Embed Size (px)
Citation preview

Schlussbericht
AiF-Vorhaben: 14004 N Laufzeit: 01.01.04 - 31.03.06
Supply Chain Management Navigator
Entwicklung eines Instrumentariums zur Priorisierung und Auswahl von Reorganisationsmaßnahmen im Rahmen des Supply Chain Management
bei kleinen und mittleren Produktionsunternehmen
Projektleiter
Dipl.-Ing. Carsten Schmidt
Projektbearbeiter Dipl.-Ing. Benedikt Schweicher
Aachen, im Juli 2006

Executive Summary Seite 1
Executive Summary
Heutzutage wird in Theorie und Praxis das Thema Supply Chain Management (SCM) intensiv diskutiert (vgl. STEVEN 2005; DOMBROWSKI et al. 2004; EGGERS U. KINKEL 2002; HIEBER
et al. 2002). Unternehmen erkennen Kooperation in Unternehmensnetzwerken zunehmend als Erfolg versprechende Wettbewerbsstrategie. Dabei konzentrieren sie sich verstärkt auf ihre eigenen Kernkompetenzen, verringern so ihre Fertigungstiefe und verlagern Fertigungsschritte auf andere Unternehmen (vgl. WILDEMANN 2004; MEIER et al. 2004; DOMBROWSKI U. ZEISIG 2002; EGGERS U. KINKEL 2002; LUTZ et al. 2002).
In diesem Zusammenhang sind insbesondere kleine und mittlere Unternehmen (KMU) dem starken Wettbewerbsdruck der Globalisierung ausgesetzt. Ein Grund hierfür ist die zunehmende Vernetzung von Unternehmensaktivitäten mit Wertschöpfungspartnern, die Flexibilität von KMU voraussetzt. Neben intern ausgerichteten Verbesserungen wird die Optimierung der gesamten, unternehmensübergreifenden Wertkette zunehmend wichtiger (vgl. CORSTEN 2002).
Häufig sind nämlich nicht alle Potenziale einer unternehmensübergreifenden Zusammenarbeit bereits ausgeschöpft. Reorganisationsmaßnahmen des SCM können zur Optimierung beitra-gen. Supply Chain Management bietet KMU die Möglichkeit, ihre eigene Effizienz und die der Wertkette zu steigern und somit gegenüber den Wettbewerbern einen Vorsprung zu erzielen. Die überbetriebliche Zusammenarbeit bietet KMU somit die Chance, ihre Wettbewerbsfähigkeit zu sichern (vgl. BECKER et al. 2005; ZAHN U. STANIK 2003; DOMBROWSKI U. ZEISIG 2002; EGGERS U. KINKEL 2002). SCM verfolgt neben der Kostensenkung das Ziel, logistische Leistungsgrößen über alle Wertschöpfungsstufen hinweg zu optimieren (vgl. STICH 2002, S. 46).
Der SCM-Navigator soll KMU helfen, den häufig noch unklaren Bereich des SCM aufzuschlüs-seln und zu systematisieren. Dabei soll er eine objektive Unterstützung bei der Priorisierung und Auswahl von Reorganisationsmaßnahmen im Bereich des SCM bieten. Die vorgeschlage-nen Maßnahmen sollen somit auf die Anforderungen und Potenziale des jeweiligen Unterneh-mens zugeschnitten sein. Auf diese Weise können Probleme in SCM-Projekten von Anfang an reduziert werden.
Zu diesem Zweck wurden im Rahmen des Projekts zunächst die Einsatzpotenziale der für KMU relevanten SCM-Reorganisationsmaßnahmen analysiert. Die ermittelten Maßnahmen wurden dabei ausführlich beschrieben und hinsichtlich Aufgaben, Zielen und Anforderungen untersucht. Diese Gegenüberstellung soll Unternehmen einen schnellen Überblick über die verschiedenen SCM-Maßnahmen ermöglichen. Um die Ziele von Unternehmen einordnen zu können, wurde im Anschluss daran ein Referenzzielsystem für das SCM entwickelt. Durch dieses Zielsystem können Unternehmen die Ziele, die sie mit der Durchführung von Reorganisationsmaßnahmen des SCM verfolgen, unternehmensspezifisch gewichten. Um der Tatsache Rechnung zu tragen, dass Produktionsunternehmen je nach Branche und Fertigungsart unterschiedliche Erwartun-gen bei der Realisierung von Reorganisationsmaßnahmen im Bereich des SCM haben, wurde eine SCM-Unternehmenstypologie erstellt. Diese berücksichtigt die typenspezifischen Zielset-zungen und Anforderungen an geeignete Reorganisationsmaßnahmen der Unternehmen. Mittels eines morphologischen Merkmalsschemas können sich Produktionsunternehmen nun eindeutig einem bestimmten Typ zuordnen. Eine typenspezifische Vorgehensweise wurde zum
Seite 2 Executive Summary
einen durch die typenspezifische Zuordnung von SCM-Reorganisationsmaßnahmen und zum anderen durch die Untersuchung der Ursachen-Wirkungszusammenhänge zwischen unterneh-mensspezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen berücksichtigt.
Zur gezielten Verbreitung der Projektergebnisse und zur Ermöglichung der praktischen Anwen-dung des SCM-Navigators für Unternehmen wurden die Ergebnisse der beschriebenen Arbeits-schritte in einem Software-Tool umgesetzt. Um die Vorgehensweise zur Anwendung des SCM-Navigators im Unternehmen zu erläutern, wurde parallel zur EDV-technischen Umsetzung des SCM-Navigators ein Handlungsleitfaden erstellt. Der Handlungsleitfaden erläutert die Zuord-nung zu einem Unternehmenstypen und hilft bei der Spezifizierung der angestrebten Unter-nehmensziele im Bereich SCM. Somit haben Unternehmen durch Software-Tool und Hand-lungsleitfaden nun die Möglichkeit, geeignete SCM-Reorganisationsmaßnahmen eigenständig zu priorisieren und auszuwählen.
Verschiedene Veröffentlichungen und Präsentationen zum Thema SCM-Navigator sollen zum Transfer der Forschungsergebnisse beitragen.
Die Projektergebnisse können aus Sicht des FIR wie folgt bewertet werden: „Das Ziel des Vorhabens wurde erreicht.“
Das Forschungsvorhaben wurde durch das Bundesministerium für Wirtschaft und Technologie (BMWi) über die Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von Gueri-cke“ e.V. (AiF) unter der Vorhaben-Nr. 14004 N gefördert.

Inhaltsverzeichnis Seite 3
Inhaltsverzeichnis
Executive Summary ................................................................................................................... 1
Inhaltsverzeichnis ...................................................................................................................... 3
Abbildungsverzeichnis .............................................................................................................. 8
Abkürzungsverzeichnis ........................................................................................................... 12
1 Einleitung und Darstellung des Projektansatzes........................................................... 15
1.1 Ausgangssituation und Problemstellung.................................................................... 15 1.2 Zielsetzung und Vorgehensweise .............................................................................. 19
2 Grundlagen des SCM und Stand der Forschung ........................................................... 22
2.1 Definition des Supply Chain Management ................................................................. 22
2.1.1 Fazit................................................................................................................ 24 2.2 Entwicklung und Historie des Supply Chain Management......................................... 24
2.2.1 Automatisierung ............................................................................................. 25 2.2.2 Abbau von Beständen .................................................................................... 25 2.2.3 Verkürzung der Durchlaufzeiten..................................................................... 25 2.2.4 Anpassung des Produktdesigns..................................................................... 26 2.2.5 Gestaltung von Netzwerken ........................................................................... 26 2.2.6 Ausrichtung auf den Kunden .......................................................................... 27 2.2.7 Verschiedene Schulen im Supply Chain Management .................................. 27 2.2.8 Fazit................................................................................................................ 28
2.3 Verschiedene Organisationsformen von Supply Chains............................................ 28
2.3.1 Zentral koordinierte Supply Chain .................................................................. 29 2.3.2 Dominierte Supply Chain................................................................................ 30 2.3.3 Flexibles Liefernetz......................................................................................... 31 2.3.4 Fazit................................................................................................................ 32
2.4 Modellierungsmethoden und Standardisierungsinitiativen......................................... 32
2.4.1 Das SCOR-Modell .......................................................................................... 32 2.4.2 Planungsmodell des Supply Chain Management........................................... 35 2.4.3 Prozesskettenmodell ...................................................................................... 36 2.4.4 Petri-Netz ....................................................................................................... 38 2.4.5 CIM Open System Architecture (CIMOSA) .................................................... 39
Seite 4 Inhaltsverzeichnis
2.4.6 Unified Modeling Language (UML)................................................................. 40 2.4.7 Aachener PPS-Modell .................................................................................... 42 2.4.8 EDI / EDIFACT ............................................................................................... 44 2.4.9 RosettaNet ..................................................................................................... 45 2.4.10 ebXML ............................................................................................................ 47 2.4.11 LiNet ............................................................................................................... 48 2.4.12 Odette............................................................................................................. 49
2.5 Aufgaben und Auswirkungen von Supply Chain Management .................................. 49
2.5.1 Aufgaben von Supply Chain Management ..................................................... 49 2.5.1.1 Betriebsinterne Aufgaben ................................................................ 50 2.5.1.2 Marktorientierte Aufgaben ............................................................... 50 2.5.1.3 Kooperationsorientierte Aufgaben ................................................... 50
2.5.2 Auswirkungen der überbetrieblichen Kooperation im Supply Chain Management .................................................................................................. 51
2.6 Zusammenfassende Beurteilung des Erkenntnisstands............................................ 52
3 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen...................... 54
3.1 Erfassung von SCM-Reorganisationsmaßnahmen und Klassifizierung..................... 54
3.1.1 Efficient Consumer Response (ECR) ............................................................. 55 3.1.1.1 Beschreibung der Grundlagen......................................................... 55 3.1.1.2 Aufgaben und Ziele ......................................................................... 57 3.1.1.3 Anforderungen................................................................................. 59
3.1.2 Collaborative Planning, Forecasting and Replenishment (CPFR).................. 60 3.1.2.1 Beschreibung der Grundlagen......................................................... 60 3.1.2.2 Aufgaben und Ziele ......................................................................... 60 3.1.2.3 Anforderungen................................................................................. 62
3.1.3 Quick Response (QR) .................................................................................... 63 3.1.3.1 Beschreibung der Grundlagen......................................................... 63 3.1.3.2 Aufgaben und Ziele ......................................................................... 63 3.1.3.3 Anforderungen................................................................................. 64
3.1.4 Continuous Replenishment (CR).................................................................... 64 3.1.4.1 Beschreibung der Grundlagen......................................................... 64 3.1.4.2 Aufgaben und Ziele ......................................................................... 65 3.1.4.3 Anforderungen................................................................................. 65
3.1.5 Vendor Managed Inventory (VMI) .................................................................. 65 3.1.5.1 Beschreibung der Grundlagen......................................................... 65 3.1.5.2 Aufgaben und Ziele ......................................................................... 66 3.1.5.3 Anforderungen................................................................................. 67
3.1.6 Consignment Inventory Management (CIM)................................................... 67

Inhaltsverzeichnis Seite 5
3.1.6.1 Beschreibung der Grundlagen......................................................... 67 3.1.6.2 Aufgaben und Ziele ......................................................................... 68 3.1.6.3 Anforderungen................................................................................. 68
3.1.7 Just in Time (JiT) ............................................................................................ 68 3.1.7.1 Beschreibung der Grundlagen......................................................... 68 3.1.7.2 Aufgaben und Ziele ......................................................................... 69 3.1.7.3 Anforderungen................................................................................. 70
3.1.8 Just in Sequence (JiS).................................................................................... 71 3.1.8.1 Beschreibung der Grundlagen......................................................... 71 3.1.8.2 Aufgaben und Ziele ......................................................................... 71 3.1.8.3 Anforderungen................................................................................. 72
3.1.9 Kanban ........................................................................................................... 72 3.1.9.1 Beschreibung der Grundlagen......................................................... 72 3.1.9.2 Aufgaben und Ziele ......................................................................... 73 3.1.9.3 Anforderungen................................................................................. 73
3.1.10 Supplier Relationship Management (SRM) .................................................... 74 3.1.10.1 Beschreibung der Grundlagen....................................................... 74 3.1.10.2 Aufgaben und Ziele ....................................................................... 75 3.1.10.3 Anforderungen............................................................................... 75
3.1.11 eProcurement................................................................................................. 76 3.1.11.1 Beschreibung der Grundlagen....................................................... 76 3.1.11.2 Aufgaben und Ziele ....................................................................... 76 3.1.11.3 Anforderungen............................................................................... 77
3.1.12 Fourth Party Logistics (4PL) ........................................................................... 77 3.1.12.1 Grundlagen.................................................................................... 77 3.1.12.2 Aufgaben und Ziele ....................................................................... 77 3.1.12.3 Anforderungen............................................................................... 78
3.1.13 Simultaneous Engineering (SE) ..................................................................... 78 3.1.13.1 Grundlagen.................................................................................... 78 3.1.13.2 Aufgaben und Ziele ....................................................................... 78 3.1.13.3 Anforderungen............................................................................... 79
4 Erstellung eines Referenzzielsystems für das SCM ...................................................... 80
4.1 Erfassung von unternehmensspezifischen SCM-Zielen und deren hierarchische Einordnung................................................................................................................. 80
4.1.1 Umsatzmaximierung....................................................................................... 81 4.1.2 Effizienz des eingesetzten Kapitals ................................................................ 83 4.1.3 Kostenminimierung......................................................................................... 85
5 Aufbau einer SCM-Unternehmenstypologie................................................................... 87
Seite 6 Inhaltsverzeichnis
5.1 Entwicklung eines morphologischen Merkmalsschemas zur Typologisierung von Unternehmen hinsichtlich des Bereiches des SCM ................................................... 87
5.1.1 Grundlagen der Typologisierung .................................................................... 87 5.1.1.1 Auswahl der Analysemethode ......................................................... 88 5.1.1.2 Voraussetzungen für die Durchführung........................................... 90
5.1.2 Bestimmung der Einflussgrößen des Lieferanten und der Kunden-Lieferanten-Schnittstelle .................................................................................................... 90 5.1.2.1 Unternehmensbezogene Merkmale ................................................ 91 5.1.2.2 Netzwerkbezogene Merkmale ......................................................... 92 5.1.2.3 Kundenbezogene Merkmale............................................................ 93 5.1.2.4 Zusammenstellung der Merkmale ................................................... 93 5.1.2.5 Auswahl der Merkmale für die Typologisierung............................... 94
5.1.3 Ableitung von Unternehmenstypologien......................................................... 96 5.1.3.1 Datenerhebung und beschreibende Analyse .................................. 97 5.1.3.2 Korrelationsanalyse ......................................................................... 98 5.1.3.3 Ähnlichkeitsermittlung...................................................................... 99 5.1.3.4 Clusterbildung................................................................................ 100
5.1.4 Ableitung von Unternehmenstypen unter SCM-Gesichtspunkten ................ 101 5.1.4.1 Anlagenbauer ................................................................................ 102 5.1.4.2 Auftragsfertiger, Typ 1 (Kleinserienfertiger)................................... 103 5.1.4.3 Auftragsfertiger, Typ 2 (Serienfertiger) .......................................... 104 5.1.4.4 Auftragsfertiger, Typ 3 (Mischfertiger) ........................................... 105 5.1.4.5 Lagerfertiger .................................................................................. 106
5.1.5 Zusammenfassende Beurteilungen der Typenbildung................................. 107
6 Typenspezifische Vorgehensweise............................................................................... 109
6.1 Typenspezifische Zuordnung von SCM-Reorganisationsmaßnahmen.................... 109 6.2 Untersuchung der Ursachen-Wirkungszusammenhänge zwischen
unternehmensspezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen................................................................................... 111
7 EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens .............. 115
7.1 Vorgehensweise zur unternehmensspezifischen Priorisierung und Auswahl der SCM-Reorganisationsmaßnahmen................................................................................... 115
7.1.1 Zuordnung des jeweiligen Unternehmens zu einem Unternehmenstypen und den identifizierten SCM-Reorganisationsmaßnahmen................................. 116
7.1.2 Spezifizierung der angestrebten Unternehmensziele im Bereich SCM........ 117
8 Exemplarische Anwendung und Validierung der Forschungsergebnisse................ 120
8.1 Vorgehensweise der exemplarischen Anwendung .................................................. 120 8.2 Durchführung der exemplarischen Anwendung....................................................... 121

Inhaltsverzeichnis Seite 7
8.2.1 Fallstudie A................................................................................................... 121 8.2.1.1 Anwendungsphase 1 „Einführung“ ................................................ 121 8.2.1.2 Anwendungsphase 2 „Durchführung“............................................ 121
8.2.2 Fallstudie B................................................................................................... 124 8.2.2.1 Anwendungsphase 1 „Einführung“ ................................................ 124 8.2.2.2 Anwendungsphase 2 „Durchführung“............................................ 124
8.2.3 Fallstudie C .................................................................................................. 127 8.2.3.1 Anwendungsphase 1 „Einführung“ ................................................ 127 8.2.3.2 Anwendungsphase 2 „Durchführung“............................................ 127
9 Dokumentation und Transfer der Ergebnisse .............................................................. 131
9.1 Veröffentlichungen in Fachzeitschriften ................................................................... 131 9.2 Präsentationen in Industrieunternehmen (Arbeitskreis) ........................................... 132 9.3 Präsenz auf Veranstaltungen................................................................................... 132 9.4 Internetauftritt ........................................................................................................... 132 9.5 Poster und Flyer....................................................................................................... 133
10 Zusammenfassung und Ausblick.................................................................................. 134
Literatur................................................................................................................................... 136
Anhang.................................................................................................................................... 157

Seite 8 Abbildungsverzeichnis
Abbildungsverzeichnis
Abbildung 1-1: Stand der externen Integration von Geschäftsprozessen (HOOLE 2003, S. 2)....................................................................................................................... 16
Abbildung 1-2: Hindernisse bei der Umsetzung von SCM (SCHÖNSLEBEN et al. 2003, S. 16)....................................................................................................................... 17
Abbildung 1-3: Betriebswirtschaftliche Potenziale des Supply Chain Management (BECKER/ GEIMER 1999, PILLEP/ VON WREDE 1999, ZETZL 2002).......................... 17
Abbildung 1-4: Fragen zur Reorganisation des SCM ............................................................. 19
Abbildung 1-5: Lösungsweg des Forschungsvorhabens........................................................ 21
Abbildung 2-1: Material-, Informations- und Finanzflüsse als Kernelemente des SCM (in Anlehnung an KNOLMAYER et al. 2000, S. 2) .............................................. 23
Abbildung 2-2: Verschiedene Schulen im Supply Chain Management .................................. 28
Abbildung 2-3: Zentral koordinierte Supply Chain (in Anlehnung an RÜTTGERS et al. 2000, S. 52).............................................................................................................. 30
Abbildung 2-4: Dominierte Supply Chain (in Anlehnung an RÜTTGERS et al. 2000, S. 52) . 30
Abbildung 2-5: Flexibles Liefernetz......................................................................................... 31
Abbildung 2-6: Das SCOR-Modell (in Anlehnung an SCC 2002, S. 3)................................... 32
Abbildung 2-7: Die Modellierungsebenen des SCOR-Modells (in Anlehnung an SCC 2002, S. 6) .................................................................................................................... 34
Abbildung 2-8: Die Prozesskategorien im SCOR-Modell (in Anlehnung an SCC 2002, S. 9) 34
Abbildung 2-9: Planungsebenen des Supply Chain Management (in Anlehnung an RÜTTGERS et al. 2000, S. 50) ...................................................................... 35
Abbildung 2-10: Kundenorientierung im Prozesskettenmodell (in Anlehnung an BAUMGARTEN et al. 2001, S. 9)................................................................... 37
Abbildung 2-11: Gliederung eines Prozesses in Teilprozesse ................................................. 37
Abbildung 2-12: Elemente eines Petri-Netzes (in Anlehnung an HANNEN 1996, S. 138) ....... 39
Abbildung 2-13: Aktivitätsdiagramm ......................................................................................... 41
Abbildung 2-14: Zustandsdiagramm......................................................................................... 42
Abbildung 2-15: Referenzsichten des Aachener PPS-Modells (Schuh 2006, S. 19)................ 44
Abbildung 2-16: Nicht-standardisierte und standardisierte EDI-Lösungen (in Anlehnung an SEIDELMANN 1997, S. 106).......................................................................... 45
Abbildung 2-17: Betriebsinterne Aufgaben (in Anlehnung an HALUSA 1996, S. 23)............... 50
Abbildung 2-18: Marktorientierte Aufgaben (in Anlehnung an HALUSA 1996, S. 23) .............. 50

Abbildungsverzeichnis Seite 9
Abbildung 2-19: Kooperationsorientierte Aufgaben (in Anlehnung an HALUSA 1996, S. 23).. 51
Abbildung 2-20: Supply Chain Management im Vergleich zu klassischen Ansätzen (in Anlehnung an RÜTTGERS et al. 2000, S. 53) ............................................... 52
Abbildung 3-1: Auszug des Portfolios der SCM-Reorganisationsmaßnahmen ...................... 55
Abbildung 3-2: Die Basisstrategien des ECR ......................................................................... 56
Abbildung 3-3: Die Schaffung einer „win-win-win-Situation“ als Ziel von ECR (in Anlehnung an SEIFERT 2002, S. 30).................................................................................... 58
Abbildung 4-1: SCM spezifisches Zielsystem......................................................................... 80
Abbildung 4-2: SCM spezifisches Zielsystem zur „Umsatzmaximierung“............................... 82
Abbildung 4-3: Zielsystem „Effizienz des eingesetzten Kapitals“ ........................................... 84
Abbildung 4-4: Zielsystem „Kostenminimierung“ .................................................................... 85
Abbildung 5-1: Klassifikation multivariater Analysemethoden (BACKHAUS et al. 2003, S. 7ff)....................................................................................................................... 88
Abbildung 5-2: Cluster-Verfahren (vgl. BACKAUS et al. 2003, S. 499).................................. 89
Abbildung 5-3: Klassifikationsmodell für logistische Einflussgrößen ...................................... 91
Abbildung 5-4: Merkmale bezogen auf das Unternehmen ..................................................... 95
Abbildung 5-5: Merkmale bezogen auf die Kunden-Lieferanten-Beziehung .......................... 96
Abbildung 5-6: Merkmale bezogen auf das Produktionsnetzwerk.......................................... 96
Abbildung 5-7: Ablauf der Clusteranalyse .............................................................................. 97
Abbildung 5-8: Branchenverteilung der befragten Unternehmen ........................................... 98
Abbildung 5-9: Verteilung der Unternehmen nach Mitarbeiteranzahl ..................................... 98
Abbildung 5-10: Binärer Vergleich von zwei Objekten (ECKES et al. 1980, S. 46; BACKAUS et al. 2003, S. 484) ......................................................................................... 99
Abbildung 5-11: Ellenbogendiagramm.................................................................................... 101
Abbildung 5-12: Struktur der Unternehmenstypologie............................................................ 102
Abbildung 5-13: Morphologisches Merkmalsschema der „Anlagenbauer“ ............................. 103
Abbildung 5-14: Morphologisches Merkmalsschema des „Kleinserienfertigers“ .................... 104
Abbildung 5-15: Morphologisches Merkmalsschema des „Serienfertigers“............................ 105
Abbildung 5-16: Morphologisches Merkmalsschema des „Mischfertigers“............................. 106
Abbildung 5-17: Morphologisches Merkmalsschema des „Lagerfertigers“............................. 107
Abbildung 6-1: Eignung der Best Practices für die Unternehmenstypen.............................. 111
Abbildung 6-2: Wirkzusammenhänge zwischen Best Practices und Zielen des SCM, Teil 1112

Seite 10 Abbildungsverzeichnis
Abbildung 6-3: Wirkzusammenhänge zwischen Best Practices und Zielen des SCM, Teil 2113
Abbildung 7-1: Unausgefüllte Morphologie........................................................................... 116
Abbildung 7-2: Vorgewählte Morphologie............................................................................. 117
Abbildung 7-3: Unausgefüllte Zielgewichtung....................................................................... 118
Abbildung 7-4: Ausgefüllte Zielgewichtung........................................................................... 118
Abbildung 7-5: Detaillierte Rangfolge der SCM-Maßnahmen............................................... 119
Abbildung 8-1: Vorgehensweise der exemplarischen Anwendung....................................... 120
Abbildung 8-2: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen A (Serienfertiger)............................................................. 122
Abbildung 8-3: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen A, Teil 1.................................................................................. 123
Abbildung 8-4: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen A, Teil 2.................................................................................. 123
Abbildung 8-5: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen B (Serienfertiger)............................................................. 125
Abbildung 8-6: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen B, Teil 1.................................................................................. 125
Abbildung 8-7: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen B, Teil 2.................................................................................. 126
Abbildung 8-8: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen C (Mischfertiger) ............................................................. 128
Abbildung 8-9: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen C, Teil 1 ................................................................................. 128
Abbildung 8-10: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unternehmen C, Teil 2 ................................................................................. 129
Abbildung A-1: Prozessabläufe im Efficient Consumer Response ....................................... 157
Abbildung A-2: Prozessabläufe im Collaborative Planning, Forecasting and Replenishment..................................................................................................................... 158
Abbildung A-3: Prozessabläufe im Quick Response............................................................. 159
Abbildung A-4: Prozessabläufe im Continuous Replenishment............................................ 160
Abbildung A-5: Prozessabläufe im Vendor Managed Inventory............................................ 161
Abbildung A-6: Prozessabläufe im Consignment Inventory Management ............................ 162
Abbildung A-7: Prozessabläufe im Just in Time.................................................................... 163
Abbildung A-8: Prozessabläufe im Just in Sequence ........................................................... 164
Abbildung A-9: Prozessabläufe im Kanban........................................................................... 165

Abbildungsverzeichnis Seite 11
Abbildung C-1: Dendrogramm der Clusteranalyse................................................................ 175
Abbildung D-1: Gesamtes Portfolio der SCM-Maßnahmen .................................................. 176

Seite 12 Abkürzungsverzeichnis
Abkürzungsverzeichnis
3PL Third Party Logistics 4PL Fourth Party Logistics APS Advanced Planning and Scheduling B2B Business to Business Bd. Band BMBF Bundesministerium für Bildung und Forschung BMW Bayrische Motorenwerke BOV Business Operational View BP Best Practice bzw. beziehungsweise CAD Computer Aided Design CD Compact Disc CIM Common Information Model CIMOSA Common Information Modell Open System Architecture Co. Compagnie (Kompanie) COIM Consignment Inventory Management CM Category Management CPFR Collaborative Planning, Forecasting and Replenishment CPGmarket Consumer Packaged Goods Market CR Continuous Replenishment d. h. das heißt DIN Deutsches Institut für Normung e.V. DV Datenverarbeitung EAN Europäische Artikel-Nummer / European Article Number ebXML Electronic Business Extensible Markup Language ECR Efficient Consumer Response EDI Electronic Data Interchange EDIFACT Electronic Data Interchange For Administration Commerce And Transport EDV Elektronische Datenverarbeitung ERP Enterprise Resource Planning et al. et alterae etc. et cetera ETH Eidgenösische Technische Hochschule EU Europäische Union f. folgende (Seite) ff. fortfolgende (Seiten) FIR Forschungsinstitut für Rationalisierung an der RWTH Aachen

Abkürzungsverzeichnis Seite 13
FSV Functional Service View GCI Global Commerce Initiative ggf. gegebenenfalls GmbH Gesellschaft mit beschränkter Haftung GNX Global Net Exchange Hrsg. Herausgeber IFV Implementation Framework View IML Institut für Materialfluss und Logistik inkl. Inklusiv IPA Institut für Produktionstechnik und Automatisierung ISDN Integrated Services Digital Network IT Informationstechnologie ITIA-CNR Istituto di Tecnologie Industriali e Automazione – Consiglio Nazionale delle
Ricerche IV Informationsverarbeitung JiS Just in Sequence JiT Just in Time KMU Klein- und mittelständische Unternehmen KPI Key Performance Indikator LiNet Lieferanten-Netzwerkmanagement M.I.T. Massachusetts Institute of Technology N. N. nomen nescio NC Network Computer Nr. Nummer OASIS Organization for the Advancement of Structured Information Standards Odette Organisation for Data Exchange through Tele-Transmission in Europe OFTP Odette File Transfer Protocol OMG Object Management Group PIP Partner Interface Process POS Point of Sale PPS Produktionsplanung und –steuerung QR Quick Response RoI Retrun on Investment S. Seite SCM Supply Chain Management SCOR Supply-Chain-Operations-Reference SPSS Statistical Package for the Social Sciences St. Sankt SWIFT Society for Worldwide Internet Financial Telecommunication u. a. unter anderem / und andere

Seite 14 Abkürzungsverzeichnis
UML Unified Modelling Language UN/CEFACT United Nations Centre for Trade Facilitation and Electronic
Business URL Uniform Resource Locator USA United States of America v.d. van den VDA Verband der Automobilindustrie VDI Verein Deutscher Ingenieure vgl. vergleiche VICS Voluntary Interindustry Commerce Standard VMI Vendor Managed Inventory vs. versus W3C World Wide Web Consortium WWRE World Wide Retail Exchange WWW World Wide Web XML Extensible Markup Language z. B. zum Beispiel z. Z. zur Zeit

Einleitung und Darstellung des Projektansatzes Seite 15
1 Einleitung und Darstellung des Projektansatzes
1.1 Ausgangssituation und Problemstellung
Unternehmen handeln heute global. Sie sind integriert in Produktionsnetzwerke bzw. produkt-spezifisch in Supply Chains. Die globalen Märkte erfordern die Belieferung von Endkunden innerhalb extrem kurzer Lieferzeiten sowie die Verkürzung von Produktlebenszyklen, um End-kunden zufrieden zu stellen (vgl. WYSOCKI et al. 2004, S. 79). Die dynamische Anpassung an diese Marktveränderungen ist nur noch mit Fertigungsressourcen möglich, die zu verschiede-nen ökonomisch und organisatorisch unabhängigen, auf ihre Kernkompetenz spezialisierten Partnern gehören (vgl. HIEBER 2002, S. 1). Die daraus resultierenden Anforderungen an die unternehmensübergreifende Kooperation und Koordination steigen kontinuierlich und stellen insbesondere die Lieferanten vor die Aufgabe, die unternehmensübergreifenden Schnittstellen möglichst effizient und kundenorientiert zu gestalten (vgl. WAGNER et al. 2004, S. 275).
Die zunehmende Dynamik des wirtschaftlichen Umfeldes und die veränderten Wettbewerbsbe-dingungen (z. B. Globalisierung, Deregulierung der Märkte, etc.) stellen Unternehmen heute immer wieder vor neue Herausforderungen und beeinflussen unternehmerische Entscheidun-gen maßgeblich. Das zeigt sich beispielsweise in Form von erhöhten Kundenanforderungen hinsichtlich Qualität, Zeit und Preis. In immer kürzeren Zyklen werden Produkte auf den Markt gebracht. Gleichzeitig nimmt die Variantenvielfalt kontinuierlich zu. Die Globalisierung fördert diesen Trend, indem sie den Zugang zu internationalen Absatzmärkten und neuen Vertriebs-wegen ermöglicht und dadurch die Wettbewerbsbedingungen verschärft (vgl. ZETZL 2002, WILDEMANN 2000). Aufgrund dieser Entwicklung wird die Internationalisierung vieler Unter-nehmensaktivitäten forciert, und die Konzentration auf Kernkompetenzen nimmt zu. Kleine und mittlere Unternehmen (KMU) erkennen, dass bei ihren Geschäften nicht allein die interne Restrukturierung, sondern auch eine erfolgreiche unternehmensübergreifende Reorganisation über wirtschaftlichen Erfolg und zukünftige Wettbewerbsfähigkeit entscheidet (vgl. HAHN 2000, CORSTEN 2002). In diesem Zusammenhang wird heute das Supply Chain Management (SCM) in Theorie und Praxis intensiv diskutiert (vgl. HIEBER et al. 2002).
Trotz der zunehmenden Bedeutung und nachgewiesenen Verbesserungspotenziale von SCM zeigen sich KMU bei Reorganisationsmaßnahmen des SCM dennoch zurückhaltend (vgl. CORSTEN 2002). Aufgrund der großen Anzahl möglicher Reorganisationsmaßnahmen wissen Unternehmen häufig nicht, welche Möglichkeiten zur Erfüllung ihrer unternehmensspezifischen Ziele im Rahmen des SCM existieren (vgl. WILDEMANN 2000, O. V. 1999). Häufig ist den Unternehmen unklar, welche verschiedenen Möglichkeiten im Zusammenhang mit Reorganisa-tionsmaßnahmen des SCM in der Praxis überhaupt existieren. Darüber hinaus sind den Unter-nehmen die spezifischen Anforderungen und Ziele der unterschiedlichen Maßnahmen zumeist nicht bekannt.
Noch im Jahr 2001 prophezeite eine Studie von Frost und Sullivan Wachstumsraten für den Markt der SCM-Software in Europa für die kommenden Jahre auf über 28% (vgl. FROST & SULLIVAN, 2001). Inzwischen haben Untersuchungen jedoch gezeigt, dass der SCM-Software Markt in Europa nach wie vor stagniert (vgl. SCHÖNSLEBEN et al. 2003b, S. 19). Die amerika-nische Unternehmensberatung PRTM fand in einer Umfrage unter 80 überwiegend amerikani-

Seite 16 Einleitung und Darstellung des Projektansatzes
schen Top-Managern heraus, dass die Gründe hierfür in der mangelnden Prozessintegration von Geschäftsprozessen zwischen Kunden und Lieferanten liegen, welche eine wesentliche Voraussetzung für die Implementierung von SCM-Systemen ist. Lediglich 10% der Befragten gaben an, dass ihre Firmen bereits eine externe Prozessintegration vollzogen haben (vgl. Abbildung 1-1). Als Hindernisse für die mangelnde Integrationsfähigkeit wurden fehlende unternehmensübergreifende Geschäftsprozesse (65%) und fehlendes Wissen über SCM-Gestaltungsmöglichkeiten (53%) genannt (vgl. HOOLE 2003, S. 2). Die unternehmensübergrei-fende Prozessintegration ist jedoch eine notwendige Voraussetzung, um unternehmensüber-greifende Prozesse EDV-technisch unterstützen zu können.
38%42%
10% 10%
0%
10%
20%
30%
40%
50%
funktionaler Fokus interne Integration externe Integration Zusammenarbeitzw. Unternehmen
Proz
ents
atz
der T
eiln
ehm
er
Anwendung von SCM
?
38%42%
10% 10%
0%
10%
20%
30%
40%
50%
funktionaler Fokus interne Integration externe Integration Zusammenarbeitzw. Unternehmen
Proz
ents
atz
der T
eiln
ehm
er
Anwendung von SCM
??
Abbildung 1-1: Stand der externen Integration von Geschäftsprozessen (HOOLE 2003, S. 2)
Eine weitere Statistik (vgl. Abbildung 1-2) verdeutlicht die Gründe für die Probleme bei der Umsetzung von SCM bei den Prozessen, die über die Unternehmensgrenzen hinausgehen. In der Hauptsache sind dies das Fehlen einer passenden Software und eines strukturierten Vor-gehens zur Umsetzung von SCM.

Einleitung und Darstellung des Projektansatzes Seite 17
strukturiertes Vorgehen zur Umsetzung von SCM fehlt
passende Software fehlt
keine Kernkompetenzen an Partner verlieren
Interessenskonflikte zwischen Partnern
notwendiges Know-how fehlt
Nutzen rechtfertigt nicht den Aufwand
Vorbehalte, Daten an Kunden zu geben
Vorbehalte, Daten an Lieferanten zu geben
Partner sind nicht interessiert
trifft nicht zu trifft zu
strukturiertes Vorgehen zur Umsetzung von SCM fehlt
passende Software fehlt
strukturiertes Vorgehen zur Umsetzung von SCM fehlt
passende Software fehlt
keine Kernkompetenzen an Partner verlieren
Interessenskonflikte zwischen Partnern
notwendiges Know-how fehlt
Nutzen rechtfertigt nicht den Aufwand
Vorbehalte, Daten an Kunden zu geben
Vorbehalte, Daten an Lieferanten zu geben
Partner sind nicht interessiert
trifft nicht zu trifft zu
Abbildung 1-2: Hindernisse bei der Umsetzung von SCM (SCHÖNSLEBEN et al. 2003, S. 16)
Im Rahmen der Forschungsaktivitäten des Forschungsinstituts für Rationalisierung (FIR) wird SCM als betriebswirtschaftliche Querschnittsfunktion zur Konfiguration, Planung und Steuerung eines industriellen Liefernetzwerkes definiert (vgl. LUCZAK/SCHIEGG 2001). Unter einem industriellen Liefernetzwerk sind dabei alle Beschaffungs-, Fertigungs-, Montage- und Logistik-aktivitäten zu verstehen, die zur Sachgütererstellung und -verteilung notwendig sind. Die Ge-schäftsprozesse mehrerer Unternehmen werden dabei über ihre Material-, Informations- und Wertflüsse miteinander verbunden. Aus diesen Verbindungen entstehen Netzwerke (sog. „Supply Nets“), in denen Sachgüter, Werte und Informationen unternehmensübergreifend versandt und ausgetauscht werden (vgl. CORSTEN 2002, HUGHES et al. 2000). Die meisten Unternehmen sind Teil mehrerer Liefernetzwerke und haben dadurch die hohe Bedeutung des Lieferkettenmanagements sowie die großen ökonomischen Verbesserungspotenziale in diesem Bereich erkannt (vgl. WOLFF/ NADJ 2001, PFOHL et al. 2001, CORSTEN 2002). Sowohl Verbesserungspotenziale als auch Einsparungseffekte werden durch die Ergebnisse verschie-dener branchenübergreifender Studien in europäischen kleinen, mittleren und großen Unter-nehmen belegt und können zusammengefasst wie folgt beschrieben werden (vgl. Abbildung 1-3):
Reduzierung... der Lagerbestände um 25 - 60%der Transportkosten um 25%der Durchlaufzeiten um 30 - 65%der Lieferzeiten um 67%
Erhöhung...der Lieferbereitschaft um 16 - 28 %der Prognosegenauigkeit um 25 - 80%
Steigerung...der Produktivität um 10 - 60%der Kapazitätsauslastung um 10 - 20%
Reduzierung... der Lagerbestände um 25 - 60%der Transportkosten um 25%der Durchlaufzeiten um 30 - 65%der Lieferzeiten um 67%
Erhöhung...der Lieferbereitschaft um 16 - 28 %der Prognosegenauigkeit um 25 - 80%
Steigerung...der Produktivität um 10 - 60%der Kapazitätsauslastung um 10 - 20%
Abbildung 1-3: Betriebswirtschaftliche Potenziale des Supply Chain Management (BECKER/ GEIMER 1999, PILLEP/ VON WREDE 1999, ZETZL 2002)
Ein erfolgreiches SCM unterstützt die aktive Sicherung der Wettbewerbsfähigkeit eines Unter-nehmens (vgl. HELMING/ZONNENBERG 2000, GRUNDMANN 2001). Durch überbetriebliche Reorganisationsaktivitäten können beispielsweise Verbesserungen in den Bereichen des Lieferservice, der partnerschaftlichen Beziehungen zu anderen Unternehmen und der Reakti-

Seite 18 Einleitung und Darstellung des Projektansatzes
onsfähigkeit auf ein dynamisches Umfeld, erreicht werden (vgl. JIRIK 1999, PILLEP/VON WREDE 1999).
Vor dem Hintergrund der angesprochenen Entwicklungen des Unternehmensumfeldes und unter Berücksichtigung der oben angeführten Verbesserungspotenziale ist zu erkennen, dass ein effizientes SCM als betriebsorganisatorischer Wettbewerbsfaktor zunehmend an Bedeutung gewinnt (vgl. FINE 1998, HUGHES et al. 2000, PILLEP/VON WREDE 1999). Dennoch zeigen sich KMU bei Reorganisationsmaßnahmen des SCM zurückhaltend (vgl. CORSTEN 2002). Diese Zurückhaltung begründet sich u. a. aus der Unsicherheit, Finanz- und Zeitressourcen in ein Reorganisationsprojekt im Bereich des SCM zu investieren, dessen Nutzen und Erfolgsaus-sichten schwierig zu quantifizieren scheinen (vgl. KLOSS 2001, PFOHL et al. 2001, GRUNDMANN 2001). Ein zusätzlicher Unsicherheitsfaktor ergibt sich durch die negativen Beispiele vieler mittlerer bis großer Unternehmen, deren Versuche, SCM-Reorganisationsmaßnahmen durchzuführen, erfolglos endeten (vgl. GRUNDMANN 2001, MARBACHER 2001). Eine strukturierte Vorgehensweise ist Voraussetzung für eine erfolgreiche Umsetzung des SCM. Eine Studie der BOSTON CONSULTING GROUP (2000) hat gezeigt, dass
... Unternehmen, die ihre SCM-Aktivitäten mit sorgfältigen Analysen begleitet haben, in 56% der Fälle erfolgreich bei der Umsetzung ihrer Maßnahmen gewesen sind, während weniger als 10% der Unternehmen, die dieses nicht taten, erfolgreich waren.
... Unternehmen, die ihre SCM-Aktivitäten durch eine sorgfältig durchgeführte strategische Potenzialbewertung abgeleitet haben, mit 53% Erfolgsquote bei der Umsetzung von SCM-Maßnahmen mehr als doppelt so erfolgreich als die anderen Unternehmen (22%) waren.
Aufgrund der großen Anzahl möglicher Reorganisationsmaßnahmen wissen Unternehmen häufig nicht, welche Möglichkeiten zur Erfüllung ihrer unternehmensspezifischen Ziele im Rahmen des SCM existieren (vgl. WILDEMANN 2000, O. V. 1999). Beratungs- und Software-unternehmen nutzen diese Situation, in dem sie den Unternehmen IT-basierte Lösungskonzep-te anbieten. Problematisch dabei ist, dass diese Konzepte vorwiegend operativ sind und orga-nisatorische Aspekte meist nicht berücksichtigen (vgl. PANTELE 2001, KAUFMANN 2001). Aufgrund dieser eingeschränkten, in vielen Fällen unzureichenden Betrachtung des SCM kommt es häufig zum Scheitern von SCM-Projekten (vgl. ZETZL 2002, O. V. 1999, KLOSS 2001). Schließlich beinhaltet erfolgreiches SCM neben Maßnahmen der IT-Planung und -Umsetzung vor allem die Berücksichtigung weiterer Reorganisationsmaßnahmen aus allen Bereichen des SCM Umfeldes (vgl. WERNER 2002, LAMBERT et al. 2001).
Der Automobilhersteller Ford hat sich beispielsweise zum Ziel gesetzt, seinen Marktauftritt zu stärken und seine Kosten für die Fertigung und Logistik nachhaltig zu senken. Um diese Ziele realisieren zu können, will das Unternehmen auf seine Logistik als entscheidenden, strategi-schen Wettbewerbsfaktor setzten. Eine SCM-Reorganisationsmaßnahme, die das Unterneh-men in diesem Zusammenhang unternehmensübergreifend anwendet, ist „Just in Sequence“ (Produktion und Lieferung zur rechten Zeit und in exakter Montagereihenfolge). Diese Maß-nahme baut auf ein zuverlässiges Lieferantennetzwerk auf und verursacht eine maßgebliche Veränderung in den Organisationen der Netzwerkpartner, wie z. B. eine neue Arbeitsteilung. Wesentlich dabei ist, dass die logistische Aufgabe als ganzheitlicher, prozessorientierter Ansatz entsteht und als Gemeinschaftsleistung anerkannt wird (vgl. CORSTEN 2002). Dieses Beispiel verdeutlicht, wie wichtig der Organisationsaspekt bei der Einführung von Reorganisationsmaß-nahmen im Bereich des SCM ist. Die IT-Planung und -Umsetzung ist zunächst eher sekundär.

Einleitung und Darstellung des Projektansatzes Seite 19
Bei der Auswahl von Reorganisationsmaßnahmen im Bereich des SCM sollten die Abhängig-keiten, denen einzelne dieser Maßnahmen unterliegen, beachtet werden. Abhängigkeiten bestehen z. B. zwischen dem Aufbau einer Beschaffungskooperation und der unternehmens-spezifischen Lagerpolitik. Daher müssen bei dem Auswahlprozess die Unternehmensaktivitäten in einem Gesamtzusammenhang gesehen werden. Bei einer Auswahl der richtigen Reorganisa-tionsmaßnahme handelt es sich demnach für Unternehmen um ein komplexes Entscheidungs-problem, das folgende Fragen offen lässt (vgl. Abbildung 1-4):
• Welche Reorganisationsmaßnahmen gibt es?
• Welche Reorganisationsmaßnahmen sind im spezifischen Unternehmensumfeld sinnvoll?
• Welche dieser Reorganisationsmaßnahmen kann das Unternehmen momentan durchführen?
• In welcher Reihenfolge sollten diese Reorganisationsmaßnahmen durchgeführt werden, damit das Unternehmen den größtmöglichen Nutzen dabei realisiert?
• Welche Reorganisationsmaßnahmen gibt es?
• Welche Reorganisationsmaßnahmen sind im spezifischen Unternehmensumfeld sinnvoll?
• Welche dieser Reorganisationsmaßnahmen kann das Unternehmen momentan durchführen?
• In welcher Reihenfolge sollten diese Reorganisationsmaßnahmen durchgeführt werden, damit das Unternehmen den größtmöglichen Nutzen dabei realisiert?
Abbildung 1-4: Fragen zur Reorganisation des SCM
Zur Beantwortung dieser Fragen sollten zunächst die SCM-Reorganisationsmaßnahmen erfasst und strukturiert werden (vgl. BECKER/GEIMER 1999). In der Literatur existieren unterschiedli-che Ansätze zur Strukturierung des SCM (vgl. CORSTEN 2002, WERNER 2002, LAMBERT et al. 2001). Der Großteil der Autoren definiert Kernaufgaben innerhalb des SCM. Sie lassen sich zusammenfassend als Strategieentwicklung, Informationstechnologieentwicklung, Prozessent-wicklung, Beziehungsmanagement und Organisationsentwicklung definieren (vgl. HIEBER et al. 2002, GRUNDMANN 2001, BECKER/GEIMER 1999, CORSTEN 2002).
Die unterschiedlichen Bereiche des SCM sowie die große Anzahl der möglichen Reorganisati-onsmaßnahmen zeigen, dass es einer Navigationshilfe bei der Auswahl bedarf. Die bisher zu dieser Thematik veröffentlichten Beiträge sind auf einzelne Probleme bezogen und beschreiben punktuelle Lösungen (vgl. CORSTEN 2002). Insbesondere KMU können aus Gründen man-gelnder finanzieller und personeller Ressourcen sowie fehlendem Know-how dieses Entschei-dungsproblem zurzeit noch nicht eigenständig lösen (vgl. KLOSS 2001). Es ist seitens der praxisnahen Forschung notwendig, KMU ein unterstützendes Instrumentarium zur Verfügung zu stellen, das die Komplexität der Entscheidung verringert, ohne die entscheidungsrelevanten Einflüsse zu vernachlässigen. Dieses Instrumentarium sollte eine Strukturierung der möglichen Reorganisationsmaßnahmen im Umfeld des SCM ermöglichen und die zur Lösung der spezifi-schen Problemstellungen geeignete Reorganisationsmaßnahmen schnell und kostengünstig priorisieren und auswählen. (vgl. O. V. 1999, KAUFMANN 2001, WOLFF/ NADJ 2001).
1.2 Zielsetzung und Vorgehensweise
Ziel des geplanten Forschungsvorhabens ist die Entwicklung eines Instrumentariums zur Priorisierung und Auswahl von Reorganisationsmaßnahmen im Rahmen des SCM bei KMU (kurz: SCM-Navigator).

Seite 20 Einleitung und Darstellung des Projektansatzes
Der SCM-Navigator soll eine Entscheidungsunterstützung bei der Auswahl geeigneter Reorga-nisationsmaßnahmen im Bereich des SCM bieten. Dabei soll er individuell für jedes Unterneh-men geeignete Reorganisationsmaßnahmen vorschlagen. Aufgrund der hohen Komplexität der Entscheidung wird der SCM-Navigator zunächst eine Vorauswahl der Reorganisationsmaß-nahmen durchführen. In einem zweiten Schritt soll er das Unternehmen bei der Priorisierung der ausgewählten Maßnahmen unterstützen. Infolgedessen hat ein Unternehmen durch den SCM-Navigator die Möglichkeit, geeignete SCM-Reorganisationsmaßnahmen auszuwählen und durch ihre Umsetzung unternehmensspezifische Verbesserungspotenziale zu heben.
Bei der Gestaltung des SCM-Navigators werden verschiedene Modelle und Instrumente erar-beitet. Zum Teil kann dabei auf Ergebnisse früherer Forschungsprojekte des Forschungsinsti-tuts für Rationalisierung zurückgegriffen werden. Der Schwerpunkt des SCM-Navigators soll auf einer flexiblen Handhabung für KMU liegen.
Der dem Projektvorhaben zugrundeliegende Lösungsweg besteht aus drei Phasen und umfasst insgesamt acht Arbeitsschritte. Eine Beschreibung des Lösungswegs sowie der einzelnen Schritte zeigt Abbildung 1-5, die im Folgenden näher erläutert wird.
Zu Beginn werden im Rahmen der Analysephase die vorhandenen Reorganisationsmaßnah-men im Bereich des SCM erfasst und hinsichtlich ihrer Einsatzpotenziale untersucht. Die Er-gebnisse der Analyse werden in einem Portfolio zusammengefasst. Dieses Portfolio soll Unter-nehmen einen Überblick verschaffen, welche Reorganisationsmaßnahmen im Bereich des SCM verfügbar sind. Anschließend soll ein generisches Referenzzielsystem des SCM entwickelt werden. Dafür werden zunächst Unternehmensziele aus dem Bereich SCM zusammengestellt. Daraufhin erfolgt eine hierarchische Anordnung der Ziele, die die Unternehmensziele in Ober- und Unterziele gliedert. Da Produktionsunternehmen je nach Branche häufig unterschiedliche Erwartungen bei der Realisierung von Reorganisationsmaßnahmen im Bereich des SCM haben, soll eine SCM-Unternehmenstypologie aufgebaut werden. Mit Hilfe eines morphologi-schen Merkmalsschemas sollen dabei wesentliche Gemeinsamkeiten sowie Unterscheidungs-merkmale der Unternehmenstypen herausgearbeitet werden. Um eine typenspezifische Vorge-hensweise bei der Anwendung des SCM-Navigators zu gewährleisten, soll zunächst eine typenspezifische Zuordnung der betrachteten Reorganisationsmaßnahmen des SCM erfolgen. Außerdem sollen die Ursachen-Wirkungszusammenhänge zwischen Zielgrößen des Referenz-zielmodells und den Reorganisationsmaßnahmen des SCM herausgestellt werden.
Auf Basis dieser Ergebnisse der Analyse- und Konzeptionsphase erfolgt eine EDV-technische Umsetzung des SCM-Navigators in einem Software-Tool, um eine einfache und effiziente Handhabung des SCM-Navigators zu gewährleisten. Um die Vorgehensweise zur Anwendung des SCM-Navigators im Unternehmen zu erläutern, wird parallel dazu ein Handlungsleitfaden erstellt. Die Eignung des SCM-Navigators soll in drei Pilotanwendungen untersucht werden. Hierzu werden KMU verschiedener Typen in die Erarbeitung und Validierung der Ergebnisse eingebunden. Die praktischen Erfahrungen, die dabei gewonnen werden, sollen ggf. in die Überarbeitung des SCM-Navigators einfließen. Neben dem Abschlussbericht sollen verschie-dene weitere Medien zur Dokumentation und zum Transfer der Forschungsergebnisse dienen. Dazu zählen eine Web-Seite zur aktuellen Darstellung der Projektergebnisse, Veröffentlichun-gen in Fachzeitschriften sowie die Diskussion der Ergebnisse mit Industrieunternehmen.

Einleitung und Darstellung des Projektansatzes Seite 21
Arbeitsschritt 2: Erstellung eines Referenzzielsystems für das SCMErfassung von unternehmensspezifischen SCM-Zielen und Verallgemeinerung zu generischen ZielenHierarchische Einordnung der SCM-Ziele
Arbeitsschritt 1: Analyse der Einsatzpotentiale von SCM-ReorganisationsmaßnahmenErfassung von SCM-ReorganisationsmaßnahmenKlassifizierung von SCM-ReorganisationsmaßnahmenErstellung einer Übersicht in Form eines Portfolios
Ana
lyse
Arbeitsschritt 3: Aufbau einer SCM-UnternehmenstypologieEntwicklung eines morphologischen Merkmalsschemas zur Typologisierung von Unternehmen hinsichtlich des Bereiches des SCMAbleitung von Unternehmenstypen unter SCM-Gesichtspunkten
Arbeitsschritt 7: Exemplarische Anwendung der Ergebnisse in ProduktionsunternehmenDurchführung von zwei Pilotprojekten und Dokumentation der Validierungsergebnisseggf. Überarbeitung des SCM-Navigators
Arbeitsschritt 4: Typenspezifische VorgehensweiseTypenspezifische Zuordnung von SCM-ReorganisationsmaßnahmenUntersuchung der Ursachen-Wirkungszusammenhänge zwischen unternehmensspezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen
Arbeitsschritt 6: EDV-technische Umsetzung des SCM-Navigators
Kon
zept
ion
Um
setz
ung
Arbeitsschritt 8: Dokumentation und Verbreitung der ForschungsergebnisseGründung eines Arbeitskreises als Diskussionsplattform Erstellung einer Web-Seite
Arbeitsschritt 5: Entwicklung eines HandlungsleitfadensZuordnung des jeweiligen Unternehmens zu einem Unternehmenstypen und den identifizierten SCM-ReorganisationsmaßnahmenSpezifizierung der angestrebten Unternehmensziele im Bereich SCMVorgehensweise zur unternehmensspezifischen Priorisierung der SCM-ReorganisationsmaßnahmenVorgehensweise zur unternehmensspezifischen Auswahl der SCM-Reorganisationsmaßnahmen
Arbeitsschritt 2: Erstellung eines Referenzzielsystems für das SCMErfassung von unternehmensspezifischen SCM-Zielen und Verallgemeinerung zu generischen ZielenHierarchische Einordnung der SCM-Ziele
Arbeitsschritt 1: Analyse der Einsatzpotentiale von SCM-ReorganisationsmaßnahmenErfassung von SCM-ReorganisationsmaßnahmenKlassifizierung von SCM-ReorganisationsmaßnahmenErstellung einer Übersicht in Form eines Portfolios
Arbeitsschritt 1: Analyse der Einsatzpotentiale von SCM-ReorganisationsmaßnahmenErfassung von SCM-ReorganisationsmaßnahmenKlassifizierung von SCM-ReorganisationsmaßnahmenErstellung einer Übersicht in Form eines Portfolios
Ana
lyse
Arbeitsschritt 3: Aufbau einer SCM-UnternehmenstypologieEntwicklung eines morphologischen Merkmalsschemas zur Typologisierung von Unternehmen hinsichtlich des Bereiches des SCMAbleitung von Unternehmenstypen unter SCM-Gesichtspunkten
Arbeitsschritt 7: Exemplarische Anwendung der Ergebnisse in ProduktionsunternehmenDurchführung von zwei Pilotprojekten und Dokumentation der Validierungsergebnisseggf. Überarbeitung des SCM-Navigators
Arbeitsschritt 7: Exemplarische Anwendung der Ergebnisse in ProduktionsunternehmenDurchführung von zwei Pilotprojekten und Dokumentation der Validierungsergebnisseggf. Überarbeitung des SCM-Navigators
Arbeitsschritt 4: Typenspezifische VorgehensweiseTypenspezifische Zuordnung von SCM-ReorganisationsmaßnahmenUntersuchung der Ursachen-Wirkungszusammenhänge zwischen unternehmensspezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen
Arbeitsschritt 6: EDV-technische Umsetzung des SCM-Navigators
Kon
zept
ion
Um
setz
ung
Arbeitsschritt 8: Dokumentation und Verbreitung der ForschungsergebnisseGründung eines Arbeitskreises als Diskussionsplattform Erstellung einer Web-Seite
Arbeitsschritt 5: Entwicklung eines HandlungsleitfadensZuordnung des jeweiligen Unternehmens zu einem Unternehmenstypen und den identifizierten SCM-ReorganisationsmaßnahmenSpezifizierung der angestrebten Unternehmensziele im Bereich SCMVorgehensweise zur unternehmensspezifischen Priorisierung der SCM-ReorganisationsmaßnahmenVorgehensweise zur unternehmensspezifischen Auswahl der SCM-Reorganisationsmaßnahmen
Abbildung 1-5: Lösungsweg des Forschungsvorhabens

Seite 22 Grundlagen des SCM und Stand der Forschung
2 Grundlagen des SCM und Stand der Forschung
Supply Chain Management, kurz SCM, betrachtet alle Elemente durchgängiger Wertschöp-fungsketten von der Beschaffung der Rohstoffe bis zur Auslieferung der Fertigprodukte an den Endkunden. Für diese Elemente strebt das Supply Chain Management eine partnerschaftliche Gestaltung, Integration, Planung und Steuerung an. Supply Chain Management hat neben der Kostensenkung das Ziel, logistische Leistungsgrößen über alle Wertschöpfungsstufen zu optimieren (RÜTTGERS et al. 2000, S. 47f.).
Die Verfolgung nachstehender Leitgedanken im Supply Chain Management bringt nachhaltige Erfolge für alle an der Wertschöpfung beteiligten Unternehmen (vgl. KUHN et al. 1998):
ganzheitliche prozessorientierte Planung und Steuerung aller Flüsse von Informationen, Produkten und Finanzen in der Wertschöpfungskette,
veränderte organisatorische Rahmenbedingungen der Kooperation, d.h. Integration aller Partner der Wertschöpfungskette in diese Aufgaben und
Abbau der Informationsbarrieren zwischen den angestammten Planungs- und Steuerungs-bereichen durch moderne Informations- und Kommunikationstechnologien, die einen durchgängigen, reibungslosen und bedarfsgerechten Informationsfluss sicherstellen.
Durch die zunehmende Globalisierung der Märkte und die verstärkte Unternehmenskooperation gewinnt neben der unternehmensinternen die unternehmensexterne Logistik immer mehr an Bedeutung. SCM-Systeme verbinden diese unternehmensinternen und –externen Prozesse durch integrierte, unternehmensübergreifende Logistikketten.
In diesem Kapitel wird nach der Klärung des Begriffs Supply Chain Management und der zeitlichen Einordnung seiner Entwicklung auf verschiedene Organisationsformen von Supply Chains eingegangen. Nach einer Erläuterung von Modellierungskonzepten werden abschlie-ßend die Aufgaben und Auswirkungen von Supply Chain Management betrachtet.
2.1 Definition des Supply Chain Management
Für den Begriff Supply Chain Management existieren viele verschiedene Definitionen, deren Grundaussage bei geringen Variationen jedoch die gleiche ist.
Supply Chain Management kann demnach als betriebswirtschaftliche Aufgabe der Planung und Steuerung aller Beschaffungs-, Produktions- und Distributionsaktivitäten unter Mengen-, Ter-min- und Kapazitätsaspekten definiert werden. Dabei ist eine Optimierung der Geschäftspro-zesse über die gesamte Supply Chain hinweg anzustreben. Oberste Maxime ist die Ausrichtung am Bedürfnis der Endkunden (SCHIEGG et al. 2002, S. 7).
Bei der Bestimmung des Begriffs Supply Chain Management müssen aber auch alle Prozesse der Wertschöpfungskette berücksichtigt werden, die sich über die Unternehmensgrenzen hi-naus erstrecken. Deshalb kann das Supply Chain Management auch als Management der Logistik innerhalb eines Unternehmens sowie zwischen verschiedenen Unternehmen bezeich-net werden (PFOHL 1996, S. 17). Der Begriff Supply Chain Management darf aber nicht, wie es

Grundlagen des SCM und Stand der Forschung Seite 23
häufig geschieht, synonym mit dem Begriff der Logistik verwendet werden. Denn tatsächlich führt der Supply-Chain-Ansatz sehr viel weiter als die klassische Logistik (WOLFF 1999, S. 156). Unter dem Begriff Logistik wird zumeist die Planung und Steuerung von Informationsflüs-sen verstanden, wobei logistische Betrachtungen einzig auf die Perspektive eines einzelnen Unternehmens ausgerichtet sind. Dies belegt die übliche Unterscheidung von Beschaffungs-, Produktions-, Distributions- und Entsorgungslogistik (PFOHL 1996, S. 17). Der Begriff Supply Chain Management hingegen betont die Gleichberechtigung des Managements der inner- und überbetrieblichen Versorgungsketten (DANGELMEIER et al. 1999, S. 245-255).
Supply Chain Management strebt eine intensive Zusammenarbeit zwischen Unternehmen zur Verbesserung der inner- und überbetrieblichen Material-, Informations- und Finanzflüsse an (KNOLMAYER et al. 2000, S. 2). Auf diese Weise sollen mehrere Geschäftsprozesse integriert werden (KURBEL 1999, S. 347).
Sämtliche Ziele und abgeleitete Handlungen einer Supply Chain dienen der Sicherung und Verbesserung von Güter-, Informations- und Werteflüssen der Unternehmungen im Wettbe-werb. Auch die begleitenden Geldflüsse finden in Supply Chains Berücksichtigung (WERNER 2002, S. 5).
Transformation1
Transformation1
MaterialflussTransformation
2Transformation
2Materialfluss
Transformation3
Transformation3
Transformation1
Transformation1
MaterialflussTransformation
2Transformation
2Materialfluss
Transformation3
Transformation3
Abbildung 2-1: Material-, Informations- und Finanzflüsse als Kernelemente des SCM (in Anlehnung an KNOLMAYER et al. 2000, S. 2)
Die Zusammenarbeit von Unternehmen in einer Lieferkette dient der Sicherung von Wettbe-werbsvorteilen. Demnach kann man Supply Chain Management auch als Koordination einer strategischen und langfristigen Zusammenarbeit von Ko-Herstellern im gesamten Logistiknetz-werk zur Entwicklung und Herstellung von Produkten – sowohl in Produktion und Beschaffung als auch in Produkt-Prozessinnovation – auffassen. Jeder Ko-Hersteller ist in diesem Netzwerk in seiner Kernkompetenz tätig (SCHÖNSLEBEN 2000, S. 54).
Voraussetzung für eine solche Zusammenarbeit von Unternehmen ist das Anstreben einer so genannten „win-win-Beziehung“. Nur wenn die Partner ihren persönlichen Einzelnutzen aus der Kooperation ziehen können, werden sie bereit sein, gemeinsam den potenziellen Gesamtnut-zen der Lieferkette mittels Supply Chain Management zu erschließen. Das bedeutet, dass der durch Supply Chain Management gewonnene Gesamtnutzen in angemessener Weise auf alle Partner verteilt wird (KUHN et al. 1999, S. 163).

Seite 24 Grundlagen des SCM und Stand der Forschung
Nur durch solches Verhalten kann das Ziel erreicht werden, ausgewählte Kooperationspartner in einer langfristigen und partnerschaftlichen Beziehung in das Wertschöpfungssystem eines Unternehmens mit seinen unterschiedlichen Aktivitäten zu integrieren, um durch Abstimmung, Nutzung und Verbesserung der gemeinsamen Fähigkeiten die Wettbewerbsposition der gesam-ten Supply Chain zu steigern (BECKMANN 1999, S. 166).
Der in den bisherigen Ausführungen über Supply Chain Management und Wertschöpfungskette gewonnene Eindruck über den Ablauf von Geschäftsprozessen eines Unternehmens in einer Kette muss an dieser Stelle teilweise eingeschränkt werden. In der Praxis ist ein Unternehmen zumeist Glied mehrerer Supply Chains, so dass bei der Betrachtung eines Unternehmens eher von Netzen oder Netzwerken als von Ketten die Rede sein sollte. Die idealisierte Betrachtung dieses Themas geht aber immer nur von einer einzelnen Kette aus.
2.1.1 Fazit
Beim Supply Chain Management wird die Wertschöpfungskette eines Produkts über Unterneh-mensgrenzen hinaus betrachtet. Die Kette beinhaltet dabei alle Prozesse, die zur Wertschöp-fung beitragen, von den Lieferanten über die Hersteller bis zu den Endkunden. Um solch eine Supply Chain wettbewerbsfähig zu gestalten, sollte sie nach den Bedürfnissen der Endkunden ausgerichtet sein. Ein weiterer wichtiger Erfolgsfaktor ist eine intensive Zusammenarbeit der beteiligten Unternehmen, um alle inner- und überbetrieblichen Material-, Informations- und Finanzflüsse zu verbessern. Der Ansporn für solch eine unternehmensübergreifende Zusam-menarbeit sollte eine „win-win-Situation“ sein, d.h. dass alle in der Supply Chain beteiligten Unternehmen an den so gewonnenen Vorteilen partizipieren und sich die Kooperation somit für alle lohnt.
2.2 Entwicklung und Historie des Supply Chain Management
Das Bild der Logistik hat sich in den letzten vier Jahrzehnten gravierend gewandelt. Während in den 60er Jahren der Schwerpunkt auf Lager- und Transportoptimierung lag, haben die 70er und 80er Jahre eine Ausweitung der Perspektive auf „Business Logistics“ als eigenständige akade-mische Disziplin gebracht (vgl. BOWERSOX et al. 1996; PFOHL 1996; GÖPFERT 1998; ISERMANN 1998; CORSTEN et al. 2002, S. 6). Im Kielwasser der „IT-Revolution“ hat sich das einzelunternehmensorientierte Logistikkonzept in einen Ansatz zur integrierten Betrachtung der gesamten Supply Chains gewandelt (vgl. OTTO et al. 2001; CORSTEN et al. 2002, S. 6).
Die Wurzeln von Supply Chain Management liegen in den USA. Seit den frühen 60er Jahren ist durch die Arbeiten von BURBIDGE (1961) zum Materialfluss in der Versorgungskette und FORRESTER (1961) zum „klassischen“ Modell der Versorgungskette die Bedeutung unterneh-mensübergreifender Logistikkonzepte bekannt (CORSTEN et al. 2002, S. 6). Anfang der 80er Jahre prägten amerikanische Consultinggesellschaften den Begriff Supply Chain Management. Die Theorie nahm sich des Supply Chain Management in den späten 80er Jahren, wiederum zunächst in den USA, an. In Deutschland etablierte sich das Supply Chain Management in Theorie und Praxis Mitte der 90er Jahre (WERNER. 2002, S. 4).

Grundlagen des SCM und Stand der Forschung Seite 25
Wichtige Wegbereiter der theoretischen Festigung des Begriffs sind BOTHE (1989), CHRISTOPHER (1992), DAVIS (1993), COOPER et al. (1990, 1993), FISHER (1997), HEWITT (1994), MACBETH et al. (1993), STEVENS (1989) und TOWILL (1996).
2.2.1 Automatisierung
In den 70er Jahren stand das Management unter dem Einfluss umfassender Automatisierungs-bestrebungen. Vornehmliches Ziel war eine hohe Auslastung der knappen Ressourcen; Unter-nehmen waren auf kostenreduzierende Aktivitäten fokussiert. Veränderungen des Unterneh-mensumfeldes, dabei vor allem die gestiegenen Kundenansprüche in Form von Variantenviel-falt und kurzen Lieferzeiten, erforderten die Betonung von Durchlaufzeitverkürzung und Termin-treue im Zielsystem nahezu aller Unternehmen (SCHIEGG et al. 2002, S. 6).
2.2.2 Abbau von Beständen
Anfang der 80er Jahre wurde der Begriff Supply Chain Management von Beratungsunterneh-men geprägt. Erste Konzepte standen im engen Zusammenhang mit dem ursprünglichen Materialmanagement innerhalb eines Unternehmens (vgl. COOPER et al. 1997, S. 1; CORSTEN et al. 2002, S. 6). In weiteren Arbeiten wurde diese interne Sichtweise auf eine externe Perspektive ausgeweitet. Im Mittelpunkt standen dabei Untersuchungen über die Auswirkungen des Bestandsmanagements in firmenübergreifenden Wertschöpfungsketten (vgl. OLIVER et al. 1982; HOULIHAN 1985; JONES et al. 1985; LEE et al. 1992; COOPER et al. 1993; CORSTEN et al. 2002, S. 6).
Den Zusammenhang zwischen Beständen, Prognosen und Durchlaufzeiten und deren Auswir-kungen auf das Management der Supply Chain untersuchten JONES et al. (1985). Ausschlag-gebend für eine optimale Bestandspolitik ist dabei das Design der inner- und zwischenbetriebli-chen Prozesse sowie die Gestaltung der Geschäftsbeziehungen zwischen den Unternehmen in der Supply Chain (CORSTEN et al. 2002, S. 6).
Die Rolle der Logistikfunktionen hinsichtlich eines erfolgreichen Managements der gesamten Wertschöpfungskette diskutierte CHRISTOPHER (1992). Dabei stellte er die effektive Verbin-dung von Markt, Produktionsprozess und Beschaffung der Unternehmen in den Vordergrund und fokussierte die Segmentierung verschiedener Situationen der Zusammenarbeit innerhalb der Wertschöpfungskette sowie des Managements der gesamten Supply Chain. CHRISTOPHER prägte den Begriff des Wettbewerbs von unternehmensübergreifenden Wert-schöpfungsketten (CORSTEN et al. 2002, S. 6).
2.2.3 Verkürzung der Durchlaufzeiten
Zu Beginn der 90er Jahre stand die wachsende Bedeutung des Wettbewerbsvorteils „Zeit“ im Zentrum vieler Unternehmensentscheidungen (vgl. STALK 1988; STALK et al. 1990; CORSTEN et al. 2002, S. 7).
Obwohl Lieferzeit und Termintreue als entscheidende Faktoren im Supply Chain Management galten, waren zu dieser Zeit Terminzusagen gegenüber dem Kunden in vielen Unternehmen unverbindlich und ungenau und die zeitlichen Handlungsspielräume, Einflussfaktoren und Optimierungsmöglichkeiten in der Supply Chain oft nicht ausreichend erkannt. Ihre Nutzung zur

Seite 26 Grundlagen des SCM und Stand der Forschung
Optimierung von Durchlaufzeiten, die Verbesserung der Termintreue und die Senkung der Kosten waren Aufgabe des „Time Based Management“ (Zeitmanagement), was die Zielgröße „Zeit“ (Entwicklungszeiten, Durchlaufzeiten, Lieferzeiten etc.) in den Vordergrund der Betrach-tung bei der Optimierung von unternehmensinternen und –externen Prozessen und Strukturen stellte. Die Verkürzung der Reaktionszeit einzelner Unternehmensprozesse hatte erhebliche Auswirkungen auf alle anderen wettbewerbsrelevanten Differenzierungsmerkmale, wie z.B. Kosten, Service, Qualität und Image, die zusammen den Unternehmenserfolg ausmachen. Diese auf den Faktor Zeit fokussierte Strategie erforderte eine ganzheitliche Sichtweise auf die unternehmensinterne und –externe Wertschöpfungskette. Voraussetzungen waren die Entwick-lung einer flachen Organisationsstruktur, die die interne Integration der einzelnen Funktionsbe-reiche wesentlich erleichtert, übergeordnete Koordinationsmechanismen sowie die Synchroni-sation des Material- und Informationsflusses (vgl. STALK et al. 1990, S. 210; CORSTEN et al. 2002, S. 7).
2.2.4 Anpassung des Produktdesigns
Viele Unternehmen erkannten Anfang bis Mitte der 90er Jahre, dass vor allem das Produktde-sign im Supply Chain Management eine herausragende Rolle spielt. Um die Chancen auf Reduktion der Bestände bei gleichzeitiger Verbesserung der Lieferbereitschaft zu erhöhen, benötigten die Unternehmen eine exakte Analyse der Herstellungsprozesse eines Produktes sowie aller für die Herstellung verwendeten Komponenten (vgl. LEE 1996, S. 151; CORSTEN et al. 2002, S. 8). Gerade die frühen Designphasen des Produktes besitzen einen wesentlichen Einfluss auf Faktoren wie zukünftige Kosten, Qualität, Flexibilität sowie auf die Serviceeigen-schaften der operativen Performance (vgl. LEE 1996, S. 152; CORSTEN et al. 2002, S. 8). LEE und BILLINGTON (1992) definierten entsprechend das Konzept „Design for Supply Chain Management“.
2.2.5 Gestaltung von Netzwerken
Lange wurde im Zusammenhang mit Supply Chain Management von einer Logistikkette ge-sprochen mit einer gleichzeitigen Implizierung einer sequenziellen Betrachtung. Diese wird der heutigen Realität im Zuge der stark gestiegenen logistischen Komplexität nicht mehr gerecht. Seit Mitte der 90er Jahre spricht man verstärkt auch von „Value-Net“, das die Logistikkette in Richtung einer stärkeren Vernetzung ablöst (vgl. HARLAND 1996; CORSTEN et al. 2002, S. 8). ARNTZEN et al. (1995) charakterisieren eine Supply Chain als ein Netzwerk von Fähigkeiten mit verschiedenen Optionen des Material- und Informationsflusses. In der Regel existieren mehrere Lieferanten auf jeder Wertschöpfungsstufe. Dasselbe gilt für die Kunden sowie deren Kunden (vgl. CHRISTOPHER 1998, S. 18; CORSTEN et al. 2002, S. 8). Netzwerke stellen eine Organisationsform dar, die in besonderer Weise die gestiegene Komplexität der Austauschbe-ziehungen widerspiegelt. Unternehmensnetzwerke erfahren seit einigen Jahren erhebliches Interesse und werden vielfach als herausragende Organisationsform für die Zukunft gesehen (vgl. HINTERHUBER et al. 1999, S. 43; WINDSPERGER 1995, S. 190; CORSTEN et al. 2002, S. 8), da sie besonders geeignet erscheinen, eine rasche Anpassung an die Veränderungen in der Unternehmensumwelt zu ermöglichen (vgl. MILES et al. 1992; JARILLO 1993, S. 16 ff.; CORSTEN et al. 2002, S. 8).

Grundlagen des SCM und Stand der Forschung Seite 27
2.2.6 Ausrichtung auf den Kunden
Seit Ende der 90er Jahre wird verstärkt von „Demand Chain Management“ gesprochen, um den Kundennutzen in den Vordergrund zu stellen. In vielen Fällen ist dieser Begriff angebracht, da die Aktivitäten der gesamten Wertschöpfungskette von den Ereignissen am Markt bzw. der Kundennachfrage getrieben werden sollten und nicht von den Kapazitäten der Lieferanten. Anfangs- und Bezugspunkt der Unternehmensaktivitäten sind die Bedürfnisse der Kunden, die gemeinsam in der Supply Chain zu erkennen und möglichst effizient zu erfüllen sind (vgl. VOLLMANN et al. 1999; CORSTEN et al. 2002, S. 8).
2.2.7 Verschiedene Schulen im Supply Chain Management
Zum Thema Supply Chain Management existieren verschiedene Schulen, auf deren Theorien sich die Praxis beruft. Betrachtet man diese unterschiedlichen Schulen, so können diese grob in drei Kategorien eingeteilt werden. Es gibt erstens die sogenannte Information School, die auf den Theorien von JOHANSSON (1994) und TOWILL (1996) beruht. Bei dieser Schule existiert über der gesamten Supply Chain ein Informationsrücklauf, mit dessen Hilfe die Wertschöp-fungskette gemanagt wird. Die zweite Schule ist die Integration/Process School. Sie geht auf COOPER/ELLRAM (1990) und HEWITT (1994) zurück. Bei dieser Schule wird die Integration eines Unternehmens in die Wertschöpfungskette betrachtet. Dabei werden die Komponenten Zulieferer, verarbeitendes Unternehmen mit interner Supply Chain und Kunde unterschieden. Die dritte Schule nennt sich Collaboration School und beruht auf den neuesten Erkenntnissen. Die zugehörigen Ausarbeitungen stammen von HIEBER aus dem Jahr 2002. Diese dritte Schule entwickelt die Vorstellung weg von einer sequenziellen Kette hin zu einem komplexen Netzwerk. In diesem Netzwerk existieren unter den beteiligten Partnern strategische Bündnisse sowie Risiko- und Gewinnteilung. Bei der Behandlung dieser verschiedenen Schulen muss darauf hingewiesen werden, dass sie keine konkurrierenden Theorien darstellen, sondern ihre Grundlagen aufeinander aufbauen und sich in der Anwendung ergänzen.
In der folgenden Abbildung sind die drei angesprochenen Schulen des Supply Chain Manage-ment in grafischer Darstellung gegenübergestellt.

Seite 28 Grundlagen des SCM und Stand der Forschung
Information School
Integration/Process School
Collaboration School
InformationInformation
LieferantLieferant InterneSC
InterneSC KundeKunde
Risiko- und Gewinnteilung
Strategische BündnisseNetzwerk-Partner
JOHANNSON 1994TOWILL 1997
COOPER/ELLRAM 1990HEWITT 1994
HIEBER 2002
Information School
Integration/Process School
Collaboration School
InformationInformation
LieferantLieferant InterneSC
InterneSC KundeKunde
Risiko- und Gewinnteilung
Strategische BündnisseNetzwerk-Partner
JOHANNSON 1994TOWILL 1997
COOPER/ELLRAM 1990HEWITT 1994
HIEBER 2002
Abbildung 2-2: Verschiedene Schulen im Supply Chain Management
2.2.8 Fazit
Es existieren für das Supply Chain Management verschiedene Schulen, bei denen unterschied-liche Aspekte und Betrachtungsweisen im Vordergrund stehen. Die für die Problemstellung dieses Projekts am besten geeignete ist die auf COOPER/ELLRAM und HEWITT zurückgehen-de Integration/Process School, da sie die Unternehmensintegration in der Wertschöpfungskette betrachtet. Dabei fokussiert sie vor allem die Beziehungen zu den Zulieferern und Kunden und die Kompatibilität der internen Supply Chains. Dies ist bei der Wahl eines geeigneten SCM-Konzepts äußerst wichtig, da zur optimalen Auslegung der Supply Chain die Systeme, die die unternehmensübergreifende Supply Chain managen, zu den jeweiligen unternehmensinternen Systemen kompatibel sein müssen.
2.3 Verschiedene Organisationsformen von Supply Chains
Bei der Definition des Begriffs Supply Chain kann zwischen einer innerbetrieblichen Supply Chain, einer unternehmensübergreifenden Supply Chain und einem Supply Netz unterschieden werden. Die innerbetriebliche Supply Chain entspricht der traditionellen Wertschöpfungskette und umfasst alle Informations- und Materialflüsse vom Einkauf bis zum Vertrieb. Bei der unter-nehmensübergreifenden Supply Chain werden die Zulieferer und Endkunden in die Betrachtung mit eingeschlossen. Werden zusätzlich noch alle Verflechtungen, denen diese Unternehmen ihrerseits unterliegen, berücksichtigt, so gelangt man zu einem komplexen Supply Netz (ZIMMER 2001, S. 9).
Im Verlauf dieses Berichts wird häufig der Begriff Supply Chain ohne eine weitere Differenzie-rung verwendet. In diesem Fall ist immer die unternehmensübergreifende Supply Chain ge-meint. Deswegen wird die Supply Chain hier definiert als eine unternehmensübergreifende Kette unabhängiger Entscheidungsträger, zwischen denen ein Austausch von Informationen, Gütern und Zahlungen stattfindet. Dennoch ist es vor allem für das Management von Supply

Grundlagen des SCM und Stand der Forschung Seite 29
Chains wichtig zu berücksichtigen, dass eine Supply Chain Bestandteil eines komplexeren Netzwerks ist.
Die Teilnehmer einer Supply Chain gehen langfristige, stabile Bindungen ein. Um in solchen Netzwerken Synergien aus der Kooperation nutzen zu können, müssen Unternehmen ihre Entscheidungsautonomie zum Ziel der unternehmensübergreifenden Optimierung teilweise aufgeben. Als zusätzlicher Anreiz zur Integration in eine Supply Chain können „win-win-Situati-onen“ gelten, durch die alle beteiligten Unternehmen von der Kooperation in der Supply Chain profitieren. Ist dies nicht für alle Unternehmen sichergestellt, muss diesen Unternehmen als Anreiz eine Kompensation geboten werden. Tatsächlich aber gibt es häufig den Fall, dass dominierende Unternehmen durch ihre Machtposition Druck auf andere Unternehmen ausüben (SCHIEGG et al. 2002, S. 9).
In der Praxis existieren verschiedene Formen von Supply Chains. Von diesen verschiedenen Formen sollen im Folgenden die drei am häufigsten auftretenden kurz näher erläutert werden. In den Beispielen zu den Supply Chains unterscheiden sich die Ausprägungen und Potenziale des Supply Chain Management nach Struktur, Koordination, Globalisierung und Branche der Supply Chain, wobei die jeweilige Struktur die Verbindungen der einzelnen Unternehmen innerhalb der übergeordneten Supply Chain beschreibt (vgl. STADTLER et al. 2000; SCHIEGG et al. 2002, S. 9).
Die Koordination wird insbesondere durch vorliegende Machtverhältnisse geprägt. In Verbün-den rechtlich zusammengehöriger Organisationseinheiten (z.B. Konzernen) herrschen im Gegensatz zu Verbünden rechtlich unabhängiger Unternehmen unterschiedliche Machtverhält-nisse und damit auch Koordinationsaufwände. Durch die Globalisierung wird eine Supply Chain international. Kooperationspartner können weltweit verteilt sein oder Beschaffungsstrategien nach den Begriffen „local sourcing“ vs. „global sourcing“ unterschiedlich ausgelegt sein (SCHIEGG 2002, S. 9).
2.3.1 Zentral koordinierte Supply Chain
In einer zentral koordinierten Supply Chain werden alle Aktivitäten einer Supply Chain vom Lieferanten bis zum Endkunden zentral durch einen externen Partner geplant und gesteuert, der keine eigene Produktion besitzt. Dies erfordert einen großen Koordinationsaufwand, stellt aber eine hohe Reaktionsfähigkeit sicher. Eine solche Organisationsform findet sich z.B. in der Elektronikindustrie. Koordiniert wird die Produktion weniger endproduktspezifischer Bauteile, weswegen es kaum strategische Bindungen der Partner gibt. Der Logistikkoordinator erhält einerseits von der gesamten Supply Chain Bestände, Wareneingänge und Kundenaufträge und erteilt und überwacht andererseits Produktions-, Versandaufträge, Rahmenverträge und Bestel-lungen (SCHIEGG 2002, S. 9-10; RÜTTGERS et al. 2000, S. 51f.). Diese Zusammenhänge einer zentral koordinierten Supply Chain sind in der folgenden Abbildung grafisch dargestellt.

Seite 30 Grundlagen des SCM und Stand der Forschung
Lieferant Montage-betrieb Verpacker Distributor Kunde
Produktentwicklung,Logistikkoordinator
Rahmenverträge,Bestellungen Bestände,
Wareneingänge
Produktions-,Versandaufträge
Bestände,Wareneingänge
Versandaufträge
Kundenaufträge
Lieferant Montage-betrieb Verpacker Distributor Kunde
Produktentwicklung,Logistikkoordinator
Rahmenverträge,Bestellungen Bestände,
Wareneingänge
Produktions-,Versandaufträge
Bestände,Wareneingänge
Versandaufträge
Kundenaufträge
Abbildung 2-3: Zentral koordinierte Supply Chain (in Anlehnung an RÜTTGERS et al. 2000, S. 52)
2.3.2 Dominierte Supply Chain
Dominierte Lieferketten existieren beispielsweise in der Automobilzulieferindustrie. Eine solche Lieferkette ist dominiert durch den Endproduzenten, im beschriebenen Beispiel also vom Automobilhersteller. Er bestimmt Liefermengen und –termine auf Basis von Rahmenverträgen. Seine Anforderungen sind somit die ausschlaggebenden Größen, an denen sich alle Partner der Supply Chain orientieren. Ein Feinabruf erfolgt durch Kanban-Steuerung. Eine Übersicht über die Endbedarfe erlaubt eine abgestimmte Lagerhaltung und Lieferbereitschaft. Abbildung 2-4 verdeutlicht die Beziehungen einer dominierten Supply Chain. Die oben erwähnten Rah-menverträge gelten für die gesamte Produktlebensdauer, und die darin angegebenen Bedarfs-mengen dienen zur Konfiguration der Supply Chain. Ändern sich die Bedarfsmengen oder die Rahmenverträge, muss die Supply Chain entsprechend neu konfiguriert werden. Innerhalb der Rahmenverträge erfolgen Lieferabrufe für verschiedene Zeiträume und mit abweichendem Genauigkeitsgrad. Auf diese Daten haben alle Partner der Supply Chain direkten Zugriff, so dass relativ kurzfristig geplant werden kann und immer eine vollständige Lieferbereitschaft vorhanden ist (RÜTTGERS et al. 2000, S. 52f.).
Lieferanten Umformen Oberflächen-bearbeitung Endmontage
Automobil-hersteller(bspw.)
Rahmenvereinbarungen,Lieferpläne,
Abrufe
Bestände,Produktionsaufträge
Rahmenvereinbarungen,Lieferpläne,
Kanbanabrufe
Rahmenvereinbarungen,Lieferpläne,
Abrufe
Bestände,Produktionsaufträge
Bestände,Produktionsaufträge
Lieferanten Umformen Oberflächen-bearbeitung Endmontage
Automobil-hersteller(bspw.)
Rahmenvereinbarungen,Lieferpläne,
Abrufe
Bestände,Produktionsaufträge
Rahmenvereinbarungen,Lieferpläne,
Kanbanabrufe
Rahmenvereinbarungen,Lieferpläne,
Abrufe
Bestände,Produktionsaufträge
Bestände,Produktionsaufträge
Abbildung 2-4: Dominierte Supply Chain (in Anlehnung an RÜTTGERS et al. 2000, S. 52)

Grundlagen des SCM und Stand der Forschung Seite 31
2.3.3 Flexibles Liefernetz
Abbildung 2-5 zeigt ein flexibles Liefernetz. Flexible Liefernetze sind z.B. im Anlagenbau eine geeignete Form der Organisation einer Supply Chain. Die gegenseitigen Beziehungen der Partner sind gekennzeichnet durch verteilte Koordination und flexible Konfiguration. Ein flexib-les Liefernetz lässt sich gut mit einem virtuellen Unternehmen vergleichen (vgl. SCHIEGG et al. 2002, S. 10).
Bei der Darstellung eines flexiblen Liefernetzes wird deutlich, dass die Theorie einer sequen-ziellen Versorgungskette nur als idealisierte Vorstellung anzusehen ist und der Praxis nicht ganz gerecht wird. Die Geschäftsbeziehungen eines Unternehmens zu seinen Lieferanten und Kunden sind meist so vielfältig, dass sie als ein geflochtenes Netz erscheinen. Dieser Eindruck entsteht dadurch, dass ein Unternehmen oft Glied mehrerer Supply Chains ist. Ist ein Unter-nehmen beispielsweise Kunde in einer Versorgungskette A, so kann es in einer einen anderen Geschäftsprozess betreffenden Kette B als Lieferant ein herstellendes Unternehmen mit Roh-material beliefern. Dadurch ist es möglich, dass bei einem Unternehmen mehrere Supply Chains zusammenlaufen, die untereinander stark verknüpft sind.
Servicean-bieter
Zulieferer
Kunden
Händler
Zwischen-händler
Entwicklungs-partner
Sub-Zulieferer
Sub-Zulieferer
Hersteller
Entwicklung und Produktion Vertrieb und Services
Servicean-bieter
Zulieferer
Kunden
Händler
Zwischen-händler
Entwicklungs-partner
Sub-Zulieferer
Sub-Zulieferer
Hersteller
Entwicklung und Produktion Vertrieb und Services
Abbildung 2-5: Flexibles Liefernetz
Wird von einer Versorgungskette gesprochen, so löst man eine einzelne Supply Chain aus dem Netz an Geschäftsbeziehungen heraus und betrachtet lediglich ihre Beziehungen zu Lieferan-ten und Kunden. Die gegenseitigen Verflechtungen unterschiedlicher Supply Chains werden dabei vernachlässigt.

Seite 32 Grundlagen des SCM und Stand der Forschung
2.3.4 Fazit
Nimmt man die Definitionen der vorgestellten Organisationsformen als Grundlage, so ist zu erkennen, dass es sich bei den in diesem Zusammenhang betrachteten Unternehmensbezie-hungen um eine dominierte Supply Chain handelt. Konkret dominiert ist die Versorgungskette vom Kunden, nach dessen Forderungen und Wünschen sich die Kette rückwärts ausrichtet. Der Kunde ist der für die Ausrichtung der Supply Chain entscheidende Faktor.
2.4 Modellierungsmethoden und Standardisierungsinitiativen
Um die Einführung von Supply Chain Management vernünftig zu planen und zu realisieren, ist ein einheitliches Verständnis der zugrunde liegenden Prozesse sowie deren Bewertung nötig. Dafür sind Methoden zur Modellierung der beteiligten Geschäftsprozesse hilfreich. Außerdem werden für die überbetriebliche Abwicklung von Geschäftsprozessen und deren Automatisie-rung Standards benötigt.
2.4.1 Das SCOR-Modell
Zu diesem Zweck hat 1997 ein Zusammenschluss von 70 Unternehmen zum Supply Chain Council mehrere Referenzmodelle erarbeitet. Als standardisiertes Referenzmodell für den Kernprozess (Planen, Beschaffen, Fertigen, Liefern) ist das sogenannte Supply-Chain-Operations-Reference-Modell (SCOR-Modell) entstanden. Mit Hilfe dieses SCOR-Modells ist es möglich, Lieferketten einheitlich zu beschreiben, zu bewerten und zu analysieren (vgl. RÜTTGERS et al. 2000, S. 48). Die einheitliche Beschreibung, Bewertung und Analyse von Supply Chains ist durch das SCOR-Modell sowohl firmen- als auch branchenübergreifend möglich. SCOR berücksichtigt alle Prozesse, Ströme und Transaktionen vom Lieferanten des Lieferanten bis zum Kunden des Kunden (CORSTEN et al. 2002, S. 236).
RückflussRückfluss Rückfluss Rückfluss RückflussRückfluss
Rückfluss
Liefern Beschaffen Fertigen Liefern Beschaffen Fertigen Liefern Beschaffen Fertigen Liefern Beschaffen
UnternehmenLieferantintern oder extern
Kundeintern oder extern
Unternehmensgrenze Unternehmensgrenze
Lieferantdes
Lieferanten
Kundedes
Kunden
Planen
Planen PlanenPlanenPlanen
RückflussRückfluss
Rückfluss Rückfluss Rückfluss RückflussRückflussRückfluss
Liefern Beschaffen Fertigen Liefern Beschaffen Fertigen Liefern Beschaffen Fertigen Liefern Beschaffen
UnternehmenLieferantintern oder extern
Kundeintern oder extern
Unternehmensgrenze Unternehmensgrenze
Lieferantdes
Lieferanten
Kundedes
Kunden
Planen
Planen PlanenPlanenPlanen
Rückfluss
Abbildung 2-6: Das SCOR-Modell (in Anlehnung an SCC 2002, S. 3)
Im SCOR-Modell sind drei wesentliche Funktionen vereint. Das Modell kann einerseits reale Geschäftsprozesse abbilden und gleicht dadurch dem klassischen Prozessmodell. Zum ande-ren ermöglicht es die Funktionen des Benchmarking und der Best-Practice-Analysen. Dabei

Grundlagen des SCM und Stand der Forschung Seite 33
dienen erstere einer Standortbestimmung im Vergleich zu Konkurrenten auf Grundlage der Ergebnisse der im Supply Chain Council zusammengeschlossenen Unternehmen. Mit Hilfe von Best-Practice-Analysen können Prozesse optimiert werden (STEWART 1997). Im Vergleich zum herkömmlichen Prozessmodell kann beim SCOR-Modell aber auf eine hierarchische Struktur der Modellierung verzichtet werden, und Prozesse können in standardisierter Form abgebildet werden. Das Benchmarking wird durch vereinheitlichte Kennzahlen zur Bestimmung der Leistungsfähigkeit unterstützt (vgl. SCHOLZ-REITER et al. 1999, S. 7ff.).
Unterteilt wird das SCOR-Modell in die vier grundlegenden Prozesse Planen, Beschaffen, Fertigen und Liefern. Diese Prozesse veranschaulicht auch die Abbildung des SCOR-Modells.
Die einzelnen Prozesse werden im SCOR-Modell wie folgt definiert (vgl. KUHN et al. 1998; RÜTTGERS et al. 2000, S. 48f.):
Beschaffen: Der Kernprozess Beschaffen beschreibt insbesondere den Erwerb, den Erhalt, die Prüfung und die Bereitstellung eingehender Materialien und Dienstleistungen, die gebraucht werden, um den aktuellen und geplanten Bedarf zu decken. Des Weiteren ist dieser Prozess verantwortlich für Infrastrukturmaßnahmen, wie Lieferantenbewertung, Qualitätsprüfung etc.
Fertigen: Dieser Prozess stellt den eigentlichen Produktionsprozess dar. Er beinhaltet alle Vorgänge von der Anforderung und dem Erhalt des Rohmaterials über die Produktion bis hin zur Montage und Verpackung, also aller Vorgänge, die erforderlich sind, um Rohstoffe und Halbfertigwaren in Fertigwaren umzuwandeln, die benötigt werden, um den aktuellen und geplanten Bedarf zu decken. Zur Infrastruktur zählen die Maschinen, die Produktionspläne, die Produktionsqualität und die Kurzfristkapazität.
Liefern: Dieser Kernprozess beinhaltet alle Vorgänge, die ausgeführt werden müssen, um die fertigen Produkte und Dienstleistungen zum Kunden zu bringen. Dazu gehören die Erfassung der Nachfrage, ein Auftragsmanagement und alle Distributionsprozesse inkl. eines Lager- und Transportmanagements. Die Infrastruktur bezieht sich auf die Distributionskanäle.
Planen: Zu diesem Prozess zählen alle vorausgehenden Aktivitäten zu den jeweiligen Ausfüh-rungsprozessen, wie Zuweisung von Ressourcen, Aggregation von Anforderungen der Beschaf-fung, der Produktion, der Distribution, Kapazitätsplanung bis hin zur Auftragsverteilung. Es zählen also, anders ausgedrückt, alle Aktivitäten zu dem Prozess Planen, die den Bedarf und die Nachfrage so harmonisieren und synchronisieren, dass die vereinbarten Ziele am besten erreicht werden. Darüber hinaus werden so genannte Infrastrukturplanungen in den Prozess eingeordnet, wie z.B. Make-or-Buy-Entscheidungen, Langfrist-Ressourcen- und Kapazitätspla-nung, Produktplanung etc.
Die Modellierung der Prozesse geschieht beim SCOR-Modell in drei Ebenen. Der Detaillie-rungsgrad innerhalb des Modells endet bei der Definition der branchenspezifischen Prozess-elemente. Die Modellierung der Einzelbestandteile eines Prozesses erfolgt außerhalb des Modells mit Hilfe der klassischen hierarchischen Prozessmodelle. Das SCOR-Modell ist in diesem Sinne ein Metamodell für die Verknüpfung der bereichs- oder unternehmensinternen Prozesse (vgl. SCHOLZ-REITER et al. 1999, S. 7ff.; KRCMAR 2003).
In der ersten Ebene werden Rahmen und Inhalt des Modells determiniert sowie die Wettbe-werbsziele gesteckt. Auf der zweiten Ebene wird mit Hilfe der 19 Standardprozesskategorien die Lieferkette konfiguriert (vgl. Abbildung 2-8).

Seite 34 Grundlagen des SCM und Stand der Forschung
Rückfluss
Ebene
Beschreibung Schema Anmerkung
Höchste Ebene
(Prozesse)
Ebene 1 definiert den Umfang und den In-halt der Supply Chain eines Unternehmens. Hier werden die Grundsteine für die wett-bewerbsfähigen Leistungsziele gelegt.
Beschaffen Herst. Liefern
Planen1
Nr.
Konfigurations-ebene
(Prozesskate-gorien)
2
Gestaltungs-ebene
(Prozessele-mente)
In Ebene 3 stimmen Unternehmen ihre Un-ternehmensstrategie ab. Ebene 3 definiert die Fähigkeit eines Unternehmens, erfolg-reich in den ausgewählten Märkten zu be-stehen, und beinhaltet• Prozesselementdefinitionen,• Prozesselementinformationsinput und
-output,• Benchmarks (falls anwendbar),• Best Practices (falls anwendbar),• Systemfähigkeiten, die benötigt werden,
um Best Practices zu unterstützen,• Softwareanwendungen, aufgeteilt nach
Anbieter.
3
P1.1Identify, Prioritize, and
Aggregate Supply-ChainRequirements
P1.2Identify, Assess, and
Aggregate Supply-ChainRequirements
P1.3Balance Production
Resources with Supply-Chain Requirements
P1.4Establish andCommunicate
Supply-Chain Plans
Unternehmen implementieren spezielle Supply-Chain-Management-Praktiken auf dieser Ebene. Ebene 4 definiert Praktiken, um Wettbewerbsvorteile zu erzielen und um sich auf veränderte Geschäftsbedingungen einzustellen.
Implemen-tierungsebene(Detaillieren
der Prozesselem.)
4
nich
t im
Mod
ell
Supp
ly-C
hain
Ope
ratio
ns R
efer
ence
-mod
elRückfluss
Die Supply Chain eines Unternehmens kann in Ebene 2 durch 19 Kern-Prozesskategorien gemäß den Eigenschaften konfiguriert werden. Unternehmen implementieren ihre Unterneh-mensstrategie durch die Konfiguration, die sie für ihre Supply Chain auswählen.
RückflussRückfluss
Ebene
Beschreibung Schema Anmerkung
Höchste Ebene
(Prozesse)
Ebene 1 definiert den Umfang und den In-halt der Supply Chain eines Unternehmens. Hier werden die Grundsteine für die wett-bewerbsfähigen Leistungsziele gelegt.
Beschaffen Herst. Liefern
Planen1
Nr.
Konfigurations-ebene
(Prozesskate-gorien)
2
Gestaltungs-ebene
(Prozessele-mente)
In Ebene 3 stimmen Unternehmen ihre Un-ternehmensstrategie ab. Ebene 3 definiert die Fähigkeit eines Unternehmens, erfolg-reich in den ausgewählten Märkten zu be-stehen, und beinhaltet• Prozesselementdefinitionen,• Prozesselementinformationsinput und
-output,• Benchmarks (falls anwendbar),• Best Practices (falls anwendbar),• Systemfähigkeiten, die benötigt werden,
um Best Practices zu unterstützen,• Softwareanwendungen, aufgeteilt nach
Anbieter.
3
P1.1Identify, Prioritize, and
Aggregate Supply-ChainRequirements
P1.2Identify, Assess, and
Aggregate Supply-ChainRequirements
P1.3Balance Production
Resources with Supply-Chain Requirements
P1.4Establish andCommunicate
Supply-Chain Plans
Unternehmen implementieren spezielle Supply-Chain-Management-Praktiken auf dieser Ebene. Ebene 4 definiert Praktiken, um Wettbewerbsvorteile zu erzielen und um sich auf veränderte Geschäftsbedingungen einzustellen.
Implemen-tierungsebene(Detaillieren
der Prozesselem.)
4
nich
t im
Mod
ell
Supp
ly-C
hain
Ope
ratio
ns R
efer
ence
-mod
elRückflussRückfluss
Die Supply Chain eines Unternehmens kann in Ebene 2 durch 19 Kern-Prozesskategorien gemäß den Eigenschaften konfiguriert werden. Unternehmen implementieren ihre Unterneh-mensstrategie durch die Konfiguration, die sie für ihre Supply Chain auswählen.
Abbildung 2-7: Die Modellierungsebenen des SCOR-Modells (in Anlehnung an SCC 2002, S. 6)
Kun
den
Lief
eran
ten
P1 Supply Chain planen
P2 Beschaffung planen P3 Herstellung planen P4 Lieferung planen P5 Rückfluss planen
Planen
S1 zugekauftes Material beschaffen
Beschaffen Herstellen Liefern
S2 auftragsspezifisch konstru-ierte Produkte beschaffen
S3 auftragsspezifisch herge-stellte Produkte beschaffen
M1 auf Lager fertigen
M2 auf Kundenauftrag fertigen
M3 auftragsspezifisch Ent-wickeltes fertigen
D1 lagerhaltige Produkteliefern
D2 auftragsspezifische Pro-dukte liefern
D3 auftragsspezifisch ent-wickelte Produkte liefern
Rückfluss Beschaffen Rückfluss LiefernR1 Rückfluss mangelhafter ProdukteR2 Rückfluss von MRO-ProduktenR3 Rückfluss überschüssiger Produkte
R1 Rückfluss mangelhafter ProdukteR2 Rückfluss von MRO-ProduktenR3 Rückfluss überschüssiger Produkte
Kun
den
Lief
eran
ten
P1 Supply Chain planen
P2 Beschaffung planen P3 Herstellung planen P4 Lieferung planen P5 Rückfluss planen
Planen
S1 zugekauftes Material beschaffen
Beschaffen Herstellen Liefern
S2 auftragsspezifisch konstru-ierte Produkte beschaffen
S3 auftragsspezifisch herge-stellte Produkte beschaffen
M1 auf Lager fertigen
M2 auf Kundenauftrag fertigen
M3 auftragsspezifisch Ent-wickeltes fertigen
D1 lagerhaltige Produkteliefern
D2 auftragsspezifische Pro-dukte liefern
D3 auftragsspezifisch ent-wickelte Produkte liefern
Rückfluss Beschaffen Rückfluss LiefernR1 Rückfluss mangelhafter ProdukteR2 Rückfluss von MRO-ProduktenR3 Rückfluss überschüssiger Produkte
R1 Rückfluss mangelhafter ProdukteR2 Rückfluss von MRO-ProduktenR3 Rückfluss überschüssiger Produkte
Abbildung 2-8: Die Prozesskategorien im SCOR-Modell (in Anlehnung an SCC 2002, S. 9)
Die gewählten Unternehmensstrategien werden darin eingebettet. In der dritten Modellierungs-ebene werden die Prozesselemente definiert sowie eingehende und ausgehende Prozessin-

Grundlagen des SCM und Stand der Forschung Seite 35
formationen, Bestimmungsgrößen der Leistungsfähigkeit, Zielgrößen und Möglichkeiten der Unterstützung durch vorhandene Informationssysteme zur Zielerreichung festgelegt (vgl. SCHOLZ-REITER et al. 1999, S. 7ff.; KRCMAR 2003).
Ab dieser Ebene wird vom SCOR-Modell keine Modellierung mehr vorgegeben. Zu einer weite-ren Verfeinerung (Dekomposition) muss auf andere Modellierungsmethoden zurückgegriffen werden (vgl. KUHN et al. 1999, S. 164).
2.4.2 Planungsmodell des Supply Chain Management
Das im Folgenden vorgestellte Planungsmodell hat zwei wesentliche Aufgaben. Zum einen dient es als organisatorischer Rahmen für eine Realisierung organisationsübergreifender Aktivitäten, zum anderen kann es helfen, IT-gestützte SCM-Systeme zu analysieren. Dabei lassen sich die einzelnen Aufgaben dieses Modells – wie in Abbildung 2-9 zu sehen - in drei chronologisch und logisch aufeinander aufbauenden Ebenen darstellen, die Supply-Chain-Kon-figurationsebene, die Supply-Chain-Planungsebene und die Supply-Chain-Abwicklungsebene (RÜTTGERS et al. 2000, S. 50).
Strukturkonfigurations-Funktionen
(Supply-Chain-Configuration)
Planungsfunktionen(Supply-Chain-Planning)
Abwicklungsfunktionen(Supply-Chain-Execution)
Auslegung vonProduktions- undLogistikstrukturen
Planung vonBeständen,
Mengenflüssenund Kapazitäten
Veranlassungund Rückmeldung
von Aufträgen
• Lieferkettenmodellierung• Auslegung von Lieferkettenelementen (Lager-, Produktions- und Transportkapazitäten)
• Absatzplanung• Distributionsplanung• Masterplanung• Produktionsplanung• Maschinenbelegungsplanung• Kundenauftragssimulation• Transportplanung• Störungsmanagement / Controllingfunktionen
• Kundenauftragsabwicklung• Fertigungsauftragsabwicklung• Bestellauftragsabwicklung• Transportauftragsabwicklung
Ebene Beschreibung EDV-Systemfunktionen
Strukturkonfigurations-Funktionen
(Supply-Chain-Configuration)
Planungsfunktionen(Supply-Chain-Planning)
Abwicklungsfunktionen(Supply-Chain-Execution)
Auslegung vonProduktions- undLogistikstrukturen
Planung vonBeständen,
Mengenflüssenund Kapazitäten
Veranlassungund Rückmeldung
von Aufträgen
• Lieferkettenmodellierung• Auslegung von Lieferkettenelementen (Lager-, Produktions- und Transportkapazitäten)
• Absatzplanung• Distributionsplanung• Masterplanung• Produktionsplanung• Maschinenbelegungsplanung• Kundenauftragssimulation• Transportplanung• Störungsmanagement / Controllingfunktionen
• Kundenauftragsabwicklung• Fertigungsauftragsabwicklung• Bestellauftragsabwicklung• Transportauftragsabwicklung
Ebene Beschreibung EDV-Systemfunktionen
Abbildung 2-9: Planungsebenen des Supply Chain Management (in Anlehnung an RÜTTGERS et al. 2000, S. 50)
Im ersten Schritt, der Konfiguration einer Supply Chain, muss durch Konfiguration der Produkti-ons- und Logistikkette die Unternehmensstrategie umgesetzt werden. Dies geschieht durch Analyse und Modellierung der einzelnen Elemente der Supply Chain, wobei die logistikrelevan-ten Beziehungen der einzelnen Elemente untereinander, wie z.B. Durchlaufzeiten, Kapazitäten oder Kosten, berücksichtigt werden müssen. Durch diese Modellierung ist ein Vergleich unter-schiedlicher Konfigurationen und damit eine Optimierung der Supply Chain möglich

Seite 36 Grundlagen des SCM und Stand der Forschung
(RÜTTGERS et al. 2000, S. 50f.). Dabei wirken sich Entscheidungen in dieser Ebene auf alle Bereiche der Supply Chain aus. Deswegen müssen auch alle Bereiche bei der strategischen Betrachtung beachtet werden. Der Konfigurationsebene kommt die Aufgabe zu, die erarbeitete SCM-Strategie in optimale Logistik- und Produktionsstrukturen umzusetzen, wobei eine reali-tätsnahe Abbildung des gesamten logistischen Netzwerkes und der existierenden Beziehungen erreicht werden soll (SCHIEGG et al. 2002, S. 16).
Im zweiten Schritt werden unter Berücksichtigung der Zielsetzung der Synchronisation der Produktionsprogrammplanung über die gesamte Supply Chain für die einzelnen Elemente der Supply Chain langfristige Produktions- und Transportpläne erstellt. Durch diese Planungen sind detaillierte Verfügbarkeitsaussagen bei Kundenanfragen möglich (RÜTTGERS et al. 2000, S. 50f.). Die Planungsebene stellt somit sicher, dass die zur Erfüllung eines Auftrags notwendigen Ressourcen entlang der Supply Chain optimal geplant werden. Dabei werden verschiedene Planungsarten unterschieden, die in den existierenden SCM-Best-Practices aber in kombinier-ter Form vorliegen, wodurch alle Vorteile ausgenutzt werden. Dazu gehören strukturübergrei-fende Planung (Collaborative Planning), Lieferantenmanagement, Beschaffungsprogrammpla-nung, Produktionsprogrammplanung, Feinplanung, Distributionsplanung, Absatz- und Bedarfs-planung, Verfügbarkeitsprüfung, Bestands- und Lagermanagement (SCHIEGG et al. 2002, S. 17).
Die aus dieser Supply-Chain-Planung hervorgehenden Produktionsprogramme der einzelnen Partner müssen schließlich im dritten Schritt, der Abwicklung, entsprechend umgesetzt werden (RÜTTGERS et al. 2000, S. 50f.). Des Weiteren soll in diesem Schritt eine Leistungs- und Kostenüberprüfung aufgebaut und betrieben werden. Ziele in Form von Daten und Kennzahlen tragen dabei zur Unterstützung und Koordination der SCM-Prozesse bei. Qualitative und quanti-tative Kennzahlen werden auch Key Performance Indikatoren (KPI) genannt. Zu diesen gehö-ren z.B. Durchlaufzeit, Termintreue, Lieferfähigkeit, Lagerumschlag etc. (vgl. STADTLER et al. 2000).
2.4.3 Prozesskettenmodell
Anfang der 90er Jahre entwickelte das Fraunhofer-Institut für Materialfluss und Logistik in Dortmund das Prozesskettenmodell. Es findet Anwendung bei der Modellierung von Supply Chains, da es sich sehr gut für die Visualisierung von logistischen Ketten eignet und die zugrunde liegende Ablauforganisation transparent macht. Dabei wird eine strenge Prozessori-entierung vorausgesetzt. Diese Visualisierung wird in Kapitel 3 zusammen mit den Symbolen, die zur Entwicklung eines Ablaufplans (Flow Chart) nach DIN 66001 dienen, genutzt, um die Prozessabläufe verschiedener Best Practices zu vergleichen. Beim Prozesskettenmodell „setzt“ sich der Betrachter bildlich gesprochen auf den Auftrag und durchläuft mit diesem den gesam-ten Prozess. Somit entsteht ein prozessorientiertes Bild der Abläufe. Jedem Element der Pro-zesskette werden entsprechende Kosten und Durchlaufzeiten zugeordnet. In seiner Grundver-sion unterscheidet das Prozesskettenmodell verschiedene untereinander verbundene Sichten auf ein System (Unternehmen). Zu diesen Sichten gehören die Prozesssicht, die Sicht auf Quellen/Senken, die Ressourcensicht, die Struktursicht und die Lenkungssicht (ZANTOW 1997, S. 6ff.; BECKMANN 1999, S. 166ff.).
In der Prozesssicht stehen die zur Aufgabenerfüllung durchzuführenden Prozesse im Mittel-punkt der Betrachtung. Die Darstellung der definierten Aufgaben erfolgt dabei in zeitlich-

Grundlagen des SCM und Stand der Forschung Seite 37
logischer Reihenfolge in so genannten Prozessketten. In solchen über einer Zeitachse (x-Achse) angeordneten Prozessketten werden einzelne Prozesse nacheinander durch sechs-eckige Pfeile dargestellt. Parallele Prozesse liegen in y-Richtung übereinander (BECKMANN 1999, S. 167; KUHN 1995, S.47).
Auftrags-durchlauf
Bedarfs-ermittlung Einkauf Beschaf-
fungslogistik
PPS Produktion Distribution
RückführungBehandlungWiedereinsteuerung
Entwicklung
Kun
de a
ls A
uftr
agge
ber
Kun
de a
ls A
bneh
merVersorgung
Auftragsabwicklung
Entsorgung
Auftrags-durchlauf
Bedarfs-ermittlung Einkauf Beschaf-
fungslogistik
PPS Produktion Distribution
RückführungBehandlungWiedereinsteuerung
Entwicklung
Kun
de a
ls A
uftr
agge
ber
Kun
de a
ls A
bneh
merVersorgung
Auftragsabwicklung
Entsorgung
Abbildung 2-10: Kundenorientierung im Prozesskettenmodell (in Anlehnung an BAUMGARTEN et al. 2001, S. 9)
Bei der Darstellung kann im Zuge einer Dekomposition jeder Prozess bis zu einem beliebigen Detaillierungsgrad in Teilprozesse zerlegt werden. Dies verdeutlicht die folgende Darstellung.
Prozess
Teilprozess Teilprozess Teilprozess
Teilprozess Teilprozess Teilprozess
Prozess
Teilprozess Teilprozess Teilprozess
Teilprozess Teilprozess Teilprozess
Abbildung 2-11: Gliederung eines Prozesses in Teilprozesse
Der Fokus bei der Quellen-/Senkensicht liegt auf den Daten und Objekten, die von den operie-renden Prozessen bearbeitet werden. Symbolisch dargestellt werden Quellen und Senken durch einen Punkt bzw. ein Kreuz in einem Kreis. Quellen beschreiben den Material- und Informations-Input eines Prozesses, Senken dessen Material- und Informationsoutput als

Seite 38 Grundlagen des SCM und Stand der Forschung
Bedarf-/Abrufverhalten eines nachfolgenden Prozesses (BECKMANN 1999, S. 167; KUHN 1995, S. 43).
Unter Ressourcen wird in der zugehörigen Sicht das Leistungspotenzial personeller, finanzieller und materieller Art zur Prozessdurchführung verstanden. Dazu zählen auch die ausführenden Komponenten der Informationstechnik und die EDV-Module der SCM-Systeme, mit denen die SCM-Aufgaben durchgeführt werden. In der Ressourcensicht werden dementsprechend auch die Funktionsmerkmale der EDV-Module beschrieben (BECKMANN 1999, S. 168).
In der Struktursicht wird die Menge der Verbindungen zwischen den Elementen, Aktivitäten und Leistungsobjekten beschrieben. Gegenstand dieser Sicht sind beispielsweise das Unterneh-menslayout, die Aufbauorganisation oder die Kommunikationsstruktur. Modelliert werden können diese Zusammenhänge z.B. durch Organigramme (BECKMANN 1999, S. 168).
Die Lenkungssicht betrachtet das wechselseitige Zusammenwirken all jener Funktionen, die Lenkungsaufgaben erfüllen, und solcher, die Informations- und Kommunikationsflüsse gewähr-leisten (vgl. BECKMANN 1999, S. 168).
Aufbauend auf der Grundversion enthält das Prozesskettenmodell durch die Aktualität von Supply Chain Management heute auch eine Aufgaben- und eine Datensicht. Dabei dient die Aufgabensicht der Spezifizierung und Detaillierung der SCM-Aufgaben in einer allgemeingülti-gen und abstrakten Form. Dadurch werden Aufgabenbereiche hinsichtlich der Zuordnung von Aufgaben zu Aufgabenträgern sowie hinsichtlich des Betrachtungsbereiches abgegrenzt. Die Datensicht schließlich ist mit der Quellen-/Senken-Sicht verbunden. In ihr sind alle SCM-Daten aufbereitet, die zur Ausführung von SCM-Aufgaben relevant und formatierbar sind (vgl. BECKMANN 1999, S. 167f.).
2.4.4 Petri-Netz
Diese Modellierungsmethode wurde 1962 von PETRI entwickelt und bildet durch statische und dynamische Knoten in einem Netz die kausale Logik eines Systems ab. Bei der Darstellung wird nach zwei verschiedenen Arten von Knoten unterschieden. Die eine ist passiv und be-schreibt Zustände, die andere ist aktiv und repräsentiert Ereignisse. Durch eine Zustandsbe-schreibung wird die aktuelle Situation eines Systems oder der aktuelle Stand eines Prozesses ausgedrückt. Sie wird auch als Stelle, Platz oder Bedingung bezeichnet. Ereignisse schildern den Übergang von einem Zustand zum anderen und heißen auch Aktionen oder Transitionen. In einem Petri-Netz wechseln sich Zustands- und Ereignisknoten ab und sind durch Pfeile miteinander verbunden (HANNEN 1996, S. 137f.). Diese Darstellungsweise zeigt auch die unten stehende Abbildung 2-12.
Ein Ereignis kann weiter verfeinert werden. So kann ein Ereignis durch ein neues Petri-Netz ersetzt werden. Umgekehrt kann ein Petri-Netz oder der Teil eines Netzes auch zu einem Ereignis zusammengefasst werden. Es ist somit eine Top-Down- und eine Bottom-Up-Modellierung möglich (FRANK 1994, S. 104).

Grundlagen des SCM und Stand der Forschung Seite 39
Passives Element:Zustand, Stelle,
Platz, Bedingung
Aktives Element:Ereignis, Aktion,
Transition
Zustände und Ereignissemüssen sich immer
abwechseln.
Jedes Ereignis kann einen oder mehrere Eingangs-
zustände (Vorgängerstellen) und einen oder mehrere
Ausgangszustände (Nach-folgerstellen) besitzen.
Jeder Zustand kann durch mehrere Eingangsereignisse eingeleitet werden und durch mehrere Ausgangsereignisse
beendet werden.
Passives Element:Zustand, Stelle,
Platz, Bedingung
Aktives Element:Ereignis, Aktion,
Transition
Passives Element:Zustand, Stelle,
Platz, Bedingung
Aktives Element:Ereignis, Aktion,
Transition
Zustände und Ereignissemüssen sich immer
abwechseln.
Jedes Ereignis kann einen oder mehrere Eingangs-
zustände (Vorgängerstellen) und einen oder mehrere
Ausgangszustände (Nach-folgerstellen) besitzen.
Jeder Zustand kann durch mehrere Eingangsereignisse eingeleitet werden und durch mehrere Ausgangsereignisse
beendet werden.
Zustände und Ereignissemüssen sich immer
abwechseln.
Jedes Ereignis kann einen oder mehrere Eingangs-
zustände (Vorgängerstellen) und einen oder mehrere
Ausgangszustände (Nach-folgerstellen) besitzen.
Jeder Zustand kann durch mehrere Eingangsereignisse eingeleitet werden und durch mehrere Ausgangsereignisse
beendet werden.
Abbildung 2-12: Elemente eines Petri-Netzes (in Anlehnung an HANNEN 1996, S. 138)
In dieser statischen Netz-Struktur lassen sich dynamische Vorgänge darstellen, indem aktivierte oder realisierte Zustände durch eine Markierung gekennzeichnet werden. Die verschiedenen Arten der Markierung sind dabei vielfältig und erfordern formulierte Regeln. Neben dynami-schem Verhalten können durch Petri-Netze auch parallele Prozesse dargestellt werden. Dage-gen sind hierarchische Strukturen schwierig darstellbar, da das Modell bei komplexen Darstel-lungen schnell unübersichtlich wird. Außerdem ist eine differenzierte Abbildung der einen Geschäftsprozess ausführenden Ressourcen, der Input- und Outputobjekte, der mit den Ge-schäftsprozessen in Verbindung stehenden Einheiten der Unternehmensumwelt und der Kom-munikationsbeziehungen nicht möglich (HANNEN 1996, S. 138ff.; JANUSZ 1998, S. 17; FAHRWINKEL 1995, S. 33).
2.4.5 CIM Open System Architecture (CIMOSA)
Ein Konsortium aus Industrieunternehmen und Forschungsinstituten arbeitet seit 1986 daran, in dem Forschungsprojekt CIMOSA eine offene Systemarchitektur als Basis zur Erstellung und Integration unternehmensspezifischer CIM-Systeme zu entwickeln. Die Unterstützung der Geschäftsprozesse durch Informations- und Kommunikationstechnologien oder Simulations-werkzeuge erfordert die abstrakte Abbildung der realen Prozesse auf ein digitales Modell des Unternehmens. CIMOSA definiert ein prozessorientiertes Metamodell, mit dessen Hilfe die internen und externen Abläufe in einem Unternehmen ganzheitlich beschrieben werden können (vgl. FAHRWINKEL 1995, S. 39).
Die Anwendung von CIMOSA richtet sich auf folgende Ziele:
Reduzierung der Unternehmenskomplexität durch strukturierte Beschreibung der Unter-nehmensprozesse und Integration der Unternehmensinformationen,
„top-down“-Strukturierung:
Anbindung der Unternehmensprozesse an die Unternehmensziele,
geordnete Ableitung von operativen Zielen für die einzelnen Prozesse,
„evolutionäre“ Unternehmensbeschreibung:

Seite 40 Grundlagen des SCM und Stand der Forschung
Integration von Teilbereichsmodellen und
Modellmodifikation.
CIMOSA besteht aus den drei Komponenten Modellierungsrahmen, integrierende Infrastruktur und System-Lebenszyklus. Im Modellierungsrahmen sind Aspekte der Unternehmensmodellie-rung zusammengefasst. Außerdem dient er als Grundlage für eine nationale und internationale Standardisierung. Eine integrierende Infrastruktur bewirkt eine Integration verschiedener Soft-waresysteme und der Kommunikation und Kooperation im Unternehmen. Der System-Lebenszyklus beschreibt, wie ein CIM-System mit Hilfe von CIMOSA spezifiziert, eingeführt, benutzt und gewartet werden soll. Um Geschäftsprozesse zu modellieren, wird nur der Model-lierungsrahmen benötigt (JANUSZ 1998, S. 21).
Das Modell setzt sich aus den drei Dimensionen generische Dimension, Modellierungsebenen und komplementäre Sichten zusammen. Dabei gibt die generische Dimension den Grad der Spezialisierung/Konkretisierung des Modells über unterschiedliche Architektur-/Abstraktions-ebenen an. In den Modellierungsebenen wird der Detaillierungsgrad bzw. die Entwicklungsstufe des Modells beschrieben. In der dritten Dimension kann ein Unternehmen in vier Sichten abgebildet werden, wobei die Abläufe in diesen Bereichen als Prozesse dargestellt werden, die über Ereignisse miteinander kommunizieren. Zu den Sichten gehören die Organisationssicht, die Ressourcensicht, die Informationssicht und die Funktionssicht (KRALLMANN 1996, S. 309ff.; JANUSZ 1998, S. 21f.).
In der Funktionssicht werden Struktur und Verhalten der Geschäftsprozesse näher beschrieben. Ein Unternehmen besteht im CIMOSA-Ansatz aus vielen überschneidungsfreien Teilbereichen, sogenannten Domains, die wiederum aus Geschäftsprozessen bestehen. Diese Prozesse kommunizieren miteinander durch das Erzeugen bzw. Erwarten von Ereignissen (vgl. REITHOFER 1997, S. 15).
Die Struktur der Geschäftsprozesse wird durch schrittweise „top-down“-Zerlegung der Domains aufgebaut. Unternehmensprozesse können so lange weiter dekomponiert werden, bis auf der Ebene der Unternehmensaktivitäten der gewünschte Detaillierungsgrad erreicht ist. Auf der untersten Stufe der Dekompositionshierarchie wird dann jede einzelne Unternehmensaktivität als eine Art Elementarfunktion vollständig und genau beschrieben (vgl. FEUERBORN 1994, S. 65).
Ein Mangel von CIMOSA ist das Fehlen einer grafischen Modellierungsmethode. Es existieren zwar verschiedene Darstellungsbeispiele und unterstützende Werkzeuge zur Darstellung in Form von EDV-Tools, doch wird keine einheitliche Notation verwendet.
2.4.6 Unified Modeling Language (UML)
Die Unified Modeling Language ist eine Sprache zur Spezifikation, Visualisierung, Konstruktion und Dokumentation von Modellen für Softwaresysteme, Geschäftsmodelle und andere Nicht-Softwaresysteme. Sie bietet den Entwicklern die Möglichkeit, den Entwurf und die Entwicklung von Softwaremodellen auf einheitlicher Basis zu diskutieren. Die UML wird seit 1998 als Stan-dard angesehen. Sie lag und liegt weiterhin bei der Object Management Group (OMG) zur Standardisierung vor. Entwickelt wurde die UML von BOOCH, JACOBSEN und RUMBAUGH bei Rational Rose Software. Sie kombinierten die besten Ideen objektorientierter Entwicklungs-

Grundlagen des SCM und Stand der Forschung Seite 41
methoden und schufen daraus die UML. Viele führende Unternehmen der Computerbranche (Microsoft, Oracle, Hewlett-Packard,...) wirkten aktiv an der Entwicklung mit und unterstützen die UML (DUMKE 2003).
UML umfasst mehrere Teilmodelle, die aus einem oder mehreren Diagrammen bestehen. Diese Modellelemente der UML werden nach den Diagrammtypen in Anwendungsfalldiagramm, Klassendiagramm, Aktivitätsdiagramm, Kollaborationsdiagramm, Sequenzdiagramm, Zu-standsdiagramm, Komponentendiagramm und Einsatzdiagramm unterteilt und im Folgenden mit ihren Aufgaben vorgestellt (DUMKE 2003):
Anwendungsfalldiagramm: Ein Anwendungsfalldiagramm beschreibt die Zusammenhänge zwischen verschiedenen Anwendungsfällen untereinander und zwischen Anwendungsfällen und den beteiligten Akteuren. Es zeigt die Struktur und Zusammenhänge von verschiedenen Geschäftsvorfällen, und wie mit ihnen verfahren wird. Anwendungsfälle werden durch Ellipsen, die den Namen des Anwendungsfalles tragen, und einer Menge von beteiligten Objekten (Akteuren) dargestellt. Zu jedem Anwendungsfall gibt es eine Beschreibung in Textform.
Klassendiagramm: Eine Klasse ist eine Zusammenfassung gleichartiger Objekte. Objekte sind die agierenden Grundelemente einer Anwendung. Die Gleichartigkeit bezieht sich auf Eigen-schaften (Attribute) und/oder auf Fähigkeiten (Operationen/Methoden) der Objekte einer Klasse. Eine Klasse enthält gewissermaßen die Konstruktionsbeschreibung für Objekte, die mit ihr erzeugt werden. Das Verhalten der Objekte wird durch die Möglichkeit eines Objektes, Nach-richten zu empfangen und zu verstehen, beschrieben. Dazu benötigt das Objekt bestimmte Operationen. Zusätzlich zu Eigenschaften und Fähigkeiten kann eine Klasse auch Definitionen von Zusicherungen, Merkmalen und Stereotypen enthalten.
Aktivitätsdiagramm: In einem Programmablauf durchläuft ein Modellelement eine Vielzahl von Aktivitäten, d.h. Zuständen, die eine interne Aktion und mindestens eine daraus resultierende Transition enthalten. Die ausgehende Transition impliziert den Abschluss der Aktion und den Übergang des Modellelementes in einen neuen Zustand bzw. eine neue Aktivität. Diese Aktivi-täten können in ein Zustandsdiagramm integriert werden oder besser noch in einem eigenen Aktivitätsdiagramm visualisiert werden. Ein solches Aktivitätsdiagramm ist in Abbildung 2-13 dargestellt.
Aktivität 1 Aktivität 2 Aktivität 3
Aktivität 7
Aktivität 6
Aktivität 5
Aktivität 4[x>0]
[x=0]
[x<0] [y>0]
[y<0]
Aktivität 1 Aktivität 2 Aktivität 3
Aktivität 7
Aktivität 6
Aktivität 5
Aktivität 4[x>0]
[x=0]
[x<0] [y>0]
[y<0]
Abbildung 2-13: Aktivitätsdiagramm
Ein Aktivitätsdiagramm ähnelt in gewisser Weise einem prozeduralen Flussdiagramm, jedoch sind alle Aktivitäten eindeutig Objekten zugeordnet, d.h. sie sind entweder einer Klasse, einer Operation oder einem Anwendungsfall eindeutig untergeordnet. Eine Aktivität wird durch ein

Seite 42 Grundlagen des SCM und Stand der Forschung
"Rechteck" mit konvex abgerundeten Seiten visualisiert. Sie enthält eine Beschreibung der internen Aktion. Von der Aktivität gehen die Transitionen aus, die den Abschluss der internen Aktion und den Übergang zur nächsten Aktivität darstellen.
Kollaborationsdiagramm: Das Kollaborationsdiagramm visualisiert die einzelnen Objekte und ihre Zusammenarbeit untereinander. Dabei steht, im Unterschied zum Sequenzdiagramm, der zeitliche Ablauf dieser Interaktionen im Hintergrund, vielmehr werden die für den Programmab-lauf und das Verständnis des selbigen wichtigen kommunikativen Aspekte zwischen den ein-zelnen Objekten ereignisbezogen dargestellt. Der zeitliche Verlauf der Interaktionen wird ledig-lich durch eine Nummerierung der Nachrichten symbolisiert. Die einzelnen Objekte können Nachrichten austauschen, ein Objekt kann sich jedoch auch stets selbst Nachrichten zusenden, ohne dass eine Assoziation vorhanden sein müsste.
Sequenzdiagramm: Mittels des Sequenzdiagrammes beschreibt man die Interaktionen zwi-schen den Modellelementen ähnlich wie bei einem Kollaborationsdiagramm, jedoch steht beim Sequenzdiagramm der zeitliche Verlauf des Nachrichtenaustausches im Vordergrund.
Zustandsdiagramm: Ein Zustandsdiagramm, das Abbildung 2-14 zeigt, beschreibt eine hypothe-tische Maschine, die sich zu jedem Zeitpunkt in einer Menge endlicher Zustände befindet.
Zustand 1
AttributeZustand 2
Transition 1
Transition 2
Anfangszustand Endzustand
Zustand 1
AttributeZustand 2
Transition 1
Transition 2
Anfangszustand Endzustand
Abbildung 2-14: Zustandsdiagramm
Sie besteht aus einem Anfangszustand, einer endlichen Menge von Zuständen, einer endlichen Menge von Ereignissen, einer endlichen Anzahl von Transitionen, die den Übergang des Objektes von einem zum nächsten Zustand beschreiben und einem oder mehreren Endzustän-den. Im Zustandsdiagramm werden die Zustände als abgerundete Rechtecke dargestellt und durch Pfeile verbunden, auf denen die Transitionen stehen. Startzustand ist ein gefüllter Kreis, die Endzustände sind leere Kreise mit einem kleineren gefüllten in der Mitte.
Komponentendiagramm: Damit bei späterer Implementierung der Softwarelösung Compiler- und Laufzeitabhängigkeiten klar sind, werden die Zusammenhänge der einzelnen Komponen-ten der späteren Softwarelösung in einem Komponentendiagramm dargestellt.
Einsatzdiagramm: Ein Einsatzdiagramm beschreibt, welche Komponenten (Objekte) auf wel-chen Knoten ablaufen, d.h. wie diese konfiguriert sind und welche Abhängigkeiten bestehen.
2.4.7 Aachener PPS-Modell
Das Aachener PPS-Modell wurde entwickelt, um Praxisvorhaben (im folgenden Projekte ge-nannt) mit den Inhalten:
Auswahl und Einführung von PPS-Systemen,
Reorganisation der PPS,

Grundlagen des SCM und Stand der Forschung Seite 43
Entwicklung von PPS-Konzepten oder
Entwicklung von PPS-Systemen sowie
Harmonisierung von PPS-Prozessen
effizient zu unterstützen. Innerhalb eines Projekts soll das Aachener PPS-Modell dazu bestimm-te Aufgaben übernehmen. Zu diesen gehören
die Beschreibung von verschiedenen Teilaspekten der PPS,
die Unterstützung der Ermittlung von PPS-Zielausprägungen und
die Unterstützung bei der Anwendung von Gestaltungs- bzw. Optimierungsmethoden.
Die vorrangige Aufgabe des Aachener PPS-Modells besteht in der Beschreibung von Teilen der PPS aus den unterschiedlichen Blickwinkeln, die in den verschiedenen Teilschritten eines Projektes benötigt werden. Sogar das Ergebnis eines Projektes kann aus einer Beschreibung bestehen, wenn beispielsweise ein Konzept für die überbetriebliche PPS erstellt werden soll. Auch das Fachkonzept für ein PPS-System oder ein betriebsspezifisches Soll-Konzept ist eine Beschreibung.
Eine weitere Aufgabe des Aachener PPS-Modells besteht darin, die Ermittlung der Zielgrößen zu unterstützen, nach denen ein System, ein Konzept oder eine Organisation ausgelegt werden soll. Beispiele für solche Zielgrößen sind die Durchlaufzeiten durch Auftragsabwicklungsprozes-se, der Verzehr von Ressourcen oder die Kosten der Auftragsabwicklung. Es sind aber auch operationale Größen denkbar, wie die Anzahl der Medienbrüche oder die Anzahl der Abtei-lungswechsel in einem Auftragsabwicklungsprozess.
Das Aachener PPS-Modell soll schließlich die Anwendung von Gestaltungs- und Optimie-rungsmethoden unterstützen. So können mit Hilfe des Modells zum Beispiel PPS-Systeme prozessorientiert ausgewählt und eingeführt oder eine Auftragsabwicklung prozesskostenorien-tiert gestaltet werden. Es existieren darüber hinaus Methoden zur Gestaltung der Auftragsab-wicklung auf Basis des Aachener PPS-Modells sowie Methoden zur objektorientierten und komponentenorientierten Gestaltung von PPS-Systemen (Schuh 2006, S. 12f.).
Das Aachener PPS-Modell besteht aus vier unterschiedlichen Referenzsichten auf die PPS. Die einzelnen Sichten wiederum beinhalten Strukturen und Formulierungen, die sie für unterschied-liche Verwendungszwecke prädestinieren. In bestimmten Fällen werden innerhalb einer Sicht zusätzlich mehrere Teilmodelle in Abhängigkeit von vorliegenden Unternehmensmerkmalen gebildet.
Abbildung 2-15 zeigt die vier Referenzsichten mit der Zuordnung von Zweck und Differenzie-rungen der Teilmodelle. Die einzelnen Sichten sind für den Einsatz in unterschiedlichen PPS-Projekten vorgesehen. Der Fokus des Aachener PPS-Modells liegt auf der gesamtheitlichen Betrachtung der PPS, so dass die Referenzsichten durch lose Zusammenhänge verbunden sind (Schuh 2006, S. 18).
Zu den verschiedenen Sichten im Aachener PPS-Modell gehören:
die Aufgabensicht,
die Prozessarchitektursicht,

Seite 44 Grundlagen des SCM und Stand der Forschung
die Prozesssicht und
die Funktionssicht.
IT-S
yste
msic
ht IT-System-Funktionen
• keine Differenzierung• Beschreibung von Anfor-derungen an IT-Systeme
• Auswahl von IT-Systemen
Referenz-sichten Differenzierung
• keine Differenzierung
Zweck
• Auftragsfertigung• Rahmenauftrags-
fertigung• Lagerfertigung• Variantenfertigung
• Beschreibung und Abgrenzung von Aufgaben der PPS und Auftrags-abwicklung
• Analyse und Gestaltung von Prozessen
• Verteilung und Koordination von Prozessen und Prozess-elementen
Orga
nisa
tions
sicht
en
• Projektnetzwerk• Hierarchisch-stabile
Kette• Hybridfertigungs-
netzwerk• Entwicklungsgeprägtes
Seriennetzwerk• Fremdbestimmtes
Lieferantennetzwerk
Auftragsabwick-lungsprozesse
Prozessarchitektur
Aufgaben der PPS
Zusammenhänge
Aufgabensicht liefert Prozessschritte
Aufgabensicht liefert Grobstruktur
Ableitung von Anforderungen an Funktionen
Prozessarchitektur liefert Schnittstellen der Prozessschritte
IT-S
yste
msic
ht IT-System-Funktionen
• keine Differenzierung• Beschreibung von Anfor-derungen an IT-Systeme
• Auswahl von IT-Systemen
Referenz-sichten Differenzierung
• keine Differenzierung
Zweck
• Auftragsfertigung• Rahmenauftrags-
fertigung• Lagerfertigung• Variantenfertigung
• Beschreibung und Abgrenzung von Aufgaben der PPS und Auftrags-abwicklung
• Analyse und Gestaltung von Prozessen
• Verteilung und Koordination von Prozessen und Prozess-elementen
Orga
nisa
tions
sicht
en
• Projektnetzwerk• Hierarchisch-stabile
Kette• Hybridfertigungs-
netzwerk• Entwicklungsgeprägtes
Seriennetzwerk• Fremdbestimmtes
Lieferantennetzwerk
Auftragsabwick-lungsprozesse
Prozessarchitektur
Aufgaben der PPS
Zusammenhänge
Aufgabensicht liefert Prozessschritte
Aufgabensicht liefert Grobstruktur
Ableitung von Anforderungen an Funktionen
Prozessarchitektur liefert Schnittstellen der Prozessschritte
Referenz-sichten Differenzierung
• keine Differenzierung
Zweck
• Auftragsfertigung• Rahmenauftrags-
fertigung• Lagerfertigung• Variantenfertigung
• Beschreibung und Abgrenzung von Aufgaben der PPS und Auftrags-abwicklung
• Analyse und Gestaltung von Prozessen
• Verteilung und Koordination von Prozessen und Prozess-elementen
• Beschreibung und Abgrenzung von Aufgaben der PPS und Auftrags-abwicklung
• Analyse und Gestaltung von Prozessen
• Verteilung und Koordination von Prozessen und Prozess-elementen
Orga
nisa
tions
sicht
en
• Projektnetzwerk• Hierarchisch-stabile
Kette• Hybridfertigungs-
netzwerk• Entwicklungsgeprägtes
Seriennetzwerk• Fremdbestimmtes
Lieferantennetzwerk
Auftragsabwick-lungsprozesse
Auftragsabwick-lungsprozesse
Prozessarchitektur
Aufgaben der PPS
Zusammenhänge
Aufgabensicht liefert Prozessschritte
Aufgabensicht liefert Grobstruktur
Ableitung von Anforderungen an Funktionen
Prozessarchitektur liefert Schnittstellen der Prozessschritte
Abbildung 2-15: Referenzsichten des Aachener PPS-Modells (Schuh 2006, S. 19)
2.4.8 EDI / EDIFACT
In den meisten Fällen der unternehmensübergreifenden Kommunikation müssen unterschiedli-che Hardware und Software miteinander kommunizieren. Dadurch wird eine Anpassung der Systeme nötig. Diese Anpassung betrifft vielfältige Aspekte der elektronischen Datenübertra-gung. Haben zwei Partner diesen Anpassungsprozess hinter sich, können sie problemlos untereinander kommunizieren. Wenn aber ein dritter Partner hinzukommt, der Daten nach seinem eigenen Muster empfangen und liefern will, muss erneut ein Anpassungsprozess eingeleitet werden. Mit steigender Anzahl der Unternehmen wird die Anpassung aber problema-tisch. Um diese Aufgabe in der heutigen Zeit der vielfältig verflochtenen Geschäftsbeziehungen effizient zu bewältigen und einen wirtschaftlichen sowie elektronischen Datenaustausch zu erhalten, müssen Harmonisierung und Standardisierung oberste Priorität in unternehmensüber-greifenden Geschäftsbeziehungen haben. Eine solche Standardisierung der Geschäftsprozesse kann beispielsweise durch die Anwendung von Electronic Data Interchange (EDI) bzw. dessen Standard Electronic Data Interchange For Administration Commerce And Transport (EDIFACT) erfolgen. EDI ist ein Standard, den die Vereinten Nationen für die elektronische Abwicklung geschäftlicher Vorgänge zwischen Unternehmen, Branchen und Ländern entwickelt haben. EDI behandelt den automatischen Austausch von strukturierten Daten zwischen EDV-Applikationen von Geschäftspartnern. Bezeichnend für EDI ist zum einen die Konzentration auf hohe Daten-volumina, wie Bestellungen oder Rechnungen, die regelmäßig zwischen den beteiligten Part-

Grundlagen des SCM und Stand der Forschung Seite 45
nern ausgetauscht werden, und zum anderen die präzise Struktur des Datenaustauschs. Um eine erhöhte Wettbewerbsfähigkeit durch EDI zu erhalten, müssen Unternehmen natürlich auch in die technische Infrastruktur und das Reengineering der betroffenen Applikationen investieren. Durch die Verbreitung des Internets und die Anwendung der www-Sprache Extensible Markup Language (XML) schaffte EDI den Durchbruch als Standard für den Datenaustausch von Geschäftspartnern (SEIDELMANN 1997, S. 106f.; N.N. (e) 2003). Folgende Abbildung 2-16 verdeutlicht die Vorteile bei der überbetrieblichen Kommunikation von standardisierten EDI-Lösungen gegenüber nicht-standardisierten Lösungen:
7
3
51
6
2
8
41
Applikation
2Applikation
3Applikation
4Applikation
5Applikation
6Applikation
7Applikation
8Applikation
EDIFACTUmwandlung Umwandlung Umwandlung Umwandlung
Umwandlung Umwandlung Umwandlung Umwandlung
Nicht-standardisierte EDI-Lösung Standardisierte EDI-LösungBeispiel: EDI mit 8 UnternehmenResultat: 7 Schnittstellen pro Unternehmen
Beispiel: EDI mit 8 UnternehmenResultat: 1 Schnittstelle pro Unternehmen
7
3
51
6
2
8
41
Applikation
1Applikation
2Applikation
2Applikation
3Applikation
3Applikation
4Applikation
4Applikation
5Applikation
5Applikation
6Applikation
6Applikation
7Applikation
7Applikation
8Applikation
8Applikation
EDIFACTUmwandlung Umwandlung Umwandlung Umwandlung
Umwandlung Umwandlung Umwandlung Umwandlung
Nicht-standardisierte EDI-Lösung Standardisierte EDI-LösungBeispiel: EDI mit 8 UnternehmenResultat: 7 Schnittstellen pro Unternehmen
Beispiel: EDI mit 8 UnternehmenResultat: 1 Schnittstelle pro Unternehmen
Abbildung 2-16: Nicht-standardisierte und standardisierte EDI-Lösungen (in Anlehnung an SEIDELMANN 1997, S. 106)
Das Ziel von EDI besteht darin, in der Kommunikation mit Geschäftspartnern eine Zeit- und Kostenersparnis durch Standards zum Datenaustausch und das Barcodesystem EAN 128 zu erreichen. Die Vorteile dieses Standards liegen im Wegfall manueller Bearbeitungen, in der Verminderung von Fehlerhäufigkeit, Rückfragen und Korrekturen, in der Reduzierung von Porto und Papier, in geringeren Telekommunikationskosten und in der partiellen bis vollständigen Automatisierung komplexer Abläufe. Außerdem werden die Geschäftsprozesse beschleunigt, Lagerhaltung, Disposition, Kapitalbindung und Liquidität verbessert, die Lieferbereitschaft erhöht und die Aktualität und Qualität der Informationen vermehrt (N.N. (f) 2003).
2.4.9 RosettaNet
RosettaNet ist ein XML-Framework, das 1998 auf Initiative von über 400 führenden IT-, Electro-nic Components-, Semiconductor Manufacturing- und Solution Provider-Unternehmen (u.a. Microsoft, CISCO Systems, IBM, Intel, Motorola, NEC, Dun & Bradstreet, American Express) entwickelt wurde. Es dient der Standardisierung des Supply Chain Management in den Berei-chen Informationstechnologie und Electronic Compound. RosettaNet ist dabei eine selbststän-dig finanzierte, non-profit Organisation. Das Konsortium hat gemeinsam einen offenen eBusi-ness-Prozess-Standard entwickelt und implementiert, der eine gemeinsame „eBusiness-

Seite 46 Grundlagen des SCM und Stand der Forschung
Sprache“ begründet und die Prozesse zwischen Supply Chain Partnern so auf einer globalen Basis verbindet. Bei RosettaNet werden nicht nur das Nachrichtenformat für geschäftliche Transaktionen, sondern zusätzlich auch deren Abläufe und Regeln festgelegt. RosettaNet definiert einen Geschäftsprozess durch sogenannte PIPs (PIP = Partner Interface Process), die von den Mitgliedern der RosettaNet-Initiative erarbeitet und potenziellen Geschäftspartnern zur Verfügung gestellt werden. PIPs bestehen aus einer Beschreibung der unternehmensübergrei-fenden Prozesse zwischen Supply Chain Partnern und aus standardisierten XML-Dokumenten für den Austausch von Nachrichten zwischen Informationssystemen. PIPs enthalten einen Implementation Guide, den die Interessenten auf ihren Systemen umsetzen müssen, und lassen sich in folgende Kategorien unterteilen (PULIC 2003):
RosettaNet Support,
Partner, Product, Service Review,
Product Information,
Order Management,
Inventory Management,
Marketing Information Management,
Service & Support und
Manufacturing.
Bei RosettaNet werden alle relevanten Aspekte des Prozessmodells auch als maschinenlesba-re Dokumente definiert und standardisiert. Jede PIP-Spezifikation besteht aus drei Sichten auf das Modell. Die Business Operational View (BOV) beschreibt die Semantik der Entitäten und die ausgetauschten Ergebnisse zwischen den beteiligten Partnern. Der Inhalt der BOV basiert auf dem jeweiligen PIP Blueprint Dokument. Die Functional Service View (FSV) beschreibt die Leistungen der Netzwerkkomponenten und Agenten sowie die jeweiligen Interaktionen. FSV enthält sämtliche Transaktionsdialoge im PIP-Protokoll. Die Implementation Framework View (IFV) beschreibt die XML-Formate der Nachrichten des Netzwerkprotokolls, die bei der Durch-führung eines PIPs ausgetauscht werden (ALT et al. 2001, S.69).
Benannt wurde RosettaNet nach dem gleichnamigen Stein, der während der Besetzung Ägyp-tens durch Napoleon im Jahre 1797 in Rashid (Rosetta) im Nildelta gefunden wurde. Dem Franzosen Champollion war es mit dessen Hilfe gelungen, die Bedeutung der ägyptischen Hieroglyphen zu entziffern. Ähnlich ihrem historischen Vorbild arbeitet die RosettaNet-Initiative darauf hin, Labels für die Elemente (Produktbeschreibung, Teilnummern, Preisdaten und Bestandsstatus) zu standardisieren. Das Konsortium hofft dabei, viele seiner Ziele durch XML (Extensible Markup Language – eine Klassifikation von Informationen mit Zahlenketten) zu implementieren (PULIC 2003).
Das Ziel von RosettaNet ist es, allgemeine Geschäftsaktivitäten im High-Tech-Production-Bereich weltweit zu unterstützen und offene, für die gesamte Industrie einheitliche eBusiness-Standards zu schaffen. Diese Prozess-Standards bilden die Basis für die Angleichung der Geschäftsprozesse entlang der gesamten Beschaffungskette (PULIC 2003). RosettaNet bietet nicht nur eine auf XML basierende universelle Dokumentenstruktur, sondern definiert auch die Choreographie, also den Ablauf des Nachrichtenaustausches zwischen den Partnern. Mit RosettaNet ist es erstmals möglich, elektronische Dokumente verschlüsselt und in Echtzeit über

Grundlagen des SCM und Stand der Forschung Seite 47
das Internet auszutauschen und zu verarbeiten, unverzichtbar für effektives Supply Chain Management (N.N. (a) 2003). Außerdem erhalten Unternehmen durch den Standard Rosetta-Net mehr Einblick in die Lieferkette und steigern dadurch die Effizienz ihrer Geschäftstätigkeit. RosettaNet automatisiert die gemeinsame Nachfrageplanung, Auftragsverwaltung, Warenan-nahme und -auslieferung, Rechnungserstellung und den Zahlungsverkehr auf der Grundlage von XML (N.N. (b) 2003).
2.4.10 ebXML
Um Geschäftstransaktionen über das Internet ausführen zu können, bedarf es Standards, die gleichsam für eine gemeinsame Sprachregelung sorgen. Electronic Business XML, ebXML, ist ein Framework für eine offene, XML-basierte Infrastruktur, die allen Beteiligten den weltweiten Einsatz elektronischer Geschäftsinformationen in einer kompatiblen, sicheren und konsistenten Art und Weise ermöglicht (N.N. (c) 2003).
Im November 1999 entstand in einer gemeinsamen Initiative von OASIS und UN/CEFACT ein auf 18 Monate angelegtes Projekt mit dem Namen Electronic Business XML (ebXML). Die Vision hinter ebXML ist die Entwicklung eines weltweit gültigen XML-Frameworks. Die Mitglie-der repräsentieren 14 Länder, ungefähr 100 Unternehmen sowie etliche nationale und internati-onale Standardisierungsorganisationen. Zu den Mitgliedern gehören unter anderen die ASC X12-Gruppe, OAG, IBM oder Sun, nicht allerdings Microsoft. Konkretes Ziel der Arbeiten ist der Entwurf von offenen technischen Spezifikationen, die einen einheitlichen, weltweiten, konsisten-ten Austausch elektronischer Geschäftsdaten auf der Grundlage von XML ermöglichen sollen. Dies gilt für die Kommunikation zwischen Computersystemen ebenso wie für die Mensch-Maschine- oder Maschine-Mensch-Kommunikation. Besondere Bedeutung für die offene, herstellerunabhängige Initiative hat das Ziel, die Eintrittsbarrieren zum eBusiness für kleine und mittelständische Unternehmen sowie Entwicklungsländer zu senken. EbXML ist ein ambitionier-tes Projekt, in dem viele ausgezeichnete XML-Experten mitwirken (N.N. (d) 2003).
ebXML übernimmt Konzepte existierender B2B-Standards wie Electronic Data Interchange (EDI) und RosettaNet. Allerdings ist ebXML von vornherein als horizontaler Standard angelegt, so dass es für alle Branchen anwendbar ist. Im Vergleich dazu ist etwa RosettaNet auf das Segment der Hardware-Hersteller, z.B. von elektronischen Bauteilen und Halbleitern, ausgelegt (OSTLER 2002; JENZ 2002). An den ebXML-Spezifikationen wird seit 1999 gearbeitet. Die meisten der derzeit fünf Spezifikationen haben Version 2 erreicht und sind hochgradig stabil. ebXML konzentriert sich auf die Automatisierung der so genannten „öffentlichen“ (public) Geschäftsprozesse. Diese definieren gewissermaßen das Bindeglied zwischen den „privaten“ Geschäftsprozessen der beteiligten Geschäftspartner. Sie funktionieren wie eine Art normierte Kupplung, an die die beteiligten Partner ihre eigenen Geschäftsprozesse einklinken können. Viele Großunternehmen setzen EDI als B2B-Lösung der ersten Generation ein. Da bereits erhebliche Mittel in die technische Plattform investiert wurden und der Datenaustausch zufrie-den stellend funktioniert, sehen die Firmen keinen Anlass, EDI kurz- oder mittelfristig abzulö-sen. ebXML wird hier die Rolle eines ergänzenden „Kanals“ spielen und Geschäftsprozessau-tomatisierung mit nicht-EDI-fähigen Geschäftspartnern ermöglichen. Diese Gruppe macht ca. 98% aller Unternehmen aus. Es sind zumeist mittelständische Firmen und Kleinunternehmen. Für diese Unternehmen bietet sich nun mit ebXML eine kostengünstige Möglichkeit zur Automa-tisierung ihrer Geschäftsprozesse. Dieses Potenzial soll ebXML ausschöpfen (OSTLER 2002; JENZ 2002).

Seite 48 Grundlagen des SCM und Stand der Forschung
Zu den Zielen der ebXML-Initiative gehören (N.N. (d) 2003):
die (finanziellen) Eintrittsbarrieren für das Electronic Business, insbesondere für kleine und mittelständische Unternehmen, zu minimieren,
vollständig kompatibel zu allen W3C-Standards („Recommendations“) zu sein,
Interoperabilität zwischen ebXML-kompatiblen Anwendungen herzustellen,
einen gangbaren und effizienten Übergang von traditionellen EDI-Systemen und den unter-schiedlichen XML-basierten eBusiness-Standards bieten und
bei anerkannten Standardisierungsgremien als internationaler Standard eingereicht wer-den.
2.4.11 LiNet
LiNet steht für Lieferanten-Netzwerkmanagement und ist ein vom Bundesministerium für Bil-dung und Forschung (BMBF) gefördertes Verbundprojekt zum Supply Chain Management in der Automobilzulieferindustrie. Als Projektdauer wurden zwei Jahre festgelegt: nämlich vom 01.08.2000 bis zum 31.07.2002. Das übergeordnete Ziel dieses Projekts ist die nachhaltige Stärkung und Sicherung der Wettbewerbsfähigkeit der deutschen Automobilzulieferindustrie. Die Automobilindustrie erwirtschaftet mit ihren vorwiegend mittelständisch geprägten Zulieferern einen großen Teil des deutschen Bruttosozialprodukts und ist somit ein entscheidender Faktor der deutschen Wirtschaft. Seit Beginn der 80er Jahre vollzieht sich in dieser Branche ein globa-ler Strukturwandel. Im Rahmen des Lean Management wurden in den vergangenen Jahren vielfältige Reorganisationsprojekte durchgeführt, die z.B. eine Verringerung der Lieferantenzahl, die Einführung von Just-in-Time-Strategien und das Outsourcing von Logistikdienstleistungen zur Folge hatten. Die Globalisierung der Absatz- und Beschaffungsmärkte führte zur globalen Präsenz der Automobilhersteller und damit verbunden zur Dezentralisierung der Beschaffungs-, Produktions- und Vertriebsstrukturen. Deswegen müssen Automobilzulieferer weltweit in hoch-komplexen Liefernetzwerken agieren und mit Partnern flexibel kooperieren. Im Mittelpunkt des für automobile Zuliefernetzwerke repräsentativen Projektkonsortiums stehen im LiNet-Projekt Zulieferer mit vorwiegend kleiner und mittlerer Größe. Gerade diese Unternehmensgruppe kann sich, bedingt durch ihre begrenzten Kapazitäten und Finanzmittel, einen eigenen, praxisorien-tierten Forschungsaufwand kaum leisten. Aus diesem Grund orientiert sich das Forschungsvor-haben mit der Entwicklung innovativer und netzwerküberspannender Logistiklösungen sowie deren schnellen Realisierung an den Bedürfnissen der vornehmlich mittelständisch geprägten Zulieferunternehmen (KIMMICH et al. 2001; N.N. (g) 2002).
Zu den Projektpartnern gehören u.a. Audi, BMW, DaimlerChrysler, Fraunhofer IML und Fraun-hofer IPA. Diese Partner entwickeln im Projekt gemeinsam innovative Fachkonzepte, Methoden und Anwendungen. Außerdem werden diese Konzepte, Methoden und Anwendungen validiert sowie in Pilotanwendungen erprobt, wodurch die Übertragbarkeit auf Dritte sichergestellt wird. Zu den Ergebnissen des Projekts gehören standard- und netzwerkfähige Versorgungsprozesse für die Automobil- und Zulieferindustrie, ein partizipatives und integratives Managementkonzept über die gesamte Versorgungskette zum Nutzen aller Partner und eine systemtechnische Integration des gesamten Versorgungsnetzwerkes zur Unterstützung des Managementkon-zepts. Außerdem wurden ein funktionsfähiges Versorgungsnetzwerk und Softwareprototypen als Ausgangspunkt für eine breitenwirksame Übertragung auch auf andere Branchen geschaf-

Grundlagen des SCM und Stand der Forschung Seite 49
fen und beispielhafte Musterlösungen als Basis für die Durchführung von Standardisierungsak-tivitäten in Verbänden erarbeitet (N.N. (g) 2002).
Der Nutzen dieses Projekts ist vielfältig. Er verteilt sich auf den Standort Deutschland, die Automobilbranche und die IT-Industrie. Der Standort Deutschland erfährt eine nachhaltige Stärkung und Sicherung der internationalen Wettbewerbsfähigkeit durch logistisches Vor-sprungswissen in der deutschen Schlüsselbranche und dadurch eine Arbeitsplatzsicherung. Die Automobilbranche, vor allem die mittelständischen Zulieferer gestalten die Versorgungsnetz-werke durch organisatorische und informationstechnische Einbindung ins Netz mit und er-schließen eigene Innovations- und Effizienzpotenziale. Außerdem erhält die Automobilbranche durch dieses Standardisierungsprojekt Zugang zu leistungsfähigen Planungs- und Steuerungs-systemen. Die IT-Industrie wiederum ist Entwicklungspartner und Mitgestalter von Standard-software, erweitert Applikationssysteme für SCM und entwickelt neue IT-Geschäftsmodelle (N.N. (g) 2002).
2.4.12 Odette
Odette steht als Abkürzung für Organisation for Data Exchange through Tele-Transmission in Europe und ist wiederum ein Standard für den elektronischen Datentransfer in der Automobilin-dustrie. Dieser Standard ist an das EDIFACT-Regelwerk angelehnt und speziell auf die Ge-schäftsprozesse der Automobilindustrie abgestimmt. Die Automobilindustrie gilt als Vorreiter in der Datenfernübertragung und im elektronischen Datenaustausch zwischen Hersteller und Zulieferer. Der Verband der Automobilindustrie (VDA) hat bereits 1985 mit dem Odette File Transfer Protocol (OFTP) eine einheitliche Unternehmenskommunikation zwischen den Herstel-lern und Zulieferern über das Fernsprech- und ISDN-Netz etabliert und so einen Standard in der Automobilindustrie geschaffen. Technische Zeichnungen, 3D-CAD-Modelle, NC-Programme oder andere Informationen werden in Dateiform papierlos und ohne Datenträger mit OFTP gesichert übertragen. In letzter Zeit wurde eine Reorganisation von Odette hin zu einer kunden- und projektorientierten, am Kosten-Nutzen-Verhältnis ausgerichteten Arbeitsweise zusammen mit europäischen Partnern vorangetrieben. Dadurch wurden Vereinbarungen über eine globale und standardisierte Nutzung von EDI-Nachrichten nach dem Odette-Standard getroffen und in die Tat umgesetzt (N.N. (h) 2000).
2.5 Aufgaben und Auswirkungen von Supply Chain Management
2.5.1 Aufgaben von Supply Chain Management
Die Aufgaben von Supply Chain Management sind vielfältig. Laut HALUSA (1996) lassen sie sich in drei Bereiche unterteilen: betriebsinterne, marktorientierte und kooperationsorientierte Aufgaben. Dabei lässt sich jeder dieser Bereiche noch einmal nach strategischen und operati-ven Aufgaben unterscheiden.
Folgende Aufgaben werden bei dieser Einteilung unterschieden (vgl. HALUSA 1996, S. 23):

Seite 50 Grundlagen des SCM und Stand der Forschung
2.5.1.1 Betriebsinterne Aufgaben
Die betriebsinternen Aufgaben beziehen sich lediglich auf das einzelne Unternehmen und noch nicht auf die übergreifende Supply Chain. Sie legen Strategien zur Gestaltung der internen Prozessabläufe fest und koordinieren die betriebsinterne Supply Chain. Zu ihnen gehören:
Strategisch Operativ Strategien zur Produkt- und Prozessent-wicklung
Strategien der Leistungserstellung
Entscheidung über Eigenfertigung oder Fremdbezug
Qualitätsmanagement
Innerbetriebliche Logistik
Interne Qualitätssicherung
Innerbetrieblicher Transport
Innerbetriebliche Lagerung
Bestellmengen- und Losgrößenbestimmung
Ablaufoptimierung
Innerbetriebliche IV-Systeme für Planung, Steuerung und Kontrolle des Auftragsdurch-laufs
Abbildung 2-17: Betriebsinterne Aufgaben (in Anlehnung an HALUSA 1996, S. 23)
2.5.1.2 Marktorientierte Aufgaben
Marktorientierte Aufgaben befassen sich mit der Auslegung der unternehmensübergreifenden Supply Chain. Es geht dabei um Strategien für die Zusammenarbeit mit Lieferanten und Kun-den. Sie unterteilen sich in folgende Aspekte:
Strategisch Operativ Entwicklung eines SCM-Leitbildes
Beschaffungs- und Vertriebsstrategien
Lieferanten- und Kundenmanagement
Distributionsstrategie
Recyclingsstrategie
Aufbau eines SCM-Controlling- und Benchmarking-Systems
Internetauftritt
Beschaffungs- und Absatzmarktforschung
Lieferantenbeurteilung und –auswahl
Absatzprognosen
Außendienststeuerung
Bestellabwicklung
Abbildung 2-18: Marktorientierte Aufgaben (in Anlehnung an HALUSA 1996, S. 23)
2.5.1.3 Kooperationsorientierte Aufgaben
Mit den kooperationsorientierten Aufgaben soll versucht werden, die Supply Chain optimal auszulegen. Dazu müssen Voraussetzungen für eine gute unternehmensübergreifende Koope-ration geschaffen werden.

Grundlagen des SCM und Stand der Forschung Seite 51
Strategisch Operativ Lieferanten- und Kundenstrukturpolitik
Vereinbarung von SCM-Strategien mit Geschäftspartnern
Rechtliche Ausgestaltung von Kooperatio-nen
Gemeinsame Suche nach besseren Ge-schäftsprozessen
Bewältigung der organisatorischen und systemtechnischen Schnittstellen
Kommunikationsgestaltung zu Geschäfts-partnern unter besonderer Berücksichtigung der IV-Systeme
Abbildung 2-19: Kooperationsorientierte Aufgaben (in Anlehnung an HALUSA 1996, S. 23)
2.5.2 Auswirkungen der überbetrieblichen Kooperation im Supply Chain Management
Anhand einer Studie des Supply Chain Council wurden folgende Wettbewerbsvorteile durch Anwendung von Supply Chain Management ermittelt (RÜTTGERS et al. 2000, S. 49f.; BECKMANN 1998):
Verkürzung der Durchlaufzeiten und Reduzierung der Lieferfrist durch abgestimmte Pro-zessketten um 10-60%,
Verbesserung des Auftragserfüllungsgrades um 50-90%,
Reduktion der Planungszyklen um bis zu 95%,
Reduktion der Lagerbestände um bis zu 75%,
Erhöhung der Kapazitätsauslastung um 10-50%,
Gewinnsteigerung um bis zu 30% durch Optimierung der gemeinsamen Wertschöpfungs-kette,
Steigerung der Umsätze und Marktanteile von bis zu 55% durch reaktionsfähige Systeme und
Verbesserung der Termintreue, des Liefer- und des Kundenservices, Steigerung der Kun-denzufriedenheit, erhöhte Kundeneinbindung und schnellere Reaktionen auf unerwartete Marktchancen, plötzlich auftretende Engpässe und Änderungen.
Als strategisch besonders vorteilhaft im internationalen Wettbewerb ist die verbesserte Reakti-onsfähigkeit auf sich verändernde Marktbedingungen zu sehen.
Durch die organisationsübergreifende Optimierung im Supply Chain Management werden lokale Optimierungen zugunsten einer Gesamtoptimierung der Wertschöpfungskette aufgege-ben, wodurch eine Zunahme des Kundennutzens und eine Steigerung der Wettbewerbsfähig-keit der beteiligten Unternehmen erreicht wird. Im Supply Chain Management wird ein Zulieferer in die Zielsetzung eines Herstellers integriert, den Bedürfnissen des Endkunden zu entspre-chen. Dabei ist das Konzept des Supply Chain Management nicht als Weiterentwicklung der klassischen Materialwirtschaft und Produktionsplanung und –steuerung, sondern als neue Managementphilosophie zu verstehen. Die Gegenüberstellung dieser beiden Managementphi-losophien in Abbildung 2-20 verdeutlicht die innovativen Ansätze des Supply Chain Manage-ment (RÜTTGERS et al. 2000, S. 53).

Seite 52 Grundlagen des SCM und Stand der Forschung
• Betrachtet Lieferantenkette vom Lieferanten bis zum Endkunden als Einheit
• Belieferung des Endkunden als strategi-sches Ziel für alle Funktionen der Lieferkette
• Bestände werden als letzte Möglichkeit zum Ausgleich von Störungen, Schwankungen etc. herangezogen
• Aktive Integration der einzelnen Funktionen und Systeme innerhalb der Lieferkette
• Aktives und zeitnahes Anpassen aller betroffenen Partner an die Bedarfsänderung
• Planung über die gesamte Lieferkette unter Beachtung der Auswirkung auf alle Ressourcen
• Funktional abgegrenzte Verantwortungs-bereiche in der Lieferkette wie Beschaffung,Produktion
• Zielsetzung stark bereichsbezogen mit einer „throw over the wall“-Mentalität
• Bestände werden von vornherein als Sicherheit eingeplant
• Gestaltung der Schnittstellen
• Bedarfsänderungen „pflanzen“ sich durch die gesamte Lieferkette fort mit ungeplantenAuswirkungen auf die Partner
• Lokale Planung für jeweils einen Einzel-prozess ohne Berücksichtigung der Auswir-kungen auf vor- oder nachgelagerte Partner
Supply Chain ManagementKlassische Materialwirtschaft und
Produktionsplanung und –steuerung
• Betrachtet Lieferantenkette vom Lieferanten bis zum Endkunden als Einheit
• Belieferung des Endkunden als strategi-sches Ziel für alle Funktionen der Lieferkette
• Bestände werden als letzte Möglichkeit zum Ausgleich von Störungen, Schwankungen etc. herangezogen
• Aktive Integration der einzelnen Funktionen und Systeme innerhalb der Lieferkette
• Aktives und zeitnahes Anpassen aller betroffenen Partner an die Bedarfsänderung
• Planung über die gesamte Lieferkette unter Beachtung der Auswirkung auf alle Ressourcen
• Funktional abgegrenzte Verantwortungs-bereiche in der Lieferkette wie Beschaffung,Produktion
• Zielsetzung stark bereichsbezogen mit einer „throw over the wall“-Mentalität
• Bestände werden von vornherein als Sicherheit eingeplant
• Gestaltung der Schnittstellen
• Bedarfsänderungen „pflanzen“ sich durch die gesamte Lieferkette fort mit ungeplantenAuswirkungen auf die Partner
• Lokale Planung für jeweils einen Einzel-prozess ohne Berücksichtigung der Auswir-kungen auf vor- oder nachgelagerte Partner
Supply Chain ManagementKlassische Materialwirtschaft und
Produktionsplanung und –steuerung
Abbildung 2-20: Supply Chain Management im Vergleich zu klassischen Ansätzen (in Anleh-nung an RÜTTGERS et al. 2000, S. 53)
Im Gegensatz zur DV-Unterstützung der klassischen Organisations- und Planungsansätze gibt es im Supply Chain Management neue Möglichkeiten der Informations- und Kommunikations-systeme. Die notwendige Offenlegung sensibler Daten in der logistischen Kette erfordert dabei ein besonderes Maß an Vertrauen unter den Partnern. Genau in dieser Bereitschaft aber und in der technischen Fähigkeit, sensible Daten den jeweiligen Partnern zugänglich zu machen und diese zu nutzen, liegt die Grundvoraussetzung für ein erfolgreiches Supply Chain Management (RÜTTGERS et al. 2000, S. 54).
2.6 Zusammenfassende Beurteilung des Erkenntnisstands
Der beschriebene Stand der Forschung unterstützt empirisch die in Kapitel 1.1 beschriebene Problemstellung, dass ein strukturiertes Vorgehen zur Auswahl von Gestaltungsmöglichkeiten des SCM fehlt und dass aufgrund unzureichenden Wissens über SCM eine Entscheidungsun-terstützung wünschenswert ist. Kapitel 2.4 fasst die Modellierungsmethoden und Standardisie-rungsinitiativen zusammen, die bei der Gestaltung der Kunden-Lieferanten-Schnittstelle zur Unterstützung herangezogen werden können. Es wurde jedoch keine Vorgehensweise gefun-den, die die Auswahl geeigneter Maßnahmen im SCM für die Gestaltung der Kunden-Lieferanten-Schnittstelle unterstützt. Eine wesentliche Ursache hierfür liegt darin begründet, dass insbesondere die europäische Forschung sich auf die Optimierung gesamter Produktions-netzwerke konzentriert, die insbesondere unabhängigen Zulieferern und KMU keinen Gestal-tungsspielraum einräumen (vgl. z. B. ARNOLD et al. 2000; WILDEMANN 2001; CORSTEN et al. 2001; KUHN et al. 2002). Zwar gibt es Autoren im anglo-amerikanischen Raum, die sich mit der Optimierung der Kunden-Lieferanten-Schnittstelle beschäftigen, jedoch geben diese keine

Grundlagen des SCM und Stand der Forschung Seite 53
Gestaltungsvorschläge, an denen sich ein KMU orientieren könnte (vgl. z. B. CHRISTOPHER 1998; BANFIELD 1999; LAMBERT et al. 2001).
Es bietet sich daher an, eine Entscheidungsunterstützung zu entwickeln, die die SCM-Reorganisationsmaßnahmen fallspezifisch bewertet und priorisiert. Im folgenden Kapitel werden zunächst die Reorganisationsmaßnahmen des SCM beschrieben, die in den Gestaltungsbe-reich dieses Projekts fallen.

Seite 54 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
3 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaß-nahmen
Der SCM-Navigator soll KMU helfen, den häufig noch unklaren Bereich des SCM aufzuschlüs-seln und zu systematisieren. Dabei soll er eine objektive Unterstützung bei der Priorisierung und Auswahl von Reorganisationsmaßnahmen im Bereich des SCM bieten. Die vorgeschlage-nen Maßnahmen sollen somit auf die Anforderungen und Potenziale des jeweiligen Unterneh-mens zugeschnitten sein. Auf diese Weise können Probleme in SCM-Projekten von Anfang an reduziert werden. Zu diesem Zweck werden im Folgenden zunächst die Einsatzpotenziale der für KMU relevanten SCM-Reorganisationsmaßnahmen analysiert. Die ermittelten Maßnahmen werden dabei ausführlich beschrieben und hinsichtlich Aufgaben, Zielen und Anforderungen untersucht. Diese Gegenüberstellung soll Unternehmen einen schnellen Überblick über die verschiedenen SCM-Maßnahmen ermöglichen.
Zur vollständigen Strukturierung dieses Arbeitsschrittes werden die einzelnen Fakten der Maßnahmen in einem Portfolio zusammengefasst. Dieses Portfolio soll Unternehmen ebenfalls zur Orientierung dienen, welche Reorganisationsmaßnahmen im Bereich des SCM verfügbar sind. Gleichzeitig werden die Potenziale, die durch diese Reorganisationsmaßnahmen bei Unternehmen genutzt werden können, aufgezeigt.
3.1 Erfassung von SCM-Reorganisationsmaßnahmen und Klassifizierung
Verschiedene Faktoren entscheiden über den Erfolg von Unternehmen. Beeinflussende Fakto-ren sind dabei vor allem Zeit, Qualität und Kosten, die von der Logistik stark gesteuert werden. Die Logistik sorgt dafür, dass den Kunden Produkte mit kundengerechter Funktionalität und Qualität zu marktgerechten Preisen und zum richtigen Zeitpunkt angeboten werden können. Um die Prozesse der Wertschöpfungskette bezüglich dieser Erfolgsfaktoren optimal auszurichten, existieren verschiedene SCM-Reorganisationsmaßnahmen. Eine SCM-Reorganisations-maßnahme, oder auch SCM-Best-Practice genannt, ist eine Technik oder Methodik, die auf Erfahrungen und Untersuchungen basiert. Ihre Anwendung hat sich als praktikabel erwiesen und trägt in einer bestimmten Situation höchstwahrscheinlich zur Zielereichung bei. Reorganisa-tionsmaßnahmen sind konsistent mit der allgemeinen Theorie und dem Verständnis der jeweili-gen Umwelt. Die Maßnahmen verfolgen das Ziel, Unternehmen effizienter und reaktiver gegen-über Veränderungen am Markt zu machen, erfordern bei der Einführung teilweise aber auch erhebliche Reengineering-Aufwendungen. Da jedes Unternehmen unterschiedlich ist, muss eine SCM-Reorganisationsmaßnahme immer an eine spezifische Situation angepasst werden. Die größten Hindernisse in der Anwendung sind das fehlende Wissen über aktuelle SCM-Maßnahmen, die mangelnde Motivation etwas zu verändern und das fehlende Wissen, wie die jeweilige Maßnahme anzuwenden ist.
Verschiedene dieser operativen SCM-Reorganisationsmaßnahmen werden in diesem Kapitel vorgestellt, wobei die Auswahl der Reorganisationsmaßnahmen auf das SCOR-Modell mit seiner umfassenden Sammlung von Best Practices zurückzuführen ist. Bei der Darstellung sind dabei neben einer allgemeinen Beschreibung der Grundlagen vor allem Gesichtspunkte wie Aufgaben, Ziele und Anforderungen übertragen auf die industrielle Anwendung der Maßnahmen entscheidend.

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 55
Abbildung 3-1 gibt einen Überblick über die im Zusammenhang mit diesem Projekt betrachteten Reorganisationsmaßnahmen des SCM, die im Folgenden detailliert beschrieben werden. Zu beachten ist dabei jedoch, dass die Abbildung lediglich einen Ausschnitt des Portfolios zeigt. Die gesamte Tabelle ist dem Anhang D zu entnehmen (vgl. Abbildung D-).
Die Menge der von Kunden verkauften oder verbrauchten Ware wird in regelmäßigen Abschnitten festgestellt.
Der Kunde zahlt das Material wenn es verbraucht wird.
Der Lieferant füllt das Lager nach eigenen Plänen auf.
Der Lieferant bleibt der Eigentümer der Ware, die beim Kunden im Regal liegt.
Höhere Planungsfreiheit ermöglicht es dem Lieferanten seine Lieferungen zu optimieren (Lieferzyklus etc.). Der Lagerbestand beim Kunden wird reduziert.
Konstanter Zugang zur Ware führt zu einer hohen Produktverfügbarkeit beim Kunden.
Consignment Inventory Management (CIM)
Im Gegensatz zum VMI hat der Kunde einen Einfluss auf die Rahmenbedingungen wie Sicherheitsbestände und Nachschubintervalle und plant diese mit dem Lieferanten. Die eigentliche Versorgung inklusive Planung wird dann vom Lieferanten ausgeführt.
Überflüssiger Lagerbestand wird reduziert. Reduktion der Kosten für den Kunden.
Dieser Ansatz soll den kontinuierlichen Warennachschub in der gesamten Versorgungskette sicherstellen. Dabei sollen besonders die Wünsche des Verbrauchers berücksichtigt werden.
Continuous Replenishment (CR)
Die gesamte Kontrolle und Verantwortung liegt beim Lieferanten.
Der Lieferant verwaltet den Lagerbestand des Kunden.
Der Lieferant erstellt eigene Bestell- und Planungslisten.
Der Lieferant hat Zugang zu Daten über Lagerbestand, Verkaufsprognosen und Vermarktung des Kunden.
Überflüssiger Lagerbestand wird reduziert. Reduktion der Kosten für den Kunden.
Der Lieferant erstellt seine eigenen Lieferpläne. Dadurch hat er eine größere Planungsfreiheit und erreicht einen besseren Lieferbereitschaftsgrad.
Vendor Managed Inventory (VMI)
Gemeinsame Nutzung der Datenbasis
Gemeinsame Prognose der Verkaufszahlen und Bestellungen
Gemeinsamer Geschäftsplan
Standardisierte Geschäftsprozesse, an die sich die Partner zu halten haben
Erhöhte Prognose-Genauigkeit reduziert den Bullwhip Effect und den Lagerbestand. Dadurch werden Kosten beim Kunden reduziert. Reduzierung von überflüssigen Prozessen und IT-Infrastruktur. Gemeinsame Vorhersagen verringern die Anzahl an nachträglichen Korrekturen. Dies senkt die Kosten beider Partner.
Höhere Genauigkeit der Verkaufsprognose durch die Zusammenarbeit von Lieferant und Kunde sowie die überbetriebliche Prozesskoordination verbessern Transparenz und Kundendienst.
Collaborative Planning, Forecasting and Replenishment (CPFR)
Effiziente Versorgung soll durch einen reibungslosen Warenfluss erreicht werden (cross docking, truck pooling etc.).
Category Management maximiert die Effizienz von Nachfragevorhersagen (Analyse von Einkaufswagen, Präsentation der Ware im Geschäft etc.).
Reduktion des Bullwhip Effects führt zu geringerem Lagerbestand. Ausnutzung von Synergien wie Transport oder Lagerhaltung zur Kostenminimierung.
Hohe Produktverfügbarkeit beim Kunden durch effiziente Versorgung. Kontinuierlicher Austausch von Informationen erhöht die Prognosegenauigkeit.
Efficient Consumer Response (ECR)
Auswirkung auf KostenVoteileSCM-Reorganisationsmaßnahme
Die Menge der von Kunden verkauften oder verbrauchten Ware wird in regelmäßigen Abschnitten festgestellt.
Der Kunde zahlt das Material wenn es verbraucht wird.
Der Lieferant füllt das Lager nach eigenen Plänen auf.
Der Lieferant bleibt der Eigentümer der Ware, die beim Kunden im Regal liegt.
Höhere Planungsfreiheit ermöglicht es dem Lieferanten seine Lieferungen zu optimieren (Lieferzyklus etc.). Der Lagerbestand beim Kunden wird reduziert.
Konstanter Zugang zur Ware führt zu einer hohen Produktverfügbarkeit beim Kunden.
Consignment Inventory Management (CIM)
Im Gegensatz zum VMI hat der Kunde einen Einfluss auf die Rahmenbedingungen wie Sicherheitsbestände und Nachschubintervalle und plant diese mit dem Lieferanten. Die eigentliche Versorgung inklusive Planung wird dann vom Lieferanten ausgeführt.
Überflüssiger Lagerbestand wird reduziert. Reduktion der Kosten für den Kunden.
Dieser Ansatz soll den kontinuierlichen Warennachschub in der gesamten Versorgungskette sicherstellen. Dabei sollen besonders die Wünsche des Verbrauchers berücksichtigt werden.
Continuous Replenishment (CR)
Die gesamte Kontrolle und Verantwortung liegt beim Lieferanten.
Der Lieferant verwaltet den Lagerbestand des Kunden.
Der Lieferant erstellt eigene Bestell- und Planungslisten.
Der Lieferant hat Zugang zu Daten über Lagerbestand, Verkaufsprognosen und Vermarktung des Kunden.
Überflüssiger Lagerbestand wird reduziert. Reduktion der Kosten für den Kunden.
Der Lieferant erstellt seine eigenen Lieferpläne. Dadurch hat er eine größere Planungsfreiheit und erreicht einen besseren Lieferbereitschaftsgrad.
Vendor Managed Inventory (VMI)
Gemeinsame Nutzung der Datenbasis
Gemeinsame Prognose der Verkaufszahlen und Bestellungen
Gemeinsamer Geschäftsplan
Standardisierte Geschäftsprozesse, an die sich die Partner zu halten haben
Erhöhte Prognose-Genauigkeit reduziert den Bullwhip Effect und den Lagerbestand. Dadurch werden Kosten beim Kunden reduziert. Reduzierung von überflüssigen Prozessen und IT-Infrastruktur. Gemeinsame Vorhersagen verringern die Anzahl an nachträglichen Korrekturen. Dies senkt die Kosten beider Partner.
Höhere Genauigkeit der Verkaufsprognose durch die Zusammenarbeit von Lieferant und Kunde sowie die überbetriebliche Prozesskoordination verbessern Transparenz und Kundendienst.
Collaborative Planning, Forecasting and Replenishment (CPFR)
Effiziente Versorgung soll durch einen reibungslosen Warenfluss erreicht werden (cross docking, truck pooling etc.).
Category Management maximiert die Effizienz von Nachfragevorhersagen (Analyse von Einkaufswagen, Präsentation der Ware im Geschäft etc.).
Reduktion des Bullwhip Effects führt zu geringerem Lagerbestand. Ausnutzung von Synergien wie Transport oder Lagerhaltung zur Kostenminimierung.
Hohe Produktverfügbarkeit beim Kunden durch effiziente Versorgung. Kontinuierlicher Austausch von Informationen erhöht die Prognosegenauigkeit.
Efficient Consumer Response (ECR)
Auswirkung auf KostenVoteileSCM-Reorganisationsmaßnahme
Abbildung 3-1: Auszug des Portfolios der SCM-Reorganisationsmaßnahmen
3.1.1 Efficient Consumer Response (ECR)
3.1.1.1 Beschreibung der Grundlagen
Efficient Consumer Response (effiziente Reaktion auf die Kundennachfrage), oder kurz ECR, ist ein SCM-Best-Practice, das seinen Ursprung Anfang der 90er Jahre in den USA hat. Zu dieser Zeit gab es in der amerikanischen Handels- und Konsumgüterbranche massive Proble-me. Es war kaum noch möglich, die Produktivität zu steigern, und die Umsätze stagnierten bei gleichzeitig steigendem Kostendruck. Nur durch aggressive Preispolitik konnten Unternehmen sich Wettbewerbsvorteile verschaffen und damit ihre Marktanteile erhöhen. Aus dieser Situation resultierten negative Auswirkungen auf Gewinnspannen, Deckungsbeiträge und Umsatzrendi-ten. 1992 führte die Unternehmensberatung Kurt Salmon Associates in Amerika eine Studie durch, auf deren Grundlage mehrere führende Unternehmer die Efficient Consumer Response Working Group gründeten. 1994 wurde der Gedanke des ECR auch in Europa aufgegriffen und das Executive Board of ECR Europe gegründet. Als Pionier des Efficient Consumer Response gilt Wal-Mart, ein Konzern, der sich darauf konzentriert hatte, in enger Kooperation mit seinen Lieferanten die Verbraucher schneller, preiswerter und damit effizienter mit Qualitätsprodukten zu versorgen. Durch diese Vorgehensweise erzielte Wal-Mart Rekordergebnisse bei Warenum-

Seite 56 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
schlag, Umsatz pro Verkaufsfläche und Betriebsgewinn (vgl. SEIFERT 2002, S. 27; HIEBER 2002, S. 51; WERNER 2002, S. 73; GATTORNA 1998, S. 104f.; KUGLIN 1998, S. 102f.).
Es handelt sich bei ECR um eine Initiative zwischen Markenartikelherstellern und Lebensmit-telhändlern zur gemeinsamen, effizienten Gestaltung der Wertschöpfungskette. Des Weiteren ist ECR eine radikale Veränderung der interorganisatorischen Zusammenarbeit zwischen Lie-ferant und Kunde. Diese Zusammenarbeit ist dabei äußerst stark auf den Verbraucher und die Erfüllung seiner Bedürfnisse ausgerichtet. In der Vergangenheit war es häufig der Fall, dass Verbraucher, Einzelhändler und Industrieunternehmen gleichermaßen unzufrieden waren. Beim ECR soll durch gemeinsame Aktivitäten die Versorgungskette verbessert werden. Dadurch soll dem Konsumenten ein Optimum an Qualität, Service und Produktvielfalt geboten und ein ausgewogenes Preis-Leistungsverhältnis erreicht werden getreu dem Motto „Working together to fulfill Consumers Wishes better, faster and at less cost!“. Aus einer „Push the Retailer“- wird eine „Be bulled by the Consumer“-Situation. Der Konsument steht im Mittelpunkt der Aktivitäten (Consumer Focus). Durch weitreichende Zusammenarbeit in den Bereichen Marketing, Einkauf, Verkauf, Logistik und Informationstechnologie können Lieferant und Einzelhändler gemeinsam Rationalisierungs- und Wachstumspotenziale erschließen. Es wird nicht mehr wie bisher ein Verteilungskampf geführt, sondern man bildet eine Wertschöpfungsgemeinschaft zum Vorteil aller Beteiligten: Industrie (Lieferant), Handel (Kunde) und Verbraucher. Lieferant und Kunde sind dadurch keine Kontrahenten mehr, sondern Partner (CORSTEN et al. 2002, S. 3, S. 268f.).
Der ECR-Ansatz setzt sich aus mehreren Basisstrategien zusammen und basiert auf den Denkansätzen des Category Management für das Nachfragemanagement und des Supply Chain Management für das Versorgungsmanagement. Das ECR-Konzept lässt sich im We-sentlichen durch die in Abbildung 3-2 aufgezeigten Instrumente charakterisieren. Diese Tabelle gibt einen Überblick über die beiden Hauptkomponenten des ECR-Konzepts und die damit verbundenen ECR-Basisstrategien (vgl. SEIFERT 2002, S. 28; CORSTEN et al. 2002, S. 207).
Efficient Consumer Response
Logistikbereich Marketingbereich
Efficient Assortment
Efficient Promotion
Efficient ProductIntroductions
EfficientReplenishment
Informationstechnologie
Efficient Consumer Response
Logistikbereich MarketingbereichLogistikbereich Marketingbereich
Efficient Assortment
Efficient Promotion
Efficient ProductIntroductions
Efficient Assortment
Efficient Promotion
Efficient ProductIntroductions
EfficientReplenishment
InformationstechnologieInformationstechnologie
Abbildung 3-2: Die Basisstrategien des ECR
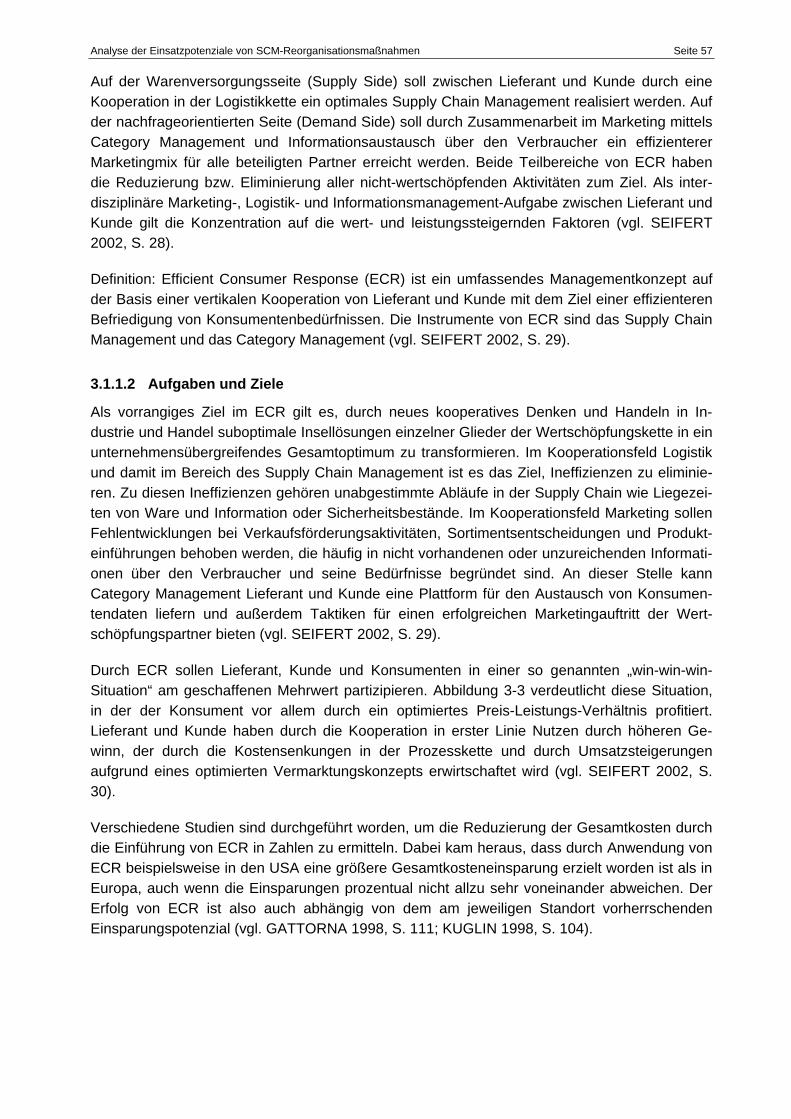
Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 57
Auf der Warenversorgungsseite (Supply Side) soll zwischen Lieferant und Kunde durch eine Kooperation in der Logistikkette ein optimales Supply Chain Management realisiert werden. Auf der nachfrageorientierten Seite (Demand Side) soll durch Zusammenarbeit im Marketing mittels Category Management und Informationsaustausch über den Verbraucher ein effizienterer Marketingmix für alle beteiligten Partner erreicht werden. Beide Teilbereiche von ECR haben die Reduzierung bzw. Eliminierung aller nicht-wertschöpfenden Aktivitäten zum Ziel. Als inter-disziplinäre Marketing-, Logistik- und Informationsmanagement-Aufgabe zwischen Lieferant und Kunde gilt die Konzentration auf die wert- und leistungssteigernden Faktoren (vgl. SEIFERT 2002, S. 28).
Definition: Efficient Consumer Response (ECR) ist ein umfassendes Managementkonzept auf der Basis einer vertikalen Kooperation von Lieferant und Kunde mit dem Ziel einer effizienteren Befriedigung von Konsumentenbedürfnissen. Die Instrumente von ECR sind das Supply Chain Management und das Category Management (vgl. SEIFERT 2002, S. 29).
3.1.1.2 Aufgaben und Ziele
Als vorrangiges Ziel im ECR gilt es, durch neues kooperatives Denken und Handeln in In-dustrie und Handel suboptimale Insellösungen einzelner Glieder der Wertschöpfungskette in ein unternehmensübergreifendes Gesamtoptimum zu transformieren. Im Kooperationsfeld Logistik und damit im Bereich des Supply Chain Management ist es das Ziel, Ineffizienzen zu eliminie-ren. Zu diesen Ineffizienzen gehören unabgestimmte Abläufe in der Supply Chain wie Liegezei-ten von Ware und Information oder Sicherheitsbestände. Im Kooperationsfeld Marketing sollen Fehlentwicklungen bei Verkaufsförderungsaktivitäten, Sortimentsentscheidungen und Produkt-einführungen behoben werden, die häufig in nicht vorhandenen oder unzureichenden Informati-onen über den Verbraucher und seine Bedürfnisse begründet sind. An dieser Stelle kann Category Management Lieferant und Kunde eine Plattform für den Austausch von Konsumen-tendaten liefern und außerdem Taktiken für einen erfolgreichen Marketingauftritt der Wert-schöpfungspartner bieten (vgl. SEIFERT 2002, S. 29).
Durch ECR sollen Lieferant, Kunde und Konsumenten in einer so genannten „win-win-win-Situation“ am geschaffenen Mehrwert partizipieren. Abbildung 3-3 verdeutlicht diese Situation, in der der Konsument vor allem durch ein optimiertes Preis-Leistungs-Verhältnis profitiert. Lieferant und Kunde haben durch die Kooperation in erster Linie Nutzen durch höheren Ge-winn, der durch die Kostensenkungen in der Prozesskette und durch Umsatzsteigerungen aufgrund eines optimierten Vermarktungskonzepts erwirtschaftet wird (vgl. SEIFERT 2002, S. 30).
Verschiedene Studien sind durchgeführt worden, um die Reduzierung der Gesamtkosten durch die Einführung von ECR in Zahlen zu ermitteln. Dabei kam heraus, dass durch Anwendung von ECR beispielsweise in den USA eine größere Gesamtkosteneinsparung erzielt worden ist als in Europa, auch wenn die Einsparungen prozentual nicht allzu sehr voneinander abweichen. Der Erfolg von ECR ist also auch abhängig von dem am jeweiligen Standort vorherrschenden Einsparungspotenzial (vgl. GATTORNA 1998, S. 111; KUGLIN 1998, S. 104).

Seite 58 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
Konsument Kunde Lieferant
• Verbesserte Frische der Produkte
• Besseres und kon-stanteres Preis-Leistungs-Verhältnis, größeres Preisver-trauen
• Höhere Einkaufszu-friedenheit durch we-niger Bestandslücken
• Einfacheres Einkaufen
• Echte Innovation
• Effizientere und schnellere Systeme
• Reduzierte Bestände und Kapitalbindung, geringere Abschriften, weniger Aktions-Handling
• Reduzierung von Be-standslücken, höhere Geschäftsloyalität
• Kundenorientierte Sortimente
• Profilierung mit inno-vativen Sortimenten
• Effizientere und schnellere Systeme
• Reduzierte Bestände und Kapitalbindung, optimierte Produkti-onsplanung und -auslastung
• Reduzierung von Be-standslücken, höhere Markenloyalität
• Kundenorientierte Sortimente
• Höhere Marktanteile, Wettbewerbsvorteil
Höhere Zufriedenheit
Geringere Kosten und höheres Umsatzwachstum
Geringere Kosten und höheres Umsatzwachstum
Abbildung 3-3: Die Schaffung einer „win-win-win-Situation“ als Ziel von ECR (in Anlehnung an SEIFERT 2002, S. 30)
Jedoch existieren im Zuge der einsetzenden Euphorie bezüglich ECR mittlerweile auch kriti-sche Stimmen. ECR wird zum Teil vorgeworfen, die Kunden versuchten mit der Einführung von ECR die Preise zu drücken und ihre Bestandsverantwortung an die Lieferanten abzugeben. Trotz dieser leichten Kritikansätze etabliert sich ECR immer mehr neben der Kon-sumgüterindustrie auch in anderen Branchen, wie z.B. in der Baubranche und der Holzwirt-schaft (WERNER 2002, S. 78f.).
In der Konsumgüterbranche bedeutet ECR ein Reengineering der Wertschöpfungskette. Durch ECR ändert sich der Prozessablauf der Wertschöpfungskette vom Push- zum Pull-Prinzip. Spricht man beim Prozessablauf vom Push-Prinzip, so bedeutet dies, dass das Produktvolumen ohne Berücksichtigung der tatsächlichen Abverkäufe durch die „Versorgungspipeline“ gedrückt wird. Das zeigt sich daran, dass die Produktion nicht nachfragesynchron arbeitet und damit das Hersteller- und Handelslager überlastet. So werden zwar die eigenen Produktionskosten redu-ziert, gleichzeitig aber auch die Prozesskosten auf anderen Stufen der Wertschöpfungskette erhöht. Auf der anderen Seite steigert der Kunde das Beschaffungsvolumen, um Mengenrabat-te zu erhalten. Jedoch werden auch diese Einsparungen durch erhöhte Kosten in der Prozess-kette wieder egalisiert. Ein weiteres Problem ist keine oder eine zu geringe Abstimmung zwi-schen Einkauf und Verkauf in den Handelsunternehmen. Durch diese mangelnde Koordination erhält der Kunde keine konsumentengerechten Produkte. Außerdem herrscht dadurch ein Informationsmangel in der Prozesskette, was zu großen Nachfrageschwankungen im Absatz-kanal führt, wodurch die Lagerbestände in der Lieferkette ansteigen. Der Kreislauf beginnt also damit, dass die Lieferanten so viele Waren wie nur möglich verkaufen möchten. Dieses Bestre-ben machen sie dem Kunden z.B. durch Sonderrabatte „schmackhaft“. Durch das große Wa-renvolumen werden die Läger des Kunden überfüllt, und es entsteht ein Abverkaufsdruck, den

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 59
der Kunde wiederum über reduzierte Preise für den Verbraucher und somit höhere Nachfrage abbauen will. So gibt es ständig sinkende Aktionspreise, wodurch natürlich auch das Kaufver-halten der Konsumenten verändert wird, da diese ständig auf der Suche nach Sonderangebo-ten sind (vgl. SEIFERT 2002, S. 30f.).
Das gerade beschriebene Push-Prinzip und die zugrunde liegende Denkhaltung wird aber durch ECR in ein Pull-Prinzip umgewandelt. Eine nach ECR ausgerichtete Prozesskette arbeitet verbraucherbezogen und versucht nicht einfach nur, soviel Ware wie möglich zu verkaufen. Die Bedürfnisse und das Kaufverhalten des Verbrauchers sind der Mittelpunkt der Betrachtung. Sie werden durch Marktforschung und Auswertung von Scannerdaten ermittelt. Vom Kunden aus werden die Scannerdaten mittels eines Barcodes vom Point of Sale (POS) automatisch an den Lieferanten geleitet. Produktion und Distribution arbeiten nachfragesynchron auf der Basis der Informationen aus den Verkaufsfilialen, wobei die Distribution als Bindeglied zwischen der Produktion des Herstellers und der Konsumtion des Verbrauchers wirkt. Informationen werden auf allen Stufen der Wertschöpfungskette kontinuierlich ausgetauscht.
3.1.1.3 Anforderungen
Die Anwendung von ECR erfordert eine umgehende Erfassung der Warenabgänge für die kontinuierliche Nachlieferung und für die Sammlung und Auswertung der Vertriebsdaten, um Prozesse wie Werbemaßnahmen, Sortimentgestaltung und Produkteinführung durchführen zu können. Diese kontinuierliche Nachlieferung und Sammlung der Vertriebsdaten erfordert einen durchgängigen, sicheren und schnellen Informationsfluss vom Kunden zum Lieferanten. Um diesen Informationsfluss realisieren zu können, ist zum einen der Einsatz entsprechender Technologie, z.B. der Einsatz von EDI (Electronic Data Interchange), und zum anderen die Verwendung operativer Standards nötig. Standards bedeutet hier sowohl die durchgängige Identifikation der Produkte sowie deren Verpackungen als auch die Verwendung einheitlicher EDI-Standards. Auch für die Auswertung der Vertriebsdaten wird ein adäquater EDV-Einsatz benötigt, um die Informationsflut beherrschen zu können. Es existieren beispielsweise Data-Warehouse-Konzepte zur integrierten Speicherung der Daten, Informationsfilter zur Selektion der Daten und entsprechende Analysewerkzeuge zur Auswertung (vgl. HAGEN 1996, S. 91ff.; WEGNER 1996, S. 205; DANTZER 1997, S. 10).
Um ECR effizient anwenden zu können, ist die Konsistenz der benötigten Stammdaten Vor-aussetzung (vgl. KRIEGER 1995, S. 152). Diese Konsistenz ist nur zu erreichen, wenn die Datenbanken aller beteiligten Partner kontinuierlich abgeglichen und gepflegt werden. Dafür müssen natürlich entsprechende technologische und organisatorische Maßnahmen getroffen werden (vgl. PFOHL 1997, S. 26).
Die Anwendung von ECR führt zu einer Veränderung der Bestellmengen und der Bestell- und Belieferungsrhythmen. Daraus folgt ein deutlicher Anstieg des Transaktionsaufwandes, und damit auch des Speicherbedarfes (vgl. KRIEGER 1995, S. 152). Den sich daraus ergebenden Anforderungen müssen sowohl die Informationssysteme als auch die Kommunikationsinfra-struktur gewachsen sein.
Zusammenfassend sollte ein ECR-Ansatz Folgendes integrieren (vgl. HUGHES et al. 2000, S. 124):
Automatisierte Bestellungen über bargeldlosen Verkauf,

Seite 60 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
gemeinsamer Online-Zugriff von Einzelhändlern und Lieferanten auf Verkaufsdaten,
gemeinsame Entwicklung und Integration kompatibler Computersysteme,
enge Zusammenarbeit von Lieferanten und Kunden bei Planung und Nachfrageprognosen,
effiziente Planung und Durchführung von Produkteinführungen, Werbung und Sortimenten,
gemeinsame Lagerverwaltung,
100%ig rechtzeitige und vollständige Lieferung, die genau den Bestellungen entspricht und
automatischer elektronischer Kapitaltransfer.
3.1.2 Collaborative Planning, Forecasting and Replenishment (CPFR)
3.1.2.1 Beschreibung der Grundlagen
Der SCM-Ansatz Collaborative Planning, Forecasting and Replenishment, zu übersetzen mit gemeinsamer Planung, Prognose und Versorgung, hat seinen Beginn Mitte der 90er Jahre. Im Jahre 1996 wurde die CPFR Initiative von der Voluntary Interindustry Commerce Standard (VICS) Association ins Leben gerufen (vgl. HIEBER 2002, S. 54). Dieses CPFR-Komitee erarbeitete die so genannten CPFR Voluntary Guidelines, die die CPFR-Geschäftsprozesse, die unterstützenden Technologien und Implementierungsempfehlungen beschreiben. Die damit geschaffenen CPFR-Richtlinien erhielten im Juni 1998 die Zustimmung des VICS-Boards. Im November 1999 veröffentlichte das CPFR-Komitee die „CPFR-Roadmap“. Im Oktober 1999 wurde in Paris von 30 Top-Managern der weltweit bedeutendsten Unternehmen der Konsumgü-terwirtschaft die Global Commerce Initiative (GCI) gegründet. Acht Verbände unterstützen die Arbeit des GCI. Vier davon treten für die Interessen von Kunden und Lieferanten ein, zwei Verbände entwickeln Konzepte für das kooperative Management der Versorgungskette, weitere zwei arbeiten vorrangig an Branchenstandards. Eine der Hauptaufgaben von GCI ist die Ent-wicklung von Standards für den Geschäftsdatenaustausch in der Rechnersprache Extensible Markup Language (XML) (vgl. SEIFERT 2002, S. 61f.).
CPFR kann als eine Weiterentwicklung und Verfeinerung des ursprünglichen ECR-Ansatzes verstanden werden, wobei die Grundidee von ECR die Verbesserung der Geschäftsprozesse zwischen Lieferanten und Kunden ist. Die zusätzliche Entwicklung von CPFR hilft, den Prozess mittels der technologischen Möglichkeiten des Internets und der B2B-Marktplätze besser steuern und optimieren zu können. Der Planungsprozess wird durch gemeinsame Prognosen und eine permanente Anpassung an die neuesten Daten gesteuert. CPFR ist ein Instrument für ein umfassendes Wertschöpfungsmanagement der Unternehmen. CPFR und seine Effizienz-vorteile werden im Rahmen von Strategic Supply Chain Management mit dem Ziel der nachhal-tigen Verbesserung der eigenen Wettbewerbsposition und der Optimierung der eigenen Wert-schöpfungskette genutzt (vgl. SEIFERT 2002, S. 55f.).
Definition: CPFR ist eine branchenübergreifende Initiative, die das Verhältnis Vorlieferant-Lieferanten-Kunde durch gemeinsam gemanagte Planungsprozesse und geteilte Informationen verbessern soll (ECR Europe zitiert bei SEIFERT 2002, S. 57).
3.1.2.2 Aufgaben und Ziele
Die Anwendung von Efficient Replenishment machte deutlich, dass es nicht genügt, nur den Nachschub der Normalware zu steuern, sondern dass auch z.B. Aktionen und Neueinführungen

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 61
berücksichtigt werden müssen. Genaue Vorhersagen über Verkaufsmengen waren kaum möglich, da Kunde und Lieferant keine geeigneten Instrumente dafür besaßen. Arbeiten Kunde und Lieferant in diesem Bereich zusammen, kann die Verfügbarkeit dieser Daten erheblich verbessert werden. Dies belegen verschiedene Analysen. Daher sorgt CPFR für einen partner-schaftlichen Planungs-, Prognose- und Warenversorgungsprozess. Diese Zusammenarbeit beginnt dabei mit einem Geschäftsplan (Planning), den ein Handelsunternehmen und ein Lieferant gemeinsam entwickeln. Darauf basieren dann die Vorhersagen der Mengen (Fore-casting), die bei zukünftigen Aktionen und Neueinführungen erwartet werden. Der reguläre Nachschub (Replenishment) erfolgt dann wieder über bekannte Efficient Replenishment Syste-me (CORSTEN et al. 2002, S. 276). Durch CPFR werden die bisher bei Kunden und Lieferan-ten getrennt vorhandenen Erfahrungen bei der Absatzplanung zusammengeführt und ein gemeinsamer, kontinuierlicher Verbesserungsprozess initiiert (SEIFERT 2002, S. 57).
Studien ermittelten folgende Erfolge von CPFR (SEIFERT 2002, S. 70f.):
deutlich verbesserte Reaktionsgeschwindigkeit auf das Nachfrageverhalten des Kunden durch systematische Reduzierung von Fehlbeständen und optimierte Bestandsumschlags-zeiten, wodurch eine flexiblere und verlässlichere Lieferkette entsteht, erhöhte Genauigkeit von Verkaufsprognosen durch eine einzige, kooperativ entwickelte Prognose, wobei die Basis für eine größere Zuverlässigkeit der Verkaufsprognosen in der Know-how-Verschmelzung zu sehen ist,
direkte und dauerhafte Kommunikationskanäle, wodurch der Informationsaustausch zwi-schen den Wertschöpfungsstufen erhöht wird, was eine schnelle Reaktion auf kurzfristige Änderungen ermöglicht,
Umsatzverbesserung infolge von Reduzierung vorhandener Bestandslücken durch Koope-ration bei Planung, Prognose und Warenversorgung,
Bestandsreduzierung durch Erhöhung der Prognosegenauigkeit (Absenkung des Sicher-heitsbestands und dennoch eine Erhöhung der Regalverfügbarkeit) und
sinkende Kosten durch Angleichung der Produktionspläne an die optimierten Verkaufs-prognosen. Einsparungspotenziale sind dabei Rüstzeiten, Doppelarbeiten und Variations-breiten. Eine bessere Auslastung der Produktionskapazitäten bewirkt einen effizienteren Produktionsprozess. Reduzierte Bestände senken die Kapital-, Handling- und Administrati-onskosten.
Mit Hilfe von CPFR werden Internet-gestützt die Bedarfszahlen aus verschiedenen Absatzkanä-len zusammengestellt. Diese Zahlen werden dann wiederum auf einer elektronischen Plattform allen Teilnehmern einer Lieferkette zur Verfügung gestellt. Die Materialien werden anhand eines Mengengerüsts den jeweiligen Fertigungskapazitäten zugewiesen. Jeder berechtigte Nutzer in der Supply Chain kann mit CPFR mögliche Änderungen in den Abrufen als Real-Time-Process ermitteln und in den revidierten Produktionsplänen berücksichtigen. Durch die Anwendung von CPFR erarbeiten Lieferant, Hersteller und Kunde sozusagen einen gemeinsamen Geschäfts-plan, der die Supply-Chain-Aktivitäten zu synchronisieren hilft (WERNER 2002, S. 121).
Betrachtet man eine durch CPFR gesteuerte Supply Chain, so gibt es mehrere Prozessebenen, die es zu untersuchen gilt. Auf der Seite des kurzfristigen, kontinuierlichen Nachschubs kommt hier das Supplier Managed Inventory zum Tragen, da die Verantwortung für die Verfügbarkeit an den Lieferanten übertragen wird. Bei der Forderung nach tagesgenauer Bereitstellung

Seite 62 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
steuert der Lieferant gemeinsam mit dem Hersteller den Just-in-Time-Prozess. Auf der Ebene der Prognose und Planung geht es um die gemeinsame, mittelfristige Mengenplanung bei Neueinführungen, Aktionen und Auslaufprodukten. Diese integrierten Prozesse zwischen Lieferant und Hersteller werden immer mehr durch Workflow-Prozesse über Extranets gesteuert (CORSTEN et al. 2002, S. 256).
3.1.2.3 Anforderungen
CPFR nutzt sehr intensiv die modernste Informations- und Kommunikationstechnologie. Dazu gehört die Einbeziehung großer B2B-Marktplätze (WWRE, GNX, CPGmarket, Transora), die die Anwendung von State-of-the-art-Technologie im Planungs- und Beschaffungsmanagement möglich macht. Durch Nutzung neuer Datenstandards und der Rechnersprache XML wird der Austausch komplexer Datenmengen unterstützt. Demgegenüber waren die beim ECR-Ansatz unzuverlässigen Absatzprognosen in einer mangelhaften Datenkommunikation zwischen Lieferant und Kunde begründet. Dabei basierte die Warenversorgung durch den Lieferanten auf Algorithmen und Verkaufsdaten aus der Vergangenheit. Da dies für eine zuverlässige Prognose nicht ausreichend ist, geschieht diese Prognose beim CPFR unter Einbeziehung der Datenba-sis des Kunden, was die entscheidende Änderung zu einer geeigneten Prognose darstellt (SEIFERT 2002, S. 57).
Bei einer gemeinsamen Planung über die Unternehmensgrenzen hinweg müssen alle Unter-nehmen in einer Supply Chain auf einen gemeinsamen Datenbestand zugreifen können. Neben EDI, das aber recht hohe Investitionen in einen gemeinsamen Datenbestand und gegebenen-falls auch Abogebühren bei einem der Anbieter von EDI-Diensten nach sich zieht, ist das Internet die einzig wirklich funktionierende Plattform für eine derartige kooperative Zusammen-arbeit. Moderne Verschlüsselungsverfahren bauen mittlerweile ausreichend sichere Verbindun-gen zu allen Beteiligten auf (CORSTEN et al. 2002, S. 286).
Bevor CPFR in einer Supply Chain implementiert wird, müssen die beteiligten Unternehmen überprüfen, ob der Einsatz von CPFR spürbare Effizienzvorteile bewirkt. Analysen haben ergeben, dass der Einsatz von CPFR dann eine hohe Erfolgswahrscheinlichkeit aufweist, wenn folgende Aussagen auf die Ausgangslage der beteiligten Unternehmen zutreffen (SEIFERT 2002, S. 57):
Die Nachfrage ist schwer vorherzusagen.
Promotions spielen eine wichtige Rolle.
Produktneueinführungen sind häufig.
Die Durchlaufzeiten für Produktion und/oder Auffüllung der Bestände sind lang.
Die Lebensdauer der Produkte ist kurz (z.B. bei Mode).
Die Genauigkeit der Prognosen ist gering.
Es existieren überdurchschnittlich hohe Bestände in der Lieferkette.
Saisonale Schwankungen der Nachfrage sind signifikant.
Die Beziehungen zwischen Industrie- und Handelspartner sind kooperativ.

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 63
3.1.3 Quick Response (QR)
3.1.3.1 Beschreibung der Grundlagen
Der SCM-Ansatz Quick Response, oder kurz QR, wurde Mitte der 80er Jahre in Amerika von der Unternehmensberatung Kurt Salmon Associates speziell für die Textilindustrie entwickelt, die aufgrund von Saisonalität und Mode durch extrem kurze Lebenszyklen, hohe Marktsättigung und lange Vorlaufzeiten geprägt ist. Das damals vorliegende Problem bestand darin, dass einzelne Teilprozesse innerhalb der Textil- und Bekleidungsindustrie zwar effizient wirtschafte-ten, der Gesamtprozess sich aber als unwirtschaftlich zeigte. Um dieses Manko zu beheben, wurde die gesamte Wertschöpfungskette in ihre Einzelteile zerlegt, und in ausgewählten Be-kleidungsunternehmen wurden in diesen Teilsegmenten Projektgruppen eingerichtet, die eng mit verschiedenen Handelsgesellschaften zusammenarbeiteten. Durch diese Projektteams wurden die Ineffizienzen entlang der gesamten Supply Chain mit Erfolg aufgedeckt. Der große Erfolg von Quick Response ist in der genau vorhersehbaren Produktionsmenge begründet. Durch die Anwendung von Quick Response erhält die Industrie bereits abends per Datenüber-tragung aus ausgewählten Verkaufsstellen die Abverkaufsinformationen des betreffenden Tages artikelgenau übermittelt und kann dann z.B. ungefärbt bereitliegende Kleidung nach den durch die Absatzzahlen ermittelten Kundenwünschen spezifisch einfärben. So wird eine unnöti-ge Überproduktion vermieden, die am Ende einer jeweiligen Saison nur mit großen kostspieli-gen Preisabschlägen noch verkauft werden kann (WERNER 2002, S. 72f.; CORSTEN 2000, S. 40; CORSTEN et al. 2002, S. 17).
Definition: Quick Response dient dazu, eine kurzfristige Nachorderung der Ware aufgrund der Kenntnis artikelgenauer Abverkaufsdaten zu ermöglichen. Dabei sollen keine umfangreichen Läger aufrechterhalten werden müssen (BOWERSOX et al. 1993, S. 44).
3.1.3.2 Aufgaben und Ziele
Der Erfolg der Anwendung von Quick Response lässt sich zahlenmäßig eindrucksvoll belegen. Demnach stellt sich bei Unternehmen der Textilbranche der Erfolg in Form von Umsatzsteige-rungen von bis zu 40% bei modischen Produkten oder in Form von enormen Umschlagserhö-hungen ein (vgl. v. d. Heydt 1998, S. 56; ZENTES et al. 1994, S. 18). Außerdem konnte die Textilindustrie durch dieses Verfahren zu großen Teilen die kostspieligen Preisabschläge zum Ende einer jeweiligen Saison vermeiden (WERNER 2002, S. 73).
Diese Erfolge werden dadurch erreicht, dass die Bestellzeiten für den Kunden so kurz wie möglich ausfallen und gleichzeitig auch alle Lagerbestände gering gehalten werden. Dies ist nur durch den Einsatz moderner IT-Technologien möglich. Zu diesen Technologien gehören Barco-des und EDI, die die Absatzzahlen des Kunden auf direktem Weg an die Hersteller weiterleiten, die wiederum aufgrund dieser Daten ihre Produktion auf den Käuferwunsch einstellen können (vgl. HIEBER 2002, S. 51).
Der Ablauf einer nach Quick Response gesteuerten Prozesskette lässt sich grob in vier Einzel-prozesse unterteilen. Diese Einzelprozesse sind (KRCMAR 2003):
1. Artikelgenaue Erfassung der Abverkäufe am Point of Sale (z.B. durch Scannerkassen oder Strichcodes).
2. Übermittlung aggregierter, aktueller Abverkaufsdaten durch computerbasierte Systeme (z.B. durch EDI).

Seite 64 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
3. Ableitung der kurzfristigen Produktionspläne aus den ermittelten Bedarfsmengen. 4. Lieferung der hergestellten Erzeugnisse.
3.1.3.3 Anforderungen
Der Ansatz des Quick Response kann als Weiterentwicklung des JIT-Konzepts angesehen werden. Als Weiterentwicklung ist dabei der Einsatz modernster Computer- und Kommunikati-onstechnik gemeint. Durch diese Weiterentwicklung können die Liefer- und Durchlaufzeiten weiter verkürzt werden. Die tatsächliche Marktnachfrage soll so nah wie möglich „flussabwärts“ beim Endverbraucher in Echtzeit erfasst werden (vgl. DIRUF 1994, S. 79ff.). Um die Gestaltung des Informationsflusses dafür optimal auszulegen, wird eine artikelgenaue Erfassung der Abverkäufe am Point of Sale (POS) sowie eine integrierte, schnelle und fehlerfreie Übertragung der Daten und Informationen in der Logistikkette benötigt (vgl. PFOHL 1992, S. 19; DIRUF 1994, S. 79).
Zur artikelgenauen Erfassung der Abverkäufe können Sammelkassen eingesetzt werden, die ein automatisches Erfassen ermöglichen. Zur Übertragung der Abverkaufsdaten empfiehlt sich die Nutzung von EDI-Systemen, die große Datenmengen von Computer zu Computer übertra-gen können, da diese eine automatische Identifikation, Überwachung und Steuerung der Pro-zesse erlauben (PFOHL 1997, S. 23).
3.1.4 Continuous Replenishment (CR)
3.1.4.1 Beschreibung der Grundlagen
Continuous Replenishment bedeutet wörtlich übersetzt kontinuierlicher Warennachschub. Trotz vieler Verbesserungen der vergangenen Jahre in den Beziehungen zwischen Lieferanten und Kunden besteht in der Versorgungskette weiterhin Handlungsbedarf. Obwohl hohe Bestände existieren, entstehen immer wieder Versorgungslücken. Um diesen Missstand zu beheben, müssen Lieferanten und Kunden intensiv zusammenarbeiten. Zu diesem Zweck wurde Conti-nuous Replenishment entwickelt. Es soll eine höhere Verfügbarkeit entlang der Versorgungs-kette bei reduzierten, Kosten verursachenden Beständen bewirken. Dabei helfen soll ein steti-ger, nachfragesynchroner Warennachschub. Es soll dadurch vermieden werden, dass Lieferan-ten andere als vom Konsumenten gewünschte Ware liefern, dass schubweise bestellt und geliefert wird und dass Mehrfachbevorratungen enorme Kosten verursachen. Vertrauen in die anderen Partner der Kette macht eigene Sicherheitsvorkehrungen überflüssig. Vertrauen entsteht durch Abbau von Informationsdefiziten. Durch genügende Information wird nur die Ware bewegt, die der Konsument auch wünscht. Doch das kann nur gewährleistet werden, wenn die Lieferfähigkeit ständig besteht. Dafür sollten alle Anreize verschwinden, die Diskonti-nuität verursachen, wie Konditionsmodelle, die den Kunden zu einem schubweisen Bestellver-halten nötigen. Gleichzeitig sollte der Kunde Preisaktionen für den Verbraucher unterlassen und Dauerpreise beibehalten. Dadurch verliert der Artikelpreis seinen Einfluss auf die Dispositions-menge und die Warenströme glätten sich (CORSTEN et al. 2002, S. 175f.).
Definition: Continuous Replenishment ist ein Ansatz, der den kontinuierlichen Warennachschub in der gesamten Versorgungskette sicherstellen soll. Dabei sollen besonders die Wünsche des Verbrauchers berücksichtigt werden. Der Ansatz beruht zum einen auf intensiver Zusammenar-beit und Vertrauen zwischen Lieferant und Kunde und zum anderen auf höherer Verantwortung der Zulieferer.

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 65
3.1.4.2 Aufgaben und Ziele
Beim Continuous Replenishment, das als Basisstrategie von ECR angesehen werden kann, orientiert sich die Lieferung des Herstellers an der tatsächlichen Nachfrage des Verbrauchers. Alle Schlüsselgrößen im Wettbewerb werden durch einen kontinuierlichen Warennachschub verbessert: Kostensenkung (durch reduzierte Lagerhaltung und optimierte Transportkapazitä-ten), Forcierung der Durchlaufzeit, Qualitätssteigerung (Service- und Dienstleistungsgrad) und Ausnutzung der Flexibilität der Lieferanten (WERNER 2002, S. 75). Nach Auskunft der Unter-nehmensberatung Kurt Salmon Associates wird die durchschnittliche Umschlagsdauer beim Kunden von 104 Tagen ohne Continuous Replenishment auf 61 Tage bei Anwendung von Continuous Replenishment reduziert (vgl. v.d. Heydt 1998, S. 58).
Durch Continuous Replenishment wird dem Lieferanten ein Teil der Verantwortung, für ausge-wählte Sachnummern sogar die komplette Bestandshoheit übertragen. Die Systeme zwischen Zulieferer und Kunde werden verknüpft, um eine Out-of-Stock-Situation (Nullbestand) zu ver-meiden. Dabei werden die gegenseitigen Aktivitäten durch einen Barcode gesteuert, der die Abverkaufsdaten beim Kunden am Point-of-Sale erfasst und an den Lieferanten weiterleitet (WERNER 2002, S. 74).
Für jeden Artikel werden bei Continuous Replenishment ein Mindestbestand und/oder ein Höchstbestand festgelegt, wobei ein zusätzlicher Sicherheitsbestand festgeschrieben werden kann. Wird dann der Meldebestand eines Artikels erreicht, hat der Lieferant automatisch für einen Warennachschub zu sorgen und ist somit für diesen Prozess alleine verantwortlich. Im Extremfall füllt der Lieferant die Regale beim Kunden selber auf, was eine Belieferung im Sinne von Rack Jobbing darstellen würde, in der Industrie jedoch selten der Fall ist (höchstens bei C-Teilen wie Schrauben, Muttern, Nägeln, usw.) (WERNER 2002, S. 75).
3.1.4.3 Anforderungen
Genau wie die Anwendung von ECR erfordert auch die Anwendung von Continuous Reple-nishment eine umgehende Erfassung der Warenabgänge für die kontinuierliche Nachlieferung und für die Sammlung und Auswertung der Vertriebsdaten. Um diese Vertriebsdaten kontinuier-lich nachliefern und sammeln zu können, benötigt man einen durchgängigen, sicheren und schnellen Informationsfluss vom Kunden zum Lieferanten. Realisierbar ist dieser Informations-fluss durch den Einsatz entsprechender Technologie, z.B. den Einsatz von EDI (Electronic Data Interchange), und die Verwendung operativer Standards. Standards bedeuten sowohl die durchgängige Identifikation der Produkte sowie deren Verpackungen als auch die Verwendung einheitlicher EDI-Standards. Auch die durch den gestiegenen Transaktionsaufwand entstehen-den Datenmengen müssen durch genügend große Speichermedien und Informationssysteme aufgefangen werden. Informationssysteme und auch die Kommunikationsinfrastruktur müssen daher den neuen Anforderungen des Systems gewachsen sein (HAGEN 1996, S. 91ff.; WEGNER 1996, S. 205; DANTZER 1997, S. 10).
3.1.5 Vendor Managed Inventory (VMI)
3.1.5.1 Beschreibung der Grundlagen
Das VMI-System wurde Anfang der 80er Jahre eingeführt. Als einer der Vorreiter bei der Ein-führung kann WalMart genannt werden. Vendor Managed Inventory (VMI) bedeutet wörtlich

Seite 66 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
übersetzt lieferantengesteuerte Bestandsführung und überträgt dem Anbieter die Verantwortung für die Lagerbestände und die darauf bezogene Zielerreichung des Kunden. Der Hersteller liefert Nachschub nicht mehr auf der Basis von Bestellungen, sondern er erhält vom Kunden Informationen über Lagerbestände und Abverkäufe und berechnet unter Berücksichtigung von Sicherheitsbeständen und Transportzeiten eine für ihn optimale Nachschubmenge. So kann der Lieferant eine Menge bestimmen, die ihm logistische Vorteile bietet. Außerdem werden Doppel- und Korrekturarbeiten in der Disposition verringert. Für die Lieferanten besteht die Hauptmotiva-tion, die Lagerhaltung ausgewählter Kunden zu übernehmen, in den daraus resultierenden engen Kundenbeziehungen, den damit verbundenen Wettbewerbsvorteilen und dem frühzeiti-gen Erkennen von Entwicklungen am Absatzmarkt. Der Bedarfsverlauf seiner Produkte ist für den Lieferanten früh ersichtlich und so vermag er seine Produktionsplanung und -steuerung zu verbessern. Trotzdem stehen dem Lagerabbau beim Kunden oft höhere Lagerbestände beim Lieferanten gegenüber. Bekannt geworden ist VMI durch Fallstudien von Campbell Soup oder der Printer-Division von Hewlett-Packard. Der VMI-Ansatz verspricht auch ohne den Einsatz des Internets große Erfolge bei der Reduktion des Peitscheneffekts, weil er aus der Supply Chain ein Glied, das die Information verfälschen könnte, herausnimmt (CORSTEN et al. 2002, S. 271f., S.285).
Definition: Beim Vendor Managed Inventory ist die Verantwortung für die Lagerverwaltung des Kunden an den Lieferanten übertragen. Er bekommt Lager- und Absatzdaten vom Kunden übermittelt und führt aufgrund dieser Daten die Nachlieferung von Waren zu optimalen Konditi-onen eigenständig durch.
3.1.5.2 Aufgaben und Ziele
Durch VMI kann der Kunde seine Anstrengungen in der Bestandsführung auf ein Minimum reduzieren. Außerdem ist es oft der Fall, dass der Kunde die eingelagerten Bestände erst dann bezahlen muss, wenn sie verkauft oder benutzt werden. Diese Tatsache bedeutet für den Kunden natürlich auch kostenmäßig einen Vorteil. Außerdem werden eine Senkung der Be-stände, eine Verbesserung der Lieferfähigkeit und eine schnellere Lieferzeit/Auftragsabwicklung erreicht. Der Lieferant hat seinerseits den Vorteil, dass er direkten Zugang zu Informationen über Lagerbestände und Abverkäufe hat, die im Allgemeinen über EDI-Systeme übermittelt werden. So kann der Lieferant seine Produktion viel besser planen und steuern. Durch VMI werden die Planungs- und Auftragskosten gesenkt und der Service verbessert. Die Ursachen dafür liegen sowohl in dem schnelleren und aktuelleren Informationsfluss über die Nachfrage-entwicklung als auch in der Möglichkeit des Lieferanten, Sicherheitsbestände, die sonst dezen-tral bei den Abnehmern vorgehalten werden müssten, teilweise zu zentralisieren und aufgrund des dadurch möglichen Risikoausgleichs zu verringern. Die Vorteile für den Abnehmer sind ein verringertes Lieferrisiko und geringere Verkaufsverluste sowie die Möglichkeit, ein filialspezifi-scheres Sortiment anzubieten. Beide Seiten profitieren von verkürzten Zykluszeiten und niedri-geren Zuschlägen, da der Prozess größtenteils automatisiert werden kann. Außerdem ermög-licht eine intensivere Zusammenarbeit zwischen Zulieferer und Kunde ein schnelleres Eingehen auf Bedarfsschwankungen (CHRISTOPHER 1998, S. 195f.).
Des Weiteren ist VMI eine Form der „Resident-Supplier-Arrangements“, in denen Mitarbeiter der Lieferanten am Ort des Kunden über VMI hinaus z.B. auch Kontaktpersonen zur Produktent-wicklung des Kunden sind (KNOLMAYER et al. 2000, S. 59).

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 67
Die herkömmliche Vorgehensweise bei der Nachschubbearbeitung besteht darin, dass der Kunde bei jedem Schritt in der Logistikkette einen Auftrag für den Lieferanten anlegen muss. Normalerweise kündigt der Kunde nicht frühzeitig an, dass ein Bedarf besteht. Dadurch ist der Lieferant gezwungen, einen Sicherheitsbestand zu lagern, um über einen Puffer für alle Even-tualitäten zu verfügen. Ebenso hat der Kunde einen Sicherheitsbestand derselben Positionen vorrätig, um sich vor einer eventuellen Nichtversorgung zu schützen. Diese herkömmliche Vorgehensweise führt zu größeren Beständen in der Logistikkette und paradoxerweise zu einem schlechteren Kundenservice und einer geringeren Reaktionsfähigkeit. Bei VMI handelt es sich um eine Dienstleistung des Lieferanten dem Kunden gegenüber, bei der der Lieferant die Disposition seiner Produkte im Unternehmen übernimmt. Das bedeutet, der Lieferant sichtet die Verbrauchsdaten eines Materials in vereinbarten Intervallen mit Hilfe eines VMI-Systems und besorgt automatisch die Auffüllung der Bestände des Kunden. Sobald ein bestimmter Dispositi-onsgrenzwert erreicht wird, wird automatisch oder manuell eine Bestellanforderung erzeugt, die manuell oder automatisch per Schnittstelle an das ERP-System des Lieferanten übertragen wird und dort einen entsprechenden Nachschubauftrag auslöst.
3.1.5.3 Anforderungen
Als Voraussetzung für ein funktionsfähiges VMI müssen Lieferanten die Bestände, möglichst aktuelle Bedarfszahlen und die Absatzprognosen der Kunden kennen, sie müssen auch kleine Bestellmengen rasch und kostengünstig liefern können und für VMI geeignete IV-Systeme betreiben (vgl. TYNDALL et al. 1998, S. 78ff.). VMI setzt ein gewisses Maß an Vertrauen zwischen den Partnern in der Supply Chain voraus. Nicht jeder Abnehmer möchte seinem Lieferanten einen vollständigen Einblick in seine Bestandssituation gewähren. Oft scheut der Abnehmer die erforderliche enge Bindung an den Lieferanten, der ja auch die Dispositionsauf-gaben übernimmt. Denn es wird für ihn schwieriger, den Lieferanten zu wechseln. Da viele Handelsunternehmen diese Verantwortung für die Bestände nicht an die Lieferanten delegieren möchten, gibt es neben dem Vendor Managed Inventory auch noch Co-Managed-Inventory-Konzepte, bei denen der Lieferant in die Disposition miteingebunden wird, der Kunde aber immer noch die Dispositionshoheit behält (CORSTEN et al. 2002, S. 272).
3.1.6 Consignment Inventory Management (CIM)
3.1.6.1 Beschreibung der Grundlagen
Wird eine Supply Chain nach dem Consignment-Inventory-Management-Ansatz (Übersendung der Bestandsführung) ausgelegt, erhält der Kunde Ware vom Lieferanten. Diese erhaltenen Produkte werden mit ihrer Produktnummer im System gespeichert, bis sie verkauft werden. Bis zum Abverkauf sind sie Eigentum des Lieferanten. In vorher festgelegten, regelmäßigen zeitli-chen Abständen führt der Kunde eine Inventur durch, bei der festgestellt wird, wie viele Produk-te von welcher Ware im vergangenen Zeitabschnitt verkauft wurden. Diese verkaufte Ware wird dem Lieferanten bezahlt und der durch die Verkäufe gesunkene Bestand wird wieder aufgefüllt. Der Lieferant ist für die Zusammenstellung des Lagerbestands verantwortlich und übernimmt somit auch Garantie dafür, dass der Betriebsbedarf zu jedem Zeitpunkt ausreichend abgedeckt ist (HIEBER 2002, S. 54; N.N. (g) 2003).
Definition: Beim Consignment Inventory Management wird die vom Lieferanten an den Kunden gelieferte Ware erst dann vom Kunden bezahlt, wenn dieser sie selber weiterverkauft oder

Seite 68 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
verbraucht hat. Die Menge der vom Kunden verkauften oder verbrauchten Ware wird in definier-ten, regelmäßigen Abschnitten festgestellt.
3.1.6.2 Aufgaben und Ziele
Durch den Einsatz von Consignment Inventory Management können Unternehmen erhebliche Kosteneinsparungen realisieren. Die Reduzierungen liegen im Bereich der Steuerlasten sowie der Unterhalts- und Wartungskosten. Versandkosten entfallen sogar vollständig. Mit Con-signment Inventory Management kauft ein Unternehmen nur dann Waren ein, wenn sie auch tatsächlich benötigt werden. Außerdem steigert dieser Ansatz die Effizienz der gesamten Supply Chain und reduziert die damit verbundenen Kosten für die Infrastruktur. Auch die Pro-jektabwicklung und die Anfahrzeiten werden verbessert. Das Einkaufsvolumen fällt ebenso wie der administrative Aufwand, der mit einer breiten Lieferantenbasis einhergeht. Der konsistente, einfache Prozess mit einem zentralen Ansprechpartner verschlankt den Einkauf, indem Abläufe entfallen, die keine Wertschöpfung enthalten. Beispiele dafür sind der Aufwand, die richtigen Ansprechpartner zu finden, oder unterschiedliche Abläufe bei der Bestellung und Abwicklung.
Wird eine Supply Chain nach dem Consignment Inventory Management ausgelegt, führt der Kunde in seinen Lagerbeständen in regelmäßigen Abständen eine Inventur durch, bei der er die Menge der im Lager vorhandenen Waren mit der bei der Belieferung im Computersystem gespeicherten vergleicht. Die mengenmäßige Differenz dieser Warenbestände stellt den Verbrauch bzw. Verkauf im vergangenen Zeitabschnitt dar. Diese ermittelten Daten werden dem Lieferanten übermittelt, der damit zwei Vorgänge einleitet. Zum einen erstellt er auf der Basis dieser Abverkaufsdaten des zurückliegenden Zeitabschnitts die Rechnung für den Kun-den, der dem Lieferanten die Ware erst bezahlt, wenn er sie selber verkauft oder verbraucht hat. Zum anderen benutzt der Lieferant diese übermittelten Verkaufszahlen, um eine optimale Bestellmenge und einen optimalen Lieferzeitpunkt zu ermitteln. Nach diesen Daten richtet der Lieferant seine Produktion aus und beliefert den Kunden, der diese neueingelagerte Ware dann wieder in seinem System speichert. Ebenfalls an den Kunden übersandt wird die auf den Abverkaufsdaten des vergangenen Zeitraums basierende Rechnung. Diese Rechnung wird vom Kunden entweder akzeptiert und bezahlt, was dem Lieferanten durch ein übermitteltes Überweisungsprotokoll bestätigt wird, oder nicht akzeptiert und zurückgesandt. In diesem Fall wird die Rechnung vom Lieferanten noch einmal überprüft, eventuell geändert und ein weiteres Mal an den Kunden geschickt.
3.1.6.3 Anforderungen
Eine wesentliche Anforderung für die Durchführung dieses Ansatzes ist das Vertrauen vom Kunden zum Lieferanten, da dieser sein Lager verwaltet und dafür verantwortlich ist, dass der Bedarf jederzeit gedeckt ist. Darüber hinaus muss natürlich auch eine gute Zusammenarbeit zwischen Kunde und Lieferant gewährleistet sein, da dieses System nur durch Kooperation von beiden Seiten funktionieren kann.
3.1.7 Just in Time (JiT)
3.1.7.1 Beschreibung der Grundlagen
Just-in-Time-Prozesse sind in der Automobilindustrie weit verbreitet. Bei Just in Time (JiT) wird der Versuch unternommen, mit einem „Nullbestand“ auszukommen, indem die Vorräte des

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 69
Lieferanten auf vorgelagerte Wertschöpfungsstufen überwälzt werden (WERNER 2002, S. 102). Ist ein Wertschöpfungsprozess nach dem Just-in-Time-Prinzip ausgelegt, so wird damit das Ziel verfolgt, durch geeignete Planung, Steuerung und Kontrolle aller Materialströme und der dazu-gehörigen Informationsströme ein Produkt oder eine Dienstleistung „Just in Time“ herzustellen. Es soll somit bei der Erfüllung der Wünsche der Kunden bezüglich Preis, Qualität und Lieferser-vice weder Zeit, Material, Arbeitskraft noch Energie verschwendet werden. Jeder nicht der Wertschöpfung dienende Vorgang stellt dabei eine Verschwendung dar. Folgende, untereinan-der korrelierende Grundsätze bilden die Grundlage des JiT-Ansatzes (vgl. ZIBELL 1990, S. 21f.):
Reduzierung der Durchlaufzeiten,
Auftragsorientierung der Leistungserstellung,
Reduzierung der Rüstzeiten,
Vorhalten von Kapazitäten und
Vereinfachung der Abläufe.
Wichtig sind bei der Anwendung von JiT flexible und schnelle Produktions- und Logistikprozes-se, die sowohl unternehmensintern als auch –extern optimal aufeinander abgestimmt sind. Diese Prozesse dienen bei JiT der Absicherung gegen Störgrößen und nicht hohe Bestände. Bei der unternehmensexternen Abstimmung der Prozesse muss mit Lieferanten und Kunden intensiv im Sinne einer Partnerschaft zusammengearbeitet werden. Aus diesem Grund erfolgt solch eine langfristige und enge Zusammenarbeit auf JiT-Basis nur mit wenigen ausgewählten Lieferanten und Kunden (WEGNER 1996, S. 98).
Definition: Bei einem nach Just in Time ausgelegten Prozess sollen Material- und Informations-flüsse so ausgelegt werden, dass keine Ressourcen verschwendet werden. Es soll jeglicher Prozess in der Kette vermieden werden, der nicht zur Wertschöpfung gehört. Zu diesen zu vermeidenden Prozessen zählt z.B. die Zwischenlagerung von Teilen. Durch diese Auslegung sollen Kosten und Durchlaufzeiten reduziert werden.
3.1.7.2 Aufgaben und Ziele
Durch die Anwendung von JiT in einer Wertschöpfungskette können Verbesserungen vor allem in folgenden Bereichen erreicht werden (WERNER 2002, S. 103):
Bestände,
Handlingkosten,
Lagerkosten,
Durchlaufzeiten,
Rüstzeiten und
Fertigungsschwankungen.
Neben diesen Vorteilen soll aber auch darauf hingewiesen sein, dass Jit-Prozesse störanfällig sind (Lieferunfähigkeit z.B. bei Streik), dass sich durch häufige Anlieferung kleiner Mengen die Transportkosten in den meisten Fällen erhöhen und durch die Verlagerung der Bestände auf vorgeschaltete Wertschöpfungsstufen eigentlich keine tatsächliche Reduzierung der Bestände in der gesamten Lieferkette erreicht wird (WERNER 2002, S. 103).

Seite 70 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
Bei der Anwendung von Just in Time wird die Ware unmittelbar vor ihrer Verwendung in der Produktion zum zentralen Wareneingang des Lieferanten oder sogar bis zum maschinennahen Bereitstellungsort geliefert (RÜTTGERS et al. 2000, S. 178). Durch JiT werden die Sicherheits-bestände des Kunden gesenkt und sämtliche nicht wertschöpfenden Tätigkeiten eliminiert. Das Material wird produktionssynchron beschafft, um Überbestände zu vermeiden. Nichtabgestimm-te Kapazitäten, mangelnde Flexibilität, geringe Termintreue oder qualitative Defizite führen zum Versagen der Methode und decken Probleme innerhalb der Versorgungskette auf, die umge-hend behoben werden müssen. Just in Time fördert somit die Transparenz aller an der Wert-schöpfung beteiligten Prozesse (WERNER 2002, S. 102).
Um dem Ziel nach tagesgenauer Bereitstellung folgen zu können, werden Lieferanten in die Fertigungsprozesse integriert. Diese Zusammenarbeit erfordert zunächst, dass gemeinsam mit den Lieferanten ein durchgängiger Planungs- und Steuerungsprozess entwickelt wird. Sind die Lieferanten in die Informationskette einbezogen, ist das weitere Bestreben, einen Großteil der Lagerung und Bestandskontrolle auf die Lieferanten zu übertragen. Dieser Aspekt des JiT orientiert sich am Supplier Managed Inventory (CORSTEN et al. 2002, S. 129).
3.1.7.3 Anforderungen
Wichtige Voraussetzungen, um JiT erfolgreich anwenden zu können, sind sowohl eine optimal ausgelegte Verkehrsinfrastruktur als auch eine schnelle Bereitstellung von Informationen für jede Stufe der Wertschöpfung. So ist neben geeigneter Transportmöglichkeit der Waren eine integrierte Informationsverarbeitung ein wesentlicher Baustein zur Realisierung von JiT-Konzepten (WILDEMANN 1995, S. 32ff.). Zur Übermittlung der Daten wird dabei in der Regel EDI eingesetzt. Zur Verfolgung des Materialflusses dienen automatische Identifizierungssyste-me und Sensorsysteme. Doch sind neben diesen Anforderungen an die Schnelligkeit und Sicherheit des Informationsflusses bzw. der Informationsverarbeitung auch Anforderungen an das Verarbeitungsvolumen bei der Realisierung von JiT-Konzepten zu berücksichtigen. Durch die Einführung von JiT-Konzepten ist mit einer Veränderung der Bestellmengen und Losgrößen sowie der Bestell- und Belieferungsrhythmen zu rechnen. Das führt zu einem deutlichen Anstieg des Transaktionsaufkommens und somit auch der Datenmenge. Dadurch ist ein erhöhter Speicherbedarf zu bewältigen. Diese Anforderungen müssen sowohl die Informationssysteme als auch die Kommunikationsinfrastruktur erfüllen.
Über die Bereitstellung adäquater Informations- und Kommunikationssysteme sowie einer geeigneten Infrastruktur hinaus müssen Unternehmen natürlich noch weitere Anforderungen erfüllen, um JiT erfolgreich umsetzen zu können. Zwischen den beteiligten Partnern muss eine Bereitschaft zur vertrauensvollen Zusammenarbeit vorhanden sein. Dieses gegenseitige Ver-trauen ist z.B. bei der gemeinsamen Bestandsführung erforderlich. Des Weiteren sind ein hoher Servicegrad der Anlieferer und eine Abstimmung der Strategien zwischen Lieferant und Ab-nehmer für eine erfolgreiche Zusammenarbeit nötig. Außerdem sollten kleine Lose mit Kapazi-tätsreserven gefertigt werden und eine hohe Prognosesicherheit garantiert sein (WERNER 2002, S. 103). Da bei einer JiT-Versorgung das Produktionsausfallrisiko in erheblichem Maße steigt, müssen bei ausreichender Vorlaufzeit der Fertigungsplanung gegenüber der Wiederbe-schaffungszeit alle Bedarfe präzise vorhersagbar sein. Liefertreue und Haftungsfragen werden daher zwischen Abnehmer und Lieferant vertraglich festgelegt (RÜTTGERS et al. 2000, S. 178).

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 71
3.1.8 Just in Sequence (JiS)
3.1.8.1 Beschreibung der Grundlagen
Der wachsende Wettbewerb sowie der Zwang zur Einsparung von Ressourcen gerade in der Automobilindustrie zwingen die Hersteller zum konsequenten Outsourcing aller nicht in den Kernbereich fallenden Tätigkeiten. Die Erwartungen, die dabei unter anderem an die Logistik-dienstleister gestellt werden, haben sich in den letzten Jahren stark gewandelt: Als Weiterent-wicklung der seit langem realisierten Just-in-Time(JiT)-Konzepte findet die Just-in-Sequence(JiS)-Anlieferung immer mehr Bedeutung in der heutigen Versorgung von Produkti-onslinien. Gesteigerte Variantenvielfalt aufgrund der diversifizierten Kundennachfrage sowie Platzeinsparungen an den Verbraucherorten führten zwangsweise zu der Forderung nach einer sequenzgenauen Versorgung der Produktion. Das Managementprinzip Just in Sequence (JiS) wird im Wertschöpfungsprozess angewendet auf komplexe, kundenindividuelle Module und Teilumfänge, die aufgrund ihrer hohen Varianz sequenz- und zeitpunktgenau am Einbauort angeliefert werden müssen. Durch diese Form der Belieferung lassen sich Bestände in der Beschaffungsprozesskette deutlich senken. Sehr aufwendig ist die informationstechnologische Steuerung der Versorgungskette. Außerdem existiert bei der Anwendung von Just in Sequence wie beim Just-in-Time-Prinzip ein hohes Risiko eines Produktionsstillstands (HUCHT et al. 2002; CORSTEN et al. 2002, S. 55).
Definition: Die Anwendung von Just in Sequence dient der sequenz- und zeitpunktgenauen Anlieferung von Teilen direkt am Einbauort. Bei einem JiS-System handelt es sich um ein fertigungs-/produktionssynchrones Just-in-Time-Modell für die gesamte Supply-Chain, das sämtliche Material- und Informationsflüsse von der Beschaffung, Zwischenlagerung und Se-quenzierung bis hin zur Bereitstellung am Band einschließlich Leergutmanagement beinhaltet.
3.1.8.2 Aufgaben und Ziele
Das wesentliche Merkmal der JiS-Versorgung ist die zeitgerechte Bandbelieferung mit Teilen und Komponenten in der vom Kunden vorgegebenen fertigungssynchronen Sequenz. Ziel ist es, eine „minimale Kapitalbindung durch minimale Bestände bei ausreichender Verfügbarkeit von Teilen in der Produktion/Montage“ zu erreichen. Dadurch haben Produktionsschwankungen geringe Auswirkungen auf die Bestände in der Logistikkette, und auf Kundenwünsche kann schnell reagiert werden. Durch die Auslegung eines Fertigungsprozesses nach dem Just-in-Sequence-Prinzip werden in erster Linie die Durchlaufzeiten verringert. Außerdem werden durch Verringerung der Bestände die Lagerkosten reduziert. Der Hersteller beschränkt sich auf seine Kernkompetenzen und lagert verschiedene Prozesse aus, die die einzelnen Lieferanten in ihren Werken übernehmen. Diese Lieferanten sind damit aber auch verantwortlich für eine sequenz- und zeitpunktgenaue Anlieferung von Modulen und Teilen am Einbauort des Herstel-lers, der ihr Kunde ist (HUCHT et al. 2002).
Aus dem möglichst nahe am Werk des Kunden gelegenen JiS-Center versorgt der Logistik-dienstleister dessen Produktionsstätte. Die Disposition der Teile und somit der Zulauf und die Bevorratungshöhe liegen in der Regel in der Hand des Kunden. Durch seinen Abruf beim jeweiligen Lieferanten erhält der Dienstleister zeitgleich ein Avis (Benachrichtigung) der einge-henden Ware. Die Steuerung sowie die Vereinnahmung der benötigten Teile erfolgt über ein EDV-System, das kompatibel zu dem System des Kunden ist oder von diesem gestellt wird. Alle Materialeingänge werden hinsichtlich Menge, äußerer Beschaffenheit und Übereinstim-mung mit der Avisierung überprüft und eingelagert. Hierbei wird darauf geachtet, dass der

Seite 72 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
Handlingaufwand möglichst gering gehalten wird. Sofern es möglich ist, werden die verein-nahmten Behälter direkt in die Sequenzierzonen („Pickzonen“) gestellt und nicht mehr zwi-schengelagert. Bei der Anwendung von Just in Sequence wird die Bandgeschwindigkeit ständig wechselnd an die jeweilige Kundennachfrage dynamisch angepasst. Für den Fall, dass sich Bedarfe plötzlich ändern, sind Bestände zwar nicht erwünscht, aber temporär durchaus erlaubt (HUCHT et al. 2002; WERNER 2002, S. 102).
3.1.8.3 Anforderungen
Ähnlich wie beim JiT-Prinzip wird für die Anwendung von JiS eine optimale Verkehrsinfrastruk-tur und eine integrierte Informationsverarbeitung zum schnellen Datenaustausch benötigt. Dabei findet EDI eine häufige Verwendung. Zwingend notwendig ist, dass sowohl das externe JiS-Center als auch die Produktionsstätte des Herstellers über eine ausreichende Anzahl an Verladetoren verfügen, um unnötige Wartezeiten und ein daraus resultierendes mögliches Überschreiten des Zeitfensters zu vermeiden. Außerdem muss zwischen Hersteller und Liefe-ranten ein vertrauensvolles Verhältnis bestehen, da der Lieferant die Ware in vollem Umfang zeitgenau der Produktion zur Verfügung stellen muss, so dass teure Produktionsstillstände ausbleiben (HUCHT et al. 2002).
3.1.9 Kanban
3.1.9.1 Beschreibung der Grundlagen
Der Kanban-Ansatz stammt aus Japan, wurde dort bereits seit den 30er Jahren von Toyota entwickelt und heißt übersetzt Karte oder Einkaufszettel. Kanban beinhaltet das Just-in-Time-Prinzip und wird als Pullkonzept bezeichnet. Es kann als ein Krisenplan ohne wirkliche Krise angesehen werden. Alle Lagervorräte werden auf absolute Mindestmengen zurückgefahren. Dadurch muss jeder Mitarbeiter in jedem Augenblick sein Bestes geben, weil ein möglicherwei-se beschädigtes oder unbrauchbar gewordenes Werkstück nicht vom Lager ersetzt wird. So dient Kanban als Frühwarnsystem für Schwachstellen im gesamten Wertschöpfungsprozess (CHRISTOPHER 1998, S. 186).
Die Philosophie von Kanban orientiert sich am Supermarktprinzip. Ein Verbraucher entnimmt dem Regal eine Ware bestimmter Spezifikation und Menge, die Lücke wird festgestellt und das Lager anschließend bis zur definierten Menge gefüllt. Die Beschaffungsstrategie nach Kanban wendet sich dabei ab von der zentralisierten Produktionsplanung und wendet sich hin zu ver-netzten, selbststeuernden Regelkreisen. Bei Kanban richtet sich die Produktion nicht länger danach, was der Kunde gern haben könnte, sondern was der Kunde tatsächlich haben möchte. „Drücken“ beim Pushprinzip Unternehmen die Ware quasi in den Markt, so stoßen beim Pull-konzept von Kanban die Kunden die Produktion an und „ziehen“ die gefertigten Artikel aus den Unternehmen (WERNER 2002, S. 100).
Definition: Bei einem nach Kanban ausgelegten Wertschöpfungsprozess werden alle Lager-vorräte in der gesamten Kette auf absolute Mindestmengen gesenkt. Kanban dient als Früh-warnsystem für Schwachstellen in der Kette und funktioniert nach dem Pull-Prinzip. Die Bedarfe in der Versorgungskette bei diesem Prinzip werden der jeweils vorgelagerten Stufe durch Karten, den sogenannten Kanbans, mitgeteilt.

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 73
3.1.9.2 Aufgaben und Ziele
Dadurch, dass Kanban als Frühwarnsystem für Schwachstellen in der Kette dient, sind Produk-tivitätssteigerung, erhöhte Qualität der Produkte und die Offenlegung der Verantwortung jedes einzelnen Mitarbeiters wichtige Effekte, die mit diesem Prinzip erreicht werden. Die von Just-in-Time-Systemen bekannte Lagerkostenminimierung ist natürlich auch vorhanden, kann hier aber als willkommenes Nebenprodukt betrachtet werden, da das eigentliche Ziel von Kanban die Steigerung der Eigenverantwortlichkeit, der Produktivität und der Qualität ist. Außerdem werden durch die Anwendung von Kanban mit einfacher Produktionsorganisation die Umlaufbestände reduziert. Ein Nachteil ist allerdings darin zu sehen, dass Kanban-Prozesse anfällig bei Produk-tionsschwankungen und häufig wechselnden Produkten sind (CHRISTOPHER 1998, S. 186).
Bei einem nach Kanban ausgelegten Fertigungsprozess generiert die vorgeschaltete Produkti-onsstufe immer dann neue Fertigungsaufträge, wenn ihr zugeordneter Lagerbestand an Fertig-produkten einen Mindestbestand unterschritten hat. Die Steuerung ist somit verbrauchsorien-tiert und man kann aufgrund des Holprinzips von klassischer Zugsteuerung sprechen. Kanban dient als Informationsträger für die Auslösung von Fertigungsaktivitäten. Der Informationsfluss verläuft entgegengesetzt dem Materialfluss (EVERSHEIM 2001, V5-23).
Eine Karte, die zwischen den Produktionsstufen Informationen überträgt und Kanban genannt wird, enthält notwendige Steuerungsinformationen wie Teile- und Abnehmerdaten, Bestellmen-ge, Transportart oder Behälter. Diese Karten werden auf einer Übersichtstafel verwaltet und zur Lenkung zwischen erzeugender Stelle (Quelle) und verbrauchender Stelle (Senke) eingesetzt. Die Produktion wird erst dann aktiviert, wenn der Meldebestand erreicht ist. Dabei ist der Auslö-ser für eine Fertigung immer die jeweils nachgelagerte Stelle im Produktionsprozess. Treten Bedarfe auf, entnimmt die verbrauchende Abteilung einen von der vorgelagerten Stufe gefüllten Behälter aus dem Pufferlager, wodurch der Holgedanke von Kanban ersichtlich wird (WERNER 2002, S. 100).
Es existieren zwei verschiedene Arten von Kanbans. Zum einen das Einkartenkanban, bei dem zwischen produzierender und verbrauchender Stufe nur ein Kanban eingesetzt wird. Zum anderen das häufiger angewandte Zweikartenkanban, bei dem zwischen Produktions- und Transportkanban unterschieden wird. Wird von einer Senke der Inhalt eines Behälters ver-braucht, so muss der dort angebrachte Transportkanban abgetrennt werden und der leere Behälter durch einen vollen aus dem Pufferlager ersetzt werden. Transportkanbans regeln den Abruf zwischen verbrauchender Stelle und vorgeschaltetem Pufferlager. An dem aus dem Pufferlager entnommenen vollen Behälter befindet sich ein Produktionskanban, der nach Abruf an die Quelle geleitet wird. So steuert ein Produktionskanban den Materialfluss innerhalb der Produktionsorte und im Pufferlager (WERNER 2002, S. 100).
3.1.9.3 Anforderungen
Wie beim Just-in-Time-Prinzip ist auch bei der Anwendung von Kanban das Produktionsausfall-risiko in enger Relation zur Wiederbeschaffungszeit erheblich. Daher kann auch Kanban nur sicher funktionieren, wenn bei ausreichender Vorlaufzeit der Fertigungsplanung gegenüber der Wiederbeschaffungszeit alle Bedarfe genau vorhergesagt werden können. So werden sowohl Liefertreue als auch Haftungsfragen zwischen Abnehmer und Lieferant vereinbart und vertrag-lich festgehalten (RÜTTGERS et al. 2000, S. 178).

Seite 74 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
Für eine erfolgreiche Durchführung des Kanban-Prinzips darf jeder Verbraucher nur die tatsäch-lich benötigte Menge aus dem Pufferlager entnehmen, da ansonsten ein Versorgungsengpass droht. Gleichzeitig stellt jeder Produzent genau die tatsächlich in Auftrag gegebene Menge her, damit keine Über- oder Unterbestände entstehen. Dabei sollten sich nur Teile mit einer vorge-gebenen und eingehaltenen Qualität im Prozess befinden. Wichtig ist außerdem, dass Rüstzei-ten und Losgrößen weitgehend konstant sind und der Grad an Auftragswiederholung hoch ist (Serienfertigung oder Massenfertigung). Dadurch fallen nur geringe Schwankungen der Bedarfe an (WERNER 2002, S. 101).
Weitere Voraussetzungen für den Einsatz von Kanban sind (EVERSHEIM 2001, V5-23):
klare Abläufe in der Kunden-/Lieferantenbeziehung,
kurze Rüstzeiten,
abgestimmte Kapazitäten, so dass keine Engpässe entstehen, und
ein hoher Qualitätsstandard der Teile.
3.1.10 Supplier Relationship Management (SRM)
3.1.10.1 Beschreibung der Grundlagen
Aufgrund der Zunahme der Beschaffungskosten an den Gesamtkosten des Unternehmens und der fortschreitenden Arbeitsteilung innerhalb von Wertschöpfungsnetzwerken hat sich ein Bedarfssog für Effizienzsteigerung im Einkauf gebildet. Der Lieferant in der Rolle des Wert-schöpfungspartners soll zunehmend in die Beschaffungsprozesse integriert werden (GROSSE-WILDE 2004). Zudem lässt sich eine zunehmende informationstechnische Vernetzung der Unternehmen erkennen. Das Supplier Relationship Management (SRM) stellt verschiedene unterstützende Methoden und Instrumente zur notwendigen Versorgung des Unternehmens mit Waren und Dienstleistungen zur Verfügung (STÖLZLE et al. 2002). Es beschreibt zudem die Potenziale, die sich aus diesen Entwicklungen ergeben. Das SRM konzentriert sich auf die Lieferantenbeziehungen, die für die Beschaffung von Gütern und Leistungen eingegangen werden. Somit stellt es das Komplement des Customer Relationship Management (CRM) dar, welches auf die Abnehmerseite der Unternehmung fokussiert ist. Neben der Abwicklung der bisherigen operativen Tätigkeiten des Einkaufs zielt das SRM besonders auf die langfristige strategische Planung der Beschaffung. Betrachtet werden hierbei besonders die auf die Zulie-ferseite bezogenen ein- und ausgehenden Güterströme sowie die zugehörigen Informations- und Geldflüsse des Unternehmens (GROSSE-WILDE 2004). Aufgrund der steigenden Bedeu-tung des Lieferanten als Wertschöpfungspartner wird mehr und mehr ein ganzheitlicher Ansatz bei der Planung, Durchführung und Kontrolle der Zusammenarbeit verfolgt. Um dies zu ermögli-chen, werden im SRM die einzelnen Lebensphasen einer Lieferantenbeziehung, wie Sondie-rung, Gewinnung und Einbindung des Lieferanten sowie Verbesserung und planvolle Beendi-gung der Zusammenarbeit mithilfe geeigneter Methoden und Instrumente zu beidseitigem Nutzen unterstützt. Des Weiteren bietet SRM die Identifizierung von Weltklasselieferanten sowie Unterstützung bei Suche, Vergleich und Entscheidung hinsichtlich Lieferantenauswahl (Datenbank speichert Lieferantendaten; Web-basierter Zugang zu Lieferanten zwecks Lieferan-tendatenaktualisierung) (POPALL 2003).

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 75
Definition: Das Supplier Relationship Management umfasst die aktive, systematische Analyse, Gestaltung und Entwicklung von Lieferantenbeziehungen mit den Zielen des vertragsgemäße-ren Einkaufs, verbesserten Lieferantenmanagements und der Senkung der Prozesskosten.
3.1.10.2 Aufgaben und Ziele
Das SRM bietet in der Vereinbarungsphase die Bereitstellung von Informationen zur Evaluie-rung der verschiedenen Angebote sowie zur gezielten Einflussnahme auf den Verhandlungsver-lauf. Dabei speichert eine Datenbank Lieferantendaten als auch Vertragsinformationen mit Angaben zu bisher verhandelten Mengen und Konditionen. Dadurch können u. a. im Zuge von Beschaffungsmaßnahmen Rahmenvereinbarungen bestmöglich ausgenutzt werden. Des Weiteren können entscheidungsunterstützende Systeme den Verantwortlichen bei der struktu-rierten Aufbereitung und Auswertung der vorliegenden Angebote und Informationen helfen. Die gemeinschaftliche Produkt-Technik Integriert den Lieferanten bereits in einem sehr frühen Stadium in den Entwicklungsprozess. Somit bietet es Unterstützung bei der simulta-nen/nebenläufigen Technik und der Lieferantenauswertung (Back-up des Lieferantenauswer-tungsprozesses durch Leistungsindikatoren, Lieferanten Performance Scorecards, etc.). Aufgrund der zunehmenden IV-Vernetzung bietet sich eine entscheidende Voraussetzung für die Intensivierung der Kooperationen. Während frühere Instrumente aufgrund proprietärer Anbindung der Partner meist nur einen kleinen Ausschnitt des beschriebenen Funktionsspekt-rums mit wenigen Lieferanten abdecken konnten, sieht das SRM eine umfassende Einbindung der zuvor identifizierten (Schlüssel-)Lieferanten vor, die für langfristige Kooperationen geeignet scheinen. Höhere Flexibilität bezüglich Nachfrageschwankungen, schnellere Produktenwicklun-gen und –einführungen, beschleunigter Materialumschlag sowie geringere Einstands- und Abwicklungskosten werden in Aussicht gestellt (GROSSE-WILDE 2004). Das Supplier Relati-onship Management vereinfacht auch die Selektion von Partnern (Supplier Evaluation) durch eine Gegenüberstellung der intern ermittelten Bedarfe mit den Leistungen und dem Lieferver-halten der infrage kommenden Lieferanten. Wird durch dieses Prinzip kein passender Wert-schöpfungspartner gefunden, wird die Informationsbeschaffung eingeleitet, die durch eine Ausschreibung (Quote/Request for Proposal RFQ/RFP) unterstützt wird (STÖLZLE et al. 2002). Kann der Beschaffungsbedarf genauer definiert werden, kann die Ausschreibung als umgekehr-te Auktion erfolgen, bei der das Unternehmen seinen Bedarf veröffentlich, z. B. auf Internetsei-ten des eigenen Einkaufportals, und Angebote der möglichen Lieferanten entgegen nimmt. Der kooperative Charakter des SRM zeigt sich in der Integration der Partner über ein Portal (Supplier Portal). Dieses Portal im Intranet des zu beschaffenden Unternehmens erlaubt es den Lieferanten, Informationen zum von ihnen angebotenen Produktspektrum einzugeben und zu pflegen, auf Lieferanteninformationen zuzugreifen und Aufträge abzuwickeln (Supplier Self Services) (POPALL 2003). Dadurch kann zusätzlich die teilweise für kleine bis mittlere Zuliefer-unternehmen technisch und finanziell sehr aufwendige Nutzung von EDI vermieden werden.
3.1.10.3 Anforderungen
SRM-Anwendungen sollten so implementiert werden, dass die Beschaffungsprozesse von Anfang bis Ende durchgängig elektronisch unterstützt werden, um die Hebelwirkung zur Kos-tenreduktion zu maximieren und zusätzlich eine Durchgängigkeit in den Prozessen sicherge-stellt ist. Auch die bereits implementierten Tools sollten von allen involvierten Bereichen genutzt und optimal angewendet werden, um gewonnene Daten aktuell und vollständig zu halten. International agierende Unternehmen können SRM-Anwendungen unternehmensweit und
Seite 76 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
überregional einsetzen, um hohe Bündelungsgrade zu erreichen und maximale Prozess- und Materialkosteneinsparungen zu generieren (STÖLZLE et al. 2002).
3.1.11 eProcurement
3.1.11.1 Beschreibung der Grundlagen
Traditionell wird die Optimierung von Beschaffungsprozessen stark von der Informationstechno-logie bestimmt. Beispielsweise wurden für Produktionsgüter automatisch von der Produktions-planung bzw. Materialwirtschaft die Beschaffungsanträge ausgelöst und direkt in das System des Lieferanten mittels EDI übertragen. Seit Mitte der 90er Jahre rückt die Beschaffung von Gütern, die nicht direkt in das Endprodukt gehen, in den Vordergrund. Das eProcurement befasst sich mit der Beschaffung solcher indirekten Produkte und Dienstleistungen (MOMMSEN 2001). Im Gegensatz zu den papierbasierten und ineffizient organisierten Prozessen lassen sich durch Internet-basierte eProcurement-Systeme Verbesserungspotenziale erschließen (PUSCHMANN et al. 2001). Wesentlicher Bestandteil ist es, dem Endanwender zu ermögli-chen, direkte Bestellung von indirekten Gütern mittels elektronischer Kataloge zu tätigen und so flexibler sowie kostengünstiger zu agieren als es mit ERP-Systemen der Fall wäre. Es bietet zudem eine Datenbank mit gespeicherten Lieferantendaten, wie z. B. Vereinbarungen und Bedingungen. Des Weiteren offeriert die Internet-basierte Lösung weltweiten Zugang. Detaillier-te Produktbeschreibungen können angezeigt werden. Organisation und komplexe Datenmen-gen sind überschaubar und strukturiert. Bei eProcurement sind verschiedene Systeme im Einsatz. Wie schon Eingangs erwähnt, die elektronischen Kataloge, aber auch Punchout, Auktionen und Ausschreibungen. Dabei zielen elektronische Produktkataloge im eigenen Intranet auf die Bündelung von unternehmensweiten Bedarfen und auf die Optimierung von Beschaffungsprozessen ab. Bei Punchout befindet sich ein Produktkatalog auf der Webseite des Lieferanten und ermöglicht die Beschaffung komplexer Produkte, die einen Produktkonfigu-rator benötigen. Auf Produktpreisreduktion durch Wettbewerb fokussieren sich Auktionen. Sie sind primär für Leistungen mit geringerer Produktkomplexität, welche die Vergleichbarkeit unter verschiedenen Lieferanten sicherstellt, geeignet. Ausschreibungen weisen meist eine hohe Produktkomplexität auf, bei einer häufig geringen Bestellfrequenz. Eine große Herausforderung bei der Aufteilung des beschafften Produkt- und Dienstleistungsportfolios in Unternehmen stellt die Identifikation einer geeigneten eProcurement-Strategie für die jeweiligen Materialgruppen dar. Ausgeschlossen von einem eProcurement Ansatz sind grundsätzlich beschaffte Produkte, die eine intensive Koordination mit dem Lieferanten erfordern und nur einer geringen Beschaf-fungsfrequenz unterliegen. Der dabei notwendig werdende Aufwand zur Klärung und Abstim-mung der Inhalte würde die erzielbaren Einsparungen durch eine Auktion oder durch eine Ausschreibung übersteigen (MOMMSEN 2001).
Definition: eProcurement ist die Beschaffung indirekter Produkte und Dienstleistungen anhand von elektronischen Marktplätzen/Katalogen.
3.1.11.2 Aufgaben und Ziele
Die Strategie des eProcurements soll jedem Mitarbeiter ermöglichen, Güter aus einem Sorti-ment verschiedener Lieferanten auszuwählen und zu bestellen. Benutzer innerhalb der Organi-sation ordern direkt von einem elektronischen Katalog und ohne Einmischung der Einkaufsab-teilung. Auch die spätere Freigabe der Bestellung durch den Budgetverantwortlichen erfolgt mit

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 77
dem gleichen System. Jedoch können nicht nur Bestellungen getätigt werden. Es können zudem Web-basierte Angebote abgegeben werden und es wird den Käufer ermöglicht Anfragen zu starten. Eine weitere Funktion stellt das Ablegen und Updaten aller relevanten Daten bezüg-lich Produkt, Lieferant, Konditionen, etc. dar. Dadurch erreicht werden reduzierte Beschaffungs-kosten, reduzierte Transaktionskosten sowie eine schnellere Auftragsabwicklung (ITEN et al. 2000).
3.1.11.3 Anforderungen
Zur Umsetzung muss ein gegenseitiges Vertrauen zwischen dem Lieferanten und dem Kunden bestehen (DEININGER 2004). Des Weiteren muss auf beiden Seiten eine ausreichende IT-Infrastruktur gegeben sein, um die Funktionen des eProcurements zu ermöglichen und zu nutzen. Nutzen aus dieser Strategie lässt sich nur ziehen, wenn folgender Fall gegeben ist: Nur beschaffte Produkte, die keine intensive Koordination mit dem Lieferanten erfordern und einer hohen Beschaffungsfrequenz unterliegen können kostengünstiger durch das eProcurement abgedeckt werden.
3.1.12 Fourth Party Logistics (4PL)
3.1.12.1 Grundlagen
Nach der Vorstellung der Accenture GmbH des 4PL-Konzeptes, wird der Begriff wie folgt definiert: „4PL steht für ein modernes Konzept der Fremdvergabe von Supply-Chain-Leistungen. Gemeint ist ein Weg, der mehr will als die einmalige Reduktion operativer Kosten und den einmaligen Transfer von Aktivposten im Rahmen bisheriger Outsourcing-Vereinbarungen. Durch Allianzen zwischen Best-of-Class-Dienstleistern (3PL), Technologie-Lieferanten und Business-Process-Beratern können 4PL-Organisationen einzigartige und umfassende Supply-Chain-Lösungen besser entwickeln, als dies herkömmlichen Logistik-Anbietern möglich wäre.“ (ZINN 2002) Somit stehen 4PL-Anbieter zwischen den Kunden aus Handel und Industrie auf der einen und IT-Anbietern, Spediteuren sowie anderen Gliedern der Supply Chain auf der anderen Seite und versuchen, im Auftrag seiner Kunden, eine optimale Antwort auf die Logistik-Anforderungen zu finden. Hierfür werden weder Fuhrpark noch eigene Gebäude, jedoch hinreichendes Branchen-Know-how benötigt.
3.1.12.2 Aufgaben und Ziele
Der 4PL übernimmt das logistische Management der gesamten Supply Chain. Auf Basis eines durchgängigen, alle Beteiligte der Supply Chain verbindenden Informations- und Kommunikati-onssystems, koordiniert und integriert er die beteiligten Partner und sorgt durch Abstimmung der Warenflüsse und Ressourcen in der Supply Chain für eine hohe Effektivität und Effizienz (NEHER 2002, ZINN 2001). Kernkonpetenz des 4PL ist logistisches Management. Es beschäf-tigt sich mit der strategischen Netzwerkplanung und mit der taktischen sowie operativen Liefer-kettenplanung. Des Weiteren werden z.B. folgende Punkte abgedeckt: Bestellwesen, Inventar-verwaltung, Verfolgung- und Überwachungslösungen, strategische Finanzierung, Lieferanten-auswahl, eProcurement, SCM Softwareplanung, interface definition und Datenintegration. Vor dem Hintergrund der Unabhängigkeit von physischen Logistikressourcen und der Konzentration auf die Management- bzw. Koordinationsaktivitäten ist die Bereitstellung dieser 4PL-Leistungen somit nicht unbedingt auf einen „ehemaligen“ 3PL beschränkt, der sich zu einem 4PL entwickelt hat (NEHER 2002).

Seite 78 Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen
3.1.12.3 Anforderungen
Grundlegender Faktor zum Gelingen des 4PL-Ansatzes ist der Aufbau von Vertrauen und das Bereitstellen relevanter Informationen zwischen den Beteiligten Akteuren. Jedoch sind viel zu häufig große Vorbehalte bei den Beteiligten festzustellen, diese vertraulichen Daten weiter-zugeben. Außerdem lässt die Konzentration der relevanten Daten aus der gesamten Supply Chain in der Stelle des 4PL natürlich ein großes Machtpotenzial bei diesem entstehen, was nicht nur positiv gesehen werden kann.
3.1.13 Simultaneous Engineering (SE)
3.1.13.1 Grundlagen
Der Begriff Simultaneous Engineering wird im Deutschen als Integrierte Produktentwicklung beschrieben. Ziel dieses Konzeptes ist es, gleichzeitig/simultan im Rahmen einer Produkten-wicklung, alle produktrelevanten Prozesse zu betrachten und zu bearbeiten (EVERSHEIM 1996). Um dieses Konzept zu veranschaulichen, wird zunächst kurz die Vorgehensweise nach der Methode des sukzessiven Voranschreitens erläutert. Die Beschreibung dieser Systeme kann durch das englische Schlagwort „Throw it over the wall“ treffend beschrieben werden. Jede Abteilung bearbeitet isoliert eine Teilaufgabe und gibt die Teillösung ohne Rückmeldung an die nächste Abteilung weiter. Eine nicht ausreichende, oder sogar unterlassene Kommunika-tion untereinander führt zu Erfahrungsverlusten, Qualitätsminderungen und auch zu verlänger-ten Entwicklungszeiten, was sich letztendlich in übererhöhten Kosten niederschlägt. Die Nachteile dieser Methode sind vornehmlich dadurch bestimmt, dass es keine vorgesehenen Iterationsschritte gibt und damit eine Optimierung und Fehlerminimierung schwierig, wenn nicht sogar ausgeschlossen wird. Abhilfe soll das Konzept des Simultaneous Engineering bringen. Durch die parallele Entwicklung gleichartiger Teilaufgaben in verschiedenen Fachbereichen sollen die angesprochenen Probleme verhindert werden und zusätzlich zur Erhaltung und Ausnutzung aller vorhandenen Entwicklungspotenziale führen. Da es keine allgemein gültige Vorgehensweise des concurrent engineering gibt, muss es auf jede vorhandene Betriebsstruk-tur und auf das betreffende Vorhaben im Einzelnen abgestimmt werden. Dazu ist es notwendig, eine koordinierte, effektive Produktentwicklung mit allen Kommunikationstechniken durchzufüh-ren, die dahinter stehende Organisationsstrategie sorgt für einen koordinierten Wissensbeitrag der beteiligten Abteilungen, was eine deutliche Zunahme der Wissensbreite bedeutet (EVERSHEIM 1996). Das bedeutet konkret, dass die Entscheidungsstruktur erst mit dem speziellen Fall der Produktentwicklung entsteht.
3.1.13.2 Aufgaben und Ziele
Das Parallel Engineering bezieht sich auf die Integration und Überlappung der Produkt- und Prozessentwicklungsphasen sowohl technischer als auch geschäftlicher Prozesse. Des Weite-ren bezieht das SE sowohl Mitarbeiter verschiedener Firmenabteilungen (Entwicklung/Design, Prozessentwicklung, Produktion, Einkauf, Marketing, etc.) als auch Angestellte von (strategi-schen) Lieferanten und Partnern mit ein. So werden alle Anforderungen, Einschränkungen und Fähigkeiten aller Gruppen zu einem frühen Zeitpunkt mit einbezogen. Als Resultat können die Markteintrittszeit, Produkt- und Prozessqualität, die Entwicklungs- und Produktionskosten deutlich verbessert werden. Um den Produktentwicklungsprozess zu beschleunigen, paralleli-siert das Simultaneous Engineering die Vorgänge des Entwicklungsprojekts. Im Gegensatz zur sequentiellen Abarbeitung der einzelnen Entwicklungsschritte („Wasserfallmodell“, „Over the

Analyse der Einsatzpotenziale von SCM-Reorganisationsmaßnahmen Seite 79
Wall Approach“) versucht SE unabhängige Vorgänge gleichzeitig durchzuführen und voneinan-der abhängige Vorgänge so weit als möglich überlappen zu lassen. Ziel des Simultaneous Engineering ist vor allem eine deutliche Verkürzung der Entwicklungszeiten. In der betrieblichen Praxis werden Einsparungen bis zu 50 % erreicht (EVERSHEIM 1996). Zugleich soll die inten-sive Zusammenarbeit der betroffenen Unternehmensfunktionen sowie die verstärkte Kommuni-kation aber auch die Qualität des Entwicklungsprozesses erhöhen. Auch unternehmensexterne Partner können in das Simultaneous Engineering einbezogen werden.
3.1.13.3 Anforderungen
Für eine konsequente Umsetzung der parallelen Ausführung der Teilprozesse im Sinne des Simultaneous Engineering muss der Informationsumsatz parallelisiert werden. Beispielsweise sind für die einzelnen Phasen der Produktentwicklung und der Montageplanung (jeweils vom Abstrakten zum Konkreten) definierte Informationsschnittstellen zu erzeugen, die den Ergebnis-stand der Teillösungsprozesse ausnutzen. Somit werden die Stärken der etablierten Abläufe eingebunden in den Prozess der simultanen Produkt- und Montageplanung. Beispielsweise sollten montagerelevante Informationen (montagegerechte Konstruktion) nicht nur in der Kon-struktionsabteilung bereichsintern einfließen, sondern auch zu einem frühen Zeitpunkt be-reichsübergreifend ausgetauscht und umgesetzt werden.

Seite 80 Erstellung eines Referenzzielsystems für das SCM
4 Erstellung eines Referenzzielsystems für das SCM
Um die Ziele von Unternehmen einordnen zu können, wird im Anschluss an die Beschreibung der Reorganisationsmaßnahmen ein Referenzzielsystem für das SCM entwickelt. Durch dieses Zielsystem sollen Unternehmen die Ziele, die sie mit der Durchführung von Reorganisations-maßnahmen des SCM verfolgen, unternehmensspezifisch gewichten können. Dazu werden zunächst Unternehmensziele aus dem Bereich SCM zusammengestellt und anschließend durch eine Differenzierung in Ober- und Unterziele hierarchisch angeordnet.
Diese Zielhierarchie dient KMU zur Einordnung der mit der Durchführung verfolgten Ziele. Darüber hinaus lassen sich so Zusammenhänge zwischen den verschiedenen Zielen des SCM erkennen.
4.1 Erfassung von unternehmensspezifischen SCM-Zielen und deren hierarchische Einordnung
Die Rangordnung von Zielen erfordert die Unterscheidung von Ober-, Zwischen- und Unterzie-len. Das Oberziel bezeichnet die höchste Zielsetzung eines Unternehmens und weist eine hohe Komplexität auf. Dabei lässt sich das Oberziel nur über Zwischenstufen erreichen, d. h. aus dem Oberziel werden Unterziele abgebildet. Neben Unterzielen können auch Zwischenziele formuliert werden. Unterziele dienen der Erreichung von Zwischenzielen. Diese stellen das Mittel zur Erfüllung des Oberziels dar. Diese Differenzierung führt zu einer Zielhierarchie. Die Abbildung 4-1 zeigt das SCM-spezifische Zielsystem, das unter Beachtung der Zielhierarchie aufgebaut ist und nachfolgend beschrieben wird.
Umsatzmaximierung
Verbesserungder Preispolitik
Erhöhungder Logistik-
leistung
Reduzierung der Distri-
butionskosten
Kostenminimierung
Reduzierungder Bestands-
kosten
Kapazitäts-optimierung
Return on Investment (RoI)
Effizienz deseingesetzten
Kapitals
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
Verbesserungder Qualität des
Produkts
Umsatzmaximierung
Verbesserungder Preispolitik
Umsatzmaximierung
Verbesserungder Preispolitik
Erhöhungder Logistik-
leistung
Reduzierung der Distri-
butionskosten
Kostenminimierung
Reduzierungder Bestands-
kosten
Kostenminimierung
Reduzierungder Bestands-
kosten
Kapazitäts-optimierung
Return on Investment (RoI)
Effizienz deseingesetzten
Kapitals
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
Return on Investment (RoI)
Effizienz deseingesetzten
Kapitals
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
Verbesserungder Qualität des
Produkts
Abbildung 4-1: SCM spezifisches Zielsystem
Geht man bei der Formulierung des Zielsystems der Unternehmung vom Rationalprinzip aus und interpretiert man die Mittel-Zweck-Relation des erwerbswirtschaftlichen Prinzips dahinge-hend, dass der Unternehmer Kapital als Mittel zum Zweck des Einkommenserwerbs einsetzt, so ist daraus das Rentabilitätsstreben als Ziel der Unternehmung abzuleiten. Als (Kapital-) Rendite oder auch Rentabilität bezeichnet der Return on Investment (RoI) das gesamte investierte Kapital und den Umsatz im Verhältnis zum Gewinn (vgl. DICHTL et al. 1993, S. 1819):
KU
UGRoI *= mit )( 0KUG −= (1)

Erstellung eines Referenzzielsystems für das SCM Seite 81
mit G Gewinn
U Umsatz
K investiertes Kapital
K0 Kosten
RoI ist eine Kennzahl zur Analyse der Rentabilität. Sie kann als Grundlage für die Unterneh-menspolitik und Unternehmensstrategie dienen. RoI eignet sich als Oberziel besonders gut, da alle wichtigen Faktoren wie Umsatz, Kapital und Kosten, die den unternehmerischen Erfolg stark beeinflussen, mitberücksichtigt werden. Betrachtet man die Definition des RoI, so findet man alle diese Komponenten wieder. Die Gleichung 1 bildet auch die Grundlage für den weite-ren Aufbau des Zielsystems. Gemäß der Mittel-Zweck-Relation führen nun die Unterziele Umsatzmaximierung, Effizienz des eingesetzten Kapitals und Kostenminimierung zur Errei-chung des Oberziels RoI. Diese bilden die drei Säulen des Zielsystems und werden im Folgen-den einer näheren Betrachtung unterzogen.
4.1.1 Umsatzmaximierung Die Bedeutung des Umsatzstrebens eines Unternehmens resultiert daraus, dass in der Praxis die Umsatzentwicklung vielfach als Ausdruck für den Markterfolg herangezogen wird. Zudem versuchen zahlreiche Unternehmen, über einen möglichst großen Umsatz auch einen möglichst großen Gewinn zu erzielen. Um den Umsatz zu steigern, muss der Zulieferer die Kundenzufrie-denheit sicherstellen und die Kundenanforderungen erfüllen. Kundenanforderungen lassen sich in kostenorientierte, qualitätsorientierte und logistikleistungsorientierte Forderungen unterglie-dern (vgl. STICH 2002, S. 235). Aus Sicht des Zulieferers bedeutet dies, dass er eine Umsatz-steigerung durch „verbesserte Preispolitik“, „verbesserte Produktqualität“ und „verbesserte Logistikleistung“ erzielen kann (vgl. Abbildung 4-2). Dabei ist zu erwähnen, dass die Grundge-danken des SCM eine entscheidende Rolle bei der Herleitung dieses Zielsystems spielen. Der Produktpreis und die Produktqualität stellen jedoch keine SCM-spezifischen Ziele dar, sondern sind allgemeingültige Ziele jedes produzierenden Unternehmens. Die Preispolitik und die Produktqualität sind auch nicht Gegenstand der logistischen Gestaltung von Kunden-Lieferanten-Schnittstellen. Daher werden sie nicht weiter betrachtet. Sie sind jedoch unabding-bar für einen langfristigen unternehmerischen Erfolg (vgl. SCHÖNSLEBEN et al. 2003a, S. 13).
Die gesamte Betrachtung und Optimierung der logistischen Schnittstelle setzt voraus, dass die Planungsebenen zwischen den Partnern der Logistikkette verbunden sind. Dies ist jedoch erst dann möglich, wenn die Unternehmen die Ziele und Anforderungen der anderen Partner in der Wertschöpfungskette in ihrem eigenen Zielsystem mitberücksichtigen. Da hier das Zielsystem eines Lieferanten im Mittelpunkt steht, das später eine Entscheidungsunterstützung bei der Auswahl von Best Practices im Verhältnis zu seinen Kunden ermöglichen soll, muss der Liefe-rant die Wünsche und Ziele seiner Kunden in sein eigenes Zielsystem integrieren. Aus diesem Grund verfolgt der Lieferant das Ziel, durch Verbesserung der vom Kunden wahrgenommenen Logistikleistung eine Umsatzmaximierung zu erreichen. Der Kunde wird sich nur dann zur Zusammenarbeit bereit erklären, wenn er sich auf seinen Zulieferer verlassen kann und mit seiner Leistung zufrieden ist. Andernfalls kommt es zu Störungen entlang der gesamten Logis-tikkette und die Nutzenpotenziale des SCM wären nicht mehr realisierbar.
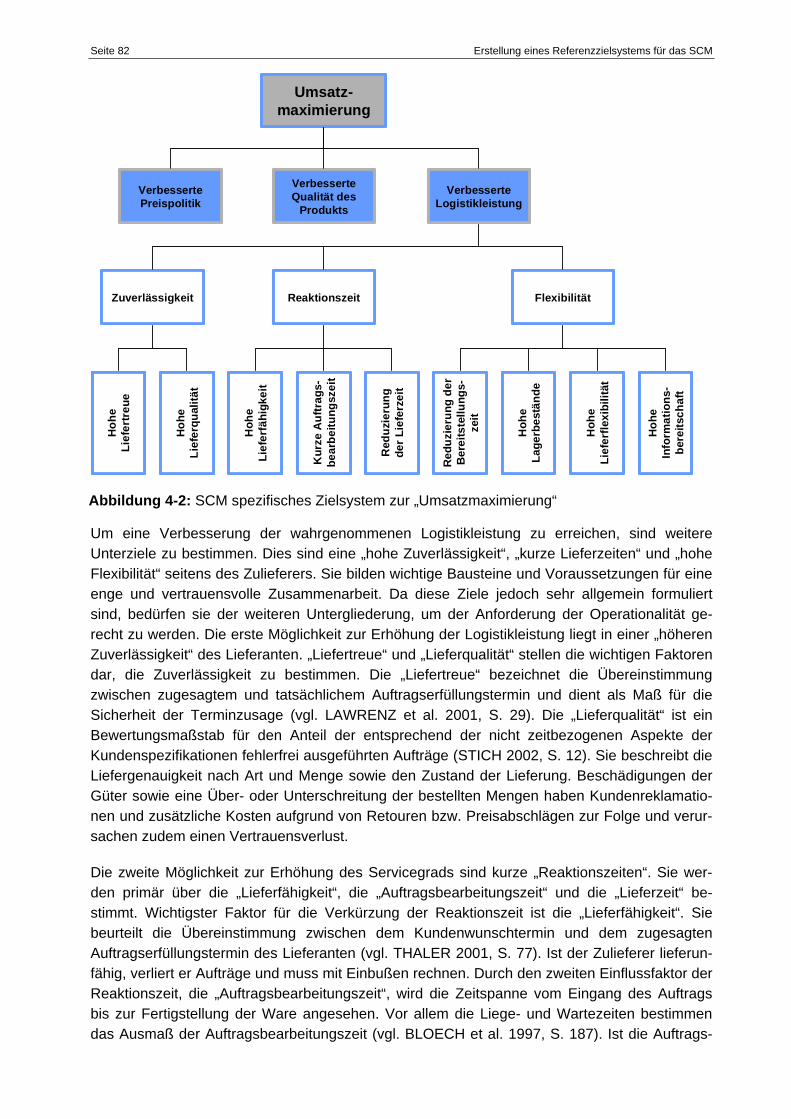
Seite 82 Erstellung eines Referenzzielsystems für das SCM
Umsatz-maximierung
Verbesserte Preispolitik
Verbesserte Logistikleistung
Zuverlässigkeit FlexibilitätReaktionszeitK
urze
Auf
trag
s-be
arbe
itung
szei
t
Hoh
e Li
efer
flexi
bilit
ät
Red
uzie
rung
der
Ber
eits
tellu
ngs-
zeit
Hoh
e Li
efer
fähi
gkei
t
Red
uzie
rung
de
r Lie
ferz
eit
Hoh
e In
form
atio
ns-
bere
itsch
aft
Hoh
e La
gerb
estä
nde
Hoh
e Li
efer
qual
ität
Hoh
e Li
efer
treu
e
VerbesserteQualität des
Produkts
Umsatz-maximierung
Verbesserte Preispolitik
Verbesserte Logistikleistung
Zuverlässigkeit FlexibilitätReaktionszeitK
urze
Auf
trag
s-be
arbe
itung
szei
t
Hoh
e Li
efer
flexi
bilit
ät
Red
uzie
rung
der
Ber
eits
tellu
ngs-
zeit
Hoh
e Li
efer
fähi
gkei
t
Red
uzie
rung
de
r Lie
ferz
eit
Hoh
e In
form
atio
ns-
bere
itsch
aft
Hoh
e La
gerb
estä
nde
Hoh
e Li
efer
qual
ität
Hoh
e Li
efer
treu
e
Hoh
e Li
efer
qual
ität
Hoh
e Li
efer
treu
e
VerbesserteQualität des
Produkts
Abbildung 4-2: SCM spezifisches Zielsystem zur „Umsatzmaximierung“
Um eine Verbesserung der wahrgenommenen Logistikleistung zu erreichen, sind weitere Unterziele zu bestimmen. Dies sind eine „hohe Zuverlässigkeit“, „kurze Lieferzeiten“ und „hohe Flexibilität“ seitens des Zulieferers. Sie bilden wichtige Bausteine und Voraussetzungen für eine enge und vertrauensvolle Zusammenarbeit. Da diese Ziele jedoch sehr allgemein formuliert sind, bedürfen sie der weiteren Untergliederung, um der Anforderung der Operationalität ge-recht zu werden. Die erste Möglichkeit zur Erhöhung der Logistikleistung liegt in einer „höheren Zuverlässigkeit“ des Lieferanten. „Liefertreue“ und „Lieferqualität“ stellen die wichtigen Faktoren dar, die Zuverlässigkeit zu bestimmen. Die „Liefertreue“ bezeichnet die Übereinstimmung zwischen zugesagtem und tatsächlichem Auftragserfüllungstermin und dient als Maß für die Sicherheit der Terminzusage (vgl. LAWRENZ et al. 2001, S. 29). Die „Lieferqualität“ ist ein Bewertungsmaßstab für den Anteil der entsprechend der nicht zeitbezogenen Aspekte der Kundenspezifikationen fehlerfrei ausgeführten Aufträge (STICH 2002, S. 12). Sie beschreibt die Liefergenauigkeit nach Art und Menge sowie den Zustand der Lieferung. Beschädigungen der Güter sowie eine Über- oder Unterschreitung der bestellten Mengen haben Kundenreklamatio-nen und zusätzliche Kosten aufgrund von Retouren bzw. Preisabschlägen zur Folge und verur-sachen zudem einen Vertrauensverlust.
Die zweite Möglichkeit zur Erhöhung des Servicegrads sind kurze „Reaktionszeiten“. Sie wer-den primär über die „Lieferfähigkeit“, die „Auftragsbearbeitungszeit“ und die „Lieferzeit“ be-stimmt. Wichtigster Faktor für die Verkürzung der Reaktionszeit ist die „Lieferfähigkeit“. Sie beurteilt die Übereinstimmung zwischen dem Kundenwunschtermin und dem zugesagten Auftragserfüllungstermin des Lieferanten (vgl. THALER 2001, S. 77). Ist der Zulieferer lieferun-fähig, verliert er Aufträge und muss mit Einbußen rechnen. Durch den zweiten Einflussfaktor der Reaktionszeit, die „Auftragsbearbeitungszeit“, wird die Zeitspanne vom Eingang des Auftrags bis zur Fertigstellung der Ware angesehen. Vor allem die Liege- und Wartezeiten bestimmen das Ausmaß der Auftragsbearbeitungszeit (vgl. BLOECH et al. 1997, S. 187). Ist die Auftrags-

Erstellung eines Referenzzielsystems für das SCM Seite 83
bearbeitungszeit kurz, so kann der Lieferant seine Reaktionszeit erheblich reduzieren. Letztlich führt auch die Verkürzung der Lieferzeit zur Erfüllung dieses Ziels, da sie die Zeitspanne zwi-schen Eingang des Kundenauftrags und der Verfügbarkeit der Ware beim Kunden umfasst. Sie ist kaufentscheidender Faktor für den Kunden, sofern es dem Zulieferer gelingt, die Lieferzeit der Wettbewerber zu unterbieten (vgl. STICH 2002, S. 11).
Die dritte Möglichkeit zur Steigerung des Servicegrads ist die erhöhte „Flexibilität“. Unter Flexibi-lität versteht man die Anpassung der Leistungserstellung von Unternehmen an veränderte Umweltsituationen (vgl. TEMPELMEIER et al. 1992, S. 146). Eine hohe Flexibilität wird durch die „Reduzierung der Bereitstellungszeit“, „hohen Lagerbeständen“, einer „hohen Lieferflexibili-tät“ und einer „hohen Informationsbereitschaft“ erreicht. Die „Bereitstellungszeit“ umfasst die Zeit vom Auftragseingang bis zur Bereitstellung der Ware für den Transport. Insbesondere bei einer dezentralen Lagerung von Fertigwaren kann sich die Bereitstellungszeit erhöhen, wenn Kunden Waren bestellen, die nicht in dem für sie bestimmten Lager vorrätig sind und aus einem anderen Lager bereitgestellt werden müssen. Je kürzer diese Zeit ist, desto schneller kann ein Unternehmen auf veränderte Bedingungen und damit auf Kundenwünsche reagieren. „Hohe Lagerbestände“ dienen dazu, Out-of-Stock-Situationen zu vermeiden. Out-of-Stock beschreibt einen Zustand, in dem das Unternehmen nicht über genügend Waren verfügt, um die Nachfra-ge zu erfüllen bzw. um die eigene Leistungserstellung sicherzustellen. Eine solche Situation kann unter Umständen dazu führen, dass der Zulieferer Marktanteile verliert, weil seine Kunden ihren Bedarf bei den Konkurrenten decken werden. Hohe Lagerbestände minimieren das Risiko, lieferunfähig zu werden. Durch ausreichend hohe Lagerbestände kann der Lieferant seine Flexibilität bewahren und eine bedarfsgerechte Lieferung seiner Kunden garantieren. Die „Lieferflexibilität“ bezeichnet die Fähigkeit eines Unternehmens, kurzfristigen Änderungen seitens der Kunden zu Produktspezifikationen, Menge und/oder Terminen möglichst kosten-günstig zu entsprechen. Sie trägt ebenfalls zu einer Erhöhung der Gesamtflexibilität des Zuliefe-rers bei (vgl. STICH 2002, S. 12). Eine weitere Möglichkeit zur Erhöhung der Flexibilität besteht in der „Erhöhung der Informationsbereitschaft.“ Die Informationsbereitschaft von Unternehmen liegt in der Fähigkeit, Kundenanforderungen schnell und genau beantworten zu können (vgl. SCHULTE 1999, S. 8). Informationswünsche der Kunden können sich beispielsweise auf Liefermöglichkeiten, dem Stand eines Auftrages oder auf Reklamationen bei Fehllieferungen beziehen.
Die bisherigen Erläuterungen haben verdeutlicht, dass durch die Erhöhung des Servicegrads der Umsatz maximiert werden kann. Eine Umsatzmaximierung ist aber auch durch die „Erhö-hung des Marktanteils“ möglich. Marktanteile können durch eine „hohe Produktqualität“ vergrö-ßert werden.
4.1.2 Effizienz des eingesetzten Kapitals Unternehmen, die Leistungen erstellen und verwerten, benötigen dafür Anlage- und Umlauf-vermögen. Um dieses bereitstellen und bereithalten zu können, müssen sie finanzielle Mittel in Form von Kapital aufbringen (vgl. HUMMEL et al. 1986, S. 174). Anlage- und Umlaufvermögen gehören somit zu den betriebsnotwendigen Vermögensgegenständen eines Unternehmens und beeinflussen die Effizienz des eingesetzten Kapitals (vgl. Abbildung 4-3). Die Wertedefinition des Anlage- und Umlaufvermögens erfolgt grundsätzlich nach dem Prinzip der Einzelbewertung (§252 I Nr. 3 HGB). Um eine Optimierung dieses Vermögens herbeizuführen, kommt es in erster Linie darauf an, die Kapitalbindungskosten zu reduzieren.

Seite 84 Erstellung eines Referenzzielsystems für das SCM
Effizienz des eingesetzten
Kapitals
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
MinimaleKapitalbindung
in Beständen
Minimale Kapitalbindungin Investitionen
Bes
tand
s-re
dukt
ion
Ger
inge
In
vest
ition
s-au
sgab
en
Effizienz des eingesetzten
Kapitals
Minimierung des Umlauf-vermögens
Minimierung des Anlage-vermögens
MinimaleKapitalbindung
in Beständen
Minimale Kapitalbindungin Investitionen
Bes
tand
s-re
dukt
ion
Ger
inge
In
vest
ition
s-au
sgab
en
Abbildung 4-3: Zielsystem „Effizienz des eingesetzten Kapitals“
Unter Kapitalbindungskosten wird ein entgangener Nutzen verstanden (Opportunitätskosten), der aus der Bindung von Kapital für die Aufrechthaltung des betriebsnotwendigen Vermögens entsteht. Die Berechnung der Kapitalbindungskosten erfolgt dabei unter Einbeziehung der Komponenten Menge und Wert der Vermögensgegenstände, Zeit (Kapitalbindungsdauer) und Zinssatz (STICH 2002, S. 311). Im Bereich des Anlagevermögens führen geringe Investitions-ausgaben zu einer Reduzierung der Kapitalbindungskosten. Je niedriger die Investitionsausga-ben sind, desto kleiner werden die Kapitalbindungskosten. Gleiches gilt für die Kapitalbin-dungsdauer: je geringer die Kapitalbindungsdauer, desto geringer werden die Kapitalbindungs-kosten. Die Zinssätze werden hier vernachlässigt, weil diese oft vorgegeben und somit nicht über Best Practices des SCM beeinflussbar sind. Für die Erschließung von Rationalisierungspo-tenzialen sind vor allem kurzfristig gebundene Kapitalanteile (Umlaufvermögen), wie z. B. Bestände, interessant. Durch Bestandsoptimierung wird eine passende Strategie oder Maß-nahme zur Bestandreduzierung ermittelt (vgl. SCHULTE 1999, S. 405f). Jedoch kommt es dabei zu einem Zielkonflikt im SCM. Auf der einen Seite wird die Versorgungssicherung einer Unternehmung durch hohe Lagerbestände verfolgt, um die Flexibilität und damit die Erhöhung des Servicegrads sicherzustellen. Auf der anderen Seite wird durch die Reduzierung von Vorräten nach Reduktion der Kapitalbindung gestrebt. Die isolierte Optimierung dieser beiden strategischen Grundhaltungen beinhaltet Konfliktpotenzial. So geht eine Bestandsreduzierung zu Lasten der Versorgungssicherheit und des Servicegrads. Sie führt im Extremfall zu Out-of-Stock-Situationen. Einen Ausweg aus diesem Zielkonflikt bietet im Entscheidungsmodell die Zielgewichtung. Der Lieferant muss sich entscheiden, welchem Ziel er eine höhere Gewichtung zuordnet. Misst er dem Servicegrad eine größere Bedeutung bei, so muss er u. U. mehr Kosten (Kapitalbindungskosten) in Kauf nehmen. Steht für ihn jedoch die Reduzierung von Kapitalbin-dungskosten im Vordergrund, so wird wahrscheinlich sein Servicegrad sinken.

Erstellung eines Referenzzielsystems für das SCM Seite 85
4.1.3 Kostenminimierung Die dritte Säule des hier aufgestellten SCM-spezifischen Zielsystems stellt die Kostenminimie-rung dar. Sie beinhaltet die „Bestandskostensenkung“, die „Reduzierung der Distributionskos-ten“ und die „Optimierung der Kapazitäten“ (vgl. Abbildung 4-4).
Kosten-minimierung
Reduzierung der Bestandskosten
Kapazitäts-optimierung
MinimaleKapitalbindungs-
kosten
Optimierung des Warenbestands
Hohe Kapazitäts-auslastung
Geringe Transportkosten
Hoh
e Pr
ogno
se-
gena
uigk
eit
Verm
eidu
ng v
on
Fehl
liefe
rung
en
Hoh
e Tr
ansp
ort-
volu
men
Kur
ze
Tran
spor
tweg
e
Aus
schö
pfen
der
Pr
oduk
tions
-ka
pazi
täte
n
Kur
ze
Dur
chla
ufze
iten
Ger
inge
rLa
gerb
esta
nd
Ger
inge
La
gerk
oste
n
Reduzierung derDistributions-
kosten
Kosten-minimierung
Reduzierung der Bestandskosten
Kapazitäts-optimierung
MinimaleKapitalbindungs-
kosten
Optimierung des Warenbestands
Hohe Kapazitäts-auslastung
Geringe Transportkosten
Hoh
e Pr
ogno
se-
gena
uigk
eit
Verm
eidu
ng v
on
Fehl
liefe
rung
en
Hoh
e Tr
ansp
ort-
volu
men
Kur
ze
Tran
spor
tweg
e
Aus
schö
pfen
der
Pr
oduk
tions
-ka
pazi
täte
n
Kur
ze
Dur
chla
ufze
iten
Ger
inge
rLa
gerb
esta
nd
Ger
inge
La
gerk
oste
n
Reduzierung derDistributions-
kosten
Abbildung 4-4: Zielsystem „Kostenminimierung“
Die „Bestandskosten“ umfassen die Kosten, die in direktem Zusammenhang mit den im Unter-nehmen gelagerten Halbfabrikaten und Fertigerzeugnissen anfallen (vgl. BLOECH et al. 1997, S. 83). Sie beinhalten zum einen die Kapitalbindungskosten zur Finanzierung der Bestände. Die Kapitalbindungskosten werden zuerst direkt von der Höhe der „Lagerbestände“ beeinflusst. Das in den Lagerbeständen gebundene Vermögen eines Unternehmens kann keiner anderen Verwendung zugeführt werden und verursacht zudem laufende Kosten durch Zinszahlungen für Kredite (vgl. MICHLER 1992, S. 19). Zum anderen fallen durch hohe Lagerbestände Kosten für die Lagerung an, die ebenfalls zu einer Steigerung der Kapitalbindungskosten führen. Die „Lagerhaltungskosten“ sind abhängig von der Lagerbestandsmenge, dem Lagerbestandswert und der Dauer der Bevorratung. Sie setzen sich zusammen aus Raumkosten, Lagerbewirt-schaftungskosten sowie sonstigen Kosten (vgl. WERNER 2002, S. 154).
Die zweite Möglichkeit zur Minimierung der Bestandskosten liegt in der „Optimierung des Warenbestands“. Vor allem eine hohe Prognosegenauigkeit kann zur Erreichung dieses Ziels führen. Eine hohe Prognosegenauigkeit kommt erst dann zustande, wenn die Zulieferer durch Informationsaustausch mit den Kunden und Partnern eine gemeinsame Planung vornehmen. In diesem Fall kann der zukünftige Bedarf besser vorhergesagt werden, da die Unternehmen auf gemeinsame Daten zugreifen und so vor unerwarteten Risiken und Marktentwicklungen gesi-chert sind.

Seite 86 Erstellung eines Referenzzielsystems für das SCM
Die „Distributionskosten“ bergen aufgrund ihres hohen Anteils an den Gesamtkosten Kosten-senkungspotenziale. Die Distribution befasst sich mit allen physischen, dispositiven und admi-nistrativen Prozessen der Warenverteilung von einem Industrie- oder Handelsunternehmen zur nachgelagerten Wirtschaftsstufe, bzw. zum Konsumenten (vgl. GABLER 1998, S. 83). Ziel ist es dabei, die richtige Ware zum richtigen Zeitpunkt am richtigen Ort in der richtigen Menge und Qualität bereitzustellen. In der Distributionsplanung sollen die Absatzwege optimal gewählt werden, wobei gleichzeitig anfallende Kosten möglichst reduziert werden sollen. Die Möglichkei-ten, die zu einer optimalen Belieferung der Kunden und somit zur Erhöhung der Lieferzuverläs-sigkeit beitragen, wurden bereits unter dem Gesichtspunkt der Umsatzmaximierung behandelt. Folglich gilt im Bereich der Kostenminimierung die Aufmerksamkeit ausschließlich den „Trans-portkosten“, die einen großen Anteil an den Distributionskosten haben. Der Transport von Material und Waren dient der Überwindung räumlicher Distanzen und führt so zu einer Ortsver-änderung des Transportgutes. Vor allem im Hinblick auf den außerbetrieblichen Transport, der vom Lieferanten zum Kunden erfolgt, muss eine Reduzierung der Transportkosten angestrebt werden. „Transportwege“ und „Fehllieferungen“ stellen zwei Indikatoren dar, die die Höhe der Transportkosten im Wesentlichen bestimmen. Kurze Transportwege führen zu Zeiterspar-nissen, die Kostensenkungen herbeiführen, und reduzieren die anfallenden Transportneben-kosten. Die Vermeidung von Fehllieferungen bezieht sich auf die Art, Menge und Zustand der gelieferten Waren. Hohe Fehllieferungen verursachen neben den hohen Transportkosten auch zusätzliche Kosten aufgrund von Retouren und damit verbundenen Preisnachlässen. Verspäte-te oder unvollständige Lieferungen sind die Ursache für Fehlmengenkosten, worunter alle wirtschaftlich nachteiligen Konsequenzen verstanden werden, die durch die Nichteinhaltung vertraglich vereinbarter Lieferbedingungen entstehen (vgl. STICH 2002, S. 314f).
Das dritte Mittel zur Kostenminimierung ist die „Kapazitätsoptimierung“, die durch eine Verbes-serung der „Kapazitätsauslastung“ erreicht werden kann. Insbesondere die Kapazitäten im Bereich der Produktion und des Transports sind hier relevant. Jedes Unternehmen verfügt über Ressourcen zur Bearbeitung von Aufträgen. Die Kunden versuchen verstärkt, ihre eigenen Bestände zu senken, indem sie möglichst bedarfsgerecht in kurzen Abständen kleinere Mengen bestellen (vgl. SCHULTE 1999, S. 370). Dies zwingt den Zulieferer, Lieferstrategien zu finden, die eine hohe Lieferbereitschaft gewährleisten und gleichzeitig eine Ausschöpfung der Kapazi-täten ermöglichen. Da die Kunden immer kleinere Losgrößen verlangen, sind Strategien her-auszuarbeiten, die „hohe Transportvolumen“ garantieren und damit eine Nutzung der Kosten-senkungspotenziale zulassen. Ebenso tragen „kürzere Durchlaufzeiten“ der Produkte im Distri-butionssystem zu einer höheren Kapazitätsauslastung bei. Je kürzer die Durchlaufzeit ist, umso effizienter können Unternehmen auf Kundenwünsche eingehen. Der Zulieferer kann bei kurzen Durchlaufzeiten Aufträge sammeln und die Produktion mit kostenoptimalen Losgrößen ansto-ßen (vgl. BREYER et al. 2003, S. 3). Daraus resultieren eine bessere Kapazitätsauslastung und Planungsflexibilität.

Aufbau einer SCM-Unternehmenstypologie Seite 87
5 Aufbau einer SCM-Unternehmenstypologie
Um der Tatsache Rechnung zu tragen, dass Produktionsunternehmen je nach Branche und Fertigungsart unterschiedliche Erwartungen bei der Realisierung von Reorganisationsmaßnah-men im Bereich des SCM haben, wird eine SCM-Unternehmenstypologie erstellt. Diese soll die typenspezifischen Zielsetzungen und Anforderungen an geeignete Reorganisationsmaßnahmen der Unternehmen berücksichtigen. Mittels eines morphologischen Merkmalsschemas sollen sich Produktionsunternehmen nun eindeutig einem bestimmten Typ zuordnen können.
5.1 Entwicklung eines morphologischen Merkmalsschemas zur Typologisierung von Unternehmen hinsichtlich des Bereiches des SCM
Zur Beschreibung von Unternehmen in Produktionsnetzwerken ist es nötig, die realen Erschei-nungsformen hinsichtlich der wesentlichen Strukturen zu verdichten. Ziel ist es, mit Hilfe einer sinnvollen Auswahl von Merkmalen, die aus den Einflussgrößen auf die Logistik eines Unter-nehmens im Produktionsnetzwerk abgeleitet werden, eine Typologie für Unternehmen in Pro-duktionsnetzwerken empirisch-analytisch zu ermitteln.
5.1.1 Grundlagen der Typologisierung Die so genannte Typenbildung ist eine Methode, die durch einen Verdichtungs- und Abstrakti-onsprozess vielfältige „reale Erscheinungsformen eines Untersuchungsbereichs im Hinblick auf ein Untersuchungsziel (...) in eine Ordnung bringt“ (GROSSE-OETRINGHAUS 1974, S.36). Die Typenbildung ist eine terminologisch-deskriptive Aktivität, bei der zwei grundsätzliche Möglich-keiten zur Typenbildung bestehen.
Nach HIRTH (1990, S. 209ff) kann die Typenbildung zum einen über die sachlogische Herlei-tung und zum anderen über statistische Methoden erfolgen. Die sachlogische Herleitung von Typen erfolgt nach TIETZ (1960, S. 14ff.) durch Konstruktion oder durch Intuition. Bei der Konstruktion gelangt man ausgehend von sinnvollen Kombinationen von Merkmalen zur Ty-penbildung, während man bei der Intuition von bereits existierenden Typen ausgeht und diese entsprechenden Merkmalsausprägungen zuordnet (vgl. HILLEBRAND 2002, S. 63f).
Das Ziel der statistischen Methoden ist die Identifizierung von homogenen Gruppen von Objek-ten aus einer heterogenen Auswahl. Die multivariaten Analysemethoden können in strukturveri-fizierende Methoden und strukturidentifizierende Methoden eingeteilt werden (vgl. Abbildung 5-1). Strukturverifizierende Methoden bestätigen angenommene Abhängigkeiten zwischen Variabeln. Die Anwendung dieser Methoden ist sinnvoll, wenn die Abhängigkeit spezifischer Variabeln auf sachlogischen Ableitungen beruht. Diese Methoden können dann zur empirischen Überprüfung theoretischer Ergebnisse herangezogen werden. Zu den strukturprüfenden Me-thoden gehören die Regressionsanalyse, die Varianzanalyse, die Diskriminanzanalyse, die Kontingenzanalyse, die logistische Regression sowie Strukturgleichungsmodelle zur Analyse komplexer Ursache-Wirkungs-Zusammenhänge und das Conjoint-Measurement zur Bestim-mung von Präferenzstrukturen.
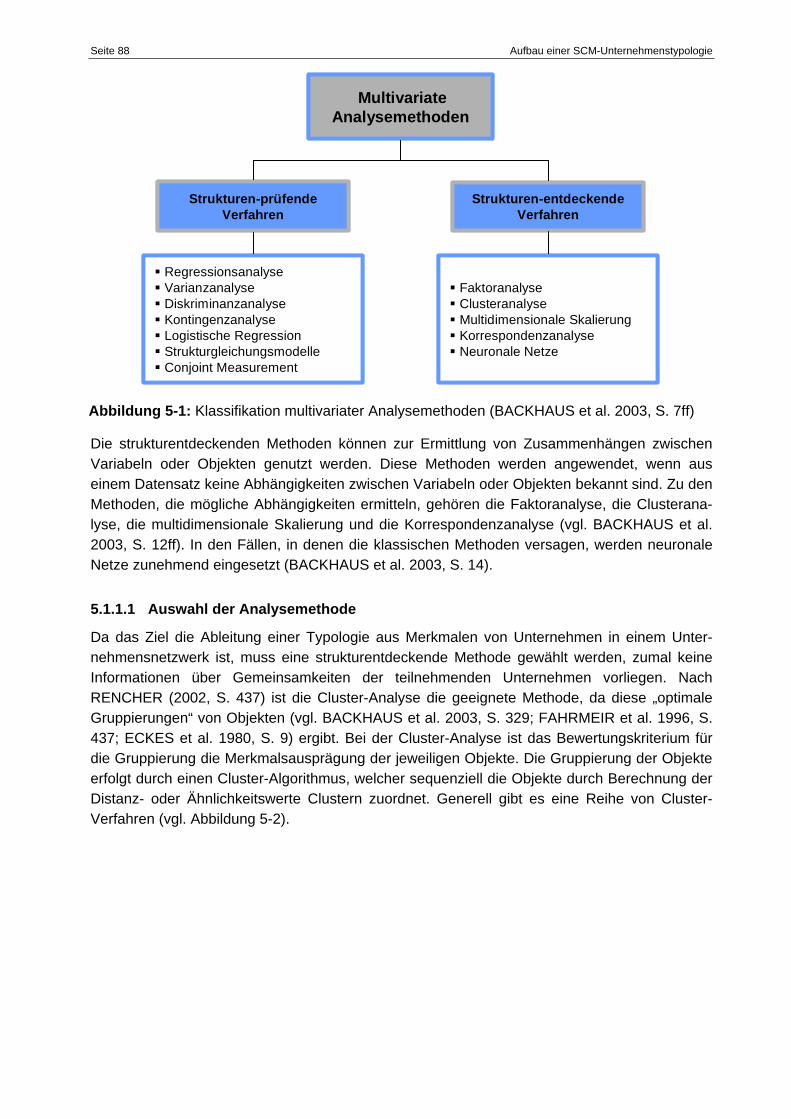
Seite 88 Aufbau einer SCM-Unternehmenstypologie
RegressionsanalyseVarianzanalyseDiskriminanzanalyseKontingenzanalyseLogistische RegressionStrukturgleichungsmodelleConjoint Measurement
FaktoranalyseClusteranalyseMultidimensionale SkalierungKorrespondenzanalyseNeuronale Netze
MultivariateAnalysemethoden
Strukturen-prüfendeVerfahren
Strukturen-entdeckendeVerfahren
RegressionsanalyseVarianzanalyseDiskriminanzanalyseKontingenzanalyseLogistische RegressionStrukturgleichungsmodelleConjoint Measurement
FaktoranalyseClusteranalyseMultidimensionale SkalierungKorrespondenzanalyseNeuronale Netze
MultivariateAnalysemethoden
Strukturen-prüfendeVerfahren
Strukturen-entdeckendeVerfahren
Abbildung 5-1: Klassifikation multivariater Analysemethoden (BACKHAUS et al. 2003, S. 7ff)
Die strukturentdeckenden Methoden können zur Ermittlung von Zusammenhängen zwischen Variabeln oder Objekten genutzt werden. Diese Methoden werden angewendet, wenn aus einem Datensatz keine Abhängigkeiten zwischen Variabeln oder Objekten bekannt sind. Zu den Methoden, die mögliche Abhängigkeiten ermitteln, gehören die Faktoranalyse, die Clusterana-lyse, die multidimensionale Skalierung und die Korrespondenzanalyse (vgl. BACKHAUS et al. 2003, S. 12ff). In den Fällen, in denen die klassischen Methoden versagen, werden neuronale Netze zunehmend eingesetzt (BACKHAUS et al. 2003, S. 14).
5.1.1.1 Auswahl der Analysemethode
Da das Ziel die Ableitung einer Typologie aus Merkmalen von Unternehmen in einem Unter-nehmensnetzwerk ist, muss eine strukturentdeckende Methode gewählt werden, zumal keine Informationen über Gemeinsamkeiten der teilnehmenden Unternehmen vorliegen. Nach RENCHER (2002, S. 437) ist die Cluster-Analyse die geeignete Methode, da diese „optimale Gruppierungen“ von Objekten (vgl. BACKHAUS et al. 2003, S. 329; FAHRMEIR et al. 1996, S. 437; ECKES et al. 1980, S. 9) ergibt. Bei der Cluster-Analyse ist das Bewertungskriterium für die Gruppierung die Merkmalsausprägung der jeweiligen Objekte. Die Gruppierung der Objekte erfolgt durch einen Cluster-Algorithmus, welcher sequenziell die Objekte durch Berechnung der Distanz- oder Ähnlichkeitswerte Clustern zuordnet. Generell gibt es eine Reihe von Cluster-Verfahren (vgl. Abbildung 5-2).

Aufbau einer SCM-Unternehmenstypologie Seite 89
Clusterverfahren
hierarchischeVerfahren
partitionierendeVerfahren
Optimierungs-verfahren
graphentheoretische Verfahren
agglomerativeVerfahren
divisiveVerfahren
Austausch-Verfahren
Iteriertes Minimal-distanzverfahren
Single-Linkage WardComplete-
LinkageAverage-Linkage Centroid Median
Clusterverfahren
hierarchischeVerfahren
partitionierendeVerfahren
Optimierungs-verfahren
graphentheoretische Verfahren
agglomerativeVerfahren
divisiveVerfahren
Austausch-Verfahren
Iteriertes Minimal-distanzverfahren
Austausch-Verfahren
Iteriertes Minimal-distanzverfahren
Single-Linkage WardComplete-
LinkageAverage-Linkage Centroid Median
Abbildung 5-2: Cluster-Verfahren (vgl. BACKAUS et al. 2003, S. 499)
Nach BACKHAUS sind die partitionierenden und hierarchischen Verfahren die praktikabelsten, wenn mehrere Variabeln gleichzeitig bei der Generierung von Clustern berücksichtigt werden müssen (vgl. BACKHAUS et al. 2003, S. 499f). Daneben gibt es noch die graphentheoretischen Verfahren und die Optimierungsverfahren. Daher werden nachfolgend nur die partitionierenden und hierachischen Verfahren beschrieben. Die partitionierenden Verfahren starten mit einer gegebenen Gruppierung und optimieren die Cluster durch Austausch von Objekten zwischen den Gruppen. Partitionierende Verfahren generieren oft lokale und nicht globale Optima (vgl. BACKAUS et al. 2003, S. 501). Zudem ist die Initialgruppierung oft subjektiv begründet und das kann das Ergebnis der Cluster-Analyse stark beeinflussen. Daher werden partitionierende Verfahren nicht zur Typenbildung angewandt.
Hierarchische Verfahren können wiederum in divisive und agglomerative Verfahren unterteilt werden. Divisive Verfahren starten mit einem Cluster, der alle Objekte enthält und teilen jeden Cluster sequenziell jeweils wieder in zwei Cluster. Das letzte Ergebnis des divisiven Ansatzes ist, dass jedes Objekt einen eigenen Cluster bildet. Daher steigt die Homogenität der Cluster mit jeder Teilung kontinuierlich an. Agglomerative Verfahren beginnen mit der Verteilung der Objek-te in separate Cluster und verbinden diejenigen miteinander, die am engsten zusammen ste-hen. Die Anzahl der Cluster nimmt zunehmend ab, während ihre Größe zunimmt bis alle Objek-te zu einem Cluster zusammengefasst sind. Die Homogenität der Cluster nimmt mit jedem Iterationsschritt ab. Sowohl bei den divisiven Verfahren, als auch bei den agglomerativen Verfahren muss eine Entscheidung über die optimale Anzahl der Cluster getroffen werden. In der Praxis werden divisive Verfahren kaum angewendet, da agglomerative Verfahren Ergebnis-se mit größerer Signifikanz liefern (vgl. RENCHER 2002, S. 455; BACKAUS et al. 2003, S. 500). Aufgrund der besseren Nachverfolgbarkeit wird hier ein agglomerativer Ansatz gewählt.
Die in Abbildung 5-2 aufgeführten agglomerativen Cluster-Verfahren unterscheiden sich haupt-sächlich in den Distanz- oder Ähnlichkeitsmaßen und in den Kriterien, wie die Objekte und Cluster zusammengeführt werden. Der Ward-Algorithmus unterscheidet sich grundlegend von den übrigen agglomerativen Verfahren. Anstelle der Gruppierung von zwei Clustern mit der kleinsten Distanz, gruppiert der Ward-Algorithmus diejenigen Cluster, die ein gegebenes Hete-rogenitätsmaß maximieren. Ziel des Ward-Algorithmus ist es, die Objekte zu gruppieren, die die kleinste Varianz innerhalb des Clusters aufweisen. Daher kann der Ward-Algorithmus auch als

Seite 90 Aufbau einer SCM-Unternehmenstypologie
Varianz-Optimierungs-Algorithmus angesehen werden. Die Ergebnisse des Ward-Algorithmus sind im Gegensatz zu den übrigen agglomeraten Verfahren heterogenere Gruppen von Objek-ten (vgl. BACKAUS et al. 2003, S. 511; ECKES et al. 1980, S. 74). Daher wird im Folgenden der Ward-Algorithmus zur Typenbildung herangezogen.
5.1.1.2 Voraussetzungen für die Durchführung
Bei mathematisch statistischen Methoden, wie der Cluster-Analyse, müssen alle gesammelten Informationen quantitativ messbar sein. Die Daten werden durch Fragebögen erhoben und die Textdaten, wie z. B. Merkmalsausprägungen, müssen in numerische Variablen konvertiert werden, um die mathematisch statistische Analyse durchführen zu können. Eine weitere wichti-ge Voraussetzung ist das Vorliegen einer signifikanten Anzahl von Fällen (z. B. Unternehmen). Dies ist häufig das Haupthindernis zur Durchführung einer mathematisch statistischen Analyse. Für diese Typologisierung liegen 41 Daten von Unternehmen vor. Diese Anzahl ist ausreichend für die Durchführung der Cluster-Analyse.
5.1.2 Bestimmung der Einflussgrößen des Lieferanten und der Kunden-Lieferanten-Schnittstelle
Eine einheitliche Beschreibung von Einflussgrößen, die zur Bestimmung von Typen herangezo-gen werden, existiert nicht. Die Auswahl der Einflussgrößen hängt vom Verwendungszusam-menhang und vom Untersuchungsbereich ab. Die Einflussgrößen sollen die logistischen Merk-male der Kunden-Lieferanten-Schnittstelle beschreiben, die über einen Zeitraum von mindes-tens sechs Monaten konstant bleiben. Für die Auswahl der Einflussgrößen wird die Definition der Logistik herangezogen, welche die Planung, Umsetzung und Kontrolle des Material- und Informationsflusses von der Beschaffung der Rohmaterialien und Betriebsstoffe über die Pro-duktion und Lagerung der Güter bis hin zur Distribution der fertigen Ware beim Endkunden beinhaltet (vgl. STICH 2002, S. 3f). Im Betrachtungsbereich von besonderer Bedeutung ist das logistische Ziel, das richtige Produkt in der richtigen Menge am richtigen Ort zur richtigen Zeit beim richtigen Kunden zu den richtigen Kosten bereitstellen zu können (vgl. HIEBER 2002, S. 30). Darüber hinaus beinhaltet das Konzept der industriellen Logistik die fünf Elemente Be-schaffungslogistik, Produktionslogistik, Distributionslogistik, Entsorgungslogistik und Informati-onslogistik. Die gegenseitigen Beziehungen zwischen diesen Elementen muss sowohl innerhalb eines Unternehmens als auch im überbetrieblichen Zusammenhang berücksichtigt werden. In einer derart weit gefassten Betrachtung der Logistik beeinflusst eine Vielzahl von Einflussgrö-ßen die Gestaltung der Kunden-Lieferanten-Schnittstelle eines Unternehmens. Eine systemati-sche Vorgehensweise zur Bestimmung der relevanten Einflussgrößen ist somit sehr komplex und schwierig, da auf der einen Seite die Anzahl der Einflussgrößen beschränkt und auf der anderen Seite ein breites Spektrum an relevanten Faktoren abgedeckt werden muss. Daher werden im ersten Schritt die in der Literatur genannten relevanten Faktoren gesammelt (z. B. COYLE et al. 1996, GOURDIN 2001, HIEBER 2002, RUSHTON et al. 2000, STICH 2002, SCHÖNSLEBEN 2000, SIMCHI-LEVI et al. 2000). Die Strukturierung dieser Faktoren ergibt, dass die potenziellen Einflussquellen in drei Hauptkategorien eingeteilt werden können (vgl. Abbildung 5-3). Diese sind:
1. das Unternehmen,
2. das Produktionsnetzwerk und
3. die Kunden-Lieferanten-Schnittstelle.

Aufbau einer SCM-Unternehmenstypologie Seite 91
Aus den Einflussgrößen werden im Folgenden die Merkmale abgeleitet, die das Unternehmen im Unternehmensnetzwerk beschreiben. Aufgrund der hohen Anzahl an Merkmalen wird dann eine Auswahl der Merkmale vorgenommen, die vor dem Hintergrund dieses Projekts besonders relevant sind.
5.1.2.1 Unternehmensbezogene Merkmale
Um im globalen Wettbewerb bestehen zu können, ist es für Unternehmen wichtig, dass sie eine Unternehmensstrategie entwickeln, die ihnen Wettbewerbsvorteile sichert. Dies geschieht über einen Abgleich der Kundenanforderungen des jeweiligen Kundensegments mit den eigenen Geschäftsprozessen. Heutzutage ist die Kundenzufriedenheit das wichtigste logistische Ziel. Die Ausrichtung aller Aktivitäten auf den Markt ist unumgänglich geworden. Diese Vorausset-zung wird von der Annahme abgeleitet, dass alle Fähigkeiten, Ressourcen und Prozesse dem Ziel der Kundenzufriedenheit untergeordnet werden sollten. Langfristig werden nur solche Unternehmen in einer Marktwirtschaft überleben, die sich kontinuierlich den Kundenanforderun-gen anpassen. Daher sollte ein Unternehmen so geführt werden, dass es seine Konkurrenzfä-higkeit im Markt behält (vgl. STEFFENHAGEN 2000, S. 59).
Merkmale der Netzwerk-
Konfiguration
Merkmale derNetzwerk-
Kollaboration
Merkmale der Netzwerk-
Koordination
Kategoriender Einfluss-
grössen
Unter-nehmen
Kunden-Lieferanten-Beziehung
Produktions-netzwerk
Merkmale der Kunden-Lieferanten-
Konfiguration
Merkmale der Kunden-Lieferanten-
Kollaboration
Merkmale der Kunden-Lieferanten-
Koordination
logistikrelevanteMerkmale der
Produktion
logistikrelevante Merkmale
des Markteslogistikrelevante Merkmale
des Produkts
Merkmale der Netzwerk-
Konfiguration
Merkmale derNetzwerk-
Kollaboration
Merkmale der Netzwerk-
Koordination
Kategoriender Einfluss-
grössen
Unter-nehmen
Kunden-Lieferanten-Beziehung
Produktions-netzwerk
Merkmale der Kunden-Lieferanten-
Konfiguration
Merkmale der Kunden-Lieferanten-
Kollaboration
Merkmale der Kunden-Lieferanten-
Koordination
logistikrelevanteMerkmale der
Produktion
logistikrelevante Merkmale
des Markteslogistikrelevante Merkmale
des Produkts
Abbildung 5-3: Klassifikationsmodell für logistische Einflussgrößen
Ein kundenorientierter Markt wird über die drei Elemente Produkt, Kunde und Marktregion bestimmt. Daher muss eine marktorientierte Strategie folgende Fragen beantworten können:
1. Welches Produkt soll verkauft werden?
2. Welches Kundensegment soll das Produkt ansprechen?

Seite 92 Aufbau einer SCM-Unternehmenstypologie
3. In welcher Region soll das Produkt verkauft werden?
Die Anforderungen, die aus diesen drei Fragen resultieren, definieren das Hauptziel des Unter-nehmens. Auch wenn dieser Ansatz zunächst sehr an die Marketing-Lehre anknüpft, so muss doch klargestellt werden, dass Logistikentscheidungen „... cannot be made until management has decided upon an appropriate marketing strategy process organization” (COYLE et al. 1996, S. 20).
Als Konsequenz muss daher auch die Herleitung der logistischen Einflussgrößen mit der kun-denorientierten Marktstrategie des Unternehmens einhergehen (vgl. GOURDIN 2001, S.2; RUSHTON et al. 2000, S. 98, 127). Die Wertsteigerung der Logistik kommt hierbei sowohl dem Kunden als auch dem Unternehmensprofit zugute und trägt so zur langfristigen Wettbewerbsfä-higkeit bei. Eines der Hauptziele der Logistikgestaltung ist daher die Befriedigung der Kunden-bedürfnisse (vgl. RUSHTON et al. 2000, S. 108). Die Übernahme von Best Practices macht nur dann einen Sinn, wenn diese zur Befriedigung der Kundenbedürfnisse beiträgt (vgl. FONG 1998, S. 412). Daher können Best-Practice-Empfehlungen zur Ausgestaltung der Logistikpro-zesse nur für Unternehmen mit jeweils ähnlichen marktbezogenen Merkmalen gegeben wer-den.
Die klare Bestimmung logistischer Anforderungen für das gesamte Logistiksystem eines Unter-nehmens ist fast unmöglich, da verschiedene Produkte eines Unternehmens verschiedene Kundensegmente mit verschiedenen logistischen Anforderungen ansprechen. Daher müssen für die Typologisierung neben den kundenspezifischen Merkmalen auch die produktspezifi-schen Merkmale in Betracht gezogen werden. Die alleinige Betrachtung dieser Merkmale schließt jedoch die Produktion des Unternehmens aus. Die Merkmale der Produktion beschrei-ben die interne Charakteristik der Produktion. Da die Produktion die Waren für die unter-nehmensübergreifende Logistik bereitstellt, müssen auch die Merkmale der Produktion bei der Auswahl der richtigen Best Practice berücksichtigt werden. Mit Hilfe der drei unternehmensbe-zogenen Merkmalsgruppen für das Produkt, das Kundensegment und die Produktion kann die unternehmensspezifische Produktionsstruktur, die wesentlichen Einfluss auf die logistischen Anforderungen der unternehmensübergreifenden Logistik des Produktionsnetzwerks hat, hinreichend beschrieben werden (vgl. RUSHTON et al. 2000, S. 167).
5.1.2.2 Netzwerkbezogene Merkmale
In den letzten Jahren hat der steigende globale Wettbewerb die Unternehmen dazu gezwun-gen, kontinuierlich Kosten einzusparen bei gleichzeitiger Steigerung der Produktqualität und des Dienstleistungsangebots. Um die logistische Effizienz zu erhöhen und die Produktionskos-ten zu senken, werden die neuen Informations- und Kommunikationstechnologien (IuK-Technologien) verstärkt genutzt. Um weitere Effizienzsteigerungen zu erzielen, versuchen viele Unternehmen als nächsten Schritt ein Netzwerkmangement einzuführen. Die Machtverhältnisse innerhalb des Produktionsnetzwerks spielen hierbei eine entscheidende Rolle und dürfen daher bei der Herleitung der charakterisierenden Merkmale nicht vernachlässigt werden. Nach HIEBER (2002, S. 63) können die Merkmale des Produktionsnetzwerks in drei Kategorien unterteilt werden. Diese Kategorien beziehen sich auf die „Koordination“ und die „Zusammenar-beit“ im Netzwerk sowie auf die „Konfiguration“ des Netzwerks.
Die Kategorie „Koordination“ charakterisiert den Grad der Autonomie der täglichen Operationen normaler unternehmensübergreifender Prozesse und Methoden (vgl. HIEBER 2002, S. 67). Die

Aufbau einer SCM-Unternehmenstypologie Seite 93
Merkmale der „Zusammenarbeit“ beschreiben den Grad und die Art der Partnerschaft zwischen den Netzwerkpartnern auf hoher Ebene und die fundamentale Verpflichtung, an der gemeinsa-men Netzwerkstrategie mitzuwirken (vgl. HIEBER 2002, S. 64).
Die letzte Kategorie, die „Konfiguration“, beinhaltet alle logistikrelevanten Aspekte des Produkti-onsnetzwerks. Diese Merkmale beschreiben die physische Struktur des Netzwerks, z. B. die geographische Verteilung der Netzwerkpartner oder die Anzahl der Distributionskanäle und bestimmen so die physischen Rahmenbedingungen des Netzwerks (vgl. HIEBER 2002, S. 70).
5.1.2.3 Kundenbezogene Merkmale
Im Gegensatz zu den netzwerkbezogenen Merkmalen, die das Netzwerk als Ganzes beschrei-ben, beziehen sich die kundenbezogenen Merkmale auf die Beschreibung der Kunden-Lieferanten-Schnittstelle zwischen zwei Partnern des Produktionsnetzwerks. Die „kundenbezo-genen Merkmale“ können daher wieder in die Kategorien „Koordination“, „Zusammenarbeit“ und „Konfiguration“ unterteilt werden, wobei sich die Merkmale dieser Kategorien nur auf die Kun-den-Lieferanten-Schnittstelle beschränken. Die Merkmale der Kategorie “Koordination” charak-terisieren den täglichen Austausch von Informationen, während die Merkmale der Kategorie „Zusammenarbeit“ die fundamentale Qualität der Beziehung beschreiben, z. B. das Vertrauens-verhältnis zwischen den beiden Partnern. Merkmale der Kategorie „Konfiguration“ beziehen sich auf die legale und wirtschaftliche Beziehung sowie die geographische Distanz zwischen den beiden Partnern.
5.1.2.4 Zusammenstellung der Merkmale
Bei der Auswahl der relevanten Merkmale ist es wichtig, dass die Verlässlichkeit, die Validität und die Praktikabilität gewahrt bleiben (vgl. COOPER et al. 1998, S. 166). Vor dem Hintergrund des Untersuchungsbereichs und der gewählten Vorgehensweise können diese Kriterien wie folgt beschrieben werden:
Die Zuverlässigkeit ist der Grad, bis zu dem die gesammelten Unternehmensdaten frei sind von zufälligen oder instabilen Fehlern (vgl. COOPER et al. 1998, S. 171). Um möglichst genaue Daten zu erheben, müssen daher die ausgewählten Merkmale eindeutig sein, so dass die Antworten genaue Daten liefern und nicht auf Vermutungen beruhen (vgl. HANMAN 1997, S. 5). Des Weiteren sollte eine Standardterminologie verwendet werden, um potenzielle Missver-ständnisse zu vermeiden. Durch Diskussionen und Workshops konnte außerdem die Richtigkeit der in den Fragebögen ermittelten Daten überprüft werden.
Die Validität ist in diesem Zusammenhang das Ausmaß, in dem die Unterschiede der Merk-malsausprägungen die realen Unterschiede widerspiegeln (vgl. COOPER et al. 1998, S. 167). Um eine hohe Validität sicherzustellen, wurden alle Merkmalsausprägungen über ein morpho-logisches Merkmalsschema bestimmt. Um die Praktikabilität sicherzustellen, müssen alle Merkmale auf aktuellen empirischen Daten beruhen. Da die Ableitung der generischen Typolo-gie über eine empirische Datenerhebung erfolgt, dürfen die Merkmale nicht branchenspezifisch sein. Die Merkmale müssen sich auf generelle Logistikmerkmale beschränken, die einfach von Logistikleitern zu erheben sind.
Die Abbildung 5-4 bis Abbildung 5-6 listen alle Merkmale gruppiert nach „unternehmensbezo-genen Merkmalen“, „netzwerkbezogenen Merkmalen“ und „kundenbezogenen Merkmalen“ auf. Eine kurze Beschreibung der Merkmale befindet sich im Anhang B. In Abbildung 5-4 wird

Seite 94 Aufbau einer SCM-Unternehmenstypologie
deutlich, dass Unternehmens-Charakteristika, wie Industriezweig, Anzahl der Mitarbeiter und Unternehmensgröße, nicht zu den ausgewählten Merkmalen gehören. ESTER (1997, S. 62) betont, dass solche Merkmale den Transfer von guten Lösungen über die Grenzen des Indust-riezweigs verhindern und so das Verbesserungspotenzial einschränken.
5.1.2.5 Auswahl der Merkmale für die Typologisierung
Der Maximalkatalog in Abbildung 5-4 bis Abbildung 5-6 beinhaltet 45 logistische Merkmale, die das Logistikprofil für ein Produkt eines Unternehmens im Produktionsnetzwerk beschreiben. Diese hohe Anzahl an Merkmalen muss reduziert werden, um zu verhindern, dass weniger signifikante Merkmale überbewertet werden. Die Vorstudie ergab, dass lediglich wenige Unter-nehmen Advanced Planning and Scheduling (APS) Systeme (wie z. B. SCM-Systeme) verwen-den (vgl. NIENHAUS et al. 2003, S. 3) und dass sich der IT-Einsatz bei den meisten Unterneh-men auf den Gebrauch von Enterprise Resource Planning (ERP) Systemen beschränkt (vgl. NIENHAUS et al., 2003, S. 13). Somit soll sich die Auswahl der Merkmale auf diejenigen be-schränken, die die Logistik des Unternehmens im Netzwerk charakterisieren.
Unterstützt wird diese Entscheidung dadurch, dass für die Typologisierung nur einzelne Unter-nehmen befragt werden, so dass keine validen Angaben über das Produktionsnetzwerk erfragt werden können. Konsequenterweise sind daher die 26 Merkmale der Kategorie „Unternehmen“ von größter Relevanz (vgl. Abbildung 5-4).
Um in der späteren Clusteranalyse signifikante Ergebnisse erzielen zu können, muss die Anzahl der Merkmale weiter reduziert werden. Die weniger signifikanten Merkmale wurden über eine Korrelationsanalyse herausgefiltert. Die Datenbasis für die Korrelationsanalyse wurde über eine Unternehmensbefragung erhalten, in der die teilnehmenden Unternehmen zu allen Aus-prägungen der 46 Merkmale befragt wurden. Um die statistische signifikante Korrelation zwi-schen den Merkmalsausprägungen zweier Merkmale zu ermitteln, wurde zunächst für jede Kombinationsmöglichkeit von Merkmalen eine Korrelationsmatrix der Merkmalsausprägungen aufgestellt. Die Korrelationskoeffizienten der Matrizen werden wie folgt berechnet (BACKHAUS et al. 2003, S. 270):
∑
∑
=
=
−−
−−=
K
kkk
K
kkk
xx
xxxx
xxxxr
1
222
211
12211
,
)(*)(
)(*)(
21 (2)
mit: xk1 Ausprägung der Variablen 1 bei Objekt k
1x Mittelwert der Ausprägung von Variable 1 über alle Objekte k
xk2 Ausprägung der Variablen 2 bei Objekt k
2x Mittelwert der Ausprägung von Variable 2 über alle Objekte k
Anschließend wurde für jede Einzelmatrix der Bartlett-Test durchgeführt, um zu überprüfen, ob die Stichprobe aus einer Grundgesamtheit stammt, in der die Variablen unkorreliert sind. Der Bartlett-Test geht davon aus, dass die Variablen der Erhebungsgesamtheit einer Normalvertei-lung folgen und die entsprechende Prüfgröße annähernd Chi-Quadrat-verteilt ist (BACKHAUS et al. 2003, S. 274). Schon bei einer kritischen Irrtumswahrscheinlichkeit von 0,025 ergab sich eine Reduktion der Anzahl der nicht miteinander korrelierenden Merkmale auf 15 Merkmale.

Aufbau einer SCM-Unternehmenstypologie Seite 95
Größe des Produkts
Tiefe der Produktstruktur
Erzeugnisspktrum
Länge des Produktlebenszyklus
Anzahl verkaufter Produkte
Materialkostenanteil der Gesamtproduktionskosten
Produktverkaufswert
Ausrichtung der Produktstruktur
Anzahl möglicher Produktvarianten
gering (< 5 €) mittel hoch (> 10000 €)
klein (< 1 dm3) mittel groß (> 5 m3)
niedrig (<10 %) mittel (10-45%) hoch (45-80%) sehr hoch (>85%)
1 1 - 1000 1000 - 100000 > 100000
viele Teile, komplexe Struktur viele Teile, einfache Struktur wenige Teile
konvergierend kombiniert (konvergierend/ divergierend) divergierend
Monate < 1 Jahr 1 – 5 Jahre > 5 Jahre
1 - 100 100 - 10000 10000 – 1 Mio. > 1 Mio.
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundensp..Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Prod
uktb
ezog
ene
Mer
kmal
e
Wichtigkeit pünktlicher Lieferung
Wichtigkeit eines innovativen Produkts
Wichtigkeit eines niedrigen Produktpreises
Wichtigkeit von Variantenvielfalt
Die Frequenz der Verbrauchernachfrage
Entfernung zum Kunden
Wichtigkeit schneller Lieferung
Wichtigkeit hoher Produktqualität
Nachfrageschwankungen
gering mittel hoch
konstant trendabhängig saisonal unstetig
Spät ändernde Kundenspezifikationen keine niedrig mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
nicht wiederkehrend blockweise regelmäßig wiederkehrend kontinuierlich
klein mittel groß
Mar
ktbe
zoge
ne M
erkm
ale
Qualitative Flexibilität der Kapazitäten
Beschaffungsart
Fabrikationsstruktur
Produktionslayout
Produktionskonzept (Bevorratungsebene)
Quantitative Flexibilität der Ressourcen
Produktionstyp
0 – 15% 15 – 30% > 30%
gering mittel hoch
hauptsächlich externe Beschaffung teilweise externe Beschaffung unbedeutende externe
Beschaffung
klein mittel groß
Make-to-stock Make-to-order Engineer-to-order
Baustellen- oder Projektfabrikation Werkstattfertigung Reihenfertigung Fließfertigung
Einzelstückproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Prod
uktio
nsbe
zoge
ne M
erkm
ale
Größe des Produkts
Tiefe der Produktstruktur
Erzeugnisspktrum
Länge des Produktlebenszyklus
Anzahl verkaufter Produkte
Materialkostenanteil der Gesamtproduktionskosten
Produktverkaufswert
Ausrichtung der Produktstruktur
Anzahl möglicher Produktvarianten
gering (< 5 €) mittel hoch (> 10000 €)
klein (< 1 dm3) mittel groß (> 5 m3)
niedrig (<10 %) mittel (10-45%) hoch (45-80%) sehr hoch (>85%)
1 1 - 1000 1000 - 100000 > 100000
viele Teile, komplexe Struktur viele Teile, einfache Struktur wenige Teile
konvergierend kombiniert (konvergierend/ divergierend) divergierend
Monate < 1 Jahr 1 – 5 Jahre > 5 Jahre
1 - 100 100 - 10000 10000 – 1 Mio. > 1 Mio.
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundensp..Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Prod
uktb
ezog
ene
Mer
kmal
e
Größe des Produkts
Tiefe der Produktstruktur
Erzeugnisspktrum
Länge des Produktlebenszyklus
Anzahl verkaufter Produkte
Materialkostenanteil der Gesamtproduktionskosten
Produktverkaufswert
Ausrichtung der Produktstruktur
Anzahl möglicher Produktvarianten
gering (< 5 €) mittel hoch (> 10000 €)
klein (< 1 dm3) mittel groß (> 5 m3)
niedrig (<10 %) mittel (10-45%) hoch (45-80%) sehr hoch (>85%)
1 1 - 1000 1000 - 100000 > 100000
viele Teile, komplexe Struktur viele Teile, einfache Struktur wenige Teile
konvergierend kombiniert (konvergierend/ divergierend) divergierend
Monate < 1 Jahr 1 – 5 Jahre > 5 Jahre
1 - 100 100 - 10000 10000 – 1 Mio. > 1 Mio.
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundensp..Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Prod
uktb
ezog
ene
Mer
kmal
e
Wichtigkeit pünktlicher Lieferung
Wichtigkeit eines innovativen Produkts
Wichtigkeit eines niedrigen Produktpreises
Wichtigkeit von Variantenvielfalt
Die Frequenz der Verbrauchernachfrage
Entfernung zum Kunden
Wichtigkeit schneller Lieferung
Wichtigkeit hoher Produktqualität
Nachfrageschwankungen
gering mittel hoch
konstant trendabhängig saisonal unstetig
Spät ändernde Kundenspezifikationen keine niedrig mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
nicht wiederkehrend blockweise regelmäßig wiederkehrend kontinuierlich
klein mittel groß
Mar
ktbe
zoge
ne M
erkm
ale
Wichtigkeit pünktlicher Lieferung
Wichtigkeit eines innovativen Produkts
Wichtigkeit eines niedrigen Produktpreises
Wichtigkeit von Variantenvielfalt
Die Frequenz der Verbrauchernachfrage
Entfernung zum Kunden
Wichtigkeit schneller Lieferung
Wichtigkeit hoher Produktqualität
Nachfrageschwankungen
gering mittel hoch
konstant trendabhängig saisonal unstetig
Spät ändernde Kundenspezifikationen keine niedrig mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
gering mittel hoch
nicht wiederkehrend blockweise regelmäßig wiederkehrend kontinuierlich
klein mittel groß
Mar
ktbe
zoge
ne M
erkm
ale
Qualitative Flexibilität der Kapazitäten
Beschaffungsart
Fabrikationsstruktur
Produktionslayout
Produktionskonzept (Bevorratungsebene)
Quantitative Flexibilität der Ressourcen
Produktionstyp
0 – 15% 15 – 30% > 30%
gering mittel hoch
hauptsächlich externe Beschaffung teilweise externe Beschaffung unbedeutende externe
Beschaffung
klein mittel groß
Make-to-stock Make-to-order Engineer-to-order
Baustellen- oder Projektfabrikation Werkstattfertigung Reihenfertigung Fließfertigung
Einzelstückproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Prod
uktio
nsbe
zoge
ne M
erkm
ale
Qualitative Flexibilität der Kapazitäten
Beschaffungsart
Fabrikationsstruktur
Produktionslayout
Produktionskonzept (Bevorratungsebene)
Quantitative Flexibilität der Ressourcen
Produktionstyp
0 – 15% 15 – 30% > 30%
gering mittel hoch
hauptsächlich externe Beschaffung teilweise externe Beschaffung unbedeutende externe
Beschaffung
klein mittel groß
Make-to-stock Make-to-order Engineer-to-order
Baustellen- oder Projektfabrikation Werkstattfertigung Reihenfertigung Fließfertigung
Einzelstückproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Qualitative Flexibilität der Kapazitäten
Beschaffungsart
Fabrikationsstruktur
Produktionslayout
Produktionskonzept (Bevorratungsebene)
Quantitative Flexibilität der Ressourcen
Produktionstyp
0 – 15% 15 – 30% > 30%
gering mittel hoch
hauptsächlich externe Beschaffung teilweise externe Beschaffung unbedeutende externe
Beschaffung
klein mittel groß
Make-to-stock Make-to-order Engineer-to-order
Baustellen- oder Projektfabrikation Werkstattfertigung Reihenfertigung Fließfertigung
Einzelstückproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Prod
uktio
nsbe
zoge
ne M
erkm
ale
Abbildung 5-4: Merkmale bezogen auf das Unternehmen

Seite 96 Aufbau einer SCM-Unternehmenstypologie
Engpasssituationen
Produktlebenszyklus-informationen
Qualitätsdaten
Design/Spezifikationsände-rungen
Verkaufsprognosen
Auftragsstatus
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Koo
rdin
atio
nEngpasssituationen
Produktlebenszyklus-informationen
Qualitätsdaten
Design/Spezifikationsände-rungen
Verkaufsprognosen
Auftragsstatus
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Informationsaustausch kein Informationsaustausch
Koo
rdin
atio
n
Gegenseitige Abhängigkeit
Gegenseitiges Vertrauen
Einsatz von Informationstechnologie
Unterstützung interner Prozesse Koordination des Netzwerks gemeinsame Planung
gering mittel hoch
Sole sourcing Single sourcing Multiple sourcing Highly substitutablesourcing
Zusa
mm
en-
arbe
it
Gegenseitige Abhängigkeit
Gegenseitiges Vertrauen
Einsatz von Informationstechnologie
Unterstützung interner Prozesse Koordination des Netzwerks gemeinsame Planung
gering mittel hoch
Sole sourcing Single sourcing Multiple sourcing Highly substitutablesourcing
Zusa
mm
en-
arbe
it
Fristigkeit der Beziehung
Wirtschaftliche und rechtliche Vernetzung
< 1 Jahr 1 – 4 Jahre > 4 Jahre
Gruppe Allianz Unabhängigkeit
Kon
-fig
urat
ion Fristigkeit der Beziehung
Wirtschaftliche und rechtliche Vernetzung
< 1 Jahr 1 – 4 Jahre > 4 Jahre
Gruppe Allianz Unabhängigkeit
Fristigkeit der Beziehung
Wirtschaftliche und rechtliche Vernetzung
< 1 Jahr 1 – 4 Jahre > 4 Jahre
Gruppe Allianz Unabhängigkeit
Kon
-fig
urat
ion
Abbildung 5-5: Merkmale bezogen auf die Kunden-Lieferanten-Beziehung
Machtverteilung
Strategische Ausrichtung
hoch mittel gering
hoch mittel geringZusa
mm
en-
arbe
it
Autonomie der Planung lokal unabhängig zentral koordiniert zentralisiert
Koo
r-di
natio
n
Netzwerkbreite (Anzahl Kanäle)
Materialfluss zwischen Partnern
Netzwerktiefe (Anzahl Wertschöpfungspartner)
Geografische Verteilung der Netzwerkpartner
1 Partner 2 - 3 Partner > 3 Partner
1 Kanal 2 – 5 Kanäle > 5 Kanäle
lokal regional national global
einfach (point-to-point) komplex mit ramificationsNet
zwer
k-zu
sam
men
setz
ung
Machtverteilung
Strategische Ausrichtung
hoch mittel gering
hoch mittel geringZusa
mm
en-
arbe
it
Machtverteilung
Strategische Ausrichtung
hoch mittel gering
hoch mittel gering
Machtverteilung
Strategische Ausrichtung
hoch mittel gering
hoch mittel geringZusa
mm
en-
arbe
it
Autonomie der Planung lokal unabhängig zentral koordiniert zentralisiert
Koo
r-di
natio
n Autonomie der Planung lokal unabhängig zentral koordiniert zentralisiert
Koo
r-di
natio
n
Netzwerkbreite (Anzahl Kanäle)
Materialfluss zwischen Partnern
Netzwerktiefe (Anzahl Wertschöpfungspartner)
Geografische Verteilung der Netzwerkpartner
1 Partner 2 - 3 Partner > 3 Partner
1 Kanal 2 – 5 Kanäle > 5 Kanäle
lokal regional national global
einfach (point-to-point) komplex mit ramificationsNet
zwer
k-zu
sam
men
setz
ung
Netzwerkbreite (Anzahl Kanäle)
Materialfluss zwischen Partnern
Netzwerktiefe (Anzahl Wertschöpfungspartner)
Geografische Verteilung der Netzwerkpartner
1 Partner 2 - 3 Partner > 3 Partner
1 Kanal 2 – 5 Kanäle > 5 Kanäle
lokal regional national global
einfach (point-to-point) komplex mit ramificationsNet
zwer
k-zu
sam
men
setz
ung
Abbildung 5-6: Merkmale bezogen auf das Produktionsnetzwerk
5.1.3 Ableitung von Unternehmenstypologien Nachdem die Merkmale für die Typologisierung ausgewählt wurden, wurden deren Merk-malsausprägungen in einer Umfrage ermittelt. Die teilnehmenden Unternehmen sind in der beschreibenden Analyse dargestellt. Nach der Datenerhebung unter 41 teilnehmenden Unter-nehmen erfolgte die mathematisch statistische Clusteranalyse. Die Cluster werden in Kapitel 5.1.4 interpretiert und beschrieben. Abbildung 5-7 zeigt den Ablauf der Analyse zur Typenbil-dung.

Aufbau einer SCM-Unternehmenstypologie Seite 97
statistische Analyse
beschreibende Analyse
mathematisch-statistische
Analyse
Unternehmens-cluster
gemeinsameDatensammlung
statistische Analyse
beschreibende Analyse
mathematisch-statistische
Analyse
mathematisch-statistische
Analyse
Unternehmens-cluster
gemeinsameDatensammlung
Abbildung 5-7: Ablauf der Clusteranalyse
5.1.3.1 Datenerhebung und beschreibende Analyse
Auch wenn im vorhergehenden Kapitel die Anzahl der relevanten Merkmale auf 15 reduziert wurde, so wurden in der Datenerhebung alle zuvor hergeleiteten Merkmale erfragt und unter-sucht. Unter den vielen Arten der Datenerhebung eignen sich zwei Methoden für die Clustera-nalyse im beschriebenen Untersuchungsbereich. Eine Methode ist die Observation, die jedoch sehr aufwendig ist und viele Experten erfordert, die vor Ort die Merkmalsausprägungen auf-nehmen (vgl. BORTZ et al. 2002, S. 127). Die andere Methode ist die Befragung, die nach COOPER effizienter und ökonomischer ist als die Observation (vgl. COOPER et al. 1998, S. 287). Die benötigten Informationen werden bei der Befragung einer Zielgruppe von Experten gewonnen. Die Befragung kann hierbei durch persönliche Interviews, Telefonbefragungen oder Fragebögen erfolgen (vgl. WINFRIED 1999, S. 171; COOPER et al. 1998, S. 131). Jede Befra-gung kann in „standardisierter“, „halb-standardisierter“ und „nicht-standardisierter“-Form mit offenen oder geschlossenen Fragen durchgeführt werden (vgl. WINFRIED 1999, S. 171). Welche Technik, Methode, Form und Art der Fragen verwendet werden, hängt von dem For-schungsproblem ab, das untersucht werden soll (vgl. BORTZ et al. 2002, S. 216). Für die Typologisierung über Merkmalsausprägungen eignet sich nur die standardisierte Form, in der die Fragen in einem festgelegten Ablauf gestellt werden. Die Fragen müssen geschlossen sein und als Antwortmöglichkeiten die Merkmalsausprägungen vorgeben. Die Zielgruppe der befrag-ten Unternehmen wurde bereits in der Vorstudie identifiziert. Es handelt sich dabei um die 275 Unternehmen, die sich an der Vorstudie beteiligt hatten. Bei ihnen konnte von einem generellen Interesse an der Thematik ausgegangen werden. Zudem wurde zur Befragung eine Excel-Datei verwendet, die durch eine Makroprogrammierung den Anwender durch die Fragen führt. Die Datei konnte per E-Mail verschickt und nach dem Ausfüllen der Fragen auf gleichem Weg schnell und einfach wieder zurückgesendet werden. Zudem benötigte der Anwender weniger als 20 Minuten zum Ausfüllen der Fragen. Wie von BORTZ vorgeschlagen wird, wurde der E-Mail ein persönlicher Brief beigefügt, der nicht nur über den Zweck der Befragung aufklärte, sondern auch Aufmerksamkeit erregen sollte (vgl. BORTZ et al. 2002, S. 235). Experten aus 41 Unternehmen beantworteten die Fragen. Dies entspricht einer Rücklaufquote von 14,9%. Da die Rücklaufquote in ähnlichen Studien zwischen 6% und 23% liegt (vgl. MILLER et al. 1992, S. 184), ist die Rücklaufquote dieser Umfrage ausreichend, zumal 41 Unternehmen für eine statistische Analyse ausreichen.
Die teilnehmenden Unternehmen der Befragung kommen aus unterschiedlichen Branchen (vgl. Abbildung 5-8): die größte Gruppe ist die Maschinenbauindustrie (36%), gefolgt vom elektri-schen Komponentenbau (23%), Automotive- (13%) und Nahrungsmittelindustrie (13%). Die Verteilung der Unternehmen nach Anzahl der Mitarbeiter ist in Abbildung 5-9 dargestellt.

Seite 98 Aufbau einer SCM-Unternehmenstypologie
13%5% 10%
13%
36%
23%
Maschinenbau
elektrischeKomponenten
AutomotiveChemie
Pharma
Nahrungsmittel
Industriezweige
13%5% 10%
13%
36%
23%
Maschinenbau
elektrischeKomponenten
AutomotiveChemie
Pharma
Nahrungsmittel
Industriezweige
Abbildung 5-8: Branchenverteilung der befragten Unternehmen
10%
24% 29% 27%
10%0,0%
10,0%20,0%30,0%40,0%50,0%60,0%70,0%80,0%90,0%
100,0%
51-250 MA 251-500 MA 501-1000 MA 1001-5000 MA > 5000 MA
Anzahl Mitarbeiter
10%
24% 29% 27%
10%0,0%
10,0%20,0%30,0%40,0%50,0%60,0%70,0%80,0%90,0%
100,0%
51-250 MA 251-500 MA 501-1000 MA 1001-5000 MA > 5000 MA
Anzahl Mitarbeiter
Abbildung 5-9: Verteilung der Unternehmen nach Mitarbeiteranzahl
5.1.3.2 Korrelationsanalyse
Die Merkmalsausprägungen wurden als ordinal-skalierte Variablen behandelt. Lediglich das Merkmal „Produktionskonzept“ wurde nominal skaliert. Der Grund hierfür ist, dass bei nominaler Skalierung eine „wahr“- oder „falsch“-Aussage getroffen wird, während mit einer ordinalen Skalierung eine Rangfolge gebildet werden kann. Aussagen wie „gering“, „mittel“ oder „hoch“ lassen sich abbilden. In einer Clusteranalyse kann jede Art von Variablen verwendet werden. Jedoch benötigen die meisten Distanz- und Ähnlichkeitsmaße Variablen der gleichen Art. BACKHAUS empfiehlt die Umwandlung aller Variabeln in eine einheitliche Skalierung (BACKHAUS et al. 2003, S. 538f). Des Weiteren können ordinal-skalierte Variablen nicht direkt in Distanz- und Ähnlichkeitsmaße umgewandelt werden. Wie ECKES vorschlägt, wurden alle Variablen in binäre Hilfsvariablen umgewandelt (vgl. ECKES et al. 1980, S. 50). Da bei der Analyse der Daten ungewollte Gewichtungen auftreten können, wenn Variablen miteinander korrelieren, empfiehlt es sich, zuvor eine Korrelationsanalyse durchzuführen. In der Literatur gibt es keine einheitliche Meinung, wie mit dem Korrelationsproblem umgegangen werden soll. Nach OERTHEL und TUSCHL machen hohe Korrelationen Sinn, denn sie gewichten die Merk-male, die vom Anwender als besonders wichtig für die Gruppierung erachtet werden (vgl.

Aufbau einer SCM-Unternehmenstypologie Seite 99
OERTHEL et al. 1995, S. 204). BACKHAUS hingegen empfiehlt den Ausschluss von Variablen, die extrem miteinander korrelieren. Daher sollten die Variablen entfernt werden, die einen Korrelationskoeffizienten von >0,9 bei einem Intervall von –1 bis 1 haben (vgl. BACKHAUS et al. 2003, S. 538).
Hier wurde die Korrelation mit Hilfe des Spearman-Korrelationskoeffizienten ermittelt. Dieser wird für die Messung des Korrelationsgrads bei ordinalen Variabeln verwendet (vgl. KENDALL 1975, S. 8; DEGEN et al. 2001, S. 69). Da ein hoher Korrelationskoeffizient noch keine Rück-schlüsse über Zusammenhänge zulässt, muss in diesen Fällen überprüft werden, ob ein Zu-sammenhang erklärbar ist (vgl. DEGEN et al. 2001, S. 70). Die Berechnung der Korrelation wurde mit SPSS, Version 9.0, durchgeführt. Da kein Korrelationskoeffizient ρ einen höheren Wert als 0,9 aufwies, musste kein Merkmal aufgrund einer zu hohen Korrelation ausgeschlos-sen werden.
Ein anderer Grund für den Ausschluss von Merkmalen kann eine Konstanz in der Merk-malsausprägung sein. Merkmale, die von allen Befragten gleich beantwortet wurden, sollten ausgeschlossen werden, da sie das Ergebnis der Clusteranalyse verzerren (vgl. BACKHAUS et al. 2003, S. 538). In dieser Analyse traf dies für die Merkmale „Wichtigkeit der On-Time Beliefe-rung“ und „Wichtigkeit einer hohen Produktqualität“ zu, denn diese wurden von allen Befragten als besonders wichtig erachtet. Zudem wiesen fast alle befragten Unternehmen eine geringe „Anzahl an Produktvarianten“ auf. Dieses Merkmal wurde ebenfalls für die Analyse ausge-schlossen.
5.1.3.3 Ähnlichkeitsermittlung
Die Clusteranalyse benötigt ein quantitatives Maß, das die Ähnlichkeit oder die Unterschiede zwischen den Objekten beschreibt. Weil in diesem Fall alle Variablen in binäre Hilfsvariablen transformiert wurden, muss ein Ähnlichkeitsmaß für binäre Variabeln gewählt werden. Die Abbildung 5-10 zeigt das allgemeine Ergebnis des binären Vergleichs zweier Objekte. Während a die Anzahl von Variablen ist, in denen Objekt O1 und Objekt O2 eine positive Übereinstim-mung haben und d die Anzahl der negativen Übereinstimmungen ist, sind b und c jeweils die Anzahl ohne Übereinstimmung (0,1 oder 1,0). Die Summe m ist die Anzahl aller Variablen.
Objekt O2 1 0
1 a b a + b Objekt O1
0 c d c + d
a + c b + d m = a +b +c +d
Abbildung 5-10: Binärer Vergleich von zwei Objekten (ECKES et al. 1980, S. 46; BACKAUS et al. 2003, S. 484)
In der Literatur existieren mehrere Vorschläge, wie das Distanzmaß über die Werte a, b, c und d zu bestimmen ist. Nach ECKES unterscheiden sich diese Ansätze in zwei Punkten (ECKES et al. 1980, S. 47):

Seite 100 Aufbau einer SCM-Unternehmenstypologie
1. Einschluss oder Ausschluss der negativen Übereinstimmungen und
2. Gleiches oder ungleiches Gewichten der Übereinstimmungen a und d mit den Nicht-Übereinstimmungen c und d.
Wie bereits beschrieben, wurden die ordinal skalierten Variablen in binäre Hilfsvariablen trans-formiert. Ordinal skalierte Variablen benötigen ein Distanzmaß, das negative und positive Übereinstimmungen als Übereinstimmungen wertet. Es wurde keine Gewichtung vorgenom-men, da jede Gewichtung eine Interpretation der Objektdistanzen erschweren würde und zudem das Ergebnis dieser Analyse verfälschen würde. Als mögliche Distanzmaße kommen der “M-Koeffizient”, auch “Einfacher Übereinstimmungskoeffizient” genannt, und die euklidische Distanz in Frage. Beide Maße nehmen keine Gewichtung vor und werten sowohl positive als auch negative Übereinstimmungen als Übereinstimmung. Der „M-Koeffizient“ ist ein normiertes Übereinstimmungsmaß, das nach der folgenden Formel berechnet wird (ECKES et al. 1980, S. 47):
mda
dcbadad +
=+++
+= (3)
Da m die Summe aller Variabeln ist, ist der “M-Koeffizient“ normiert und kann Werte zwischen 0 (keine Übereinstimmung) und 1 (vollständige Übereinstimmung) annehmen.
Im Gegensatz zum “M-Koeffizienten”, der ein Übereinstimmungsmaß ist, ist die euklidische Distanz ein Distanzmaß, das die Entfernung zwischen zwei Objekten misst. Im Fall von binären Variablen wird die quadratische euklidische Distanz durch die Anzahl der Nicht-Übereinstimmungen b und c berechnet. Die euklidische Distanz ist nicht normiert (vgl. ECKES et al. 1980, S. 49) und wurde als Proximitätsmaß gewählt (vgl. ECKES et al. 1980, S. 72). Der Ward-Algorithmus benötigt ein Distanzmaß und kein Ähnlichkeitsmaß (vgl. BACKHAUS et al. 2003, S. 511). Der „M-Koeffizient“ kann daher nicht verwendet werden. Jedoch existiert im speziellen Fall der binären Variabeln nach folgender Formel ein Zusammenhang zwischen dem „M-Koeffizienten“ und der quadratischen euklidischen Distanz (vgl. BERNARDY 1996, S. 157):
( ) cbOOsm jiMij +=−=−∗
21 (4)
mit: Mijs M-Koeffizient
m Anzahl der binären Variabeln
2
ji OO − quadratische euklidische Distanz
5.1.3.4 Clusterbildung
Für die Ermittlung der Cluster mit Hilfe des Ward-Verfahrens wurde SPSS, Version 9.0, ver-wendet. Die Clusteranalyse wurde nach 36 Schritten abgebrochen. Das Ergebnis ist im Dendrogramm im Anhang C abgebildet. Es wurde eine Anzahl von fünf Cluster über das Ellen-bogendiagramm ermittelt (vgl. Abbildung 5-11). Im Ellenbogendiagramm wird die Fehler-quadratsumme gegen die Anzahl der Cluster in einem Koordinatensystem aufgetragen. In diesem Fall steigt die Fehlsumme der Quadrate beim Übergang von sechs Clustern zu fünf Clustern progressiv an; d. h., dass der „Ellenbogen“ in diesem Bereich liegt und daher die optimale Anzahl an Clustern bei fünf bis sechs ermittelt wurde. So wurde die Clusteranalyse

Aufbau einer SCM-Unternehmenstypologie Seite 101
nach der Generierung von fünf Clustern nach 36 Schritten abgebrochen. Diese fünf Unterneh-menscluster werden im folgenden Unterkapitel beschrieben.
0 2 4 6 8 10 1260
80
100
120
140
160
180
200
220
240
5 Anzahl der Cluster
Fehl
erqu
adra
tsum
me
'Ellenbogen'
Abbildung 5-11: Ellenbogendiagramm
5.1.4 Ableitung von Unternehmenstypen unter SCM-Gesichtspunkten Im Folgenden werden die ermittelten Unternehmenstypen anhand ihrer Merkmalsausprägungen beschrieben. Die morphologischen Merkmalsschemata der Unternehmenstypen wurden aus den Unternehmensdaten ermittelt.
Es wird die Häufigkeit der Merkmalsausprägungen für jedes Cluster berechnet. Je nach Häufig-keit der Merkmalsausprägung wird die Merkmalsausprägung im morphologischen Merkmals-schema markiert. Insignifikant sind die Merkmalsausprägungen, die in weniger als 30% der Fälle vorkommen. Wenig repräsentativ sind die Merkmalsausprägungen, die in 30-50% der Fälle vorkommen und repräsentativ sind die Merkmalsausprägungen, die auf über 50% der Fälle zutreffen.
Abbildung 5-12 zeigt die Struktur der Unternehmenstypologie. Die Abbildung verdeutlicht die Struktur, die hinter den ermittelten Clustern liegt. Es zeigt sich, dass die Einteilung der Typen primär durch das Produktionskonzept beschrieben werden kann. Bei der Berechnung der Cluster fiel auf, dass das Merkmal „Produktionskonzept“ bei den jeweiligen Objekten in vier Clustern konstant blieb. Lediglich in einem Cluster sind sowohl Kundenauftragsfertiger als auch Lagerfertiger vertreten. Daher eignet sich das Merkmal „Produktionskonzept“, einen ersten Überblick über die Cluster zu geben.

Seite 102 Aufbau einer SCM-Unternehmenstypologie
Cluster 1 Cluster 2, Cluster 3 und Cluster 4 Cluster 5
Cluster 4
Mischfertiger
Cluster 3
Serienfertiger
Cluster 2
Kleinserienfertiger
Unternehmenscluster
Cluster 1, Cluster 2, Cluster 3, Cluster 4 und Cluster 5
Anlagenbauer Kunden-auftragsfertiger Lagerfertiger
Cluster 1 Cluster 2, Cluster 3 und Cluster 4 Cluster 5
Cluster 4
Mischfertiger
Cluster 3
Serienfertiger
Cluster 2
Kleinserienfertiger
Unternehmenscluster
Cluster 1, Cluster 2, Cluster 3, Cluster 4 und Cluster 5
Anlagenbauer Kunden-auftragsfertiger Lagerfertiger
Abbildung 5-12: Struktur der Unternehmenstypologie
Das Ergebnis kann somit wie folgt interpretiert werden: Anlagenbauer, Auftragsfertiger und Lagerfertiger sind in ihren Merkmalsausprägungen grundlegend verschieden und bilden eigene Gruppen. Die Gruppe Auftragsfertiger lässt sich wiederum in drei weitere Gruppen unterglie-dern. Diese Einteilung der Lieferanten lässt sich auch sachlogisch erklären, denn die Produkti-onstypen sind eine Folge unterschiedlicher Kunden- und Marktansprüche. So wird z. B. bei einem Auftragsfertiger die Endmontage erst dann veranlasst, wenn der spezifische Kundenauf-trag vorliegt. Kundenwünsche, wie z. B. bestimmte Varianten des Produktes können dann noch berücksichtigt werden. Bei Lagerfertigern hingegen wird die Produktion über Bedarfsprognosen auftragsanonym oder verbrauchsorientiert angestoßen. Die Produkte werden unmittelbar nach dem Auftragseingang ausgeliefert, so dass spezifische Kundenwünsche nicht mehr berücksich-tigt werden können. Die Gruppen, die durch die Clusteranalyse ermittelt wurden, werden im Folgenden beschrieben.
5.1.4.1 Anlagenbauer
Das typische Merkmal eines Anlagenbauers ist, dass Produkte nach den Spezifikationen des Kunden gefertigt werden. Ein Teil des Kundenauftrags muss zunächst die Entwicklungsabtei-lung durchlaufen, bevor die Beschaffung und Produktion angestoßen werden kann (vgl. SCHÖNSLEBEN 2000, S. 115). Normalerweise werden bei Anlagenbauern nur wenige Produk-te pro Jahr produziert. Diese haben eine mittlere bis große Größe. Der Bedarf an diesen Pro-dukten ist unregelmäßig. Konsequenterweise ist die „Einzelteilproduktion“ der dominierende Produktionstyp. Abbildung 5-13 zeigt das morphologische Merkmalsschema des Anlagenbau-ers als ein Ergebnis der Clusteranalyse. Die repräsentativen Merkmalsausprägungen ergeben sich aus über 86% der Merkmalsausprägungen der Unternehmen dieser Gruppe.
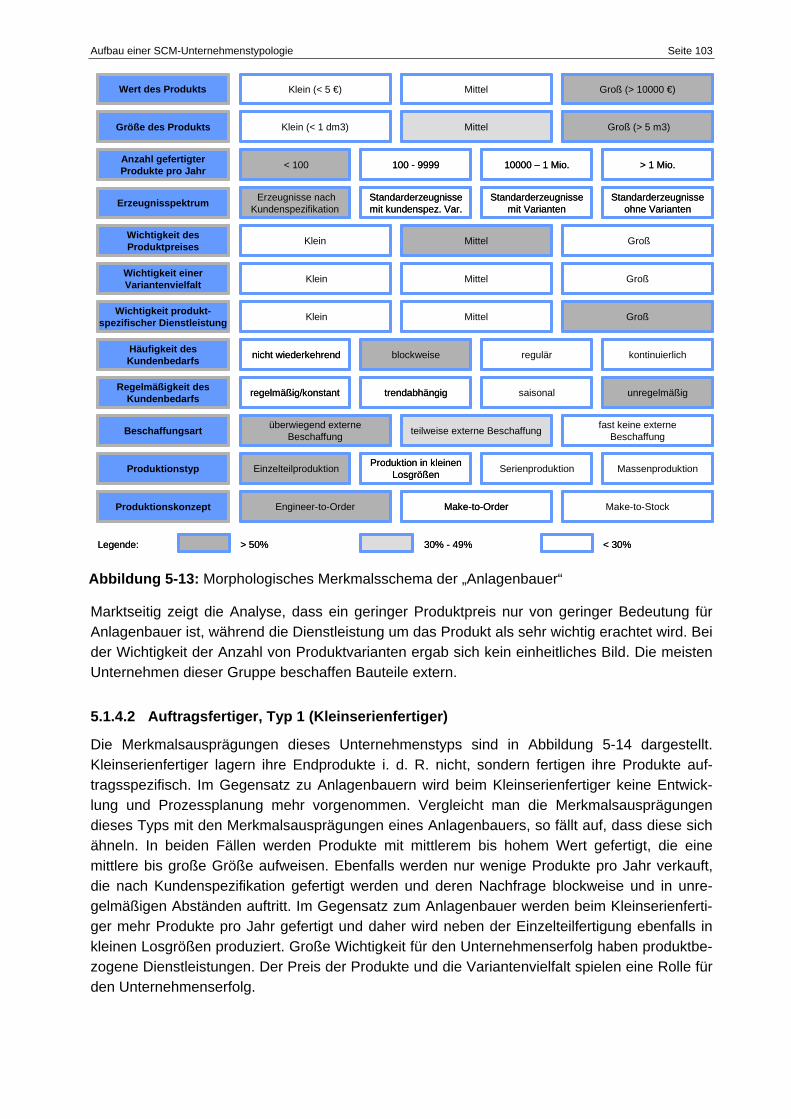
Aufbau einer SCM-Unternehmenstypologie Seite 103
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Abbildung 5-13: Morphologisches Merkmalsschema der „Anlagenbauer“
Marktseitig zeigt die Analyse, dass ein geringer Produktpreis nur von geringer Bedeutung für Anlagenbauer ist, während die Dienstleistung um das Produkt als sehr wichtig erachtet wird. Bei der Wichtigkeit der Anzahl von Produktvarianten ergab sich kein einheitliches Bild. Die meisten Unternehmen dieser Gruppe beschaffen Bauteile extern.
5.1.4.2 Auftragsfertiger, Typ 1 (Kleinserienfertiger)
Die Merkmalsausprägungen dieses Unternehmenstyps sind in Abbildung 5-14 dargestellt. Kleinserienfertiger lagern ihre Endprodukte i. d. R. nicht, sondern fertigen ihre Produkte auf-tragsspezifisch. Im Gegensatz zu Anlagenbauern wird beim Kleinserienfertiger keine Entwick-lung und Prozessplanung mehr vorgenommen. Vergleicht man die Merkmalsausprägungen dieses Typs mit den Merkmalsausprägungen eines Anlagenbauers, so fällt auf, dass diese sich ähneln. In beiden Fällen werden Produkte mit mittlerem bis hohem Wert gefertigt, die eine mittlere bis große Größe aufweisen. Ebenfalls werden nur wenige Produkte pro Jahr verkauft, die nach Kundenspezifikation gefertigt werden und deren Nachfrage blockweise und in unre-gelmäßigen Abständen auftritt. Im Gegensatz zum Anlagenbauer werden beim Kleinserienferti-ger mehr Produkte pro Jahr gefertigt und daher wird neben der Einzelteilfertigung ebenfalls in kleinen Losgrößen produziert. Große Wichtigkeit für den Unternehmenserfolg haben produktbe-zogene Dienstleistungen. Der Preis der Produkte und die Variantenvielfalt spielen eine Rolle für den Unternehmenserfolg.

Seite 104 Aufbau einer SCM-Unternehmenstypologie
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Abbildung 5-14: Morphologisches Merkmalsschema des „Kleinserienfertigers“
5.1.4.3 Auftragsfertiger, Typ 2 (Serienfertiger)
Die zweite Gruppe der Auftragsfertiger produziert Standarderzeugnisse mit kundenspezifischen Varianten in größerer Stückzahl als der Kleinserienfertiger. Die Produkte haben einen mittleren Wert und eine mittlere Größe. Obwohl kundenspezifische Varianten gefertigt werden, spielt die Variantenvielfalt keine Rolle für den Unternehmenserfolg. Die Kundennachfrage ist konstant und regelmäßig mit zum Teil saisonalen Schwankungen. Daher produziert diese Gruppe von Auftragsfertigern in kleinen Losgrößen oder in Serienproduktion.

Aufbau einer SCM-Unternehmenstypologie Seite 105
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Abbildung 5-15: Morphologisches Merkmalsschema des „Serienfertigers“
5.1.4.4 Auftragsfertiger, Typ 3 (Mischfertiger)
Diese Gruppe von Unternehmen stellt eine Zwischenstufe zwischen dem typischen Auftragsfer-tiger und dem typischen Lagerfertiger dar. Dieser Typ Unternehmen, auch Mischfertiger ge-nannt, fertigt sowohl kundenanonym Standarderzeugnisse mit Varianten als auch kundenspezi-fische Varianten (vgl. BRAST et al. 2002, S. 43). Die Unternehmen dieser Gruppe fertigen wie die Lagerfertiger kleine Produkte mit geringem Wert in sehr großen Stückzahlen in Serien- bzw. Massenproduktion. Für den Unternehmenserfolg sind der Preis der Produkte sowie produktbe-zogene Dienstleistungen sehr wichtig. Der Bedarf an den von diesen Unternehmen gefertigten Produkten ist wie beim Lagerfertiger kontinuierlich, jedoch saisonal abhängig. Ein weiterer Unterschied zu den Lagerfertigern ist, dass diese Unternehmen fast keine externe Beschaffung haben (vgl. Abbildung 5-16).

Seite 106 Aufbau einer SCM-Unternehmenstypologie
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Abbildung 5-16: Morphologisches Merkmalsschema des „Mischfertigers“
5.1.4.5 Lagerfertiger
In Bezug auf die Merkmalsausprägungen stellen die Lagerfertiger das Gegenteil der Anlagen-bauer dar. Das morphologische Merkmalsschema der Lagerfertiger ist in Abbildung 5-17 darge-stellt. Lagerfertiger verkaufen hohe Stückzahlen pro Jahr. Daher ist die Massen- und Serien-produktion der bevorzugte Produktionstyp. Die Produktgröße ist klein und das Produkt hat einen mittleren bis geringen Wert. Die Produktion wird auf der Basis von Prognosedaten über den Bedarf angestoßen. Die Endprodukte werden bis zu ihrer Auslieferung eingelagert. Konsequen-terweise kann eine Kosteneffizienz nur erreicht werden, wenn die Lagerkosten gering sind. Hierzu muss sowohl die Lagerzeit, als auch der Wert der Ware gering sein. Um die Lagerzeit gering zu halten, benötigen die Lagerfertiger verlässliche Bedarfsprognosen, die sie nur erhal-ten, wenn die Kundennachfrage konstant und stabil ist. Ein weiterer großer Unterschied zum Auftragsfertiger ist, dass beim Lagerfertiger keine kunden-spezifische Variantenbildung möglich ist, da die Produkte zum Zeitpunkt des Kundenauftrags bereits hergestellt wurden. Es ist daher auffällig, dass 58% der Unternehmen dieser Gruppe angeben, Standardprodukte mit kunden-spezifischen Varianten zu fertigen. Ein Grund hierfür ist, dass Lagerfertiger häufig Rahmenver-träge mit ihren Kunden vereinbaren, in denen die kundenspezifischen Varianten festgelegt werden, die über einen längeren Zeitraum gefertigt werden sollen.

Aufbau einer SCM-Unternehmenstypologie Seite 107
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Größe des Produkts
Anzahl gefertigter Produkte pro Jahr
Wichtigkeit des Produktpreises
Wichtigkeit einer Variantenvielfalt
Wichtigkeit produkt-spezifischer Dienstleistung
Regelmäßigkeit des Kundenbedarfs
Beschaffungsart
Produktionstyp
Produktionskonzept
Wert des Produkts
Erzeugnisspektrum
Häufigkeit des Kundenbedarfs
Klein (< 5 €) Mittel Groß (> 10000 €)
Erzeugnisse nach Kundenspezifikation
Standarderzeugnisse mit kundenspez. Var.
Standarderzeugnisse mit Varianten
Standarderzeugnisse ohne Varianten
Legende: > 50% 30% - 49% < 30%
Klein (< 1 dm3) Mittel Groß (> 5 m3)
< 100 100 - 9999 10000 – 1 Mio. > 1 Mio.
Klein Mittel Groß
Klein Mittel Groß
Klein Mittel Groß
regelmäßig/konstant trendabhängig saisonal unregelmäßig
nicht wiederkehrend blockweise regulär kontinuierlich
überwiegend externe Beschaffung teilweise externe Beschaffung fast keine externe
Beschaffung
Einzelteilproduktion Produktion in kleinen Losgrößen Serienproduktion Massenproduktion
Engineer-to-Order Make-to-Order Make-to-Stock
Abbildung 5-17: Morphologisches Merkmalsschema des „Lagerfertigers“
Die marktseitigen Merkmale des Lagerfertigers lassen sich wie folgt charakterisieren: Niedrige Produktpreise und eine hohe Anzahl von Produktvarianten spielen nur eine geringe Rolle. Die produktbezogenen Dienstleistungen hingegen werden von der Mehrheit der befragten Lagerfer-tiger als wichtig bis sehr wichtig erachtet. I. d. R. werden diese Dienstleistungen bereits in den Rahmenverträgen festgelegt (z. B. die Verwaltung und Bereitstellung von produktspezifischen Transportbehältern).
5.1.5 Zusammenfassende Beurteilungen der Typenbildung Die gewählte Methode der Cluster-Analyse erzeugte fünf Unternehmenstypen, die über ihre Merkmalsausprägungen charakterisiert werden können. Die weitere Analyse ergab, dass die morphologischen Merkmalsschemen der Unternehmenstypen sachlogisch interpretiert werden können, so dass die Gruppierung der Unternehmenstypen vom Anlagenbauer über drei ver-schiedene Auftragsfertiger bis hin zum Lagerfertiger ein sinnvolles Ergebnis der Analyse dar-stellt. Die Eingrenzung der Merkmale über eine Korrelationsanalyse vorzunehmen, erwies sich als richtig. Hierbei wurden für die Analyse produktbezogene Merkmale als auch unternehmens-bezogene und marktbezogene Merkmale verwendet, die eine sinnvolle Beschreibung der Unternehmensgruppen vor dem Hintergrund der Zielsetzung zulässt. In einem weiteren Schritt wurde anschließend eine weitere Clusteranalyse mit den Merkmalen der Kunden-Lieferanten-Schnittstelle durchgeführt, um zu ermitteln, ob sich auch hier signifikante Strukturen feststellen lassen. Diese ergab jedoch keine signifikanten Ergebnisse, mit der Ausnahme, dass sich die

Seite 108 Aufbau einer SCM-Unternehmenstypologie
Schnittstelle grundlegend unterscheidet, wenn die Unternehmen rechtlich abhängig oder unab-hängig von ihrem Kunden sind. Die empirisch ermittelten Unternehmenstypen lassen sich daher nach Auftragsabwicklungstypen gliedern. Dies Ergebnis zeigt, dass die Kundennachfrage (Volumen, Volatilität und Regelmäßigkeit) den Produktionstyp bestimmt und somit die Produkti-on kundenorientiert ausgelegt wird. Im Gegensatz zur Typologie des Aachener-PPS-Modells, fällt auf, dass zum einen keine Trennung mehr zwischen Rahmenauftragsfertigern und Varian-tenfertigern vollzogen werden kann, wie sie noch von SCHOMBURG (1980) vorgenommen wurde. Vielmehr bestätigt die Typologie den Trend, dass zunehmend kundenspezifisch gefertigt wird, denn alle Auftrags- und Lagerfertiger fertigen mit unterschiedlichem Grad kundenspezi-fisch (entweder in Kleinserie oder in Serie). Zum anderen bestätigt die Typologie den Trend vom Anlagenbauer zum Kleinserienfertiger, den SCHOTTEN (1999, S. 92) bereits vermutet hat.

Typenspezifische Vorgehensweise Seite 109
6 Typenspezifische Vorgehensweise
Eine typenspezifische Vorgehensweise wird zum einen durch die typenspezifische Zuordnung von SCM-Reorganisationsmaßnahmen und zum anderen durch die Untersuchung der Ursa-chen-Wirkungszusammenhänge zwischen unternehmensspezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen berücksichtigt.
Die Zuordnung der Reorganisationsmaßnahmen zu den gebildeten Unternehmenstypen hat zum Ziel, die individuellen Verbesserungspotenziale bzw. Zielsetzungen der einzelnen Unter-nehmenstypen zu berücksichtigen. Auf diesem Weg findet eine Vorauswahl der Reorganisati-onsmaßnahmen für die verschiedenen Typen statt, die die Vielzahl der möglichen Maßnahmen einschränkt. Die Ursachen-Wirkungszusammenhänge zwischen den Zielgrößen des generi-schen Referenzzielsystems und den einzelnen Reorganisationsmaßnahmen des SCM werden in einer Matrix festgehalten.
6.1 Typenspezifische Zuordnung von SCM-Reorganisationsmaßnahmen
Es sollen nun die Wirkzusammenhänge zwischen den Unternehmenstypen und den Best Practices ermittelt werden. Es werden daher die Merkmalsausprägungen der Unternehmensty-pen dahingehend untersucht, welche Anforderungen sich aus den Merkmalsausprägungen ableiten lassen und ob diese sich per se mit den jeweiligen Best Practices vereinbaren lassen. Der Kleinserienfertiger (Auftragsfertiger Typ 1) fertigt mittlere bis große Produkte von mittlerem bis großem Wert kundenspezifisch in kleiner Anzahl. Da der Kundenbedarf unregelmäßig und blockweise auftritt, fertigt er seine Produkte in Einzelteilfertigung. Aufgrund der unregelmäßig auftretenden Kundennachfrage eignen sich grundsätzlich die Best Practices, die eine höhere Prognosesicherheit ermöglichen. Zu diesen gehören QR, ECR und bedingt CPFR. Die Best Practices, bei denen der Zulieferer seine Ware beim Kunden lagert, sind für den Kleinserienfer-tiger nicht geeignet, da insbesondere die Lagerung von Waren bei mehreren Kunden den Aufbau eines erhöhten Lagerbestandes zur Folge hat. Dies würde angesichts des hohen Wertes der Produkte mit einer hohen Kapitalbindung einhergehen. Daher eignen sich die Best Practices CR, COIM und VMI nicht für den Kleinserienfertiger. Geeignet sind die Best Practices, die keine Lagerung der Ware vorsehen. JIT-Anlieferung eignet sich grundsätzlich, sofern die Kundenspezifikation nicht zu zeitnah erfolgt. JIS-Anlieferung ist mit der blockweisen und unre-gelmäßigen Kundennachfrage nicht zu vereinbaren, da diese Best Practice einen konstanten und regelmäßigen Lieferabruf benötigt. Kanban ist für den Kleinserienfertiger geeignet, sofern die Kundenspezifikation für die Varianten bei den Kunden kundentypisch ist und sich nur selten ändert. Insbesondere durch die geringen Stückzahlen des Kleinserienfertigers können die Best Practices JIT und Kanban für den Kleinserienfertiger interessant sein.
Der Serienfertiger (Auftragsfertiger Typ 2) fertigt Standardprodukte mit kundenspezifischen Varianten mittleren Werts und mittlerer Größe. Der Kundenbedarf ist gleichmäßig und konstant und liegt unter einer Million Stück pro Jahr. Der gleichmäßige und regelmäßige Kundenbedarf begünstigt die Anwendung der meisten Best Practices des SCM. QR, eine Best Practice, die das Abfangen von Auftragsspitzen durch ein frühzeitiges Erkennen eines erhöhten Kundenbe-darfs ermöglicht, ist nur bedingt geeignet, da keine größeren Schwankungen im Kundenbedarf auftreten. Gleiches gilt für ECR und CPFR, denn die Vorteile, die durch die Erfassung der

Seite 110 Typenspezifische Vorgehensweise
Verkäufe am POS entstehen, sind bei diesem Unternehmenstyp nicht nutzbar. Der gleichmäßi-ge und konstante Kundenbedarf ermöglicht jedoch die Anwendung der übrigen Best Practices. Insbesondere durch die kundenspezifischen Varianten würden in den Best Practices CR, COIM und VMI keine zusätzlichen Lagerbestände aufgebaut. Ebenso begünstigt die einfache Plan-barkeit der Produktion die Implementierung der Best Practices JIT-Anlieferung, JIS-Anlieferung und Kanban.
Der Mischfertiger (Auftragsfertiger Typ 3) fertigt kleine Produkte von geringem Wert in hoher Stückzahl. Die Varianten sind nicht kundenspezifisch und der Kundenbedarf schwankt regel-mäßig saisonbedingt. Aufgrund der saisonalen Schwankungen des Bedarfs eignen sich die Best Practices QR und ECR für diesen Unternehmenstyp. Ebenso kommen die Best Practices CR, COIM und VMI in Frage, da der Wert der Produkte gering ist und durch die Lagerung der Produkte bei den Kunden nur eine geringe Kapitalbindung entstehen würde. Hingegen machen die Best Practices JIT und JIS bei der großen Stückzahl keinen Sinn. Der Distributionsaufwand lässt sich bei dem geringen Wert der Produkte nicht rechtfertigen. Eine Kanbansteuerung könnte bei vielen Varianten Vorteile haben, sie ist daher bedingt geeignet.
Der Lagerfertiger fertigt in hoher Stückzahl Varianten, die nicht kundenspezifisch sind. Sein Produkt hat einen mittleren Wert, wobei die Kundennachfrage konstant und regelmäßig ist. Aufgrund der Regelmäßigkeit der Kundennachfrage sind die Best Practices ECR und CPFR nur bedingt geeignet. QR hingegen ist geeignet, da es durch die Datenerfassung am POS Schwan-kungen im Auftragsvolumen frühzeitig erkennt. JIT-Anlieferung und JIS-Anlieferung sind beim Lagerfertiger nicht geeignet, da die Massenproduktion eine direkte Einflussnahme der Varianten in den Kundenwünschen ausschließt. Die Best Practices Kanban, CR, COIM und VMI hingegen sind aufgrund der hohen Stückzahl geeignet, da gerade diese Best Practices die Zusammen-fassung des Kundenbedarfs für die Massenfertigung begünstigen und dennoch dem Kunden eine hohe Lieferzuverlässigkeit garantieren.
Der Anlagenbauer fertigt in geringer Stückzahl kundenspezifische Produkte von großem Wert. Der Bedarf seiner Kunden ist unregelmäßig und tritt Blockweise auf. Für diesen Unternehmens-typ ist distributionsseitig keine Best Practice des SCM geeignet. Rationalisierungspotenziale liegen für diesen Unternehmenstyp nicht in der distributionsseitigen Logistik, sondern im Kon-struktions- und Beschaffungsprozess von Bauteilen. Deshalb wurde dieser Unternehmenstyp explizit bei der Eingrenzung des Betrachtungsgegenstandes ausgegrenzt.
Abbildung 6-1 zeigt zusammenfassend die Eignung der Best Practices des SCM für die fünf Unternehmenstypen. Hierbei wird deutlich, dass sich die meisten Best Practices für Auftragsfer-tiger und Mischfertiger eignen.

Typenspezifische Vorgehensweise Seite 111
QR ECR CPFR
Serienfertiger
Mischfertiger
Anlagenbauer
Kleinserienfertiger
Lagerfertiger
Best Practices
CR COIM VMI
Legende: geeignet bedingt geeignet nicht geeignet
JIT-A.
JIS-A.
Kan-banQR ECR CPFR
Serienfertiger
Mischfertiger
Anlagenbauer
Kleinserienfertiger
Lagerfertiger
Best Practices
CR COIM VMI
Legende: geeignet bedingt geeignet nicht geeignet
JIT-A.
JIS-A.
Kan-ban SRM ePro 4PL SEQR ECR CPFR
Serienfertiger
Mischfertiger
Anlagenbauer
Kleinserienfertiger
Lagerfertiger
Best Practices
CR COIM VMI
Legende: geeignet bedingt geeignet nicht geeignet
JIT-A.
JIS-A.
Kan-banQR ECR CPFR
Serienfertiger
Mischfertiger
Anlagenbauer
Kleinserienfertiger
Lagerfertiger
Best Practices
CR COIM VMI
Legende: geeignet bedingt geeignet nicht geeignet
JIT-A.
JIS-A.
Kan-ban SRM ePro 4PL SE
Abbildung 6-1: Eignung der Best Practices für die Unternehmenstypen
6.2 Untersuchung der Ursachen-Wirkungszusammenhänge zwischen unternehmens-spezifischen Zielgrößen und einzelnen SCM-Reorganisationsmaßnahmen
Die ermittelten und vorgestellten Best Practices des SCM tragen in unterschiedlicher Art und Weise zur Zielerreichung der hergeleiteten Unterziele des SCM bei. Dabei kann eine Best Practice direkten oder indirekten Einfluss auf die Zielerreichung sowohl im positiven als auch im negativen Sinne haben. Es gibt keine Best Practice, die zu allen Elementen des Zielsystems positiv beiträgt. Wenn eine Best Practice ein Unterziel in einem logistischen Zielsystem positiv beeinflusst, so werden andere Unterziele zwangsläufig verletzt. So führt in einem logistischen System, z. B. die Erhöhung der Lieferbereitschaft, i. d. R. auch zu einer Erhöhung der Lagerbe-stände. Eine Verringerung von Lagerbeständen würde zu einer Verschlechterung der Lieferbe-reitschaft führen. Abbildung 6-2 und Abbildung 6-3 geben den Zusammenhang zwischen dem hergeleiten Zielsystem und den Best Practices des SCM wieder. In diesem Zusammenhang wird bewusst auf die Hinterlegung eines Kennzahlensystems verzichtet. Es sollen an dieser Stelle die allgemeingültigen Beziehungen zwischen Best Practices und den Zielen des SCM beschrieben werden, damit die Relevanz der Best Practices vor dem Hintergrund des Zielsys-tems aufgezeigt wird. Die Wirkbeziehungen zwischen Best Practices und ihren Beitrag zur Zielerreichung wird in der Matrix in Abbildung 6-2 und Abbildung 6-3 durch ganzzahlige Zah-lenwerte in einer bipolaren Rating-Skala zwischen –2 und +2 angegeben.

Seite 112 Typenspezifische Vorgehensweise
Best Practices
SCM-ZieleQR ECR CPFR CR COIM VMI JIT-
A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazit äten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
2
0
1
1
-1
2
1
0
1
1
0
1
-1
0
-1
-1
1
0
0
0
0
1
1
-1
0
1
1
1
1
-1
1
-1
1
-1
-1
1
1
0
-1
1
1
1
-1
-1
1
1
2
1
-1
1
-2
2
-1
-2
1
1
1
1
1
1
0
0
-1
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
1
1
0
1
-2
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
2
1
0
1
-2
2
1
2
-1
-2
-1
-2
1
0
0
2
2
0
-1
0
1
1
-1
0
0
2
1
1
1
0
-1
-1
0
-1
0
0
2
Best Practices
SCM-ZieleQR ECR CPFR CR COIM VMI JIT-
A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazit äten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
2
0
1
1
-1
2
1
0
1
1
0
1
-1
0
-1
-1
1
0
0
0
0
1
1
-1
0
1
1
1
1
-1
1
-1
1
-1
-1
1
1
0
-1
1
1
1
-1
-1
1
1
2
1
-1
1
-2
2
-1
-2
1
1
1
1
1
1
0
0
-1
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
1
1
0
1
-2
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
2
1
0
1
-2
2
1
2
-1
-2
-1
-2
1
0
0
2
2
0
-1
0
1
1
-1
0
0
2
1
1
1
0
-1
-1
0
-1
0
0
2
Best Practices
SCM-ZieleQR ECR CPFR CR COIM VMI JIT-
A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazit äten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
2
0
1
1
-1
2
1
0
1
1
0
1
-1
0
-1
-1
1
0
0
0
0
1
1
-1
0
1
1
1
1
-1
1
-1
1
-1
-1
1
1
0
-1
1
1
1
-1
-1
1
1
2
1
-1
1
-2
2
-1
-2
1
1
1
1
1
1
0
0
-1
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
1
1
0
1
-2
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
2
1
0
1
-2
2
1
2
-1
-2
-1
-2
1
0
0
2
2
0
-1
0
1
1
-1
0
0
2
1
1
1
0
-1
-1
0
-1
0
0
2
Best Practices
SCM-ZieleQR ECR CPFR CR COIM VMI JIT-
A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazit äten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
2
0
1
1
-1
2
1
0
1
1
0
1
-1
0
-1
-1
1
0
0
0
0
1
1
-1
0
1
1
1
1
-1
1
-1
1
-1
-1
1
1
0
-1
1
1
1
-1
-1
1
1
2
1
-1
1
-2
2
-1
-2
1
1
1
1
1
1
0
0
-1
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
1
1
0
1
-2
2
1
0
-1
1
-1
0
0
0
1
2
1
0
1
2
1
0
1
-2
2
1
2
-1
-2
-1
-2
1
0
0
2
2
0
-1
0
1
1
-1
0
0
2
1
1
1
0
-1
-1
0
-1
0
0
2
Abbildung 6-2: Wirkzusammenhänge zwischen Best Practices und Zielen des SCM, Teil 1

Typenspezifische Vorgehensweise Seite 113
Best Practices
SCM-Ziele
JIS-A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazitäten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
2
Best Practices
SCM-Ziele
JIS-A.
Kan
ban
Hohe Lieferqualität
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilität
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazitäten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
2
JIS-A.
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
SRM-
ePro
cur
1
1
2
1
0
-1
2
2
2
1
-1
1
-2
1
-2
0
0
1
1
1
1
2
0
1
1
1
1
1
1
1
-2
-1
0
-2
0
1
JIS-A.
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
4PL
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
0
0
1
2
2
0
0
0
-1
-1
0
0
0
0
SE
1 0 21
1
Best Practices
SCM-Ziele
JIS-A.
Hohe Lieferqualit ät
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilit ät
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazitäten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
2
Best Practices
SCM-Ziele
JIS-A.
Kan
ban
Hohe Lieferqualität
Hohe Lieferfähigkeit
Hohe Liefertreue
Kurze Auftragsbearbeitungszeit
Ausreichend hoher Lagerbestand
Hohe Lieferflexibilität
Reduzierung der Lieferzeit
Reduzierung derBereitstellungszeit
Hohe Informationsbereitschaft
Geringer Lagerbestand
Geringe Lagerinfrastruktur
Bestandsoptimierung
Geringe Investitionsausgaben
Hohe Prognosegenauigkeit
Ausschöpfen derLagerkapazitäten
Hohe Transportvolumen
Kurze Transportwege
Vermeidung von Fehllieferungen
Kurze Durchlaufzeiten
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
2
JIS-A.
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
SRM-
ePro
cur
1
1
2
1
0
-1
2
2
2
1
-1
1
-2
1
-2
0
0
1
1
1
1
2
0
1
1
1
1
1
1
1
-2
-1
0
-2
0
1
JIS-A.
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
1
1
2
1
0
1
1
0
0
1
1
1
-2
-2
0
-2
0
1
4PL
1
1
2
1
0
-2
1
2
2
-1
-1
-1
-2
1
-2
-2
0
0
2
1
1
0
0
1
2
2
0
0
0
-1
-1
0
0
0
0
SE
1 0 21
1
Abbildung 6-3: Wirkzusammenhänge zwischen Best Practices und Zielen des SCM, Teil 2
Die Werte haben hierbei folgende Bedeutung:
„-2“: Die Best Practice hat einen besonders negativen Einfluss auf die Erreichung des SCM-Ziels.
„-1“: Die Best Practice hat einen negativen Einfluss auf die Erreichung des SCM-Ziels.

Seite 114 Typenspezifische Vorgehensweise
„0“: Die Best Practice hat keinen Einfluss auf die Erreichung des SCM-Ziels.
„1“: Die Best Practice hat einen positiven Einfluss auf die Erreichung des SCM-Ziels.
„2“: Die Best Practice hat einen besonders positiven Einfluss auf die Erreichung des SCM-Ziels.

EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens Seite 115
7 EDV-technische Umsetzung und Entwicklung eines Handlungs-leitfadens
Zur gezielten Verbreitung der Projektergebnisse und zur Ermöglichung der praktischen Anwen-dung des SCM-Navigators für Unternehmen wurden die Ergebnisse der bisher beschriebenen Arbeitsschritte in einem Software-Tool umgesetzt. Die Softwarelösung wurde mit VBA in der Art programmiert, dass eine einfache und effiziente Handhabung des SCM-Navigators gewährleis-tet werden kann. Bei der Anwendung des SCM-Navigators wird der Benutzer Schritt für Schritt durch das Programm geführt. Sollten dem Anwender beim Ausfüllen der Masken Fragen ent-stehen, stehen Hilfsfunktionen zur Verfügung, die die zu treffenden Angaben sowie den gerade durchzuführenden Schritt des SCM-Navigators erläutern.
Das auf Excel basierende Werkzeug bietet dem Benutzer die Eingabe eines festen Unterneh-menstypen sowie aber auch die automatische Identifizierung eines solchen anhand der Eingabe bestimmter Unternehmensmerkmale. Durch die anschließende Gewichtung unternehmensspe-zifischer Ziele lassen sich geeignete Maßnahmen zur Reorganisierung herausfiltern. Eine Ausgabe der priorisierten Rangfolge der geeigneten Best Practices soll letztendlich dem Benut-zer die Entscheidungsfindung zur Auswahl erleichtern. Somit können durch den Einsatz des SCM-Navigators Entscheidungen bei der Priorisierung und Auswahl von SCM-Reorganisationsmaßnahmen unterstützt werden.
Das beschriebene Software-Tool liegt diesem Abschlussbericht in Form einer CD bei, die im Ordner des Abschlussberichts unter dem Gliederungspunkt 3 zu finden ist.
Um die Vorgehensweise zur Anwendung des SCM-Navigators im Unternehmen zu erläutern, entsand parallel zur EDV-technischen Umsetzung des SCM-Navigators ein Handlungsleitfaden. Der Handlungsleitfaden soll die Zuordnung zu einem Unternehmenstypen erläutern und bei der Spezifizierung der angestrebten Unternehmensziele im Bereich SCM helfen. Somit haben Unternehmen durch Software-Tool und Handlungsleitfaden nun die Möglichkeit, geeignete SCM-Reorganisationsmaßnahmen eigenständig zu priorisieren und auszuwählen. Zur Veran-schaulichung erläutert der Handlungsleitfaden die Verwendung des EDV-Tools u. a. anhand von Screenshots.
7.1 Vorgehensweise zur unternehmensspezifischen Priorisierung und Auswahl der SCM-Reorganisationsmaßnahmen
Zu Anfang muss das Unternehmen einem bestimmten Fertigertyp zugeordnet werden. Die Vorgehensweise dazu wird in Kapitel 7.1.1 erläutert. Dies geschieht, damit im weiteren Verlauf nur die für das Unternehmen geeigneten Maßnahmen betrachtet werden.
Zuletzt gewichtet der Nutzer die unternehmensspezifischen Ziele. Dadurch wird eine Priorisie-rung der Best Practices erreicht. Die nötigen Schritte werden in Kapitel 7.1.2 dargestellt.

Seite 116 EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens
7.1.1 Zuordnung des jeweiligen Unternehmens zu einem Unternehmenstypen und den identifizierten SCM-Reorganisationsmaßnahmen
Nach dem der Benutzer die Datei durch Doppelklick geöffnet hat, kann, je nachdem wie die Sicherheitseinstellungen bei Excel justiert sind, ein Dialogfenster mit einer Sicherheitswarnung aufpoppen. Es stellt dem Nutzer vor die Wahl Makros zu aktivieren oder zu deaktivieren. An dieser Stelle sollte Makros aktivieren gewählt werden.
Bei den nächsten Schritten zur Auswahl von Reorganisationsmaßnahmen hat der Benutzer eine Morphologie zu seinem Unternehmen auszufüllen (vgl. Abbildung 7-1). Lässt sich das Unternehmen jedoch von vorherein sicher einem Typ zuordnen, kann direkt die passende Morphologie durch Drücken auf den Button Anlagenbauer, Kleinserienfertiger, Serienfertiger, Mischfertiger oder Lagerfertiger ausgewählt werden (vgl. Abbildung 7-2). Unter Umständen ist ein Typ nicht klar festzulegen, dann kann die Einordnung auch durch das Tool geschehen. Dafür wird auf die einzelnen Merkmale geklickt, welche das Unternehmen erfüllt. Durch eine blaue Einfärbung der angewählten Felder lässt sich zu jedem Zeitpunkt die vorherige Auswahl nachvollziehen. Durch ein farbliches Hervorheben des Fertigertyps wird das Unternehmen durch die Auswahl eingeordnet. Rechts neben dem morphologischen Merkmalsschema befin-den sich die in Spalten angeordneten Unternehmenstypen. Wie schon zuvor erwähnt, können sie auch durch direktes Drücken angewählt werden. Wird die andere Möglichkeit genutzt, kann nach jedem angewähltem Ziel verfolgt werden, welche Eingabe welchem Typ zuzuordnen ist. Trifft das Merkmal auf eine bestimmte Morphologie zu, färbt sich die zugehörige Zelle magenta. Ist dieser Aspekt jedoch nur zum Teil/bedingt zutreffend, färbt sich das Feld leicht rosa. Dabei wird jedes Merkmal für sich schon eingestuft und bewertet, aber es erfolgt auch eine Bewertung über alles.
Abbildung 7-1: Unausgefüllte Morphologie

EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens Seite 117
Abbildung 7-2: Vorgewählte Morphologie
Die gemachten Eingaben werden mit hinterlegten Morphologien verglichen und abhängig von individuell gewichteten Kriterien sowie größter resultierender Übereinstimmung zugeordnet. Ist jeder Punkt abgehandelt worden, kann bei eindeutiger Zuordnung zur Zielgewichtung überge-gangen werden.
7.1.2 Spezifizierung der angestrebten Unternehmensziele im Bereich SCM Um zur Zielgewichtung zu gelangen ist nur ein Klick auf die Schaltfläche „Weiter zur Maßnah-menpriorisierung“ notwendig und die nächste Seite erscheint (vgl. Abbildung 7-3). Hier sind nun auf der linken Seite des Blattes die einzelnen Ziele, welche zu verfolgen für das Unternehmen von größerer oder kleinerer Bedeutung sein kann. Dies kann bei der zur Rechten angeordneten Spalte geschehen. Dazu muss lediglich hinter dem Ziel, bei Bedeutung, eines der Felder von „keine“ bis „prio.“ (priorisiert) angeklickt werden. Sichtbar bestätigt wir die Auswahl durch das Einfärben des Feldes in blau (vgl. Abbildung 7-4).

Seite 118 EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens
Abbildung 7-3: Unausgefüllte Zielgewichtung
Abbildung 7-4: Ausgefüllte Zielgewichtung
Wie bereits in Kap. 6 beschrieben sind die Ziele mit den Reorganisationsmaßnahmen verknüpft. Die Zielgewichtung eines Unternehmens wirkt sich über den Einfluss der Reorganisationsmaß-nahmen auf die jeweilige Zielerreichung letztlich auf die unternehmensspezifische Priorisierung der Maßnahmen aus. Durch die Implementierung dieser Daten innerhalb des Tools kann so nach jeder Zielgewichtung direkt der Einfluss auf die Maßnahmen verfolgt werden. Somit ergibt sich nach der Gewichtung eine Auswahl an Best Practices, welche für das Unternehmen geeig-net, bedingt geeignet oder nicht geeignet sind. In einem weiteren Schritt lässt sich eine detail-lierte Rangfolge der Reorganisationsmaßnahmen anzeigen. Die Ausgabe der priorisierten Rangfolge der geeigneten Best Practices soll letztendlich dem Be-nutzer die Entscheidungsfin-

EDV-technische Umsetzung und Entwicklung eines Handlungsleitfadens Seite 119
dung zur Auswahl erleichtern. (vgl. Abbildung 7-5). Dazu muss lediglich der Button „Weiter zur detaillierten Rangfolge“ angeklickt werden (vgl. Abbildung 7-4).
Abbildung 7-5: Detaillierte Rangfolge der SCM-Maßnahmen

Seite 120 Exemplarische Anwendung und Validierung der Forschungsergebnisse
8 Exemplarische Anwendung und Validierung der Forschungsergebnisse
In den vergangenen Monaten wurden Pilotanwendungen zur Funktionsüberprüfung und Ver-besserung des SCM-Navigators durchgeführt. Dazu wurden KMU verschiedener Typen in die Erarbeitung und Validierung der Ergebnisse eingebunden. Die dabei gewonnenen praktischen Erfahrungen flossen in die Überarbeitung des SCM-Navigators ein.
Die exemplarische Anwendung der Ergebnisse des Projektes wurde anhand von drei Fallstu-dien vorgenommen. Die durchgeführten Fallstudien haben die generelle Anwendbarkeit des SCM-Navigators bestätigt und werden in diesem Kapitel ausführlich beschrieben.
8.1 Vorgehensweise der exemplarischen Anwendung
Die exemplarische Anwendung erfolgte in allen drei Fallstudien durch die direkte Anwendung des SCM-Navigators. Die an den Fallstudien teilnehmenden Experten haben im Zuge des Projekts mehrfach an der Bewertung bzw. der Erstellung von Teilergebnissen im Referenzziel-system und der Unternehmenstypologie mitgewirkt.
Alle drei Anwendungsfälle sind daher für die Beurteilung der Relevanz und Eignung von ent-scheidender Bedeutung. Die Durchführung der exemplarischen Anwendungen erfolgte in allen drei Fällen nach der in Abbildung 8-1 dargestellten Vorgehensweise.
Abbildung 8-1: Vorgehensweise der exemplarischen Anwendung
Anwendungsphase Einf ührun
Vorgehens- Ergeb-
Unterneh- . Zielgewichtung Rangfolge der theoretisch
möglichen Best Practi-
Zuordnung in Eingrenzung der theoretisch möglichen Best Practi-
Methode/Hilfsmittel
standardisierter Fragebogen,
Bewertungsmat-
Morpholo-
Festlegung des Betrachtungsbe-
Definition des Anwendungs-(Produkt und Kunde)Definiti-
Darstellung der Vorgehensweise und Zielsetzung der Anwen-Erlä uterung der Problemstellung im Betrachtungsbereich
Anwendungsphase 2: Durch
Anwendungsphase 1: Einf ührung
Vorgehensschritt Ergebnis
Unternehensspez. Zielgewichtung Rangfolge der theoretisch
möglichen Best Practices
Zuordnung in Typologie Eingrenzung der theoretisch möglichen Best Practices
Methode/Hilfsmittel
standardisierter Fragebogen,
Bewertungsmatrix
Morphologie
Analyse
Festlegung des Betrachtungsbereichs
Definition des Anwendungsfalls(Produkt und Kunde)Definition
Darstellung der Vorgehensweise und Zielsetzung der AnwendungErlä uterung der Problemstellung im Betrachtungsbereich
Durchführung

Exemplarische Anwendung und Validierung der Forschungsergebnisse Seite 121
8.2 Durchführung der exemplarischen Anwendung
Die Durchführung der exemplarischen Anwendungen erfolgt anhand der in Kapitel 8.1 vorgestellten Vorgehensweise. Die exemplarischen Anwendungen wurden in Workshops mit Unternehmen durchgeführt. Die teilnehmenden Experten kamen aus den Berei-chen Logistik, Vertrieb, EDV und Produktionslenkung.
8.2.1 Fallstudie A
8.2.1.1 Anwendungsphase 1 „Einführung“
Das Unternehmen A produziert Konsumgüter der Unterhaltungselektronik überwiegend für den Europäischen Markt an drei Produktionsstandorten in Spanien und Wales. Das Unternehmen A führt die Endmontage der Konsumgüter durch. Jedoch ist es nicht das letzte Glied der Supply Chain. Unternehmen A ist Zulieferer von 14 Vertriebsorganisationen in ganz Europa, die als eigenständige Unternehmen unabhängig voneinander agieren und dem Unternehmen A ihre Aufträge separat übermitteln. Somit hat Unternehmen A 14 Kunden, die unterschiedliche Bedarfe melden und die Unternehmen A innerhalb von 2 Wochen nach Auftragseingang ter-mingerecht erfüllen muss. Unternehmen A ist somit in einer typischen Situation eines Zuliefe-rers in der Supply Chain der Konsumgüterindustrie, das zwar langfristige Prognosen von seinen Kunden erhält, die jedoch stark von den tatsächlichen Aufträgen abweichen. Für die Produktion des Produkts benötigt Unternehmen A normalerweise 4 Tage.
8.2.1.2 Anwendungsphase 2 „Durchführung“
Hautproblem im Betrachtungsbereich ist für Unternehmen A die Einhaltung der Liefertermine. Ungenaue und von ihrer Zuverlässigkeit unterschiedliche Prognosen der Ver-triebsorganisationen erschweren die termingerechte Erfüllung von Aufträgen. Produktionsseitig ist Unternehmen A in der Lage, die Produkte flexibel zu fertigen, jedoch stellen die starken saisonalen Auftragsschwankungen vor allem die Zulieferer und somit auch Unternehmen A vor große Probleme. Unternehmen A möchte distributionsseitig durch eine geeignete Gestaltung ihrer Kunden-Lieferanten-Schnittstelle erreichen, dass die Nachfrageschwankungen möglichst frühzeitig abgeschwächt werden, denn eine Verbesserung der mittel- und langfristigen Progno-se gilt in der Konsumgüterindustrie der Unterhaltungselektronik als äußerst schwierig.
Die Analyse der Charakteristika ergab, dass Unternehmen A ein Serienfertiger ist (vgl. Abbildung 8-2). Seine Produkte sind im Sinne der Morphologie Produkte mittleren Werts und Größe mit einer komplexen und hohen Fertigungstiefe. Die Produktstruktur ist konvergent und die Produktlebensdauer beträgt zwischen einem und fünf Jahren. Unternehmen A verkauft zwischen ein und zwei Millionen Produkte pro Jahr, wobei die Anzahl der Produktvarianten gering ist (weniger als 20 Varianten) und keine kundenspezifischen Varianten gefertigt werden. Marktseitig sind für Unternehmen A der Preis, die Variantenvielfalt und die Dienstleistungen, die um das Produkt angeboten werden, von mittlerer Bedeutung. Der Kunde verlangt in erster Linie eine pünktliche Lieferung und innovative Produkte. Die Kundennachfrage ist saisonal unter-schiedlich, jedoch innerhalb dieser Perioden gleichmäßig.
Die Produktion ist daher flexibel ausgelegt. Die quantitative Flexibilität liegt zwischen 15 und 30%, wobei die Mitarbeiter aufgrund der Produktion in Fertigungszellen ebenfalls flexibel ein-

Seite 122 Exemplarische Anwendung und Validierung der Forschungsergebnisse
setzbar sind. Das Produktionslayout bedingt eine Produktion in kleinen Losgrößen. Der Anteil der zugekauften Teile ist sehr hoch.
Abbildung 8-2: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen A (Serienfertiger)
Die Gewichtung der SCM-Ziele wurde von den Experten des Unternehmen A wie folgt angege-ben (vgl. Abbildung 8-3). Schwerpunkte der Ziele liegen in der Verbesserung der Liefertreue und –qualität, sowie der Optimierung der Bestände. Weiterhin sind eine hohe Lieferfähigkeit, die Vermeidung von Fehllieferungen und die Reduzierung von Durchlaufzeiten (Lieferzeit, Bereit-stellungszeit und Durchlaufzeit durchs Distributionssystem) wichtig. Investitionsausgaben, Aufwände für Lagerinfrastruktur sowie hohe Transportvolumen und das Ausschöpfen von Lagerkapazitäten sind weniger von Bedeutung.

Exemplarische Anwendung und Validierung der Forschungsergebnisse Seite 123
Abbildung 8-3: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen A, Teil 1
Basierend auf diesen Gewichtungen ergab die nutzenorientierte Bewertung der Best Practices, dass sich das „Supplier Relationship Management“ und ein „Kanban“-System am besten eig-nen, um die SCM-Ziele zu erfüllen. Des Weiteren sind die Best Practices „VMI“ und „CPFR“ relevant. „JIS-Anlieferung“, “ePro“, und „SE“ sollten weiter betrachtet werden (vgl. Abbildung 8-4).
Abbildung 8-4: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen A, Teil 2
Die Aussagen der Vertreter von Unternehmen A können wie folgt zusammengefasst werden:

Seite 124 Exemplarische Anwendung und Validierung der Forschungsergebnisse
Der SCM-Navigator bietet eine einfache Möglichkeit, die derzeitigen Best Practices des SCM vorzusortieren. Der Anwender muss jedoch darauf achten, dass er bei der Zielgewich-tung auch die Wünsche des Kunden berücksichtigt, denn sonst ist das Ergebnis u. U. nicht umsetzbar. Als großer Vorteil wurde angemerkt, dass das Tool dazu anregt, über die An-wendung neuer Best Practices nachzudenken. So wurde z. B. Kanban bislang noch nie in die Überlegungen mit einbezogen.
Die Best Practices VMI und CPFR sind definitiv relevant. Ihre Umsetzung wird genauer geprüft, um die bisherige JIT-Anlieferung mit schlechter Liefertreue abzulösen. Insbesonde-re beim VMI wird der Vorteil gesehen, dass unvorhergesehene Bedarfe aufgrund schlechter Prognosedaten besser abgefangen werden können und nicht, wie bisher zum Bull-Whip-Effekt und Lieferunfähigkeit bei den Zulieferern führen. CPFR, das VMI beinhaltet, wurde als schwierig und sehr aufwendig eingestuft, obwohl eine Verbesserung der Prognosedaten wünschenswert wäre.
Die Richtigkeit des Ergebnisses wurde ebenfalls bestätigt. Insbesondere die Vorteile von einem Kanban-System für die Gestaltung der Kunden-Lieferanten-Schnittstelle mit lokalen Kunden ist interessant, zumal das Unternehmen A derzeit seine Produktion nach dem Lean Manufacturing System umstellt und so eine wesentliche Voraussetzung erfüllen würde. E-benso wurde bestätigt, dass die übrigen Best Practices für den Anwendungsfall nicht rele-vant sind. So fühlten sich die Experten des Unternehmens A auch darin bestätigt, dass das derzeit angewendete JIT-Verfahren abgelöst werden sollte.
8.2.2 Fallstudie B
8.2.2.1 Anwendungsphase 1 „Einführung“
Unternehmen B produziert Mikrochips für die HiFi- und Automotive-Industrie. Bislang erfolgt die Distribution der Mikrochips im Betrachtungsbereich durch JIT Anlieferung auf der Grundlage von Aufträgen, die erst zwei Wochen vor dem Liefertermin fixiert werden. Da die Produktions-zeit für einen Mikrochip 14 Wochen beträgt, muss die Produktion auf der Grundlage von Be-darfsprognosen angestoßen werden. Die Bedarfsprognose erhält Unternehmen B jeweils für drei Monate, wobei die Genauigkeit mit zunehmendem Prognosezeitraum abnimmt.
8.2.2.2 Anwendungsphase 2 „Durchführung“
Hauptproblem von Unternehmen B sind die ungenauen Prognosedaten, die es von seinen Kunden bekommt. Da die Produktion aufgrund dieser Prognosedaten angestoßen wird, kommt es regelmäßig bei ansteigender Nachfrage zu „Out-of-Stock“-Situationen, bzw. bei nachlassen-der Nachfrage zur Überproduktion. Unternehmen B kann die Mikrochips nur eingeschränkt einlagern, da der technologische Fortschritt die Produkte schnell veralten lässt.
Die Analyse der Merkmale ergab, dass Unternehmen B ebenfalls ein Serienfertiger ist (vgl. Abbildung 8-5). Unternehmen B fertigt kleine Standard-Produkte mit kundenspezifischen Vari-anten von geringem Wert in sehr großer Stückzahl. Jedoch besteht die Variantenvielfalt häufig lediglich im Aufdruck des Kundennamens auf der Ummantelung des Chips. Wie Unternehmen A ist auch bei Unternehmen B der Kundenbedarf gleichmäßig, jedoch saisonabhängig. Als Chipfertiger produziert Unternehmen B in kleinen Losgrößen.

Exemplarische Anwendung und Validierung der Forschungsergebnisse Seite 125
Abbildung 8-5: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen B (Serienfertiger)
Bei der anschließenden Gewichtung der SCM-Ziele liegen die Schwerpunkte des Unterneh-mens B auf der Reduzierung der Lieferzeit, der Auftragsbearbeitungszeit und Lieferflexibilität, weil es oft große Abweichungen zwischen Prognosen und tatsächlichen Aufträgen gibt. Auf-grund der langen Produktionszeit von Mikrochips wird daher auch großer Wert auf eine hohe Prognosegenauigkeit gelegt (vgl. Abbildung 8-6). Weiterhin wichtig sind auch die Liefertreue, die Lieferqualität, die Bereitstellungszeit und niedrige Bestände.
Abbildung 8-6: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen B, Teil 1

Seite 126 Exemplarische Anwendung und Validierung der Forschungsergebnisse
Die nutzenorientierte Betrachtung ergab auf der Grundlage der Zielgewichtungen, dass „Kan-ban“, „SRM“, „QR“ und „CPFR“ eine hohe Relevanz für die Zielerreichung der SCM-Ziele des Unternehmens B haben. Des Weiteren wurden „VMI“, „JIS“ und „ECR“ noch als relevant einge-stuft (vgl. Abbildung 8-7).
Das Ergebnis war nicht überraschend, da insbesondere „QR“, „ECR“ und „CPFR“ auf der besseren Verfügbarkeit von Abverkaufsdaten am POS beruhen. Das Fehlen dieser Informatio-nen wird als Hauptgrund für die schlechte Genauigkeit der Prognosedaten angesehen. Die Aufwände für die Implementierung werden daher für „ECR“ und „CPFR“ vom Unternehmen B auch als hoch eingestuft, da man schon seit Jahren vergeblich versucht von den Kunden solche Daten zu bekommen. Jedoch schätzt man die Aufwände für „QR“ als weniger „hoch“ ein. „VMI“ wird vom Unternehmen B als umsetzbar eingeschätzt. „Kanban“ und „JIS“ sind aufgrund der langen Produktionszeiten nicht durchführbar. Bei einer Zykluszeit von 14 Wochen würden unverhältnismäßig hohe Lagerbestände anfallen.
Abbildung 8-7: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen B, Teil 2
Auch die Experten des Unternehmens B sollten die Anwendbarkeit des SCM-Navigators disku-tieren und die Ergebnisse des Anwendungsfalls hinsichtlich Relevanz und Richtigkeit im konkre-ten Anwendungsfall kommentieren. Die Aussagen können wie folgt zusammengefasst werden:
Der SCM-Navigator liefert die richtigen Ergebnisse. Auch wenn die Betrachtung Best Prac-tices wie „Kanban“ oder „JIS“ vorschlägt, werden diese Best Practices unter anderen Randbedingungen durchaus als sinnvoll erachtet. Es wurde betont, dass eine Produktions-zeit von 14 Wochen eine sehr spezielle Situation darstellt. Daher wird der SCM-Navigator als gutes Unterstützungsmittel angesehen, insbesondere wenn sich die Marktsituation än-dert und der Lieferant sich neu gegenüber seinen Kunden positionieren muss. Es beant-wortet qualitativ die Frage, wann welche Best Practice sinnvoll einzusetzen ist.
Die Best Practices „QR“ und „VMI“ werden in der derzeitigen Situation als relevant einge-stuft. „CPFR“ wird von den Experten des Unternehmens B aufgrund seines hohen Imple-

Exemplarische Anwendung und Validierung der Forschungsergebnisse Seite 127
mentierungsaufwands als weniger relevant bewertet. Es ist zu befürchten, dass die Imple-mentierung zuviel Zeit in Anspruch nehmen würde und sich in der schnelllebigen IT-Branche das Kunden-Lieferanten-Verhältnis zu schnell ändern kann, um derart aufwendige Best Practices einzuführen.
Die Richtigkeit des Ergebnisses wurde für den Anwendungsfall bestätigt. „QR“ wird als die ideale Lösung angesehen. Die damit verbundene Verbesserung der Prognosedaten wür-den viele der derzeitigen Probleme lösen, da man sich dann nicht nur auf die Prognosen des Kunden stützen müsste. Ebenso werden „CPFR“ und „VMI“ als richtiges Ergebnis be-wertet. Auch wenn „CPFR“ vom Unternehmen B nicht weiter in Betracht gezogen wird, will Unternehmen B seine Kunden-Lieferanten-Schnittstelle mit Unternehmen A über ein „VMI“-System gestalten. Man hofft, auf diese Weise nicht nur den Bull-Whip-Effekt abschwächen zu können, sondern auch als Nebeneffekt eine höhere Kundenbindung zu erreichen, die zu einem späteren Zeitpunkt zur Implementierung eines „QR“-Systems führen kann.
8.2.3 Fallstudie C
8.2.3.1 Anwendungsphase 1 „Einführung“
Unternehmen C produziert Träger für die Mikrochip-Herstellung. Die Mikrochips werden auf diese Träger gelötet. Sie sind im fertigen Mikrochip die Steckverbindung des Mikrochips zur Platine. Der Produktionsprozess findet an zwei Produktionsstandorten statt. Zunächst wird die Form der Träger aus Kupferbändern gestanzt. Diese werden in großen Losgrößen zum zweiten Produktionsstandort gebracht, wo sie beschichtet werden.
Die Produktion ist dadurch gekennzeichnet, dass ein hoher Anteil an Ausschussware produziert wird. Gründe hierfür sind die minimalen Toleranzen, die im Produktionsprozess eingehalten werden müssen. Obwohl die Produkte von Unternehmen C Standardprodukte mit Varianten sind, die in Massenproduktion hergestellt werden, beträgt die Auftragsbearbeitungszeit 14 Wochen, so dass die Kunden des Unternehmens C ihre Aufträge aufgrund von Prognosedaten erstellen. Die meisten Kunden von Unternehmen C verlangen eine JIT-Anlieferung.
8.2.3.2 Anwendungsphase 2 „Durchführung“
Aufgrund des hohen Anteils an Ausschussware hat Unternehmen C häufig Probleme, die Liefertermine einzuhalten. Des Weiteren benötigt das derzeitige Produktionssystem genaue Prognosedaten, um lieferfähig zu sein.
Unternehmen C wird über die Morphologie als Mischfertiger klassifiziert (vgl. Abbildung 8-8). Die Produkte des Unternehmen C sind klein und haben einen geringen Wert. Es sind Standard-produkte ohne kundenspezifische Varianten, die in Serienenproduktion in großen Stückzahlen pro Jahr gefertigt werden. Die Nachfrageschwankungen sind unregelmäßig, wobei die Produkte kontinuierlich nachgefragt werden. Obwohl Unternehmen C versucht, die Produkte gemäß den Prognosedaten zu fertigen, fertigt es doch aufgrund des hohen Anteils an Ausschussware auftragsanonym.

Seite 128 Exemplarische Anwendung und Validierung der Forschungsergebnisse
Abbildung 8-8: Morphologisches Merkmalsschemata zur Bestimmung des Unternehmenstyps von Unternehmen C (Mischfertiger)
Die Gewichtung der SCM-Ziele ergab, dass eine hohe Liefertreue das wichtigste Ziel von Unternehmen C ist (vgl. Abbildung 8-9). Weiterhin wichtig ist das Erreichen einer hohen Liefer-qualität und ausreichend hoher Lagerbestände. Als Mischfertiger ist Unternehmen C bemüht, einen optimalen, aber ausreichenden Lagerbestand an Fertigwaren zu haben. Hierfür ist eine höhere Prognosegenauigkeit wichtig. Ebenso wichtig ist es für Unternehmen C, die Investitio-nen und Kosten gering zu halten.
Abbildung 8-9: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen C, Teil 1

Exemplarische Anwendung und Validierung der Forschungsergebnisse Seite 129
Ergebnis der nutzenorientierten Betrachtung ist, dass „COIM“, „CR“ und „QR“ eine hohe Rele-vanz für die Zielerreichung der SCM-Ziele von Unternehmen C haben. Des Weiteren kann „VMI“ und ECR zur Zielereichung beitragen. Die Aufwände für diese Best Practices wurden für „CR“ als gering eingestuft, während „COIM“ aufgrund der höheren IT-Integration mit dem Kunden als mittlerer Aufwand eingestuft wird. „VMI“, das eine sehr hohe IT-Integration erfordert, und „QR“, das vor allem zu einer höheren Prognosegenauigkeit beiträgt, wird als sehr aufwen-dig angesehen, weil Unternehmen C als „3rd tier supplier“ nur sehr schwer POS-Daten erfassen kann.
Auf der Grundlage dieser Angaben werden die Best Practices „COIM“ und „CR“ priorisiert (vgl. Abbildung 8-10). Beide Best Practices sehen eine Lagerung der Produkte beim Kunden vor, jedoch mit einem unterschiedlichen Niveau der IT-Integration mit dem Kunden.
Abbildung 8-10: Nutzenorientierte Bewertung der Best Practices zur Zielerreichung im Unter-nehmen C, Teil 2
Auch im Anwendungsfall C wurden die Experten in der dritten Anwendungsphase gebeten, die Anwendbarkeit des SCM-Navigators zu bewerten und die Ergebnisse hinsichtlich Relevanz und Richtigkeit zu kommentieren. Die Bewertung der Vertreter von Unternehmen C kann wie folgt zusammengefasst werden:
Das Entscheidungsmodell ist hilfreich, um die Vor- und Nachteile der verschiedenen Mög-lichkeiten zur Ausgestaltung der Kunden-Lieferanten-Schnittstelle aufzuzeigen. Das Unter-nehmen C sieht jedoch den größten Nutzen in der Anwendung des SCM-Navigators für die Auswahl von Best Practices zur logistischen Verknüpfung von konzerninternen Produkti-onsstätten einer Lieferkette. Das Hauptinteresse liegt hierbei auf Best Practices, die helfen, Kosten zu reduzieren. Kundenseitig gibt es kaum Möglichkeiten, die Gestaltung der logisti-schen Kunden-Lieferanten-Schnittstelle zu beeinflussen. Dafür ist die Marktmacht der Kun-den vom Unternehmen C zu groß.

Seite 130 Exemplarische Anwendung und Validierung der Forschungsergebnisse
Die Best Practices, die vom Tool vorgeschlagen werden, sind fast alle relevant. Das Ergeb-nis entspricht den Erfahrungen des Unternehmens C. Die Best Practices, die durch den SCM-Navigator vorgeschlagen werden, sind vorteilhafter als die „JIT-Anlieferung“.
Die Richtigkeit des Ergebnisses wurde ebenfalls bestätigt. „COIM“ ist nach Meinung der Experten die sinnvollste Lösung. Mit „VMI“, dessen Einführung von einigen Kunden gefor-dert wird, sind zwar geringere Bestände zu erreichen, jedoch sind die Kosten für die Imp-lementierung relativ hoch. „CR“ wurde in der Vergangenheit schon angewendet, bevor die Kunden eine „JIT-Anlieferung“ verlangten. Für das Unternehmen C war „CR“ einfacher und kostengünstiger als die „JIT-Anlieferung“.

Dokumentation und Transfer der Ergebnisse Seite 131
9 Dokumentation und Transfer der Ergebnisse
Verschiedene Veröffentlichungen und Präsentationen zum Thema SCM-Navigator sollen zum Transfer der Forschungsergebnisse beitragen.
Neben der durchzuführenden Dokumentation der Projektergebnisse im Abschlussbericht wurden und werden die Ergebnisse des Projekts SCM-Navigator über verschiedene Medien der Öffentlichkeit präsentiert. Die einzelnen Formen des Ergebnistransfers werden nachfolgend in diesem Kapitel aufgeführt.
9.1 Veröffentlichungen in Fachzeitschriften
Bereits im Juni 2005 erschien in der UdZ 2-2005 eine Veröffentlichung mit dem Titel „Supply Chain Management Navigator – Instrumentarium zur Priorisierung und Auswahl von SCM-Reorganisationsmaßnahmen bei KMU“. Diese Veröffentlichung gab den damaligen Stand des Projekts wieder und ist im Ordner des Abschlussberichts unter Gliederungspunkt 4 zu finden.
Zwei weitere Veröffentlichungen in Fachzeitschriften sind bereits terminiert sowie erstellt und eingereicht. Eine erscheint in Ausgabe 9-2006 der wt Werkstattstechnik online und trägt den Titel „Reorganisation der überbetrieblichen Auftragsabwicklung – SCM-Navigator: Unterstüt-zung der Priorisierung und Auswahl von SCM-Reorganisationsmaßnahmen“. Die andere Veröf-fentlichung erscheint unter dem Titel „SCM-Navigator zur Unterstützung der Priorisierung und Auswahl von SCM-Konzepten“ in der UdZ 3-2006. Beide Veröffentlichungen liegen dem Bericht im Ordner des Abschlussberichts unter Gliederungspunkt 4 bei.
Darüber hinaus werden die Ergebnisse über die Öffentlichkeitsarbeit des FIR einem breiten Publikum zugänglich gemacht. Neben den aufgeführten Publikationen werden die Projekter-gebnisse durch weitere geplante Beiträge in Fachzeitschriften sowie durch Veröffentlichungen im Internet und Vorträge publiziert.
Veröffentlichungen:
Schweicher, B.: Supply Chain Management Navigator. Instrumentarium zur Priorisierung und Auswahl von SCM-Reorganisationsmaßnahmen bei KMU. In: Unternehmen der Zukunft, Aachen (2005)2, S. 15-17.
Schweicher, B.: Reorganisation der überbetrieblichen Auftragsabwicklung – SCM-Navigator: Unterstützung der Priorisierung und Auswahl von SCM-Reorganisationsmaßnahmen. In: wt Werkstattstechnik online, Jahrgang 96 (2006) H. 9.
Schweicher, B.; Jursch, S.: SCM-Navigator zur Unterstützung der Priorisierung und Auswahl von SCM-Konzepten. In: Unternehmen der Zukunft, Aachen (2006)3.
Seite 132 Dokumentation und Transfer der Ergebnisse
9.2 Präsentationen in Industrieunternehmen (Arbeitskreis)
Ein intensiver Ergebnistransfer fand des Weiteren durch Präsentationen in Industrieunterneh-men statt, die über die in Kapitel 8 beschriebenen Fallbeispiele hinaus durchgeführt wurden. Der Transfer in die Praxis wurde dabei durch Diskussionen mit Vertretern der Industrie gewähr-leistet. Entsprechende Termine zur Präsentation, Diskussion und Validierung der Projektergeb-nisse wurden bereits durchgeführt, weitere sind derzeit in Vorbereitung. Bei diesen Terminen wurden Anforderungen der Unternehmen eingebracht und zur Weiterentwicklung des SCM-Navigators genutzt. Die gezeigten Präsentationen liegen dem Bericht im Ordner des Ab-schlussberichts unter Gliederungspunkt 4 bei.
Präsentationen:
Vorstellung des Projekts sowie Diskussion und Validierung der Projektergebnisse bei der Siempelkamp GmbH am 26.01.2006
Vorstellung des Projekts sowie Diskussion und Validierung der Projektergebnisse bei der Schiesser AG am 11.04.2006
9.3 Präsenz auf Veranstaltungen
Zweimal war das Projekt SCM-Navigator auf dem AiF-Innovationstag vertreten. Dabei wurde das Projekt jeweils durch Poster und Standpräsentationen vorgestellt. Verschiedene Besucher der Veranstaltungen zeigten Interesse am Projekt und informierten sich über den aktuellen Entwicklungsstand. Die Standpräsentationen sowie einige Impressionen der Veranstaltungen sind unter Gliederungspunkt 4 im Ordner des Abschlussberichts zu finden.
Außerdem wurden die Ergebnisse des Projekts im Rahmen einer Vortragsreihe des FIR am 17.07.2006 in Aachen Vertretern der Wissenschaft präsentiert.
Veranstaltungen:
Vorstellung des Projekts mit eigenem Stand und Präsentation auf AiF-Innovationstag in Berlin am 01.06.2005
Vorstellung des Projekts mit eigenem Stand und Präsentation auf AiF-Innovationstag in Berlin am 01.06.2006
Präsentation der Ergebnisse im Rahmen einer Vortragsreihe des FIR in Aachen am 17.07.2006
9.4 Internetauftritt
Weiterhin wurde eine Web-Seite erstellt, die zum einen das Forschungsprojekt und die erzielten Ergebnisse zeitgemäß präsentiert und zum anderen Unternehmen die Möglichkeit bietet, ihre Erfahrungen an das Forschungsteam weiterzugeben. Neben Informationen zum Projekt und Kontaktmöglichkeiten werden Interessenten auf der Homepage auch Projektpublikationen zum Download zur Verfügung gestellt.

Dokumentation und Transfer der Ergebnisse Seite 133
Unter http://www.fir.rwth-aachen.de im Bereich „Themen & Projekte“ finden interessierte An-wenderunternehmen und Forschungspartner Ergebnisse und Informationen zum Projekt SCM-Navigator.
Internetadresse:
http://www.fir.rwth-aachen.de
9.5 Poster und Flyer
Zur Bewerbung des Projekts wurden im Rahmen von Veranstaltungen und Industrieworkshops Poster und Flyer eingesetzt, die das Projekt sowie die erarbeiteten Ergebnisse beschreiben. Die erstellten Poster und Flyer liegen dem Bericht im Ordner des Abschlussberichts unter Gliede-rungspunkt 4 bei.

Seite 134 Zusammenfassung und Ausblick
10 Zusammenfassung und Ausblick
In Deutschland stellen KMU über 99% aller umsatzpflichtigen Unternehmen dar und tragen mit 57% zur Bruttowertschöpfung aller Unternehmen bei. Außerdem tätigen sie 46% der Bruttoin-vestitionen vor (IFM BONN 2001). Bereits bei einer geringen durchschnittlichen Kostenredukti-on von etwa 5% pro Projekt durch den Einsatz des SCM-Navigators können gesamtwirtschaft-lich bei rund 15000 KMU nach HOPPENSTEDT (2000) im verarbeitenden Gewerbe mehrere Millionen Euro gespart werden. Neben den Einsparungseffekten können mit Hilfe des SCM-Navigators Potenziale entdeckt und gehoben werden. Dadurch entstehen für KMU Möglichkei-ten, die bislang häufig nur von größeren Unternehmen wahrgenommen wurden (CORSTEN 2002).
Unternehmen agieren in Netzwerken, die sich dynamisch den globalen Marktveränderungen anpassen müssen. Insbesondere für Zulieferer ist es daher von großer Bedeutung, die Kunden-Lieferanten-Schnittstelle zum Kunden so zu gestalten, dass nicht nur der Kunde zufrieden gestellt wird, sondern dass auch die eigenen SCM-Ziele erfüllt werden können. Hierzu existie-ren verschiedene Best Practices im Bereich des SCM, die beiden Partnern Vorteile bieten, wenn sie unter den richtigen Rahmenbedingungen angewendet werden.
Ziel des Projektes war es, eine Entscheidungsunterstützung zu entwickeln, die es Unternehmen erlaubt, fallspezifisch die richtige SCM-Reorganisationsmaßnahme zu identifizieren. Hierzu mussten zum einen die Reorganisationsmaßnahmen identifiziert werden, die die logistische Ausgestaltung der Kunden-Lieferanten-Schnittstelle betreffen. Zum anderen mussten die Rahmenbedingungen geklärt werden, die Unternehmen in der Lieferkette charakterisieren. Während die Maßnahmen durch intensive Literaturrecherchen identifiziert wurden, wurden die Rahmenbedingungen der Unternehmen in der Lieferkette empirisch über multivariate Analyse-methoden untersucht.
Es wurden 13 relevante SCM-Reorganisationsmaßnahmen und fünf Unternehmenstypen identifiziert. Die ermittelten Unternehmenstypen zeigten den Wandel hin zu einer stärkeren Kundenorientierung, einem wesentlichen Merkmal für die Anwendung des SCM. Letzter Be-standteil ist das SCM-Zielsystem, das die SCM-Ziele operationalisiert und systematisch durch Ober-, Mittel- und Unterziele beschreibt. Aufbauend auf den Wirkbeziehungen zwischen diesen einzelnen Elementen wurde der SCM-Navigator als EDV-Tool umgesetzt, das zusammen mit dem Handlungsleitfaden Unternehmen bei der Priorisierung und Auswahl geeigneter SCM-Reorganisationsmaßnahmen unterstützen soll.
Als Ausblick sind auf der Basis der erarbeiteten Ergebnisse verschiedene Aktivitäten denkbar. So wird empfohlen, in regelmäßigen Zeitintervallen neue SCM-Reorganisationsmaßnahmen dem SCM-Navigator hinzuzufügen, um das Tool dem jeweils aktuellen Erkenntnisstand anzu-passen. Zudem wäre eine sinnvolle Erweiterung die Entwicklung einer Vorgehensweise zur Bestimmung des Aufwands bei der Implementierung von Best Practices. Es könnte sowohl die nutzenorientierte Betrachtung als auch die aufwandorientierte Betrachtung geprüft werden. Ausgangspunkte für die nutzenorientierte Betrachtung wären die Unternehmenstypologie und die Gewichtung der operationalisierten SCM-Ziele. Durch diese Eingangsdaten könnte über Wirkzusammenhänge eine nutzenorientierte Auswahl der Best Practices getroffen werden. Anschließend würde eine aufwandsorientierte Bewertung der Best Practices erfolgen, die

Zusammenfassung und Ausblick Seite 135
zusammen mit der nutzenorientierten Bewertung eine Auswahl der geeigneten Best Practice zur Gestaltung der logistischen Kunden-Lieferanten-Schnittstelle gewährleistet. Durch die Formulierung und Operationalisierung von Entscheidungstabellen nach DIN 66 241 würden Subjektivitäten bei der Bewertung und Auswahl der Best Practices vermieden werden. Ebenso würde ein Vorgehensmodell zur Implementierung der Best Practices den SCM-Navigator sinnvoll erweitern.

Seite 136 Literatur
Literatur
Alt, R.; Cäsar, M.; Leser, F.; Österle, H.; Puschmann, T.; Reichmayr, C.:
Architektur für das Business Networking. Bericht – 12.09.2001. Universität St. Gallen – Institut für Wirtschaftsinformatik. St. Gallen 2001.
Arnold, D.; Faißt, B.:
Implementation of an information exchange system within a supply chain – analysis of the bullwhip effect. In: International Conference on Production Research, ICPR, Bangkok, 2000.
Arntzen, B. C.; Brown, G. G.; Harrison, T. P.; Trafton, L. L.:
Global Supply Chain Management at Digital Equipment Corporation. In: Interfaces, 1(1995), S. 69-93.
Backhaus, K., Erichson, B., Plinke, W., Weiber, R.:
Multivariate Analysemethoden – Eine anwendungsorientierte Einführung. 10. Auflage, Springer Verlag, Berlin et al., 2003.
Banfield, E.: Harnessing Value in the Supply Chain. John Wiley & Sons, New York 1999.
Becker, T.; Dammer, I.; Howaldt, J.; Killich, S.; Loose, A. :
Netzwerke – praktikabel und zukunftssicher. In: BECKER, T.; DAMMER, I.; HOWALDT, J.; KILLICH, S.; LOOSE, A. (Hrsg.): Netzwerkmanagement – Mit Kooperation zum Unternehmenserfolg. Springer Verlag, Berlin, Heidelberg, New York, S. 3-12, 2005.
Becker, T.; Geimer, H.:
�rozessgestaltung und Leistungsmessung – wesentliche Bausteine für eine Weltklasse Supply Chain. In: HMD Theorie und Praxis der Wirtschaftsinformatik, Heft 207, 1999.

Literatur Seite 137
Beckmann, H.: Supply Chain Management Systeme – Aufbau und Funktiona-lität. In: Jahrbuch der Logistik 1999. Verlagsgruppe Handelsblatt, Düsseldorf 1999, S. 166-171.
Beckmann, H.: Supply Chain Management – Strategien der Kooperation: Integrale Logistik als Wachstumskonzept. In: Jahrbuch der Logistik 1998. Verlagsgruppe Handelsblatt, Düsseldorf 1998, S. 23-29.
Bernardy, G.: Anleitung zur empirischen Untersuchung technischer und organisatorischer Gestaltungsmaßnahmen. Verlag der Augustinus-Buchhandlung, Aachen, 1996.
Bloech, J.; Ihde, G.B.:
Vahlens großes Logistiklexikon. Verlag Vahlen, München 1997.
Booch, G.; Rumbaugh, J.; Jacabson, I.:
The Unified Modeling Language User Guide, 1997
Bortz, J., Döring, N.:
Forschungsmethoden und Evaluation. 3. Auflage, Springer Verlag Berlin et al. 2002.
Boston Consulting Group:
Boston Consulting Group (2000) Getting Value from Enter-prise Initiatives: A survey of Executives, http://www.bcg.com/publications/files/Enterprise_Computing_report.pdf, Zugriff am 07. Februar 2002
Bothe, K.: Strategic Supply Chain. A Blueprint for revitalising the manu-facturer–supplier-partnership. Amacom, New York 1989.
Bowersox, D.; Closs, D.:
Logistical Management. The integrated Supply Chain Process.Mc Graw Hill Companies, New York 1996.
Bowersox, D. J.; Frayer, D. J.:
Competitive advantage through strategic logistics planning. In: Logistics Technology International 1993. Hrsg.: Brace, G. Sterling Publications, London 1993, S. 43-45.

Seite 138 Literatur
Brast, K.; Bruckner, A.:
Optimierung der Auftragsgrobplanung bei Mischfertigern. In: Industrie Management 18(2002)5, S. 43-45.
Breyer, E.T.; Fiedler, C.:
Der Peitscheneffekt in der Absatzkette. http://www.rz.fh-ulm.de\breyer\publish/Bullwhip.pdf (Zugriff am 10.04.2003).
Burbidge, J. L.: The New Approach to Production. In: Production Engineer, 40(1961)12, S. 769-784.
Christopher, M. J.: Logistics and Supply Chain Management – Strategies For Reducing Cost And Improving Service. Financial Times Prentice Hall, London 1998.
Christopher, M. J.: Logistics and Supply Chain Management. Financial Times Pitman Publishing, London 1992.
Cooper, D., R., Schindler, P.,S.:
Business research methods. 2. Auflage, McGraw-Hill/Irwin, Boston et al., 1998.
Cooper, M. C.; Lambert, D. M.; Pagh, J. D.:
Supply Chain Management: More Than A New Name For Logistics. In: International Journal of Logistics Management, (1997)1, S. 1-14.
Cooper, M. C.; Ellram, L. M.:
Characteristics of Supply Chain Management and the Implica-tions for Purchasing and Logistics Strategy. In: The International Journal of Logistics Management, 5(1993)2, S. 13-24.
Cooper, M. C.; Ellram, L. M.:
Supply Chain Management. Partnership and the Shipper – Third Party Relationship. In: The International Journal of Logistics Management, 02/1990, S. 1-10.
Corsten, D.; Gabriel, C.:
Supply Chain Management erfolgreich umsetzen. Grundlagen, Realisierung und Fallstudien. Springer-Verlag, Berlin et al. 2002.
Corsten,H.; Gössinger, R.:
Einführung in das Supply Chain Management. Oldenbourg Verlag, München 2001.

Literatur Seite 139
Corsten, D.: Gestaltungsprinzipien des Supply Chain Management. In: IO Management, 4(2000), S. 36-41.
Coyle, J., J.; Bardi, E., J.; Langley Jr., C., J.:
The management of business logistics. 2. Auflage, West Publishing company, Minneapolis/St. Paul, et al. 1996.
Dangelmeier, W.; Brockmann, K.; Hamady, M. O.; Holtkamp, R.; Langemann, T.:
OOPUS-PSCM – Ein Werkzeug zum Produktions- und Supply Chain Management. In: Logistik Management. Intelligente I+K Technologien. Hrsg.: Kopfer, H.; Bierwirth, C. Springer-Verlag, Berlin et al. 1999, S. 245-255.
Dantzer, U.: ECR – Kooperation zwischen Industrie und Handel. In: Distribution, 28(1997)4, S. 10-12.
Davis, T.: Effective Supply Chain Management. In: Sloan Management Review, (1993)4, S. 35-46.
Degen, H.; Lorscheid, P.:
Statistik-Lehrbuch: mit Wirtschafts- und Bevölkerungsstatistik. Oldenbourg-Verlag, München 2001.
Deininger, O.: Schwierige Kunden beim Einkauf. E-Procurement im Maschi-nenbau. In: CYbiz * Band 5 (2004) Heft 3, Seite 20-23
Dichtl, E.; Issing, O.:
Vahlens großes Wirtschaftslexikon. 2. überarbeitete und erweiterte Auflage, Verlag Vahlen München 1993.
Diruf, G.: Computergestützte Informations- und Kommunikations-systeme der Unternehmenslogistik als Komponenten innovativer Logistikstrategien. In: Logistik: Beschaffung, Produktion, Distribution, Hrsg.: Isermann, H. Landsberg am Lech 1994, S. 71-86.
Dombrowski, U.; Schmidt, S.; Quack, S.:
Kapazitätsgrobplanung im Produktionsnetzwerk. In: PPS Management 9(2004)2, S. 17-20.

Seite 140 Literatur
Dombrowski, U.; Zeisig, M.:
Just-In-Time-Informationskonzept befähigt die Kooperation in Produktionsnetzwerken. In: Industrie Management 18(2002)3, S. 13-16.
Dumke, R.R.: Unified Modeling Language. Otto-Von-Guericke-Universität Magdeburg. URL: http://ivs.cs.uni-magdeburg.de (Stand 01.08.2003).
Eckes, T.; Rossbach, H.:
Clusteranalysen. W. Kohlhammer Verlag, Stuttgart et al. 1980.
Eggers, T.; Kinkel, S.:
Produktionsnetzwerke im Verarbeitenden Gewerbe. In: ZWF 97(2002)9, S. 435-440.
Ester, B.: Benchmarks für die Ersatzteillogistik. Erich Schmidt Verlag GmbH & Co., Berlin 1997.
Eversheim, W.: Produktionsmanagement II. Vorlesungsumdruck. Laboratorium für Werkzeugmaschinen und Betriebslehre, RWTH. Aachen 2001.
Eversheim, W.: Organisation in der Produktionstechnik: Grundlagen, VDI-Verlag Düsseldorf 1996
Fahrmeir, L.; Hamerle, A.; Tutz, G.:
Multivariate statistische Verfahren. 2. Auflage, Verlag Walter de Gruyter, Berlin et al. 1996.
Fahrwinkel, U.: Methode zur Modellierung und Analyse von Geschäfts-prozessen zur Unterstützung des Business Process Reengineering. Dissertation Universität-Gesamthochschule Paderborn 1995.
Feuerborn, K.: Qualifizierung für die Planung der rechnerintegrierten Produk-tion: Entwicklung eines prozessorientierten Unternehmensmo-dells als Basis eines flexiblen Lernortes. Dissertation RWTH Aachen 1994. Shaker Verlag, Aachen 1994.

Literatur Seite 141
Fine, Ch.: Clockspeed : Winning Industry Control in the Age of Tempo-rary Advantage, Perseus Books, Reading/Massachusetts 1998
Fisher, M. L.: What is the right Supply Chain for your Product? In: Harvard Business Review, 5(1997)6, S. 105-116.
Fong, S. W.; Cheng, E. W. L.; Ho, D. C. K.:
Benchmarking: a general reading for management practitioners. In: management decision, 36(1998)6, S. 407-418.
Forrester, J. W.: Industrial Dynamics. MIT Press, Cambridge 1961.
Frank, U.: Multiperspektivische Unternehmensmodellierung: Theoretischer Hintergrund und Entwurf einer objekt-orientierten Entwicklungsumgebung. Habilitationsschrift Universität Marburg 1993. Gesellschaft für Mathematik und Datenverarbeitung, Sankt Augustin 1994.
Frost & Sullivan: Europamarkt für Supply Chain Management Software. Frost & Sullivan Report 3848., Frost & Sullivan, 2001. URL: http://www.frost.com. (Zugriff am 20.04.2003)
Gabler: Gabler-Lexikon Logistik: Mangement logistischer Netzwerke und Flüsse. Hrsg.: Klaus, P.; Krieger, W. Gabler Verlag Wiesbaden 1998.
Gattorna, J.: Strategic Supply Chain Alignment : Best practice in supply management, Gower Publishing, Ltd.1998
Göpfert, I.: Stand und Entwicklung der Logistik. In: Logistikmanagement, 1(1998)1, S. 19-33.
Gourdin, K., N.: Global logistics management: A competitive advantage for the new millennium. Blackwell Publishers Ltd., Oxford 2001.

Seite 142 Literatur
Grosse-Oetringhaus, W.-F.:
Fertigungstypologie unter dem Gesichtspunkt der Fertigungsablaufplanung. In: Betriebwirtschaftliche Forschungsergebnisse, Bd. 65. Hrsg.: Kosiol, E. et al. Drucker & Humbolt, Berlin 1974.
Grosse-Wilde, J.: SRM – Supplier-Relationship-Management. In: Wirtschaftsinformatik * Band 46 (2004) Heft 1, Seite 61-63
Grundmann, M.: Supply Chain Management – eine Schlüsselkompetenz im Wettbewerb. In: HMD Praxis der Wirtschaftsinformatik, Heft 219, S. 54-64.
Hagen, K.: Efficient Consumer Response (ECR) – ein neuer Weg in die Kooperation zwischen Industrie und Handel. In: Integrative Instrumente der Logistik; Informations-verknüpfung, Prozessgestaltung, Leistungsmessung, Synchronisation. Reihe Unternehmensführung und Logistik. Hrsg.: Pfohl, H.-Chr., Erich Schmidt Verlag, Berlin 1996, S. 85-96.
Hahn, D.: Problemfelder des Supply Chain Management. In: WILDEMANN, H. (Hrsg.): Supply Chain Management. TCW Transfer-Centrum-Verlag, München.
Halusa, M.: Supply-Management-Controlling – Ein aktivitäts- und koopera-tionsorientierter Ansatz. Dissertation der Universität St. Gallen. Difo-Druck, Bamberg 1996.
Hanman, S.: Benchmarking your firm’s performance with best practice. In: The International Journal of Logistics Management 8(1997)2, pp.1-18.
Hannen, C.: Informationssystem zur Unterstützung des prozess-orientierten Qualitätscontrolling. Dissertation RWTH Aachen 1996. Verlag der Augustinus Buchhandlung, Aachen 1996.

Literatur Seite 143
Harland, C. M.: Supply Chain Management: Relationships, Chains and Net-works. In: British Journal of Management, Special Issue, 7(1996)3, S. 63-80.
Helming, B.; Zonnen-Berg, J. P.:
The 5 fulcrum points of a supply chain strategy. In: Supply Chain & Logistics Journal, Heft 4.
Hewitt, F.: Supply Chain Redesign. In: The International Journal of Logistics Management (1994)5, S. 1-9.
Heydt, A. v. d.: Efficient Consumer Response. 3. Auflage. Frankfurt/Main 1998.
Hieber, R.: Supply Chain Management: a collaborative performance measurement approach. Vdf, Hochschulverlag an der ETH Zürich, Zürich 2002.
Hieber, R.; Windischer, A.; Alard, R.; Fischer, D.:
Erfolgreich kooperieren in Supply Chains – Trends und Prakti-ken in der unternehmensübergreifenden Zusammenarbeit. Studienbericht des Forschungsprojektes ProNet an der ETH Zürich.
Hillebrand, V.: Gestaltung und Auswahl von Koordinationsschwerpunkten zwischen Produzent und Logistikdienstleister. Dissertation RWTH Aachen. Shaker Verlag, Aachen 2002.
Hinterhuber, H. H.; Friedrich, S. A.:
Quo Vadis ECR? Von der Effizienzsteigerung zur Kundenori-entierung. In: Handbuch Efficient Consumer Response. Hrsg.: Heydt, A. Vahlen-Verlag, München 1999, S. 331-346.
Hirth, K.: PPS beim Einsatz flexibler Fertigungssysteme. Voraussetzungen und Gestaltungshinweise für eine effiziente Auftragsabwicklung. Dissertation RWTH-Aachen. Fir+iaw – Forschung für die Praxis, Bd. 30. Springer-Verlag, Berlin u. a. 1990.

Seite 144 Literatur
Hoole, R.: Supply Chain Trends 2003: What is on the agenda. Study Pittiglio Rabin Todd & McGrath (PRTM), Boston 2003.
Hoppenstedt: Hoppenstedt (2000) Mittelständische Unternehmen: Deutsch-land, CD-ROM Ausgabe 1, Darmstadt
Houlihan, J. B.: International Supply Chain Management. In: International Journal of Physical Distribution and Materials Management, 1(1985), S. 22-38.
Hucht, A.; Mühle, M.:
Just-in-sequence-Logistik für die Automobilindustrie. www.Panopa.de/ART_0602/April 2002. (Zugriff am 24.10.2003).
Hughes, J.; Ralf, M.; Michels, B.:
Supply Chain Management – So steigern Sie die Effizienz ihres Unternehmens durch perfekte Organisation der Wert-schöpfungskette. Mi Verlag moderne industrie, Landsberg/Lech 2000.
Hummel, S.; Männel, W.:
Kostenrechnung 1. Grundlagen, Aufbau und Anwendung. Gabler Verlag, Wiesbaden 1986.
IFM Bonn Institut für Mittlestandsforschung Bonn (2001), http://www.ifm-bonn.org/presse/kmu.pdf, Zugriff am 07. Februar 2002
Isermann, H.: Logistik: Gestaltung von Logistiksystemen. 2. überarbeitete und erweiterte Auflage. Mi Verlag moderne industrie, Landsberg/Lech 1998.
Iten, A.; Titzrath, B.; Scholtissek, S.:
Mit eProcurement zur Kostenreduktion im Einkauf. In: Energiewirtschaftliche Tagesfragen * Band 50 (2000) Heft 12, Seite 898-901
Janusz, B.: Modellbasierte Reorganisation von Geschäftsprozessen. Dissertation Universität Karlsruhe 1998. VDI-Verlag, Düsseldorf 1998.
Jarillo, J. C.: Strategic Networks – Creating the Borderless Organization. Butterworth & Heinemann, Oxford 1993.
Jenz, D. E.: ebXML kommt – und keiner merkt’s? URL: http://www.aboutit.de (Stand 01.08.2003).

Literatur Seite 145
Jirik, C. T.:
Supply Chain Management. Gestaltung und Koordination der Lieferkette. C. H. Beck Verlag, München.
Johannson, L.: How can a TQEM approach add value to your supply chain? In : Total Quaity Environmental Management 3(1994)4, S. 521-530.
Jones, T. C. ; Riley, D. W. :
Using Inventory For Competitive Advantage Through Supply Chain Management. In: International Journal of Physical Distribution Management, 15(1984)5, S. 16-26. Und in: Christopher M.: Logistics. The strategic issues. Chapman and Hall, London 1992, S. 87-99.
Kaufmann, L.; Germer, T.:
Controlling internationaler Supply Chains: Positionierung – In-strumente – Perspektiven. In: ARNOLD, H.; MAYER, R.; URBAN, G. (Hrsg.): Supply Chain Management – Unternehmensübergreifende Prozesse - Kollaboration - IT Standards, S. 177-192.
Kendall, M.: Rank correlation methods. überarbeitete Auflage, Charles Griffin & Company limited, London 1975.
Kimmich, J.; Körber, S.:
Netzwerkmanagement für die Automobilzulieferindustrie. Bericht Fraunhofer IPA, Bereich 400, 2001.
Kloss, K.: SCM – Ein Fall für Fördertöpfe, In: Information Week, Ausgabe 22 vom 11. Oktober 2001
Knolmayer, G.; Mertens, P.; Zeier, A.:
Supply Chain Management auf Basis von SAP-Systemen. Perspektiven der Auftragsabwicklung für Industriebetriebe. Springer-Verlag, Berlin et al. 2000.
Krallmann, H.: Systemanalyse im Unternehmen: Geschäftsprozess-optimierung, partizipative Vorgehensmodelle, objekt-orientierte Analyse. 2. Auflage. Oldenbourg-Verlag, München 1996.

Seite 146 Literatur
Krcmar, H.: Überbetriebliche Integration. Vorlesung Betriebliche Informationssysteme. Universität Hohenheim, Lehrstuhl für Wirtschaftsinformatik. URL: http://domino.bwl.uni-hohenheim.de. (Zugriff am 07.10.2003)
Krieger, W.: Informationsmanagement in der Logistik. Gabler Verlag, Wiesbaden 1995.
Kuglin, F. A.: Customer-centered Supply Chain Management. Amacom, New York 1998.
Kuhn, A.; Hellingrath, H.:
Supply Chain Management. Optimierte Zusammenarbeit in der Wertschöppfungskette. Springer Verlag, Berlin 2002.
Kuhn, A.; Kloth, M.:
Zukunftsstrategien und Veränderungstreiber der Logistik. Supply Chain Management. In: Jahrbuch der Logistik 1999,. Verlagsgruppe Handelsblatt, Düsseldorf 1999, S. 160-165.
Kuhn, A.; Hellingrath, B.; Kloth, M.:
Anforderungen an das Supply Chain Management. In: Information Management & Consulting 13(1998)3, S. 7-13.
Kuhn, A.: Prozessketten in der Logistik: Entwicklungstrends und Umsetzungsstrategien. Verlag Praxiswissen, Dortmund 1995.
Kurbel, K.: Produktionsplanung und –steuerung. Methodische Grundlagen von PPS-Systemen und Erweiterungen. 4. Auflage, Oldenbourg-Verlag, München u.a. 1999.
Lambert, D.; Pholen, T.:
Supply Chain Metrics. In: The International Journal of Logistics Management, 12(2001)1, S. 1-19.

Literatur Seite 147
Lawrenz, O.; Hildebrand, K.; Nenninger, M.; Hillek, T.:
Supply Chain Management. Konzepte, Erfahrungsberichte und Strategien auf dem Weg zu digitalen Wertschöpfungsnetzen 2. Auflage, Friedr. Vieweg & Sohn Verlagsgesellschaft mbH, Braunschweig/Wiesbaden 2001.
Lee, H. L.: Effective Inventory and Service Management through Product and Process Redesign. In: Interfaces, 25(1996)1, S. 151-158.
Lee, H. L.; Billington, C.:
Managing Supply Chain Inventory: Pitfalls and Opportunities. In: Sloan Management Review, 33(1992)3, S. 65-73. Spring 1992.
Luczak, H.; Schiegg, P.:
Supply Chain Management – Characteristics and Implications for IT-Support. In: Proceedings of the 3rd International Symposium of Indus-trial Engineering. SIE 2001, S. 5-9, Belgrade
Lutz, S.; Cieminski, G. V.; Wiendahl, H.-P.:
Produzieren in Netzwerken – Eine Frage des Vertrauens! In: phi (2004)4, S. 4-5.
Macbeth, D. K.; Ferguson, N.:
An integrated Supply Chain Management Approach. Financial Times Pitman Publishing, London 1993.
Marbacher, A.: Demand & Supply Chain, Verlag Paul Haupt, Bern, Stuttgart 2001
Meier, H.; Golembiewski, M.; Zoller, C.:
Systematik für Produktionsnetzwerke im Supply Chain Mana-gement. In: ZWF 99(2004)3, S. 86-89.
Michler, A. F.: Lagerhaltung und Konjunkturentwicklung. Erich Schmidt Verlag, Berlin 1992.
Miles, R. E.; Snow, C. C.:
Causes of Failure in Network Organisations. In: California Management Review, 34(1992)4, S. 53-72.
Miller, J.; De Meyer, A.; Nakane, J.:
Benchmarking global manufacturing – understanding international suppliers, customers, and competitors. Business One Irwin, Homewood, Illinois, 1992.

Seite 148 Literatur
Mommsen, E.: Old Economy bekommt Flügel. eProcurement - produktionsre-levante Waren über das Web kaufen. E-procurement. In: Der Betriebsleiter * Band 42 (2001) Heft 3, Seite 18-19
Neher, A.: Vision oder Mythos? Fourth Party Logistics Provider (4PL) In: Logistik heute * Band 23 (2001) Heft 9, Seite 52-53
Nienhaus, J.; Schnetzler, M.; Sennheiser, A.; Weidemann, M.; Glaubitt, K.; Pierpaoli, F.; Heinzel, H.:
Trends im Supply Chain Management. Ergebnisse einer Studie mit mehr als 200 Unternehmen. Zentrum für Unternehmenswissenschaften (BWI) der ETH Zürich, Zürich 2003.
N.N. (a): RosettaNet. URL: http://www.spoerle.de (Stand 01.08.2003).
N.N. (b): SAP forciert firmenübergreifende Zusammenarbeit durch den Einsatz von Industriestandards. URL: http://www.sap-ag.de (Stand 01.08.2003).
N.N. ©: EbXML. URL: http://www.sap.info/public/de (Stand 01.08.2003).
N.N. (d): Electronic Business XML (ebXML). URL: http://www.dpunkt.de/leseproben (Stand 01.08.2003).
N.N. (e): EDI/EDIFACT. URL: http://www.glossar.de (Stand 01.08.2003).
N.N. (f): Electronic Data Interchange (EDI). Standardisierter Datenaus-tausch mit Partnern per EDI. URL: http://www.csb.de (Stand 01.08.2003).
N.N. (g): LiNet – Netzwerkmanagement für die Automobilzulieferun-dustrie. Fraunhofer Institut Materialfluss und Logistik, 2002. URL: http://www.iml.fhg.de (Stand 01.08.2003).
N.N. (h): Odette – Reorganisation begonnen. VDA – Verband der Automobilindustrie. URL: http://www.vda.de (Stand 01.08.2003).

Literatur Seite 149
Oerthel, F.; Tuschl, S.:
Statistische Datenanalyse mit dem Programmpaket SAS. Oldenbourg-Verlag, München, Wien 1995.
Oliver, R. K.; Webber, M. D.:
Supply Chain Management: Logistics catches up with strat-egy. In: Booz, Allen & Hamilton, Outlook, 1982. Und in: Christopher, M.: Logistics. The strategic issues, S. 61-75. Chapman and Hall, London 1992.
Ostler, U.: Stille Revolution: Der B2B-Standard ebXML kommt. Preis-güns-tig und standardisiert: Web-Services. URL: http://silicon.de/cls/B2B (Stand 01.08.2003).
Otto, A.; Kotzab, H.:
Der Beitrag des Supply Chain Management zum Management von Supply Chains – Überlegungen zu einer unpopulären Frage. In: zfbf, 53(2001)3, S. 157-176.
o.V.: Strategische Leistung des Supply Chain Managements, In: Beschaffung aktuell, Heft 8, S. 26-29, 1999
Pantele, E.F.: Fehlorientierung gefährdet den Projekterfolg, Logistik heute, Heft 10, 2001, S. 74/75
Pfohl, H.-Chr.; Brecht, L.; Geerkens, N.:
What matters to Top Management? A survey on the influence of Supply Chain Management on Strategy and Finance. Results of the ELA/BearingPoint Study. ELA European Logistics Association / BeringPoint, Inc. Brüssel, Zürich 2002.
Pfohl, H.-Chr.: Informationsfluss in der Logistikkette. Erich Schmidt Verlag GmbH & Co., Berlin 1997.
Pfohl, H.-Chr.: Logistiksysteme. Betriebswirtschaftliche Grundlagen. 5. überarbeitete und erweiterte Auflage. Springer Verlag, Berlin et al. 1996.

Seite 150 Literatur
Pfohl, H.-Chr.: Handelslogistik: Zwischen Hersteller und Handel. In: Jahrbuch der Logistik 1992, Hrsg.: Bonny, C., Verlagsgruppe Handelsblatt, Düsseldorf 1992, S. 16-21.
Pillep, R.; Von Wrede:
Grundlagen des Supply Chain Management. In: LUCZAK, H.; EVERSHEIM, W.; STICH, V. (Hrsg.): Markt-spiegel Supply Chain Management Software. Forschungsinstitut für Rationalisierung (FIR) an der RWTH Aachen, 1999.
Popall, R.: Die zweite Welle des E-Procurement. Supplier Relationship Management. In: CYbiz * Band 4 (2003) Heft 6/7, Seite 30-32
Pulic, A.: Transaktionsstandard – RosettaNet. URL: http://www.transaktionsstandard.de (Stand 01.08.2003).
Puschmann, T.; Alt, R.; Österle, H.:
Best Practices im E-Procurement. Best practices in ePro-curement. In: IM Information Management & Consulting * Band 16 (2001) Heft 4, Seite 20-30
Reithofer, W.: Ein System für den modularen Entwurf und die Simulation von K-CIMOSA-UnternehmensModellen. Dissertation Universität Karlsruhe 1997. VDI-Verlag, Düsseldorf 1997.
Rencher, A.: Methods of Multivariate Analysis. 2. Auflage, Wiley-Interscience, New York, 2002.
Rushton, A.; Oxley, J.; Croucher, P.:
The handbook of logistics and distribution management. 2. Auflage, Kogan Page Limited, London, Dover (US), 2000.
Rüttgers, M.; Stich, V.:
Industrielle Logistik. Forschungsinstitut für Rationalisierung an der RWTH Aachen. Hrsg.: Eversheim, W.; Luczak, H. 6. überarbeitete Auflage. Wissenschaftsverlag Mainz in Aachen, Aachen 2000.

Literatur Seite 151
Schiegg, P.; Roesgen, R.; Philippson, C.; Mittermayer, H.; Kipp, R.:
Marktspiegel – Business Software. Supply Chain Management 2002. Anbieter – Systeme – Projekte. 2. Auflage. Hrsg.: Forschungsinstitut für Rationalisierung an der RWTH Aachen. Aachen 2002.
Scholz-Reiter, B.; Jakobza, J.:
Supply Chain Management – Überblick und Konzeption. In: HMD – Praxis der Wirtschaftsinformatik, 6(1999)207, S. 7-15.
Schomburg, E.: Entwicklung eines betriebstypologischen Instrumentariums zur systematischen Ermittlung der Anforderungen an EDV-gestützte Produktionsplanungs- und –steuerungssysteme im Maschinenbau. Dissertation RWTH Aachen 1980.
Schönsleben P.; Luczak, H.; Nienhaus J.; Weidemann, M.; Schnetzler, M.; Roesgen, R.:
Monitoring-Lösungen im Vormarsch. Supply Chain Management in Europa. In: IT Management (2003)5, S.11-17. (=2003a).
Schönsleben, P.; Nienhaus, J.; Schnetzler, M.; Sennheiser, A.; Weidemann, M.:
SCM – Stand und Entwicklungstendenzen in Europa. In: Supply Chain Management (2003)1, S. 19-27. (=2003b).
Schönsleben, P.: Integrales Logistikmanagement. Planung und Steuerung von umfassenden Geschäftsprozessen. 2. überarbeitete und erweiterte Auflage. Springer Verlag, Berlin et al. 2000.
Schotten, M.: Aachener PPS-Modell. In: Produktionsplanung und –steuerung. Grundlagen, Gestaltung und Konzepte. Hrsg.: Luczak, H., Eversheim W., 2. Auflage Springer Verlag, Berlin et al. 1999.

Seite 152 Literatur
Schuh, G.: Produktionsplanung und -steuerung – Grundlagen, Gestaltung und Konzepte. 3., völlig neu bearbeitete Auflage. Springer Verlag, Berlin, Heidelberg, New York, 2006
Schulte, C.: Logistik- Wege zur Optimierung des Material- und Informationsflusses. 3. Auflage, Verlag Vahlen, München 1999.
Seidelmann, C.: Das standardisierte EDI – Interface zwischen Kunde und Operator im kombinierten Verkehr. In: Informationsfluss der Logistikkette, EDI-Prozessgestaltung-Vernetzung. 12. Fachtagung der Deutschen Gesellschaft für Logistik e.V.. Erich Schmidt Verlag GmbH & Co., Berlin 1997.
Seifert, D.: Collaborative Planning Forecasting and Replenishment: Supply Chain Management der nächsten Generation. Galileo Business 2002.
Simchi-Levi, D., Kaminsky, P., Simchi-Levi, E.:
Designing and managing the supply chain. Concepts, strategies, and case studies. McGraw-Hill/Irwin, Boston et al., 2000.
Stadtler, H.; Kilger, C.:
Supply Chain Management and Advanced Planning. Springer-Verlag, Berlin et al. 2000.
Stalk, G.; Hout, T. M.:
Competing against time: How time-based competition is reshap-ing global markets. The Free Press, New York 1990.
Stalk, G.: Time – the next source of competitive advantage. In: Harvard Business Review, 66(1988)7/8, S. 44-51.
Steffenhagen, H.: Marketing. Eine Einführung. 4th edition, W. Kohlhammer Verlag, Stuttgart, Berlin et al., 2000.
Steven, M.: Supply Chain Management für globale Wertschöpfungspro-zesse. In: WiSt (2005)4, S. 195- 200.

Literatur Seite 153
Stevens, G. C.: Integrating the Supply Chain. In: The International Journal of Physical Distribution & Logis-tics Management, (1989)8, S. 3-8.
Stich, V.: Industrielle Logistik. 7. Auflage, Forschungsinstitut für Rationalisierung an der RWTH Aachen, Verlag der Augustinus Buchhandlung, Aachen 2002.
Stölzle, W.; Heusler, K-F.:
Supplier Relationship Management: Konzept, Gestaltungs-empfehlungen und Potenziale durch den Einsatz moderner Informations- und Kommunikationstechnologien. Siegener Forum für Logistik, 2 * (2002) Seite 20-32.
Tempelmeier, H.; Kuhn, H.:
Flexible Fertigungssysteme. Springer Verlag Berlin et al. 1992.
Thaler, K.: Supply Chain Management: Prozessoptimierung in der logistischen Kette. 3. Auflage, Fortis Verlag, Köln 2001.
Tietz, B.: Bildung und Verwendung von Typen in der Betriebswirt-schaftslehre. Dargelegt am Beispiel der Typologie der Mes-sen und Ausstellungen. In: Schriften zur Handelsforschung, Nr. 13. Hrsg.: Seyffert, R. et al. Westdeutscher Verlag Köln, Opladen 1960.
Towill, D. R.: Time compression and Supply Chain Management – a guided tour. In: Supply Chain Management, (1996)1, S. 15-27.
Tyndall, G.; Gopal, C.; Partsch, W.; Kamauff, J.:
Supercharging Supply Chains. New Ways To Increase Value Through Global Operational Excellence. Wiley, New York et al. 1998.
Vollmann, T. E.; Cordon, C.:
Building a Smarter Demand Chain. In: Financial Times-Series, Nr. 4: Mastering Information Man-agement, 1999, S. 2-4.

Seite 154 Literatur
Wagner, K.; Warschat, J.; Miller, A.:
Cooperative Problem Solving in Knowledge Networks. In: Adaptive Engineering for Sustainable Value Creation. Hrsg.: Thoben, K.-D., Kulwant, S. P.; Weber, F. Cri Digital Nottingham 2004, S. 275-282.
Wegner, U.: Einführung in das Logistik-Management. Gabler Verlag, Wiesbaden 1996.
Werner, H.: Supply Chain Management. Grundlagen, Strategien, Instrumente und Controlling. 2. Auflage, Gabler Verlag, Wiesbaden 2002.
Wildemann, H.: Collaboration in Wertschöpfungsnetzwerken. http://www.logistik-inside.de/fm/2248/wildemann.pdf. eingestellt am 24.03.2004, Download am 14.09.2005.
Wildemann, H.: Wandlungsfähige Netzwerkstrukturen als moderne Organisationsform. In: Industrie Management 17(2001)5, S. 53-57.
Wildemann, H.: Supply Chain Management. TCW Transfer Verlag, München 2000.
Windsperger, J.: Die Entstehung der Netzwerkunternehmung. In: Journal für Betriebswirtschaft, 45(1995)3, S. 190-200.
Winfried, S.: Empirische Forschungsmethoden. 2. Auflage, Springer Verlag, Berlin et al., 1999.
Wolff, S.; Nadj, I.:
Supply Chain Management – Eine Chance für den Mittelstand,in: Logistik für Unternehmen, Heft 10, 2001, S. 60-63
Wolff, S.: Die Revolution bei Logistik-Informationssystemen. Supply Chain Management in Europa erfolgreich realisiert. In: Jahrbuch der Logistik 1999, S. 156-159.
Wysocki, J.; Weidemann, M.:
Wandel zum vernetzten unternehmerischen Handeln. In: Betriebsorganisation im Unternehmen der Zukunft. Hrsg.: Luczak, H., Stich, V., Springer Verlag, Berlin et al. 2004, S. 79-90.

Literatur Seite 155
Zahn, E.; Stanik, M.:
Wie Dienstleister gemeinsam den Erfolg suchen – eine empiri-sche Studie über Netzwerke kleiner und mittlerer Dienstleister.In: BRUHN, M.; STAUSS, B. (Hrsg.): Dienstleistungsnetzwer-ke – Dienstleistungsmanagement Jahrbuch 2003. Gabler Verlag, Wiesbaden, S. 593-612.
Zantow, D.: Erfolgsfaktoren transparent gestalten. Prozessketten-Management in der Bekleidungsindustrie. In: Bekleidung/Wear, 49(1997)17, S. 6-8.
Zentes, A.; Anderer, M.:
Handels-Monitoring 1/94: Mit Customer Service aus der Krise. In: GDI-Handels-Trendletter 1/94, S. 1-29. Rüschlikon 1994.
Zetzl, R.: Supply Chain Management – die Optimierung logistischer Netzwerke im globalen Maßstab wird Realität, 2002. http://www.news-400.de/news400/artikel, Zugriff am 07.Februar 2002.
Zibell, R. M.: Just-in-Time. Philosophie, Grundlagen, Wirtschaftlichkeit. Huss Verlag GmbH, München 1990.
Zimmer, K.: Koordination im Supply Chain Management. Ein hierarchi-scher Ansatz zur Steuerung der unternehmensübergreifenden Planung. Gabler-Verlag und Deutscher Universitäts-Verlag (Bertels-mann-Springer), Wiesbaden 2001.
Zinn, H.: 4PL - mehr als nur ein Modebegriff. In: Logistik für Unternehmen * Band 16 (2002) Heft 10, Seite 25-27.

Seite 156 Anhang
Anhang
Anhangsverzeichnis
A Prozessmodelle............................................................................................................... 157
B Beschreibung der Merkmale .......................................................................................... 166
B-1 Unternehmensinterne Merkmale.............................................................................. 166
B-1.1 Produktbezogene Merkmale......................................................................... 166 B-1.2 Marktbezogene Merkmale............................................................................ 167 B-1.3 Produktionsbezogene Merkmale .................................................................. 169
B-2 Merkmale bezogen auf die Kunden-Lieferanten Beziehung .................................... 170
B-2.1 Koordination ................................................................................................. 170 B-2.2 Zusammenarbeit .......................................................................................... 171 B-2.3 Beziehungskonfiguration .............................................................................. 172
B-3 Produktionsnetzwerk................................................................................................ 172
B-3.1 Koordination ................................................................................................. 172 B-3.2 Zusammenarbeit .......................................................................................... 173 B-3.3 Netzwerkzusammensetzung ........................................................................ 173
C Dendrogramm.................................................................................................................. 175
D Portfolio der SCM-Maßnahmen...................................................................................... 176
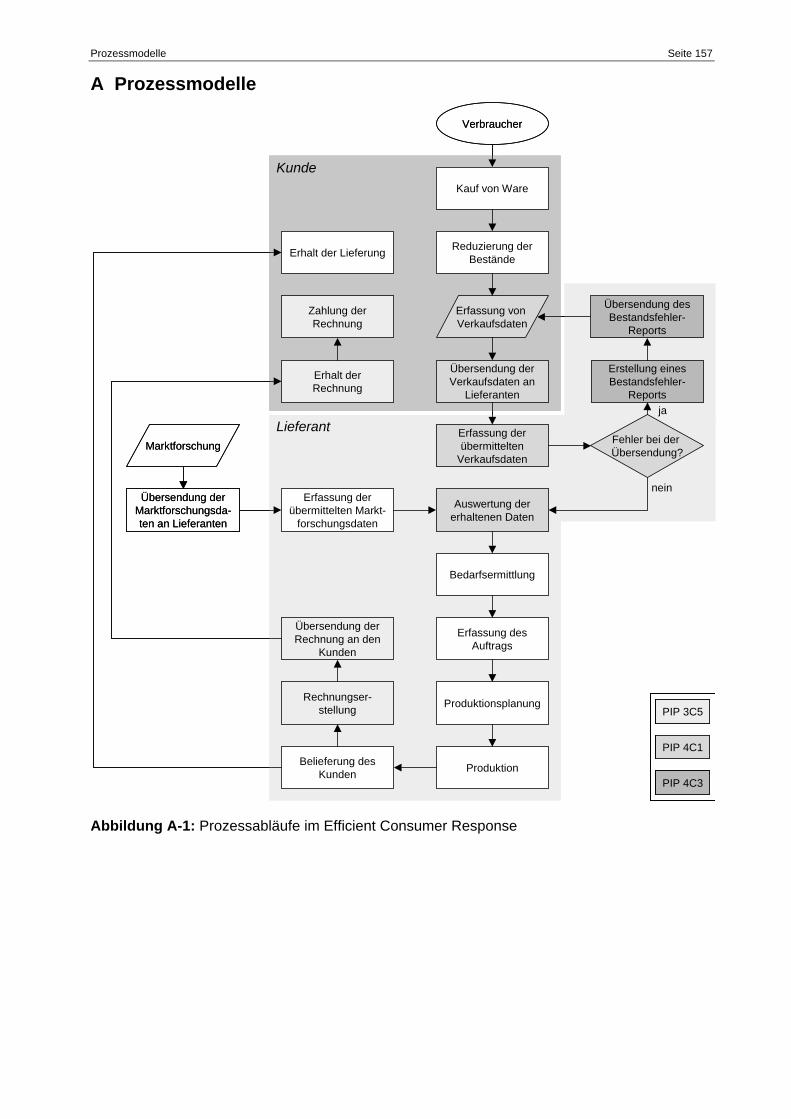
Prozessmodelle Seite 157
A Prozessmodelle
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Auswertung der erhaltenen Daten
Bedarfsermittlung
Erfassung des Auftrags
Produktionsplanung
Produktion
Marktforschung Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
neinÜbersendung der
Marktforschungsda-ten an Lieferanten
Erfassung der übermittelten Markt-
forschungsdaten
Belieferung des Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
Erhalt der Lieferung
Kunde
Lieferant
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Auswertung der erhaltenen Daten
Bedarfsermittlung
Erfassung des Auftrags
Produktionsplanung
Produktion
Marktforschung Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
neinÜbersendung der
Marktforschungsda-ten an Lieferanten
Erfassung der übermittelten Markt-
forschungsdaten
Belieferung des Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4C3
PIP 4C1
PIP 3C5
Erhalt der Lieferung
Kunde
Lieferant
Abbildung A-1: Prozessabläufe im Efficient Consumer Response

Seite 158 Prozessmodelle
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an elektron. Plattform
Erfassung der abgerufenen
Verkaufsdaten
Auswertung der erhaltenen Daten
Bedarfsermittlung
Erfassung des Auftrags
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
nein
Belieferung des Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
Erhalt der Lieferung
Kunde
Lieferant
Bereitstellung der Daten für alle Teil-nehmer der Kette
Abrufung der Verkaufsdaten durch Lieferant
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an elektron. Plattform
Erfassung der abgerufenen
Verkaufsdaten
Auswertung der erhaltenen Daten
Bedarfsermittlung
Erfassung des Auftrags
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
nein
Belieferung des Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4C3
PIP 4C1
PIP 3C5
Erhalt der Lieferung
Kunde
Lieferant
Bereitstellung der Daten für alle Teil-nehmer der Kette
Abrufung der Verkaufsdaten durch Lieferant
Abbildung A-2: Prozessabläufe im Collaborative Planning, Forecasting and Replenishment

Prozessmodelle Seite 159
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
Verbraucher
KundenKauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
Verbraucher
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
Verbraucher
Sammlung der Daten in der Einzel-
handelszentrale
Erfassung der Daten in der Einzel-
handelszentrale
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
neinAuswertung der
erhaltenen Daten
Bedarfsermittlung
Erfassung des AuftragsProduktionsplanungProduktion
Belieferung des Einzelhandelsdis-tributionszentrums
Filialgerechte Kommissionierung
der Ware
Belieferung der Filialen
Erhalt der LieferungErhalt der LieferungErhalt der Lieferung
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Rechnung
Zahlung der Rechnung
Rechnungser-stellung
Sendung der Rech-nungen an Einzel-handelszentrale
Weiterleitung der Rechnungen an
Filialen
PIP 4C3
PIP 4C1
PIP 3C5
Lieferant
Zentrale
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
VerbraucherVerbraucher
KundenKauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
VerbraucherVerbraucher
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an Einzel-handelszentrale
VerbraucherVerbraucher
Sammlung der Daten in der Einzel-
handelszentrale
Erfassung der Daten in der Einzel-
handelszentrale
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
neinAuswertung der
erhaltenen Daten
Bedarfsermittlung
Erfassung des AuftragsProduktionsplanungProduktion
Belieferung des Einzelhandelsdis-tributionszentrums
Filialgerechte Kommissionierung
der Ware
Belieferung der Filialen
Erhalt der LieferungErhalt der LieferungErhalt der Lieferung
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Rechnung
Zahlung der Rechnung
Rechnungser-stellung
Sendung der Rech-nungen an Einzel-handelszentrale
Weiterleitung der Rechnungen an
Filialen
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4C3
PIP 4C1
PIP 3C5
Lieferant
Zentrale
Abbildung A-3: Prozessabläufe im Quick Response

Seite 160 Prozessmodelle
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
nein
Auffüllen des Lagers beim
Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Artikelweise Festle-gung von Mindest-/Höchstbeständen
Abgleich der Daten mit Mindest-
/Höchstbeständen
Produktionerforderlich?
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kundenja
ja
nein
neinErfassung des
Auftrags
Erhalt der Meldung
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4A1
Belieferung des Kunden
Kauf von Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Verkaufsdaten an
Lieferanten
Erfassung der übermittelten
Verkaufsdaten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
Verbraucher
ja
nein
Auffüllen des Lagers beim
Kunden
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Artikelweise Festle-gung von Mindest-/Höchstbeständen
Abgleich der Daten mit Mindest-
/Höchstbeständen
Produktionerforderlich?
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kundenja
ja
nein
neinErfassung des
Auftrags
Erhalt der Meldung
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4A1
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4A1
Belieferung des Kunden
Abbildung A-4: Prozessabläufe im Continuous Replenishment

Prozessmodelle Seite 161
Verkauf und/oder Verbrauch von
Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten Daten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Auffüllen des Lagers beim
Kunden
Rechnungser-stellung auf Basis der Verkaufsdaten
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Überprüfung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Artikelweise Festle-gung von Mindest-/Höchstbeständen
Abgleich der Daten mit Mindest-
/Höchstbeständen
Produktionerforderlich?
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kunden
ja
janein
neinErfassung des
Auftrags
Erhalt der Meldung
Belieferung des Kunden
Bereitstellung von Unter-
nehmensdaten
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
Verkauf und/oder Verbrauch von
Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten Daten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Auffüllen des Lagers beim
Kunden
Rechnungser-stellung auf Basis der Verkaufsdaten
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Überprüfung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Artikelweise Festle-gung von Mindest-/Höchstbeständen
Abgleich der Daten mit Mindest-
/Höchstbeständen
Produktionerforderlich?
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kunden
ja
janein
neinErfassung des
Auftrags
Erhalt der Meldung
Belieferung des Kunden
Bereitstellung von Unter-
nehmensdaten
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
Abbildung A-5: Prozessabläufe im Vendor Managed Inventory

Seite 162 Prozessmodelle
Verkauf und/oder Verbrauch von
Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten Daten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Rechnungser-stellung auf Basis der Verkaufsdaten
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Überprüfung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Ermittlung von opt. Bestellmenge und
opt. Zeitpunkt
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kundenja
nein
Erfassung des Auftrags
Erhalt der Meldung
Belieferung des Kunden
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
Speicherung der Produkte im Sys-tem mit Nummern
Regelm. Durchfüh-rung einer Inventur der Lagerbestände
Abgleich der Inventurdaten mit Daten im System
Verkauf und/oder Verbrauch von
Ware
Reduzierung der Bestände
Erfassung von Verkaufsdaten
Übersendung der Daten an
Lieferanten
Erfassung der übermittelten Daten
Auswertung der erhaltenen Daten
Produktionsplanung
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Rechnungser-stellung auf Basis der Verkaufsdaten
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Überprüfung der Rechnung
Erhalt der Lieferung und Auffüllung des
Lagers
Kunde
Lieferant
Ermittlung von opt. Bestellmenge und
opt. Zeitpunkt
Meldung an Planung?
Übersendung der Meldung an Pla-
nung des Kundenja
nein
Erfassung des Auftrags
Erhalt der Meldung
Belieferung des Kunden
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
PIP 4C3
PIP 4C1
PIP 3C3
PIP 4A1
PIP 3C6
PIP 3C4
Speicherung der Produkte im Sys-tem mit Nummern
Regelm. Durchfüh-rung einer Inventur der Lagerbestände
Abgleich der Inventurdaten mit Daten im System
Abbildung A-6: Prozessabläufe im Consignment Inventory Management

Prozessmodelle Seite 163
Kunde
Übersendung der Bedarfe an Lieferanten
Erhalt der Lieferung am
Bereitstellungsort
Lieferant
Erfassung der übermittelten
Bedarfe
Auswertung der erhaltenen Daten
Bedarfsermittlung mittelfristig
Erstellung des Auftrags an Lieferanten
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Produktionsprogramm
Bedarfsermittlung kurzfristig
Beschaffungs-programm
Übersendung der Bedarfe an Lieferanten
Übersendung des Auftrags an Lieferanten
mittelfristige Produktionsplanung
kurzfristige Produktionsplanung
Produktion
Auswertung der erhaltenen Daten
Fehler bei der Übersendung?
Erfassung der übermittelten
Bedarfe
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Lieferung zum maschinennahen Bereitstellungsort
Erhalt des Auftrags
Weiterleitung der Ware an Produktion
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
Erhalt der Rechnung
Überprüfung der Rechnung
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
Kunde
Übersendung der Bedarfe an Lieferanten
Erhalt der Lieferung am
Bereitstellungsort
Lieferant
Erfassung der übermittelten
Bedarfe
Auswertung der erhaltenen Daten
Bedarfsermittlung mittelfristig
Erstellung des Auftrags an Lieferanten
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Produktionsprogramm
Bedarfsermittlung kurzfristig
Beschaffungs-programm
Übersendung der Bedarfe an Lieferanten
Übersendung des Auftrags an Lieferanten
mittelfristige Produktionsplanung
kurzfristige Produktionsplanung
Produktion
Auswertung der erhaltenen Daten
Fehler bei der Übersendung?
Erfassung der übermittelten
Bedarfe
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Lieferung zum maschinennahen Bereitstellungsort
Erhalt des Auftrags
Weiterleitung der Ware an Produktion
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
Erhalt der Rechnung
Überprüfung der Rechnung
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
Abbildung A-7: Prozessabläufe im Just in Time

Seite 164 Prozessmodelle
Kunde
Übersendung der Bedarfe an Lieferanten
Erhalt von Modulen und Teilen
Lieferant
Erfassung der übermittelten
Bedarfe
Auswertung der erhaltenen Daten
Bedarfsermittlung mittelfristig
Erstellung des Auftrags an Lieferanten
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Produktionsprogramm
Bedarfsermittlung kurzfristig
Beschaffungs-programm
Übersendung der Bedarfe an Lieferanten
Übersendung des Auftrags an Lieferanten
mittelfristige Produktionsplanung
kurzfristige Produktionsplanung
Produktion
Auswertung der erhaltenen Daten
Fehler bei der Übersendung?
Erfassung der übermittelten
Bedarfe
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
sequenz- und zeit-punktgenaue Belie-ferung des Kunden
Erhalt des Auftrags
Bereitstellung des Materials in
Sequenzierzonen
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
Erhalt der Rechnung
Überprüfung der Rechnung
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
Prüfung der Ein-gänge hinsichtlich
Menge und Qualität
Kunde
Übersendung der Bedarfe an Lieferanten
Erhalt von Modulen und Teilen
Lieferant
Erfassung der übermittelten
Bedarfe
Auswertung der erhaltenen Daten
Bedarfsermittlung mittelfristig
Erstellung des Auftrags an Lieferanten
Produktion
Fehler bei der Übersendung?
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
Produktionsprogramm
Bedarfsermittlung kurzfristig
Beschaffungs-programm
Übersendung der Bedarfe an Lieferanten
Übersendung des Auftrags an Lieferanten
mittelfristige Produktionsplanung
kurzfristige Produktionsplanung
Produktion
Auswertung der erhaltenen Daten
Fehler bei der Übersendung?
Erfassung der übermittelten
Bedarfe
Erstellung eines Bestandsfehler-
Reports
Übersendung des Bestandsfehler-
Reports
ja
nein
sequenz- und zeit-punktgenaue Belie-ferung des Kunden
Erhalt des Auftrags
Bereitstellung des Materials in
Sequenzierzonen
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Überwei-sungsbestätigung
Erhalt der zurückgesendeten
Rechnung
Überprüfung der zurückgesendeten
Rechnung
Erhalt der Rechnung
Überprüfung der Rechnung
Rechnung akzeptiert?
Erstellung einer Überweisungsbe-
stätigung
Rücksendung der Rechnung an Lieferanten
ja
nein
Sendung der Über-weisungsbestäti-
gung an Lieferanten PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
PIP 4C3
PIP 4C1
PIP 3C3
PIP 3C6
PIP 3C4
Prüfung der Ein-gänge hinsichtlich
Menge und Qualität
Abbildung A-8: Prozessabläufe im Just in Sequence

Prozessmodelle Seite 165
Erhalt des übermittelten
Kanban
Auswertung des erhaltenen Kanban
Bedarfsermittlung
Erfassung des Auftrags
ProduktionsplanungProduktion
Fehler bei der Übersendung?
Erstellung eines Fehlerreports
Übersendung des Fehlerreports
ja
nein
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
Lieferant
Kunde
Entnahme von Ware aus
Pufferlager
Vermerk über Entnahme auf
Kanban
Bereitstellung der Ware mit Kanban
im Pufferlager
Weiterleiten des Kanban an Lieferanten
Einlagerung der Ware im Warenein-gang d. Herstellers
Erhalt der Lieferung
Lieferung von Ware an den Kunden
Produktion
AuftragserfassungMeldebestanderreicht?
nein
ja
Erhalt des übermittelten
Kanban
Auswertung des erhaltenen Kanban
Bedarfsermittlung
Erfassung des Auftrags
ProduktionsplanungProduktion
Fehler bei der Übersendung?
Erstellung eines Fehlerreports
Übersendung des Fehlerreports
ja
nein
Rechnungser-stellung
Übersendung der Rechnung an den
Kunden
Erhalt der Rechnung
Zahlung der Rechnung
PIP 4C3
PIP 4C1
PIP 3C5
PIP 4C3
PIP 4C1
PIP 3C5
Lieferant
Kunde
Entnahme von Ware aus
Pufferlager
Vermerk über Entnahme auf
Kanban
Bereitstellung der Ware mit Kanban
im Pufferlager
Weiterleiten des Kanban an Lieferanten
Einlagerung der Ware im Warenein-gang d. Herstellers
Erhalt der Lieferung
Lieferung von Ware an den Kunden
Produktion
AuftragserfassungMeldebestanderreicht?
nein
ja
Abbildung A-9: Prozessabläufe im Kanban

Seite 166 Beschreibung der Merkmale
B Beschreibung der Merkmale B-1 Unternehmensinterne Merkmale
B-1.1 Produktbezogene Merkmale Produktverkaufswert Der Produktverkaufswert bestimmt den Wert der Kapitalbindungskosten. Kostengünstige Produkte benötigen nicht zwingend eine optimierte Lagerbewirtschaftung, während der Materi-alfluss teurer Produkte kontrolliert und innerhalb einer Firma und eines Produktionsnetzwerks sorgfältig behandelt werden muss.
Produktgröße Die physische Größe eines Produkts beeinflusst die Bestandsführung, die Transporteinheitsgröße und die Transportkosten. Ein großes (voluminöses) Produkt reduziert zum Beispiel die Kapazität eines Lagers beträchtlich und lässt auch die Lagerhaltung teuer werden.
Tiefe der Produktstruktur Die Tiefe der Produktstruktur beschreibt den Komplexitätsgrad eines Produktes, d. h. ob das Produkt aus einfachen Teilen zusammengebaut wird oder ob diese Teile wiederum Baugruppen mit komplexen Unterbaugruppen sind. Der Komplexitätsgrad beeinflusst seinerseits die Kom-plexität von Planung und Steuerung einer Firma und eines Produktionsnetzwerks. Zum Beispiel ist die Koordination der logistischen Prozesse für ein mehrteiliges Produkt um einiges komple-xer als für ein Produkt, das nur aus wenigen Teilen besteht. Um bei vielteiligen Produkten eine Störung des Produktionsflusses zu vermeiden, müssen verschiedene Komponentenlieferungen von unterschiedlichen Lieferanten präzise koordiniert werden.
Ausrichtung der Produktstruktur Zusammen mit der Tiefe der Produktstruktur beschreibt die Ausrichtung der Produktstruktur den Komplexitätsgrad eines Produktes. Produkte, welche aus verschiedenen Teilen zusammenge-setzt werden, haben eine konvergierende Produktstruktur. Wenn aus einem Grundstoff viele verschiedene Produkte oder Produktvarianten hergestellt werden können (z.B. in der Petro-chemie), spricht man von divergierender Produktstruktur. Die dritte Möglichkeit, bei der einer-seits eine begrenzte Anzahl von Grundstoffen eingesetzt wird und andererseits aus der Kombi-nation dieser Grundstoffe sehr viele Produkte oder Produktvarianten erzeugt werden können, wird als kombinierte (divergierend/konvergierend) Produktstruktur bezeichnet ( z. B. in der Pharmaindustrie).
Das Erzeugnisspektrum Das Erzeugnisspektrum bestimmt die Entwicklungsstrategie der Endprodukte und wie diese dem Kunden angeboten werden sollen. Durch die freie Wahl des Variantenreichtums von Produkten kann so auf verschiedenste Kundenwünsche eingegangen werden. Allerdings werden je nach gewähltem Erzeugnisspektrum unterschiedliche Anforderungen an die Produk-tion und Logistik einer Firma und eines Produktionsnetzwerks gestellt.
Länge des Produktlebenszyklus Diese Bestimmungsgröße steht für die Zeit, die vergeht, bevor ein Produkt normalerweise überarbeitet bzw. durch ein neues Nachfolgeprodukt ersetzt wird. Die Länge des Lebenszyklus

Beschreibung der Merkmale Seite 167
hat einen großen Einfluss auf die Materialfluktuation. Je kürzer ein Produktlebenszyklus ist, desto häufiger müssen neue Teile entwickelt und hergestellt werden bzw. bei Zukaufteilen geeignete Lieferanten gefunden werden. In speziellen Fällen könnte dies sogar zur Wahl neuer Lieferanten und zum Abschluss neuer Verträge bezüglich Fälligkeitsterminen, Liefermengen, (Produkt-) Qualität und Geschäftsbedingungen führen, was auch die Materialfluss-Prozesse betreffen könnte. Dies trifft vor allem bei veränderten Qualitätsabsprachen zu, die zu neuen Prüfungsverfahren und zu erhöhten Kosten führen, die in der Produktverkaufsphase amortisiert werden müssen.
Anzahl verkaufter Produkte Bei der Bestimmungsgröße “Anzahl verkaufter Produkte” ist zu unterscheiden, ob ein Produkt nur einige Mal pro Jahr verkauft wird oder ob es sich um ein millionenfach verkauftes Massen-produkt handelt. Hauptsächlich soll hier der Einfluss des „Economy of Scale“ erfasst werden.
Anzahl möglicher Produktvarianten Im Allgemeinen bedeutet eine Zunahme der Produktvarianten, dass sowohl neue Produktkom-ponenten als auch (neue) Einzelteile hergestellt werden. Gleichzeitig steigt die Menge an Informationen für Dokumentation und Administration an. Außerdem werden Nachfrage-Vorhersagen durch die schwankenden Abnahmestatistiken jeder Produktvariante immer schwieriger. Sehr große Variantenvielfalt wird oft durch Expertensysteme, die parametrisierbare Produkte automatisch konfigurieren können, unterstützt. Die Bewältigung der Komplexität zu vertretbaren Kosten ist dabei von besonderer Bedeutung.
Materialkostenanteil der Gesamtproduktionskosten Mit dem Materialkostenanteil der Gesamtproduktionskosten steigt auch der Einfluss, der die Beschaffung auf die gesamte Produktqualität ausübt. Dies führt dazu, dass der Beschaffung eine höhere Verantwortung und Bedeutung zukommt, und dass sich auch die Leistungsanforde-rungen für den Beschaffungsprozess erhöhen.
B-1.2 Marktbezogene Merkmale Die marktbezogenen Merkmale sind die Übersetzung von Kundenanforderungen in Unterneh-mensprioritäten.
Die Wichtigkeit von schneller Lieferung Eine schnelle Lieferzeit verlangt nach einer hohen Verfügbarkeitsrate an Material sowie nach einem effizienten Prozess-/Informationsfluss innerhalb einer Firma und eines Produktionsnetz-werks. Von höchster Bedeutung ist dabei eine kurze Abwicklung aller Prozesse, da diese die Lieferzeit direkt beeinflusst.
Eine hohe Verfügbarkeitsrate kann durch einen höheren Lagervorrat erreicht werden. Dies hat auch Auswirkungen auf die Beschaffungsstrategie; damit die hohe Verfügbarkeitsrate von Komponenten sichergestellt werden kann, darf die Firma nicht zu stark abhängig sein von Marktschwankungen in ihrem Segment. Deswegen kann eine hohe Lieferzuverlässigkeit die Absicherung durch verschiedene Lieferquellen zur Folge haben.
Die Wichtigkeit pünktlicher Lieferung Eine hohe Priorität bezüglich pünktlicher Lieferung setzt eine hohe Zuverlässigkeit des Distribu-tionsprozesses und verwandter Prozesse voraus. Wenn ein fester Fälligkeitstermin einer Kun-

Seite 168 Beschreibung der Merkmale
denbestellung von der Firma bestätigt ist, muss die Produktion nach Plan laufen. Je mehr das Unternehmen auftragsbezogen fertigen will, desto genauer muss die Termineinhaltung über verschiedene Prozesse (Beschaffung, Produktion, Distribution, etc.) sein. Dies stellt hohe Anforderungen an die Planung und Ausführungszuverlässigkeit innerhalb einer Firma und eines Produktionsnetzwerks.
Die Wichtigkeit eines innovativen Produkts Ein innovatives Produkt unterscheidet sich wesentlich in der Art, wie Funktionalität gebündelt wird bzw. Funktionalität realisiert ist. In diesem Fall ist es für den Kunden von Bedeutung, dass die Lösung, die das Produkt verspricht, nicht ein längst etablierter Standard ist. Letztlich hat die Anforderung nach einem innovativen Produkt oftmals auch Imagegründe. Innovative Produkte sind oftmals entwicklungsintensiv, und haben aufgrund der kurzen Verkaufszeit diese Entwick-lungsleistung in relativ kurzer Zeit zu amortisieren.
Die Wichtigkeit hoher Produktqualität Eine hohe Produktqualität stellt große Leistungsanforderungen an Beschaffung und Produktion. In der Beschaffung wird größter Wert auf den Auswahlprozess der Lieferanten gelegt, da deren Eignung gemäß gegebener Spezifikationen erst abgeklärt werden muss. Auch die Qualität des erhaltenen Materials muss auf diese Spezifikationen hin geprüft werden.
In der Produktion führen hohe Qualitätsanforderungen zu einer vermehrten Prozesskontrolle, um die verlangte Produktqualität sicherzustellen. In der Regel stehen der Produktqualität die hohen Kosten gegenüber, aber auch die geforderte Flexibilität.
Die Wichtigkeit eines niedrigen Produktpreises Die Wichtigkeit eines niedrigen Produktpreises bestimmt die Bedeutung der Gesamtproduktkos-ten. Wenn das Hauptinteresse auf niedrigen Kosten liegt, muss die Rentabilität aller kostenver-ursachenden Prozesse erhöht werden. Im Allgemeinen setzt dies eine transparente Preisstruk-tur innerhalb einer Firma und eines Produktionsnetzwerkes voraus.
Wird eine gewisse Qualität verlangt, müssen die Lieferanten, abhängig von der Marktsituation, nach Kostengesichtspunkten ausgewählt werden. Hier ist eine Einzellieferantenstrategie zu bevorzugen, da das Bestellen großer Mengen auch die höchsten Preisreduktionen zur Folge hat. Außerdem ist ein effizientes Supply Chain Management für den reibungslosen Ablauf der zwischenbetrieblichen Prozesse unabdingbar.
Den Kosten stehen Flexibilität und Produktqualität entgegen.
Die Wichtigkeit von Variantenvielfalt Dieser Faktor bestimmt das gewünschte Produktkonzept und gewisse technische Varianten. Der Einfluss dieses Faktors auf die interne und externe Logistik wird durch die Bestimmungs-größen Anzahl technischer Produktvarianten und Produktkonzept beschrieben. Hinter dieser Anforderung steckt in der Regel der Wunsch des Kunden, ein auf ihn zugeschnittenes Produkt mit bestimmten Ausprägungen zu erhalten.
Die Frequenz der Verbrauchernachfrage Je höher die Frequenz der Verbrauchernachfrage ist, desto einfacher ist es für eine Firma oder ein Produktionsnetzwerk, Kapazitäten, Beschaffung etc. zu planen. Der Wert dieser Bestim-mungsgröße beeinflusst die mögliche Wiederholung entsprechender Produktions- und Beschaf-

Beschreibung der Merkmale Seite 169
fungsaufträge, welche ihrerseits die grundlegenden Planungs- und Steuerungsprozesse sowie die Geschäftskonzepte festlegen.
Nachfrageschwankungen Nachfrageschwankungen schlagen sich auf die Produktlieferungen des Unternehmens und deswegen auch auf die Bevorratung von Eingangsgütern nieder. Je nach Voraussehbarkeit der Nachfrage sind verschiedene Lösungen möglich, um den zukünftigen Bedarf zu planen. Je kürzer die Lieferfrist bei gegebener Nachfrageschwankung ist, desto eher muss ein hoher Bestand an Fertigprodukten gehalten werden. Je mehr Arbeitsschritte auftragsbezogen ge-macht werden können, desto eher müssen Überkapazitäten, die den Auftragsschwankungen angepasst sind, gehalten werden.
Entfernung zum Kunden Diese Bestimmungsgröße beschreibt die geographische Distanz zwischen Unternehmen und Kunden. Diese Entfernung beeinflusst die Verteilungskosten und hat somit auch einen Einfluss auf eine optimale logistische Distributionsstrategie. Kurze Distanzen erhöhen i. d. R. die Flexibi-lität der Unternehmenslogistik.
Spät ändernde Kundenspezifikationen Dieser Faktor steht für den Einfluss von Störungen im Produktionsfluss, die von geänderten Kundenwünschen verursacht werden. Diese haben oft substantielle Änderungen der Produktions- und Logistikplanung eines Unternehmens oder eines Produkti-onsnetzwerkes zur Folge. Die Forderung, Kundenspezifikationen auch noch in weit fortgeschrit-tenen Fertigungsprozess ändern zu können, setzt flexible Fertigungssysteme und eine entspre-chende Produktgestaltung, die eine späte kundenspezifische Anpassung erlaubt, voraus.
B-1.3 Produktionsbezogene Merkmale Die produktionsbezogenen Merkmale stellen die produktionsseitigen Randbedingungen dar.
Quantitative Flexibilität der Ressourcen Quantitative Flexibilität beschreibt die zeitliche Anpassungsfähigkeit im Einsatz von Ressour-cen. Auf Maschinen bezogen kann sie nur durch das Halten von Überkapazitäten erreicht werden. Die Menge quantitativer Ressourcen ist für die Zielbereiche Lieferung und Kosten sehr wichtig; außerdem ist sie entscheidend für die Wahl von Planungs- und Kontrollmethoden, besonders für das Kapazitätsmanagement.
Qualitative Flexibilität der Kapazitäten Qualitative Flexibilität der Kapazitäten legt fest, ob die Kapazitäten (im Falle freier quantitativer Kapazitäten) für verschiedene oder nur für ganz bestimmte Prozesse einsetzbar sind. Wo Prüfverfahren zur Abnahme von Prozessen auf bestimmten Anlagen (z. B. Pharmaindustrie) existieren ist in der Regel keine Flexibilität gegeben. Ein gut und vielseitig ausgebildeter Mensch hingegen kann im strengen Sinne als sehr flexible Fertigungskapazität angesehen werden.
Beschaffungsart Jede Auslagerung von Materialien erhöht die Gesamtmaterialkosten, was sich auf die Total-menge der gekauften Waren auswirkt. Eine Erhöhung der externen Beschaffung führt zu einem erhöhten Beschaffungskostenanteil bei den Gesamtkosten.

Seite 170 Beschreibung der Merkmale
Produktionstyp Der Produktionstyp wird maßgeblich durch die Losgröße, in denen die Produkte produziert werden, bestimmt. In Einmalproduktion werden oft nach Kundenspezifikationen entwickelte Produkte hergestellt. Einmalproduktion heißt wirklich, dass ein identischer Auftrag nie mehr wiederkehrt. Bei der Einzelproduktion hingegen wird jedes Produkt als separates Los hergestellt; der gleiche Auftrag kann aber beliebig of wiederkehren. Die Produktion in größeren Losen wird angestrebt, um eine „Economy of Scale“ zu erreichen. Somit können auch Auftrags-bearbeitungskosten auf eine Anzahl von Produkten verteilt werden. Wird ohne feste Losgröße einfach fortlaufend produziert, spricht man von Massenproduktion.
Produktionslayout Das Produktionslayout beschreibt die physische Organisation der Produktionsinfrastruktur. Mit zunehmender Ausrichtung des Produktionslayouts Richtung Linienproduktion oder Fließproduk-tion nimmt in der Regel die qualitative Flexibilität der Kapazitäten ab, die Effizienz der Herstel-lung pro Einzelprodukt hingegen zu.
Fabrikationsstruktur Diese Kenngröße gibt Auskunft über den Vernetzungsgrad der einzelnen Maschinen verschie-dener Produktionsschritte. Je mehr Arbeitsschritte (getaktet) hintereinander geschaltet sind, desto größer ist die Anfälligkeit auf Störungen eines größeren Produktionsbereiches durch den Ausfall einer einzigen Maschine. Mit zunehmendem Vernet-zungsgrad der Produktion muss dem kontinuierlichen Materialfluss besondere Aufmerksamkeit geschenkt werden.
Produktionskonzept (Bevorratungsebene) Make-to-stock bedeutet, Fertigprodukte am Lager zu halten und bei Bestellung diese vom Lager zu liefern. Dieses Produktionskonzept kann nur bei relativ geringer oder gar keiner Varianten-vielfalt eingesetzt werden.
Make-to-order bedeutet, die Lagerhaltung von Rohmaterialien und die bestellungsspezifische Fertigung der Produkte. Dieses Produktionskonzept kommt insbesondere bei variantenreichen Produkten, wo keine Vorhersage über die genauen Kundenwünsche gemacht werden können, zum Einsatz.
Engineer-to-order bedeutet “keine Bevorratung”. Zumindest Teile des Kundenauftrags müssen vor der Beschaffung und Produktion noch die Entwicklungsabteilung durchlaufen.
B-2 Merkmale bezogen auf die Kunden-Lieferanten Beziehung
B-2.1 Koordination In diesem Abschnitt geht es hautsächlich um die Möglichkeit, gewisse Informationen, die einem Unternehmen vorliegen, auch an andere weiterzuleiten und im Gegenzug auch Informationen zu erhalten.
Verkaufsprognosen Der Austausch von Verkaufsprognosen ist eine Voraussetzung für die korrekte Planung der Beschaffung und des Aufbaus von entsprechenden Produktionskapazitäten. Je genauer die Prognosen sind und je besser Informationen aus dem effektiven Verkauf an die

Beschreibung der Merkmale Seite 171
Lieferanten weitergeleitet werden können, desto exakter kann die Planung erfolgen. Die Konse-quenzen von ausschließlich lokaler Optimierung ohne Wissen des Abverkaufs des Kunden kann am “Bull-Whip-Effekt” gesehen werden.
Engpasssituationen Produktionsengpässe können eine gesamte Wertschöpfungskette ausbremsen, wenn die anderen Netzwerkpartner nicht darüber informiert sind. Es kann zu Überbeständen bei den vorgelagerten Unternehmen (da weniger abgenommen wird) und zu Versorgungsknappheit bei den Abnehmern des Engpasses kommen. Eine Informationstransparenz über Engpasssituatio-nen kann den vorgelagerten Unternehmen ermöglichen, ihre Produktion zu drosseln oder den nachgelagerten Unternehmen helfen, sich kurzfristig anderweitig einzudecken.
Produktlebenszyklusinformationen Informationen über die Phase des Lebenszyklus, in der sich das Produkt z. Z. befindet, helfen dem Hersteller abzuschätzen, welche Priorität für ein entsprechendes Produkt angebracht ist. (z.B. Lieferzeit, Qualität neuer Produkte, Kosten für Reife und auslaufende Produkte)
Auftragsstatus Eine Übersicht über den Auftragsstatus der verschiedenen Bestellungen erlaubt dem Unter-nehmen früh genug abzuschätzen, ob in näherer Zukunft eine größere Bestellung eintreffen könnte. Mit der Information über das Angebotsvolumen könnte ein Lieferant schon einmal mit Hilfe seiner Erfahrungswerte die Auftragswahrscheinlichkeit abschätzen und die entsprechende Kapazität reservieren. Ebenso kann eine Übersicht über Stornierungen dem Partner helfen, seine Kapazität anders auszulasten und somit die Gesamtkosten zu senken.
Qualitätsdaten Die Informationstransparenz über Qualitätsdaten hilft im Falle von Problemen die Auswirkungen so lokal wie möglich zu halten und ermöglicht somit eine Schadensbegrenzung.
Design/Spezifikationsänderungen Um einen nahtlosen und schnellen Übergang von Produktänderungen zu ermöglichen, sollten diese früh kommuniziert werden und ggf. auch mit den Lieferanten und Kunden abgestimmt werden. Somit können kleine Änderungen bei einem Unternehmen, die große negative Auswir-kungen auf Partnerunternehmen haben, vermieden werden. Je früher ein Partnerunternehmen über bevorstehende Änderungen informiert wird, desto besser kann es im Sinne einer Optimie-rung von mehreren Partnern mitwirken.
B-2.2 Zusammenarbeit Einsatz von Informationstechnologie Der Einsatz von IT für eine Kunden-Lieferantenbeziehung kann von der reinen Unterstützung interner Prozesse bis hin zu gemeinsamen Planungsaufgaben wie dem automa-tischen Kapazitätsabgleich reichen. Beispiele für den internen Gebrauch sind Legacy Systeme, für die Koordination EDI und für die gemeinsame Planung SCM Software mit Netzwerkplanung und Steuerung.

Seite 172 Beschreibung der Merkmale
Gegenseitige Abhängigkeit Die gegenseitige Abhängigkeit von Partnern in einer Kunden-Lieferanten-Beziehung stellt die Machtverhältnisse dar. Bei einer Monopolsituation kann z.B. die Abhängigkeit sehr groß sein, obgleich der Monopolist ein viel kleineres Unternehmen als das Partnerunternehmen ist.
Gegenseitiges Vertrauen Das gegenseitige Vertrauen ist oftmals mit der Fristigkeit der Kooperation gekoppelt. Je länger eine Beziehung Bestand hat oder geplant ist, desto größer ist in der Regel auch das gegensei-tige Vertrauen. Hier handelt es sich um die Bereitschaft, einem Geschäftspartner auch einmal ohne einen direkt ersichtlichen Nutzen einen Dienst zu erweisen in der Gewissheit, später auch von einem Gefallen zu profitieren. Die Bereitschaft, sensitive Daten auszutauschen, ist hoch-gradig vom gegenseitigen Vertrauen abhängig.
B-2.3 Beziehungskonfiguration Fristigkeit der Beziehung Die Fristigkeit der Beziehung begrenzt unter anderem den Aufwand, der in eine Partnerschaft gesteckt werden darf. Kurzfristige Beziehungen werden daher nicht mit großem Aufwand vorbereitet und gestaltet wie langfristige Kooperationen. Bei Entwicklungskooperationen sind in der Regel längerfristige Partnerschaften vorgesehen, die auch ein hohes Maß an Vertrauen erfordern. Nichtsdestoweniger können auch einfache Kunden Lieferantenbeziehungen langfris-tig sein, wenn es sich um einen strategisch wichtigen Lieferanten handelt. Je länger eine Part-nerschaft ist, desto eher würde sich auch eine informationstechnische Vernetzung rechnen.
Wirtschaftliche und rechtliche Vernetzung Bei einer rechtlichen Verflechtung der Partnerunternehmen müssen die Abhängigkeitsverhält-nisse, die dadurch entstehen, berücksichtigt werden. Unternehmen, die einer Gruppe angehö-ren, werden oftmals bei der Auftragsvergabe bevorzugt. Eine fast ebenso enge Verflechtung wie die rechtliche Zugehörigkeit kann durch die wirtschaftliche Verflechtung in Form einer strategischen Allianz bestehen. Herbei handelt es sich in der Regel um eine Partnerschaft, die mit einem ganz bestimmten Ziel (gemeinsamer Marktauftritt, Produktentwicklung, Nutzung der gleichen Distributionsstruktur etc.) eingegangen wird.
B-3 Produktionsnetzwerk
B-3.1 Koordination Autonomie der Planung Die Frage nach der Netzwerkplanung kann durch die folgenden drei Ausprägungen beantwortet werden. Dabei ist zu beachten, dass es sich bei der Planung um die operative Planung („Scheduling“, Kapazitätsplanung etc.) handelt und nicht um die strategische Netzwerkplanung.
lokal unabhängig: Jeder Partner plant nach bestem Wissen und Gewissen im Sinne seiner Zielfunktion. Diese kann je nach Informationsstand auch den Nutzen anderer Netzwerkpartner miteinbeziehen, letztendlich wird aber die Entscheidung von dem Unternehmen selbst getroffen.
zentral koordiniert: Es gibt ein koordinierendes Unternehmen, welches den Überblick über die lokalen Planungen hat und somit die Koordination und den Abgleich von sich widersprechenden Planungen übernimmt. Ein solches Unternehmen ist oft ein „4th party logistics provider“.

Beschreibung der Merkmale Seite 173
zentrale Planung: Ein Unternehmen plant für die meisten Partner mit, die Ausführung wird aber dezentral vorgenommen (z. B. Automobilbau mit Supplier Park).
B-3.2 Zusammenarbeit Machtverteilung Die Machtverteilung entscheidet letztendlich im Streitfall, welches Unternehmen sich durchset-zen kann, was jedoch nicht bedeutet, dass es dies auch tut. Man darf somit die Machtverteilung nicht mit Machtdurchsetzung gleichstellen. Ein mächtiger Partner kann ohne weiteres im Sinne einer guten Partnerschaft darauf verzichten, seine Machtposition auszuspielen. Gefragt ist hier jedoch die objektivierbare Macht, unabhängig davon, ob dies im Tagesgeschäft so empfunden wird oder nicht.
Strategische Ausrichtung Je besser die strategische Ausrichtung in einer Supply Chain konsolidiert ist, desto besser können sich die Partnerunternehmen abstimmen. Es ist somit von Vorteil, wenn sich alle Unter-nehmen z.B. auf die Produkterstellung zu geringen Kosten oder zu bester Qualität fokussieren. Eine unterschiedliche strategische Ausrichtung kann - muss aber nicht - Grund für Ineffizienz sein. Wenn z.B. ein Unternehmen auf schnellstmögliche Lieferung ausgerichtet ist, ein Lieferant aus Kostenoptimierung sehr lange Lieferzeiten hat, kann dies zu Problemen führen. Wichtig ist letztendlich, ob sich eine unterschiedliche strategische Fokussierung wirklich zu einem Prob-lemfaktor entwickeln kann.
B-3.3 Netzwerkzusammensetzung Netzwerktiefe (Anzahl Wertschöpfungspartner) Mit der Netzwerktiefe wird die Anzahl aufeinander folgender Wertschöpfungspartner gemessen. Hierbei stellt sich die Frage, wieweit nach hinten ein Partner noch als Teil des Netzwerkes betrachtet werden soll. Eine sinnvolle Abgrenzung ist, sich auf produktspezifische Komponen-ten zu beschränken. Dabei wird ein Partner, welcher eine Leistung erbringt, die nicht spezifisch für die Erstellung des Endproduktes gefertigt wird, von der Betrachtung ausgeschlossen. Somit ist diese “Commodity”-Herstellung nicht mehr Teil des Netzwerks. Netzwerkpartner können sowohl interne Organisationseinheiten (sofern diese autonom handeln können und gleich-berechtigte Partner sind) oder völlig unabhängige Unternehmen sein.
Netzwerkbreite (Anzahl Kanäle) Eine logistische Beziehung zwischen zwei Einheiten besteht aus einem Materialfluss, einem Informationsfluss und einer bestimmten Leistung zur Erstellung eines Produktes. Zwei Unter-nehmen können nun verschiedene logistische Kanäle unterhalten, wenn unterschiedliche Komponenten bezogen werden. Man spricht also von mehreren Kanälen, wenn zwischen zwei Unternehmen verschiedene Beziehungen existieren, die sich in ihren logistischen Anforderun-gen maßgeblich unterscheiden. Im Zuge der „4th party logistics provider“ werden oftmals ganze Kanäle (Lieferantenqualifikation, Spezifikation, Bestellung, Transport, Bereitstellung etc.) zwi-schen zwei Unternehmen durch die Provider übernommen.
Seite 174 Beschreibung der Merkmale
Materialfluss zwischen Partnern Die einfachste Stufe ist die lineare Aneinanderreihung von Wertschöpfungspartnern. Somit tritt ein Unternehmen nur in einer bestimmten Funktion im Netzwerk auf. Wenn ein Unternehmen an verschiedene Partner des gleichen Netzwerks liefert und die Materialflüsse sich verzweigen und wieder vereinigen oder auch ein Unternehmen an verschiedenen Stellen der Wertschöpfung in der Kette vorkommt, spricht man von einem komplexen Materialfluss.
Geografische Verteilung der Netzwerkpartner Diese Charakteristik zeigt an, inwieweit sich ein Unternehmen aus lokalen Märkten bedienen kann oder ob es mit weltweit verteilten Partnern eine Wertschöpfung erbringt. Der Koordinati-onsaufwand, die Flexibilität und die Transportkosten werden maßgeblich durch die geografische Verteilung des Netzwerkes beeinflusst.

Dendrogramm Seite 175
C Dendrogramm
Abbildung C-1: Dendrogramm der Clusteranalyse

Seite 176 Portfolio der SCM-Maßnahmen
D Portfolio der SCM-Maßnahmen SCM-Maßnahme Vorteile Reaktionsfähigkeit Auswirkung auf Kosten KapitalCollaborative Planning, Forecasting and Replenishment (CPFR)
Standardisierte Geschäftsprozesse an die sich die Partner zu halten haben.
Gemeinsamer Geschäftsplan
Gemeinsame Prognose der Verkaufszahlen und Bestellungen
Gemeinsame Nutzung der Datenbasis
Simultaneous Engineering (SE)Überlappende und integrierte Planungsphase
Efficient Consumer Response (ECR)Kategoriemanagement maximiert die Effektivität von Nachfrage vorhersagen (Analyse von Einkaufswagen, Präsentation der Ware im Geschäft, etc.).
Effektive Versorgung soll durch einen reibungslosen Warenfluss erreicht werden (cross docking, truck pooling, etc.).
Vendor Managed Inventory (VMI)Der Lieferant hat Zugang zu Daten über Lagerbestand, Verkaufsprognosen und Vermarktung des Kunden.
Der Lieferant erstellt eigene Bestell- und Planungslisten.
Der Lieferant verwaltet den Lagerbestand des Kunden.
Die gesamte Kontrolle und Verantwortung liegt beim Lieferanten
Continuous Replenishment (CR)Im Gegensatz zum VMI hat der Kunde einen Einfluss auf die Rahmenbedingungen wie Sicherheitsbestände und Nachschubintervalle und plant diese mit dem Lieferanten. Die eigentliche Versorgung inklusive Planung wird dann von dem Lieferanten ausgeführt. http://www.wiwi.uni-sb.de/lst/ufo/Download/Dateien/Vorlesungen/SS04_TaktischOperativesSCM/SS04_TaktOperSCM_Vorlesung3.pdf
Consignment Inventory Management (CIM)Der Lieferant bleibt der Eigentümer der Ware, die beim Kunden im Regal liegt.
Der Lieferant füllt das Lager nach eigenen Plänen auf (obere und untere Grenze gegeben).
Der Kunde zahlt das Material wenn es verbraucht wird.
eProcurement (eP)Katalog Management: Ablegen und Update aller relevanten Daten bezüglich Produkt, Lieferant, Konditionen, etc.Katalog-basiertes Beschaffungssystem: Benutzer innerhalb der ganzen Organisation ordern direkt von einem elektronischen Katalog ohne Einmisching der EinkaufsabteilungWeb-basierte Abgabe von Angeboten: Ermöglicht den Käufer Anfragen zu starten und Gebote abzugeben
Supplier-Relationship-Management (SRM)eSourcing: Suche, Vergleich und Entscheidungsunterstützung hinsichtlich Lieferantenauswahl (Datenbank speichert Lieferantendaten; Web-basierter Zugang zu Lieferanten zwecks Lieferantendatenaktualisierung)Gemeinschaftliche Produkt-Technik: Integriert den Lieferanten bereits in einem sehr frühen Stadium in den Entwicklungsprozess . Unterstützung der simultanen/nebenläufigen TechnikUnterstützt Lieferantenauswertung: Back-up des Lieferantenauswertungsprozesses (Leistungsindikatoren, Lieferanten Performance Scorecards, etc.)
Fourth Party Logistics (4PL)Lieferkettenplanung: Strategische Netzwerkplanung, taktische Planung, operative Planung
Lieferkettengemeinschaft: Integration von Lieferketten-Partnern
Ausführingsoperationen: Bestellwesen, Inventarverwaltung, Verfolgung- und Überwachungslösungen
Finanzierung & Beschaffung: strategische Finanzierung, Lieferantenauswahl, eProcurement
IT-Integration: SCM Softwareplanung, interface definition, Datenintegration
Kanban (KA)Schleifen zur Selbstkontrolle: Intra- und Zwischen-Firmen Kunden-Lieferanten Beziehungen
Knaban wird zur Kontrolle benutzt
Materialfluss ist konträr zum Informationsfluss
Quick Response (QR)Point-of-sales (POS) Daten werden zum Hersteller oder Verteilercenter übermittelt
Scanner und EDI Technologie wird benutzt
Just in TimeAuftragsorientierung der LeistungserstellungVermeidung jeglicher Prozesse in der Kette die nicht zur Wertschöpfung gehören. Zu diesen zu vermeidenden Prozessen zählt z.B. die Zwischenlagerung von Teilen
Just in SequenceSequenzgenaue Versorgung der Produktion
Fertigungs-/produktionssynchrones Just-in-Time-Modell für die gesamte Supply-Chain
Produktionsschwankungen haben geringe Auswirkungen auf die Bestände in der Logistikkette.
Bandgeschwindigkeit kann ständig wechselnd an die jeweilige Kundennachfrage dynamisch angepasst werden.
Durch Verringerung der Bestände werden die Lagerkosten reduziert.
Bestände in der Beschaffungs-prozesskette werden gesenkt
Analyse von POS Daten erlaubt dem Lieferanten den Produktverkauf genauer zu planen
Automatisierter Bestellprozess verkürzt die Bestellzykluszeiten
Konstanter Zugang zu der Ware führt zu einer hohen Produktverfügbarkeit beim Kunden.
Höhere Planungsfreiheit ermöglicht es dem Lieferanten seine Lieferungen zu optimieren (Lieferzyklus, etc.). Der Lagerbestand beim Kunden wird reduziert.
Gesamtwert des Lagerbestandes wird reduziert.
Versorgungssignale verkürzen den Bestellzyklus.
Überflüssiger Lagerbestand wird reduziert.Reduktion der Kosten für den Kunden.
Gesamtwert des Lagerbestandes wird reduziert.
Der Lieferant erstellt seine eigenen Lieferpläne. Dadurch hat er eine größere Planungsfreiheit und ein besserer Lieferbereitschaftsgrad wird erreicht (es kommt seltener vor das Waren nicht vorhanden sind).
Der Lieferant erstellt seine eigenen Lieferpläne. Dadurch hat er eine größere Planungsfreiheit und ein besserer Lieferbereitschaftsgrad wird erreicht (es kommt seltener vor, dass Waren nicht vorhanden sind).
Versorgungssignale verkürzen den Bestellzyklus.
Überflüssiger Lagerbestand wird reduziert.Reduktion der Kosten für den Kunden.
Gesamtwert des Lagerbestandes wird reduziert.
Reduktion des Bullwhip Effects führt zu geringerem Lagerbestand. Ausnutzung von Synergien wie Transport oder Lagerhaltung. Der Kunde spart somit Kosten.
Gesamtwert des Lagerbestandes wird reduziert.
Nachschubsignale verkürzen die Bestellvorgänge.
Transparenz der Produkte und prozessrelevanten Anforderungen aller Parteien reduziert nachträgliche Korrekturen und Koordination. Die Entwicklungsphase kann verkürzt werden.
Integration des Lieferanten in den Produktentwicklungsprozess resultiert in effizienteren Komponenten. Der Lieferant kann seine Teile besser auf das gesamte Produkt abstimmen. Die Produktionskosten sinken und dadurch auch die Beschaffungskosten.
Erhöhte Prognose Genauigkeit reduziert den Bullwhip Effect und reduziert den Lagerbestand. Kosten beim Kunden werden dadurch reduziert. Reduzierung von überflüssigen Prozessen und IT Infrastruktur. Gemeinsame Vorhersagen reduzieren die Anzahl an nachträglichen Korrekturen. Dies senkt die Kosten beider Partner.
Hohe Produktverfügbarkeit beim Kunden durch effiziente Versorgung. Austausch von Informationen erhöht die Prognosegenauigkeit.
Reduzierung des Gesamtwertes des Lagerbestandes.
Höhere Genauigkeit der Verkaufsprognose durch die Zusammenarbeit von Lieferant und Kunde und die überbetriebliche Prozesskoordination verbessern Transparenz und Kundendienst.
Nachschubsignale verkürzen die Zeit im Bestellvorgang.
Unterstützt Identifizierung von Weltklasse Lieferanten
Verkürzt und verbessert den Lieferantenauswahlprozess.
Unterstützt Identifizierung von Weltklasse Lieferanten
Hohe Übersicht erlaubt vollständige Synchronisation der Lieferkette: Reduktion von Engpässen und Warteschleifen aufgrund von unstimmigkeiten bei der Zusammenarbeit und Koordinattion.
Hohe Übersicht erlaubt vollständige Synchronisation der Lieferkette: Kostenersparnis ( Redundantes Inventar, Redundante Prozesse, Transaktionskosten..).
Freigabe des Kapitals (Mitarbeiter, Bestand,..).
Hohe Verfügbarkeit der Produkte erlaubt kleine Puffer. Kleinere Lagerbestände reduzieren Kosten. Selbstkontrollierende Systeme verringern Kontrollkosten (Planung & Terminplanung)
Gesamtwert des Lagerbestandes wird reduziert.
Verkürzt die Arbeitsschritte des Einkaufsprozesses.
Reduziert den Effekt des Maverick Buyings: Integriertes Ordern ( Anfrage- und Auswahlunterstützung) reduziert Transaktionskosten. Verhandlungsunterstützung und Markttransparenz reduzieren Kosten für den Einkauf
Hohe Übersicht erlaubt vollständige Synchronisation der Lieferkette: Besttellvorgänge können verbessert werden, Aufschüttrate und Lieferbereitschaftsgrad werden erhöht.
Hoeh Verfügbarkeit der Produkte durch simple und stabile Kontrollmechanismen.
Selbstkontrollierendes System macht bestimmte Schritte des Arbeitsablaufes überflüssig (z.B. Auftragsplatzierung)
Reduzierung der Durchlaufzeiten; Lieferunfähigkeit z.B. bei Streik
Durch vermeiden ineffizienter Prozesse Verkürzung der Rüstzeiten
Vermeidung von Zwischenlagerung von Teilen. Dadurch Kosteneinsparung.
Gesamtwert des Lagerbestandes wird reduziert.
Verkürzte Bestellzykluszeiten erlauben den Kunden den Lagerbestand zu reduzieren
Gesamtwert des Lagerbestandes wird reduziert.
Abbildung D-1: Gesamtes Portfolio der SCM-Maßnahmen










![morphologischer Ausgangsbefunde 2006 bis 2012“Knoll... · 2 Gelenkchirurgie sind [2]. Bei symptomatischen Meniskusläsionen wird heutzutage hauptsächlich eine arthroskopische Therapie](https://img.dokumen.tips/doc/110x75/5d4c844f88c993ee788b66f1/morphologischer-ausgangsbefunde-2006-bis-2012-knoll-2-gelenkchirurgie.jpg)


















