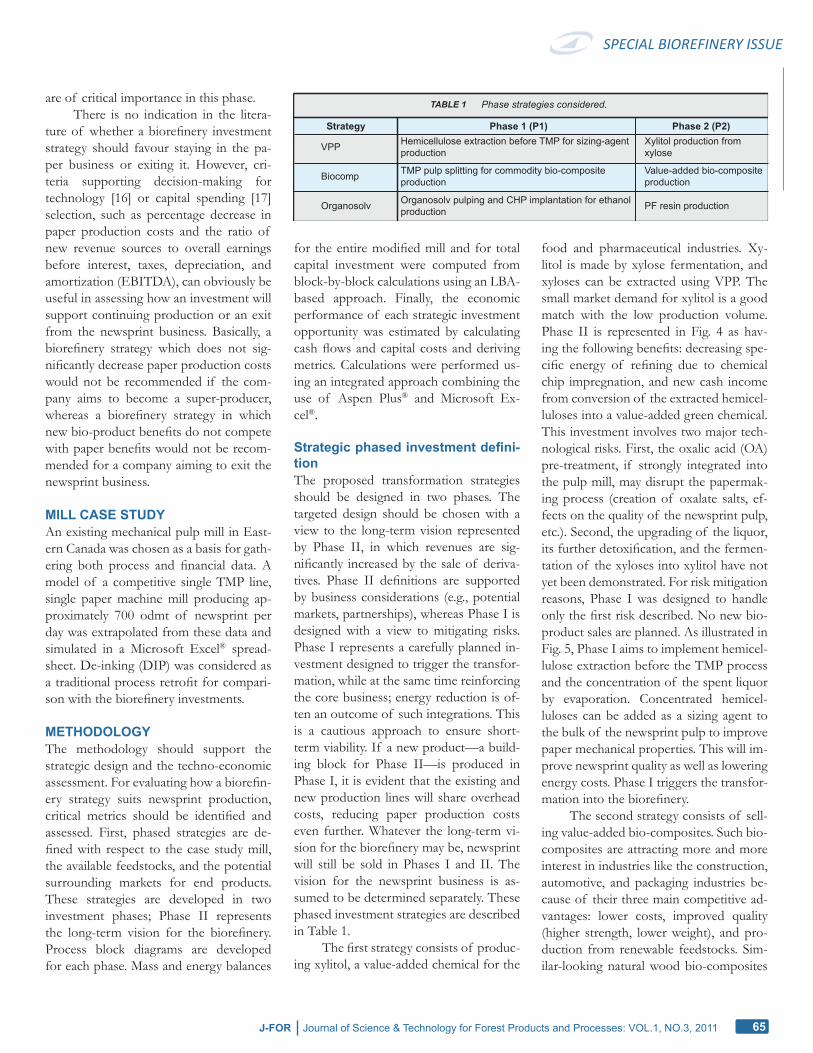
The first strategy consists of produc-ing xylitol, a value-added chemical for the
food and pharmaceutical industries. Xy-litol is made by xylose fermentation, and xyloses can be extracted using VPP. The small market demand for xylitol is a good match with the low production volume. Phase II is represented in Fig. 4 as hav-ing the following benefits: decreasing spe-cific energy of refining due to chemical chip impregnation, and new cash income from conversion of the extracted hemicel-luloses into a value-added green chemical. This investment involves two major tech-nological risks. First, the oxalic acid (OA) pre-treatment, if strongly integrated into the pulp mill, may disrupt the papermak-ing process (creation of oxalate salts, ef-fects on the quality of the newsprint pulp, etc.). Second, the upgrading of the liquor, its further detoxification, and the fermen-tation of the xyloses into xylitol have not yet been demonstrated. For risk mitigation reasons, Phase I was designed to handle only the first risk described. No new bio-product sales are planned. As illustrated in Fig. 5, Phase I aims to implement hemicel-lulose extraction before the TMP process and the concentration of the spent liquor by evaporation. Concentrated hemicel-luloses can be added as a sizing agent to the bulk of the newsprint pulp to improve paper mechanical properties. This will im-prove newsprint quality as well as lowering energy costs. Phase I triggers the transfor-mation into the biorefinery.
The second strategy consists of sell-ing value-added bio-composites. Such bio-composites are attracting more and more interest in industries like the construction, automotive, and packaging industries be-cause of their three main competitive ad-vantages: lower costs, improved quality (higher strength, lower weight), and pro-duction from renewable feedstocks. Sim-ilar-looking natural wood bio-composites
TABLE 1 Phase strategies considered.
Strategy Phase 1 (P1) Phase 2 (P2)
VPP
Organosolv
Biocomp
Hemicellulose extraction before TMP for sizing-agent production
TMP pulp splitting for commodity bio-composite production
Organosolv pulping and CHP implantation for ethanol production
Xylitol production from xylose
Value-added bio-composite production
PF resin production
23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201166
already exist; they are made from less en-gineered wood fibres, such as wood flour or medium-density fibre (MDF), which do not attain the quality and uniformity of TMP fibres. The proposed concept includes using a part of the TMP wood fibres as reinforcement fibres in a plastic matrix, thus forming a bio-composite ma-terial. The Phase II value-added bio-mate-rials will compete in a demanding market and will require specific properties related to their application. The automotive mar-ket was targeted in Phase II, so the bio-composite materials produced will require good crash and fire resistance. Crash-re-sistant materials should be flexible, and therefore fine fibres are preferred as fill-ers. Apart from optimizing the filler shape, choosing the right formulation (polymer and additive) is of critical importance for product quality. This high risk could be mitigated by selecting an appropriate in-dustrial partner at an early stage, an issue which is not discussed further in this pa-per. The TMP fibres should be properly fractionated by size and functionalized so they can satisfy the product requirements represented in Fig. 7 by the fibre treat-ment block. To mitigate the associated risks, Phase I proposes to produce and sell a commodity bio-composite in which the incorporated fibres need only to be dried before the compounding process. Figures 6 and 7 illustrate the two phases.
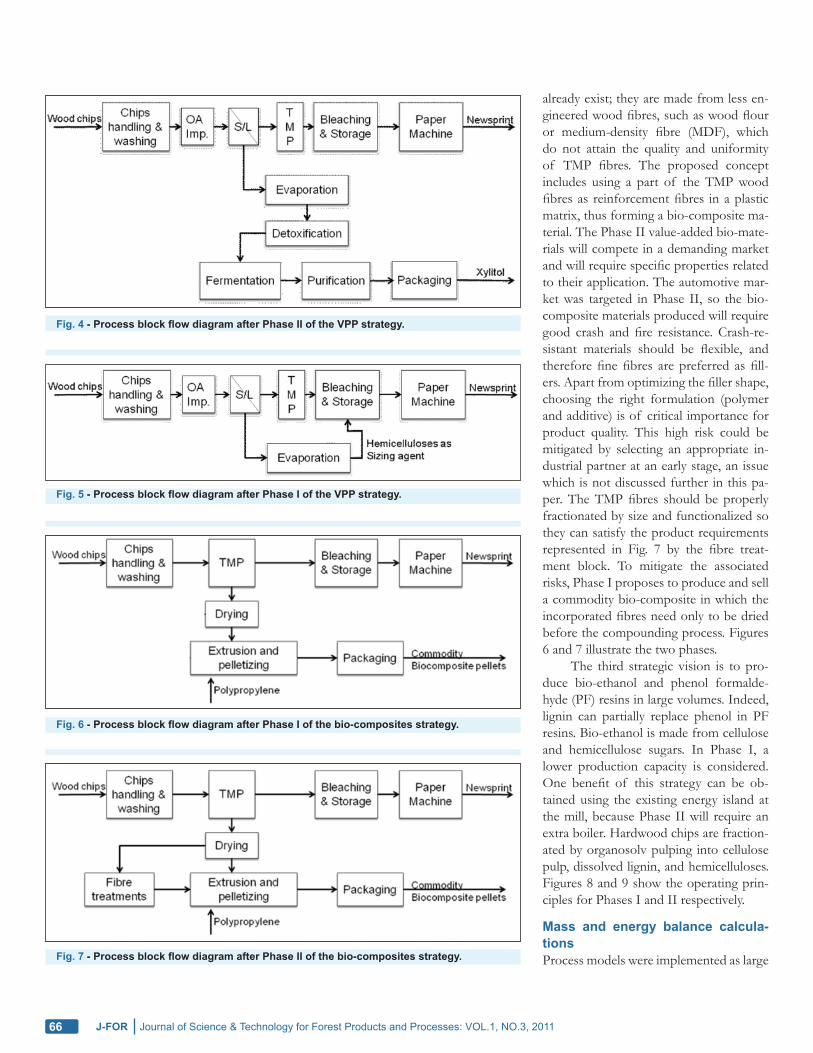
The third strategic vision is to pro-duce bio-ethanol and phenol formalde-hyde (PF) resins in large volumes. Indeed, lignin can partially replace phenol in PF resins. Bio-ethanol is made from cellulose and hemicellulose sugars. In Phase I, a lower production capacity is considered. One benefit of this strategy can be ob-tained using the existing energy island at the mill, because Phase II will require an extra boiler. Hardwood chips are fraction-ated by organosolv pulping into cellulose pulp, dissolved lignin, and hemicelluloses. Figures 8 and 9 show the operating prin-ciples for Phases I and II respectively.
Mass and energy balance calcula-tionsProcess models were implemented as large
Fig. 4 - Process block flow diagram after Phase II of the VPP strategy.
Fig. 5 - Process block flow diagram after Phase I of the VPP strategy.
Fig. 6 - Process block flow diagram after Phase I of the bio-composites strategy.
Fig. 7 - Process block flow diagram after Phase II of the bio-composites strategy.
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 67
SPECIAL BIOREFINERY ISSUE
blocks (input—model—output) with the combined use of Aspen Plus® and Micro-soft Excel®. The base-case TMP pulping and papermaking processes were repre-sented in a spreadsheet model with high granularity for the pulping process, where strongly integrated strategies will be used. Energy and mass balances were developed using Visual Basic® modules for repre-senting the process on a first-principles basis. The input data were taken from an approximately steady-state regime identi-fied in the existing base-case mill during the winter. The biorefinery processes were partially added as large blocks to the base-case model and partially represented in Aspen Plus®, especially the distillations. Published laboratory-scale results for the assumed value-added bio-products were used as inputs to the mass and energy calculations. The focus was on heat, elec-tricity, purified water, and waste-water bal-ances to define whether the case study mill capacities would be sufficient to supply the demand or whether new systems would be needed and if so, at which size.
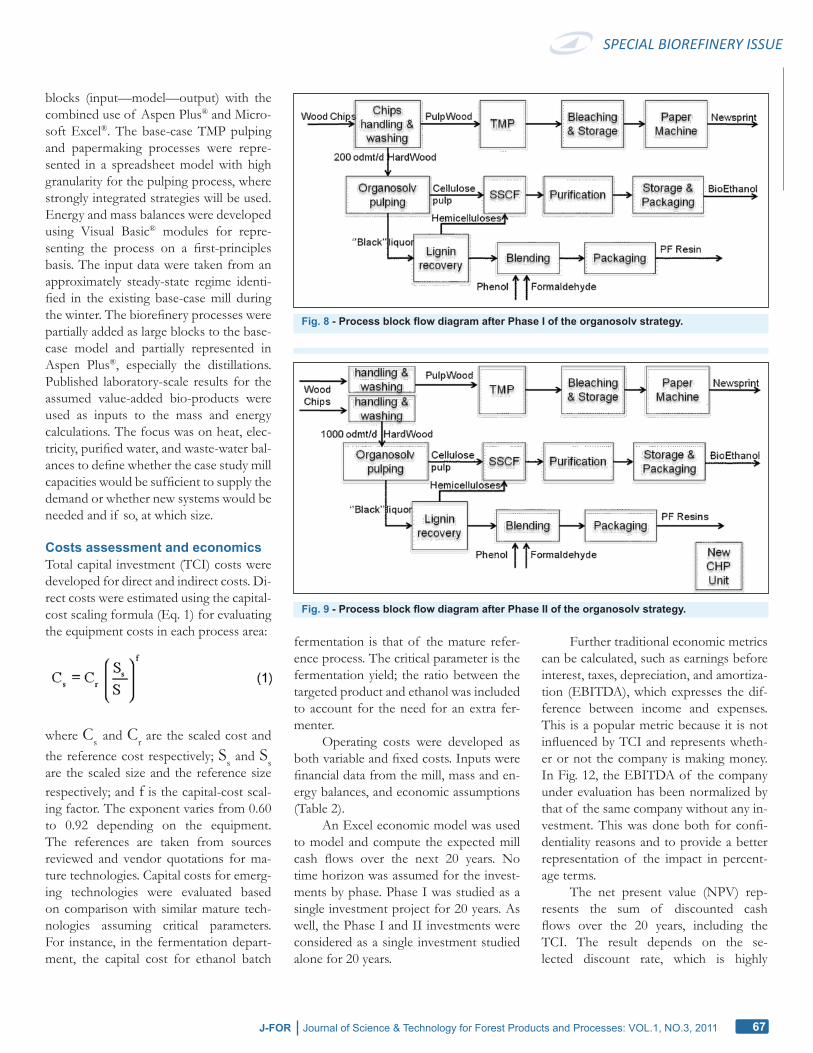
Costs assessment and economicsTotal capital investment (TCI) costs were developed for direct and indirect costs. Di-rect costs were estimated using the capital-cost scaling formula (Eq. 1) for evaluating the equipment costs in each process area:
where Cs and Cr are the scaled cost and the reference cost respectively; Ss and Ss are the scaled size and the reference size respectively; and f is the capital-cost scal-ing factor. The exponent varies from 0.60 to 0.92 depending on the equipment. The references are taken from sources reviewed and vendor quotations for ma-ture technologies. Capital costs for emerg-ing technologies were evaluated based on comparison with similar mature tech-nologies assuming critical parameters. For instance, in the fermentation depart-ment, the capital cost for ethanol batch
fermentation is that of the mature refer-ence process. The critical parameter is the fermentation yield; the ratio between the targeted product and ethanol was included to account for the need for an extra fer-menter.
Operating costs were developed as both variable and fixed costs. Inputs were financial data from the mill, mass and en-ergy balances, and economic assumptions (Table 2).
An Excel economic model was used to model and compute the expected mill cash flows over the next 20 years. No time horizon was assumed for the invest-ments by phase. Phase I was studied as a single investment project for 20 years. As well, the Phase I and II investments were considered as a single investment studied alone for 20 years.
Further traditional economic metrics can be calculated, such as earnings before interest, taxes, depreciation, and amortiza-tion (EBITDA), which expresses the dif-ference between income and expenses. This is a popular metric because it is not influenced by TCI and represents wheth-er or not the company is making money. In Fig. 12, the EBITDA of the company under evaluation has been normalized by that of the same company without any in-vestment. This was done both for confi-dentiality reasons and to provide a better representation of the impact in percent-age terms.
The net present value (NPV) rep-resents the sum of discounted cash flows over the 20 years, including the TCI. The result depends on the se-lected discount rate, which is highly
Fig. 8 - Process block flow diagram after Phase I of the organosolv strategy.
Fig. 9 - Process block flow diagram after Phase II of the organosolv strategy.
23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201168
project-specific. For this reason, another metric is preferred, the internal rate of re-turn (IRR) defined as the specific discount rate that makes the NPV equal to zero:
where TCI represents the total capital investment; t the project lifetime; Rt the net cash flow at time t; and i the discount rate.
RESULTS AND DISCUSSIONIt is important to note that each mill ex-ists in a unique context linked to its unique market opportunities and that results are mill-specific in every case.
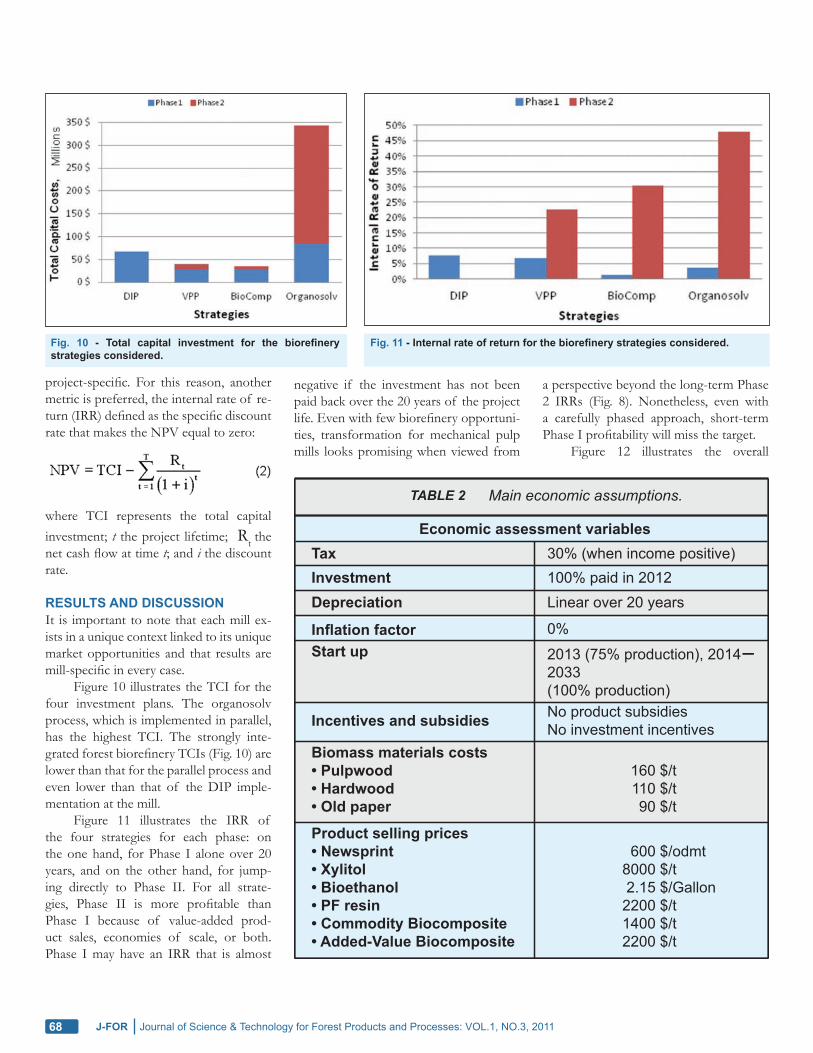
Figure 10 illustrates the TCI for the four investment plans. The organosolv process, which is implemented in parallel, has the highest TCI. The strongly inte-grated forest biorefinery TCIs (Fig. 10) are lower than that for the parallel process and even lower than that of the DIP imple-mentation at the mill.
Figure 11 illustrates the IRR of the four strategies for each phase: on the one hand, for Phase I alone over 20 years, and on the other hand, for jump-ing directly to Phase II. For all strate-gies, Phase II is more profitable than Phase I because of value-added prod-uct sales, economies of scale, or both. Phase I may have an IRR that is almost
negative if the investment has not been paid back over the 20 years of the project life. Even with few biorefinery opportuni-ties, transformation for mechanical pulp mills looks promising when viewed from
a perspective beyond the long-term Phase 2 IRRs (Fig. 8). Nonetheless, even with a carefully phased approach, short-term Phase I profitability will miss the target.
Figure 12 illustrates the overall
TABLE 2 Main economic assumptions.
Economic assessment variablesTaxInvestmentDepreciation
30% (when income positive)100% paid in 2012Linear over 20 years
Infl ation factorStart up
0%
2013 (75% production), 2014-2033(100% production)No product subsidiesNo investment incentives
160 $/t110 $/t90 $/t
600 $/odmt8000 $/t 2.15 $/Gallon2200 $/t1400 $/t2200 $/t
Incentives and subsidies
Biomass materials costs• Pulpwood• Hardwood• Old paper
Product selling prices• Newsprint• Xylitol• Bioethanol• PF resin• Commodity Biocomposite• Added-Value Biocomposite
Fig. 10 - Total capital investment for the biorefinery strategies considered.
Fig. 11 - Internal rate of return for the biorefinery strategies considered.
J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 2011 69
SPECIAL BIOREFINERY ISSUE
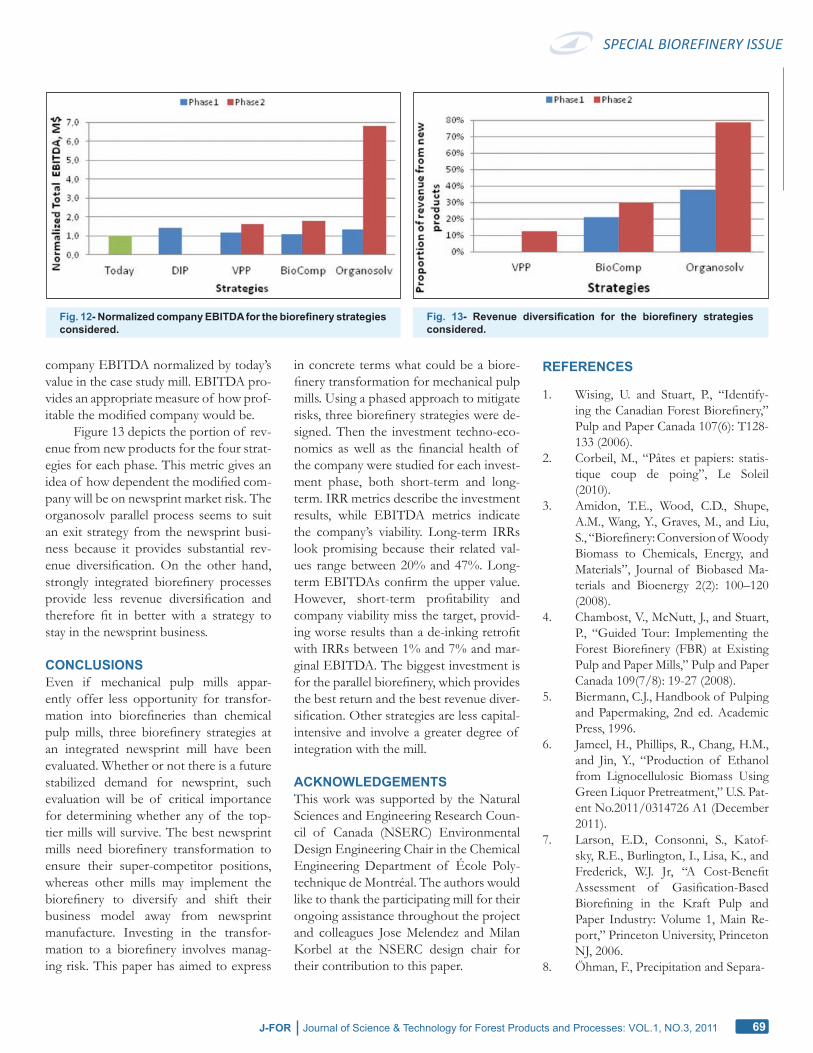
company EBITDA normalized by today’s value in the case study mill. EBITDA pro-vides an appropriate measure of how prof-itable the modified company would be.
Figure 13 depicts the portion of rev-enue from new products for the four strat-egies for each phase. This metric gives an idea of how dependent the modified com-pany will be on newsprint market risk. The organosolv parallel process seems to suit an exit strategy from the newsprint busi-ness because it provides substantial rev-enue diversification. On the other hand, strongly integrated biorefinery processes provide less revenue diversification and therefore fit in better with a strategy to stay in the newsprint business.
CONCLUSIONSEven if mechanical pulp mills appar-ently offer less opportunity for transfor-mation into biorefineries than chemical pulp mills, three biorefinery strategies at an integrated newsprint mill have been evaluated. Whether or not there is a future stabilized demand for newsprint, such evaluation will be of critical importance for determining whether any of the top-tier mills will survive. The best newsprint mills need biorefinery transformation to ensure their super-competitor positions, whereas other mills may implement the biorefinery to diversify and shift their business model away from newsprint manufacture. Investing in the transfor-mation to a biorefinery involves manag-ing risk. This paper has aimed to express
in concrete terms what could be a biore-finery transformation for mechanical pulp mills. Using a phased approach to mitigate risks, three biorefinery strategies were de-signed. Then the investment techno-eco-nomics as well as the financial health of the company were studied for each invest-ment phase, both short-term and long-term. IRR metrics describe the investment results, while EBITDA metrics indicate the company’s viability. Long-term IRRs look promising because their related val-ues range between 20% and 47%. Long-term EBITDAs confirm the upper value. However, short-term profitability and company viability miss the target, provid-ing worse results than a de-inking retrofit with IRRs between 1% and 7% and mar-ginal EBITDA. The biggest investment is for the parallel biorefinery, which provides the best return and the best revenue diver-sification. Other strategies are less capital-intensive and involve a greater degree of integration with the mill.
ACKNOWLEDGEMENTSThis work was supported by the Natural Sciences and Engineering Research Coun-cil of Canada (NSERC) Environmental Design Engineering Chair in the Chemical Engineering Department of École Poly-technique de Montréal. The authors would like to thank the participating mill for their ongoing assistance throughout the project and colleagues Jose Melendez and Milan Korbel at the NSERC design chair for their contribution to this paper.
Wising, U. and Stuart, P., “Identify-ing the Canadian Forest Biorefinery,” Pulp and Paper Canada 107(6): T128-133 (2006).Corbeil, M., “Pâtes et papiers: statis-tique coup de poing”, Le Soleil (2010).Amidon, T.E., Wood, C.D., Shupe, A.M., Wang, Y., Graves, M., and Liu, S., “Biorefinery: Conversion of Woody Biomass to Chemicals, Energy, and Materials”, Journal of Biobased Ma-terials and Bioenergy 2(2): 100–120 (2008).Chambost, V., McNutt, J., and Stuart, P., “Guided Tour: Implementing the Forest Biorefinery (FBR) at Existing Pulp and Paper Mills,” Pulp and Paper Canada 109(7/8): 19-27 (2008).Biermann, C.J., Handbook of Pulping and Papermaking, 2nd ed. Academic Press, 1996.Jameel, H., Phillips, R., Chang, H.M., and Jin, Y., “Production of Ethanol from Lignocellulosic Biomass Using Green Liquor Pretreatment,” U.S. Pat-ent No.2011/0314726 A1 (December 2011). Larson, E.D., Consonni, S., Katof-sky, R.E., Burlington, I., Lisa, K., and Frederick, W.J. Jr, “A Cost-Benefit Assessment of Gasification-Based Biorefining in the Kraft Pulp and Paper Industry: Volume 1, Main Re-port,” Princeton University, Princeton NJ, 2006.Öhman, F., Precipitation and Separa-
1.
2.
3.
4.
5.
6.
7.
8.
REFERENCES
Fig. 12- Normalized company EBITDA for the biorefinery strategies considered.
Fig. 13- Revenue diversification for the biorefinery strategies considered.

23 J-FOR Journal of Science & Technology for Forest Products and Processes: VOL.1, NO.3, 201170
WHY JOIN PAPTAC’s TECHNICAL COMMUNITIES
PAPTAC NEWS
www.paptac.ca
Sharing information on specific topics & challenges facing the Canadian pulp and paper industry.
Accessing an exclusive Canadian technical pulp and paper network.
Continuing to learn from your peers, identifying and developping new problem-solving solutions.
Being aware of the latest technological advancements and innovations.
Greater value derived from participating in PAPTAC events (PaperWeek, PACWEST, conferences, webinars, etc.).
The technical communities have been formed among PAPTAC members who are interested in a particular aspect of the industry. Members discuss practical and scientific developments in their area of specialty. They work on projects to learn more about the industry, and then disseminate this information to the industry through technical presentations and reports.
For more information regarding PAPTAC's technical communities or to join as a member of a community (PAPTAC membership required), contact PAPTAC (514-392-0265 / [email protected]).
tion of Lignin from Kraft Black Li-quor. Ph.D. thesis, Department of Chemical Engineering and Environ-mental Science, Chalmers University of Technology, Gothenburg, Sweden (2006).Thorp, B., “The Verdict Is In: Biofu-els Boom,” in Proceedings, Society of American Foresters Annual Meeting, Oregon Convention Center, Portland, Oregon, 2007.Thorp, B., Thorp, B.A. IV, and Mur-dock-Thorp, L.D., “A Compelling Case for Integrated Biorefineries, Part II,” Paper360o: 20-22 (April 2008).Ghezzaz, H., “Méthode systéma-tique de conception pour comparer les procédés de bioraffinage intégrés dans une usine existante de pâtes et papiers,” Master’s thesis, Depart-ment of Chemical Engineering, Ecole
9.
10.
11.
Polytechnique de Montreal, Montreal, Canada (2011).Huang, H.J., Ramaswamy, S., Al-Da-jani, W.W., and Tschirner, U., “Pro-cess Modeling and Analysis of Pulp Mill-Based Integrated Biorefinery with Hemicellulose Pre-Extraction for Ethanol Production: A Compara-tive Study,” BioresourceTechnology 101(2): 624–631 (2010).Janssen, M., Cornejo, F., Riemer, K., Lavallée, H., and Stuart, P., “Techno-Economic Considerations for DIP Production Increase and Implementa-tion of Cogeneration at an Integrated Newsprint Mill,” Pulp and Paper Can-ada 107(9), T184-T188 (2006).Hytönen, E. and Stuart, P., “Integrat-ing Bioethanol Production into an Integrated Kraft Pulp and Paper Mill: Techno-Economic Assessment,” Pulp
12.
13.
14.
and Paper Canada 110(5): T58-T65 (2009).Ghezzaz, H. and Stuart, P., “Biomass Availability and Process Selection for an Integrated Forest Biorefinery,” Pulp and Paper Canada 112(3): 19 (2011).Cohen, J., Janssen, M., Chambost, V., and Stuart, P., “Critical Analysis of Emerging Forest Biorefinery (FBR) Technologies for Ethanol Produc-tion,” Pulp and Paper Canada 111(3): T42-T48 (2010).Hytönen, E., “Methodology for Iden-tifying Promising Retrofit Integrated Forest Biorefinery Strategies—Design Decision Making Under Uncertainty,” Ph.D. thesis, Department of Chemi-cal Engineering, Ecole Polytechnique de Montreal (2011).
15.
16.
17.





























