Embed Size (px)
Citation preview

Sustainability and Innovation in Asphalt Production
1
14/06/2018David Hunt

Control �Warm Asphalt �Recycling �

Control System as1

Ammann Automation – a core competence
5 decades of control system engineering experience
as1 control systems for asphalt, concrete and mineral processing plants
95 countries30 user languages
More than 4000 systems deliveredof which 1600 as1

Ammann Automation – a core competence
Comprehensive software development knowledge Microsoft Certified Partner
as1 based on latest technologiesWindows 10 / SQL 2016 / Profinet
Core competence in control system retrofit for Ammann plants and third-party brands
Scalable as1 system conceptfor small and large plants

How the as1 control system ensures maximum quality and reliability and helps to reduce costs in asphalt production?
Ammann as1 Control System
Easy handling and fully automatic production�Data for quality and process improvements è KPI’s�Maintenance, operator training and support�
• Type examination certificate for automatic catchweighinginstrument
• Accuracy classes Y(a) and Y(b)
• Conformity with the international requirements for weighing instruments OIML R51-1
AS1 Type examination certificate
Weighing accuracy
… weighing accuracy is the base for maximum hot mix quality.

Automatic inflight correction for more accurate dosing
Inflight correction(batch related)
Correction due to deviation of theflow speed
Flow speed
- +
[kg/s]
Inflight
Correction due to deviation ofmultiple weighings
Inflight calculation(continuous)
Scale end weight[kg]
Tolerance bandSoll
������
Correction of inflightparameter
Inflight

High information level – Operator always kept in the loop
Actual capacityAveragedaily capacity
Steam flap
Doorheating
Drop door
Mixer loadNominal mix timeActual mix time
Bag addition
# units
Mixed material
temperature
Shut off flap fibre
Actual batchsize
closed
Opening/closing
open
Wait for unlock
Error
offStart uponAfter run activeError

• Quality report for a recipe within a definable period
• Immediate evaluation after production
• Detection of quality deviations
• Evaluation according freely definable quality requirements
AS1 QualiView – Visualized quality
Benefit
… helps localizing causes of defect and to improve asphalt mix quality

• Management of any sample plans for freely configurable recipe groups
• Reminder for the operator when a sample is due to be taken
• Evaluation of the OCL (Operating Compliance Level) according EN13108-21
• Seamless process documentation
AS1 Sample Planning – certified quality
Benefit
Asphalt plant
Asphalt laboratoryResults Sample
AS1 indicates
sample due
AS1 evaluates operating compliance level
… supports the asphalt sample takingprocess according EN13108-21

• Automatic online transfer of the related production data to the lab
• Analysis of production data by the lab without delay
• Fast detection of possible quality problems
• Sample plan transfer between lab and mixing plant
• Integrated inspection scheduling in accordance with EN 13108
• Less administration work on the plant
AS1 LDE – online connected to the laboratory
Benefit
… online quality data workflow for timely lab analysis and less administration work …
Laboratory

LASTRADA
AS1 Client
Orders, sites, clients
Products, recipes
Product ID and Spec.
Delivery Ticket
Interface between Client, AS1 and LASTRADA
=> Sales=> Operations
=> Technical
Goals:No double data entry for Product Code, Recipe, Order, Delivery Ticket
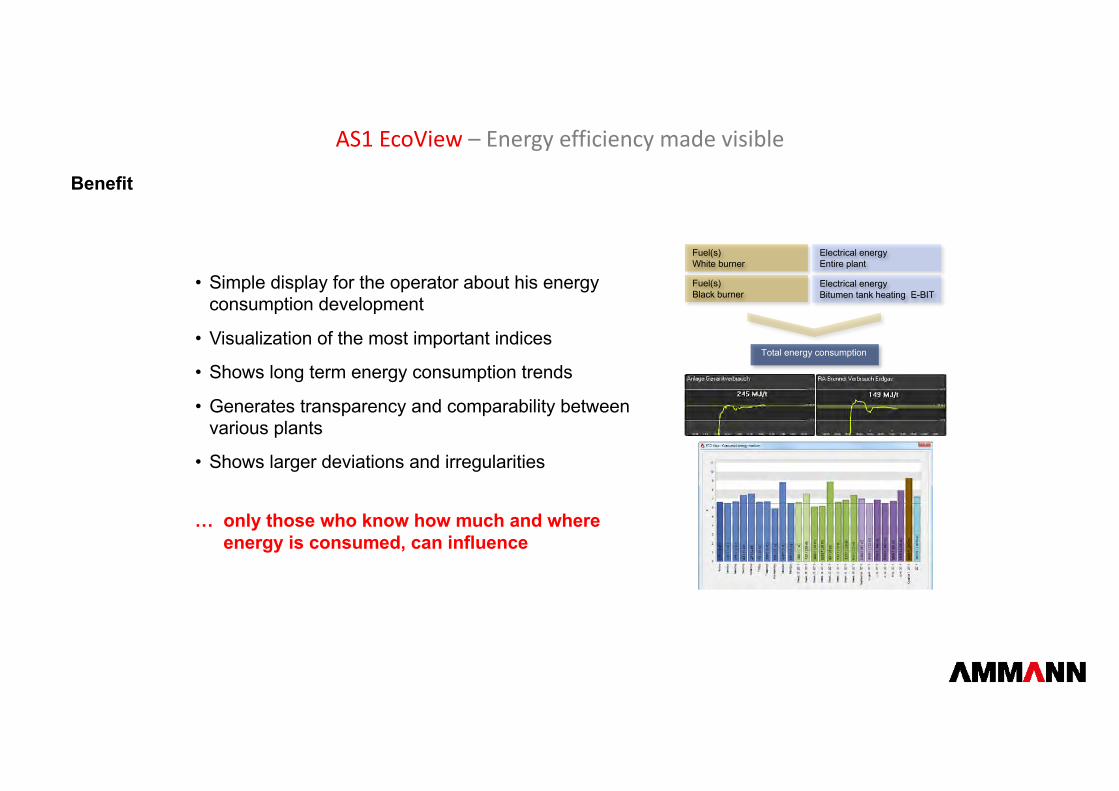
• Simple display for the operator about his energy consumption development
• Visualization of the most important indices
• Shows long term energy consumption trends
• Generates transparency and comparability between various plants
• Shows larger deviations and irregularities
AS1 EcoView – Energy efficiency made visible
Benefit
… only those who know how much and where energy is consumed, can influence
Electrical energy Bitumen tank heating E-BIT
Electrical energy Entire plant
Fuel(s)White burner
Fuel(s)Black burner
Total energy consumption

AS1 EcoView – Report of energy per tonnes

Statistics – for every stakeholder
• Batch protocol (drying / mixing)• Batch summary protocol (mixing)• Production statistics• Component statistics• Component per recipe statistics• Recycling statistics• Capacity reports• Management report• Daily reports• Quality reports• Event counter report (operation hours etc.)• Parameter reports• Recipe listings• Fieldbus occupation• Error listings

AS1 Excel addIn – create your own dash board

as1 Plant Information Point (cloud service)
• Online document archive access• Business intelligence based on actual
plant data• Asphalt order APP• Plant order management

Low Temperature Asphalt – Foam Asphalt
19
Paving of hot mix asphalt
165 �C
Paving of foam asphalt
100�C
Foam Asphalt on the Job Site

Low Temperature Asphalt – Foam Asphalt
20
Hot Mix Asphalt Low Temperature Asphalt
10°C temperature decrease = 50% decrease of fumes
180 �C 115�C
Foam asphalt on the asphalt plant

CO2-Emissions of Asphalt Production
21
Asphalt-Mixing-PlantDirect Emissions
LogisticsCO2
RAP Dryer CO2
Bitumen StorageCO2
Aggregate Dryer
CO2
Indirect EmissionsProduction of raw materials and energy
Productionof BitumenAggregatesElectricity
CO2

CO2-Emissions of Asphalt Production
22
Production of raw materials and energy
Specific model calculation, Transport not included (5-15 kg CO2 per t of Asphalt)
Indirect Emissions
30 kg CO2
0
5
10
15
20
Aggregates Bitumen Electricity
kg C
O2
per t
of
Asph
alt
Bit. Storage Logistics Dryer
During asphalt production
20 kg CO2
Direct Emissions
Total50 kg CO2
Low Temp. Asphalt

Low Temperature Asphalt – Foam AsphaltBasic Principle of Foam Asphalt Production
23
Hot Bitumen
160°C
+Cold
Water2 - 4%
=Bitumen
Foam
+Fine
Distribution
1 litre 0.03 litre 15 litres
5% of asphalt
0.15% of asphalt
water: 0.05% of asphalt
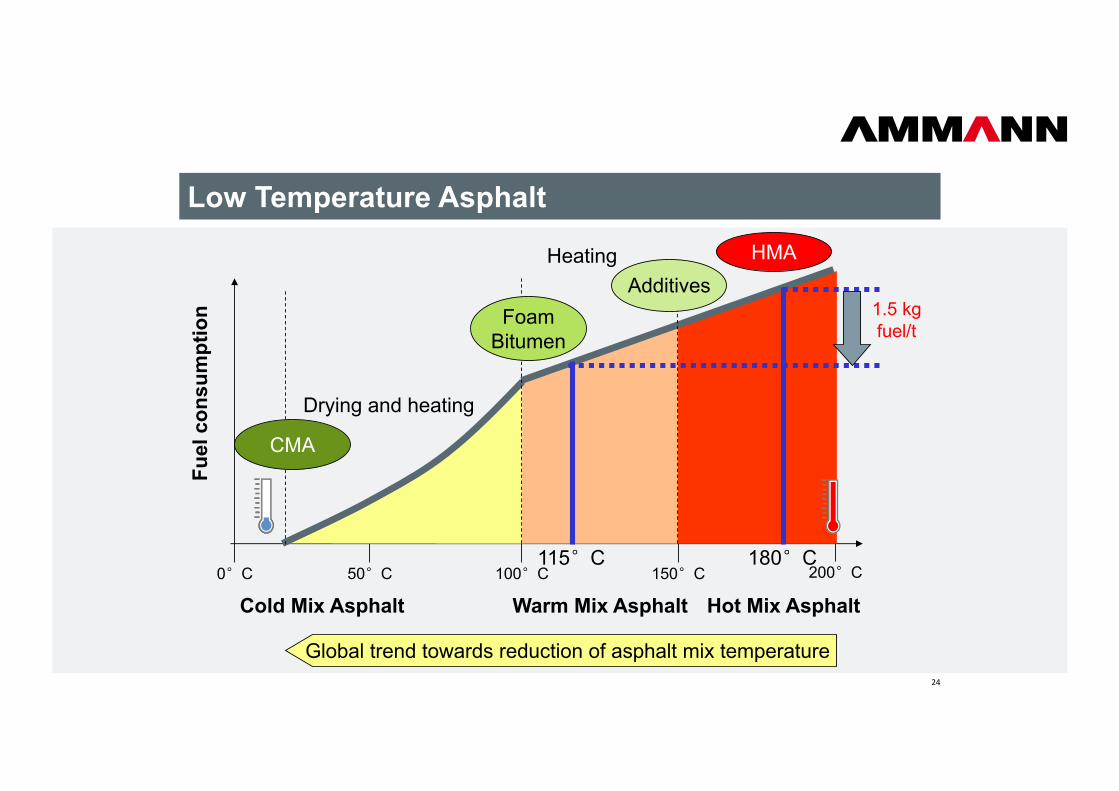
Low Temperature Asphalt
24
0�C 50�C 100�C 150�C 200�C
Drying and heating
Heating
Fuel
con
sum
ptio
n
Cold Mix Asphalt Warm Mix Asphalt Hot Mix Asphalt
Global trend towards reduction of asphalt mix temperature
115�C 180�C
1.5 kgfuel/t
CMA
FoamBitumen
AdditivesHMA

Low Temperature Asphalt – Foam AsphaltBasic Principle of Foam Asphalt Production
25
Static Mixer
Hot Bitumen
Foaming water2-4% of bitumen(0.1-0.2% of asphalt)
Spraying nozzles
High pressure (water & bitumen)
Foamed bitumen
Mixer

Asphalt Recycling
26
Down-Cycling
Recycling
Re-Usage of Old Roads

Asphalt Recycling
27
Addition intoaggregate dryervia middle ring
max. 50% RAP
Cold Recycling Systems
Cold addition via hot elevator
max. 15% RAP
Cold additiondirect into mixer
25% - 40% RAP
Warm Recycling Systems
Separate dryer todry and preheatRAP and thenaddition into mixer
max. 60% RAP
Separate counterflow dryer to dry and preheat RAP and then additioninto mixer
max. 100% RAP

Asphalt Recycling
28
RAP Cold Addition into the Mixer
Addition rates of25% to 40% achievable.
Superheatedaggregate
Steam evacuation
Cold RAP feed
270°C
170°C
20°C

Asphalt Recycling
29
RAP Warm Addition via Separate RAP Dryer
Combination of cold- and warm-addition for maximum flexibility!
220-240°C
120-140°C
160-180°C
Addition ratesof up to 60% achievable.

Asphalt Recycling
30
Warm RAP System
Cold RAP System
Combinablewith 100%
Hot Recycling System
Ammann Universal HRT

CO2-Emissions of Asphalt Production
31
Model calculation, Transport not considered (5-15 kg CO2 per t of Asphalt)
Production of raw materials and energy
Indirect Emissions
30 kg CO2
0
5
10
15
20
Aggregates Bitumen Electricity
kg C
O2
per
t of
Asp
halt
Bit. Storage Logistics Dryer
During asphalt production
-4 to -5kg CO2
Direct Emissions
Low Temp. Asphalt
Asphalt-Recycling
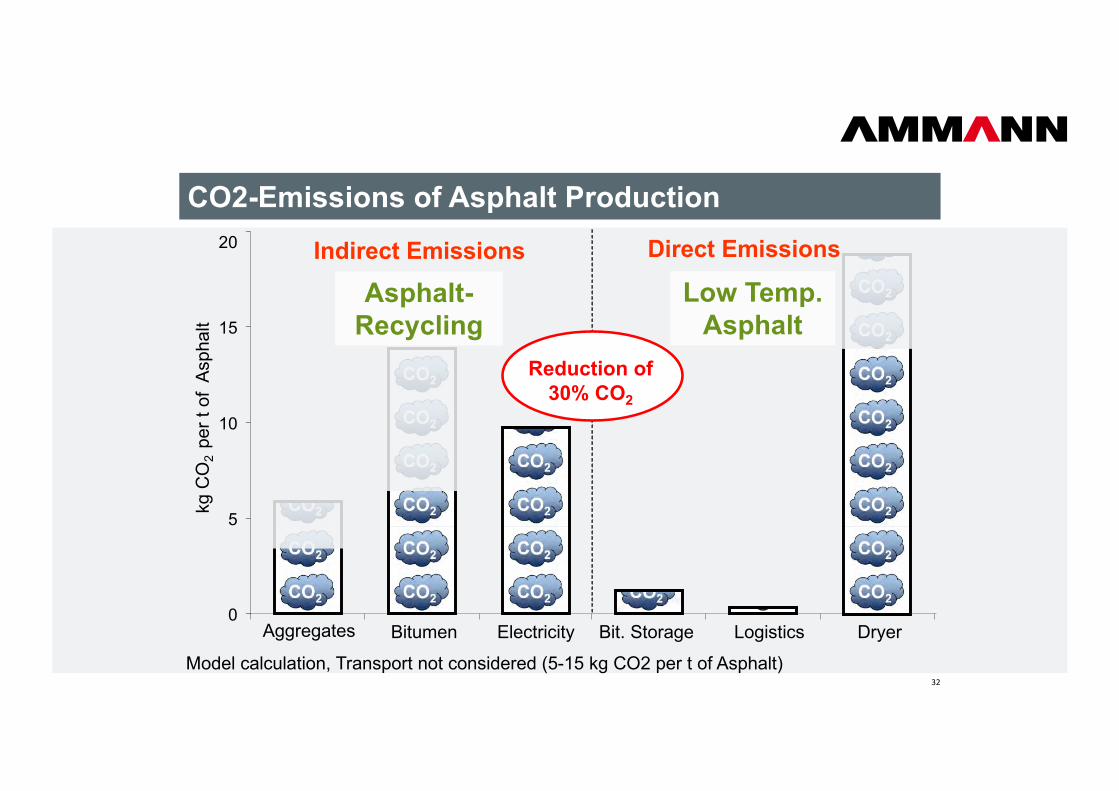
CO2-Emissions of Asphalt Production
32
Model calculation, Transport not considered (5-15 kg CO2 per t of Asphalt)
Indirect Emissions
0
5
10
15
20
Aggregates Bitumen Electricity
kg C
O2
per
t of
Asp
halt
Bit. Storage Logistics Dryer
Reduction of30% CO2
Low Temp. Asphalt
Asphalt-Recycling
Direct Emissions

33
Low temperature and recycling: Global trends
U.S.A.: 25% of asphalt produced is low temperature asphalt, ofwhich 90% is produced with foam bitumen.
NL:Over 70% of reclaimed asphalt is being reused for roadconstruction. 60% of paved asphalt contains RAP material.
China?- Construction of new roads shifts to road maintenance.- Strong thightening of environmental protection laws.
Three Crucial Steps towardsSustainable Asphalt Production
Thanks for listening!





























