Embed Size (px)
Citation preview

PROCES MONTAŽE:
funkcije, operacije, definicije
PRIKAZ MONTAŽNOGA PROCESA I
SUSTAVA SIMBOLIMA
http://titan.fsb.hr/~zkunica/nastava/pms/mont_proces_simboli.pdf

2
PROCES MONTAŽE
Proces montaže jest odvijanje djelatnosti potrebnih za sklapanje proizvoda,
prema određenim zakonitostima (tehničko-tehnološkim, ekonomskim, sociološkim,
ekološkim...).
Temeljni činitelji za definiranje procesa montaže jesu:
geometrijska i fizikalna svojstva ugradbenih elemenata,
struktura proizvoda, i
redoslijed sklapanja.
Montažni je proces slijed uzastopnih i/ili usporedno povezanih djelatnosti -
operacija, koje izvode ljudi i/ili automati, sa svrhom ostvarenja tvorevine
unaprijed definirane strukture.

3
Tok definira slijed izvođenja montažnih operacija.
Montažni se proces sastoji od tri komponente:
montažnih operacija,
toka, i
strukture.
Operacije se montaže razvrstavaju u pet skupina:
spajanja,
rukovanja,
kontrole,
podešavanja (ugađanja),
posebne operacije.
Struktura procesa određena je strukturom proizvoda, a iskazuje se mogućnošću
podjele procesa, tako da se dijelovi procesa mogu izvoditi nezavisno jedan od
drugoga i vremenski usporedno. Stoga se neki cjelokupni montažni proces dade
raščlaniti na predmontaže i završnu montažu.

MONTAŽA = SPAJANJE + RUKOVANJE + KONTROLA + PODEŠAVANJE +
POSEBNE OPERACIJE
4
OPERACIJE FUNKCIJE MONTAŽE

5
SPAJANJE je postupak kojim se ugradbeni elementi dovode u međusobni odnos i
osiguravaju od rastavljanja.
Odnos - spoj, ostvaruje se preko ploha spajanja.
Spojevi se postižu:
- silom (naprimjer stezni spoj),
- oblikom (spajanje zakovicama, uskočnicima...),
- materijalom (zavarivanje, lemljenje, lijepljenje), ili
- njihovom kombinacijom.
Svaki spoj definiran je dvama odnosima: geometrijskim i energetskim.
Geometrijski odnos definira prostorni raspored ugradbenih elemenata, a energetski odnos
određuje opterećenje pod kojim je osigurana funkcija spoja.
Važna značajka za opisivanje postupka spajanja jest gibanje pri spajanju. Gibanje se
ostvaruje primjenom sile ili momenta, ljudskom rukom ili alatom. Gibanju pri spajanju
prethodi postupak rukovanja, kojim se ugradbeni elementi dovode u položaj za spajanje.
Rukovanje završava, a spajanje otpočinje u trenutku kada ugradbeni element izgubi
najmanje jedan stupanj slobode gibanja.
Nakon uspostave dodira između ugradbenih elemenata, gibanje je određeno oblikom i
geometrijskim rasporedom ploha spajanja ugradbenih elemenata.

6
Zajednička površina svojim oblikom sprečava relativno gibanje između ugradbenih
elemenata. Stupanj određenosti spojnog gibanja ovisi o tome u koliko je smjerova
onemogućeno relativno gibanje između ugradbenih elemenata.
Prema svojstvima, spojevi se dijele na:
- neposredne i posredne;
- rastavljive, nerastavljive i uvjetno rastavljive;
- pokretne i nepokretne.
Za razliku od neposrednih spojeva, posredni spojevi posjeduju pomoćne spojne elemente.
Nerastavljivi spojevi dadu se rastaviti samo uz oštećenja ugradbenih elemenata.
Rastavljivi spojevi dadu se rastaviti bez oštećivanja.
Uvjetno rastavljive spojeve moguće je rastaviti bez oštećenja samo nekoliko puta.
Pokretni spojevi dozvoljavaju relativno gibanje ugradbenih elemenata, a nepokretni ne.

SPAJANJE
Sistematizacija spojeva prema načinu ostvarenja spoja, DIN 8593
IZRADBENI
POSTUPCI
PRAOBLI-
KOVANJE
PREOBLI-
KOVANJE
ODVAJANJE
PREVLAČENJE
PROMJENA
SVOJSTAVA
MATERIJALA
Sastavljanjem
Punjenjem
Pritiskivanjem, utiskivanjem
Praoblikovanjem Preoblikovanjem
Zavarivanjem
Lemljenjem
Lijepljenjem
Tekstilom SPAJANJE
7

8
• Sastavljanje je zajednički naziv za spajanje ugradbenih elemenata: polaganjem, ulaganjem,
uvođenjem, ovješanjem, uglavljivanjem, elastičnim širenjem. Ostajanje u spojenom stanju
ostvaruje se gravitacijskom silom, trenjem, spojem oblikom ili njihovom kombinacijom. Kod
nekih postupaka koristi se elastičnost ugradbenih elemenata ili pomoćnih spojnih elemenata
za osiguranje spoja. Karakteristično je za ove postupke da ishode rastavljivim spojevima.
Polaganje, ulaganje i uvođenje su elementarni spojevi koji se pojavljuju kod bilo kojeg
spajanja, a karakteristično je za njih da su ugradbeni elementi u neposrednom dodiru i da
nema nikakvih deformacija. Ovi spojevi sadržani su u svim postupcima spajanja u kojima je
potrebno više od jednog postupka spajanja. Zbog svoje jednostavnosti prilikom spajanja
pogodni su za automatizaciju. Primjeri: polaganje - postavljanje brtve na glavu motora;
ulaganje - umetanje klina u osovinu, kuglice u ležaj; uvođenje - uvlačenje jednog tijela u drugo
(lastin rep, teleskopi); ovješanje - opruga preko alke (osiguranje vlačne sile); uglavljivanje -
autožarulja, bajunet; elastično širenje - Seegerov prsten.
• Punjenje označava postupke unošenja plinovitih, parovitih, tekućih, kašastih, materijala u
obliku paste ili malenih zrnatih tijela, u šuplje ili porozne ugradbene elemente. Razlikuju se:
punjenje u užem smislu (neon u fluorescentnim cijevima), natapanje (električni namoti u
izolacijskom laku) i impregniranje. Lako se automatiziraju uređajima za doziranje (naprimjer:
punjenje kočne tekućine ili sredstva za rashlađivanje automobila).
• Pritiskivanje i utiskivanje obuhvaćaju postupke spajanja ugradbenih elemenata gdje se
pomoćni spojni elementi elastično deformiraju i neželjeno rastavljanje sprečavaju silom. Velik
broj ovih spojeva je posredan. Pomoćni spojni elementi nužni su za osiguranje rastavljivosti
spoja. Postupci pritiskivanja i utiskivanja jesu spajanja: vijčanjem, spojnicama, stezaljkama,
uprešavanjem, stezanjem, rastezanjem, čavlima, klinovima.

9
• Spajanje praoblikovanjem obuhvaća postupke kod kojih se: na nekom ugradbenom
elementu oblikuje dodatni dio iz bezobličnog materijala; više ugradbenih elemenata spaja
dovođenjem bezobličnog materijala, odnosno u bezoblični materijal ulažu ugradbeni
elementi. Postupci se koriste u masovnoj proizvodnji (zalijevanje - izrada posteljice ležaja,
ulijevanje pri brtvljenju, ulaganje, umrežavanje - nanošenje kaučuka na metalnu ploču,
nalijevanje i galvaniziranje).
• Preoblikovanje obuhvaća postupke kod kojih se na nekim mjestima ugradbeni ili
pomoćni spojni elementi, djelomično ili potpuno preoblikuju. Spoj je u pravilu nerastavljiv, i
osiguran od neželjenog rastavljanja oblikom. Postupci jesu: spajanje preoblikovanjem
žičanih trakastih i sličnih tijela (postupci pletenja, sukanja...); spajanje preoblikovanjem
ugradbenih elemenata od lima, cijevi i profila (postupci točkanja, pregibanja...); spajanje
preoblikovanjem pomoćnih spojnih ugradbenih elemenata (zakivanje šupljom zakovicom i
slično).
• Zavarivanjem se spoj ostvaruje materijalom uz primjenu topline ili sile, sa ili bez
dodatnog materijala.
• Lemljenjem se također ostvaruje spoj materijalom (vrste lemljenja: tvrdo, meko i uz
visoke temperature).
• Lijepljenjem se spoj ostvaruje adhezijom i kohezijom, a u većini slučajeva spoj je
rastavljiv samo uz oštećenje.
• Spajanje tekstila obuhvaća sve postupke izrade konca, pređa, niti i gotovih proizvoda
od njih.

10
Postupak spajanja treba izabrati na takav način da se zadovolji zahtijevana
čvrstoća spoja, uz minimalne troškove spajanja.
Postizive čvrstoće spojeva opisuju se tablično i nomogramima.
Uobičajeno je da više različitih vrsta spojeva udovoljava zahtijevanu čvrstoću, ali
uz različite troškove.
Kriteriji za izbor najpovoljnijeg postupka sastavljanja nisu dovoljno općenito
sistematizirani, da bi bili lako primjenjivi u pogonsko-specifičnim uvjetima.
Stoga izbor u velikoj mjeri ovisi o znanju i iskustvu konstruktora i tehnologa
montaže.
Izbor najpovoljnijeg postupka spajanja
Kod izbora postupka spajanja potrebno je pridržavati se sljedećih načela:
birati neposredne spojeve,
osigurati postupke s pravolinijskim gibanjem pri spajanju,
postići spojeve malom silom,
birati postupke spajanja koji nisu vremenski dugi i ne zahtijevaju uske tolerancije
ugradbenih elemenata.

11
Prije postupka spajanja potrebna je priprema ugradbenih elemenata. Djelatnosti kojima se
pripremaju ugradbeni elementi spadaju u funkciju RUKOVANJA. Rukovanje je podfunkcija
toka materijala na radnom mjestu.
Prema VDI 2860, rukovanje je stvaranje, definirana promjena ili privremeno održavanje,
zadanog prostornog rasporeda geometrijski određenih tijela u nekom koordinatnom
sustavu.
Prostorni raspored tijela u referentnom koordinatnom sustavu definiran je orijentacijom i
pozicijom tijela.
Orijentacija nekog tijela je kutni odnos između osi tijela i referentnog koordinatnog sustava.
Ona opisuje raspored tijela u odnosu na njegova tri rotacijska stupnja slobode gibanja (Eulerov
kut, rad).
Pozicija nekog tijela je mjesto koje zauzima određena karakteristična točka tijela u
referentnom koordinatnom sustavu. Ona opisuje položaj tijela u odnosu na njegova tri
translatorna stupnja slobode gibanja (Kartezijev koordinatni sustav, m).

12
Svrha je kontrole provjera stanja, svojstava, kakvoće i funkcionalnosti ugradbenih
elemenata, te ispravnosti prethodno izvršenih operacija.
Podešavanje (ugađanje) obuhvaća djelatnosti za otklanjanje izradbeno-tehničkih
odstupanja s ciljem da se postigne zadana funkcionalna tolerancija sklopa (proizvoda). Služi
za osiguranje i poboljšanje zahtijevane funkcije a može uslijediti za vrijeme ili nakon
montaže.
Prema načinu kompenzacije razlikuju se namještanje i prilagođavanje.
Namještanje je podešavanje promjenom relativnih položaja ugradbenih elemenata.
Prilagođavanje je podešavanje koje se vrši promjenom dimenzija i/ili oblika ugradbenih
elemenata (ne postoji kod automatskih procesa).
Posebne su operacije sve funkcije koje osiguravaju postizanje funkcionalnosti proizvoda.
Mogu se integrirati ili obavljati izdvojeno (bojenje, žarenje, pakiranje, skidanje srha,
obilježavanje...).
KONTROLA, PODEŠAVANJE I POSEBNE OPERACIJE
PRIKAZ MONTAŽNOGA PROCESA I
SUSTAVA SIMBOLIMA
13

CAD CAE
OBLIKOVANJE
PROIZVODA
IZRADA
PLANA
CAM
IZVOĐENJE
SKLAPANJA
PROGRA-
MIRANJE
OBLIKOVANJE
MONTAŽNOGA
SUSTAVA
Slijed inženjerskih djelatnosti u projektiranju automatske montaže*
* Vrijedi i za izradbu. 14

CAD CAE
PODACI I INFORMACIJE
OBLIKOVANJE
PROIZVODA
IZRADA
PLANA
CAM
IZVOĐENJE
SKLAPANJA
PROGRA-
MIRANJE
OBLIKOVANJE
MONTAŽNOGA
SUSTAVA
15
• geometrijska i fizikalna svojstva ugradbenih elemenata,
• svojstva spojeva (tehnike spajanja, dosjedi, sile...),
• rokovi gotovosti proizvoda,
• raspoloživa investicijska sredstva za realizaciju montažnog sustava,
• ...

16
Prikaz automatskog
montažnog procesa

Općenito:
Plan - opis niza akcija kojime se iz nekog inicijalnog stanja postiže ciljno stanje.
U montaži:
inicijalno stanje - skup pojedinačnih ugradbenih elemenata,
ciljno stanje - proizvod (sklop),
niz akcija - niz operacija koji omogućuje ostvarenje zahtijevanih odnosa dijelova.
Operacijama se mijenjanju prije svega pozicije i orijentacije, ali i stanja (oblik) ugradbenih elemenata.
Operacije se izvode montažnim sredstvima. Izrada plana - funkcionalne strukture, obuhvaća iznalaženje i prikaz svih
operacija rukovanja, sastavljanja, kontrole i pomoćnih operacija potrebnih tijekom montažnoga procesa.
17
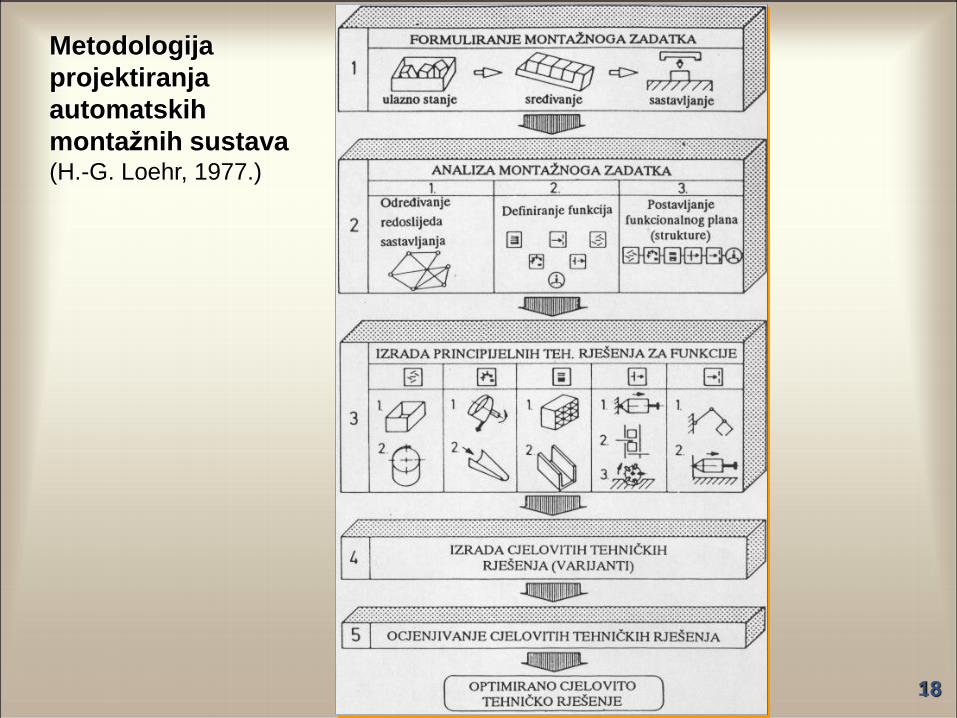
Metodologija
projektiranja
automatskih
montažnih sustava (H.-G. Loehr, 1977.)
18

CAD CAE
PODACI I INFORMACIJE
OBLIKOVANJE
PROIZVODA
REPREZENTACIJE - SIMBOLI
IZRADA
PLANA
CAM
IZVOĐENJE
SKLAPANJA
PROGRA-
MIRANJE
OBLIKOVANJE
MONTAŽNOGA
SUSTAVA
Reprezentacije - simboli
19
Standardni simboli:
• Symbols for Assembly Systems (Japan Society for Precision Engineering),
• VDI 2860.
Intencija standarada (normi):
Stvaranje osnove za općerazumljiv i jezgrovit prikaz montažnog procesa, s
time, da se parametrizacijom simbola i posebnim simbolima opisuje i montažni
sustav.
Terminologija:
• Njemačka: funkcionalna struktura
• englesko govorno područje: process plan, assembly plan.
20
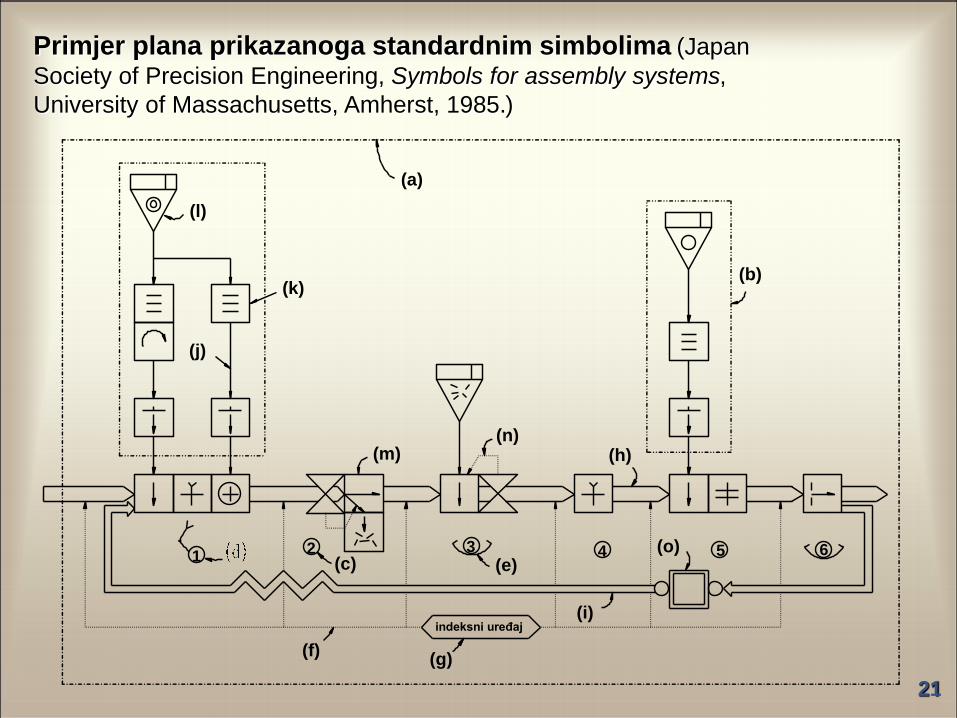
Primjer plana prikazanoga standardnim simbolima (Japan
Society of Precision Engineering, Symbols for assembly systems,
University of Massachusetts, Amherst, 1985.)
indeksni uređaj
(g)
1 2 3 4 5 6
(l)
(a)
(k)
(j)
(m) (n)
(c)
(f)
(e)
(b)
(h)
(o)
(i)
21

Naglasci su u standardu JSPE:
- važnost simbola kao posrednika u prijenosu tehničkih informacija između proizvođača
montažne opreme i krajnjeg korisnika;
- prednosti koje proistječu ili mogu proisteći korištenjem standardnih simbola:
a) definiranje specifičnih funkcija montažnog sustava,
b) podloga diskusiji pri oblikovanju montažnog sustava,
c) kompjutorska simulacija i određivanje efikasnosti sustava,
d) perspektiva razvoja upravljačkih jezika kao kombinacije CAD-a, CAM-a i robotskih
jezika.
Iz sadržaja JSPE standarda dade se zaključiti sljedeće:
- na osnovi razina informacija radi se o deduktivnom pristupu;
- pretpostavlja se da montažni sustav ili barem njegov koncept ("osnovni aranžman") već
postoji, dok je diskusija projektanata "klasičan", "nekompjutorski", "humani" dijalog;
- točke c) i d) predstavljaju tek perspektivu.
22

Tipovi simbola jesu:
1. simboli za definiranje strukture sustava;
2. simboli za definiranje funkcija i/ili uređaja koje se odnose na transfer dijelova (bazni dijelovi, dijelovi i nosači dijelova);
3. simboli za prikazivanje funkcija i/ili uređaja za operacije (spajanje, umetanje, rukovanje ...);
4. simboli koji indiciraju funkciju i/ili uređaje za dodavanje dijelova;
5. simboli za prikazivanje funkcija i/ili uređaja za ispitivanje.
Postavljaju se tri razine informacija :
1. osnovni aranžman radnih stanica i tok predmeta rada i njihovih nosilaca,
2. tipovi operacija (funkcija),
3. parametri (pobliže određenje) prethodnih razina.
23

VDI 2860 1990.
24
http://www.vdi.de/en/ric
htlinie/vdi_2860-
montage_und_handha
bungstechnik_handhab
ungsfunktionen_handh
abungseinrichtungen_b
egriffe_definitionen/
http://www.hro.ip
a.fraunhofer.de/c
ontent/dam/agp/
de/documents/Le
hre/Skripte/Auto
matisierung/7_H
H_Stand_20101
214_cc_tcm101-
175757.pdf
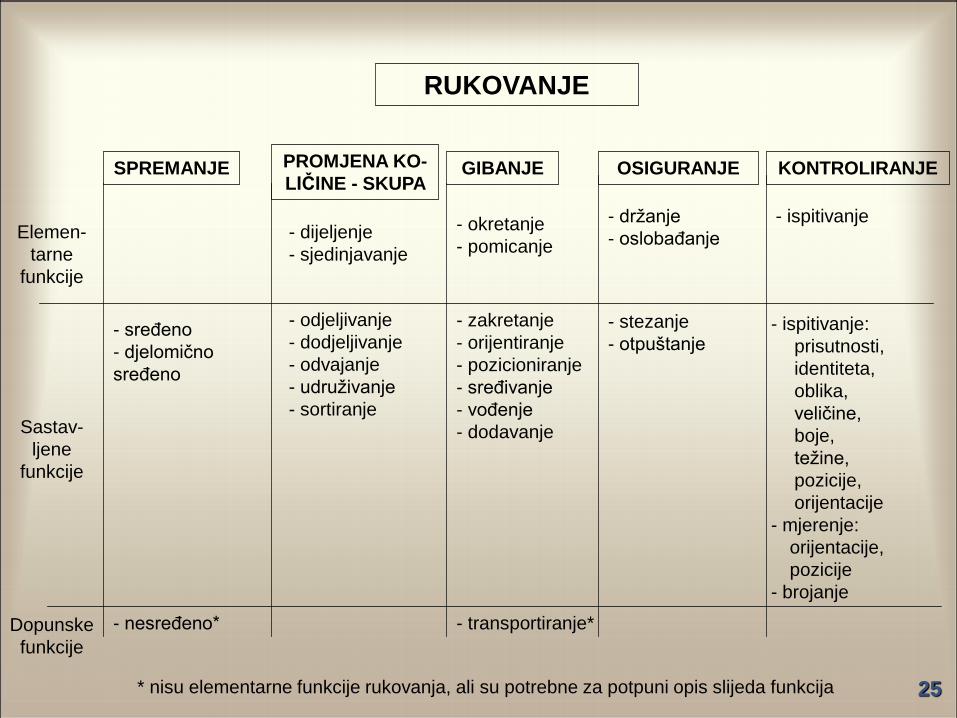
25
RUKOVANJE
SPREMANJE PROMJENA KO-
LIČINE - SKUPA GIBANJE OSIGURANJE KONTROLIRANJE
* nisu elementarne funkcije rukovanja, ali su potrebne za potpuni opis slijeda funkcija
- sređeno
- djelomično
sređeno
- nesređeno*
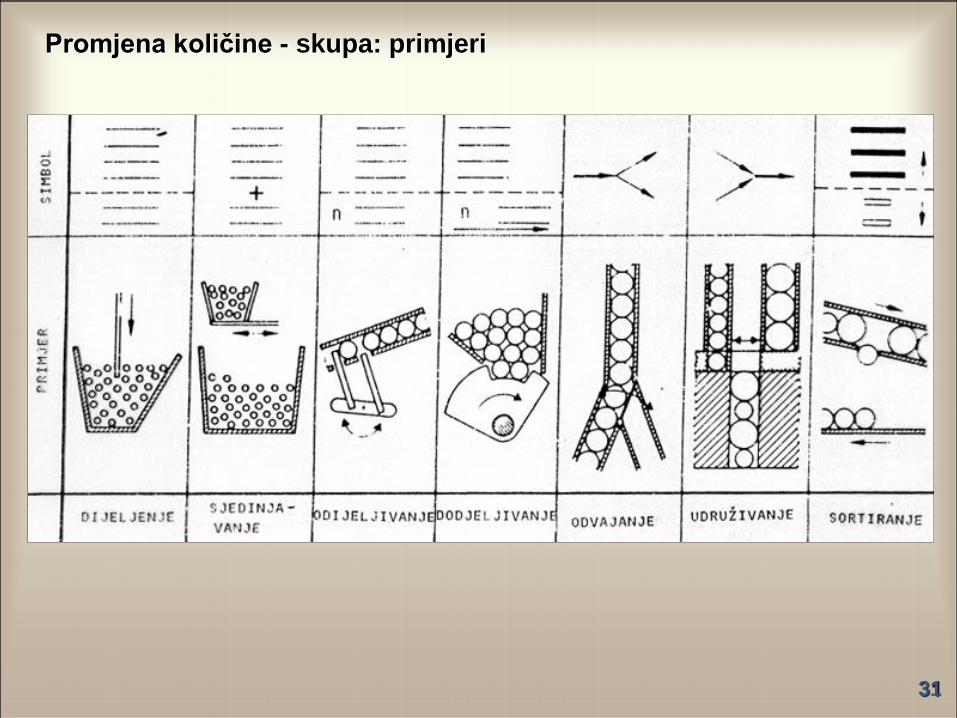
- dijeljenje
- sjedinjavanje
- odjeljivanje
- dodjeljivanje
- odvajanje
- udruživanje
- sortiranje
- okretanje
- pomicanje
- zakretanje
- orijentiranje
- pozicioniranje
- sređivanje
- vođenje
- dodavanje
- transportiranje*
- ispitivanje
- ispitivanje:
prisutnosti,
identiteta,
oblika,
veličine,
boje,
težine,
pozicije,
orijentacije
- mjerenje:
orijentacije,
pozicije
- brojanje
- držanje
- oslobađanje
- stezanje
- otpuštanje
Elemen-
tarne
funkcije
Sastav-
ljene
funkcije
Dopunske
funkcije

26
Podjela uređaja za rukovanje u grupe prema glavnim funkcijama
(VDI E 2860)
― trake
― palete
― spremnici
― staze
―
― odjeljivači
― dozatori
― skretnice
―
― prihvatnice
― stezači
― naprave
―
― mjerni uređaji
― ispitni uređaji
― senzori
―
― industrijski
roboti
― uređaji za
sređivanje
― uređaji za
okretanje
― manipulatori
―
PR
IMJE
RI:
UREĐAJI ZA RUKOVANJE
Uređaji za osiguranje (držanje)
Uređaji za gibanje
Uređaji za promjenu količine
Uređaji za spremanje
Uređaji za kontrolu (ispitivanje)

27
Simboli izradbenih postupaka

28
Spremanje
SS – stupanj sređenosti
SS = SO/SP
SO – stupanj orijentiranja
SP – stupanj pozicioniranja
SS = 3/3
0/0 > SS > 3/3

29
Spremanje - primjeri

30
Promjena
količine -
skupa
31
Promjena količine - skupa: primjeri

32
Gibanje

33
Gibanje - primjeri

34

35
Osiguranje

36
Osiguranje - primjeri

37
Ispiti-
vanje

38
39

40
Opisivanje slijeda operacija

41
PRIMJER: proizvod-sklop,
sklapan FESTOvim sustavom

42
Prikaz
FESTOvog
sustava
simbolima

KONAC





![Proizvodi i usluge - hstec.hr2].pdf · Također nudi razvoj ugradbenih računalnih sustava posebne namjene, projektiranje električnih shema, dizajn tiskanih pločica, razvoj rmwarea](https://img.dokumen.tips/doc/110x75/5e0571a45dfeb539200c59ba/proizvodi-i-usluge-hstechr-2pdf-takoer-nudi-razvoj-ugradbenih-raunalnih.jpg)























