Embed Size (px)
Citation preview

- 3 -
Technicznetworzywasztuczne
TECHNICZNE TWORZYWA SZTUCZNE
Przedruk, cytowanie oraz pos³ugiwanie siê w celach handlowych i informacyjnych dozwolone s¹ tylko za nasz¹ zgod¹.Gwarantujemy nienagann¹ jakoœæ oraz terminowoœæ dostawy w ramach naszych ogólnych warunków sprzeda¿y.
- 2 -
Budowa maszyn w ró¿nych bran¿ach nie obesz³a by siê dzi-
siaj bez technicznych tworzyw sztucznych. To one umo¿-
liwiaj¹ sprostanie rosn¹cym wymaganiom nowoczesnych
technologii, bezpieczeñstwa i ekologii. Dobre w³aœciwoœci
œlizgowe, wysoka odpornoœæ na œcieranie, wysokie tempera-
tury u¿ytkowe, du¿a wytrzyma³oœæ mechaniczna i obci¹¿al-
noœæ chemiczna przyczyni³y siê do tego, ¿e techniczne two-
rzywa sztuczne sta³y siê niezbêdne dla konstruktorów i bu-
downiczych maszyn, pozwalaj¹c skutecznie i ekonomicznie
zast¹piæ materia³y konwencjonalne.
TECHNICZNE TWORZYWA SZTUCZNE
Od momentu wprowadzenia tworzyw sztucznych do codziennego u¿ytku znaleŸæ mo¿na coraz wiêcej dziedzin, w których wy-
pieraj¹ one materia³y tradycyjne, takie jak: drewno, metal czy szk³o. Zalet¹ tworzyw jest to, ¿e s¹ one ³atwe w obróbce i znajduj¹
szeroki kr¹g zastosowañ. Ze wzglêdu na ma³y ciê¿ar i szerok¹ eliminacjê smarów, elementy wykonywane z tworzyw sztucz-
nych s¹ tañsze od porównywalnych elementów wykonywanych z powy¿ej wymienionych materia³ów. Tworzywa techniczne
s¹ odporne na dzia³anie wielu substancji chemicznych oraz korozjê.
Do unikalnych zalet nowoczesnych tworzyw sztucznych na-
le¿¹ przede wszystkim dobre w³asnoœci œlizgowe (zw³aszcza
na sucho), niski ciê¿ar i odpornoœæ na chemikalia. W celu
uzyskania dodatkowych w³aœciwoœci stosuje siê specjalne
domieszki i materia³y wzmacniaj¹ce, takie jak:
- w³ókna i kulki szklane, w³ókna wêglowe i osnowy tekstyl-
ne podwy¿szaj¹ce termiczn¹ stabilnoœæ kszta³tu,
- PTFE, grafit i w³ókna aramidowe podwy¿szaj¹ce w³aœci-
woœci œlizgowe i odpornoœæ na œcieranie,
- domieszki w³ókien metalowych i szk³a.
Dodatkow¹ zalet¹ tworzyw sztucznych jest mo¿liwoœæ ich
przetwarzania poprzez wyt³aczanie, wtryskiwanie lub pra-
sowanie na prasach automatycznych. Daje to dzisiejszym
konstruktorom mo¿liwoœci projektowania i wykorzystywa-
nia ich w nowych obszarach technicznych i technologicz-
nych zastosowañ.
Na stronach naszego katalogu przedstawiamy ró¿norodne
mo¿liwoœci zastosowañ technicznych tworzyw sztucznych
wykorzystuj¹ce ich unikalne w³aœciwoœci, wysok¹ jakoœæ
i niezawodnoϾ.
TECHNICZNE TWORZYWA SZTUCZNE
TECHNICZNE TWORZYWA SZTUCZNE
®
- 3 -
NAJWA¯NIEJSZE OBSZARY ZASTOSOWAÑTECHNICZNYCH TWORZYW SZTUCZNYCH
- budowa maszyn i aparatury: szyny prowadz¹ce dla transporterów taœmowych i ³añcuchowych, listwy œlizgowe
i przeciwœcierne, ko³a zêbate, ko³a ³añcuchowe, rolki noœne, tuleje naprê¿aj¹ce, rolki linowe, zderzaki, zgarniacze,
kurki, g³ówki m³otków, wyk³adziny antystatyczne oraz przewodz¹ce,
o- technika g³êbokiego ch³odzenia: pierœcienie samouszczelniaj¹ce, pierœcienie t³okowe obci¹¿one do -269 C, zawo-
ry, uszczelki, uszczelnienia dynamiczne w instalacjach ekstrakcji, manszety, pokrycia t³oków,
- przemys³ chemiczny i galwanotechnika: pompy rotacyjne i dozuj¹ce, zawory, uszczelki, kurki, p³yty i ramy filtra-
cyjne, elementy œlizgowe, ko³a zêbate, zbiorniki, wyk³adziny do zbiorników, bêbny galwaniczne oraz ró¿ne elementy
odporne chemicznie i termicznie,
- przemys³ tekstylny: czêœci do maszyn tekstylnych, które s¹ nara¿one na du¿e obci¹¿enia udarowe i silne œcieranie,
takie jak: kapturki bijaka, goniec czó³enkowy, rolki zderzakowe,
- przemys³ papierniczy: zastosowania wymagaj¹ce materia³ów o znakomitym poœlizgu oraz du¿ej odpornoœci na œcie-
ranie, listwy sitowe, ok³adziny sto³ów sitowych, wyk³adziny skrzyni ss¹cej, ostrza skrobaków, listwy deflektorowe,
- urz¹dzenia do bunkrowania i transportu materia³ów sypkich: ze wzglêdu na dobry poœlizg i wysok¹ odpornoœæ
na œcieranie, materia³y te stosuje siê bardzo czêsto do wyk³adania bunkrów, rynien wstrz¹sowych i transportowych,
wagonów dla potrzeb: górnictwa wêgla, piasku i ¿wiru oraz rud metali, przemys³u wapiennego, cementowego,
elektrowni i odlewni,
- elektrotechnika: elementy izolacyjne dla techniki wysokich napiêæ i najwy¿szych czêstotliwoœci, materia³y odporne
na wysok¹ temperaturê i nie wydzielaj¹ce gazów, kleszcze kablowe, uchwyty kabli, wielobiegunowe wk³adki kontak-
towe dla uk³adów wtykowych w urz¹dzeniach elektrotechnicznych,
- elementy maszyn pakuj¹cych i nape³niaj¹cych: gwiazdy, sto³y, prowadnice zakrêtowe, œlimaki transportowe, œlizgi
³añcuchów, prowadnice butelek, ko³a zêbate, rolki i krzywki,
- przemys³ lotniczy i kosmiczny: elementy o wysokiej sprawnoœci i niezawodnoœci odporne na wysok¹ temperaturê
i szok termiczny,
- technika medyczna: elementy odporne na sterylizacjê i hydrolizê w œrodowisku wody gor¹cej i pary, promieniowa-
nie gamma i rentgenowskie, chemikalia, p³yny ustrojowe i œrodki dezynfekuj¹ce,
- przemys³ samochodowy: t³umiki drgañ w przek³adniach, czêœci sprzêg³a, elementy ko³paków uszczelniaj¹cych w ³o-
¿yskach, systemy przewodzenia, pierœcienie izoluj¹ce jako pomoc monta¿owa, pierœcienie uszczelniaj¹ce, gniazda
zaworów,
- przyk³ady innych zastosowañ: ko³a ³añcuchowe, listwy i taœmy poœlizgowe dla przenoœników ³añcuchowych, tale-
rze do dŸwignic, podk³ady do wykrawania i ciêcia papieru, kartonu, tekstyliów, skóry, folii i gumy, podk³ady do ciêcia
i r¹bania w przemyœle miêsnym i rybnym, listwy chroni¹ce nabrze¿a przed uderzeniami i œcieraniem w portach, bie¿-
nie w krêgielniach, protezy oraz ortopedyczne aparaty wsporcze.
NAJWA¯NIEJSZE OBSZARY ZASTOSOWAÑTECHNICZNYCH TWORZYW SZTUCZNYCH
TECHNICZNE TWORZYWA SZTUCZNE
®
- 4 -
OBRÓBKA TWORZYW SZTUCZNYCHTolerancje robocze. Pó³produkty mog¹ byæ z ³atwoœci¹ obrabiane przy pomocy maszyn do obróbki skrawaniem metalu i
drewna. Tworzywo mo¿e byæ ciête pi³¹, nawiercane, toczone, frezowane, strugane, wykrawane, ³¹czone na styk
(zgrzewane czo³owo), zgrzewane ciernie. Przy obróbce tworzyw nale¿y pamiêtaæ, ¿e tak samo jak to jest ze wszystkimi two-
rzywami termoplastycznymi, wahania temperatury mog¹ powodowaæ zmiany wymiarów.
Ciêcie pi³¹. Tworzywo mo¿e byæ ciête zarówno maszynowo pi³ami taœmowymi lub tarczowymi do drewna, jak i rêcznie
ostrymi pi³ami do drewna lub metalu z szeroko rozgiêtymi zêbami. Szczególnie u¿yteczne s¹ tutaj pi³y taœmowe, gdy¿ dobrze
odprowadzaj¹ ciep³o i umo¿liwiaj¹ ciêcie z du¿¹ prêdkoœci¹. Pi³y taœmowe mog¹ mieæ szerokoœæ od 10 do 30 mm, a ich gruboœæ
1- 2 mm z podzia³k¹ zêbów 3 - 10 mm. Dla unikniêcia klinowania siê pi³ taœmowych, ich zêby powinny byæ rozsuniête o oko³o
0,5 mm. Przy stosowaniu pi³ tarczowych zalecane s¹ tarcze z zêbami rozsuniêtymi o minimum 0,5 mm, lecz mog¹ byæ równie¿
stosowane tarcze doœrodkowo zbie¿ne. Im wy¿sza czêstotliwoœæ, tym czystsza jest powierzchnia ciêcia. Normalne prêdkoœci
ciêcia dla pi³ taœmowych to 1000 - 2000 m/min., a dla pi³ tarczowych 3000 - 4000 m/min.
Toczenie. Pó³fabrykaty mog¹ byæ bez trudnoœci obrabiane na tokarkach. Detale wykonywane masowo mog¹ byæ produkowane
ekonomicznie, w szczególnoœci gdy stosuje siê maszyny do obróbki metali lekkich (o du¿ych szybkoœciach obróbki).
Ch³odzenie nie zawsze jest konieczne, gdy¿ ciep³o jest odprowadzane wraz z wiórami. Tylko przy grubym wiórze (g³êbokim
ciêciu) potrzebne jest ch³odzenie sprê¿onym powietrzem lub ch³odziwem. Mo¿na stosowaæ prêdkoœci obróbki do 600 m/min.
Struganie. Tworzywo „PE” mo¿e byæ strugane na gruboœciówkach i wyg³adzarkach stosowanych w obróbce drewna przy du-
¿ych prêdkoœciach ciêcia. Dla ostrych ostrzy tn¹cych z twardego metalu, mo¿na stosowaæ posuw do 2 mm na obrót i ostrze.
Frezowanie. Do obróbki tworzyw nadaj¹ siê frezarki szybkoobrotowe i normalne. Zastosowanie frezarek specjalnych
z g³owicami poziomymi, pionowymi i frezem jednoostrzowym umo¿liwia ekonomiczn¹ produkcjê skomplikowanych
elementów na du¿¹ skalê. Dla zapewnienia najlepszego usuwania wiórów zaleca siê stosowanie frezów o du¿ej podzia³ce.
Wiercenie. Tworzywo „PE” mo¿e byæ nawiercane na wiertarkach, tokarkach i frezarkach. Zasadniczo u¿ywa siê wierte³ krê-
tych lecz dla wiêkszych œrednic wiercenia mo¿e byæ stosowany równie¿ frez okr¹g³y. Przegrzewania miejscowego mo¿na unik-
n¹æ poprzez dobre usuwanie wiórów. W wypadku wystêpowania nadmiernego przegrzewania nale¿y zastosowaæ ch³odzenie
sprê¿onym powietrzem lub ch³odziwem.
Gwintowanie. Gwintowanie detali mo¿e byæ wykonywane normalnymi urz¹dzeniami do metalu, zarówno na tokarce (20 - 30
obr./min.) jak i rêcznie. Zasadniczo preferowane s¹ okr¹g³e gwinty zgodne z DIN 405 ale gwinty V te¿ zachowuj¹ dobre w³as-
noœci, ze wzglêdu na du¿¹ wytrzyma³oœæ tworzywa na udar.
£¹czenie / zgrzewanie. Z powodu du¿ej lepkoœci w stanie stopionym, tworzywo „PE” mo¿e byæ ³¹czone tylko przez zgrzewa-O
nie czo³owe. Oczyszczone powierzchnie styku s¹ lekko dociskane do narzêdzia ogrzewaj¹cego o temperaturze 200 - 220 C, a¿
do chwili gdy na obu powierzchniach warstwa o gruboœci oko³o 4 mm stanie siê plastyczna. Nastêpnie obie podgrzane po-2
wierzchnie dociska siê do siebie (ciœnienie 10 - 20 kg/cm ) w zale¿noœci od gruboœci detali, a¿ do ostygniêcia. Jeœli detale maj¹ 2
kszta³t bloków o gruboœci powy¿ej 30 mm, to jest wymagane ciœnienie 50 kg/cm i wiêksze. W tych wypadkach czêsto u¿ywane
s¹ prasy i specjalne urz¹dzenia zgrzewaj¹ce.
Szlifowanie i polerowanie. Po obróbce skrawaniem dalsze szlifowanie i polerowanie jest wyj¹tkowo rzadko potrzebne, gdy¿
w wiêkszoœci przypadków, przy stosowaniu siê do powy¿szych uwag, otrzymane powierzchnie s¹ wystarczaj¹co g³adkie. Do
masowej produkcji bardzo dobry jest bêben polerski. Odpadki tworzywa „PE”, otoczaki lub inne œrodki œcierne wymieszane
z wod¹ mog¹ byæ stosowane do polerowania.
OBRÓBKA TWORZYW SZTUCZNYCH
TECHNICZNE TWORZYWA SZTUCZNE
®
- 5 -
Charakterystyka tworzyw sztucznych- polietylen PE str. 6- poliamid PA str. 9- poliacetal POM str. 11- teflon PTFE str. 13- PVDF str. 14- PEEK str. 16- PET str. 18
TECHNICZNE TWORZYWA SZTUCZNE
®

- 6 -
Polietylen jest tworzywem o bardzo wysokim stopniu spolimeryzowania, du¿ej odpornoœci na dzia³anie kwasów, zasad, soli
i wiêkszoœci zwi¹zków organicznych i chemicznych. Posiada szereg wa¿nych technicznie w³asnoœci do szerokiego stosowania
w przemyœle i budowie maszyn. Polietylen wyró¿nia siê w³aœciwoœciami œlizgowymi przy jednoczesnym zachowaniu bardzo
wysokiej odpornoœci na œcieranie. Odpornoœæ na korozjê gwarantuje d³ugi czas u¿ytkowania elementów z niego wyproduko-
wanych, a przy tym nie wymaga jakiejkolwiek ich konserwacji.
POLIETYLEN PE 1000
W³aœciwoœci:
- ekstremalna odpornoœæ na zu¿ycie i œcieranie (tak¿e przy wysokich prêdkoœciach i obci¹¿eniach œcieralno-œlizgowych),
- bardzo niski wspó³czynnik œlizgowy,
- bardzo dobra odpornoϾ na wszelkie media agresywne,
- stabilnoϾ wymiarowa (nie przyswaja wilgoci)
- znakomicie ogranicza ha³as ci¹g³y i uderzeniowy,
- zmodyfikowany podczas polimeryzacji z olejem mineralnym zapewnia wysok¹ trwa³oœæ i ci¹g³e smarowanie przez ca³y
okres u¿ytkowania,
- zapewnia cich¹ i bezwibracyjn¹ pracê urz¹dzeñ dziêki ma³ym drganiom,
- wysoka odpornoϾ mechaniczna,
- w zale¿noœci od typu jest antystatyczny lub izoluj¹cy,
- fizjologiczna nieszkodliwoœæ, dopuszczony do kontaktu z artyku³ami spo¿ywczymi (wytyczne UE, atest PZH),
- dobre w³aœciwoœci antyadhezyjne.
Odpornoœæ na œcieranie
Tworzywo PE 1000 charakteryzuje siê dominuj¹cymi w³aœci-
woœciami œlizgowymi przy jednoczesnej wysokiej odpornoœ-
ci na œcieranie. W efekcie elementy wykonane z PE 1000 nie
wymagaj¹ smarowania, pracuj¹ przy zredukowanej sile napê-
dowej i nie wymagaj¹ konserwacji. Tworzywo to ma swoje
zastosowanie: w produkcji elementów systemów transportu-
j¹cych, pakuj¹cych i nape³niaj¹cych takich jak: œlimaki trans-
portowe, gwiazdy, sto³y, szyny, ko³a linowe, pasowe, zêbate,
œlizgi, profile, prowadnice i napinacze ³añcuchów.
Wysoka udarnoϾ z karbem
Tworzywo PE 1000 charakteryzuje siê wysok¹ udarnoœci¹
z karbem, gwarantowan¹ tak¿e w niskich temperaturach.
Pozwala to na jego wykorzystanie do tworzenia konstrukcji,
w których do tej pory stosowano stal kwasoodporn¹.
Stanowi to korzystn¹ cenowo alternatywê dla produkcji czê-O
œci maszyn pracuj¹cych w temperaturze do 260 C.
Polietylen PE-UHMUPolietylen PE-UHMU
TECHNICZNE TWORZYWA SZTUCZNE
®
- 7 -
Kontakt z artyku³ami spo¿ywczymi
Tworzywo PE 1000 jest fizjologicznie nieszkodliwe i dopuszczone do kontaktu z artyku³ami spo¿ywczymi (wytyczne UE,
atest PZH). Stosowane jest na podk³ady do ciêcia w przemyœle miêsnym i rybnym, jako wyk³adziny blatów i sto³ów w prze-
myœle spo¿ywczym. Ponadto jest ono wolne od FCKW, kadmu i sylikonu.
Kolor
Tworzywo PE 1000 dostarczamy w kolorze naturalnym, zielonym i czarnym. Na specjalne zamówienia realizujemy tak¿e
dostawy p³yt w innych kolorach.
Trwa³oœæ chemiczna
Dziêki wysokiej odpornoœci chemicznej, zbêdna jest dodat-
kowa ochrona powierzchni przed chemikaliami, tak jak ma to
miejsce w przypadku elementów stalowych. Polietylen jest
wykorzystywany w budowie systemów uzdatniania wody,
oczyszczalniach œcieków, produkcji czêœci zaworów, filtrów
i pomp oraz instalacji dla przemys³u chemicznego.
Przystosowanie do pracy w œrodowisku mokrym
Tworzywo PE 1000 nie przyjmuje wilgoci i przy pracy w œro-
dowisku mokrym nie zmienia swoich wymiarów i w³aœci-
woœci.
Redukcja ha³asu
Tworzywo to poprzez swoje w³aœciwoœci t³umi¹ce redukuje
ha³asy ci¹g³e i uderzeniowe. Pozwala to znacznie ograniczyæ
wydatki zwi¹zane z ochron¹ przed ha³asem. Jednoczeœnie
transportowany ³adunek jest chroniony przed uszkodzeniem.
Brak przymarzania lub przylepiania
Parafinowa powierzchnia tego tworzywa eliminuje przymar-
zanie lub przylepianie wilgotnych ³adunków transportowa-
nych. Dziêki tej w³aœciwoœci jest chêtnie stosowane: na ok³a-
dziny do bunkrów, silosów, rynien transportowych, syste-
mów sk³adowania materia³ów sypkich oraz kana³ów zsypo-
wych.
OdpornoϾ termiczna i elektryczna
Do produkcji elementów elektroizolacyjnych stosuje siê PE
1000 w kolorach naturalnym i zielonym, gdy¿ posiada on do-
bre w³aœciwoœci elektrycznie i termicznie izoluj¹ce. Poliety-
len charakteryzuje siê wysok¹ rezystywnoœci¹, niskim wspó³-
czynnikiem strat dielektrycznych, dobr¹ rezystancj¹ po-
wierzchniow¹ i odpornoœci¹ na ³uk elektryczny. PE 1000 nie
poch³ania wody i dlatego jego w³asnoœci elektryczne pozos-
taj¹ niezmienne w warunkach wilgotnych.
W³aœciwoœci antystatyczne
Oferowane przez nas tworzywo PE 1000 antystatyczne w ko-
lorze czarnym mo¿na stosowaæ wszêdzie tam, gdzie s¹ istotne
w³aœciwoœci antystatyczne. Dziêki domieszce wêgla o wyso-
kiej przewodnoœci zostaj¹ odprowadzane ³adunki elektrycz-
ne. Tworzywo to posiada równie¿ polepszon¹ odpornoœæ na
promieniowanie UV, co jest szczególnie wa¿ne przy zasto-
sowaniach na wolnym powietrzu.
TECHNICZNE TWORZYWA SZTUCZNE
®
- 8 -
Tworzywo to nadaje siê na elementy œlizgowe i mo¿e byæ stosowane w œrodowisku wodnym.
Stanowi alternatywê cenow¹ dla tworzywa PE 1000 przy zachowaniu tych samych w³aœciwoœci. Sto³y rozbiorowe, blaty i deski
do krojenia z niego wykonane mog¹ byæ wykorzystywane do ró¿nych zastosowañ w przemyœle spo¿ywczy, np. w piekarniach
lub rzeŸniach oraz wielu innych.
Minimalne ró¿nice nie stanowi¹ przeszkody w wykorzystaniu go do nastêpuj¹cych rozwi¹zañ :
- wyk³adziny blatów i sto³ów stosowanych w przemyœle spo¿ywczym, sortownice, krajalnice, podajniki, dozowniki, podk³a-
dy do wykrawania oraz przecinania,
- czêœci maszyn maj¹ce kontakt z ¿ywnoœci¹ w gospodarstwie domowym,
- elementy linii transportowych,
- wyk³adziny odporne na uderzenia,
- listwy ochronne montowane na œcianach i drzwiach (sklepy, magazyny, hale produkcyjne),
- elementy instalacji uzdatniania wody oraz oczyszczalni œcieków,
- nisko oraz œrednio obci¹¿one czêœci maszyn,
- wyk³adziny komór i kabin ch³odniczych oraz czêœci w urz¹dzeniach ch³odniczych.
POLIETYLEN PE 500
W³aœciwoœci
- dobra odpornoœæ chemiczna (obojêtny na odczyny kwaœne i zasadowe),
- t³umienie drgañ mechanicznych i ha³asu,
- wysoka udarnoœæ tak¿e w niskich temperaturach,O O
- odpornoœæ na temperaturê od -260 C do +100 C,
- odpornoœæ na œcieranie i ciêcie dla no¿y,
- ³atwy w utrzymaniu czystoœci,
- higieniczny, neutralny zapachowo i smakowo,
- nieprzepuszczaj¹cy ¿adnych p³ynów.
TECHNICZNE TWORZYWA SZTUCZNE
®
- 9 -
Poliamid PA (nylon)
Szeroka gama poliamidów umo¿liwia, w zale¿noœci od zastosowañ, dobór tworzywa o okreœlonych w³aœciwoœciach technicz-
nych. Ju¿ w fazie konstrukcji mo¿na unikn¹æ póŸniejszych kosztów zwi¹zanych z korekt¹ i napraw¹ zu¿ytych elementów. Pre-
ferowane obszary zastosowañ to: budowa maszyn, budowa pojazdów, technika transportowa, budowa sprzêgie³ i przek³adni,
maszyn w³ókienniczych, pakuj¹cych i papierniczych, budowlanych, rolniczych oraz drukarskich.
Poliamidy mo¿na przetwarzaæ za pomoc¹ obróbki wiórowej. Przez zastosowanie dodatków uszlachetniaj¹cych uzyskuje siê
specyficzne w³aœciwoœci tego tworzywa, takie jak np. odpornoœæ na dzia³anie mediów chemicznych, promieniowanie UV, sta-
bilnoœæ w warunkach obci¹¿eñ cieplnych itp. Ró¿nice we w³asnoœciach fizycznych istniej¹ce pomiêdzy ró¿nymi typami s¹
g³ównie spowodowane sk³adem i struktur¹ ich ³añcuchów cz¹steczkowych.
W³aœciwoœci:
- du¿a sztywnoœæ, twardoœæ, trwa³oœæ oraz wytrzyma³oœæ mechaniczna,
- wysoka elastycznoϾ,
- du¿a stabilnoœæ kszta³tu w warunkach oddzia³ywania obci¹¿eñ cieplnych,
- dobre w³aœciwoœci œlizgowe,
- optymalna odpornoœæ na œcieranie,
- bardzo dobra odpornoœæ elektryczna w przypadku typów niemodyfikowanych,
- wysoka zdolnoœæ t³umienia drgañ i odpornoœæ na uderzenia,
- bardzo du¿a udarnoœæ,
- wysoka odpornoœæ na dzia³anie promieniowania UV, X, gamma,
- dobra obrabialnoœæ (ciêcie, toczenie, frezowanie),
- dobra odpornoœæ chemiczna na oleje, t³uszcze, smary, benzynê,
- niska rozszerzalnoϾ cieplna.
OdpornoϾ na uderzenia
Poliamidy mog¹ byæ zastosowane w obszarach z obci¹¿enia-
mi uderzeniowymi i zderzeniowymi bez kosztownych kons-
trukcji ochronnych. Tworzywo to, dziêki bardzo dobrym w³a-
œciwoœciom mechanicznym oraz wysokiej odpornoœci na
œcieranie, stosowane jest w budowie maszyn.
Odpornoœæ na œcieranie
Obok innych w³aœciwoœci poliamid ma wysok¹ odpornoœæ na
œcieranie i tym samym staje siê idealnym tworzywem dla ele-
mentów œlizgowych.
SamosmarownoϾ
Poliamid zmodyfikowany podczas polimeryzacji z olejem
mineralnym gwarantuje ci¹g³e smarowanie przez ca³y okres
jego u¿ytkowania. Dodatkowe smarowanie nie jest po-
trzebne.
Poziom naprê¿enia w³asnego
Na podstawie specjalnego procesu produkcji tworzywa me-
tod¹ odlewania otrzymuje siê poliamid o zmniejszonym po-
ziomie naprê¿eñ wewnêtrznych. Pozwala to wykorzystywaæ
go szczególnie do czêœci stosowanych przy pracy na sucho.
Poliamid PA (nylon)
TECHNICZNE TWORZYWA SZTUCZNE
®
- 10 -
Podstawowe rodzaje poliamidówPodstawowe rodzaje poliamidów
TECHNICZNE TWORZYWA SZTUCZNE
POLIAMID PA 6 (naturalny). Tworzywo sztuczne o dobrej odpornoœci na œcieranie (zw³aszcza przy wspó³pracy z chropo-
watymi powierzchniami), o wielostronnym zastosowaniu, dobrych zdolnoœciach t³umi¹cych, udarnoœci i wysokiej ci¹gliwoœci,
równie¿ w niskich temperaturach. PA 6 wyt³aczany oferuje optymalne po³¹czenia wytrzyma³oœci mechanicznej, sztywnoœci,
zdolnoœci do t³umienia drgañ i odpornoœci na œcierania. Jako gatunek najczêœciej stosowany nadaje siê do budowy konstrukcji
mechanicznych i produkcji czêœci zamiennych.
POLIAMID PA 6 z dodatkiem MoS2 (czarny). Tworzywo konstrukcyjne o podwy¿szonej strukturze krystalicznej i dobrych
w³aœciwoœciach œlizgowych w warunkach pracy awaryjnej. Dodatek dwusiarczku molibdenu podwy¿sza jego odpornoœæ na
œcieranie, poprawia w³aœciwoœci œlizgowe bez obni¿ania udarnoœci oraz wytrzyma³oœci na zmêczenie.
POLIAMID PA 6 G (czarny/naturalny/koœæ s³oniowa). W³aœciwoœci tego odlewanego gatunku nylonu s¹ bardzo zbli¿one do
gatunku Poliamid PA 66. Jego technologia przetwórstwa (bezpoœrednia polimeryzacja w formie) daje mo¿liwoœæ wytwarzania
du¿ych kszta³tek, jak i odlewów. Posiada dobr¹ skrawalnoœæ, wysok¹ ci¹gliwoœæ oraz odpornoœæ na pêkniêcia.
POLIAMID PA 6 G (czarny). Tworzywo to jest stabilizowanym cieplnie odlewanym nylonem o bardzo gêstej i wysokokrysta-
licznej strukturze. Lepsze w³asnoœci mechaniczne, wysoka odpornoœæ na œcieranie oraz znakomita skrawalnoœæ powoduj¹, ¿e
tworzywo to jest wykorzystywane do produkcji ³o¿ysk i innych czêœci mechanicznych nara¿onych na œcieranie, które pracuj¹w O
temperaturze powy¿ej 60 C. Wysoki stopieñ krystalizacji powoduje, ¿e poliamid PA 6 G posiada polepszon¹ twardoœæ
powierzchni oraz lepsz¹ odpornoœæ na zu¿ycie.
POLIAMID PA 6 G + MoS (antracytowy, czarny). Tworzywo o podwy¿szonym stopniu krystalicznoœci wskutek dodatku MoS . 2 2
Osi¹ga siê w ten sposób wy¿sze wartoœci wytrzyma³oœci, bez istotnego pogarszania ci¹gliwoœci. Wysoki stopieñ krystalicznoœci
powoduje polepszon¹ twardoœæ powierzchni i lepsz¹ odpornoœæ na zu¿ycie.
POLIAMID PA 6 G (zielony). Charakteryzuje siê wysokim stopniem wewnêtrznej smarowalnoœci. W porównaniu z innymi
poliamidami ma zmniejszony o 50% wspó³czynnik tarcia i poprawion¹ odpornoœæ na œcieranie a¿ do 10 razy. Zosta³ specjalnie
opracowany do zastosowañ w produkcji niesmarowanych czêœciach ruchomych.
POLIAMID PA 6 G + olej (szarobe¿owy). Odmiana zmodyfikowana olejem mineralnym i dodatkowymi stabilizatorami
zapewniaj¹cymi doskona³e w³aœciwoœci œlizgowe, szczególnie przydatne do pracy na sucho. Osi¹gniêty w tym gatunku
równomierny rozk³ad dodatku œlizgowego w ca³ym przekroju zapewnia prawie sta³e w³aœciwoœci œlizgowe i odpornoœæ na
œcieranie przez ca³y okres eksploatacji.
POLIAMID PA 6 (niebieski). Modyfikowany gatunek odlewanego poliamidu PA 6 o wy¿szej giêtkoœci i wytrzyma³oœci na
zmêczenie ni¿ standardowy PA 6 G. Doskona³y materia³ na ko³a zêbate oraz zêbatki.
POLIAMID PA 6 GF 30 (czarny). W porównaniu z czystym PA 66 ten wzmocniony szk³em gatunek nylonu charakteryzuje siê
zwiêkszon¹ wytrzyma³oœci¹ mechaniczn¹ i sztywnoœci¹. Mo¿e byæ stosowany równie¿ w wysokich temperaturach pracy.
POLIAMID PA 66 (naturalny). Tworzywo konstrukcyjne o wielostronnym zastosowaniu. W porównaniu z PA 6 jest to materia³ o
wiêkszej wytrzyma³oœci mechanicznej, sztywnoœci, odpornoœci cieplnej i chemicznej oraz odpornoœci na œcieranie.
Charakteryzuje siê wiêksz¹ odpornoœci¹ na pe³zanie lecz jego udarnoœæ i zdolnoœæ t³umienia drgañ s¹ mniejsze. Dobrze nadaje siê O
do obróbki mechanicznej na automatach tokarskich. Mo¿e byæ stosowany w trwa³ych temperaturach u¿ytkowych do 100 C.
POLIAMID PA 66 GF 30 (czarny). W porównaniu z czystym PA 66 ten wzmocniony 30% dodatkiem w³ókien szklanych gatunek
nylonu charakteryzuje siê zwiêkszon¹ wytrzyma³oœci¹ na rozci¹ganie i œciskanie, posiada lepsze w³asnoœci mechaniczne i
sztywnoœæ. Nieznaczna higroskopijnoœæ zapewnia wysok¹ odpornoœæ na pe³zanie i stabilnoœæ wymiarow¹,
a wszystko to przy zachowaniu znakomitej odpornoœci na œcieranie. Mo¿e pracowaæ równie¿ w wy¿szych temperaturach.
Wybrane zastosowania poliamidów
Jest u¿ywany do wytwarzania szerokiej gamy detali przemys³owych zarówno do produkcji czêœci oryginalnych, jak i zamien-nych
takich jak: tuleje i ³o¿yska œlizgowe, œruby okrêtowe, filtry paliwowe, ko³paki kó³, spojlery, pokrywy zbiorników, ró¿ne czêœci
maszyn, wtyczki kabli elektrycznych, wk³adki cierne, kó³ka suportu i prowadnic, rolki transportera, kr¹¿ki napinaj¹ce, ³o¿yska
œlizgowe, tuleje kó³ek i kr¹¿ków, ko³a pasowe i wyk³adziny kó³ pasowych, krzywki, podk³adki sprê¿yste, m³otki, skrobaki, kó³ka
zêbate, zêby kó³ ³añcuchowych, pierœcienie uszczelniaj¹ce i oporowe, œruby poci¹gowe, krzy¿e gwiazdowe, ko³ki mocuj¹ce, liny,
sieci rybackie, ko³a rowerów wyœcigowych, p³ytki skrawaj¹ce i siekaj¹ce, izolatory, itd.
®

- 11 -
W³aœciwoœci
- wysoka wytrzyma³oœæ mechaniczna, twardoœæ i sztywnoœæ,
- mo¿liwoœæ stosowania w du¿ym zakresie temperatur
- bardzo dobra stabilnoϾ wymiarowa,
- odpornoœæ na zmêczenie i œcieranie,
- dobre w³asnoœci œlizgowe (naturalna samosmarownoœæ),
- wysoka odpornoœæ na media chemiczne (gor¹c¹ wodê, rozcieñczone
kwasy, œrodki czyszcz¹ce, liczne rozpuszczalniki),
- wysoka udarnoœæ (równie¿ w niskich temperaturach),
- niewielka wodoch³onnoœæ,
- bardzo wysoka sprê¿ystoœæ powrotna,
- du¿a odpornoœæ na promieniowanie UV (dla odmian czarnych),
- stosowany w kontaktach z artyku³ami spo¿ywczymi (jest fizjologicz-
nie nieszkodliwy),
- wysoka odpornoœæ na pe³zanie,
- znakomita skrawalnoϾ,
- wykazuje wysok¹ odpornoœæ na przebicia elektryczne.
POM-C i POM-H (bia³y/czarny). Poliacetale to polimery, których ³añcuchy zawieraj¹ g³ównie grupy acetalowe
(-O-C-O-). Otrzymuje siê je g³ównie w wyniku polimeryzacji aldehydów. Czysty kopolimer (POM-C) acetalu w stosunku do
homopolimeru (POM-H) acetalu jest bardziej odporny na hydrolizê, mocne alkalia oraz degradacjê termiczno-tlenow¹.
Homopolimer ma jednak wy¿sz¹ wytrzyma³oœæ mechaniczn¹, odpornoœæ na pe³zanie i œcieranie. Posiada równie¿ ni¿szy
wspó³czynnik rozszerzalnoœci cieplnej, jest sztywniejszy i twardszy.
Obróbka mechaniczna
Poliacetale œwietnie nadaj¹ siê do obróbki na automatach to-
karskich i s¹ szczególnie zalecane do produkcji dok³adnych
czêœci mechanicznych. Dziêki dobrej skrawalnoœci POM mo-
¿e byæ u¿ywany do wytwarzania dok³adnych czêœci z mini-
maln¹ chropowat¹ wartoœci¹ powierzchni, takich jak: krzyw-
ki, gniazda zaworów, elementy zatrzaskowe, ³o¿yska i listwy
œlizgowe.
Sztywnoœæ i znakomita sprê¿ystoœæ powrotna
Poliacetale C i H, mimo minimalnych ró¿nic w twardoœci
i sztywnoœci, maj¹ zastosowanie wszêdzie tam, gdzie wyma-
gane jest wysokie bezpieczeñstwo pracy przez zachowanie
sta³ych w³aœciwoœci tworzywa. Szczególnie polecany jest do
wytwarzania kó³ zêbatych o ma³ych modu³ach, krzywek,
gniazd zaworów, mocno obci¹¿onych ³o¿ysk i kr¹¿ków, kó³
zêbatych o ma³ych luzach, wszelkiego rodzaju precyzyjnych
czêœci konstrukcji maszyn stabilnych wymiarowo.
OdpornoϾ na chemikalia
Poliacetale C i H posiadaj¹ dobr¹ odpornoœæ na wiele che-
mikaliów i umo¿liwiaj¹ ich stosowanie z mediami silnie
agresywnymi chemicznie.
Kontakt z artyku³ami spo¿ywczymi
Tworzywo to jest dopuszczone do bezpoœredniego kontaktu
z artyku³ami spo¿ywczymi (wytyczne UE i FDA) i jest
fizjologicznie nieszkodliwe.
Ma³a ch³onnoœæ wody
Dziêki ma³emu wch³anianiu wody jest mo¿liwe zastosowanie
tego tworzywa w obszarach mokrych jako elektrycznych izo-
latorów. POM jest wykorzystywany do produkcji: uszczel-
nieñ, elementów mieszaj¹cych i gniot¹cych, czêœci izoluj¹-O
cych elektrycznie i ci¹gle pracuj¹cych w wodzie do 80 C
(POM-C), wtyczek, izolatorów i listw wtykowych.
Kolor
Standardowo POM-C wystêpuje w kolorze bia³ym, natomiast
POM- H w czarnym.
Poliacetal (POM)Poliacetal (POM)
TECHNICZNE TWORZYWA SZTUCZNE
®
- 12 -
PTFE (bia³y) jest semikrystalicznym, wysokosprawnym termoplastem oraz jednym z najbardziej stabilnych termicznie O
tworzyw sztucznych (temperaturowy zakres pracy: od -200 do +260 C). Posiada odpornoœæ na dzia³anie niemal wszystkich
znanych pierwiastków, zwi¹zków chemicznych oraz rozpuszczalników. Doskona³a izolacyjnoœæ elektryczna i najni¿szy
wspó³czynnik dielektryczny spoœród wszystkich tworzyw sztucznych s¹ cechami istotnymi dla zastosowañ w elektrotechnice, 3
a zw³aszcza w technice wysokiej czêstotliwoœci. Charakterystyczn¹ cech¹ PTFE jest wysoka gêstoœæ (oko³o 2,2 g/cm ).
Mo¿liwe jest wykonywanie PTFE z dodatkiem grafitu (lub wêgla), w³ókien szklanych, br¹zu lub proszku metalu. Dziêki temu
unika siê u¿ywania odpornych na korozjê stali, a wykazywane w zale¿noœci od ró¿nych wi¹zañ z br¹zem zabarwienia nie
powoduj¹ ¿adnych zmian we w³aœciwoœciach materia³u. Teflony stosowane s¹ w przemyœle budowy aparatury chemicznej,
budowy maszyn, technice transportowej, w produkcji pomp i armatury, w elektrotechnice, elektronice, technice laserowej,
oczyszczaniu spalin, instalacjach wody ultraczystej, kriotechnice, technice filtracyjnej, œrodków spo¿ywczych i medycznej.
W³aœciwoœci
- bardzo wysoka udarnoœæ tak¿e w niskich temperaturach,
- znakomite w³aœciwoœci œlizgowe i œcieralne,
- praktycznie brak zjawiska drgañ œciernych (tzw. efekt
stick-slip),O
- wysoka temperatura ci¹g³ego u¿ytkowania (+260 C),
- bardzo dobra odpornoœæ na oddzia³ywanie prawie wszyst-
kich czynników chemicznych i rozpuszczalników,
- wytrzyma³oœæ na hydrolizê i gor¹c¹ parê,
- bardzo dobra wytrzyma³oœæ na promieniowanie ultrafiole-
towe,
- wysoka odpornoϾ cieplna (praktycznie nietopliwy, samo-
gasn¹cy i ciê¿ko zapalaj¹cy siê wg. UL 94),
- w zale¿noœci od typu, elektrycznie izoluj¹cy lub antysta-
tyczny,
- obojêtnoœæ fizjologiczna - nieszkodliwy dla organizmu a¿ O
do temperatury +270 C, bezsmakowy, bezzapachowy, nie-
toksyczny, odporny na dzia³anie mikroorganizmów i grzy-
bów,
- odpornoœæ na podciœnienie (nie wystêpuje odgazowywanie
ani depolimeryzacja).
Teflon (PTFE)Teflon (PTFE)
Wytrzyma³oœæ
PTFE jest tworzywem najbardziej odpornym na organiczne
i nieorganiczne chemikalia.
Przy pracy w œrodowisku promieniowania ultrafioletowego
mo¿liwe jest zastosowanie go w pomieszczeniach zamkniê-
tych i na zewn¹trz ze zmniejszon¹ d³ugoœci¹ zmian w³aœci-
woœci tworzywa. Te w³aœciwoœci zmniejszaj¹ czêstoœæ kon-
serwacji, która w przeciwnym razie by³aby konieczna ze
wzglêdu na korozjê. Redukuj¹ tym samym u¿ywanie odpor-
nych na korozjê stali.
Zachowanie œlizgowe
Wszystkie rodzaje PTFE wraz z tworzywem PE 2000
posiadaj¹ najmniejszy wspó³czynnik œlizgowy wœród wszyst-
kich tworzyw technicznych. Typowa dla PTFE jest bardzo
niska przyczepnoœæ i tym samym najni¿sze wspó³czynniki
tarcia na prawie wszystkich cia³ach sta³ych.
Dziêki równoœci statycznego i dynamicznego wspó³czynnika
tarcia praktycznie nie wystêpuje zjawisko "drgañ ciernych"
tzw. efekt stick-slip. Te w³aœciwoœci zmniejszaj¹ konieczn¹
moc napêdow¹, redukuj¹c tym samym zu¿ycie energii. PTFE
jest szczególnie polecany do wszelkiego rodzaju uszczelnieñ,
³o¿ysk i listew œlizgowych, gniazd zaworów oraz wirników
pomp.
UdarnoϾ
PTFE mo¿e byæ stosowany przy obci¹¿eniach uderzenio-
wych i zderzeniowych bez zbytecznych konstrukcji ochron-
nych nawet w ekstremalnie niskich temperaturach. Stosowa-
nie PTFE redukuje ha³as i t³umi uderzenia.
TECHNICZNE TWORZYWA SZTUCZNE
®

- 13 -
Temperatura ci¹g³ego u¿ytkowaniaO O
Temperatura ci¹g³ego u¿ytkowania zawiera siê w przedziale -200 C do +260 C. Trudno zapalne tworzywo wg. UL 94 pod-
wy¿sza bezpieczeñstwo urz¹dzeñ przy pracy w wysokich temperaturach. Niewzmocnione typy PTFE preferowane s¹ w zasto-
sowaniach wysokotemperaturowych z uwagi na ich korzystne w³aœciwoœci œlizgowe, nisk¹ œcieralnoœæ oraz parametry che-
miczne, mechaniczne i elektryczne.
Kontakt z artyku³ami spo¿ywczymi
PTFE jest dopuszczony do bezpoœredniego kontaktu z artyku³ami spo¿ywczymi (wytyczne UE i FDA) i jest fizjologicznie nie-
szkodliwy. PTFE + br¹z, PTFE+GF, PTFE+MoSz i z dodatkiem wêgla nie jest dopuszczony do bezpoœredniego kontaktu z
artyku³ami spo¿ywczymi ale jest fizjologicznie nieszkodliwy.
Wytrzyma³oœæ na zu¿ycie
Poprzez wprowadzenie 25% wêgla lub 60% br¹zu do substancji podstawowej zosta³a zoptymalizowana twardoœæ, wytrzyma-
³oœæ na œciskanie, wytrzyma³oœæ trwa³a w po³¹czeniu z odpornoœci¹ na œcieranie.
W po³¹czeniu z wêglem, jako antystatyczne tworzywo œlizgowe, mo¿e byæ stosowane do produkcji prowadnic prasowych
z prêdkoœci¹ przenoszenia od ponad 1 m/s, kiedy zastosowanie czarnego antystatycznego PE 1000 jest niemo¿liwe.
PTFE + br¹z jest antystatyczny, wykazuje niski wspó³czynnik rozszerzalnoœci oraz dobr¹ przewodnoœæ termiczn¹. Dziêki tym
w³aœciwoœciom, mo¿na go stosowaæ jako wyk³adziny zbiorników, w ruroci¹gach, jako obci¹gi walców i obudowy filtrów.
Kolor
PTFE dostarczamy w kolorze bia³ym. PTFE + br¹z wystêpuje w kolorze br¹zowym, a z wêglem w kolorze czarnym.
TECHNICZNE TWORZYWA SZTUCZNE
®
- 14 -
PVDF jest wysokokrystalicznym, nie wzmocnionym poli-
merem fluorowym o wysokim stopniu krystalizacji, ³¹cz¹-
cym dobre w³asnoœci mechaniczne, cieplne i elektryczne ze
znakomit¹ odpornoœci¹ chemiczn¹. Nale¿y razem z PTFE do
grupy ci¹gliwie-sprê¿ystych, termoplastycznych tworzyw
fluorowych. PVDF wystêpuje w postaci nieprzezroczystej
w kolorze bia³ym (wysoka odpornoœæ na chemikalia i dobre
w³aœciwoœci trybologiczne, wysoka obci¹¿alnoœæ mechanicz-
na) oraz w kolorze czarnym z dodatkiem 8% w³ókien wêglo-
wych (poprawiona termiczna stabilnoœæ kszta³tu, zwiêkszona
odpornoœæ na œcieranie) lub sadzy przewodz¹cej (prze-
wodz¹cy elektrycznie). Znajduje zastosowanie w przemyœle:
petrochemicznym, chemicznym, ¿ywnoœciowym, papierni-
czym, tekstylnym i j¹drowym.
Polifluorek winylidenu (PVDF)
W³aœciwoœci:
- wysoka wytrzyma³oœæ mechaniczna,
- sztywnoœæ i odpornoœæ na pe³zanie (lepsza ni¿ innych fluoropolimerów),
- wysoka odpornoœæ na obci¹¿enia równie¿ w niskich temperaturach,
- znakomita odpornoœæ chemiczna i na hydrolizê,O
- wysoka dopuszczalna temperatura pracy (150 C),
- dobre w³aœciwoœci œlizgowe i dobra odpornoœæ na œcieranie,
- dobre w³aœciwoœci elektroizolacyjne,
- obojêtnoœæ fizjologiczna (odpowiednia do kontaktu z ¿ywnoœci¹),
- dobra stabilnoϾ wymiarowa,
- w³aœciwa fluorowcom niska palnoœæ,
- wyj¹tkowa odpornoœæ na dzia³anie UV oraz czynników atmosferycznych,
- dobra skrawalnoœæ oraz sprê¿ystoœæ zwrotna,
- wytrzyma³oœæ na œciskanie.
Polifluorek winylidenu (PVDF)
TECHNICZNE TWORZYWA SZTUCZNE
®

- 15 -
Trwa³oœæ
PVDF posiada obok dobrej wytrzyma³oœci na œcieranie, do-
br¹ sztywnoœæ, która czyni go idealnym tworzywem do kon-
strukcji i budowy maszyn i pojazdów. Znajduje zastosowanie
w technice transportowej, elektrotechnice, technice lasero-
wej, budowie instalacji solarnych, oczyszczaniu spalin, insta-
lacjach wody ultraczystej, elektronice, technice filtracyjnej
oraz w budowie elementów techniki bezpieczeñstwa.
Wytrzyma³oœæ
PVDF posiada du¿¹ chemiczn¹ wytrzyma³oœæ. Przy obci¹¿e-
niu chemicznym nie powstaje zagro¿enie wyst¹pienia korozji
naprê¿eniowej. Jest bardzo odporny na hydrolizê, sterylizacjê O
i wysokie temperatury do 150 C. Dziêki temu dobrze spraw-
dza siê w kontakcie z artyku³ami spo¿ywczymi i w medycy-
nie. Mo¿e byæ wykorzystywany do budowy aparatury che-
micznej, izolatorów termicznych i wtyczek.
OdpornoϾ na promieniowanie UV
PVDF charakteryzuje siê bardzo dobr¹ odpornoœci¹ na pro-
mieniowanie ultrafioletowe i dzia³anie czynników atmosfe-
rycznych. Dziêki temu mo¿e byæ wykorzystywany zarówno
w pomieszczeniach zamkniêtych, jak i na zewn¹trz.
StabilnoϾ wymiarowa
PVDF nie przyjmuje prawie w ogóle wilgoci, a tym samym
wymiary elementów z niego wykonanych pozostaj¹ sta³e na-
wet w zastosowaniu mokrym. Jest wykorzystywany do pro-
dukcji kad³ubów pomp, p³yt filtracyjnych, korpusów zawo-
rów, wyk³adzin zbiorników, uszczelnieñ, wirników, walców,
elementów mieszaj¹cych i gniot¹cych.
Kontakt z artyku³ami spo¿ywczymi
Dopuszczony do bezpoœredniego kontaktu z artyku³ami spo-
¿ywczymi (jest fizjologicznie obojêtny).
Kolor
PVDF dostarczamy w kolorze naturalnym lub czarnym.
TECHNICZNE TWORZYWA SZTUCZNE
®

- 16 -
PEEK to wysokosprawne semikrystaliczne tworzywo sztuczne, które dziêki unikalnym w³aœciwoœciom jest odpowiednie do
bardzo wielu zastosowañ o du¿ych wymaganiach. Wyró¿nia siê wysok¹ krystalicznoœci¹ i doskona³¹ wytrzyma³oœci¹
mechaniczn¹.
PEEK wystêpuje w 4 formach podstawowych:
- bez domieszek (kolor be¿owy) - posiada dobr¹ wytrzyma³oœæ termiczno-mechaniczn¹, dobr¹ odpornoœæ chemiczn¹ i w³as-
noœci œlizgowe oraz bardzo dobr¹ izolacyjnoœæ elektryczn¹,
- wzmocniony 30% dodatkiem w³ókien szklanych (kolor be¿owy) - charakteryzuje siê podwy¿szon¹ odpornoœci¹ na œcieranie,
lepsz¹ termiczn¹ stabilnoœci¹ kszta³tu i izolacyjnoœci¹ elektryczn¹,
- wzmocniony 30% dodatkiem w³ókien wêglowych (kolor czarny) - lepsza termiczna stabilnoœæ kszta³tu podwy¿szona odpor-
noœæ na œcieranie bez utraty dobrych w³aœciwoœci œlizgowych,
- wzmocniony 10% dodatkiem PTFE, w³ókien wêglowych i grafitu (kolor czarny) - formu³a o optymalnych w³aœciwoœciach
trybologicznych.
Tworzywo to znajduje szerokie zastosowanie w budowie pojazdów i maszyn tekstylnych, papierniczych i pakuj¹cych, elektro-
technice, mechanice precyzyjnej, technice medycznej i œrodków spo¿ywczych, technice j¹drowej i pró¿niowej oraz w budowie
aparatury.
Polieteroeteroketon (PEEK)
W³aœciwoœci:
- odpornoœæ na wysok¹ temperaturê,
- najwy¿sza wytrzyma³oœæ na œcieranie w porównaniu z innymi tworzywami o wysokiej wydajnoœci,
- stabilnoϾ wymiarowa,
- bardzo dobra ci¹gliwoœæ,
- wyj¹tkowa odpornoœæ na promieniowanie UV oraz wysokoenegretyczne (gamma oraz X),
- bardzo dobra odpornoœæ na substancje chemiczne i hydrolizê (ochrona powierzchni przed chemikaliami jest zbêdna),
- ma³y termiczny wspó³czynnik rozszerzalnoœci,
- w zale¿noœci od typu, dopuszczony do kontaktu z artyku³ami spo¿ywczymi,
- wysoka obci¹¿alnoœæ termiczna i mechaniczna,
- wysoka odpornoœæ na pe³zanie,
- izoluj¹cy elektrycznie,
- niska palnoœæ oraz bardzo ma³e wydzielanie dymu podczas spalania.
Polieteroeteroketon (PEEK)
TECHNICZNE TWORZYWA SZTUCZNE
®
- 19 -
OdpornoϾ na chemikalia
PEEK posiada doskona³¹ odpornoœæ na chemikalia, która da-
je mo¿liwoœæ jego u¿ycia w kontakcie z wieloma materia³a-
mi. Nie jest przy tym konieczne zastosowanie ochronnych
powierzchni lub wysokostopowych metali. Jednoczeœnie jest O
on odporny na hydrolizê (260 C) i gor¹c¹ parê. Ze wzglêdu na
znoszenie czêstej sterylizacji bez powstawania pêkniêæ na-
prê¿eniowych PEEK jest wykorzystywany w medycynie
i przemyœle spo¿ywczym .
Odpornoœæ na temperaturêO
Trwa³a temperatura u¿ytkowania PEEK siêga 260 C. Zostaj¹
przy niej zachowane jego elektryczne wartoœci oporowe oraz
sztywnoœæ i trwa³oœæ.
Przy zastosowaniach o trwa³ym obci¹¿eniu i wp³ywie tempe-
ratury zapewnia dobr¹ odpornoœæ formy. Daje to mo¿liwoœæ
wykorzystania go w technice medycznej.
W³aœciwoœci œlizgowe i cierne
Dziêki modyfikacji PEEK posiada wyj¹tkowe w³aœciwoœci
œlizgowe i ulepszone zachowania œcierne. Jest stosowany
m.in. do wytwarzania kó³ zêbatych, ³o¿ysk i listw œlizgowych
oraz ok³adzin ciernych.
Wspó³czynnik rozszerzalnoœci cieplnej
PEEK posiada ma³y wspó³czynnik rozszerzalnoœci termicz-
nej w porównaniu z innymi technicznymi tworzywami sztu-
cznymi. Optymalna stabilnoœæ wymiarów pozwala na sto-
sowanie tego tworzywa w œrodowisku mokrym bez zmiany
kszta³tów. Pozwala to na unikniêcie kosztownych konstrukcji
w po³¹czeniach tworzywo sztuczne - metal. Wykorzystywany
m.in. przy produkcji tulei, ko³nierzy, pierœcieni oporowych
i listw dystansowych.
Kontakt z artyku³ami spo¿ywczymi
PEEK czysty jest dopuszczony do bezpoœredniego kontaktu z
artyku³ami spo¿ywczymi (jest fizjologicznie nieszkodli-wy).
PEEK czarny jest fizjologicznie nieszkodliwy, nie jest jednak
dopuszczony do bezpoœredniego kontaktu z artyku³ami spo-
¿ywczymi.
Kolory
PEEK dostarczamy w kolorze be¿owym lub czarnym w za-
le¿noœci od zastosowañ, do których ma byæ przeznaczony.
TECHNICZNE TWORZYWA SZTUCZNE
®
- 18 -
Politereftalan Etylenu (PET)
PET jest semikrystalicznym konstrukcyjnym tworzywem sztucznym o wysokiej wytrzyma³oœci i ci¹gliwoœci, doskona³ej
skra-walnoœci, co zapewnia szeroki zakres jego zastosowañ. PET + œrodek samosmarny jest politereftalanem etylenu
zawieraj¹cym równomiernie rozprowadzon¹ substancjê smaruj¹c¹.
W³aœciwoœci:
- wysoka wytrzyma³oœæ mechaniczna,
- sztywnoϾ oraz twardoϾ,
- wysoka wytrzyma³oœæ trwa³a tak¿e w wysokich temperaturach,
- dobra ci¹gliwoœæ,
- dobra sklejalnoϾ i spawalnoϾ,
- bardzo wysoka odpornoœæ na pe³zanie,
- niski i sta³y wspó³czynnik tarcia,
- bardzo wysoka odpornoœæ na œcieranie (porównywalna lub wy¿sza ni¿
w przypadku poliamidów),
- bardzo dobra stabilnoœæ wymiarowa (lepsza ni¿ w przypadku poliacetalu),
- doskona³a odpornoœæ na zabrudzenia,
- lepsza odpornoœæ na dzia³anie kwasów ni¿ w przypadku PA i POM
- obojêtnoœæ fizjologiczna (wyroby z PET s¹ dopuszczone do kontaktu z ¿yw-
noœci¹),
- wysoka odpornoœæ na dzia³anie promieniowania wysokoenergetycznego
(gamma oraz X),
- niska udarnoœæ (ni¿sza ni¿ w przypadku poliamidu i poliacetalu),
- bardzo dobrze izoluj¹cy elektrycznie,
- dobra skrawalnoϾ i polerowalnoϾ,
- odpornoœæ na rozcieñczone kwasy, œrodki czyszcz¹ce, liczne rozpuszczalniki.
Obróbka mechaniczna
Dziêki dobrej obrabialnoœci i stabilnoœci kszta³tu na ciep³o,
PET jest odpowiedni m.in. do wytwarzania czêœci o w¹skich
tolerancjach.
W³aœciwoœci œlizgowe i œcieralne
Jest idealnym tworzywem do zastosowañ œlizgowych i œcie-
ralnych wykazuj¹c ma³y wspó³czynnik œlizgowy i wysokie
dynamiczne obci¹¿enie. Dziêki temu mo¿liwe jest zreduko-
wanie koniecznych mocy napêdowych w urz¹dzeniach, unik-
niêcie zachowañ drgañ ciernych oraz znaczne przed³u¿enie
¿ywotnoœci stosowanych czêœci. Stosowany do wyrobu listw
i ³o¿ysk œlizgowych, prowadnic, kó³ zêbatych,
StabilnoϾ wymiarowa
PET nieznacznie poch³ania wilgoæ i dziêki niskiemu wspó³-
czynnikowi rozszerzalnoœci umo¿liwia wysok¹ stabilnoœæ
wymiarow¹. Znajduje zastosowanie w produkcji precyzyj-
nych czêœci mechanicznych: tulei, prowadnic, kó³ zêbatych,
rolek, elementów pomp, podk³adek oporowych.
Szczególne w³aœciwoœci czystego PET sprawiaj¹, ¿e dosko-
nale nadaje siê do produkcji precyzyjnych czêœci mechanicz-
nych, wytrzyma³ych na du¿e obci¹¿enia oraz/lub odpornych
na œcieranie.
OdpornoϾ UV
PET wykazuje dobr¹ odpornoœæ na promieniowanie ultrafio-
letowe i ma³¹ ch³onnoœæ wilgoci, co umo¿liwia stosowanie go
na wolnym powietrzu. Redukuje to koszty ochrony powierz-
chni jakie ponosi siê np. przy stosowaniu metalu.
Kontakt z artyku³ami spo¿ywczymi
PET jest dopuszczony do bezpoœredniego kontaktu z artyku-
³ami spo¿ywczymi (jest fizjologicznie nieszkodliwy).
Kolor
PET dostarczamy w kolorze bia³ym, a jego odmianê samo-
smaruj¹c¹ w kolorze jasnoszarym.
Politereftalan Etylenu (PET)
TECHNICZNE TWORZYWA SZTUCZNE
®
- 19 -
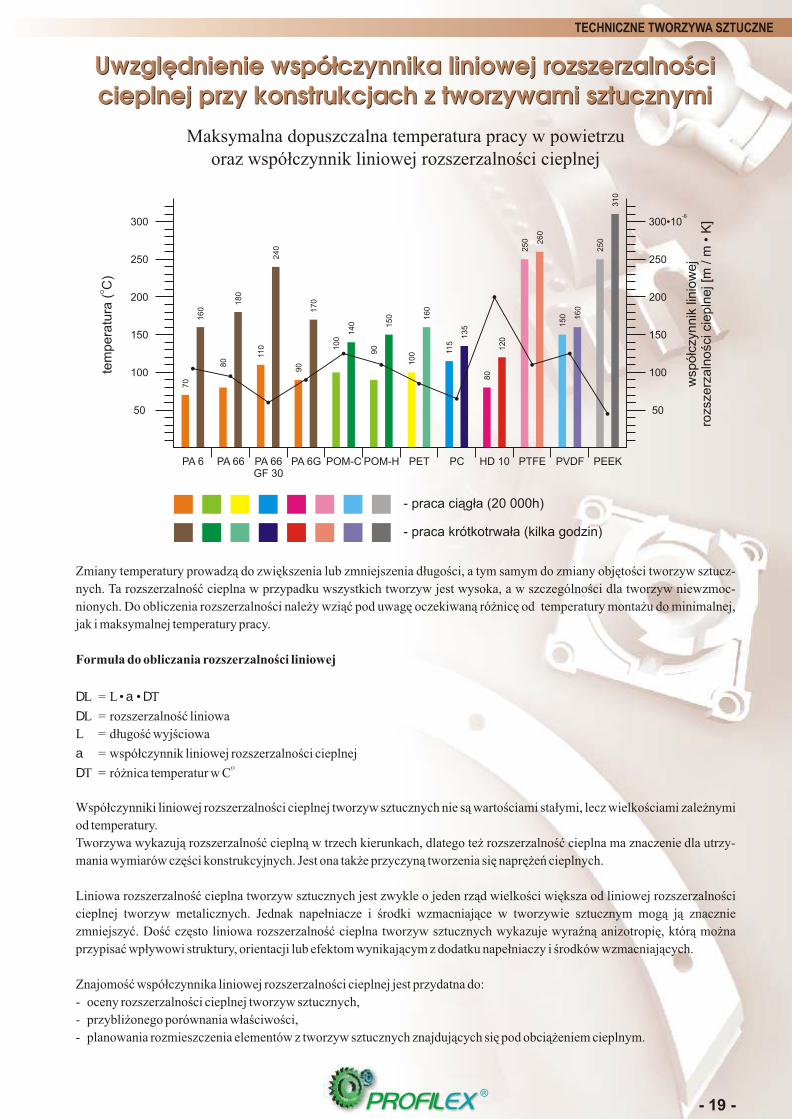
Maksymalna dopuszczalna temperatura pracy w powietrzuoraz wspó³czynnik liniowej rozszerzalnoœci cieplnej
Zmiany temperatury prowadz¹ do zwiêkszenia lub zmniejszenia d³ugoœci, a tym samym do zmiany objêtoœci tworzyw sztucz-
nych. Ta rozszerzalnoœæ cieplna w przypadku wszystkich tworzyw jest wysoka, a w szczególnoœci dla tworzyw niewzmoc-
nionych. Do obliczenia rozszerzalnoœci nale¿y wzi¹æ pod uwagê oczekiwan¹ ró¿nicê od temperatury monta¿u do minimalnej,
jak i maksymalnej temperatury pracy.
Formu³a do obliczania rozszerzalnoœci liniowej
DL = L • a • DT
DL = rozszerzalnoϾ liniowa
L = d³ugoœæ wyjœciowa
a = wspó³czynnik liniowej rozszerzalnoœci cieplnejODT = ró¿nica temperatur w C
Wspó³czynniki liniowej rozszerzalnoœci cieplnej tworzyw sztucznych nie s¹ wartoœciami sta³ymi, lecz wielkoœciami zale¿nymi
od temperatury.
Tworzywa wykazuj¹ rozszerzalnoœæ ciepln¹ w trzech kierunkach, dlatego te¿ rozszerzalnoœæ cieplna ma znaczenie dla utrzy-
mania wymiarów czêœci konstrukcyjnych. Jest ona tak¿e przyczyn¹ tworzenia siê naprê¿eñ cieplnych.
Liniowa rozszerzalnoœæ cieplna tworzyw sztucznych jest zwykle o jeden rz¹d wielkoœci wiêksza od liniowej rozszerzalnoœci
cieplnej tworzyw metalicznych. Jednak nape³niacze i œrodki wzmacniaj¹ce w tworzywie sztucznym mog¹ j¹ znacznie
zmniejszyæ. Doœæ czêsto liniowa rozszerzalnoœæ cieplna tworzyw sztucznych wykazuje wyraŸn¹ anizotropiê, któr¹ mo¿na
przypisaæ wp³ywowi struktury, orientacji lub efektom wynikaj¹cym z dodatku nape³niaczy i œrodków wzmacniaj¹cych.
Znajomoœæ wspó³czynnika liniowej rozszerzalnoœci cieplnej jest przydatna do:
- oceny rozszerzalnoœci cieplnej tworzyw sztucznych,
- przybli¿onego porównania w³aœciwoœci,
- planowania rozmieszczenia elementów z tworzyw sztucznych znajduj¹cych siê pod obci¹¿eniem cieplnym.
- praca ci¹g³a (20 000h)
- praca krótkotrwa³a (kilka godzin)
PA 6 PA 66 PA 66GF 30
PA 6G POM-C POM-H PET PC HD 10 PTFE PVDF PEEK
50 50
100 100
150 150
200
70
16
0
80
18
0
110
24
0
90
17
0
10
0
14
0
90
15
0
10
0
16
0
115
13
5
80
12
0
25
0 26
0
15
0 16
0
25
0
31
0
200
250 250
300-6
300•10
O
tem
pe
ratu
ra (
C)
wsp
ó³c
zyn
nik
lin
iow
ej
rozs
zerz
aln
oœc
i cie
pln
ej [
m / m
• K
]
Uwzglêdnienie wspó³czynnika liniowej rozszerzalnoœcicieplnej przy konstrukcjach z tworzywami sztucznymi
Uwzglêdnienie wspó³czynnika liniowej rozszerzalnoœcicieplnej przy konstrukcjach z tworzywami sztucznymi
TECHNICZNE TWORZYWA SZTUCZNE
®
- 20 -
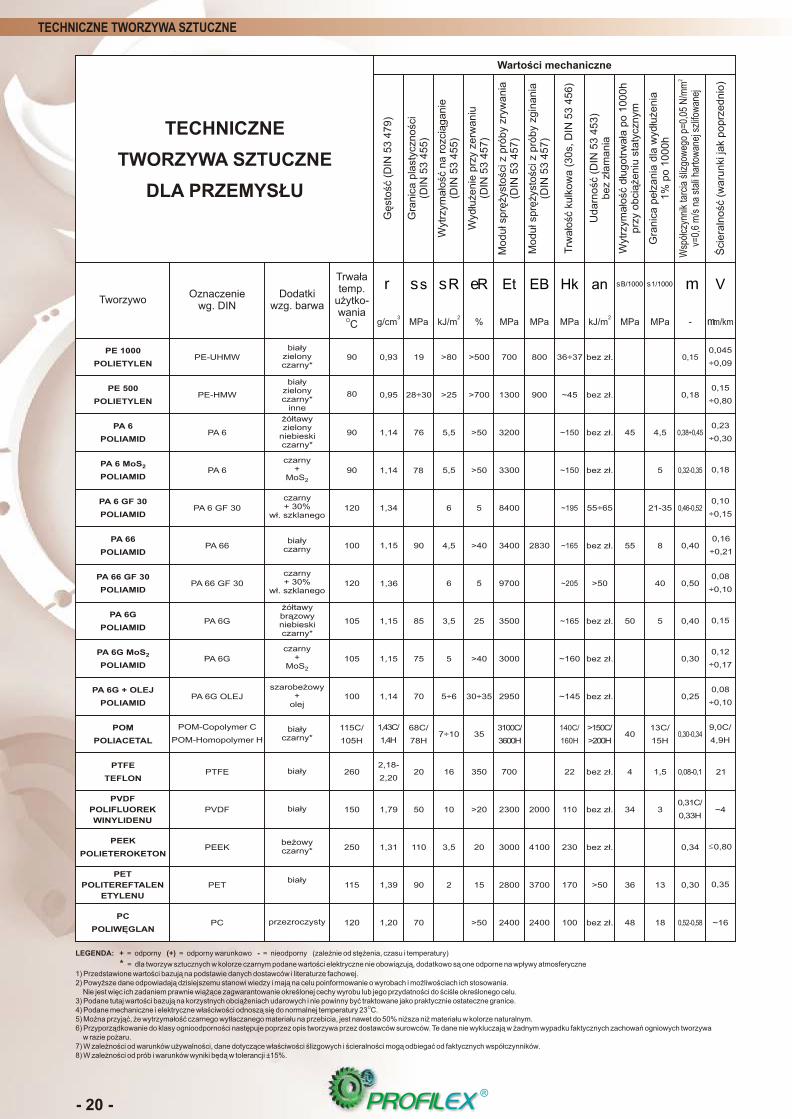
TECHNICZNE
TWORZYWA SZTUCZNE
DLA PRZEMYS£U
TworzywoOznaczenie
wg. DINDodatki
wzg. barwa
Trwa³atemp.
u¿ytko-wania
OC
r ss sR eR Et EB Hk an VmsB/1000 s1/1000
Gê
sto
Ͼ (
DIN
53
47
9)
Œci
era
lno
Ͼ (
wa
run
ki ja
k p
op
rze
dn
io)2
Wsp
ó³cz
ynni
k ta
rcia
œliz
gow
ego
p=0,
05 N
/mm
v=0,
6 m
/s n
a st
ali h
arto
wan
ej s
zlifo
wan
ej
Gra
nic
a p
e³z
an
ia d
la w
yd³u
¿en
ia1
% p
o 1
00
0h
Wyt
rzym
a³o
Ͼ d
³ug
otr
wa
³a p
o 1
00
0h
prz
y o
bci
¹¿e
niu
sta
tycz
nym
Ud
arn
oϾ
(D
IN 5
3 4
53
)b
ez
z³a
ma
nia
Trw
a³o
Ͼ k
ulk
ow
a (
30
s, D
IN 5
3 4
56
)
Mo
du
³ sp
rê¿y
sto
œci z
pró
by
zgin
an
ia(D
IN 5
3 4
57
)
Mo
du
³ sp
rê¿y
sto
œci z
pró
by
zryw
an
ia(D
IN 5
3 4
57
)
Wyd
³u¿e
nie
prz
y ze
rwa
niu
(DIN
53
45
7)
Wyt
rzym
a³o
Ͼ n
a r
ozc
i¹g
an
ie(D
IN 5
3 4
55
)
Gra
nic
a p
last
yczn
oœc
i(D
IN 5
3 4
55
)
Wartoœci mechaniczne
PE 1000
POLIETYLENPE-UHMW 90 0,93 19 >80 >500 700 800 36÷37 bez z³. 0,15
0,045
÷0,09
80 0,95 28÷30 >25 >700 1300 900 ~45 bez z³. 0,18
90 1,14 5,576 >50 3200 ~150 bez z³. 45 4,5 0,38÷0,45
90 1,14 78 5,5 >50 3300 ~150 bez z³. 5 0,32-0,35 0,18
120 1,34 6 5 8400 ~195 55÷65 21-35 0,46-0,52
100 1,15 90 4,5 >40 3400 2830 ~165 bez z³. 55 8 0,40
120 1,36 6 5 9700 ~205 >50 40 0,50
105 1,15 85 3,5 25 3500 ~165 bez z³. 50 5 0,40 0,15
105 1,15 75 5 >40 3000 ~160 bez z³. 0,30
100 1,14 70 5÷6 30÷35 2950 ~145 bez z³. 0,25
115C/
105H
1,43C/
1,4H
68C/
78H7÷10 35
3100C/
3600H
140C/
160H40 0,30-0,34
13C/
15H
>150C/
>200H
2602,18-
2,2020 350 700 22 bez z³. 4 1,5 0,08-0,1 2116
150 1,79 50 10 >20 2300 2000 110 bez z³. 34 30,31C/
0,33H~4
250 1,31 110 3,5 20 3000 4100 230 bez z³. 0,34
115 1,39 90 2 15 2800 170 >50 36 13 0,30 0,35
120 1,20 70 >50 2400 100 bez z³. 48 18 0,52-0,58 ~16
bia³yzielonyczarny*
bia³yzielonyczarny*
inne
¿ó³tawyzielony
niebieskiczarny*
czarny+
MoS2
czarny+ 30%
w³. szklanego
bia³yczarny
czarny+ 30%
w³. szklanego
¿ó³tawybr¹zowyniebieskiczarny*
czarny+
MoS2
szarobe¿owy+
olej
bia³yczarny*
bia³y
bia³y
be¿owyczarny*
bia³y
przezroczysty
PE-HMW
PA 6
PA 6
PA 6 GF 30
PA 66
PA 66 GF 30
PA 6G
PA 6G
PA 6G OLEJ
POM-Copolymer C
POM-Homopolymer H
PTFE
PVDF
PEEK
PET
PC
PE 500
POLIETYLEN
PA 6
POLIAMID
PA 6 MoS2
POLIAMID
PA 6 GF 30
POLIAMID
PA 66
POLIAMID
PA 66 GF 30
POLIAMID
PA 6G
POLIAMID
PA 6G MoS2
POLIAMID
PA 6G + OLEJ
POLIAMID
POM
POLIACETAL
PTFE
TEFLON
PEEK
POLIETEROKETON
PC
POLIWÊGLAN
PVDF
POLIFLUOREK
WINYLIDENU
PET
POLITEREFTALEN
ETYLENU
3g/cm MPa
2kJ/m % MPa MPa MPa
2kJ/m mm/km-MPa MPa
LEGENDA: + = odporny (+) = odporny warunkowo - = nieodporny (zale¿nie od stê¿enia, czasu i temperatury)
* = dla tworzyw sztucznych w kolorze czarnym podane wartoœci elektryczne nie obowi¹zuj¹, dodatkowo s¹ one odporne na wp³ywy atmosferyczne
1) Przedstawione wartoœci bazuj¹ na podstawie danych dostawców i literaturze fachowej.2) Powy¿sze dane odpowiadaj¹ dzisiejszemu stanowi wiedzy i maj¹ na celu poinformowanie o wyrobach i mo¿liwoœciach ich stosowania. Nie jest wiêc ich zadaniem prawnie wi¹¿¹ce zagwarantowanie okreœlonej cechy wyrobu lub jego przydatnoœci do œciœle okreœlonego celu.3) Podane tutaj wartoœci bazuj¹ na korzystnych obci¹¿eniach udarowych i nie powinny byæ traktowane jako praktycznie ostateczne granice.
O4) Podane mechaniczne i elektryczne w³aœciwoœci odnosz¹ siê do normalnej temperatury 23 C.5) Mo¿na przyj¹æ, ¿e wytrzyma³oœæ czarnego wyt³aczanego materia³u na przebicia, jest nawet do 50% ni¿sza ni¿ materia³u w kolorze naturalnym.6) Przyporz¹dkowanie do klasy ognioodpornoœci nastêpuje poprzez opis tworzywa przez dostawców surowców. Te dane nie wykluczaj¹ w ¿adnym wypadku faktycznych zachowañ ogniowych tworzywa w razie po¿aru.7) W zale¿noœci od warunków u¿ywalnoœci, dane dotycz¹ce w³aœciwoœci œlizgowych i œcieralnoœci mog¹ odbiegaæ od faktycznych wspó³czynników.8) W zale¿noœci od prób i warunków wyniki bêd¹ w tolerancji ±15%.
TECHNICZNE TWORZYWA SZTUCZNE
3700
2400
0,15
÷0,80
0,23
÷0,30
0,10
÷0,15
0,16
÷0,21
0,08
÷0,10
0,12
÷0,17
0,08
÷0,10
9,0C/
4,9H
0,80
®
- 21 -
Tm Tg HDT/A HDT/B EdrDer tana w(H O)2 Wsl c a Ro
Tem
pe
ratu
ra to
pn
ien
ia (
DIN
53
73
6)
Re
zyst
an
cja
po
wie
rzch
nio
wa
(DIN
53
48
2)
Str
atn
oϾ
die
lekt
rycz
na
(1
0 M
Hz)
(DIN
53
48
3, IE
C-2
50
)
Re
zyst
ywn
oϾ
skr
oœn
a(D
IN 5
3 4
82
, V
DE
03
03
Te
il 3
)
Sta
³a d
iele
ktry
czn
a (
10
MH
z)(D
IN 5
3 4
83
, IE
C-2
50
)
Wsp
ó³c
zyn
nik
wyd
³u¿a
lno
œci l
inio
we
jO
(23
C)
OP
oje
mn
oϾ
cie
pln
a w
³aœc
iwa
(2
3C
)
OP
rze
wo
dn
oϾ
cie
pln
a (
23
C)
Tem
pe
ratu
ra u
¿ytk
ow
a k
rótk
otr
wa
³a
Wyt
rzym
a³o
Ͼ te
rmic
zna
wg
. IS
O-R
75
,m
eto
da
B (
DIN
53
46
1)
Wyt
rzym
a³o
Ͼ e
lekt
rycz
na
(DIN
53
48
2, IE
C-2
43
, V
DE
03
03
Te
il 2
)
Od
po
rno
Ͼ n
a p
r¹d
y p
e³z
aj¹
ce(D
IN 5
3 4
80
, V
DE
Te
il 1
)
Wch
³an
ian
ie w
ilgo
ci w
klim
aci
e n
or-
ma
lnym
do
na
syce
nia
(D
IN 5
3 7
15
)
Wch
³an
ian
ie w
od
y d
o n
asy
cen
ia(D
IN 5
3 4
95
)
Od
po
rno
Ͼ n
a w
od
ê g
or¹
c¹i r
ozt
wo
ry m
yj¹
ce
Pa
lno
Ͼ w
g. st
an
da
rdu
UL 9
4
Od
po
rno
Ͼ n
a w
p³y
wy
atm
osf
ery
czn
e*
Wyt
rzym
a³o
Ͼ te
rmic
zna
wg
. IS
O-R
75
,m
eto
da
A (
DIN
53
46
1)
Dyn
am
iczn
a te
mp
era
tura
ze
szkl
en
ia(D
IN 5
3 7
36
)
Wartoœci termiczne Wartoœci elektryczne8) * Dane ró¿ne
-
-
-
+
+
-
+
-
+
-
-
+
+
-
-
-
HB
HB
HB
HB
HB
V2
HB
HB
HB
HB
HB
VO
VO
VO
HB
V2
+
(+)
(+)
(+)
(+)
(+)
(+)
(+)
(+)
(+)
+
+
+
-
-
<0,01
<0,01
9
8,7
6,5
8,5
5,5
6,5
6,7
6,3
0,25
>0,4
0,3 - 0,45
0,47
0,36
<0,001
<0,001
2,6
2,5
2,1
2,4
1,7
2,2
1,8
2,4
0,2
>0,4
0,1
0,23
0,2
KA 3cKB>600KC>600
KC<600
CTI 600
CTI 600
CTI 600
CTI 600
CTI 600
KA 3c
KB>600
<45
<45
25
23
27
27
30
25
24
21
20C/
25H
50
25
24
22
28
4E-04
0,0004
0,019
0,013
0,012
0,012
0,015
0,003
0,0003
0,025
0,001
0,001
0,001
3
2,7
3,3
3,2
3,8
3,2
3,1
3,8
2,1
5,8
3,2
3,5
3
~17
~17
9
9
4
8
5
8
8
8
16
13
4,7
6
6÷7
1,84
1,84
1,7
1,7
1,5
1,7
1,5
1,7
1,5
0,8
0,96
1,06
1,05
1,2
0,41
0,41
0,28
0,30
0,30
0,28
0,30
0,26
0,27
0,26
0,31
0,21
0,19
0,24
0,27
0,21
125
120
160
160
180
180
240
170
170
170
290
150
310
160
140
-70
-70
190
195
220
>200
250
195
160
121
140
182
170
140
42
44
75
100
210
100
250
95
105C/
115H
55
95
160
95
130
-120
-120
50
50
50
60
60
50
50
50
-50
127
-18
143
70
148
130-135
130-135
220
220
220
255
255
220
220
220
165C/
175H
327
175
340
255
PE 1000
POLIETYLEN
PE 500
POLIETYLEN
PA 6
POLIAMID
PA 6 MoS2
POLIAMID
PA 6 GF 30
POLIAMID
PA 66
POLIAMID
PA 66 GF 30
POLIAMID
PA 6G
POLIAMID
PA 6G MoS2
POLIAMID
PA 6G + OLEJ
POLIAMID
POM
POLIACETAL
PTFE
TEFLON
PEEK
POLIETEROKETON
PC
POLIWÊGLAN
PVDF
POLIFLUOREK
WINYLIDENU
PET
POLITEREFTALEN
ETYLENU
O
CO
CO
CO
C kV/mm stopieñ % % - -O
C W/(K*m) J/(g*K) -510 1/K - -
LEGENDA: + = odporny (+) = odporny warunkowo - = nieodporny (zale¿nie od stê¿enia, czasu i temperatury)
* = dla tworzyw sztucznych w kolorze czarnym podane wartoœci elektryczne nie obowi¹zuj¹, dodatkowo s¹ one odporne na wp³ywy atmosferyczne
1) Przedstawione wartoœci bazuj¹ na podstawie danych dostawców i literaturze fachowej.2) Powy¿sze dane odpowiadaj¹ dzisiejszemu stanowi wiedzy i maj¹ na celu poinformowanie o wyrobach i mo¿liwoœciach ich stosowania. Nie jest wiêc ich zadaniem prawnie wi¹¿¹ce zagwarantowanie okreœlonej cechy wyrobu lub jego przydatnoœci do œciœle okreœlonego celu.3) Podane tutaj wartoœci bazuj¹ na korzystnych obci¹¿eniach udarowych i nie powinny byæ traktowane jako praktycznie ostateczne granice.
O4) Podane mechaniczne i elektryczne w³aœciwoœci odnosz¹ siê do normalnej temperatury 23 C.5) Mo¿na przyj¹æ, ¿e wytrzyma³oœæ czarnego wyt³aczanego materia³u na przebicia, jest nawet do 50% ni¿sza ni¿ materia³u w kolorze naturalnym.6) Przyporz¹dkowanie do klasy ognioodpornoœci nastêpuje poprzez opis tworzywa przez dostawców surowców. Te dane nie wykluczaj¹ w ¿adnym wypadku faktycznych zachowañ ogniowych tworzywa w razie po¿aru.7) W zale¿noœci od warunków u¿ywalnoœci, dane dotycz¹ce w³aœciwoœci œlizgowych i œcieralnoœci mog¹ odbiegaæ od faktycznych wspó³czynników.8) W zale¿noœci od prób i warunków wyniki bêd¹ w tolerancji ±15%.
TECHNICZNE TWORZYWA SZTUCZNE
230
140C/
150H
1,7
1,7
11C/
9,5H
3,5
3,2 0,012
0,018
1510
WmWm*cm
1510
1610
1510
1710
1410
1310
1510
1410
1410
1410
1410
1410
1310
1310
1210
1210
1310
1310
1310
1310
1510
1610
1610
1410
1510
CTI 600
CTI 600
CTI 500
CTI 475
CTI 600
KA 3c
Ka3b
CTI 600
CTI 600
CTI 600
Ka3c
CTI 600
KA 1
CTI 150
CTI 600
KC 350
CTI 350
KA 1
(+)
®











![[PPT]Tworzywa sztuczne. Włókna - Szkoła dla dorosłych …cku1.edu.pl/.../uploads/2015/03/00_20130907_Tworzywa.ppt · Web viewTworzywa sztuczne. Włókna Co to są tworzywa sztuczne?](https://img.dokumen.tips/doc/110x75/5c79124f09d3f2990f8bf61c/ppttworzywa-sztuczne-wlokna-szkola-dla-doroslych-cku1edupluploads2015030020130907.jpg)

















